Что такое контактная сварка
Впервые контактной сваркой, как методом соединения металлов, воспользовался английский физик Уильям Томсон в 1856 г. Сейчас технология активно применяется в машиностроении, авиастроении, выпуске корпусов различной техники, авторемонте и т. д. Метод сварки один из наиболее быстрых, легко автоматизируется, качество соединения не зависит от опытности сварщика. Рассмотрим принцип работы аппаратов контактной сварки, виды этого метода, необходимые расходные материалы.
В этой статье:
- Принцип работы аппаратов контактной сварки
- Виды контактной сварки
- Дефекты сварки и контроль качества
- Машины для контактной сварки
- Расходные материалы
- Меры предосторожности
- Обозначение контактной сварки на чертеже
Принцип работы аппаратов контактной сварки
Аппараты контактной сварки имеют электрическую и механическую часть.
Сварка происходит следующим образом:
- Две заготовки (прутки, пластины и пр.) сводятся клещами друг к другу до соприкосновения в одной точке
- На концах рабочей части клещей расположено два медных электрода, обладающих разной полярностью. К ним подается сварочный ток
- Дуга не загорается, поскольку детали плотно сведены друг к другу. Сварочная маска не требуется
- За счет прохождения тока от минуса к плюсу в месте стыковки возникает повышенное сопротивление, ведь стороны просто сведены
- От этого поверхность в месте соприкосновения начинает нагреваться. Электрическая энергия преобразуется в тепловую.

- Нагрев длится до тех пор, пока поверхность сторон не станет пластичной. За счет прижима клещами происходит смешивание металлов на уровне кристаллической решетки
- После этого сварочный ток отключается, а тепло быстро рассеивается по остальной части изделия
- Стык остывает и получается неразъемное соединение без видимого шва и присадочного металла

Длительность подачи сварочного тока и его сила настраиваются в зависимости от толщины соединяемых сторон. Например, для контактной сварки двух прутков сечением 1.5 мм (1.5+1.5), понадобится сила тока 1500 А и продолжительность воздействия 1-2 секунды.
Виды контактной сварки
Хотя принцип действия везде один, ГОСТ 15878-79 выделяет несколько разновидностей контактной сварки. Они определяют размеры соединения, прочность стыка, области применения. Оборудование для разных видов контактной сварки тоже имеет свои особенности.
Точечная сварка
Подразумевает соединение металла путем плавления в одной точке. В зависимости от оборудования и исполнительных механизмов подразделяется на:
В зависимости от оборудования и исполнительных механизмов подразделяется на:
 Задействовано сразу несколько электродов с каждой стороны и спаренные трансформаторы. Ток подается одновременно на каждый рабочий элемент, поэтому точечное соединение образуется сразу в нескольких местах.
Задействовано сразу несколько электродов с каждой стороны и спаренные трансформаторы. Ток подается одновременно на каждый рабочий элемент, поэтому точечное соединение образуется сразу в нескольких местах.Рельефная сварка
Разновидность точечной сварки, но отличается формой свариваемой поверхности. Вместо плоских сторон деталей, в заготовках заранее создаются выпуклости (выступающие полусферы, шпильки). Они предусматриваются еще на этапе литья деталей. Затем стороны соединяются между собой, к ним подводится электрический ток и выступающие части плавятся, образуя точечные соединения. Возможны длинные кольцевые или продольные швы этим методом, если изначально предусмотреть рельеф нужной формы.
Метод сварки наиболее востребован в машиностроении, поскольку обеспечивает прочное соединение, чем обычная точечная сварка.
Шовная сварка
Разновидность контактной сварки, при которой выполняются длинные продольные швы. В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
Существует несколько техник выполнения шовной сварки контактным способом:
Ролики в сварочных аппаратах контактной сварки могут быть оба ведущими или один ведущий, а второй — ведомый. Последний движется за счет протягивания заготовки. Метод подходит для сборки бочек, емкостей.
Метод подходит для сборки бочек, емкостей.
Стыковая сварка
Реализуется одним из двух способов: сопротивлением или оплавлением. Стыковая сварка сопротивлением подразумевает подвод тока к двум деталям, сжатым с усилием. В месте стыковки образуется сопротивление и повышенный нагрев. Затем сжатие резко усиливают (происходит осадка деталей) и получается стыковое соединение.
Контактная стыковая сварка оплавлением проводится путем сведения двух заготовок стыками между собой. К деталям подается сварочный ток, разогревающий торцы изделия. После этого силу тока снижают, но продолжают подавать электричество. В местах контакта происходит оплавление и получается сварочное соединение. Если держать стороны сведенными дольше и одновременно подавать сварочный ток, жидкий металл даже выступит наружу из зазора, а шов станет сплошным. Этот метод обеспечивает более прочное соединение и экономию электроэнергии, чем технология соединения сторон сопротивлением. Подходит для сварки арматуры встык.
Подходит для сварки арматуры встык.
Подготовка поверхностей
При выполнении контактной сварки качество соединения отчасти зависит от правильности подготовки поверхности. Чтобы стороны надежно сварились между собой, необходимо обеспечить их плотный прижим. Для этого убирают мусор, окалины, грязь и ржавчину в месте стыковки, а также на соседней зоне, расположенной в этой плоскости (там, где выступающий мусор помешает сведению сторон). Коррозию зачищают шлифовальными машинами.
Контактной сваркой разрешено соединять стороны, у которых толщина не отличается друг от друга более чем на 15%. Иначе одна пластина разогреется сильно, а вторая не успеет прогреться — соединение будет слабым, возможны деформации изделия.
Для стыковой сварки методом сопротивления плоские стороны требуется подогнать между собой по форме, чтобы не было просветов. Жаропрочные стали и легированные нуждаются в обезжиривании.
Дефекты сварки и контроль качества
Хотя шва, в его классическом понимании здесь нет, у соединения возможны дефекты.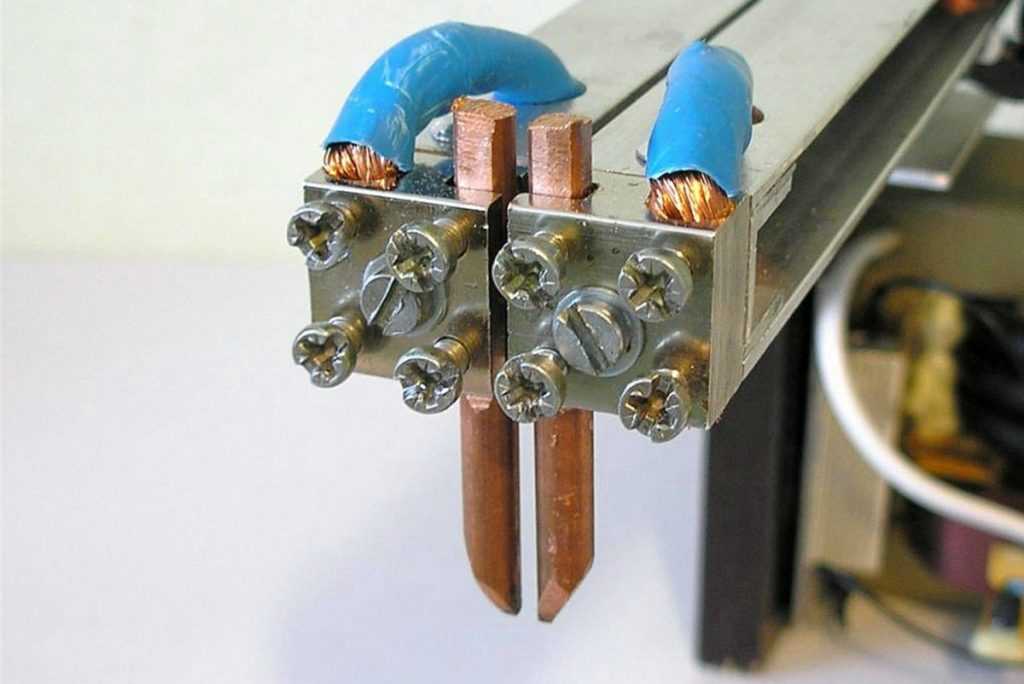
«Родственный» непровару дефект — сварная точка уменьшенного диаметра. Соединение выполнено путем перемешивания материалов на уровне кристаллической решетки, но диаметра точки недостаточно, чтобы удержать стороны определенной толщины и веса под нагрузкой.
Противоположным дефектом является перегрев материала. Если подать повышенный сварочный ток или передержать изделие клещами, точка может разогреться очень сильно. Это приведет к уменьшению толщины металла в зоне контакта, выдавливанию жидкого металла в стороны, деформациям поверхности. При сильном перегреве возможны прожоги, когда вместо сварной точки будет дырка.
Контроль качества осуществляется визуальным путем. Сварщик или уполномоченное лицо осматривает поставленные точки через лупу на предмет трещин, деформаций, выдавливания металла.
Методом разрушающего контроля испытываются тестовые образцы. Сваренные точками стороны пытаются разделить зубилом и молотком, провернуть между собой, оторвать монтировкой. После отрыва исследуют стороны. Качественное соединение будет иметь следы разорванного металла однородной структуры без пор и трещин. Затем, установив на каком режиме выполнялось соединение с приемлемым качеством, подобные настройки применяют для серийного выпуска продукции.
Машины для контактной сварки
Машины для контактной сварки бывают ручные (переносные), подвесные, настольные и напольные. Во всех имеется:
Источник видео: Telwin Viet Nam
Сварочные клещи подойдут для сборки корпусов и кузовов, чтобы подлазить к труднодоступным местам. Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
При выборе машин контактной сварки обращайте внимание на следующие параметры:
 5-2 мм), пневматическим, гидравлическим, электрическим, электромагнитным. Есть управление ногой (педаль) или рукой (кнопка).
5-2 мм), пневматическим, гидравлическим, электрическим, электромагнитным. Есть управление ногой (педаль) или рукой (кнопка).
Еще при выборе обращайте внимание на размер плеч сварочных клещей. Длина определяет, как далеко от края листа получится выполнить сварочное соединение. Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Немаловажен бренд оборудования. Практика показывает, что установки марок Foxweld, Telwin надежно служат в самых суровых производственных условиях.
Расходные материалы
Среди расходных материалов для машин контактной сварки и сварочных клещей чаще всего требуют замены только медные электроды. Медными они кажутся снаружи, а на самом деле отливаются из кадмиевой или хромовой бронзы. Расходники рассчитаны на температуру 600 градусов и давление 5 кг\мм кв.
От работы они перегреваются, оплавляются, деформируются. При замене электродов подбирают аналогичные по длине и диаметру. Порой может понадобиться заменить комплект плечей. Тогда можно купить такие же или с большей длиной, высотой раскрытия. Есть плечи с воздушным и водяным охлаждением.
Меры предосторожности
Контактная сварка — это разновидность электрической сварки, поэтому нельзя вести работы в мокрой одежде, сырых рукавицах. Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Следите за целостностью кабелей, не допускайте потертостей, оголенных токоведущих частей. Важно, чтобы машина контактной сварки была заземлена. Следите, чтобы ручки и держаки были заизолированы.
Сварщик должен устойчиво стоять на ровном месте, а органы управления (педаль или кнопка) располагаться в легком доступе.
Обозначение контактной сварки на чертеже
Если работаете с чертежами, то пригодится знание обозначений контактной сварки. На рисунке она изображается крестом (+), указывая на место соединения сварочной точкой. Стрелкой делается вынос ГОСТа 15878-79 с дополнительным указанием вида соединения («К» — контактная, «т» — точечная). Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Ответы на вопросы: что такое контактная сварка и как с ней работать
Как соединить две детали толщиной 5 и 10 мм?
СкрытьПодробнее
На практике такое соединение невозможно. Сила тока расплавит сторону 5 мм или не прогреет 10 мм. Чтобы качественно соединить контактной сваркой две детали с такой разницей в сечении, необходимо сточить толщину стороны 10 мм до 6 мм в месте простановки сварных точек.
Как узнать, сколько по времени подавать сварочный ток?
СкрытьПодробнее
Сперва нужно потренироваться на черновых образцах такого же сечения, что и основное изделие. Поэкспериментируйте на разных токах, добившись неразрывного соединения, которое не будет иметь выраженных внешних деформаций. С подобранными настройками переходите к сборке изделия.
С подобранными настройками переходите к сборке изделия.
Подходит ли контактная сварка для алюминия?
СкрытьПодробнее
Да, подходит. Но сперва нужно удалить оксидную пленку. Это достигается механическим путем (болгаркой, щеткой по металлу) или химическим (травлением).
С каким управлением удобнее работать на машине контактной сварки?
СкрытьПодробнее
Удобнее с ножным. Две руки остаются свободными для подачи и поддержания заготовок, производительность выше.
Что такое цикл точечной сварки?
СкрытьПодробнее
Циклом называют процесс сжатия деталей, подачу импульса сварочного тока, снятие давления, выключение тока.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Контактная сварка | Рудетранс
Контактная сварка — это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Родоначальник контактной сварки — английский физик Уильям Томсон (лорд Кельвин), который в 1856 г. впервые применил стыковую сварку. В 1877 г. в США Томсон самостоятельно разработал стыковую сварку и внедрил ее в промышленность. В том же 1877 г. в России Н.Н.Бенардос предложил способы контактной точечной и шовной (роликовой) сварки. На промышленную основу в России контактная сварка была поставлена в 1936 г. после освоения серийного выпуска контактных сварочных машин.
Преимущества контактной сварки перед другими способами:
- Высокая производительность (время сварки одной точки или стыка составляет 0,02. .. 1,0 с)
- Малый расход вспомогательных материалов (воды, воздуха)
- Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
- Это экологически чистый процесс, легко поддающийся механизации и автоматизации
 .. 1,0 с)
.. 1,0 с)Основные способы контактной сварки
Основные способы контактной сварки — это точечная, шовная (роликовая) и стыковая сварка.
Машины для контактной сварки
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 1).
1).
Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки: 1 — трансформатор; 2 — переключатель ступеней; 3 — вторичный сварочный контур; 4 — прерыватель первичной цепи; 5 — регулятор; 6 — привод сжатия; 7 — привод зажатия деталей; 8 — привод осадки деталей; 9 — привод вращения роликов; 10 — аппаратура подготовки; 11 — орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых — это комплект кнопок. С органов управления поступают команды на сжатие «С» электродов или зажатие «3» деталей, на включение «Т» и отключение «О» сварочного тока, на вращение «В» роликов, на включение «а» регулятора цикла сварки. Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Электроды в контактной сварке
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов — стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки — это быстроизнашивающийся сменный инструмент сварочной машины.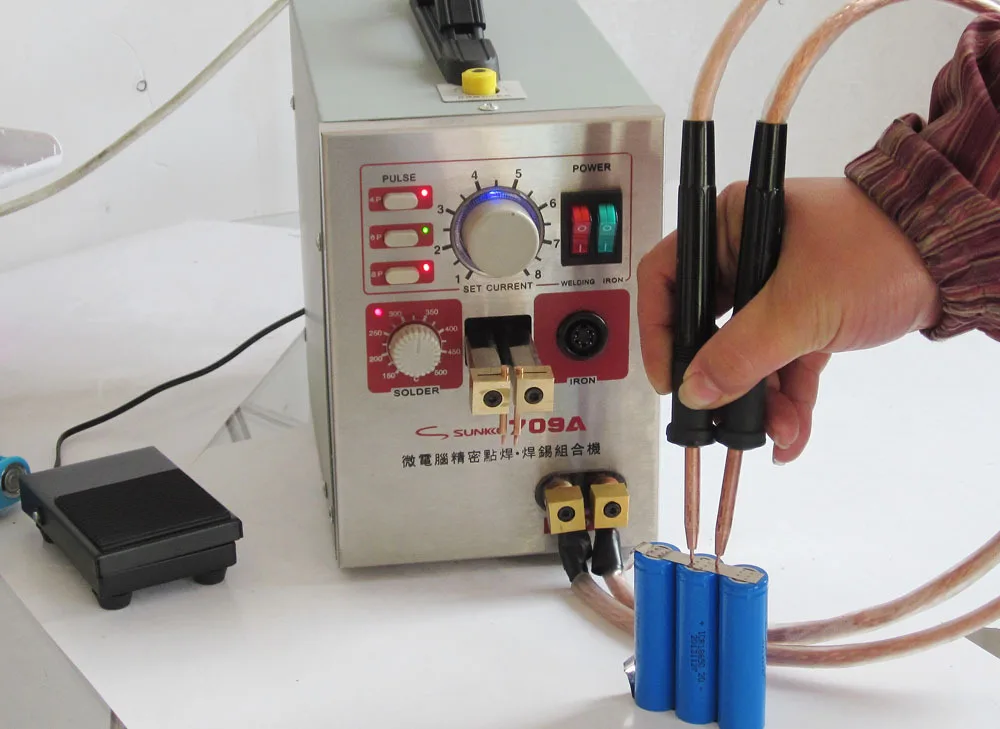 Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация.
Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация. Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Рис. 2. Схемы электродов для точечной сварки: а — с наружным посадочным конусом; б — колпачковых
Электрод должен иметь минимальную массу, удобно и надежно устанавливаться на сварочной машине. Диаметр D должен обеспечивать устойчивость электрода против изгиба при сжатии его усилием сварки, а также возможность захвата инструментом для снятия. Внутренний диаметр должен обеспечивать ввод трубки с охлаждающей водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм и 1 : 5 при D > 32 мм. Диаметр рабочей части электрода выбирают в зависимости от толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3…4 их диаметра, а при сварке полос — не менее 10 толщин полосы.
Подготовка поверхностей к контактной сварке
При подготовке поверхностей к контактной сварке должны выполняться три основных требования: в контактах электрод-деталь должно быть обеспечено как можно меньшее электрическое сопротивление Кэ-д —> min), в контакте деталь-деталь сопротивление должно быть одинаковым по всей площади контакта. Сопрягаемые поверхности деталей должны быть ровными, плоскости их стыка при сварке должны совпадать.
Выбор конкретного способа подготовки поверхностей определяется материалом деталей, исходным состоянием их поверхностей, характером производства. Для штучного и мелкосерийного производства необходимо предусмотреть операции правки, рихтовки, обезжиривания, травления или зачистки, механической обработки. В условиях крупносерийного и массового производства, где обеспечивается высокое качество исходных материалов в заготовительном и штампопрессовом производствах, подготовку поверхностей перед сваркой можно не делать. Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Критерием качества подготовки поверхности является величина контактных сопротивлений Rэ-д и Rд-д. Для их измерения детали зажимают между электродами сварочной машины, но сварочный ток не включают. Сопротивление измеряют микроомметром при помощи щупов. Для сталей сопротивление более 200 мкОм свидетельствует о плохом качестве поверхности. Высокое Rэ-д приводит к перегреву электродов и подплавлению поверхности деталей, вследствие чего происходит наружный и внутренний выплеск металла и образуется чрезмерная вмятина под электродами.
Основные параметры режима всех способов контактной сварки
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока Iсв длительностью t в соответствие с законом Джоуля-Ленца:
Q= Iсв2Rсвt,
где за Rсв принимают сопротивление столбика металла между электродами.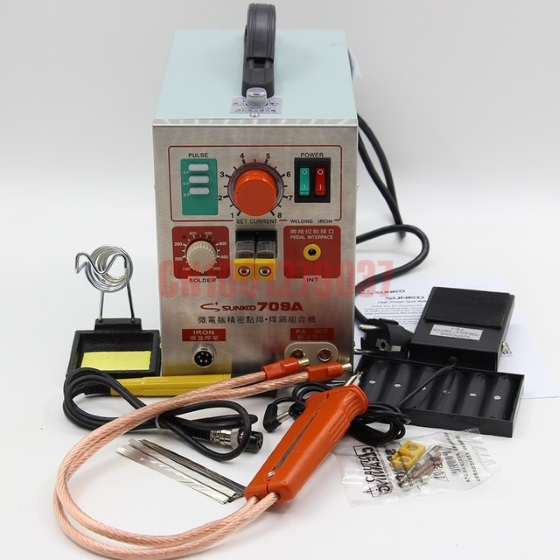 При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля-Ленца увеличение Rсв должно увеличивать количество выделяющейся теплоты. Но по закону Ома
Iсв=U2/Z,
где U2 — напряжение на вторичном контуре сварочной машины, a Z — полное сопротивление вторичного контура, в которое входит Rсв. Поэтому при увеличении Rсв уменьшится Iсв, а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение Rсв не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения Rсв и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов.
С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение Rсв в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Качество сварных соединений
Качество сварных соединений, выполненных контактной сваркой, определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима и их стабильностью. Основной показатель качества точечной и шовной сварки — это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20…80 % S. За меньшим из этих пределов следует непровар, за большим — выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Основные дефекты сварных соединений при точечной и шовной сварке — это непровар, заниженный размер литого ядра, трещины, рыхлоты и усадочные раковины в литом ядре и выплеск, который может быть наружным, из-под контакта электрод — деталь, и внутренним, из-под контакта между деталями. Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
При стыковой сварке по тем же причинам могут возникать непровары. Перегрев зоны сварки может вызвать структурные изменения (укрупнение зерна) и обезуглераживание сталей. Это ухудшает механические свойства соединений.
Контролируют качество контактной сварки чаще всего внешним осмотром, а также любыми методами неразрушающего контроля. Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Практические советы по сварке: контактные наконечники
Что нужно знать при использовании силовой контактной трубки, контактного сопла, контактной трубки и т. д.
Контактный наконечник, также известный как контактная насадка или силовая контактная трубка, является самым маленьким но самая важная изнашиваемая часть горелки MIG/MAG, и не имеет значения, ручная это горелка, автоматическая горелка или роботизированная сварочная горелка. Контактный наконечник оказывает очень значительное влияние на качество процесса сварки MIG/MAG, а также на срок службы или доступность аппарата в процессе сварки.
Вряд ли какая-либо изнашиваемая деталь подвержена износу и так же близка к процессу сварки, как контактный наконечник. По этой причине мы посвящаем наш собственный блог этой относительно небольшой части.
Задача контактного наконечника
Задача контактного наконечника — передать сварочный ток на проволочный электрод и обеспечить стабильную направленную дугу. Для этого сварочная проволока проходит через контактный наконечник. За один рабочий день через сварочную горелку проходит несколько километров проволоки. Провод в кабельной сборке и в горловине горелки должен преодолевать сопротивление трения.
Какие проблемы могут возникнуть с контактным наконечником?
В зависимости от проволоки, материала спирали и конструкции горловины горелки во время подачи проволоки происходит истирание. Эти частицы иногда попадают на контактный наконечник и вызывают засорение. Особенно с жесткими проводами иногда возникает противоположный эффект в контактном наконечнике, а именно, он заземляется проводом. Этому также способствует технологическое тепло, которое частично рассеивается через контактный наконечник. Контактный наконечник теряет свою твердость при определенной температуре и поэтому быстрее изнашивается.
Этому также способствует технологическое тепло, которое частично рассеивается через контактный наконечник. Контактный наконечник теряет свою твердость при определенной температуре и поэтому быстрее изнашивается.
В частности, с прямыми шейками резаков, которые часто используются с механическими или роботизированными резаками, в контактном наконечнике возникают проблемы с контактом, поскольку контактная поверхность и время контакта слишком малы. Это приводит к так называемым микродугам в контактном наконечнике, что также приводит к более быстрому износу. В зависимости от процесса и качества проволоки и материала контактного наконечника, контактный наконечник более или менее быстро теряет свои технологические свойства и должен быть соответственно заменен до того, как процесс сварки станет нестабильным.
При нестабильных процессах провод пригорает к контактному наконечнику. Затем происходит так называемое замораживание, которое приводит к немедленному выходу из строя контактного наконечника.
Какие типы контактных наконечников существуют?
В зависимости от типа горелки производители сварочных горелок рекомендуют выбрать подходящие контактные наконечники в каталоге или другой документации для оптимального процесса сварки, адаптированного к горелке. Основными особенностями здесь являются общая геометрия, включая резьбовое соединение (стандарт: M6, M8, M10 или больше), центральное отверстие для соответствующего диаметра проволоки и используемый материал. В основном, как и в технологии сварки в целом, размеры контактного наконечника увеличиваются с увеличением мощности сварки. Таким образом, до тока ок. 180 ампер, с относительно короткой геометрией еще можно справиться с резьбой М6; при токе свыше 400 ампер это должна быть более длинная версия с резьбой М8 или М10. Для надлежащей передачи мощности и из-за того, что процесс поглощает больше тепла, вам просто необходимы эти большие размеры. Больше материала также означает, что контактный наконечник более термостойкий и износостойкий.
В чем разница между дешевыми и дорогими контактными наконечниками?
Если вы сравните контактные наконечники разных поставщиков, вы иногда заметите относительно большие различия в цене от поставщика бренда, особенно от сторонних поставщиков. В большинстве случаев здесь используется более дешевая переработанная медь, что может привести к повышенному износу из-за ее низкой твердости, а также пониженной тепло- и электропроводности. Только производители брендов имеют сертифицированный производственный процесс, контролируемый внутренним контролем качества, который позволяет использовать только высококачественный материал для обработки. Одним из таких поставщиков является ABICOR BINZEL, который всегда обеспечивает неизменно высокое качество благодаря соответствующим производственным процессам, таким как высокоскоростной процесс глубокого сверления, и внутреннему стандарту компании.
Чем отличаются материалы контактных наконечников?
Существует три основных материала контактных наконечников для сварки: E-Cu, CuCrZr и HDS. Каждый имеет свои индивидуальные особенности, свойства и преимущества, которые мы сейчас подробно покажем.
Каждый имеет свои индивидуальные особенности, свойства и преимущества, которые мы сейчас подробно покажем.
Контактный наконечник E-Cu
Этот контактный наконечник изготовлен из очень чистой электролитической меди (E-Cu). Твердость по Виккерсу этого контактного наконечника составляет ок. от 110 до 115 л.с. Чистота меди обеспечивает очень хорошую передачу энергии и хорошую тепло- и электропроводность. Их температура размягчения составляет около 260 °C, поэтому они больше подходят для помещений с низкой силой тока и не очень длительным сроком службы. Для более твердой версии с более высокой температурой размягчения рекомендуется контактный наконечник из CuCrZr.
Заключение: Контактный наконечник с очень хорошими технологическими свойствами, но менее износостойкий.
Контактный наконечник CuCrZr
Компонент этого контактного наконечника состоит из меди, хрома и циркония (CuCrZr). Элементы сплава хром и цирконий очень твердые и обеспечивают высокую термостойкость. Текущая передача чуть менее хороша, но для большинства процессов это не заметная проблема. С твердостью по Виккерсу ок. 168 HV и термостойкостью ок. 500 °C, этот тип материала контактного наконечника является практически стандартным. Высокая твердость в сочетании с высокой устойчивостью к термическим нагрузкам означает низкую степень износа при соответствующей высокой технологической нагрузке.
Текущая передача чуть менее хороша, но для большинства процессов это не заметная проблема. С твердостью по Виккерсу ок. 168 HV и термостойкостью ок. 500 °C, этот тип материала контактного наконечника является практически стандартным. Высокая твердость в сочетании с высокой устойчивостью к термическим нагрузкам означает низкую степень износа при соответствующей высокой технологической нагрузке.
Если сварка выполняется дугой с большой силой тока или в зоне струйной дуги, контактный наконечник нагружается настолько сильно, что тепловая нагрузка контактного наконечника E-Cu быстро достигается и может превышать ее. О том, что время пришло, свидетельствует иссиня-черный налет медного материала. Если сварка продолжается с чрезмерным тепловым напряжением, медный материал размягчается, проволока выветривается в отверстие — также известное как овальное вымывание — и может застрять. В таком случае помогает только замена контактного наконечника. К счастью, это относится только к материалу CuCrZr при экстремальных технологических нагрузках.
В дополнение к химическому составу, особенно для контактных наконечников CuCrZr – это также относится к контактным наконечникам HDS – требуется хорошее согласование диаметра отверстия с диаметром проволоки. Если диаметр отверстия в контактном наконечнике слишком мал, засорение будет происходить быстрее. С другой стороны, если диаметры отверстий слишком велики, это будет способствовать замерзанию. Качественные производители, такие как ABICOR BINZEL, могут гарантировать допуски в несколько сотых долей миллиметра благодаря специальным производственным процессам. 9№ 0005
Заключение: Контактные наконечники из материала CuCrZr очень подходят для сварочных процессов в диапазоне средних и высоких ампер. Они предлагают хорошие технологические свойства с низким износом.
Контактный наконечник HDS / сверхмощный серебряный наконечник
Для процессов с экстремально высокими термическими нагрузками с уже высоким износом или даже выходом из строя контактных наконечников из материала CuCrZr можно рассмотреть специальный вариант: контактный наконечник HDS. Внутренний сердечник вокруг канала ствола состоит из дисперсионно-упрочненной меди (минеральная твердость представляет собой особую форму дисперсионного твердения в процессе производства). В результате внутреннее ядро чрезвычайно твердое и в то же время чрезвычайно термостойкое. То, что этот контактный наконечник теряет в электропроводности, компенсируется, так сказать, его серебряным покрытием.
Внутренний сердечник вокруг канала ствола состоит из дисперсионно-упрочненной меди (минеральная твердость представляет собой особую форму дисперсионного твердения в процессе производства). В результате внутреннее ядро чрезвычайно твердое и в то же время чрезвычайно термостойкое. То, что этот контактный наконечник теряет в электропроводности, компенсируется, так сказать, его серебряным покрытием.
Особенно в сварочных процессах с высоким рабочим циклом и высоким энергопотреблением вариант HDS может использовать свои резервы мощности по сравнению с контактным наконечником CuCrZr и является хорошим решением проблем с точки зрения срока службы и износа. По этой же причине он часто используется в сварочных горелках с воздушным охлаждением с минимальными рабочими циклами и высокими сварочными токами. Контактные наконечники HDS доступны во всех распространенных стандартных геометриях и могут использоваться практически со всеми системами сварочных горелок ABICOR BINZEL.
Заключение: Контактный наконечник HDS является хорошей альтернативой, особенно при высоких сварочных токах и/или высоких рабочих циклах в процессе сварки, когда тип CuCrZr достигает своего предела. Частыми областями применения являются горелки с воздушным охлаждением со сравнительно длительным рабочим циклом при высоких амперных нагрузках.
Частыми областями применения являются горелки с воздушным охлаждением со сравнительно длительным рабочим циклом при высоких амперных нагрузках.
Области применения контактного наконечника HDS:
- Автоматизированная сварка MIG/MAG, особенно мощные, с воздушным охлаждением
- Сварка порошковой проволокой
- Наплавка и наплавка
- Строительство судов и контейнеров
- Землеройные машины
Производственные процессы роботизированной и автоматизированной сварки постоянно оптимизируются. Поэтому тем более важно использовать контактный наконечник, отвечающий этим требованиям. Например, HDS от ABICOR BINZEL идеально подходит для этого.
Какой контактный наконечник для какого провода?
Можно ли ответить на это в таком общем виде? Может быть есть список, где можно посмотреть, какой контактный наконечник подходит к какому проводу?
По сути, вы можете подавать все три типа контактных наконечников CuCrZr, E-Cu и HDS с каждой проволокой. С контактными наконечниками E-Cu проще сваривать алюминий, что связано с передачей мощности: алюминиевая проволока сама по себе не такая токопроводящая, как, например, омедненная проволока. Между тем, алюминий также можно хорошо сваривать контактными наконечниками CuCrZr. Однако при сварке алюминия следует использовать контактные наконечники с адаптированным (несколько большим) внутренним отверстием из-за повышенного теплового расширения алюминия.
С контактными наконечниками E-Cu проще сваривать алюминий, что связано с передачей мощности: алюминиевая проволока сама по себе не такая токопроводящая, как, например, омедненная проволока. Между тем, алюминий также можно хорошо сваривать контактными наконечниками CuCrZr. Однако при сварке алюминия следует использовать контактные наконечники с адаптированным (несколько большим) внутренним отверстием из-за повышенного теплового расширения алюминия.
Проволока из омедненной и неомедненной углеродистой стали, нержавеющей стали любого сплава, алюминия, медно-припойных сплавов (AlSi, CuSi и др.) и порошковые проволоки привариваются. В зависимости от качества и чистоты поверхности эти проволоки обладают разной абразивностью. Из-за своего контура, порошковой проволоки или из-за шероховатой поверхности некоторые неомедненные проволоки (с остатками волочильного мыла) обладают высокой абразивностью. Здесь для контактного наконечника доступны более твердые материалы, например, CuCrZr.
Как подобрать контактный наконечник, подходящий для вашего применения
Лучше всего получить совет от дилера, которому вы доверяете, или напрямую у производителя. Каждый хороший поставщик рекомендует к сварочным горелкам – некоторые еще говорят «сварочное оборудование» – расходные материалы в своих документах, а также оптимальный контактный наконечник. Поскольку в дополнение к стандартным версиям существует возможность использования специальной геометрии, лучше всего получить профессиональную консультацию.
Каждый хороший поставщик рекомендует к сварочным горелкам – некоторые еще говорят «сварочное оборудование» – расходные материалы в своих документах, а также оптимальный контактный наконечник. Поскольку в дополнение к стандартным версиям существует возможность использования специальной геометрии, лучше всего получить профессиональную консультацию.
Можно еще многое сказать о контактных советах, но здесь мы сосредоточимся на вопросах, которые исходят непосредственно от пользователей. В следующих «Практических советах по сварке» рассказывается о том, как избежать и удалить сварочные брызги.
Сварка дугогасительных контактов — Deringer Ney
Выпуск 047, 15 ноября 2022 г.
Грант Джастис, старший исследователь-металлург
Сварка дугогасительных контактов представляет серьезную проблему надежности в любом приложении, где контакты размыкаются или замыкаются под напряжением , и с течением времени для борьбы с ним было разработано несколько стратегий смягчения воздействия материалов и механических средств.
Сварка контактов в основном происходит из-за электрической дуги. По мере приближения двух металлических контактов друг к другу напряженность электрического поля между контактами будет увеличиваться, и, если в цепи присутствует достаточное напряжение, возникнет электрическая дуга. достигается контакт металла с металлом. Одним из основных последствий этой дуги является локальный нагрев и плавление контактной поверхности, которая затем прижимается к другому контакту, что иногда приводит к сварке между контактами, как показано на рис. 1. Некоторые другие условия могут вызвать кратковременное искрение и сварку контакты. Одним из примеров является механический отскок, который может произойти, когда контакты закрываются, вызывая их повторное кратковременное размыкание. Это может вызвать дугу размыкания, которая также приведет к локальному плавлению и сварке контактов. Сваривание контактов также может произойти, если возникает высокое контактное сопротивление, вызывающее достаточный локальный нагрев для плавления контактных материалов. После сварки контакты труднее разъединить, что может привести к выходу из строя переключателя.
После сварки контакты труднее разъединить, что может привести к выходу из строя переключателя.
Рисунок 1 : Формирование замыкающей дуги и контактная сварка.
В ожидании приваривания контактов во время близких и других событий усилие, необходимое для разрыва сварного шва, может быть предсказано и учтено в конструкции переключателя. Сила сварки зависит от константы, определяемой материалом и энергией, вкладываемой в сварку. Это соотношение обычно принимает форму уравнения 1.²
уравнение 2
Это уравнение четко определяет две стратегии проектирования для уменьшения усилия, необходимого для разрыва сварного шва: либо использовать материал, более устойчивый к сварке, либо уменьшить энергию, рассеиваемую в зоне контакта.
Большинство контактных материалов, как правило, изготавливаются на основе серебра из-за его высокой электропроводности и стойкости к окислению. К серебру в контактах добавляются вторые фазы для повышения стойкости к сварке и/или для снижения прочности сварного шва. Это могут быть добавки нерастворимых в серебряной матрице металлов, таких как никель или вольфрам; керамика, такая как оксид кадмия или оксид олова; или графит. В дополнение к повышению стойкости к сварке эти композиционные материалы имеют тенденцию быть более дорогими,
Это могут быть добавки нерастворимых в серебряной матрице металлов, таких как никель или вольфрам; керамика, такая как оксид кадмия или оксид олова; или графит. В дополнение к повышению стойкости к сварке эти композиционные материалы имеют тенденцию быть более дорогими,
сложны в изготовлении и имеют более высокое контактное сопротивление в закрытом состоянии. Примеры некоторых распространенных контактных материалов можно найти на рис. 2.
Рис. 2 : Зависимость силы сварки от энергии для некоторых материалов дугогасительного контакта.²
Механическая конструкция может сильно влиять на силу сварки за счет снижения энергии разрядился в пятно контакта. Конструктивные изменения, такие как увеличение скорости замыкания, тем самым уменьшая время дуги, или принятие мер по уменьшению дребезга контактов, могут значительно сократить общее время дуги и, следовательно, уменьшить общую энергию, выделяемую дугой на контакт. Сварные контакты также легче разъединяются при резких ударах по сравнению с плавно прикладываемым разделяющим усилием, поэтому расчет механического воздействия на
открытие, которое включает удар, может значительно улучшить способность разделять сварной шов с высоким усилием.