Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок — контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Достоинства и недостатки контактной точечной сварки
- Технология контактной сварки
- Предварительная подготовка металла
- Сварочное оборудование
- Вероятные дефекты контактной точечной сварки
- Заключение
Что такое контактная сварка
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью.
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.

- В отличие от этого, напряжение должно быть совсем небольшим — не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие — необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.
Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т.
 д., что снижает расходы и экономит время;
д., что снижает расходы и экономит время; - во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего — это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй — это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.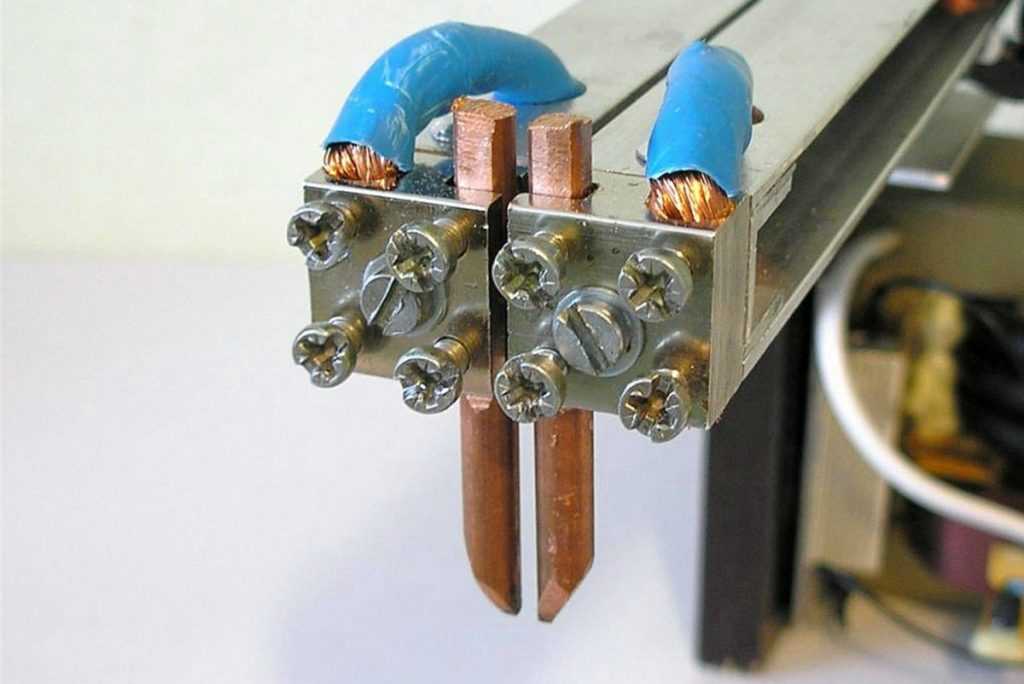
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок.
Технология контактной точечной сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 8, Средняя: 3
Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок — контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Достоинства и недостатки контактной точечной сварки
- Технология контактной сварки
- Предварительная подготовка металла
- Сварочное оборудование
- Вероятные дефекты контактной точечной сварки
- Заключение
Что такое контактная сварка
Точечная является разновидностью контактной сварки.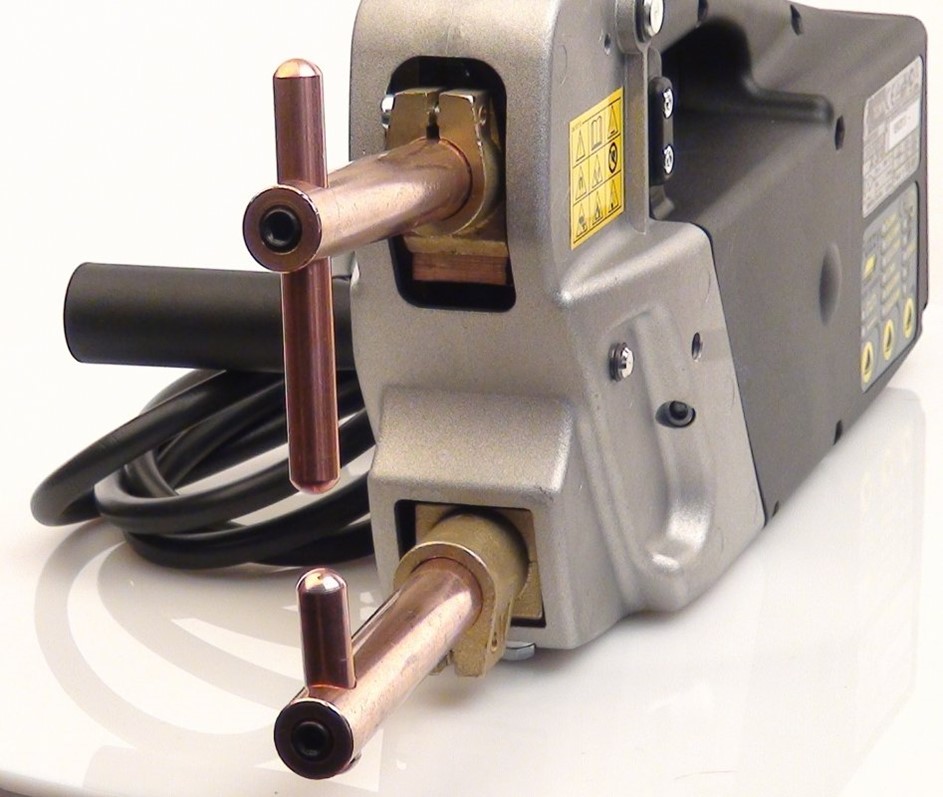 В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.
- В отличие от этого, напряжение должно быть совсем небольшим — не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие — необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.
Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т.д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы.
 Скорость формирования сварных точек может достигать несколько сот за минуту.
Скорость формирования сварных точек может достигать несколько сот за минуту.
В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего — это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй — это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования — еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Технология контактной точечной сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 8, Средняя: 3
Сварка сопротивлением – типы, параметры и общие вопросы
Сварка сопротивлением – это технология сварки, широко используемая в обрабатывающей промышленности для соединения металлических листов и компонентов.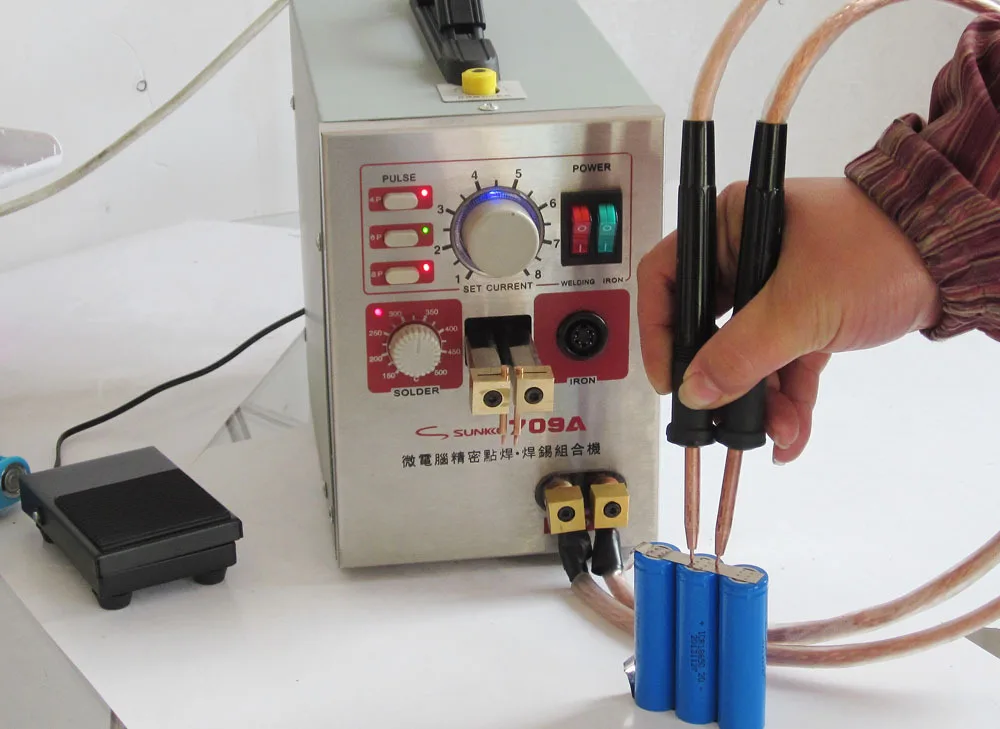 Сварка производится путем пропускания сильного тока через комбинацию металлов для нагрева и, наконец, расплавления металлов в локализованных точках, заранее определенных конструкцией электродов и/или свариваемых деталей. Сила всегда прикладывается до, во время и после подачи тока для ограничения площади контакта на границах раздела сварных швов и, в некоторых случаях, для ковки заготовок.
Сварка производится путем пропускания сильного тока через комбинацию металлов для нагрева и, наконец, расплавления металлов в локализованных точках, заранее определенных конструкцией электродов и/или свариваемых деталей. Сила всегда прикладывается до, во время и после подачи тока для ограничения площади контакта на границах раздела сварных швов и, в некоторых случаях, для ковки заготовок.
Более подробная информация представлена в следующих разделах:
- Типы контактной сварки
- Параметры контактной сварки
- Общие проблемы контактной сварки
Виды контактной сварки
В зависимости от формы заготовок и формы электродов процессы контактной сварки можно разделить на несколько вариантов, среди которых наиболее часто используются точечная сварка, рельефная, шовная и стыковая сварка.
Точечная сварка сопротивлением
Точечная сварка — это процесс соединения металлических листов путем непосредственного приложения противоположных сил электродами с заостренными концами. Форма электродов локализовала ток и выделение тепла. Таким образом, площадь контакта кончика электрода обычно определяет размер сварочного наггета.
Форма электродов локализовала ток и выделение тепла. Таким образом, площадь контакта кончика электрода обычно определяет размер сварочного наггета.
Точечная сварка является преобладающим процессом соединения в автомобильной промышленности для сборки автомобильных кузовов и крупных компонентов. Он также широко используется для изготовления мебели, бытовой техники и др.
Выступающая сварка сопротивлением
Выступающая сварка представляет собой процесс соединения металлических компонентов или листов с тиснением путем непосредственного приложения противоположных сил электродами, специально разработанными для соответствия форме заготовок. Естественная форма заготовок или специально разработанный выступ локализуют выделение тока и тепла. Большая деформация или разрушение будет происходить в выступающей части заготовок, что подразумевает высокую динамику процесса/машины.
Выступающая сварка широко используется в электротехнической, электронной, автомобильной и строительной промышленности, а также в производстве датчиков, клапанов, насосов и т. д.
д.
Сварка швов сопротивлением часто герметичные шовные соединения путем непосредственного приложения противодействующих сил электродами, состоящими из вращающихся колес. Периферийные формы колес электродов концентрируют ток и тепловыделение.
Шовная сварка в основном применяется при изготовлении контейнеров, радиаторов, теплообменников и т. д.
Стыковая сварка сопротивлением
Стыковая сварка представляет собой процесс сварки сопротивлением для соединения толстых металлических пластин или стержней на концах путем непосредственного приложения противоположных усилий с электроды, зажимающие заготовки. Операция ковки применяется после нагрева заготовок. Часто расплава не происходит, поэтому можно получить сварной шов в твердом состоянии.
Сварка встык применяется при изготовлении колесных дисков, стыков проволоки, стыков железнодорожных путей и т. д.
Односторонняя (односторонняя) сварка
Односторонняя сварка — это особый процесс сварки, при котором только один электрод может иметь доступ к зоне сварки с одной стороны.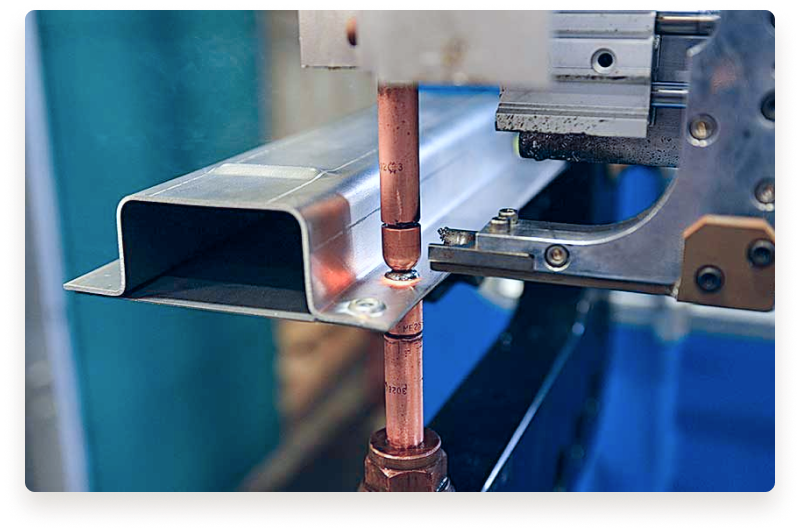 Обычно используют низкое усилие сварки, что ограничивает одностороннюю (одностороннюю) точечную сварку соединением относительно тонких листов. Это полезно для сварки деталей с ограничением доступа электрода с обеих сторон.
Обычно используют низкое усилие сварки, что ограничивает одностороннюю (одностороннюю) точечную сварку соединением относительно тонких листов. Это полезно для сварки деталей с ограничением доступа электрода с обеих сторон.
Соединение контактной сваркой
Соединение контактной сваркой представляет собой комбинированный процесс соединения с клеевым соединением и контактной сваркой. Клей наносится на соприкасающиеся поверхности листов, подлежащих сварке, а затем перед отверждением клея через листы делается сварной шов. Соединение может иметь хорошую прочность за счет точечной сварки и хорошую жесткость за счет клеевого соединения.
CrossWire Welding
Это процесс контактной сварки для соединения стержней или проволоки в поперечных соединениях путем непосредственного приложения противоположных сил обычно плоскими электродами. Ток и выделение тепла локализованы в точках контакта пересекающихся стержней или проводов. Сварка с перекрестной проволокой широко используется в строительной и электротехнической промышленности, а также для производства металлических проволочных сеток, покупательских тележек и т. д.
д.
Непрямая точечная сварка
Это особый процесс контактной сварки, при котором одноточечная сварка выполняется непосредственно одним электродом. подключение к зоне сварки, в то время как другой электрод смещен на расстоянии, но все же проводит ток по заготовке.
СерияТочечная сварка
Это особый процесс контактной сварки, при котором одновременно выполняются две точечные сварки с двумя электродами, смещенными на расстоянии друг от друга, но проводящими ток вдоль заготовок между двумя сварными швами.
Микросварка сопротивлением
Относится к процессам контактной сварки для соединения микро- или миниатюрных компонентов, которые в принципе могут быть любым из вышеупомянутых вариантов процесса, но в микромасштабе.
Параметры контактной сварки
Принцип сварки сопротивлением основан на законе нагрева Джоуля, при котором теплота Q выделяется в зависимости от трех основных факторов, выраженных в следующей формуле:
где I — ток, проходящий через комбинацию металлов, R — сопротивление основные металлы и контактные интерфейсы, t — продолжительность/время протекания тока.
Принцип кажется простым. Однако, когда он работает в реальном процессе сварки, существует множество параметров, некоторые исследователи определили более 100, которые влияют на результаты контактной сварки. Чтобы получить систематическое представление о технологии контактной сварки, мы провели множество экспериментальных испытаний и свели наиболее важные параметры к следующим восьми типам:
1) Сварочный ток
Сварочный ток является наиболее важным параметром контактной сварки, который определяет тепловыделение в квадратной степени, как показано в формуле. Размер сварного шва быстро увеличивается с увеличением сварочного тока, но слишком большой ток приведет к выбросам и износу электрода. На рисунке ниже показаны типичные виды сварочного тока, применяемые при контактной сварке, включая однофазный переменный ток (AC), который до сих пор наиболее часто используется в производстве, трехфазный постоянный ток (DC), конденсаторный разряд (CD) , и недавно разработанный инвертор средней частоты постоянного тока. Обычно среднеквадратичное значение (RMS) сварочного тока используется в настройках параметров аппарата и управлении процессом. Поиск оптимального сварочного тока и времени для каждого отдельного применения сварки часто является утомительной работой инженеров-сварщиков.
Обычно среднеквадратичное значение (RMS) сварочного тока используется в настройках параметров аппарата и управлении процессом. Поиск оптимального сварочного тока и времени для каждого отдельного применения сварки часто является утомительной работой инженеров-сварщиков.
2) Время сварки
Выделение тепла прямо пропорционально времени сварки. В связи с передачей тепла от зоны сварки к основным металлам и к электродам, а также потерям тепла со свободных поверхностей в окружающую среду потребуется минимальный сварочный ток, а также минимальное время сварки. сварка. Если сварочный ток слишком мал, простое увеличение времени сварки само по себе не даст сварного шва. Когда сварочный ток достаточно высок, размер точки сварки увеличивается с увеличением времени сварки, пока не достигнет размера, аналогичного площади контакта кончика электрода. Если время сварки будет увеличено, произойдет выталкивание или, в худшем случае, электрод может прилипнуть к заготовке.
3) Сварочное усилие
Сварочное усилие влияет на процесс контактной сварки, оказывая влияние на контактное сопротивление на границах раздела и на контактную площадь из-за деформации материалов. Заготовки должны быть сжаты с определенной силой в зоне сварки, чтобы обеспечить прохождение тока. Если сварочное усилие слишком низкое, выброс может произойти сразу после включения сварочного тока, поскольку контактное сопротивление слишком велико, что приводит к быстрому выделению тепла. Если сила сварки высока, площадь контакта будет большой. Это приводит к низкой плотности тока и низкому контактному сопротивлению, что снижает тепловыделение и размер сварного шва. При рельефной сварке сварочное усилие вызывает разрушение выступа в заготовке, что изменяет площадь контакта и, следовательно, контактное сопротивление и плотность тока. Кроме того, это влияет на тепловыделение и результаты сварки.
Заготовки должны быть сжаты с определенной силой в зоне сварки, чтобы обеспечить прохождение тока. Если сварочное усилие слишком низкое, выброс может произойти сразу после включения сварочного тока, поскольку контактное сопротивление слишком велико, что приводит к быстрому выделению тепла. Если сила сварки высока, площадь контакта будет большой. Это приводит к низкой плотности тока и низкому контактному сопротивлению, что снижает тепловыделение и размер сварного шва. При рельефной сварке сварочное усилие вызывает разрушение выступа в заготовке, что изменяет площадь контакта и, следовательно, контактное сопротивление и плотность тока. Кроме того, это влияет на тепловыделение и результаты сварки.
4) Контактное сопротивление
Контактное сопротивление на границе сварки является наиболее важным параметром, связанным с материалами. Однако он очень динамично взаимодействует с параметрами процесса. На рисунке ниже показано измеренное контактное сопротивление мягкой стали при различных температурах и различных давлениях. Замечено, что контактное сопротивление обычно уменьшается с повышением температуры, но имеет локальный скачок около 300°C и уменьшается почти пропорционально увеличению давления.
Замечено, что контактное сопротивление обычно уменьшается с повышением температуры, но имеет локальный скачок около 300°C и уменьшается почти пропорционально увеличению давления.
Все металлы имеют шероховатую поверхность на микроуровне. При увеличении усилия сварки увеличивается контактное давление, тем самым увеличивается реальная площадь контакта на границе раздела за счет деформации неровностей шероховатой поверхности. Поэтому контактное сопротивление на границе раздела уменьшается, что уменьшает тепловыделение и размер сварного шва. На металлических поверхностях также присутствуют оксиды, водяной пар, масло, грязь и другие загрязнения. При повышении температуры часть поверхностных загрязнений (в основном на водной и масляной основе) выгорает за первую пару циклов, а металлы также размягчаются при высоких температурах. Таким образом, контактное сопротивление обычно уменьшается с повышением температуры. Несмотря на то, что контактное сопротивление оказывает наиболее значительное влияние только в первые пару циклов, оно оказывает решающее влияние на распределение тепла благодаря начальному выделению и распределению тепла.
5) Свойства материалов
Почти все свойства материалов меняются в зависимости от температуры, что влияет на динамику процесса контактной сварки. Удельное сопротивление материала влияет на выделение тепла. Теплопроводность и теплоемкость влияют на теплопередачу. В таких металлах, как серебро и медь, с низким удельным сопротивлением и высокой теплопроводностью даже при высоком сварочном токе выделяется мало тепла, которое также быстро отводится. Их довольно сложно сваривать контактной сваркой. С другой стороны, они могут быть хорошими материалами для электродов.
При сварке разнородных металлов больше тепла будет выделяться в металле с более высоким удельным сопротивлением. Это следует учитывать при проектировании свариваемых деталей при рельефной сварке и выборе формы электродов при точечной сварке. Твердость материала также влияет на контактное сопротивление. Более твердые металлы (с более высоким пределом текучести) приведут к более высокому контактному сопротивлению при том же усилии сварки из-за того, что неровности шероховатой поверхности труднее деформировать, что приводит к меньшей реальной площади контакта. Материалы электродов также использовались для воздействия на тепловой баланс при контактной сварке, особенно при соединении легких и цветных металлов.
Материалы электродов также использовались для воздействия на тепловой баланс при контактной сварке, особенно при соединении легких и цветных металлов.
6) Поверхностные покрытия
Большинство поверхностных покрытий наносятся для защиты от коррозии или в качестве основы для дальнейшей обработки поверхности. Эти поверхностные покрытия часто усложняют процесс сварки. В соответствии с отдельными типами покрытия поверхности должны быть выполнены специальные настройки параметров процесса. Некоторые поверхностные покрытия вводятся для облегчения сварки сложных комбинаций материалов. Эти поверхностные покрытия выбраны стратегически, чтобы обеспечить тепловой баланс на поверхности сварки. Большая часть поверхностных покрытий будет выдавлена во время сварки, часть останется на границе сварки в виде припоя.
7) Геометрия и размеры
Геометрия и размеры электродов и заготовок очень важны, поскольку они влияют на распределение плотности тока и, следовательно, на результаты контактной сварки.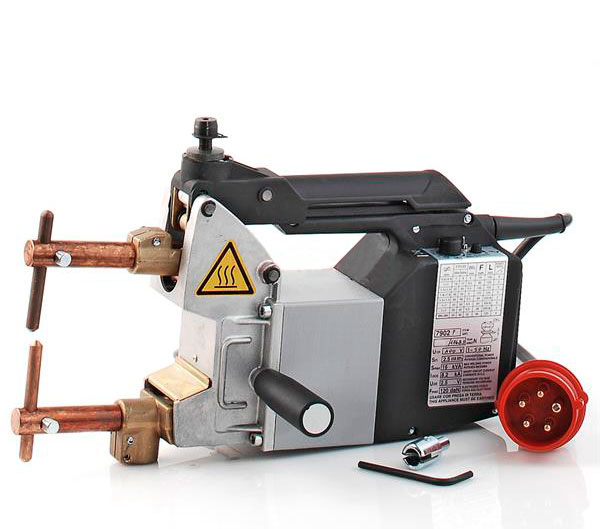 Геометрия электродов при точечной сварке определяет плотность тока и размер сварного шва. Металлические листы разной толщины требуют разных сварочных токов и других параметров процесса. Расчет локальной проекционной геометрии заготовок имеет решающее значение при рельефной сварке, что следует учитывать вместе со свойствами материала, особенно при соединении разнородных металлов. В принципе, тиснение или выступ следует размещать на материале с более низким удельным сопротивлением, чтобы получить лучший тепловой баланс на границе сварки.
Геометрия электродов при точечной сварке определяет плотность тока и размер сварного шва. Металлические листы разной толщины требуют разных сварочных токов и других параметров процесса. Расчет локальной проекционной геометрии заготовок имеет решающее значение при рельефной сварке, что следует учитывать вместе со свойствами материала, особенно при соединении разнородных металлов. В принципе, тиснение или выступ следует размещать на материале с более низким удельным сопротивлением, чтобы получить лучший тепловой баланс на границе сварки.
Подробнее о проектировании сварных швов >
8) Характеристики сварочного аппарата
Электрические и механические характеристики сварочного аппарата оказывают существенное влияние на процессы контактной сварки. Электрические характеристики включают в себя динамическое время реакции сварочного тока и магнитные/индуктивные потери из-за размера сварочного окна и количества магнитных материалов в горловине. Время нарастания сварочного аппарата может быть очень важным при микроконтактной сварке, так как общее время сварки часто очень короткое.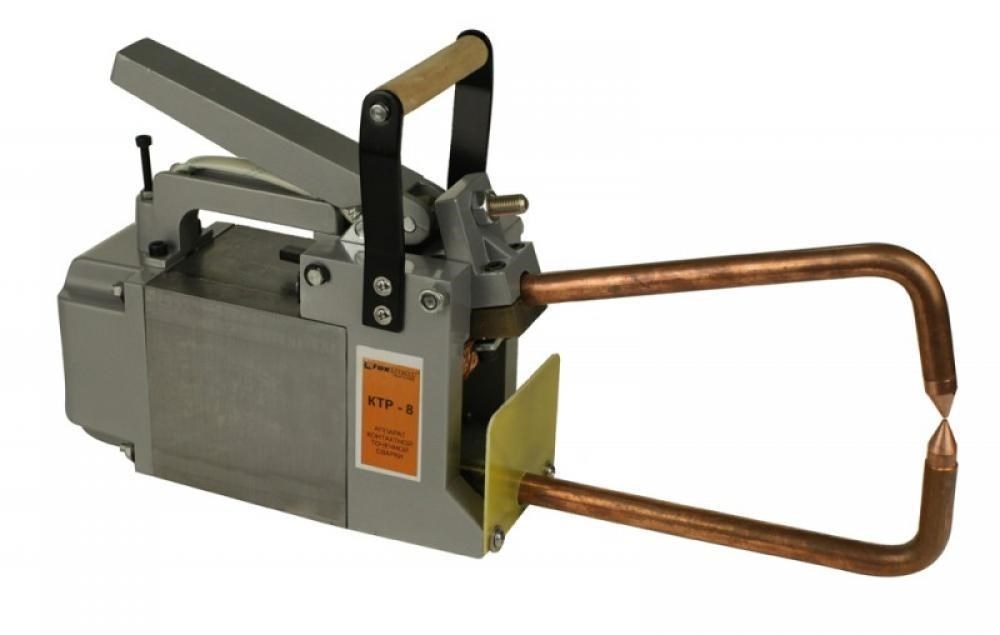 Магнитные потери при точечной сварке являются одним из важных факторов, которые необходимо учитывать при контроле процесса. К механическим характеристикам относятся скорость и ускорение следования электрода, а также жесткость нагрузочной рамы/плеч. Если движение электрода слишком медленное, при рельефной сварке может легко произойти выталкивание. На рисунке ниже показаны измеренные параметры процесса в процессе сварки выступом, которые включают динамические кривые сварочного тока, сварочного усилия и смещения электрода, где резкое движение соответствует захлопыванию выступа в заготовке.
Магнитные потери при точечной сварке являются одним из важных факторов, которые необходимо учитывать при контроле процесса. К механическим характеристикам относятся скорость и ускорение следования электрода, а также жесткость нагрузочной рамы/плеч. Если движение электрода слишком медленное, при рельефной сварке может легко произойти выталкивание. На рисунке ниже показаны измеренные параметры процесса в процессе сварки выступом, которые включают динамические кривые сварочного тока, сварочного усилия и смещения электрода, где резкое движение соответствует захлопыванию выступа в заготовке.
Общие проблемы в отрасли
Помимо определения правильных параметров для задач сварки, инженеры-сварщики решают различные проблемы в процессе контактной сварки. Ниже перечислены наиболее известные проблемы:
- Деградация электрода – износ электрода и загрязнение наконечника (налипание/легирование)
- Сварка с зазором между листами – подгонка листа и штамповка с допуском
- Несоосность электродов – угловое и эксцентричное смещение электродов
- Охрупчивание жидкими металлами
- Шунтирующий эффект в нескольких сварных швах – расстояние при сварке между существующими сварными швами
- Остаточные напряжения – Главные напряжения и риск растрескивания
- Тепловое расширение/сжатие
- Сварка клеями – шунтовое соединение на первом сварном шве
- Односторонняя сварка – одним электродом с одной стороны, напр.
 сварка листа к трубе
сварка листа к трубе - Твердофазное соединение – коронный шов вокруг сварного шва
- Параметры затвердевания R и G – микроструктуры в сварном шве
Что такое точечная сварка? (Полное руководство по сварке)
Что такое точечная сварка?
Точечная сварка (также известная как контактная точечная сварка) представляет собой процесс контактной сварки. Этот процесс сварки используется в основном для сварки двух или более металлических листов путем приложения давления и тепла от электрического тока к области сварки.
Он работает путем контакта электродов из медного сплава с поверхностями листа, при этом применяется давление и электрический ток, а тепло генерируется за счет прохождения тока через резистивные материалы, такие как низкоуглеродистая сталь.
Эта статья является одной из серии часто задаваемых вопросов TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
contactus@twi.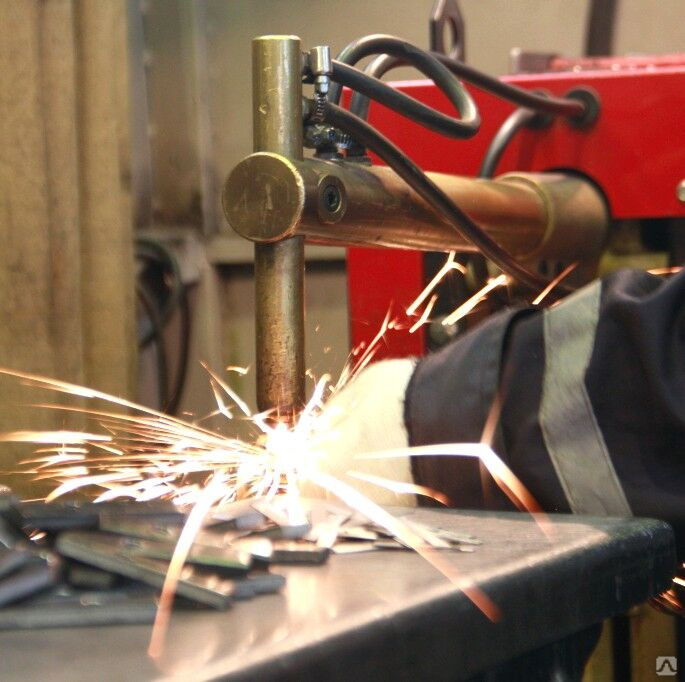 co.uk
co.uk
Как работает точечная сварка?
Точечная сварка, разновидность контактной сварки, является одним из старейших сварочных процессов, при котором два или более листа металла свариваются вместе без использования какого-либо присадочного материала.
Процесс включает приложение давления и тепла к зоне сварки с использованием формованных электродов из сплава меди, которые пропускают электрический ток через свариваемые детали. Материал плавится, сплавляя части вместе, после чего ток отключается, поддерживается давление электродов, и расплавленный «самородок» затвердевает, образуя соединение.
Схема контактной точечной сварки
Сварочное тепло вырабатывается электрическим током, который передается на заготовку через электроды из медного сплава. Медь используется для электродов, так как она имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других металлов, что обеспечивает выделение тепла преимущественно в заготовках, а не в электродах.
Количество тепла зависит от теплопроводности и электрического сопротивления металла, а также от времени подачи тока. Это тепло может быть выражено уравнением:
Q = I 2 Rt
В этом уравнении «Q» — тепловая энергия, «I» — ток, «R» — электрическое сопротивление, а «t» — время, в течение которого подается ток.
Материалы, подходящие для точечной сварки
Благодаря более низкой теплопроводности и более высокому электрическому сопротивлению сталь сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для точечной сварки. Однако стали с высоким содержанием углерода (углеродный эквивалент > 0,4 мас.%) склонны к плохой вязкости разрушения или растрескиванию в сварных швах, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Для сварки оцинкованной стали (с цинковым покрытием) требуется немного более высокий сварочный ток, чем для стали без покрытия. Кроме того, при использовании цинковых сплавов медные электроды быстро портят поверхность и приводят к ухудшению качества сварного шва. При точечной сварке оцинкованных сталей необходимо либо часто менять электроды, либо «зачищать» поверхность кончика электрода, когда резак удаляет загрязненный материал, обнажая чистую медную поверхность, и изменяет форму электрода.
При точечной сварке оцинкованных сталей необходимо либо часто менять электроды, либо «зачищать» поверхность кончика электрода, когда резак удаляет загрязненный материал, обнажая чистую медную поверхность, и изменяет форму электрода.
Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан.
Хотя алюминий имеет теплопроводность и электрическое сопротивление, близкие к меди, температура плавления алюминия ниже, что означает возможность сварки. Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (порядка в два-три раза выше, чем для стали эквивалентной толщины).
Кроме того, алюминий разрушает поверхность медных электродов в пределах очень небольшого количества сварных швов, что означает, что добиться стабильно высокого качества сварки очень сложно. По этой причине в настоящее время в промышленности встречаются только специальные применения точечной сварки алюминия.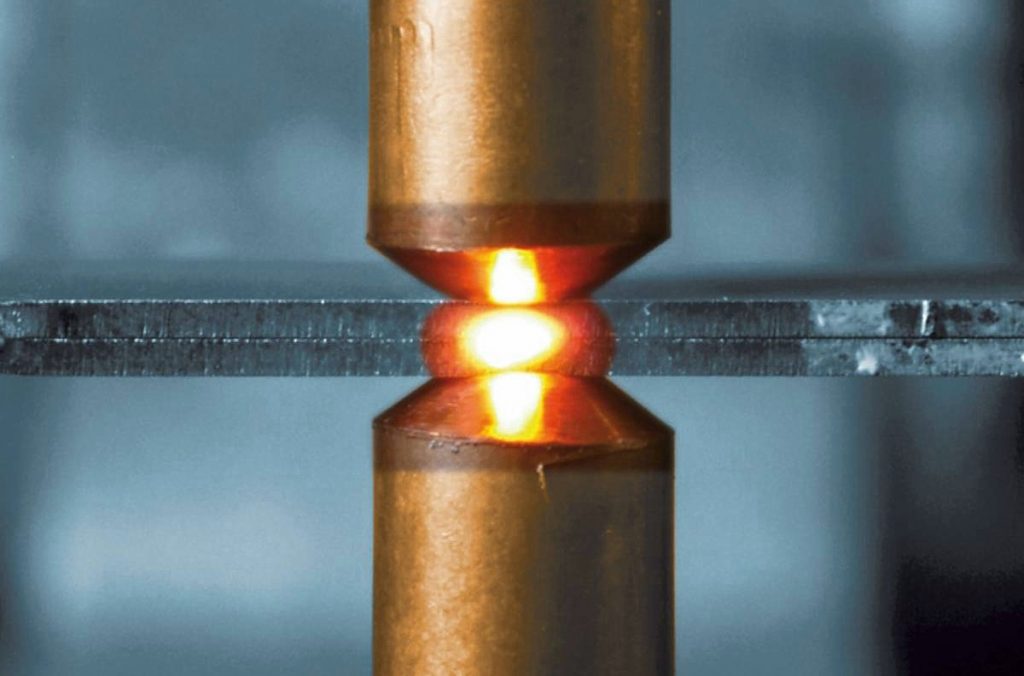 Появляются различные новые технологические разработки, помогающие обеспечить стабильную высококачественную точечную сварку алюминия.
Появляются различные новые технологические разработки, помогающие обеспечить стабильную высококачественную точечную сварку алюминия.
Медь и ее сплавы также могут быть соединены контактной точечной сваркой, хотя точечная сварка меди не может быть легко достигнута с помощью обычных электродов для точечной сварки из медного сплава, поскольку выделение тепла электродами и заготовкой очень похоже.
Решение проблемы сварки меди заключается в использовании электрода из сплава с высоким электрическим сопротивлением и температурой плавления, значительно превышающей температуру плавления меди (намного выше 1080°C). Электродные материалы, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Где используется точечная сварка?
Точечная сварка применяется в ряде отраслей, включая автомобильную, аэрокосмическую, железнодорожную, бытовую технику, металлическую мебель, электронику, медицинское строительство и строительство.
Учитывая легкость автоматизации точечной сварки в сочетании с роботами и манипуляционными системами, это наиболее распространенный процесс соединения на производственных линиях большого объема и, в частности, был основным процессом соединения при изготовлении стальных вагонов на протяжении более 100 лет. годы.
годы.
Сварка кузова автомобиля на линии по производству автомобилей.
Часто задаваемые вопросы
Какой электродный материал следует использовать для контактной точечной сварки?
Электроды являются одним из наиболее важных факторов в процессе контактной сварки, но часто им злоупотребляют…
Как выполнить контактную точечную сварку алюминиевых сплавов?
Алюминий и его сплавы обладают высокой тепло- и электропроводностью по сравнению со сталью и, так как процесс зависит от…
Как свести к минимуму разбрызгивание при сварке для повышения качества точечной сварки и из соображений безопасности?
Чтобы гарантировать качество сварки, настройки параметров сварки часто устанавливаются близко к условиям разбрызгивания…
Как избежать брызг на поверхность или прилипания электрода при контактной точечной сварке?
Брызги на поверхности и прилипание электрода являются результатом чрезмерного нагрева между электродом и соединяемым листовым материалом.