Контактная сварка — технология, виды, обозначение
Контактная сварка – процесс создания монолитного сварного шва путем расплавления кромок свариваемых деталей электрическим током и последующей деформацией сжимающим усилием. Особое распространение технология получила в тяжелой промышленности и служит для беспрерывного производства однотипной продукции.

Данная технология является распространенной при серийном соединении тонколистового металла
Сегодня как минимум один аппарат контактной сварки имеется на каждом заводе, а все благодаря преимуществам технологии:
- производительность – сварная точка создается не дольше 1 секунды;
- высокая стабильность работы – однажды настроив устройство оно может работать долгое время без стороннего вмешательства, сохраняя качество работ;
- низкие затраты на обслуживание – это касается расходных материалов, рабочим элементом служат контактные электроды;
- возможность работы с машиной специалистов низкой квалификации.
Технология контактной сварки
Простая, на первый взгляд, технология контактной сварки состоит из ряда процедур, обязательных к выполнению. Достичь качественного соединения можно только в случае соблюдения всех технологических особенностей и требований процесса.
Сущность процесса
Для начала стоит разобраться, как работает данная система?
Суть электроконтактной сварки это два неразрывных физических процесса – нагрев и давление. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла. Чтобы обеспечить достаточное выделение тепла сила тока должна достигать нескольких тысяч или даже десятков тысяч ампер. Одновременно с этим на деталь воздействует некоторое давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов.

Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально. По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
Подготовка поверхностей
Существует множество технологий, которые позволяют обработать поверхность перед использованием контактной сварки. Сюда относят:
- зачистку от грубых загрязнений;
- обезжиривание;
- снятие оксидной пленки;
- сушку;
- пассирование и нейтрализацию.
Порядок и сами технологии обуславливаются конкретным процессом и видом заготовок.
В целом, перед началом сваривания поверхность должна:
- обеспечивать минимальное сопротивление между деталью и электродом;
- обеспечивать равное сопротивление на всей протяженности контакта;
- свариваемые детали должны иметь гладкие поверхности без выпуклостей и впадин.
Машины для контактной сварки
Оборудование для контактной сварки бывает:
- неподвижным;
- передвижным;
- подвешенным или универсальным.
Разделяют сварки по роду тока на постоянного и переменного тока (трансформаторные, конденсаторные). По способам сваривания бывают точечные, шовные стыковые и рельефные, о которых мы поговорим чуть ниже.

Оборудование может быть как стационарным, так и переносным
Все сварочные устройства точечной сварки состоят из трех частей:
- электросистемы;
- механической части;
- водяного охлаждения.
Электрическая часть отвечает за расплавление деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы. Механическая составляющая представляет собой пневматическую или гидравлическую систему с различными приводами. Если установлен только привод сжатия, то перед нами точечная разновидность, шовные имеют еще и ролики, а стыковые систему сжатия и осадки изделий. Водяное охлаждение состоит из первичного и вторичного контура, разводящих штуцеров, шлангов, вентилей и реле.
Электроды для контактной сварки
В данном случае электроды не только замыкают электрический контур, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, в ряде случаев помогают передвигать заготовку (роликовые).

Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Такое использование обуславливает ряд жестких требований, которым должны соответствовать электроды. Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2. Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ. Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
Дефекты сварки и контроль качества
Как и при любой другой технологии, сварочные соединения должны подвергаться жесткому контролю, для выявления всевозможных дефектов.
Здесь применяются практически все методы неразрушающего контроля и прежде всего – внешний осмотр. Однако, из-за прижатия деталей, выявить подобным способом дефекты бывает очень сложно, поэтому часть изготовленной продукции отбирается и проводится разрез деталей вдоль шва для выявления погрешностей. В случае обнаружения дефекта партия потенциально дефектной продукции отправляется на переработку, а аппарат калибруют.
Разновидности контактной сварки
Технология создания сварного пятна обуславливает разделение процесса на несколько видов:
Точечная контактная сварка
В данном случае сваривание происходит в одной или одновременно в нескольких точках. Прочность шва состоит из множества параметров.

Точечный способ является самым распространенным методом
В этом случае на качество работ влияет:
- форма и размер электрода;
- сила тока;
- сила давления;
- длительность работ и степень очистки поверхности.
Современные аппараты точечной сварки способны работать с эффективностью 600 сварных соединений в минуту. Подобная технология используется для соединения частей точной электроники, для соединения кузовных элементов автомобилей, самолетов, сельскохозяйственной техники и имеет еще множество других областей использования.
Рельефная сварка
Принцип работы одинаковый с точечной сваркой, но основное отличие заключается в том, что сам сварной шов и электрод имеют схожую, рельефную форму. Рельефность обеспечивается естественной формой деталей или созданием специальных штамповок. Как и точечная сварка, технология применяется практически повсеместно и служит дополняющей, способной сваривать рельефные детали. С ее помощью можно прикреплять кронштейны или опорные детали к плоским заготовкам.
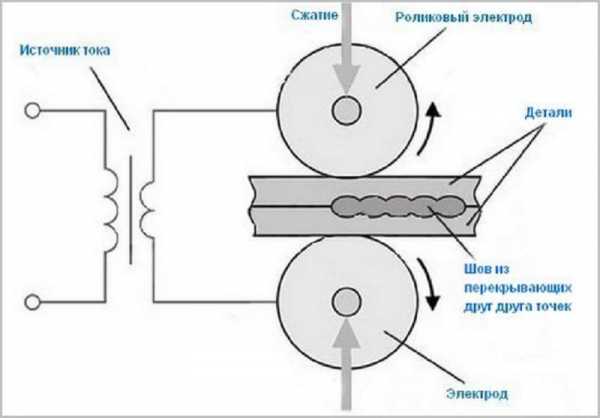
Шовная сварка
Процесс многоточечной сварки, при которой несколько сварных соединений располагаются близко или с перекрытием, формируя единое монолитное соединение. Если между точками имеется перекрытие, то получается герметичный шов, при близком расположении точек шов не герметичен. Так как шов, с использованием расстояния между точками не отличается от созданного точечным швом, подобные аппараты используются редко.

В промышленности более популярным является перекрывающийся, герметичный шов, с помощью которого создают баки, бочки, баллоны и другие емкости.
Стыковая сварка
Здесь детали соединяют, прижимая друг к другу, а затем оплавляют всю плоскость контакта. Технология имеет свои разновидности и разделяется на несколько видов на основании типа металла, его толщины и нужного качества соединения.

Сварочный ток протекает через стык заготовок, расплавляет их и надежно соединяет
Самый простой способ – сварка сопротивлением, подходит для легкоплавких заготовок с малой площадью пятна контакта. Сварка с оплавлением и плавлением с подогревом подходит для более прочных металлов и огромного сечения. Таким способом сваривают части кораблей, якоря и тд.
Выше, описаны наиболее популярные и используемые, но есть и такие виды точечной сварки:
- шовно-стыковая осуществляется вращающимся электродом с несколькими контактами для замыкания цепи, протягивая заготовку через такой аппарат можно получить негерметичный сплошной шов, состоящий из множества сварных точек;
- рельефно-точечная деталь сваривается согласно текущего рельефа, однако шов состоит не из сплошного пятна контакта, а из многих точек;
- по методу Игнатьева в котором сварочный ток протекает вдоль свариваемых частей, поэтому давление не влияет на нагрев изделия и его сваривание.
Обозначение контактной сварки на чертеже
Согласно существующего стандарта условных обозначений точечная сварка имеет следующее обозначение на чертежах:
- Сплошной шов. Видимый сплошной шов на общем плане чертежа отмечают основной линией, остальные конструктивные элементы основной тонкой линией. Скрытый сварной сплошной шов обозначен штриховой линией.
- Сварные точки. Видимые сварные соединения на общем чертеже отмечают символом “+”, а скрытые не отмечают вовсе.
От видимого, скрытого сплошного шва или видимой сварной точки идет специальная линия с выноской, на которой отмечаются вспомогательные условные обозначения, стандарты, буквенно-цифровые знаки и т.д. В обозначении присутствует буква “К – контактная и маленькая буква “т”-точечная, указывающие на метод выполнения сварки и ее разновидность. Швы, не имеющие обозначения, отмечают линиями без полок.
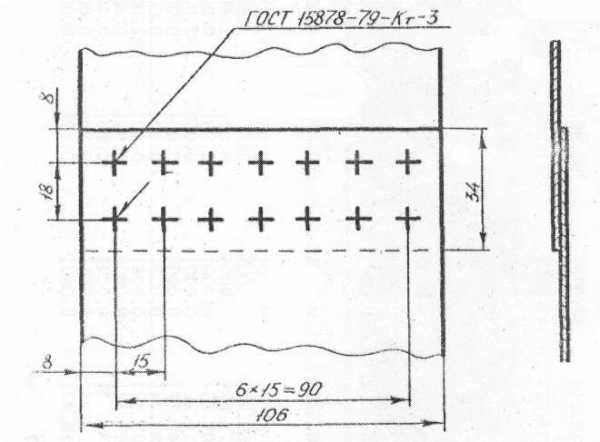
ГОСТ 15878-79 Регламентирует размеры и конструкции сварных соединений контактной сварки
Вся основная информация подается на линии выноске или под ней, в зависимости от обращенной стороны (лицевая или оборотная). Вся необходимая информация о шве берется из соответствующего ГОСТа, что указывается на сноске или дублируется в таблицу швов.
svarkagid.ru
Что такое контактная шовная сварка?
Время чтения: ≈7 минут
Большинство более-менее опытных сварщиков слышало или даже применяло в своей практике контактную сварку. Возможно, это была точечная или рельефная сварка. Об этих технологиях наслышаны все, но немногие знают о такой разновидности контактной сварки как шовная сварка.

Контактная шовная сварка — что это такое? Чем она отличается от роликовой контактной сварки? Какие есть достоинства и недостатки у такой технологии соединения металлов? На эти, и многие другие вопросы мы ответим в небольшой статье.
Содержание статьи
Общая информация
Контактная шовная сварка — метод соединения металлов, разновидность контактной сварки. Суть метода заключается в использовании двух вращающихся роликов-электродов. Они формируют неразъемное соединение, состоящее из множества сварных точек. Точки могут частично перекрывать друг друга для большей герметизации шва.
Возможно, вы слышали также термин «контактная роликовая сварка». Многие новички часто спрашивают, чем роликовая сварка отличается от шовной. Ответ: ничем. Это одна и та же технология, которая имеет два названия. Поэтому допускаются оба. Можете называть такой метод как роликовым, так и шовным. Суть от этого не меняется.
Читайте также: Контактная стыковая сварка сопротивлением и оплавлением
Также существует конденсаторная контактная сварка, которую порой называют импульсной. Она считается разновидностью шовной (или роликовой) сварки. Выше мы упомянули, что при шовной сварке используются вращающиеся ролики-электроды. Это действительно так, но оборудование состоит не только из роликов, а еще из целого комплекса механизмов и систем. Поэтому такой аппарат принято называть станком для роликовой сварки.
Суть технологии крайне проста: металлическую деталь устанавливают между двумя роликами, которые затем прокатываются по металлу. При этом они не только сжимают, но и сваривают обе детали. Сварка осуществляется за счет прохождения тока через ролики и нагрева металла. Все это происходит одновременно. Как вы понимаете, с помощью такой технологии можно сварить только очень тонкие листы металла. Максимальная толщина, с которой справится станок — 3 миллиметра.
Ролики, применяемые в станках для шовной сварки, не простые. Ведь они не просто прокатывают и сжимают металл, а еще и выступают в роли электродов. Поэтому необходимо правильно подбирать их. В продаже существуют ролики различных диаметров. Мы рекомендуем диаметр от 150 до 20 сантиметров. У роликов меньшего диаметра обычно больший износ и меньший срок службы. Также обратите внимание, из какого металла изготовлен ролик. Оптимальный материал — медь и различные типы бронзы.
Достоинства и недостатки
Качество швов при роликовой сварке удивит каждого, кто впервые сталкивается с этой технологией. При этом сама сварка высокопроизводительна. Данную технологию можно приспособить к конвейерному производству. Также нет необходимости использоваться в сварочном процессе защитный газ, флюс или присадочные материалы.

Контактная роликовая сварка— это всегда высокий уровень культуры труда. Рабочим не приходится использовать комплектующие, загрязняющие одежду и рабочую зону. А мы напомним вам, что культура производства — это не просто термин из СССР. Это правила, прописанные в ГОСТах, которые действуют до сих пор. И их необходимо соблюдать.
Среди недостатков разве что невозможность сварки любых металлов друг с другом, невозможность сварки деталей толще 3 миллиметров. Еще один минус — необходимость применения дорогостоящего оборудования.
Технология
Исходя из описания выше могло сложиться впечатление, что контактная шовная сварка — это дело одной минуты. Достаточно просто прокатать детали через два ролика и шов готов. Но это не совсем так. Существует три основных технологии формирования шва на роликовом станке: непрерывная, прерывистая и шаговая. Давайте рассмотрим их подробнее.
Непрерывная сварка
Непрерывная сварка — это то, что мы как раз и представляем, когда слышим о шовной сварке. Детали устанавливают между двумя роликами и прокатывают, одновременно с этим на металл воздействует сварочный ток. Ток подается непрерывно, отсюда и название технологии. Казалось бы, все просто. И данная технология наверняка применяется повсеместно.
Но нет. Непрерывная сварка — самая невостребованная и непопулярная разновидность шовной сварки. А все потому, что ролики-электроды часто перегреваются, соединение получается некачественным и такой метод подходит только для работы с деталями толщиной до 1 миллиметра.
Прерывистая сварка
А вот прерывистая сварка на деле оказалась самой популярной и востребованной. Здесь, как не трудно догадаться, детали все так же прокатываются между двумя роликами. Только ток поступает прерывисто. Чтобы соединение получилось герметичным необходимо грамотно настроить частоту импульсов тока и скорость вращения роликов. В идеале сварные точки должны немного перекрывать друг друга.
Шаговая сварка
Метод шаговой сварки заключается в том, что детали так же расположены между роликами, но во время подачи тока не используется прокатка. Т.е., деталь остается неподвижной, когда с помощью тока формируется сварочная точка. Затем деталь прокатывают на небольшое расстояние, чтобы сделать следующую точку.
Шаговая сварка используется редко. Но она просто незаменима, когда нужно сварить алюминий методом шовной сварки, поскольку нагрев металла будет незначительным. При шаговой сварке и ролики, и сама деталь практически не нагреваются. А при сварке алюминиевых сплавов это большое преимущество.
Вместо заключения
Контактная шовная сварка — это быстрый и простой метод соединения тонкостенных металлов. А благодаря разнообразию технологий можно сварить любой металл: от низколегированной стали до алюминиевых сплавов. Чтобы выполнить такую сварку качественно не обязательно обладать высокой квалификацией. Достаточно пройти короткое обучение и немного попрактиковаться.
svarkaed.ru
что это такое, назначение, аппараты для сварки
При контактной сварке двух наложенных друг на друга металлических пластин в точке соприкосновения электрода с верхней заготовкой возникает краткосрочный (от сотых долей до единиц секунд) поток энергии чрезвычайно высокой мощности. В результате этого между пластинами образуется линза из расплавленного металла, а при ее остывании — прочное сварное соединение. Таким способом можно сваривать детали толщиной до десятков миллиметров из большинства видов сталей, а также из сплавов алюминия, титана, магния и других цветных металлов.
К основным преимуществам контактной сварки относят высокую стабильность качества сварного шва, низкий уровень требований к квалификации сварщиков, невысокую стоимость сварочного оборудования, а также простоту механизации и автоматизации сварочных процессов. Кроме того, этот вид сварки не требует использования присадочных материалов, защитных газовых сред и флюсов, что делает его с точки зрения охраны труда самым безопасным. В современном промышленном производстве почти 40% сварочных соединений выполняются различными установками контактной сварки. А в автомобильной промышленности, авиастроении, производстве пассажирских вагонов и электронных приборов доля контактной сварки в общем объеме сварочных работ составляет около 90%.

Определение и назначение контактной сварки
Контактная сварка выполняется несколькими технологическими способами, которые отличаются между собой видами сварного шва и некоторыми особенностями сварочного процесса. В ГОСТ 15878-79 указана электроконтактная сварка трех видов, при этом в профильной литературе и ГОСТ 297-80 выделяют четыре:
- Точечная. Металлические детали соединяют между собой отдельными сварными точками. Производится двумя электродами, которые также обеспечивают сжатие деталей между собой с необходимым усилием. Это самая массовая разновидность контактной сварки: ее доля в общем объеме контактных сварочных соединений составляет более 70%.
- Шовная. В этом способе используют электроды в виде роликов, а сварной шов формируется из прерывающихся точек, которые должны перекрывать друг друга не менее, чем на 25%. Усилие сжатия между поверхностями формируется с помощью давления на ролик. Шовная сварка применяется преимущественно при изготовлении емкостей (топливные баки, глушители автомобилей, химические сосуды и пр.), тонкостенных шовных труб и корпусов промышленной и бытовой техники из листового металла.
- Стыковая. С помощью этого способа две детали соединяются расплавленным металлом по всей площади их соприкосновения, причем толщина свариваемых изделий практически не имеет значения. В процессе используются приспособления, сжимающие детали навстречу друг другу. Во время протекания сварочного тока по металлу из-за наличия на сопрягаемых поверхностях микровыступов в зоне их стыка возникают сварочные процессы, происходит разогрев стыка и создается стыковое сварочное соединение. Этот метод используют для беззазорного соединения рельсов, а также сварки трубопроводов и длинномерных изделий, в том числе из разнородных сталей.
- Рельефная. Данным способом соединяют скобы, кронштейны, резьбовой крепеж и подобные им изделия к листовым деталям. Он называется рельефным по причине того, что контакт свариваемых поверхностей ограничен выступом (рельефом) на одной из них. В результате этого значительно увеличивается плотность тока и тепловыделение, что требует применения особых сварочных режимов.

Одна из разновидностей рельефной сварки широко используется в авторемонте для приварки колец, волнистой проволоки и металлических штырьков при выправлении вмятин на кузовных деталях. У нас ее обычно называют «односторонней точечной сваркой», а используемые при этом аппараты со специальной оснасткой — споттерами.
Принцип действия
Технология контактной сварки точечным, шовным и рельефным способами основана на одной и той же единичной операции — создании сварной точки в месте соприкосновения поверхностей заготовок. В общем виде это выглядит так (см. рис. ниже):
- Установка сложенных внахлест заготовок на нижний электрод.
- Сжатие их верхним электродом.
- Подача импульса сварочного тока.
- Кратковременное удерживание сжатия до остывания сварной точки.
- Отвод верхнего электрода в исходное положение.
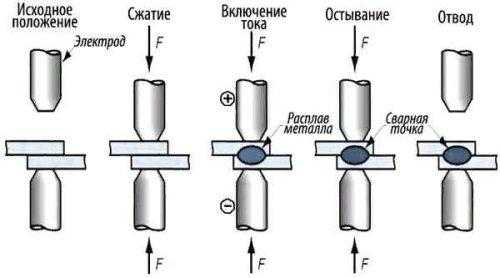
В установках контактной сварки используется постоянный ток обратной полярности (плюс на верхний электрод) или переменный ток частоты 50 Гц (в некоторых случаях применяют высокочастотные источники). Прижим деталей является важной частью технологического процесса. После прохождения импульса тока в месте соприкосновения поверхностей деталей возникает линза из расплавленного металла, которая в контактной технологии называется ядром. Сжатие с необходимым усилием не позволяет металлу выплескиваться за область ядра, а также вызывает пластическую деформацию зоны ядра и взаимное проникновение металлов заготовок.
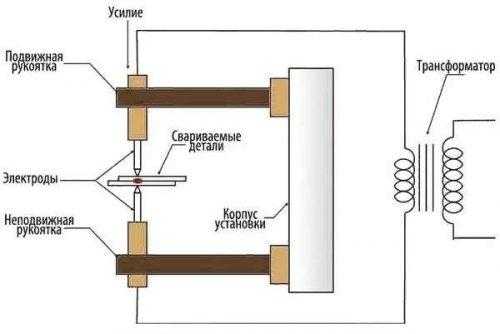
Стандартная установка точечной сварки состоит из следующих элементов (см. рис. ниже):
- источник питания с переменным или постоянным током;
- нижняя (опорная) рукоятка с электродом массы;
- верхняя (прижимная) рукоятка с основным электродом;
- корпус установки с механизмом прижима и контактами.
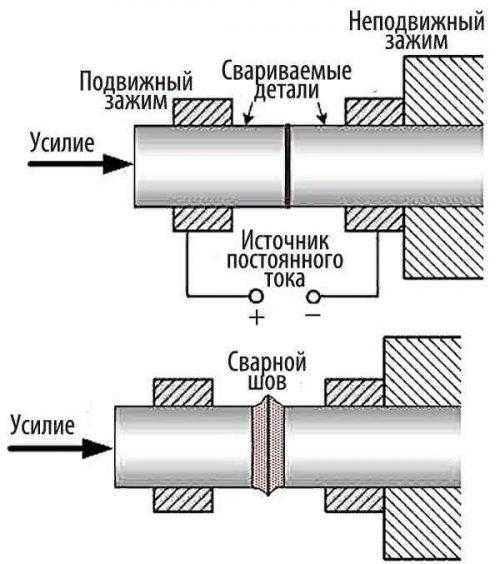
Технология стыковой сварки отличается от остальных контактных способов, т. к. в этом случае посредством расплавления металла соединяются торцевые части двух массивных деталей. Последовательность технологических операций при стыковой контактной сварке выглядит следующим образом (см. рис. ниже):
- Фиксация одной из заготовок в неподвижном зажимном приспособлении.
- Установка второй заготовки в подвижную оснастку.
- Сжатие торцов заготовок с постоянным усилием.
- Подача на заготовки импульса сварочного тока.
- Разогрев металла до состояния плавления с продолжающимся после отключения тока приложением усилия.
- Сближение торцов и образование сварного шва.
- Остывание шва и снятие усилия.
Напряжение холостого хода в устройствах контактной сварки намного ниже, чем у другого сварочного оборудования. Обычно оно составляет 3÷6 В (максимум до 20 В), при этом напряжение сварки равно 1÷1.5 В. Сила тока во всех контактных способах в зависимости от толщины заготовок и площади контакта лежит в интервале от единиц до сотен тысяч ампер. Глубина проплавления каждой детали в зависимости от вида материала должна составлять от 20 до 80% процентов ее толщины. Не допускается сквозное проплавление (прожиг) металла, а также проплавление его на глубину меньше нормативного.
Преимущества и недостатки
Одним из главных достоинств контактной сварки является ее быстродействие. К примеру, скорость контактного соединения шовным способом деталей из стали толщиной 0.5 мм может достигать 1.5 м/мин, что недостижимо ни для одной из сварочных технологий. К другим преимуществам контактной сварки обычно относят:
- стабильность параметров и качество соединения;
- небольшое энергопотребление;
- медленный износ электродов;
- отсутствие расхода присадочных и вспомогательных материалов;
- низкие требования к квалификации персонала;
- нет выделений вредных и опасных для здоровья веществ;
- чистота сваренной поверхности (шов находится внутри металла).
Контактная технология лучше любых других подходит для автоматизации и использования в оборудовании для серийного производства. Большинство роботов на конвейерах кузовных цехов автопрома — это программируемые автоматические устройства контактной сварки. А сварка трубных стыков всех магистральных газо- и нефтепроводов высокого давления производится контактным стыковым способом с использованием специальных автоматизированных комплексов.
Главный технологический недостаток контактной сварки — это высокие требования к равномерности и чистоте поверхности.
При сжатии между плоскостями деталей не должно быть даже минимального зазора, иначе возможен боковой выплеск расплавленного металла из внутренней зоны сварки. Помимо этого такие сварочные аппараты в силу особенностей своей конструкции не приспособлены к работе в ограниченном пространстве. Мобильная рабочая часть контактного оборудования имеет значительный вес, а при отсутствии механизированного привода сжатие требует от сварщика приложения значительных физических усилий.
Виды аппаратов контактной сварки
Машины контактной сварки (так они называются в соответствии с ГОСТ 297-80) в первую очередь классифицируют по виду сварочного соединения, т. е. одному из четырех описанных выше технологических способов. Внутри каждого такого вида они подразделяются по признакам стационарности и мобильности, а также по различным конструктивным особенностям. Следующими параметрами являются тип источника тока и усилие сжатия. Для обозначения отечественных аппаратов контактной сварки ГОСТ установлено цифро-буквенное обозначение, включающее в себя одиннадцать позиций.
В первой позиции всегда присутствует буква «М» (машина), а по второй можно определить контактный способ, для которого она предназначена. К примеру, МТ — машина точечная, МШ — машина шовная и т. д. В третьей позиции приводится код ее конструктивного исполнения: подвесная (П), постоянного тока (В), радиальная (Р) и т. п. В остальных позициях указываются значения сварочного тока и напряжения питающей сети, а также различные коды конструкторских и эксплуатационных особенностей конкретной модели.
Советы по выбору оборудования
При выборе аппарата для контактной сварки в первую очередь необходимо ориентироваться на толщину металла, который предполагается сваривать, характер работ (стационарный или мобильный) и вид необходимого контактного соединения (точечный, шовный и прочие). Не следует выбирать контактный аппарат с рабочими характеристиками «про запас», т. к. это может сильно сказаться на цене и массогабаритных показателях его мобильной части. Необходимо помнить, что механическая часть такого оборудования может иметь пневмоприводы, для чего потребуется источник сжатого воздуха, а более мощные установки эксплуатируются с водяным охлаждением. А электрическая часть машины мощностью более 10 кВт наверняка потребует трехфазного источника напряжения.
Также важным элементом любого контактного сварочного аппарата являются электроды. Их форма и вид зависят от используемой технологии и особенностей производства.
Существуют специальные технологии контактной сварки с применением клея и припоя, но о них в специализированной литературе только упоминается. Если кто-нибудь знает, для чего и как они используются, поделитесь, пожалуйста, информацией в комментариях к данной статье.
wikimetall.ru
Как производиться контактная сварка, основа и технология
Контактная сварка применяется для соединения металлических элементов при помощи давления и электрического импульса. Основная область использования такого вида сварочных работ это промышленное производство разного рода механизмов, автомобилей, самолётов, судов, агрегатов для сельскохозяйственного использования.
Благодаря высокому качеству и возможности быстрого создания множества сварочных точек, такие устройства набирают широкого спроса. В промышленных масштабах такая установка неоспоримо лучше инвертора, так как скорость и качество сварки зачастую намного лучше.
Немного о принципе сварки
Принцип работы сварки довольно простой, но это только на первый взгляд. Под действием давления, сварочные электроды сжимают две детали в необходимой точке с установленным усилием, после чего подаётся импульс тока. Ток разогревает место сваривания и плавит его до жидкого состояния. Так как время сварки достаточно мало, то точка сразу начинает кристаллизоваться и образовывать сварочное ядро в месте разогрева.
Для увеличения прочности соединения, давление должно продолжаться после выключения электрического импульса ещё определённый промежуток времени. После чего ядро обретает максимально мелку структуру, и прочность стаёт приближённой к основному металлу. В идеале, после выключения тока, давление должно увеличиваться.
В этой статье мы разберём рабочий процесс контактной сварки, узнаем какие виды, и особенности сварки бывают. Опишем разновидности электродов и для чего они нужны. Разобравшись с этими вопросами, вы сможете четко понимать, что такое электрическая контактная сварка и для чего она предназначена.
Процесс работы
Электрическая контактная сварка разделяется на этапы, пойдя которые получается качественная конструкция. Весь процесс можно разделить на следующие пункты:
- Подбор материалов, которые будут использоваться для создания детали.
- Определение наиболее подходящего по характеристикам и особенностям строения устройства.
- Подготовка поверхности металла.
- Начало сваривания, установка заготовки, подача импульса, охлаждение.
- Финишный контроль качества, проверка на наличие дефектов и брака.
Пройдя все этапы, получается полностью готовая качественно сваренная деталь, которую уже можно подвергать дальнейшей обработке. Сам процесс нагревания и охлаждения проходит очень быстро, некоторые машины способны создавать до шести сотен точек за одну минуту.
Виды сварки и их особенности
Контактные соединения разделяются на четыре категории, которые имеют свои особенности и способы применения. Давайте разберем, какие виды бывают:
- Контактная точечная.
- Стыковая.
- Контактная шовная.
- Рельефная.
Теперь более подробно поговорим о каждой из них, чтобы вы конкретно смогли понять, что каждый вид представляет и какие его особенности. Точечные сварочные соединения помогают соединять детали в одной либо сразу во многих местах точками. Точка образуется в процессе нагревания и расплавления металла под воздействием электрического импульсного тока, формы электродов, которые давлением воздействуют на материал и времени нагревания.
Разные вариации всех этих показателей помогают выполнить сварную точку любой формы, прочности и прочее.

Классификация видов сварки
Широко используются в производствах большого масштаба и при серийном однотипном выпуске механизмов. Также используют для создания батарей аккумуляторов.
Для соединения деталей сразу по всей площади их стыка, используется контактная стыковая.
Благодаря такому способу, две детали впоследствии нагрева соединяются в единую конструкцию сразу на большой площади, за короткий промежуток времени. Время и способ такой состыковки зависит от характеристик металла, общей свариваемой площади и необходимой прочности соединения.

Разновидности сварных соединений
Стыковую сварку выполняют тремя методами:
- Сопротивление.
- Непрерывное оплавление.
- Оплавление с одновременным разогревом места сварки.
Для деталей небольшого сечения, до двух квадратных сантиметров, применяется метод сопротивления. Также такой метод часто применяется для труб из металлов с низким содержанием углерода. Детали, площадь сечения которых не превышает отметку в 10 тысяч квадратных сантиметров, используется метод оплавления. Область применения очень широкая, он сваривания арматурных конструкций в железобетоне, до создания бесшовной железной дороги.
Такая технология помогает изготавливать детали очень большой длины при этом не оставляя никаких заметных швов. С помощью оплавления сваривают режущие инструменты, например, наконечники для сверла либо лезвия ножей. Свариваются массивные цепи судовых якорей. Оплавление с разогревом, это модификация обычного оплавления, используется для создания более качественного сварного шва.

Шовная сварка
Шовная контактная сварка производится путём наваривания нескольких точек в ряд. Такие точки могут быть герметичными, если делать их внахлёст. Если же оставлять промежуток, она будет практически похожа на обычную, точечную. Процесс такой сварки может выполняться на одном или нескольких сварочных станках. Дисковая роликовая установка вращается по контуру, который необходимо сварить, оставляя за собой точки.
Если роликовая прокатка проходи с одной стороны тогда она односторонняя. Если роликовая прокатка с двух сторон, тогда соединение происходит с каждой стороны. Этот метод хорош тем, что может быть как односторонняя, так и двусторонняя, что хорошо в определённых случаях.
Самый качественный шов получается на металлах толщиной 0.2-3 миллиметра. Применяются для создания герметичных швов в алюминиевых бочках, канистрах и прочих ёмкостях.
Контактная рельефная сварка, очень похожа на точечную. Для его выполнения, заранее подготавливаются специальные выпуклые участки, которые и свариваются. Главной особенностью является то, что форма сварной точки в таком случае зависит от того какая форма выпуклости была сделана, а не от формы используемого электрода. Область применения довольно широкая, от автомобилей до различных электрических приборов.
Характеристики используемых электродов
Электроды имеют следующие характеристики, благодаря которым и получается сделать качественную сварку:
- Высокая устойчивость к температурам (могут выдерживать нагревание свыше шестисот градусов).
- Высокая плотность материала, что позволяет сохранять форму, даже при ударных сжатиях, равных пяти-шести килограммам на квадратный миллиметр.
- Очень высокая тепловая и электрическая проводимость. Благодаря высокой электрической проводимости могут передавать импульс тока без потерь.
- Для односторонней или двусторонней сварки, электроды имеют плоскую форму диска. Для остальных видов используются бочкообразные элементы.
Прочитав данную статью, вы смогли разобраться с технологическим процессом устройства контактной сварки. Узнали, какие виды контактной сварки бывают, и на какие разновидности разделяются электроды. Теперь можно переходить и к практическому изучению этого процесса.
generatorvolt.ru
Что такое контактная стыковая сварка?
Порой на производстве бывают ситуации, когда необходимо выполнить сварку арматуры, рельсов или изготовить детали сложной формы (колеса, рычаги, обручи). В таких случаях дуговая сварка может просто не справиться с объемом работ. Сварщику придется потратить уйму сил и времени на изготовление одного изделия, а это точно не входит в планы предприятия.

Чтобы решить эту проблему можно найти дополнительных высококвалифицированных сварщиков, но тогда предприятие понесет убытки из-за необходимости их официального оформления. А можно добавить на производство всего один комплект нового сварочного оборудования. Для этих целей отлично подойдет стыковая сварочная машина для контактной сварки. С ее помощью можно выполнить большие объемы работ без потери качества. В этой статье мы подробно расскажем, что такое контактная стыковая сварка.
Содержание статьи
Общая информация
Контактная сварка стыковая — метод соединения металлов, суть которого заключается в равномерном нагреве всего стыка обеих деталей. После нагрева детали плотно стыкуются друг с другом, тем самым образуя неразъемное соединение. Есть два типа контактной стыковой сварки, но о них мы поговорим позже.
Отметим, что высокая производительность сварки таким методом связана именно со скоростью образования соединения. При контактной сварке металл плавиться быстрее и равномернее, поэтому шов образуется быстрее. Кроме того, процесс сварки можно автоматизировать и встроить в конвейер. По этой причине контактную стыковую сварку часто используют на серийном производстве, где необходима стыковая сварка труб, например.
Соединения, выполненные контактной стыковой сваркой, отличаются повышенной прочностью и долговечностью. Поэтому такое сварочное оборудование можно встретить на производстве автомобилей, самолетов и нефтепроводов. Кроме того, качество шва не будет зависеть от квалификации сварщика, что удобно на производстве с нехваткой квалифицированных кадров.
Технология
Метод стыковой сварки с помощью контактного оборудования позволяет варить самые разнообразные типы деталей. Вам доступна сварка стальных труб, сварка пластин встык, сварка ПНД труб и прочее. Но чтобы результат сварки был удовлетворительным нужно строго соблюдать технологию.
Как мы писали ранее, сварка стыковых соединений с помощью контактной сварки может быть двух типов — сварка оплавлением и сопротивлением. Далее мы подробно расскажем о каждом типе, опишем процесс сварки и расскажем об основных особенностях.
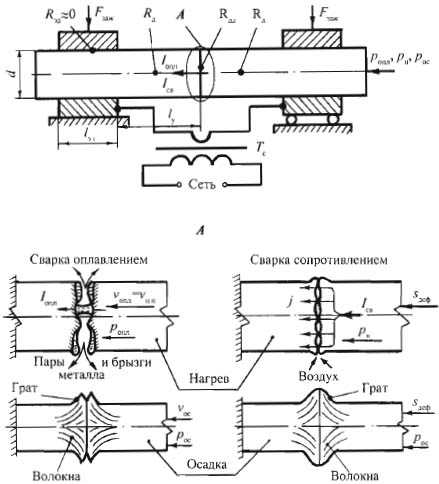
Сварка оплавлением
Контактная сварка оплавлением очень популярна и заключается в том, что напряжение, подаваемое на обмотки трансформатора, прекращается, как только две детали соприкоснутся. Проще говоря, напряжение нарастает и в момент своего пика как раз прекращается его подача. При этом тепловой энергии достаточно, чтобы металл начал плавиться.

На стыках двух деталей всегда есть небольшие неровности, как раз за счет них и происходит лучший контакт заготовок. Но лучшего результата можно достичь, если сдавить торцы, полностью их выровнять. Тогда площадь соприкосновения будет гораздо выше. Не нужно думать, что при такой сварке металл не может нагреться быстро. Наоборот, в таких условиях он способен буквально закипеть за считанные секунды.
Во время плавления образуются дополнительные неровности, в которых концентрируется пары расплавленных металлов. Эти пары оказывают защитное действие, они защищают сварочную зону от негативного влияния кислорода. Кстати, усилие или давление обязательно, его прикладывают только в тот момент, когда стыки деталей уже немного расплавились.
Во время того, как сдавливаются две детали, лишний жидкий металл выдавливается за пределы, в этот момент образуется соединение двух деталей. Сам шов получается очень прочным и качественным, в нем присутствует минимум видимых и скрытых дефектов, поскольку все продукты разложения и окисная пленка выходит вместе с выдавленным расплавленным металлом. По этой причине контактная стыковая сварка оплавлением часто используется на производствах с большими партиями продукции.
Также отметим, что сварка оплавлением не требует какой-то особой обработки или подготовки металла, в отличие от сварки сопротивлением. Не нужно подготавливать торцы, а значит и тратить производственное время. Лучше сделать еще одну или несколько единиц продукции. Это преимущество также играет большую роль на крупносерийном производстве.
Если нужно сварить детали, у которых разное сечение, то есть одна хитрость. Вы можете заранее сделать противоположные скосы. Таким образом вы улучшите контакт между заготовками, увеличив их площадь соприкосновения. А во время нагрева заготовки примут нормальную форму.
Пару слов хотим сказать про предварительный нагрев деталей. Мы не рекомендуем использовать этот метод в повседневной практике, поскольку он просто отнимет время, а производительности не добавит. Прогревайте только крупногабаритные детали, например, рельсы. Тогда это будет оправдано.
Есть несколько способов выполнить сварку оплавлением максимально быстро и качественно. Мы дадим несколько простых рекомендаций. Сначала нужно состыковать детали медленно, чтобы между ними постепенно образовался контакт. В такие моменты металл довольно быстро нагревается и начинает выделять пары. Потом нужно развести детали. В этот момент тепло начинает распространяться по всей поверхности заготовок.
Далее снова стыкуем детали. Ждем, пока они полностью нагреются. В результате получаем качественное соединение. Главное — выполнять все манипуляции без больших перерывов.
Сварка сопротивлением
Контактная сварка сопротивлением кардинально отличается от сварки оплавлением. Здесь заготовки прижимаются губками непосредственно к электродам. Так удается добиться хорошего электрического контакта, а губки в свою очередь надежно удерживают детали, препятствуя их скольжению.

Далее детали плотно прижимают друг к другу и подают сварочный ток, который начинает нагревать металл. Металл должен разогреться до той температуры, когда он приобретает пластичные свойства. Детали под давлением соединяются друг с другом, лишний расплавленный металл выдавливается, а вместе с ним уходит и окисная пленка.
Давление не прекращают, пока металл не остынет и не образуется твердое соединение. Чтобы выполнить такую сварку металл нужно предварительно зачистить и обработать. Также учтите, что детали, сваренные сопротивлением, обладают меньшей стойкостью к окислению в процессе эксплуатации, что сужает сферу применения. Также контактная стыковая сварка сопротивлением машины подходит только для сварки деталей с небольшим сечением. Поэтому ее редко используют на крупных производствах. Но ее все еще можно встретить в небольших цехах с маленькими тиражами продукции.
Вместо заключения
Контактная стыковая сварка — эффективный и высокопроизводительный метод соединения самых разнообразных металлов. Он не требует наличия высококвалифицированных сварщиков на рабочем месте, что существенно сокращает расходы предприятия. Но несмотря на все преимущества, в любом случае после сварки необходимо проводить контроль сварных швов, поскольку погрешность может быть везде. Даже, если сваркой занимается полностью роботизированное оборудование. А вы когда-нибудь сталкивались с контактной стыковой сваркой? Расскажите о своем опыте в комментариях. Он будет полезен для новичков. Желаем удачи в работе!
svarkaed.ru
Контактная сварка
Виды и характеристика контактной сварки
Сварка — неотъемлемая процедура любого строительного процесса или ремонта. Ведь с ее помощью можно надежно скрепить различные металлические детали, создавать каркасы, ограждения, заборы.
Контактная сварка.
Однако, чтобы умело пользоваться сварочным аппаратом, необходим опыт. Особенно это касается контактной сварки, ведь этот процесс требует высокой точности и хорошего уровня владения аппаратом. Подробнее об этом методе скрепления деталей и различных его видах читайте ниже.
Характеристика контактного метода сварки
Контактная сварка — это процесс соединения металлических элементов, который происходит за счет прохождения через них электрического тока, поступающего из сварочного аппарата.
Очень важной составляющей контактного метода является зона сопротивления, находящаяся в зоне соединения металлических элементов. Именно поэтому данный вид называют еще электрической сваркой сопротивлением. Объединение металлических частей происходит за счет двух физических процессов: нагрева с помощью электрического тока и давления, оказываемого на металл.
Технические характеристики контактной сварки.
Подобный тип широко применяется благодаря ряду преимуществ, которые он имеет в сравнении с другими. Большая электрическая мощность позволяет работать с прекрасной скоростью и производительностью. Производство одного стыка занимает до 1 сек! Работа с данным методом отличается высоким качеством.
Очевидным преимуществом является то, что в процессе контактной сварки не требуется использование никаких расходных материалов: ни газа, ни флюса, ни присадочной проволоки. Что немаловажно, подобный метод является экологически чистым, поэтому не влияет ни на работника, ни на окружающую среду. Отметим, что работы, проводимые контактным методом, может выполнять даже сварщик-новичок, благодаря простоте процесса.
Точечный вид соединения
Контактная сварка отличается вариативностью процесса соединения металлических деталей.
Существует множество разновидностей данного вида.
Точечная контакатная сварка.
Для выполнения особо кропотливой и тонкой работы обычно используется точечный вид сваривания. Он заключается в соединении металла в небольших точках, которые зависят от размера электродов в сварочном аппарате. Именно электроды подводят ток и производят сжатие нагретых материалов. Несмотря на то что размер точек соединения небольшой (4-12 мм), металлические части скрепляются друг с другом намертво, поэтому беспокоиться о разрушении соединения не стоит.
Диаметр точек соединения зависит от силы электродов и тока, силы давления, приложенного на металл, размеров нагревающих частей электродов, а также состояния, в котором находятся соединяемые детали. В процессе точечной работы используются импульсы постоянного тока.
Рельефный метод сваривания
Схема рельефной сварки.
Следующая разновидность контактного способа соединения металлических деталей — рельефная. Суть процесса в том, что соединяются между собой предварительно подготовленные выступы на поверхности деталей. Эти выступы штампуются с помощью специального оборудования. Они могут быть разнообразной формы: от круглой до продолговатой. Таким образом, предварительная поверхность детали рельефная, отсюда и название процесса работы над ними.
Главное отличие рельефного способа от точечного в том, что при первой разновидности площадь воздействия и размер шва обуславливаются размером подготовленных выступов, а не электродов, как при втором способе. Данный вид контактной работы с деталями требует повышенной мощности электричества, что можно назвать недостатком.
Шовное варение: характеристика
Другим методом контактной сварки является шовный. Данный тип отличается тем, что детали соединяются между собой с помощью прерывистого или непрерывного шва. Прерывистый состоит из частых участков точечной сварки. Само сваривание происходит благодаря дисковым электродам, подводящим ток на достаточно большое пространство сразу. Прерывистый шовный способ используется чаще, чем непрерывный.
Схема шовной контактной сварки.
Дело в том, что непрерывный шов требует большей квалификации работника, а также оказывает куда большее влияние на оборудование, чем прерывистый, работать с которым можно постепенно, не перегружая аппаратуру и сварщика.
Существует также шаговый метод шовной варки, при котором ток на ролик электрода подается только после передвижения деталей. Ролики при этом постоянно находятся на деталях. Последний способ практически не используется, так как он недостаточно производительный и требует более сложного оборудования.
Стыковой метод — еще один способ соединения деталей под воздействием электрического тока. Этот вид отличается от других тем, что детали соединяются в местах, где стыкуются специально подготовленные торцы, находящиеся на поверхности деталей. Существует несколько способов стыковой сварки металлических деталей: сопротивлением, непрерывным и прерывистым оплавлением.
В первом случае детали предварительно стыкуются и сжимаются, после чего к ним подводится ток, доводящий металл до пластичного состояния. При двух последних способах детали нагревают, а потом соединяют. Только при непрерывном оплавлении металл нагревают на протяжении всего процесса варения, а при прерывистом — детали то нагревают, то разводят, чтобы сэкономить ресурсы оборудования.
http://moyasvarka.ru/youtu.be/b6oDwggNeUE
Стоит отметить, что существуют и комбинированные методы варки металлических частей: шовно-стыковой, рельефно-точечный. Они существуют для того, чтобы адаптировать процесс сваривания под конкретную ситуацию.
Вот и все, что нужно знать про различные виды контактного соединения металлов под действием электрического тока! Правильный выбор типа контактной сварки — залог успешной работы.
moyasvarka.ru
Контактная сварка
В связи с тем, что соединение при контактной сварке формируется за время, гораздо меньшее сварки плавлением, то это обеспечивает более высокую производительность и меньшее коробление детали, т.к. ЗТВ мала.Т.к. процесс легко автоматизируется и более легко встраиваются поточные конвейеры, этот способ лучше применять при массовом и серийном производстве.Этот способ нашел применение в автомобильной и авиакосмической промышленности. Благодаря тому, что соединения, полученные контактной сваркой, обладают очень высокой прочностью и качество мало зависит от квалификации сварщика, то этот способ находит применение и в других отраслях.Контактной сваркой сваривают толщины от сотых до десятых долей мм, а также до десятков мм. Также сваривают нефте- и газопроводы.Для роботов применяют системы с повышенной частотой питающего напряжения, что позволяет уменьшить габариты трансформатора.
Классификация способов контактной сварки
По ГОСТ 158-78-77 «Контактная сварка и соединения сварные» выделяют 3 основные вида:- точечная сварка;- шовная сварка;- стыковая сварка.Однако разновидность этих способов достигает 300 наименований.
Точечная контактная сварка (Кт) – способ, при котором детали сваривают по отдельным точкам двумя электродами и к ним прикладывают давление сварки и пропускают ток сварки.

tu – время протекания сварочного импульсаQ = J^2RtuСнимаем давление, деталь остывает и получаем литое ядро. Формирование сварного соединения (литого ядра определенных размеров), определяется двумя физическими явлениями, являющимися значимыми: 1. Нагрев металла сварочным то
www.samsvar.ru
Контактная сварка
Сварочные работы – это на сегодняшний день самый распространённый способ соединения и резки металлов. Способы проведения сварочных работ бывают различными, как и оборудование, которое при этом применяется. Для работы с более мелкими деталями и изделиями ещё в XIX веке был разработан метод контактной сварки. Суть этого метода заключается в том, что изделия соединяются между собой при нагреве металла электрическим током, проходящим через него в определённой сварочной зоне. Качество места сваривания зависит от качества подготовленной поверхности, силы тока сварки, длительности электрического импульса, прикладываемого к месту сварки и силы сжатия свариваемых деталей.


Главный показатель качества контактной сварки – размер ядра точки сваривания. Так как контактная сварка в основном применяется для соединения листового материала, то размер ядра сварки определяется, как три толщины самого тонкого свариваемого листа. Толщина свариваемых таким способом изделий может изменяться в диапазоне от 0,002 мкм в электронном приборостроении до 20 мм при возведении металлических конструкций в машиностроении, кораблестроении, и других областях промышленности, а также при возведении и ремонте сооружений и зданий бытового и промышленного назначения.
При контактной сварке результат работы обычно контролируется визуально или методом разрушения. Преимущества контактной сварки очевидны:
- 1. Скорость работ (производительность) – одна сварная точечная операция длится 0,02-1,0 сек.
- 2. Небольшой расход материалов.
- 3. Надёжность соединения и высокое качество при малом количестве контролируемых процессов.
- 4. Экологичность сварных работ.
Любая контактная сварка по способу производства работ может разделяться на стыковую сварку, шовную и точечную сварку изделий. Современный аппарат контактной сварки представляет собой передвижное, стационарное или подвесное устройство. Рабочий ток в таком оборудовании может быть переменным или постоянным.
Используемые электроды для контактной сварки служат для того, чтобы вторичный контур, образующийся из свариваемых деталей, замкнулся, и образовалось ядро свариваемой точки. Дополнительные функции электродов при шовной сварке – перемещение и удерживание свариваемых деталей в процессе сварки. Электроды для точечной контактной сварки – инструмент быстроизнашивающийся. Для производства таких электродов применяется медь и медные сплавы. Это может быть бронза с включением хромоциркония, кадмиевая бронза, бронза хромистая, бронза, легированная добавлением никеля, титана и бериллия или кремний-никелевая бронза.


Один из видов контактной сварки — точечная сварка. При такой сварке детали соединяются между собой по ограниченным местам касания. Детали зажимаются между электродами, соединёнными с источником импульсного тока. Для зажима деталей применяются клещи для контактной сварки, которые являются переносным приспособлением. Переносные устройства для контактной точечной сварки называются по разному — скобы, клещи, пистолеты для точечной сварки и т.д. В основном это переносные сварочные клещи с пневматическим давлением, но для более тонких работ (например, в автомобилестроении) используются специальные пистолеты.
Как работает аппарат точечной сварки?
Для этого способа сварки характерен нагрев места стыка деталей электрическим током, проходящим через них. Обязательно усилие сжатия свариваемых деталей. Детали соединяются и удерживаются клещами или прижимаются друг к другу пистолетом. И клещи, и пистолет соединяются со сварочным аппаратом шлангами, что позволяет передвигаться вдоль свариваемой конструкции во время работы. Под воздействием электрического тока в месте контакта деталей металл плавится и образуется ядро сварной точки диаметром до 20 мм – в зависимости от проводимых работ. Использование специальной аппаратуры позволяет создавать до 600 точечных соединений в минуту.
Аппарат контактной сварки
Машины и аппараты для контактной сварки служат для сваривания арматурной и проволочной сетки, металлических шкафов, стальной трубы и других изделий из тонких листов металла и проволоки. Аппарат контактной сварки способен выполнять точечную, а также многоточечную сварку металла, стыковую и тавровую сварку трубы и прутка.

Что это
- Контактная сварка (сварка сопротивлением) – это один из способов электрической сварки, нагрев при котором осуществляется за счет выделения теплоты преимущественно в местах соприкосновения соединяемых деталей при прохождении через них электрического тока.
- Способ контактной сварки относится к сварке давлением, к которой относятся различные способы сваривания деталей с использованием механического усилия для сжатия соединяемых деталей с целью получения прочного единого соединения.
- Технология контактной точечной сварки сегодня нашла широкое применение в различных отраслях промышленной индустрии – от изготовления фурнитуры до авиастроения.
- Преимущество такой технологии заключается в высокой степени автоматизации и производительности с возможностью получения качества сварных соединений и культуре производства. Повысить производительность рабочего процесса можно также, если применить многоточечную сварку. Оборудование контактной сварки с таким принципом, легко встроить в автоматический конвейер или линию.
Аппарат точечной контактной сварки пользуется особенной востребованностью в массовом изготовлении стандартизированных штампосварных деталей. Такое оборудование является незаменимым при изготовлении изделий, конструкция которых предусматривает использование арматуры и прутков, проволоки и сетки из проволоки.
Аппарат стыковой сварки осуществляет выполнение сварных соединений деталей по площади соприкосновения. Наиболее распространено сваривание оплавлением. Применяются установки для сварных стыковых соединений проволоки, профиля, прутка, труб разного диаметра и формы.
Разделы: Сварочные работы — виды
Метки: выполнение сварочных работ, работа сварочным аппаратом, сварка своими руками, Сварка- основыПредыдущая статья: Следующая статья:
kovka-svarka.net