ГОСТ, устройство, типы, применение, принцип работы
Ленточные конвейеры используются более 100 лет. В основе транспорта — бесконечная лента, вращаемая приводным барабаном. Они используются для перемещения самых разнообразных твердых, сыпучих и аморфных грузов на расстояние от нескольких сантиметров в фармацевтике до нескольких десятков метров в горнодобывающей промышленности.

Сфера применения
Ленточный конвейер, или транспортер — недорогое и эффективное средство механизации перемещения грузов на производствах и складах. Назначение любого ленточного конвейера — перемещение груза. Они используются как для непрерывной подачи материалов или предметов, так и для дозированной, с определенным темпом или по мере надобности. Область применения различных ленточных конвейеров включает в себя:
- подача сыпучих или штучных материалов в технологических установках практически в любой отрасли промышленности;
- перемещение заготовок на сборочных линиях конвейерного типа;
- движение сырья на линиях ручной или машинной обработки, сортировки;
- перемещение материалов на складах и в логистических комплексах;
- погрузка и разгрузка всех видов транспорта- от гужевого до авиационного;
- выдача багажа в аэропортах;
- перевозка пассажиров в терминалах аэропортов и вокзалов и торговых центрах.
Разработка, изготовление и использование ленточных транспортеров регламентируется стандартами: ГОСТ EN 620-2012; 22645-77; 25722-83.
Скачать ГОСТ 22645-77
Скачать ГОСТ 25722-83
Скачать ГОСТ EN 620-2012
Устройство ленточных конвейеров
Конструкции транспортеров сильно разнятся в зависимости от их назначения, однако практически все они состоят из следующих основных частей и узлов:
- несущая рама;
- двигатель;
- ведущий барабан;
- натяжной барабан;
- опорные валки;
- лента;
- система управления и вспомогательные устройства.
Несущая рама крепится на стационарном или подвижном основании, она является основой всей конструкции. На ней крепятся опорные валки, по которым прокатывается транспортерная лента. Она приводится в движение ведущим (или приводным) барабаном. Рядом с ним или даже на одном валу размещается двигатель, приводящий в движение весь механизм. Момент вращения может передаваться на барабан и с удаленного источника энергии с помощью ременных, цепных или других передач. Н такая схема применяется все реже и реже- проще, и эффективнее разместить электромотор непосредственно на раме. второй барабан называют натяжным, он вращается на валу, который может перемещаться вдоль рамы и создает натяжение ленты.

При работе с сыпучим грузом конвейер снабжают бортиками, не дающими ему рассыпаться.
Конструкция ленты разнится в зависимости от характера перемещаемых грузов. Для работы с сыпучими материалами часто устанавливают ребра, поперечные или под углом. Ребра могут изготавливаться заодно с лентой, тогда их называют рифлеными. Рифление также может быть треугольным, прямым, трапециевидным.
Отдельные предметы чаще перемещают на гладких транспортерах. Ленты изготавливают из прорезиненной ткани, специальных износостойких пластиков, металлических сегментов.
Установка на ленте высоких ребер, перегородок или ковшей дает возможность транспортировки груза под углами до 45°.
Принцип работы ленточного конвейера достаточно прост:
- натяжной барабан обеспечивает натяжение лены и ее сцепление с ведущим барабаном;
- приводной барабан приводит ленту в движение;
- груз выкладывается или насыпается на рабочую ветвь в начало ленты;
- он едет на ней до барабана и там ссыпается в бункер, снимается работниками или механизмами либо передается на следующий транспортер.
Производительность конвейера определяется многими факторами, среди них:
- мощность двигателя;
- скорость движения ленты;
- ширина транспортера;
- угол уклона.
Зависит производительность и от характера транспортируемого материала.
Общая классификация ленточных конвейеров
За десятилетия использования конструкторы создали множество разновидностей транспортеров. Их применяют как отдельные устройства, так и встраивают в механизмы, сложные технологические комплексы и производственные линии. Исходя из конструкции основного рабочего орган- ленты среди конвейеров различают следующие типы:
Прямые
Это самая простая и самая распространенная разновидность. Рама расположена горизонтально или под небольшим углом. Натяжной барабан перемещается на каретке вдоль рамы, обеспечивая необходимое натяжение. Чрез равные промежутки установлены опорные ролики, не дающие ленте провисать под тяжестью груза.
Барабаны и ролики вращаются на своих валах с помощью подшипников качения.
Теоретическая производительность таких транспортеров может достигать 25 тонн/час, длина, 10 метров. С увеличением длины возрастают потери энергии на трение, и производительность устройства снижается.

Горизонтальные конвейеры – оборудование универсального назначения. Они широко применяются на складах, логистических комплексах, производствах, сортировочных и сборочных линиях. С помощью скорости ленточного конвейера задается темп работы всей линии.
Желобчатые конвейеры
Ролики такого механизма имеют вогнутый профиль, часто вместо одного ролика используют пару, закрепленную V- образно. Такие устройства используют для транспортировки сыпучих материалов и отдельных предметов, кусков породы разной величины. Ленту часто снабжают рифлением или ребрами.
Применяется в строительной, добывающей, химической и пищевой индустрии.
Наклонные
Наклонные ленточные транспортеры устроены практически так де, как и прямые. Их рама наклонена под определенным углом, фиксированным или регулируемым. Они обязательно снабжаются бортиками, чтобы защитить работающий персонал от случайного падения груза с высоты.
Такие механизмы позволяют поднимать перевозимые ими грузы на определенную высоту. Для каждого устройства в паспорте указывается предельный угол возвышения для разных видов перемещаемых материалов.
Используются такие конвейеры и для опускания грузов. Для этого им придают отрицательный угол наклона.

Вертикальные транспортеры снабжаются высокими ребрами, ковшами или другими средствами удержания груза. Они позволяют эффективно поднимать его с уровня на уровень или даже с этажа на этаж, занимая при этом очень малую площадь. Если необходима постоянная подача материалов или предметов, ленточный транспортер заметно эффективнее лифта, и существенно проще в управлении.
Смешанного типа
Устройства смешанного типа являют собой сочетание различных типов ленточных транспортеров. Это позволяет экономить площадь и пространство в стесненных условиях, там, где установка наклонного транспортера заняла бы слишком много места.
Сочетание прямого, наклонного и снова прямого участка называют Z-образным ленточным конвейером, прямого и вертикального-L-образным. Часто такие устройства оборудуют бункерами- накопителями, дозаторами, обеспечивающими равномерную загрузку ленты, встроенными весами, средствами регулируемого сброса в конце рабочей ветви и другим дополнительным оборудованием.
Поворотные
Это наиболее сложные по своей конструкции системы. Плоская лента состоит не из непрерывного полотна из прорезиненной ткани или пластмассового материала. Она набрана из перекрывающихся листовых сегментов и способна изгибаться в плоскости транспортировки. Ленточный конвейер, таким образом, получает возможность поворачивать, огибать производственное оборудование либо строительные конструкции.
На таких устройствах перемещают обычно штучный груз, выкладываемый прямо на поверхность сегментов или в контейнеры.
Такие ленточные конвейеры широко используются на сборочных и отделочных производствах с большим числом операций над изделием, выполняемых на разных рабочих постах, расставленных в порядке выполнения действий над продуктом. Устройство транспортирует заготовки от одного к другому, задавая общий темп работы.
Широко применяются такие транспортеры и в кондитерской промышленности, при ручном производстве конфет или пирожных.
Еще одна область использования таких конструкций- посты выдачи багажа в терминалах аэропортов и вокзалов.
Телескопические
Телескопические системы- также относятся к конструктивно сложному оборудованию. Это универсальные системы, позволяющие оперативно, по мере надобности, менять свою длину. Они имеют раздвижную раму и несколько секций обычного прямого ленточного конвейера. Секции хранятся в корпусе механизма, их можно быстро устанавливать в рабочее положение один за другим, набирая, таким образом, необходимую. длину подачи груза. Предназначенные для штучных грузов ленточные телескопические транспортеры устанавливают секции встык, и груд передается с одной на другую. Вся конструкция может устанавливаться и под наклоном, обеспечивая подъем или опускание груза.

Если груз сыпучий, секции располагают под небольшим наклоном так, чтобы возвышения хватало для ссыпания материала на приемную площадку следующей серии.
Производство ленточного конвейера
Производство ленточных конвейеров требует кропотливых расчетов и тщательного проектирования. Конструкция конвейера должна
- обеспечивать проектную производительность, высоту и дальность перемещения материала;
- исключать падение перемещаемых материалов;
- отвечать требованиям безопасности и охраны труда;
- укладываться в заданные параметры энергетической и экономической эффективности.
В ходе расчета параметров ленточного конвейера необходимо прежде всего определиться с построением схематической геометрической модели устройства. Она должна быть уравновешена статически и проверена кинематически. Кинематическая схема роликового конвейера будет более сложной, но и для ленточного также необходимо рассчитать множество параметров, таких, как натяжение, тяговое усилие, усилие торможения, скорость движения рабочей ветви и многие другие. После выверки схемы наступает этап предварительного макетного конструирования. На нем определяют основные размеры ленточного конвейера, детали конструкции.
Следующим этапом проводится детализированный расчет параметров. По его результатам осуществляется выбор оборудования среди готовых покупных изделий или формирование технического задания на проектирование и изготовление уникального.
Геометрическая схема конвейера
Построение геометрической схемы ленточного конвейера имеет целью скомпоновать в одном пространственном контексте все основные узлы устройства.
На ней определяют взаиморасположение этих узлов и деталей и их взаимодействие, статическое и кинематическое. особое внимание при создании схемы уделяют схеме привода ленточного контейнера и узлу натяжения.

Задача расчета
Целью расчета служит нахождение параметров, необходимых для правильного подбора оборудования и комплектующих.
Главные характеристики – это производительность и тяговое усилие привода.
результат расчета производительности ленточного конвейера должен совпасть с заданной проектной производительностью в рамках допустимого отклонения.
Данные для расчета
Основные данные для расчета берутся из технического задания. В их число входят:
- проектная производительность агрегата Q, в тоннах/час;
- линейная скорость V, м/с;
- тип перемещаемого материала;
- его плотность, γ т/м3;
- длина общая и в проекции на основание;
- ширина В, мм;
- угол возвышения, в угловых градусах;
- константа g (ускорение св. падения).
Длина в проекции определяется из чертежа.
Определение тягового усилия на приводном барабане
Для определения тягового усилия необходимо вычислить усилие, необходимое для перемещения полезной нагрузки и преодоления сопротивления трения барабанов и опорных роликов обеих ветвей. Анализируя устройство ленточного конвейера, конструктор учитывает количество роликов в рабочей и холостой ветвях, нагрузка на единицу длины, усредненная нагрузка от перемещаемого материала и ряд других параметров.
К полученному расчетному значению добавляют запас на преодоление сил инерции элементов конструкции и груза, находящегося на транспортере.
Подбор оборудования
В ходе подбора оборудования конструктору предстоит выбрать тип и конкретную модель:
- ленты;
- опорных роликов;
- ведущего и ведомого барабанов;
- тягового привода, электродвигателя и трансмиссии;
- тормозного устройства;
- дополнительного оснащения.
Подбор ленты
Рассчитанное в ходе статического уравновешивания механизма статическое напряжение, рабочая нагрузка и ширина ленты определяют выбор материала, числа тканевых прокладок и толщину.
Длина определяется исходя из проектной длины по трассе, диаметра барабанов и количества стыков.
По найденным параметрам выбирается конкретная лента исходя из требований ГОСТ.
Подбор барабанов
Барабаны устройства подбираются исходя из толщины материала. Предельный радиус ее изгиба должен быть больше, чем радиус барабана.
С учетом коэффициента трения площадь пятна контакта ленточного полотна и ведущего барабана должна обеспечивать передачу тягового усилия с нормативным запасом.
При использовании отклоняющего ролика ведущий барабан делают по диаметру больше, чем ведомый.

Для натяжного барабана проектируют натяжное устройство, исходя из расчетного натяжения ленточного полотна, ее длины и коэффициента удлинения за срок службы.
Ход устройства обычно делают не менее, чем диаметр ведущего барабана.
Подбор привода
Мощность электродвигателя (или двигателя внутреннего сгорания для моделей, способных работать без электроснабжения) определяют, исходя из тягового усилия, коэффициента полезного действия привода, потребной скорости перемещения ленты и нормативного запаса, принимаемого равным 25%
Обороты ведущего барабана рассчитываются исходя из скорости ленты и его диаметра.
Если результаты расчетов не позволяют прямо применить один из доступных двигателей, применяется редуктор, понижающий число оборотов и повышающий крутящий момент
Расчет тормоза
При уклоне свыше 16° установка тормозного механизма считается обязательной. Однако тормоз часто ставят и при меньших уклонах и даже при горизонтальной транспортировке, особенно при больших скоростях транспортера и массах одновременно находящегося на ней груза.
Отрицательный крутящий момент торможения рассчитывается, исходя из кинетической энергии перемещаемого груза и самого механизма, диаметра барабана, разницы усилий в точке набегания и сбегания ленты, ее толщины и передаточного отношения трансмиссии.
Тормозной момент должен препятствовать самопроизвольному движению конвейера с грузом при включенном питании устройства.
Преимущества использования ленточного конвейера
Преимущества ленточных конвейеров проявляются при необходимости организовать быстрое, экономически и энергетически эффективное перемещение различных материалов или предметов в ограниченных пределах производственного участка, склада, логистического терминала или даже горного карьера.
Основные достоинства данного вида транспорта следующие:
- высокая скорость транспортировки;
- высокая производительность, существуют транспортеры со скорость до 10 м/с и шириной ленты до 3 метров, они перевозят до 30 тысяч тонн в час и применяются на добывающих и обогатительных предприятиях;
- возможность организации как непрерывной подачи, так и управляемой, и дозированной;
- минимальные затраты энергии на перемещение единицы полезной нагрузки;
- минимальная трудоемкость транспортировки, отлаженные устройства работают без вмешательства человека;
- высокая отказоустойчивость и надежность обуславливаются минимальным количеством движущихся частей;
- возможность преодолевать подъемы или даже поднимать грузы вертикально, при условии применения транспортеров соответствующей конструкции;
- наличие мобильных и телескопических моделей позволяет быстро развернуть оборудование на удаленном объекте и организовать эффективную транспортировку.
Как и любому виду оборудования, ленточным конвейерам присущ и ряд недостатков:
- возрастание сопротивления и связанных с ними потерь энергии при удлинении ленты;
- ограничения на величину угла возвышения при транспортировке сыпучих грузов (для плоской ленты — до 20°).
- зависимость гибкости материала ленты от температуры;
- необходимость в периодической регулировке для восстановления натяжения ленты после ее удлинения и провисания в ходе работы;

Особенности эксплуатации, такие, как тяжелые климатические условия, контакт с агрессивными средами и другие могут существенно сократить срок службы ленты и самого ленточного конвейера.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Ленточный конвейер — Википедия
Материал из Википедии — свободной энциклопедии
Ленточный конвейер (англ. belt conveyor) — транспортирующее устройство непрерывного действия с рабочим органом в виде ленты[1].
Ленточный конвейер является наиболее распространённым типом транспортирующих машин, он служит для перемещения насыпных или штучных грузов. Применяется на промышленных производствах, в рудниках и шахтах, в сельском хозяйстве. В зависимости от свойств и природы перемещаемого груза угол наклона рабочей стороны ленты может быть установлен до 90°.
Часто конвейерная лента является одной из частей транспортирующего устройства. Например, зернопогрузчик, применяющийся на механизированном току для сбора зерновой массы с площадки, имеет щёточные скребки, далее зерно поднимается норией и попадает на ленточный конвейер который забрасывает зерно в кузов грузового автомобиля.
Ленточные конвейеры бывают передвижными, переносными, поворотными и стационарными.
Стационарные машины применяют для перемещения большого количества материалов на расстояние от 3 до 300
Ленточные конвейеры различаются по видам. Виды ленточных конвейеров:
по типу трассы:
- Горизонтальные ленточные конвейеры
- Наклонные ленточные конвейеры
- Крутонаклонные ленточные конвейера
- С изменяющимся углом наклона
- Z-образные ленточные конвейеры
- L-образные ленточные конвейеры
- V-образные ленточные конвейеры
по типу несущей поверхности:
- С прямой гладкой поверхностью ленты
- Желобчатые ленточные конвейеры и транспортеры
- С перегородками (поперечинами) на ленте
- С гофробортом (бортиками) на ленте
- С модульной лентой модульные конвейеры
Ленточные конвейеры состоят из основных узлов: Приводной барабан, привод конвейера (мотор-редуктор), натяжной барабан, узел натяжения, несущая ленточная часть, опорные и поддерживающие ролики или поддерживающий листовой стол и, собственно, рама конвейера изготовленная из сваренного металлопроката.
Конвейеры в которых используется вместо ленты металлическое сетчатое полотно (сетка конвейерная) называются Сетчатый конвейер. Используется в основном в местах с высокими температурами груза, либо в жарких печах. Например, для выпекания основы для пиццы.
См. также
Примечания
Видео по теме
Литература
wiki2.red
Общие сведения о ленточных конвейерах
Содержание:
1. Общие сведения о ленточных конвейерах.
1.1 Ленточные конвейеры с резинотканевой лентой.
1.1.1 Описание наиболее распространенных видов лент.
1.1.2 Барабаны.
1.1.3 Поддерживающие роликоопоры.
1.1.4 Приводы
1.1.5 Натяжные устройства.
1.1.6 Загрузка конвейеров.
1.1.7 Разгрузка конвейера.
2. Патентное изыскание.
Список используемой литературы.
1. Общие сведения о ленточных конвейерах
Ленточные конвейеры являются наиболее распространенным типом транспортирующих машин непрерывного действия во всех отраслях промышленности. Из более чем полумиллиона конвейерных установок, эксплуатирующихся в нашей стране, 90% составляют ленточные конвейеры. Они используются в горнодобывающей промышленности — для транспортирования руд полезных ископаемых и угля при открытой разработке, в металлургии — для подачи земли и топлива, на предприятиях с поточным производством—для транспортирования заготовок между рабочими местами и т. д.
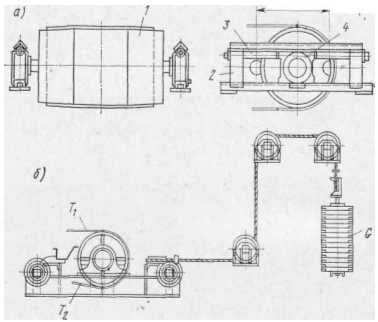
Обычно ленточные конвейеры имеют тяговый элемент 7 (рис.1) в виде бесконечной ленты, являющейся и несущим элементом конвейера, привод 13, приводящий в движение барабан 14, натяжное устройство 2 с барабаном 3, груз 1, роликовые опоры 6 на рабочей ветви ленты и 5 на холостой ветви ленты, отклоняющий барабан 8, загрузочное устройство 4 и разгрузочные устройства 9 и 10, разгрузочный желоб // и устройство 12 для очистки ленты. Все элементы конвейера смонтированы на раме.

Рис.1 Схема стационарного наклонно-горизонтального конвейера.
1.1 Ленточные конвейеры с резинотканевой лентой
1.1.1 Описание наиболее распространенных видов лент
Наиболее широко распространены резинотканевые ленты (рис. 2; ГОСТ 20—76),состоящие из резинотканевого послойного тягового каркаса 1 и наружных резиновых обкладок 2, предохраняющих каркас от механических повреждений и от воздействия на него влаги, газов, агрессивных сред. В зависимости от условий эксплуатации и назначения изготовляют ленты общего назначения, морозостойкие, теплостойкие, пищевые и негорючие. В зависимости от типа ленты установлены диапазоны температур окружающей среды.
Рис.2 Резинотканевая и резинотросовая конвейерная ленты
Так же широко распространены: ленты с перегородками, гофрированными выступами и бортами, трубчатые и др.
1.1.2 Барабаны
В ленточных конвейерах различают приводные, концевые, натяжные и отклоняющие, служащие для изменения направления движения ленты, барабаны (рис.3). Чем больше диаметр барабана, тем меньше напряжение от изгиба ленты и тем больше срок ее службы. При эксплуатации лент установлено, что резинотканевую ленту обычно приходится заменять из-за ее расслаивания, которое происходит от многократных изгибов ленты на барабанах. Барабаны ленточных конвейеров унифицированы. В качестве основной характеристики, используемой при выборе барабанов из установленного ряда типоразмеров, принята нагрузочная способность барабана. Для неприводных барабанов нагрузочная способность определяется как нагрузка от натяжения ветвей ленты, огибающей барабан, а для приводных барабанов, кроме того, следует учесть еще и максимальный передаваемый крутящий момент.

Рис.3 Барабаны: а-приводной; б-хвостовой и откланяющий; в, г- с футеровкой.
1.1.3 Поддерживающие роликоопоры
Чтобы лента под влиянием собственной силы тяжести и веса груза не провисала, на раме конвейера устанавливают поддерживающие роликоопоры. Ролики являются самыми многочисленными элементами конвейеров. Их ежегодно выпускают миллионы штук. От надежной и долговечной работы роликоопор зависят в большой степени надежность и долговечность всей машины, а также потребляемая ею энергия, эксплуатационные затраты и т. п.
Различают: легкого, тяжелого типа; обрезиненные; амортизирующие; дисковые; гирляндные и др. роликоопоры.
1.1.4 Приводы
Назначение привода — обеспечить движение тягового элемента конвейера с грузом. Создание необходимой тяговой силы конвейера обеспечивается силой трения, возникающей между лентой и поверхностью приводного барабана.
Привод (рис.4) состоит из двигателя 1, редуктора 3, барабана 5,а также муфт 2 к 4, соединяющих двигатель с редуктором и. редуктор с валом барабана.
Рис.4 Схема привода конвейера . Ленточные конвейеры с различными типами приводов
Ленточные конвейеры могут иметь следующие виды приводов: единичный головной однобарабанный (рис.4, а) или двухбарабанный (рис.4,6), раздельный (на головном и хвостовом барабанах (рис.4, в) и комбинированный — двухбарабанный в головной части и однобарабанный в хвостовой части (рис.4, г). На1 длинных и тяжелонагруженных конвейерах для преодоления местных и линейно распределенных сопротивлений необходимо очень большое натяжение S ленты (рис.4,д), что ведет к увеличению мощности привода и массы движущихся элементов конвейера и требует дальнейшего увеличения натяжения .
1.1.5 Натяжные устройства
Эти устройства предназначены для создания необходимого натяжения ленты, обеспечивающего сцепление ее с приводным барабаном без проскальзывания, а также для ограничения провисания ленты между опорами и компенсации вытяжки ленты в процессе эксплуатации. Натяжные устройства подразделяются на устройства, создающие нерегулируемое натяжение в ленте, и устройства, регулирующие натяжение ленты в зависимости от значения крутящего момента на приводном барабане.
1.1.6 Загрузка конвейеров
Загрузочное устройство должно обеспечить плавную подачу груза на движущуюся ленту, при этом для предупреждения повреждения и изнашивания ленты скорость подачи груза и направление его движения должны быть близки к скорости и направлению движения загружаемой ленты. Конвейер можно загрузить в любой точке его трассы. Однако обычно загрузку производят около хвостового барабана. Насыпные грузы обычно загружают с помощью воронки и лотка, устанавливаемого под воронкой (рис.6). Ширина лотка в начальной части В
При транспортировке грузов (кроме угля) с кусками размером свыше 80 мм загрузочные пункты необходимо оборудовать амортизационными устройствами.
Рис.6 Лоток для сыпучих грузов.
1.1.7 Разгрузка конвейера
Наиболее простым и удобным способом разгрузки конвейеров, не требующим специальных устройств, является сброс груза с концевого барабана, (рис.7, а). Однако в ряде случаев возникает необходимость осуществлять разгрузку в различных точках по длине конвейера. Например, в литейном производстве одним конвейером подают формовочную землю к бункерам нескольких формовочных машин, расположенным вдоль линии конвейера. В этом случае применяют специальные разгрузочные устройства, наиболее простыми из которых являются плужковые разгружатели, т. е. щиты, устанавливаемые на ленте под углом к потоку груза (рис.7,6). При этом груз, двигаясь вдоль щита» сбрасывается с ленты на одну или на обе стороны (рис.7,в). Не» достатком плужковых разгружателей является повышенный износ ленты, поэтому их нецелесообразно применять при больших скоростях движения ленты (свыше 1,6—2,0 м/с) и при транспортировании абразивных и крупнокусковых грузов.
Рис.7 Разгрузка конвейера.
2. Патентное изыскание
Патент № 308940 «Натяжное устройство»
Целью изобретения является увеличение длины хода натяжного барабана.
Для этого в направляющих предложенного устройства, снабженных отверстиями, установлены переставные ползуны, взаимодействующие с винтами и фиксируемые, например, штырями на раме конвейера. На фиг. 1 изображено натяжное устройство в момент перемещения барабана при закрепленных ползунах; на фиг. 2 — то же, в момент перемещения ползунов при закрепленных гайках.

Устройство состоит из барабана 1, натяжных винтов 2 и гаек 3 подвижных по направляющим 4 рамы конвейера. Винты 2 свободными концами упираются в ползуны 5. Барабан 1огибается тяговым органом 6 конвейера. Для натяжения тягового органа конвейерана раме с помощью штырей 7, вставляемых в отверстия направляющих 4, закрепляют опорные ползуны 5. При вращении винтов 2 гайки 3 вместе с барабаном 1 перемещаются по направляющим рамы конвейера, создавая при этом натяжение тягового органа 6.
После вывинчивания винтов 2 гайки 3 фиксируют на раме штырями. Завинчивая винты 2, перемещают ползуны 5 до сближения их с гайками. После этого фиксирует штырями ползуны 5 и продолжают, опять вывинчивания винты 2, перемещать гайки вместе с натяжным барабаном. Так повторяют до тех пор, пока не создается необходимое натяжение тягового органа 6.
Патент № 546529 «Приводной барабан ленточного конвейера»
Цель: снижение трудоемкости замены футеровки. Это достигается тем, что цилиндрический корпус снабжен клиновидными секторами с футеровкой и закрепленным в центральной части по окружности цилиндрического корпуса кольцом с отверстиями, в которых размещены выступы, выполненные на одних концах секторов, а другие концы закреплены на торцах цилиндрического корпуса.
На фиг. 1 показан приводной барабан, продольный разрез; на фиг. 2-то же, вид по стрелке А на фиг. 1; на фиг. 3-сечение по Б-Б на фиг. 1; на фиг. 4-узел крепления футеровки в кольце на цилиндрическом корпусе барабана; на фиг. 5-сечение по В-В на фиг. 4; на фиг. 6-развертка секторов футеровки; на фиг. 7-сектор, вид в плане; на фиг. 8-сечение сектора по Г-Г на фиг. 7; на фиг. 9-сечение сектора по Д-Д на фиг. 7.
mirznanii.com
Конвейеры ленточные | Drobix.ru
Представляет собой оборудование специальное устройство, обеспечивающее непрерывную транспортировку материалов, оборудования, агрегатов. Рабочим органом подобного устройства является лента, среди транспортировочных машин является наиболее часто эксплуатируемым типом конструкции. Отличается возможностью регулировки угла наклона рабочей части, ленты, что расширяет сферу его применения. Включается в состав специального транспортировочного оборудования, гарантировав полную автоматизацию технологического процесса. Посредством подобного класса оборудования работают самые разные промышленные объекты, предприятия, объекты горнодобывающей промышленности.
Конструктивное исполнение
В состав конструкции ленточные конвейеры включают в себя обязательно редуктор, с различным числом передач, электродвигатель, который выполняет задачи по обеспечению энергией системы. Электродвигатель выполняется разной конфигурации, подбирается к каждому наименованию конструкции индивидуально, что позволит запросто обеспечивать его надежную и эффективную эксплуатацию в дальнейшем. Используются, в том числе и специальные типы крепежных элементов, соединительные муфты, которые могут гарантировать надежное крепление устройства к помещениям, вне зависимости от особенностей процесса выполнения работ. Также к оборудованию относится и барабан, устанавливаемый в составе конструкции, также позволяющий выполнять различные операции по подаче ленты в установленном порядке.

Принцип работы устройства
Все элементы в составе оборудования, различные узлы приводятся в движение посредством установленного привода, либо же станции, которая характерна для сложных устройств с максимально высокой производительностью. Загрузка подобного сыпучего материала осуществляется посредством специальной воронки, либо же лотка направляющего типа, подаваемого в транспортер. Разгрузка материала осуществляется непосредственно с помощью специально установленного сбрасывателя. Последнее оборудование выполняется либо же барабанного, либо плужкового типа, в зависимости от конфигурации и комплектации системы. Можно отметить, в составе оборудования принято использовать надежные транспортеры подвижного типа, нашедшие наибольшее применение именно в составе различных строительных объектов.

Классификация ленточных конвейеров
Классифицировать оборудование можно по нескольким категориям. Каждый из подобных типов агрегатов станет актуальным решением для конкретных технологических процессов, проведения автоматизации отдельных предприятий, производственных линий.
По габаритам, способу использования
В данной категории оборудование можно подразделить на следующие типы:
- Стационарные – актуальные при необходимости выполнить процедуру перемещения материалов достаточно большого количества. Оптимальным расстоянием по транспортировке в данном случае является до трех километров, что наиболее актуально для крупных промышленных объектов высокой производительности.
- Передвижные и поворотные конструкции – актуальные при необходимости осуществлять транспортировку сравнительно небольших объемов материалов на расстояния в пределах нескольких десятков метров.
- Поворотные – мобильные агрегаты, особенностью которых можно назвать возможность выполнять различные операции в помещениях со сложной планировкой, когда потребуется оптимально сбалансировать рабочее оборудование, установить его в автоматизированных комплексах.
По типу трассы устройства
Классифицировать по типу трассы оборудование можно по следующим категориям:
- С горизонтальным, горизонтальным расположением, что характеризуется как классическая компоновка конвейеров ленточного типа, используемая как на различных предприятиях государственного подчинения, так и на частных.
- Конвейеры ленточные имеющие крутонаклонный характер, что позволит обеспечивать выполнение сложных технологических операций в сложных помещениях, где потребуется выполнить поставку запчастей, деталей и оборудования к механическим сборочным участкам, актуальным при мелкосерийном процессе.
- С изменяющимся углом наклона – представляют собой оптимальное сбалансированное устройство, способное обеспечивать поставку требуемых материалов и изделий с высокими скоростями вне зависимости от отдаленности участка выполнения работ.
- Разнообразной конструкции и изгиба, что наиболее оптимальное решение для предприятий, имеющих несколько основных участков по производству узлов и оборудования, что позволит гарантировать поставку их к последующему участку для выполнения тех или иных работ.
Классификация по типу расположенной несущей поверхности
Проводя анализ систем и агрегатов по типу несущей поверхности в составе оборудования, можно выделить следующую классификацию:
- С поверхностью выполненной полностью гладкой.
- С расположенными на поверхности специальными желобами, что характерно для горного оборудования, добывающей промышленности.
- С расположенными поперечинами, либо же перегородками, что может стать выгодным решением для систем с необходимостью включения в состав сборочных участков, прочих элементов, где важно выполнить разделение подаваемых узлов, последующую настройку и настройку, упаковку, в соответствии с технологическим процессом.
- С расположенными бортиками, либо же гофровым оборудованием, которое станет наиболее актуальным выбором при необходимости обслуживания участков по сборке и комплектации агрегатов из незначительных по размерам деталей, узлов.
- Отдельного внимания заслуживают конвейеры с модульным оборудованием, что позволит выполнять различные типы операций в зависимости от их сложности и трудоемкости.

Эксплуатация оборудования
Эксплуатация данного типа оборудования характерна для самых разных отраслей промышленности, что обусловлена набором впечатляющих характеристик и свойств конструкции. Широкое применение ленточные конвейеры нашли в составе следующих отраслей и промышленных предприятия:
- В горнодобывающей сфере, где важно обеспечивать оптимальную по параметрам скорости подачу выработки к последующему месту выполнения работ.
- В машиностроении, когда конвейеры включаются в состав специальных автоматизированных линий и могут запросто быть использованы как при необходимости выполнения операций по сборке узлов, агрегатов, деталей, так и по настройке готовых изделий, упаковке.
- На ремонтных предприятиях и заводах, где предусмотрена поточная форма организации производственного процесса.
- Эксплуатация конструкции при необходимости выполнения различных типов работ по транспортировке зерна, щебня, различных сыпучих материалов непосредственно в кузов грузовых автомобилей, где оборудование выполняет задачи по поставке в соответствии с требуемым регламентом операций.

Преимущества конструкции
Ленточные конвейеры имеют ряд преимуществ, если проводить их сравнение с прочими типами агрегатов, используемыми в промышленности. К преимуществам относится следующее:
- Возможность максимально простого включения в состав сложного технологического оборудования, легкостью подачи материала, монтажа системы.
- Регулировка функции подачи, скорости, с которой работает оборудованием, что, следовательно, и позволит выполнять качественную эксплуатацию системы, агрегатов и прочих конструкций с максимальной производительностью, тем самым соответствуя заявленным параметрам работы.
- Огромное множество вариантов технического исполнения, имеющих широкую степень применения, возможность включения в состав сложных технологических конструкций, промышленных объектов. Классификация предусматривает набор оборудования по способу монтажа, особенностям ленты, ряда прочих параметров.
- Легкость обслуживания оборудования, на что также не потребуется затратить огромное количество материальных средств и ресурсов, актуальных при ремонте, производстве, различных других операциях.
К тому же конструкция отличается универсальностью, что позволяет без проблем выполнять их ремонт, настройку, прочие операции, актуальные при тех или иных процесса работы, режимах.
drobix.ru
Транспортные механизмы — Ленточные конвейеры (2)
При двухбарабанном приводе оба барабана приводятся в движение от одного двигателя через редуктор по схемам, представленным на рис. 118. В таком приводе барабаны, как правило, не футеруют, так как при неравномерном износе футеровки повышается скольжение ленты. Недостатком двухбарабанного привода является набегание ленты рабочей поверхностью на барабан.
Жесткость ленты зависит главным образом от количества прокладок в ней. Поэтому во избежание расслаивания и порчи ленты от перегибов величину диаметра барабанов Dб принимают пропорциональной числу прокладок
Dб ≥ ki мм, (218)
где k — коэффициент пропорциональности, равный для приводных барабанов 125 при i = 2 — 6 и 150 при i = 8 — 12, а для натяжных барабанов — 100. Ширину барабанов берут на 0,1 — 0,2 м больше ширины ленты. Натяжные устройства. В ленточных конвейерах натяжные приспособления бывают винтового типа при длине конвейера до 50 м и грузового типа — при длине свыше 50 м.

Винтовые натяжные устройства (рис. 119), в которых натяжной барабан перемещается винтами, отличаются компактностью, но требуют постоянного наблюдения, так как по мере вытягивания ленты натяжение в ней ослабевает и она начинает буксовать.
Грузовые натяжные устройства действуют автоматически.
При расчете натяжного устройства исходят из усилий натяжения ветвей ленты у натяжного барабана.

Загрузочные и разгрузочные устройства. Конструкция загрузочных устройств зависит от транспортируемых материалов и способа их загрузки. Штучные грузы укладывают непосредственно на конвейер или загружают при помощи направляющих спусков, а сыпучие — через загрузочную воронку и направляющий лоток (рис. 120).
Лента может разгружаться как в конце конвейера, так и в любом месте по его длине. При плоской ленте и штучных грузах применяют плужковый сбрасыватель (рис. 121, а), при желобчатой ленте и сыпучих грузах — барабанный разгрузчик (рис. 121, 6), который можно перемещать вдоль конвейера с помощью механического привода, получающего движение от ленты. Материал сбрасывается с барабана в направляющий кожух.

Очистительные и предохранительные приспособления.
Для очистки наружной поверхности ленты от прилипших к ней частиц при сухом материале применяется резиновый скребок (рис. 122, а), зажатый между металлическими планками, при влажных и липких материалах — вращающаяся резиновая щетка (рис. 122, б), приводимая в движение от приводного барабана специальным редуктором.

Внезапная остановка загруженного наклонного конвейера (например, при выключении тока) может вызвать самопроизвольное движение ленты с грузом вниз, обрыв ее и поломку механизмов. Для предупреждения такого самопроизвольного движения применяют ленточный останов (рис. 123), состоящий из куска прорезиненной тормозной ленты 1, один конец которой прикрепляют к раме конвейера, а другой укладывают на внутреннюю сторону холостой
ветви ленты конвейера 2. При рабочем ходе конвейера конец тормозной ленты удерживается планкой 4, концы которой упираются в рамку 3. При выключении двигателя привода, когда лента с грузом начинает двигаться в обратную сторону, свободный конец тормозной ленты 1 затягивается между барабаном 5 и лентой 2 и застопоривает ее.
Конвейеры с металлическими лентами. Металлические ленты для конвейеров применяются цельнопрокатные стальные и проволочные.
Стальная лента
вследствие повышенной жесткости требует увеличения диаметра барабанов до D = (800 — 1200) δ мм, (219)
где δ — толщина ленты, мм.
Концы ленты соединяют внахлестку заклепками. Стальная лента весьма чувствительна к резким перегибам и поэтому требует точного монтажа, тщательного наблюдения в процессе эксплуатации и применения центрирующих и предохранительных устройств. Скорость стальной ленты рекомендуется принимать не более 1 м/сек. Для плоской ленты применяют прямые роликоопоры, состоящие из отдельных шкивов, для желобчатой — пружинные (рис. 124).
Стальную ленту используют для транспортирования горячих грузов, а также липких материалов, например влажной глины.
Из проволочных лент чаще всего применяют шарнирно-звеньевые — без бортов и с бортами (рис. 125), состоящие из отдельных плоских проволочных спиралей попеременно правой 1 и левой 2 навивок, соединяемых при помощи стержней 3.

При проволочных лентах применяется то же оборудование, что и при тканевых, но с однороликовыми опорами: большая жесткость ленты в поперечном направлении не позволяет придавать ей желобчатую форму.
Проволочные ленты обычно применяют для кусковых и штучных грузов в обжигательных, моечных и сортировочных устройствах.
Автоматическое управление ленточными конвейерами. На складах, дробильных и бетонных заводах для перемещения грузов на большие расстояния устанавливают последовательно ряд ленточных конвейеров с дистанционно-автоматизированным управлением, в котором предусматриваются: автоматический последовательный пуск конвейеров с центрального пункта управления; выключение электродвигателей конвейера при пробуксовке приводного барабана, обрыве ленты или какой-либо неисправности; отключение всех конвейеров, передающих материал на поврежденный конвейер. При дистанционно-автоматическом управлении, являющемся более надежным, чем управление каждым приводом конвейера в отдельности, сокращается количество обслуживающего персонала.
На рис. 126 приведена одна ил схем управления и блокировки электродвигателей последовательно работающих конвейеров. Первый конвейер включают нажатием на центральном пульте управления кнопки Ц.
При этом катушка контактора пускателя 1Л замыкает его линейные контакты 1Л1, 1Л2 и 1ЛЗ. Двигатель Мх начинает вращать приводной барабан первого конвейера. Одновременно начинает действовать и центробежное механическое реле. Когда ротор двигателя М1 набирает полное число оборотов, т.е. когда в первом конвейере прекращается действие инерционных усилий, реле 1РЦ замыкает блок-контакт 1РЦ1 в цепи управления двигателем М2 второго конвейера.
При этом замыкается цепь катушки контактора 2Л, и его линейные контакты 2Л1, 2Л2 и 2ЛЗ включают двигатель М2. По достижении ротором двигателя М2 полного числа оборотов центробежное реле 2РЦ замыкает блок-контакт 2РЦ1 в цепи управления двигателем М3 третьего конвейера. Катушка контактора ЗЛ через свои линейные контакторы ЗЛ1, ЗЛ2 и ЗЛЗ включает двигатель М3 третьего конвейера. При окончании пуска двигателя М3 центробежное реле 3РЦ замыкает блок-контакт 3РЦ1. После этого кнопка Ц отпускается.
Для остановки конвейера достаточно нажать одну из кнопок 1Ст, 2Ст или 3Ст. Например, при нажатии кнопки 2Ст выключается
двигатель М2. Если снизится скорость вращения его ротора, реле 2РЦ разомкнет блок-контакт 2ЦР1, т. е. выключится двигатель М3. В свою очередь, снижение скорости вращения ротора двигателя М3 приведет к срабатыванию реле 3РЦ и размыканию блок-контакта 3РЦ1, т. е. к выключению двигателя Мг.
При пробуксовке барабана одного из конвейеров или обрыве его ленты срабатывает центробежное реле и отключаются все двигатели.
В центробежном реле (рис. 127) на оси 4, соединенной с осью натяжного барабана конвейера и вращающейся в шариковых подшипниках, насажен груз 3 в виде кольца. Когда начинает вращаться натяжной барабан, кольцо 3 под действием центробежной силы поворачивается вокруг оси 5. Мри лом влево перемещается втулка 2, которая, воздействуя на плечо рычага8, перемещает изоляционный штифт 7 вправо.
После нажатия штифта 7 на контактную пружину 5 последняя мгновенно переходит из положения а в положение б, в результате чего переключается контакт.
С уменьшением скорости вращения барабана конвейера втулка 2 перемещается пружиной 1, отводя плечо рычага вправо, а штифт — влево, и контактная пружина 6 возвращается в положение а. Настройка па обороты срабатывания осуществляется изменением натяжения пружины 1, отжимающей втулку 2.
Производительность конвейера и мощность двигателя
Производительность ленточного конвейера определяется площадью сечения груза на ленте F, м2, его насыпной плотностью γ, кг/м3, и скоростью движения ленты v, м/сек.
На плоской ленте насыпной груз располагается в виде равнобедренного треугольника (рис 128, а). Чтобы материал не ссыпался через края ленты, основание треугольника принято равным 0,8 В, а угол при основании φ1 = 0,35 φ0, где В — ширина ленты, м; φ0 — угол естественного откоса материала в состоянии покоя. Для приближенных подсчетов φ0= 45°, следовательно, φ1= 16°.
Так как на наклонной ленте угол несколько уменьшается, при подсчетах вводят еще поправочный коэффициент с, принимаемый по справочникам в зависимости от угла наклона транспортера.
Площадь сечения материала на плоской ленте
На желобчатой ленте площадь сечения материала равна сумме площадей трапеции F2 и треугольника Fx (рис. 128, б). При подсчете площади F2 принимают стандартный угол наклона роликов, равный 20°, а длину нижнего ролика а ~ 0.39 В. Отсюда
www.soyuzproektstroy.ru
Ленточный конвейер — WiKi
Taranto, Paolo Monti, 1964Ленточный конвейер (англ. belt conveyor) — транспортирующее устройство непрерывного действия с рабочим органом в виде ленты[1].
Ленточный конвейер является наиболее распространённым типом транспортирующих машин, он служит для перемещения насыпных или штучных грузов. Применяется на промышленных производствах, в рудниках и шахтах, в сельском хозяйстве. В зависимости от свойств и природы перемещаемого груза угол наклона рабочей стороны ленты может быть установлен до 90°.
Часто конвейерная лента является одной из частей транспортирующего устройства. Например, зернопогрузчик, применяющийся на механизированном току для сбора зерновой массы с площадки, имеет щёточные скребки, далее зерно поднимается норией и попадает на ленточный конвейер который забрасывает зерно в кузов грузового автомобиля.
Ленточные конвейеры бывают передвижными, переносными, поворотными и стационарными. Стационарные машины применяют для перемещения большого количества материалов на расстояние от 3 до 300[источник не указан 2023 дня] м., а передвижные и переносные машины — для перемещения небольшого количества материала на расстояние от 2 до 20 м. В практике применяют последовательно расположенные конвейеры для перемещения материала на десятки километров.
Ленточные конвейеры различаются по видам. Виды ленточных конвейеров:
по типу трассы:
- Горизонтальные ленточные конвейеры
- Наклонные ленточные конвейеры
- Крутонаклонные ленточные конвейера
- С изменяющимся углом наклона
- Z-образные ленточные конвейеры
- L-образные ленточные конвейеры
- V-образные ленточные конвейеры
по типу несущей поверхности:
- С прямой гладкой поверхностью ленты
- Желобчатые ленточные конвейеры и транспортеры
- С перегородками (поперечинами) на ленте
- С гофробортом (бортиками) на ленте
- С модульной лентой модульные конвейеры
Ленточные конвейеры состоят из основных узлов: Приводной барабан, привод конвейера (мотор-редуктор), натяжной барабан, узел натяжения, несущая ленточная часть, опорные и поддерживающие ролики или поддерживающий листовой стол и, собственно, рама конвейера изготовленная из сваренного металлопроката.
Конвейеры в которых используется вместо ленты металлическое сетчатое полотно (сетка конвейерная) называются Сетчатый конвейер. Используется в основном в местах с высокими температурами груза, либо в жарких печах. Например, для выпекания основы для пиццы.
ru-wiki.org
Ленточный конвейер — Википедия (с комментариями)
Материал из Википедии — свободной энциклопедии
 Ленточный конвейер (англ. belt conveyor) — транспортирующее устройство непрерывного действия с рабочим органом в виде ленты[1].
Ленточный конвейер (англ. belt conveyor) — транспортирующее устройство непрерывного действия с рабочим органом в виде ленты[1].
Ленточный конвейер является наиболее распространённым типом транспортирующих машин, он служит для перемещения насыпных или штучных грузов. Применяется на промышленных производствах, в рудниках и шахтах, в сельском хозяйстве. В зависимости от свойств и природы перемещаемого груза угол наклона рабочей стороны ленты может быть установлен до 30°.
Часто конвейерная лента является одной из частей транспортирующего устройства. Например, зернопогрузчик, применяющийся на механизированном току для сбора зерновой массы с площадки, имеет щёточные скребки, далее зерно поднимается норией и попадает на ленточный конвейер который забрасывает зерно в кузов грузового автомобиля.
Ленточные конвейеры бывают передвижными, переносными, поворотными и стационарными. Стационарные машины применяют для перемещения большого количества материалов на расстояние от 3 до 3000К:Википедия:Статьи без источников (тип: не указан)[источник не указан 2025 дней] м., а передвижные и переносные машины – для перемещения небольшого количества материала на расстояние от 2 до 20м. В практике применяют последовательно расположенные конвейеры для перемещения материала на десятки километров.
Ленточные конвейеры различаются по видам. Виды ленточных конвейеров:
по типу трассы:
1. Горизонтальные ленточные конвейеры
2. Наклонные ленточные конвейеры
3. Крутонаклонные ленточные конвейера
4. С изменяющимся углом наклона
5. Z-образные ленточные конвейеры
6. L-образные ленточные конвейеры
7. V-образные ленточные конвейеры
по типу несущей поверхности:
1. С прямой гладкой поверхностью ленты
2. Желобчатые ленточные конвейеры и транспортеры
3. С перегородками (поперечинами) на ленте
4. С гофробортом (бортиками) на ленте
5. С модульной лентой модульные конвейеры
[конвейер-транспортер.рф/tehnicheskie-parametri-i-sostav-lentochnih-konveierov-i-transporterov Ленточные конвейеры состоят из] основных узлов: Приводной барабан, привод конвейера (мотор-редуктор), натяжной барабан, узел натяжения, несущая ленточная часть, опорные и поддерживающие ролики или поддерживающий листовой стол и, собственно, рама конвейера изготовленная из сваренного металлопроката.
Конвейеры в которых используется вместо ленты металлическое сетчатое полотно (сетка конвейерная) называются Сетчатый конвейер. Используется в основном в местах с высокими температурами груза, либо в жарких печах. Например, для выпекания основы для пиццы.
См. также
Напишите отзыв о статье «Ленточный конвейер»
Примечания
- ↑ [www.rubricon.com/qe.asp?qtype=4&qall=1&aid={8BDFC9DC-F440-4D4C-A53C-D3D546A4F845}&id=1&fstring1=%u041B%u0435%u043D%u0442%u043E%u0447%u043D%u044B%u0439%20%u043A%u043E%u043D%u0432%u0435%u0439%u0435%u0440&rq=1&onlyname=checked&newwind=&psize=10&pn=1&selw=checked Большая Советская Энциклопедия.] Гл. ред. А. М. Прохоров, 3-е изд. Т. 14. Куна — Ломами. 1973. 624 стр., илл.; 38 л. илл. и карт. 1 грампластинка.
Литература
Ссылки
Отрывок, характеризующий Ленточный конвейер
– Нет, я слышала, – сказала Наташа. – Отчего ж маменька не хочет?– Тебе что за дело? – крикнул граф. Наташа отошла к окну и задумалась.
– Папенька, Берг к нам приехал, – сказала она, глядя в окно.
Берг, зять Ростовых, был уже полковник с Владимиром и Анной на шее и занимал все то же покойное и приятное место помощника начальника штаба, помощника первого отделения начальника штаба второго корпуса.
Он 1 сентября приехал из армии в Москву.
Ему в Москве нечего было делать; но он заметил, что все из армии просились в Москву и что то там делали. Он счел тоже нужным отпроситься для домашних и семейных дел.
Берг, в своих аккуратных дрожечках на паре сытых саврасеньких, точно таких, какие были у одного князя, подъехал к дому своего тестя. Он внимательно посмотрел во двор на подводы и, входя на крыльцо, вынул чистый носовой платок и завязал узел.
Из передней Берг плывущим, нетерпеливым шагом вбежал в гостиную и обнял графа, поцеловал ручки у Наташи и Сони и поспешно спросил о здоровье мамаши.
– Какое теперь здоровье? Ну, рассказывай же, – сказал граф, – что войска? Отступают или будет еще сраженье?
– Один предвечный бог, папаша, – сказал Берг, – может решить судьбы отечества. Армия горит духом геройства, и теперь вожди, так сказать, собрались на совещание. Что будет, неизвестно. Но я вам скажу вообще, папаша, такого геройского духа, истинно древнего мужества российских войск, которое они – оно, – поправился он, – показали или выказали в этой битве 26 числа, нет никаких слов достойных, чтоб их описать… Я вам скажу, папаша (он ударил себя в грудь так же, как ударял себя один рассказывавший при нем генерал, хотя несколько поздно, потому что ударить себя в грудь надо было при слове «российское войско»), – я вам скажу откровенно, что мы, начальники, не только не должны были подгонять солдат или что нибудь такое, но мы насилу могли удерживать эти, эти… да, мужественные и древние подвиги, – сказал он скороговоркой. – Генерал Барклай до Толли жертвовал жизнью своей везде впереди войска, я вам скажу. Наш же корпус был поставлен на скате горы. Можете себе представить! – И тут Берг рассказал все, что он запомнил, из разных слышанных за это время рассказов. Наташа, не спуская взгляда, который смущал Берга, как будто отыскивая на его лице решения какого то вопроса, смотрела на него.
– Такое геройство вообще, каковое выказали российские воины, нельзя представить и достойно восхвалить! – сказал Берг, оглядываясь на Наташу и как бы желая ее задобрить, улыбаясь ей в ответ на ее упорный взгляд… – «Россия не в Москве, она в сердцах се сынов!» Так, папаша? – сказал Берг.
В это время из диванной, с усталым и недовольным видом, вышла графиня. Берг поспешно вскочил, поцеловал ручку графини, осведомился о ее здоровье и, выражая свое сочувствие покачиваньем головы, остановился подле нее.
– Да, мамаша, я вам истинно скажу, тяжелые и грустные времена для всякого русского. Но зачем же так беспокоиться? Вы еще успеете уехать…
– Я не понимаю, что делают люди, – сказала графиня, обращаясь к мужу, – мне сейчас сказали, что еще ничего не готово. Ведь надо же кому нибудь распорядиться. Вот и пожалеешь о Митеньке. Это конца не будет?
Граф хотел что то сказать, но, видимо, воздержался. Он встал с своего стула и пошел к двери.
Берг в это время, как бы для того, чтобы высморкаться, достал платок и, глядя на узелок, задумался, грустно и значительно покачивая головой.
– А у меня к вам, папаша, большая просьба, – сказал он.
wiki-org.ru