схема и описание точечной контактной сварки
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.

Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками. Это позволяет сэкономить деньги, реализовать собственный талант.
Температура сварки различных материалов.
Выполнения данного задания требует от мастера следующего:
- найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
- уяснить механизм работы устройства;
- подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
- ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
- на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
- в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.
Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
- Контактная сварка.
Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей. - Ударная технология.
Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с; - Точечная техника.
При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор. Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого шва потребуются миллисекунды, но он будет надежен и долговечен.
Схема при конденсаторной сварке
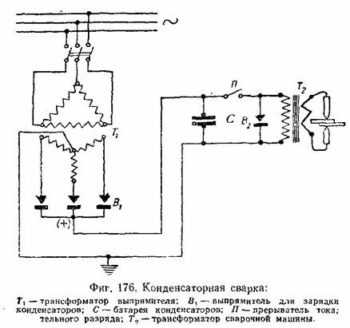
Схема конденсаторной сварки.
Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
- Первичная обмотка проводится через выпрямитель, представленный диодным мостом.
Затем она подключается к источнику напряжения. - Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска.
Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку. - Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.
Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
- нажатие пусковой кнопки, запускающей временное реле;
- включение трансформатора при помощи тиристоров, после реле отключается;
- использование резистора с целью определения длительности импульса.
Требования к конденсаторной сварке
Сварные конденсаторы применяются в промышленном масштабе и в условиях небольших мастерских. В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.
Электрическая схема конденсаторной сварки.
Соблюдение следующих условий позволит получить действительно качественный результат работы:
- обеспечьте подачу кратковременного импульса в течение временного промежутка до 0,1 с, а также последующее накопление энергозаряда от источника питания для нового импульса за максимально краткое время;
- позаботьтесь о хорошем контакте свариваемых деталей путем достаточного давления электрода на детали в момент подачи сварочного импульса;
- разжимание электродов производите с задержкой, дабы расплав остывал под давлением и улучшался режим кристаллизации металла сварного шва;
- диаметр точки, образуемой на металле от контакта с электродом, должен быть крупнее, нежели самая тонкая свариваемая заготовка в 2 раза;
- тщательно очистите поверхность свариваемых заготовок перед сваркой, дабы окисные пленки и ржавчина не спровоцировали существенное сопротивление для тока.
На заметку! Наиболее удачный вариант электродов для конденсаторной сварки – это омедненная проволока.
Конденсаторную точечную сварку осуществлять своими руками можно только при условии сборки агрегата с минимум двумя блоками: источником сварного импульса и сварочного блока. Также крайне важно предусмотреть возможность регулировки режима сварки и защиты.
Особенно важно придерживаться правил безопасной работы со сварным аппаратом, которые предполагают следующие пункты:
- для защиты глаз от искр от сварного аппарата надевают специальную маску;
- обезопасить кожу рук от ожога помогут перчатки, а тело – специальный защитный комбинезон;
- на ноги сварщика надевают ботинки с подошвой из плотного материала, не позволяющего повредить пальцы и ступню при работе.
Конструкции контактного блока
Контактный блок конденсаторной сварки ответственен за фиксацию и перемещение сварных электродов. В большинстве случаев фиксация обоих стержней осуществляется вручную.
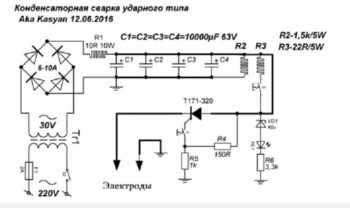
Схема конденсаторной сварки ударного типа.
Более качественный вариант обеспечивает надежную фиксацию нижнего стержня, но оставляет подвижным верхний стержень. В данном случае верхний медный прут закрепляется так, чтобы он свободно двигался в вертикальной плоскости. А нижний ‒ оставляют в неподвижном состоянии.
Также на верхней части монтируют регулятор винтового образца, позволяющий создавать дополнительное давление. Главное, чтобы верхняя площадка и основание энергоблока имели хорошую изоляцию друг от друга. Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
При конструировании конденсаторной сварки своими руками потребуется иметь следующие детали:
- конденсатор, емкостью 1000-2000 мкФ, мощностью 10 В, напряжением 15;
- трансформатор требуемого размера ‒ 7 см, произведенный из сердечника типа Ш40;
- первичная обмотка, сделанная из трехсот слоев провода с диаметром 8 мм;
- вторичная обмотка из десяти обмоток медной шины;
- пусковик серии МТТ4К, включающий параллельные тиристоры, диоды и резистор.
На заметку! Если работа потребует соединения заготовок до 0,5 см, понадобится применить дополнительные коррективы в схему конструкции.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.

Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне контактной сварки металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.
Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
tutsvarka.ru
Конденсаторная сварка
25 ноября 2015
Просмотров: 4056
Нередко при проведении строительных работ используется точечная, или конденсаторная, сварка. Она необходима, когда требуется приварить одну небольшую деталь. Такой метод сварки заготовок, особенно из цветных металлов, сейчас очень востребован, поэтому многие хотели бы проводить ее в быту. Процесс не представляет сложности и вполне может быть реализован своими руками. Существует несколько вариантов, как сделать самодельную сварку для использования дома.

Конденсаторная сварка используется для соединения деталей из металла.
Разновидности контактной сварки
Конденсаторная сварка названа так по принципу своего действия: спайка деталей производится в результате накопления энергии в конденсаторах.
Конденсаторная сварка имеет 3 разновидности, различающиеся по принципу работы. Этими разновидностями являются следующие:
Схема контактной сварки.
- Контактная сварка. Металлические детали прижимают друг к другу, затем конденсатор разряжается. В этом месте возникает дуга, расплавляющая заготовку, в результате детали соединяются. Участок соединения бывает совсем небольшим. В зоне воздействия ток может достигать за 3 с 15 кА.
- Точечный тип сварки. Разряд тока проходит по электродам, которые соприкасаются с двух сторон с поверхностью металлических заготовок. Время существования дуги — от сотой до десятой доли секунды (зависит от регулировки) при силе воздействия тока 10 кА. Соединение заготовок происходит в одной небольшой точке.
- Ударный тип сварки. Разряд подается на металлические заготовки, в результате чего совершается ударный контакт. Участок сварки очень маленький, так как дуга появляется только на 1,5 с.
По виду образования разряда конденсаторная сварка может быть трансформаторной или бестрансформаторной. Особенность трансформаторной сварки состоит в том, что электрический разряд поступает не на детали, а на вторичную обмотку трансформатора и уже с нее в точку сварки. Такой способ позволяет лучше регулировать процесс сварочных работ. Время воздействия — тысячная доля секунды при напряжении 1 кВ, в результате чего во вторичной обмотке образуется ток мощностью до 6 кА.
Бестрансформаторная контактная сварка обеспечивает прохождение тока прямо в точку сварки, а не на обмотку трансформатора. Сваривание заготовок осуществляется за счет разряда (до 1 кВ) длительностью 0,005 с и током до 100 А. Как вариант может применяться низковольтный разряд (60 В), ток которого составляет до 2 А, время воздействия — 0,6 с.
Основной принцип сварки
В бытовых условиях чаще используется схема трансформаторной конденсаторной сварки.
Схема точечной сварки.
Способ ее работы заключается в том, что две металлические детали, предназначенные для сварки, соединяются нужным образом, а затем помещаются между электродами. На электроды подают разряд тока кратковременного действия. В результате между ними возникает дуга, которая расплавляет металл в точке воздействия, и детали соединяются.
Диаметр участка может составлять от 0,4 до 1,2 см. Действие импульса продолжается до 0,1 с, за счет чего обеспечивается появление общего расплавленного ядра. Нагрузка продолжает действовать даже после окончания импульса, обеспечивая появление общего соединительного шва.
Сам импульс идет на электроды с вторичной обмотки трансформатора, обеспечивая сильный ток при малом напряжении. Затем при разрядке конденсаторного блока образуется импульс, который подается на первичную обмотку.
В конденсаторном блоке во время подачи импульса на электроды образуется заряд. Таким образом трансформатор заряжается, в то время как ток находится на электродах.
Конденсаторная сварка применяется во многих областях, метод удобен при работе с цветными металлами.
При контактной сварке металлические детали прижимают друг к другу.
Толщина листов не должна превышать 1,5 мм, что ограничивает сферу применения. Но, с другой стороны, эта техника сварки хорошо показала себя при соединении массивной металлической конструкции и тонкого листа металла.
Чтобы самодельная конденсаторная сварка прошла успешно, надо соблюсти несколько требований.
В первую очередь, важно обеспечить оптимальную подачу импульса — 0,1 с, а также накопление энергии от сети в дальнейшем. Во время подачи энергии нужно обеспечивать качественный контакт между деталями. Разжимать электроды сразу не рекомендуется, необходимо, чтобы металл остывал под давлением. Это позволяет улучшить процесс кристаллизации металла.
Электроды лучше всего использовать медные. Поверхность заготовок не должна затруднять прохождение тока, поэтому ее нужно освободить от ржавчины и окисления.
Сборка точечной сварки своими руками и ее использование
Схема устройства точечной сварки любой разновидности включает в себя два блока: сварочный и импульсный. Дополнительно требуется установить механизм регулировки режима сварки и защиты.
Для работы с тонкими металлическими листами подойдет упрощенный аппарат. Подача импульса в таких инструментах производится с помощью трансформатора. При этом один конец обмотки соединяется с массивной металлической деталью, а другой — с медным электродом. Сварка проходит с использованием одного только верхнего электрода.
Схема сборки агрегата
Подача импульса в таком инструменте производится с помощью трансформатора.
Первичная обмотка в трансформаторе проводится через выпрямительный диодный мост и подключается к сети. На диагональ моста идет сигнал с тиристора. Управление тиристором производится при помощи специальной кнопки запуска.
Конденсатор подсоединяют к сети тиристора, подключают к диодному мосту, откуда выводят на первичную обмотку. Для зарядки конденсатора включают вторичную вспомогательную цепь с трансформатором и диодным мостом.
В качестве источника импульса применяют конденсатор емкостью 1000-2000 мкФ. Трансформатор для системы изготавливается из сердечника разновидности Ш40, рекомендуемая толщина — 7 см. Для первичной обмотки понадобится провод, диаметр которого 8 мм, он наносится в 300 мотков. Для вторичной обмотки из медной шины нужно сделать 10 витков. Входной трансформатор можно применять любой модели, главное, чтобы мощность была не ниже 10 Вт, а напряжение — 15 Вт.
Если необходимо сваривать листы и провода большей толщины, до 0,5 см, рекомендуется внести некоторые изменения в конструкцию. Для того чтобы управлять сигналом, понадобится пускатель модели МТТ4К, включающий тиристоры, расположенные параллельно, резистор и диоды. Для регулирования времени работы в цепь дополнительно устанавливается реле.
В более мощном инструменте энергия будет накапливаться в батарее, состоящей из параллельно соединенных конденсаторов.
Такая сварка будет работать по следующей схеме. Сначала нажимают пусковую кнопку, включающую реле времени. Затем через тиристоры включается трансформатор для сварки, и реле времени отключается. Длительность воздействия импульса регулируют при помощи резистора.
Описанный аппарат является более мощным, поэтому необходимо сделать качественный сварочный блок. На роль электродов вполне подойдут клещи с давлением 20 кг/кв. см с небольшим диаметром.
Проведение процесса сваривания самодельным сварочным агрегатом
После изготовления сварочного аппарата можно переходить непосредственно к процессу сварки.
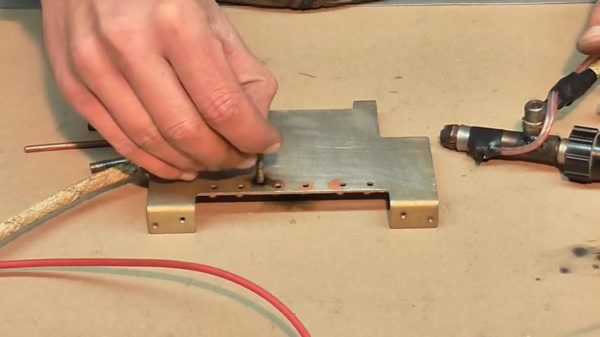
Поверхность деталей тщательно очищается от ржавчины, загрязнений или окисной пленки. Затем все детали совмещаются в нужном порядке и в правильном положении, помещаются между электродами. Нажав на пусковую кнопку, подают рабочий импульс. Электроды сжимают, оставляя в таком положении на 1-2 мин, чтобы ядро лучше кристаллизировалось. Выждав нужный промежуток времени, электроды можно раздвинуть и приступить к сварке в другой точке. Шаг сварки зависит от толщины материала, но обычно не превышает 6 см. Процесс повторяют нужное количество раз.
В процессе сварки могут понадобиться дополнительные инструменты, такие как болгарка, наждачная бумага, плоскогубцы, нож, отвертка и т. д.
Конденсаторная сварка — простой и доступный способ для соединения разнородных деталей толщиной не более 1 мм, приваривания тонкого листа цветного металла к большой конструкции. Сделать сварочный аппарат для работы вполне можно самостоятельно, выполняя соответствующие рекомендации.
Похожие статьи
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка…Похожие статьи
masterinstrumenta.ru
Конденсаторная сварка своими руками
Разработанная в 30-х годах двадцатого века, технология конденсаторной сварки получила широкое распространение. Этому способствовал ряд факторов.
- Простота конструкции сварочного аппарата. При желании его можно собрать своими руками.
- Относительно низкая энергоёмкость рабочего процесса и малые нагрузки, создаваемые на электрическую сеть.
- Высокая производительность, что, безусловно, важно при выпуске серийной продукции.
- Снижение термического влияния на соединяемые материалы. Эта особенность технологии позволяет применять её при сварке деталей малых размеров, а также на видовых поверхностях, где использование обычных методов неизбежно привело бы к нежелательным деформациям материала.

Если добавить к этому, что для наложения качественных соединительных швов достаточно иметь средний уровень квалификации, причины популярности этого способа контактной сварки становятся очевидны.
В основе технологии лежит обычная контактная сварка. Отличие в том, что ток подаётся на сварочный электрод не непрерывно, а в виде короткого и мощного импульса. Это импульс получают, устанавливая в оборудование конденсаторы большой ёмкости. В результате удаётся достичь хороших показателей двух важных параметров.
- Короткого времени термического нагрева соединяемых деталей. Эту особенность с успехом используют производители электронных компонентов. Лучше всего подходят для этого бестрансформаторные установки.
- Высокой мощности тока, что для качества шва значительно важнее его напряжения. Эту мощность получают, используя трансформаторные системы.
Разновидности технологии
В зависимости от требований производства, выбирают один из трёх технологических приёмов.
- Точечная конденсаторная сварка. Используя короткий импульс тока, выбрасываемого конденсатором, соединяют детали в прецизионном машиностроении, электровакуумной и электронной технике. Подходит данная технология и для сварки деталей, значительно отличающихся по толщине.
- Роликовое наложение шва позволяет получить полностью герметичное соединение, состоящие из множества перекрывающихся точек сварки. Это обуславливает применение технологии в процессе изготовления электровакуумных, мембранных и сильфонных устройств.
- Стыковая сварка, которая может быть произведена как контактным, так и неконтактным способом. В обоих случаях происходит оплавление в месте соединения деталей.
Область применения
Области применения технологии различны, но с особым успехом её используют для крепления втулок, шпилек и другого крепежа на листовой металл. С учётом особенностей процесса, его удаётся адаптировать для нужд многих отраслей производства.
- Автомобилестроение, где необходимо надёжно соединять между собой панели кузова, выполненные из листовой стали.
- Авиастроение, предъявляющее особые требования к прочности сварных швов.
- Судостроение, где, с учётом больших объёмов работ, экономия электроэнергии и расходных материалов даёт особенно ощутимый результат.
- Производство точных приборов, где недопустимы значительные деформации соединяемых деталей.
- Строительство, в котором широкое распространение получили конструкции из листового металла.
Повсюду востребовано простое в устройстве и несложное в применении оборудование. С его помощью можно наладить выпуск мелкосерийной продукции или обустроить приусадебный участок.
Самодельная конденсаторная сварка
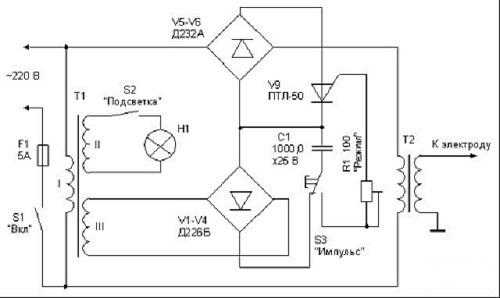
В магазинах можно без проблем приобрести уже готовое оборудование. Но из-за простоты его конструкции, а также низкой стоимости и доступности материалов, многие предпочитают собирать аппараты для конденсаторной сварки своими руками. Стремление сэкономить деньги понятно, а обнаружить в сети нужную схему и подробное описание можно без труда. Работает подобное устройство следующим образом:
- Ток направляют через первичную обмотку питающего трансформатора и выпрямляющий диодный мост.
- На диагональ моста подают управляющий сигнал тиристора, оборудованного кнопкой запуска.
- В цепь тиристора встраивают конденсатор, служащий для накопления сварочного импульса. Этот конденсатор также подключают к диагонали диодного моста и подсоединяют к первичной обмотке трансформаторной катушки.
- При подключении аппарата конденсатор накапливает заряд, запитываясь от вспомогательной сети. При нажатии кнопки этот заряд устремляется через резистор и вспомогательный тиристор в направлении сварочного электрода. Вспомогательная сеть при этом отключается.
- Для повторной зарядки конденсатора требуется отпустить кнопку, разомкнув цепь резистора и тиристора и вновь подключив вспомогательную сеть.
Длительность импульса тока регулируется с помощью управляющего резистора.
Это лишь принципиальное описание работы простейшего оборудования для конденсаторной сварки, в устройство которого можно вносить изменения, в зависимости от решаемых задач и требуемых выходных характеристик.
Необходимо знать
Тому, кто решил собрать свой сварочный аппарат самостоятельно, следует обратить внимание на следующие моменты:
- Рекомендуемая ёмкость конденсатора должна составлять порядка 1000 – 2000 мкФ.
- Для изготовления трансформатора лучше всего подходит сердечник разновидности Ш40. Его оптимальная толщина – 70 мм.
- Параметры первичной обмотки – 300 витков медного провода диаметром 8 мм.
- Параметры вторичной обмотки – 10 витков медной шины, имеющей сечение 20 квадратных миллиметров.
- Для управления хорошо подойдёт тиристор ПТЛ-50.
- Входное напряжение должен обеспечивать трансформатор мощностью не менее 10 Вт и выходным напряжением 15 В.
Опираясь на эти данные, можно собрать вполне работоспособное устройство для точечной сварки. И хотя оно будет не столь совершенно и удобно, как оборудование заводского изготовления, с его помощью вполне можно будет освоить азы профессии сварщика и даже приступить к изготовлению различных деталей.
Используя описываемую технологию, удаётся соединять не только тонкие стальные листы, но и изделия из цветных металлов. При проведении работ важно учитывать не только толщину, но и другие особенности материалов. Если металл при нагреве склонен к образованию микротрещин, или при его обработке возникают высокие внутренние напряжения, необходимо увеличить длительность импульса, подняв, таким образом, температуру нагрева.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварочный аппарат на конденсаторах своими руками
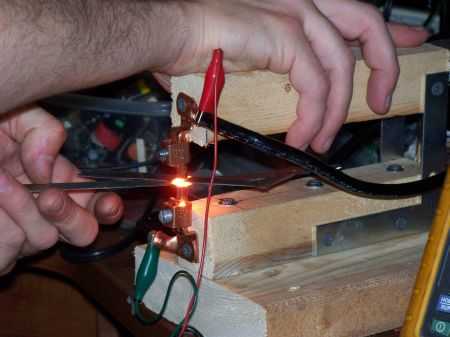
Устройство, которые мы представим в этой статье носит название «конденсаторная сварка». Этой сваркой можно соединять очень мелкие или тонкие предметы и детали.  Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине.
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.
Далее посмотрите, как работает точечная конденсаторная сварка.
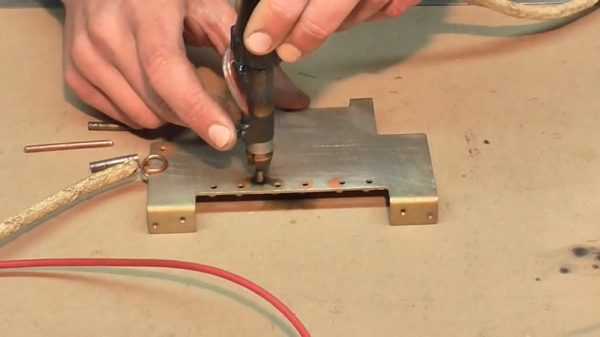
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
Обсуждение
Урнфры ывовля
+azim meex вы когда-нить дотрагивались за выводы заряженного конденсатора на 3, 8 мкф 250 в? В начале ролика было сказано: 30000 мкф напряжение поступает 70 вольт, в итоге получаем 73, 5 джоуля, это как минимум. Диапазон 10-50 дж в импульсе, уже теряет свою не летальность, и может вызвать электротравмы, несовместимые с жизнью (фибрилляция сердца, смерть).
Урнфры ывовля
+azim meex
70 вольт -это напряжение минимальное у конденсатора, так как питает он от 70. Причем здесь падение? Ты проверь, а потом мне расскажешь о путях его протекания.
Алексей грачёв
+toyama tokanava во влажном помещение с кучей металлических приборов кругом? При том и напряжение наверно указывается не постоянное, а переменное, верно? Не, убиться при желании можно и 12-ю вольтами, но я что-то таких людей не встречал. И потом, практически вся трансформаторная сварка работает на напряжении порядка 70 вольт и проблем особых не возникает.
toyama tokanava
Я даже не против, но есть определенные правила для использования, говорю как бывший сварщик и бывший электрик. Правила техники безопасности вам в помощь.
Vladimir lokot
+алексей грачёв полностью заряженный конденсатор в сто раз меньшей емкости при разряде через палец делает в нем 2 прожженные дырочки, довольно глубокие кстати, это в принципе не смертельно, но чертовски больно. Даже не знаю с чем сравнить — куда болезненнее чем укус осы к примеру. А вот какие «дырочки» прожжет эта дура я честно говоря боюсь представить.
Алексей грачёв
+vladimir lokot так всё зависит от напряжения. Можно и сотню фарад зарядить в 30 вольт и при контакте с пальцем только щипнет, а можно и одну микрофараду зарядить тысячей вольт и тогда мало не покажется, будут и дырочки и всё что угодно. Закон ома, будь он неладен.
Vladimir lokot
+алексей грачёв там поболее 30 вольт, но даже 30 вольт хватает для нормального пробоя кожи. Да и в данном случае важен заряд по сути, а он напрямую зависит от емкости конденсаторной батареи.
Алексей грачёв
+vladimir lokot да, там 70 вольт. Не раз ощущал это напряжение на себе, так как регулярно варю как переменным, так и постоянным током, в последнем случае через диодный мост и конденсаторы. Ощутимо конечно, но явно не на всю мощность сварочника, чай я не железный человек. Так что закон ома рулит и ему без разницы, чем питается цепь — электростанцией, батарейками или конденсаторами.
Vladimir lokot
+алексей грачёв не охота с вами спорить, но 70 вольт от сварочника, это фигня по сравнению с мгновенным разрядом конденсаторной батареи хорошей емкости; даже 220в от сетевой розетки фигня. И закон ома который вы тут всуе упомянули 2 раза, отлично описывает почему, если немного подумать. При мгновенной разрядке такого конденсатора получается кратковременно, но очень большой ток, и это весьма и весьма серьезно.
Алексей грачёв
+vladimir lokot да, разряжаются они быстро, вспомним ту же молнию, но если замкнуть их через сопротивление или вольтметр (который сам является сопротивлением по сути), процесс замедлится в зависимости от количества ом, указанном на резисторе.
Vladimir lokot
+алексей грачёв не хочу вас переубеждать, но проведите простой эксперимент: зарядите конденсатор хотя бы 50-100 мкф до 50-100в и прикоснитесь пальцем к его ножкам. Потом расскажите как сопротивление кожи влияет на скорость разряда конденсатора нет влиять то оно конечно будет, это безусловно. Есть вон люди которые скручивают провода 220 держась за 2 провода и из оно пощипливает только. Или которые полицейский электрошокер напрочь игнорируют. Но это скорее исключения.
Алексей грачёв
+vladimir lokot несколькими сообщениями выше я уже писал про наличие сварки с конденсаторами. То, что 70 вольт ощутимо бьют ещё ничего не доказывает. Прощайте.
Sergey pn
Опасная. Можно все этой хреновиной по голове кого нибудь ударить и будет плохо. А так ничего опасного, зачем молоть языком то в чем не разбираемся.
Sapar malikov
Я постоянно ремонтирую усилителей там +/-100 вольт постоянного тока и конденсаторы у современных усилителей минимум 4 шт по 10000 мкф на 100 вольт иногда забываем разрядит конденсаторы током сильно ударит конечно но никаких дырочки не будет тем более постаянка не очень так вредно на жизнь
alexandr developer
50 или 100? Разница как бы в два раза. У всех конечно по разному но я спокойно держался за клеммы лабораторного бп когда на нем было 90. Мне тогда было лет 13 и ничего. (Не советую конечно повторять особенно если бп без защиты по току или тем более если бп — импульсник. Или вы стоите на металлическом полу босиком). По теме — решительно не понимаю зачем там 70в. Думаю что при разряде конденсаторы переключаются в параллельное соединение — емкость и ток разряда при этом увеличиваются а напряжение падает. К тому же заряд там ограничен и по идеи эти 70 вольт которые приходят должны идти через гальваническую развязку (трансформатор) — если стоять босыми ногами на металле и при этом не приложить или плохо приложить второй электрод то потрясти может, но точно не убить.
Сергей псг
схема.
Https://fotki.Yandex.Ru/next/users/ink740/album/41349/view/852249
https://fotki.Yandex.Ru/next/users/ink740/album/41349/view/852248
схема. Лично я собирал бы так.
Если исключить диод между 1 и 2 и перемычку между 3 и 4, то можно вставить диодный мост. Подсказка как внизу рисунка. Лень рисовать 2 ж ды одинаковое.
Номиналы деталей надо считать. Под конкретные условия.
Грамотный человек разберётся, ну а грамотный в иной области умений заплатит грамотному в электронике\электрике. )
Логика работы.
1. Включили в 220 все выключатели разомкнуты.
2. Замкнули кн 1 и ждём прекращения зарядного тока(лампа потухла).
3. Разомкнули кн 1, кратковременно замкнули (или удерживаем) кн 2. Свариваем деталь.
4. Разомкнули кн 2.
Если где допустил неточность то думаю александр меня поправит.
Сергей псг
+дим русс я не делал ещё.
Автор в видео говорит ёмкость конденсаторов 30 тысяч микрофарад. Напряжение на мосту 70 вольт=на конденсаторах 100-110 вольт. Сами конденсаторы надо брать на большее напряжение 125-160 вольт. 160 даже лучше. Не помню ряд напряжений для конденсаторов. Можно ли больше или меньше ответить может только практика. Поставите ёмкость больше возможно пережигание свариваемой поверхности(прожигание), да простят меня сварщики. Поставите меньше, не хватит энергии для процесса. Можно ли напряжение меньше? Да можно, но! Если мне память не изменяет зависимость количества запасённой энергии от напряжения в конденсаторах квадратичная. То есть напряжение в 2 раза ниже=энергия в 4 раза ниже.
По этому сначала делайте как говорит автор 70вольт на вторичке=100 вольт на кондёрах*30тыщ микрофарад. А потом если вас что то не станет устраивать, подберите параметры под себя. Ибо приварить вывод к элементу питания это одно, а использовать в авто рихтовке это мощнее надо.
Евгений федоров
Полезная информация! У меня без всякой электроники контактная сварка, правда кнопка через тиристор по первичке. Для маленьких толщин таймер. Свариваю пластины толщиной от 01 до 1, 5мм.
azim meex
+vahe vardanyan во-первых порошок раздует по рукам и лицу сварщика, во-вторых графит науглеродит точку (не шов) сварки, что сделает её более хрупкой и в-третьих уменьшит сопротивление места сварки и вместе с этим тепловое действие тока.
Алексей полушкин
энергия заряженного конденсатора превращается в тепловую, под действием которой металл расплавляется в точках с минимальным сопротивлением, то есть в местах прижатия электродами. Энергия конденсатора e=c*u*u/2 откуда следует что подняв напряжение в 2 раза — энергию увеличиваем в 4 раза. Много конденсаторов лучше чем один, т. К из-за особенностей конструктива одиночный конденсатор не способен выдать большой ток при коротком замыкании, да и может быстро прийти в негодность. Поэтому от батареи параллельных конденсаторов получим заметно больший ток, чем от одного если бы он был емкостью как вся батарея.
Валерий лысенко
+сергей псг если для тебя это просто, тогда нарисуй схемку. Сделай скрин или фото этого листка выложи в соц сеть. А нам скинь ссылку. Чтоб языком не болтать что это просто. В схеме я разберусь.
Petrow60
доброго здоровья. Очень интересная тема, если можно было бы схемку опубликовать с параметрами. Этот видеоролик заслуживает лайк и уважения. Спасибо. Жду продолжения как подписчик.
Toyama tokanava
Если на выходе добавить импульсный токовый трансформатор с соотношением витков один к десяти, можно ток получить в десять раз больший на электродах. Сечение проводов обмоток брать соответственно току в них, количество витков даже не нужно большое, так и брать, десять витков и вторички один виток. Даже думаю можно арматуру варить. Приходилось заниматься ремонтом сварочной установки в арматурном цехе, использовался там ртутный выпрямитель около 1000 вольт и масляные конденсаторы 100 микрофарад, ну и тиристорное управление почти аналогичное вашему.
Денис
Уважаемый автор видео! Делаю сварку подобную вашей. Использую конденсатор еа-іі-10 номиналом 33000мкф, напряжением 63в и тиристор т-160. Конденсатор заряжаю блоком питания.
С «+» конденсатора идёт провод на анод тиристора, а с катода тиристора идёт на сварочный электрод, «-» с конденсатора также идёт на сварочный электрод. Напряжение на управляющий электрод тиристора идёт с «+» конденсатора через микро выключатель. Тиристор исправен, проверял, конденсатор тоже. Почему то тиристор не открывается мгновенно (при открытии тиристора стрелка вольтметра плавно начинает идти к нулю) и сварка не происходит. Подскажите пожалуйста в чём может быть проблема? Заранее благодарен.
Sungazer
+денис наден ну, во-первых, тиристор — мощная, но медленная штука.
А во-вторых, кондер электролит не расчитан на большие токи.
Поэтому, при длительной работе будет перегрев кондера. Поэтому лучше кондеры набирать малым номиналом и параллелить.
Yury galinsh
+sungazer как понять «медленная штука»? В сетевых регуляторах мощности, при частоте 50 гц, тиристор (семистор) срабатывает 50 (либо 100) раз в секунду. Причём синусоиду он «обрезает» практически вертикально. В конкретном случае, это обыкновенный выключатель.
Электролитический конденсатор скидывает, если не ошибаюсь 80% ёмкости за милисекунды.
Могу предположить неисправность самого тиристора. И насколько помню, к управляющему электроду ставился ограничитель по току (резистор). Ну а плавно разряжаться конденсатор может через управляющий электрод.
Alexander polulyakh
Компоненты нужно искать на радио рынках или в интернете заказывать. Все есть. Чем больше емкость конденсаторов тем больше будет заряд. Микровыключатель посылает микро токи на тиристор а он мгновенно высвобождает весь импульс накопленной энергии конденсаторов.
User0011
+антон туманов искать в пунктах приема металлолома! На лом алюминия они не идут, тонкий металлолом и фольгу алюминиевую не берут! Поэтому можно купить по цене черного металла. Не нужно где-то переплачивать на рынках! А если заинтересовать приемщиков( и т.д). Вот такой «бочоночек» столько-то, а вот такой столько. То насобирать можно быстро.
izobreteniya.net
Конденсаторная сварка — Сварка металлов
Конденсаторная сварка
Категория:
Сварка металлов
Конденсаторная сварка
Конденсаторная сварка осуществляется кратковременными импульсами сварочного тока, продолжительностью в тысячные доли секунды; за время импульса в зоне сварки выделяется тепло, которое сравнительно медленно распространяется в металле па глубину, необходимую для сварки. При значительных толщинах металла возникает трудно преодолимое несоответствие между продолжительностью сварочного импульса и продолжительностью необходимого прогрева металла. При малых толщинах этого несоответствия нет.
При толщинах металла менее 1 мм мощность конденсаторной машины в 50—100 раз ниже мощности обычной контактной машины. С увеличением толщины металла разница в мощностях конденсаторной машины и обычной контактной уменьшается, а сварка на обычной контактной машине становится более надежной. Поэтому применение конденсаторной сварки для металла толщиной более 2 мм рационально лишь для особых случаев.
Конденсаторные машины для малых толщин просты, дешевы, имеют незначительную мощность, иногда не превышающую мощности обычной настольной лампы, и их можно включать в осветительную сеть без силовой проводки. Конденсаторная сварка для сварки металла толщиной менее 0,1 мм часто незаменима никаким другим видом сварки; для металла толщиной 1—2 мм она приемлема, но легко может быть заменена другими способами.
Известны две основные формы конденсаторной сварки: а) с непосредственным разрядом конденсаторов на сварку; б) с разрядом конденсаторов на первичную обмотку сварочного трансформатора. Установку с прямым разрядом конденсаторов применяют для стыковой сварки проволок и тонких стержней, для соединения между собой самых разнообразных и разнородных металлов, иногда с совершенно различными физическими свойствами.
Машины с разрядом конденсаторов на первичную обмотку сварочного трансформатора предназначены для точечной и шовной сварки и имеют наибольшее промышленное значение. Быстрое развитие точечной конденсаторной сварки началось с тех пор, как ее стали применять для сварки металла малых толщин и мелких деталей; здесь качество сварных соединений оказалось отличным, процесс сварки весьма производительным и выгодным экономически.
Конденсаторные точечные машины для сварки металла малых толщин потребляют из сети незначительную мощность, 0,1—0,2 кеа\ электрическая схема машины (рис. 204) очень проста. Ток из сети через небольшой повышающий однофазный трансформатор Т1 и выпрямитель В поступает на зарядку батареи конденсаторов С. 17осредством переключателя П батарея конденсаторов или включается на зарядку, или разряжается на первичную обмотку сварочного трансформатора Т2. Вся аппаратура размещена в корпусе машины.
Примером конденсаторной точечной машины может служить машина ТКМ-4. Машина стационарная, педальная; вес ее 165 кг; напряжение питающей сети 220 в; средняя мощность, потребляемая из сети 0,1 ква (рис. 205). Конденсаторы бумажно-масляные, общая емкость 400 мкф, напряжение зарядки 600 в; штепсельный переключатель позволяет менять включенную емкость от 10 до 400 мкф. Сварочный трансформатор имеет четыре ступени регулирования. Осадочное давление на электроды, создаваемое грузом через систему рычагов, обеспечивает строгое постоянство установленного давления, что очень важно для конденсаторной сварки.
При сварке двух деталей различных толщин решающую роль играет деталь с меньшей толщиной, которая не должна превышать возможностей машины, вторая же деталь может иметь сколь-угодно большую толщину, что значительно расширяет применение точечной конденсаторной сварки. Например, на машине ГКМ-4 металл толщиной 0,2 мм можно приварить к металлу толщиной 10 или 15 мм.
Рис. 1. Электрическая схема конденсаторной машины малой мощности
Электрический режим машины можно регулировать в широких пределах, меняя число включенных конденсаторов и ступень сварочного трансформатора. Можно менять амплитуду сварочного тока и продолжительность его протекания. Максимальное значение сварочного тока около 5000 а, средняя продолжительность его протекания 0,6—0,8 -10~4 сек.
При нажатии на педаль давление груза передается на электроды, конденсаторы замыкаются на первичную обмотку трансформатора, протекает один строго определенный импульс сварочного тока. При освобождении педали конденсаторы снова заряжаются, машина готова к следующей операции сварки; при повторном нажатии педали проходит снова точно такой же импульс сварочного тока.
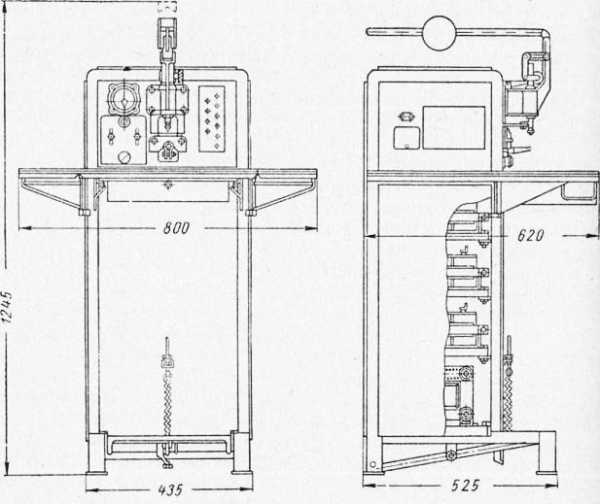
Рис. 2. Точечная конденсаторная машина ТКМ-4
Для монтажных работ на крупногабаритных изделиях, сборки схем и т. д. сконструирована переносная точечная машина ПТКМ-1 Бесом 34 кг, сваривающая металл максимальной толщиной 0,3 мм. Сварочная часть машины выполнена в виде легких ручных клещей, присоединяемых к машине гибкими проводами длиной 1 —1,5 м.
В простейших точечных конденсаторных машинах привод машины осуществляется усилием работающего, что допустимо при сварке мелких деталей с небольшим усилием и работой осадки и не очень интенсивном производстве. Для более трудных условий работы может быть применена машина с механизированным, например электрическим приводом, типа ТКМ-8. Она имеет кулачковый пружинный механизм сжатия с приводом от электродвигателя через сцепляющую муфту. При нажатии педали происходит сцепление механизма с муфтой и производится включение тока и сжатие электродов. Если нажать педаль кратковременно, то сваривается одна точка, если задержать нажатую педаль, то сваривается 20—120 точек в минуту, в зависимости от регулировки; машина работает автоматически непрерывно, пока не будет освобождена педаль. Машина предназначена для точечной сварки металла толщиной 0,05—0,5 мм; номинальная мощность машины 0,3 ква, усилие сжатия электродов 6—40 кГ.
Машины для конденсаторной сварки часто закрывают колпаком из прозрачного органического стекла, защищающим зону сварки от пыли и других загрязнений. Защитный колпак может быть герметизирован, и в нем может быть создана защитная атмосфера аргона, водорода, азота и др.
В длительной эксплуатации маломощных конденсаторных машин выявились их значительные преимущества: высокая экономичность, малый расход электроэнергии и точное ее дозирование на каждую сварку. Возможно удобное и широкое регулирование мощности машины, продолжительности и формы каждого импульса. Кратковременность сварки сводит к минимуму нагрев изделия, его деформацию, ширину зоны влияния. Процесс сварки весьма прост, полностью автоматизирован и мало зависит от квалификации рабочего, для обучения которого достаточно несколько дней.
Точечная конденсаторная сварка нашла промышленное применение для многих металлов: алюминия и алюминиевых сплавов, всевозможных медных сплавов, никеля и никелевых сплавов, платины, серебра и его сплавов, всевозможных сталей, вольфрама, молибдена и др.; возможны многочисленные сочетания разнородных металлов. Точечная конденсаторная сварка заменяет пайку, клепку, фальцовку. Она находит все более широкое применение в приборостроении, в производстве электроизмерительных и авиационных приборов, часовых механизмов, фотоаппаратов, электроаппаратуры, оптических приборов, радиоламп, электроосветительных ламп, электронной аппаратуры, радиоприемников и телевизоров, авторучек, металлических игрушек, галантереи, ювелирных изделий и т. д.
Рис. 3. Непрерывный плотный шов, выполненный конденсаторной сваркой
Разработан также способ шовной конденсаторной сварки, получивший производственное применение. Шовная сварка выполняется, как точечная, со столь частой посадкой сварных точек, что каждая последующая точка перекрывает предыдущую на 0,3—0,5 диаметра, что и создает плотный непрерывный шов, непроницаемый для жидкостей и газов (рис. 206). Электроды машины имеют форму роликов, катящихся по шву непрерывно с постоянной скоростью и приводятся от небольшого электродвигателя. Сварочный ток подается отдельными импульсами от батареи конденсаторов, как при точечной сварке. Электронная система управления позволяет производить до 50 полных циклов заряд — разряд конденсаторов за 1 сек. Шовная конденсаторная сварка нашла разнообразное применение в приборостроении.
Конденсаторная сварка открыла для сварочной техники новую довольно значительную область применения: металлы малых толщин, мелкие детали и микродетали, плохо различаемые нево оружейным глазом и требующие при сборке применения оптических приборов. Конденсаторная сварка улучшает качество изделий и резко повышает производительность труда; стоимость конденсаторной машины обычно окупается за несколько месяцев работы. Чрезвычайно быстрое развитие приборостроения требует широкого применения конденсаторных машин, высвобождающих за счет повышения производительности труда большое количество рабочих.
Реклама:
Читать далее:
Литейная сварка
Статьи по теме:
pereosnastka.ru
Схема и описание конденсаторной сварки
Домашний уют 29 июля 2017Существует несколько способов бесшовного соединения металлических элементов, но среди всех особое место занимает именно конденсаторная сварка. Технология стала пользоваться популярностью примерно с 30-х годов прошлого столетия. Стыковка осуществляется за счет подачи электрического тока к нужному месту. Создается короткое замыкание, которое позволяет расплавить металл.
Преимущества и недостатки технологии
Самое интересное, что конденсаторная сварка может применяться не только в промышленных условиях, но и в быту. Она предполагает использование небольшого по размерам аппарата, который имеет заряд постоянного напряжения. Такой прибор может легко перемещаться по рабочей территории.
Из достоинств технологии следует отметить:
- высокую производительность работ;
- долговечность используемого оборудования;
- возможность соединения различных металлов;
- низкий уровень тепловыделения;
- отсутствие дополнительных расходных материалов;
- точность соединения элементов.
Однако существуют ситуации, когда применить сварочный аппарат конденсаторной сварки для соединения деталей невозможно. Это в первую очередь связано с кратковременностью мощности самого процесса и ограничением по сечению совмещаемых элементов. Кроме того, импульсная нагрузка способна создавать различные помехи в сети. 
Особенности и специфика применения
Сам процесс соединения заготовок предполагает контактное сваривание, для осуществления которого расходуется определенный запас энергии в специальных конденсаторах. Ее выделение происходит практически мгновенно (в течение 1 – 3 мс), благодаря чему уменьшается зона термического воздействия.
Достаточно удобно осуществлять конденсаторную сварку своими руками, так как процесс является экономичным. Применяемый аппарат можно подключить к обычной электрической сети. Для использования в промышленности существуют специальные устройства высокой мощности.
Особую популярность технология получила в цехах, предназначенных для ремонта кузовов транспортных средств. При проведении работ тонкие листы металла не прожигаются и не подвергаются деформации. Необходимость в осуществлении дополнительной рихтовки отпадает.
Видео по теме
Основные требования к процессу
Чтобы конденсаторная сварка была выполнена на высоком качественном уровне, следует придерживаться некоторых условий.

- Давление контактных элементов на обрабатываемые детали непосредственно в момент импульса должно быть достаточным, чтобы обеспечить надежное соединение. Разжимание электродов следует производить с небольшой задержкой, добиваясь тем самым лучшего режима кристаллизации металлических деталей.
- Поверхность соединяемых заготовок должна быть очищена от загрязнений, чтобы пленки окиси и ржавчина не вызывали слишком большое сопротивление при воздействии электрического тока непосредственно на деталь. При наличии посторонних частиц значительно снижается эффективность технологии.
- В качестве электродов требуется использовать медные стержни. Диаметр точки в зоне контакта должен быть не менее чем в 2-3 раза больше толщины свариваемого элемента.
Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины. Она успешно используется в сфере электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать стыковые соединения элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.

Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора. При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Конденсаторная точечная сварка своими руками: схема простейшего прибора
Для соединения тонких листов до 0,5 мм или мелких деталей можно применять незамысловатую конструкцию, изготовленную в бытовых условиях. В ней импульс подается через трансформатор. Один из концов вторичной обмотки подводится к массиву основной детали, а другой – к электроду.
При изготовлении такого устройства может применяться схема, при которой первичная обмотка подключается к электрической сети. Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Импульс в данном случае вырабатывается при помощи конденсатора, имеющего емкость 1000 — 2000 мкФ. Для изготовления трансформатора может быть взят сердечник Ш-40, имеющий толщину 70 мм. Первичную обмотку из трехсот витков легко сделать из провода сечением 0,8 мм с маркировкой ПЭВ. Для управления подойдет тиристор с обозначением КУ200 или же ПТЛ-50. Вторичная обмотка с наличием десяти витков может быть изготовлена из медной шины. 
Более мощная конденсаторная сварка: схема и описание самодельного устройства
Для увеличения показателей мощности придется изменить конструкцию изготавливаемого устройства. При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.
Обычно в управляющий блок включаются тиристоры, соединенные параллельно, диоды и резистор. Интервал срабатывания настраивается при помощи реле, находящегося в основной цепи входного трансформатора.
Энергия накаливается в электролитических конденсаторах, совмещенных в единую батарею посредством параллельного подключения. В таблице можно ознакомиться с необходимыми параметрами и количеством элементов.
Число конденсаторов | Емкость, мкФ |
2 | 470 |
2 | 100 |
2 | 47 |
Основная трансформаторная обмотка делается из провода сечением 1,5 мм, а вторичная – из медной шины.

Работа самодельного аппарата происходит по следующей схеме. При нажатии кнопки запуска срабатывает установленное реле, которое при помощи контактов тиристоров включает трансформатор сварочного блока. Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
Устройство контактного блока
Изготовленное приспособление для конденсаторной сварки должно иметь удобный сварочный модуль, предоставляющий возможность фиксировать и беспрепятственно перемещать электроды. Простейшая конструкция подразумевает ручное удержание контактных элементов. При более сложном варианте нижний электрод закрепляется в стационарном положении.
Для этого на подходящем основании он фиксируется длиной от 10 до 20 мм и сечением более 8 мм. Верхняя часть контакта закругляется. Второй электрод крепится к площадке, способной двигаться. В любом случае должны быть установлены регулировочные винты, с помощью которых будет осуществляться дополнительное нажатие для создания дополнительного давления.
Следует в обязательном порядке изолировать основание от подвижной площадки до контакта электродов. 
Порядок проведения работ
Прежде чем будет произведена точечная конденсаторная сварка своими руками, необходимо ознакомиться с основными этапами.
- На начальной стадии соединяемые элементы подготавливаются должным образом. С их поверхности удаляются загрязнения в виде частиц пыли, ржавчины и других веществ. Наличие посторонних включений не позволит добиться качественной стыковки заготовок.
- Детали соединяются друг с другом в необходимом положении. Они должны располагаться между двумя электродами. После сдавливания к контактным элементам подается импульс путем нажатия пусковой кнопки.
- Когда электрическое воздействие на заготовку прекратится, электроды могут быть раздвинуты. Готовая деталь вынимается. Если есть необходимость, то она устанавливается в иной точке. На величину промежутка непосредственное влияние оказывает толщина привариваемого элемента.
Применение готовых аппаратов
Работы могут быть проведены с использованием специального оборудования. Такой комплект обычно включает:
- аппарат для создания импульса;
- приспособление для приварки и зажима крепежей;
- обратный кабель, оснащенный двумя фиксаторами;
- цанговый набор;
- инструкцию по применению;
- провода для подключения к электросети.
Заключительная часть
Описываемая технология соединения металлических элементов позволяет не только сваривать стальные изделия. С ее помощью можно без особой сложности стыковать детали, изготовленные из цветных металлов. Однако при выполнении сварочных работ необходимо учитывать все особенности используемых материалов.
Источник: fb.rumonateka.com
Конденсаторная сварка


Технология сварки, основывающаяся на запасенной энергии конденсаторов, называется конденсаторная сварка. Она составляет отдельную группу среди контактных технологий создания прочных соединительных швов. Отличительным аспектом конденсаторной разновидности считается постепенное запитывание оборудования токами специализированной конденсаторной батареи. Время сваривания этим способом ограничивается тысячными частями секунды.

Распространенной сферой использования считается микроэлектроника, где требуется спаивание мельчайших микросхем и надежность проведения микроимпульсов.
Отличительные нюансы конденсаторного соединения заготовок
Сущность процесса сварки при помощи конденсаторных агрегатов заключается в выдаче кратчайших точечных воздействий, осуществляемых благодаря электроэнергии. Аккумулированная энергия при соприкосновении с предполагаемым местом соединения разряжается на заготовку, тем самым провоцируя сварочный процесс.

Конденсаторная сварка и схема разрядки подразделяется на два основных направления:
- Сварка с разрядкой непосредственно на имеющуюся заготовку.
- Альтернативный вариант с переходом импульсной энергии на обмотку.

Первый тип сварочных работ активно применяется для создания стыковых соединений тончайших стержней либо проволок. Причем метод поддерживает функциональность с разнородными по составам заготовками.
Схемой второго способа разрядки предусмотрено создание шовных соединений либо организацию точечных сварных процессов.
Главным отличительным свойством конденсаторного типа варки деталей считается экологичность этого процесса. Стандартное оборудование для выполнения подобных работ функционирует на высоком токе, что позволяет при относительно небольших импульсных затратах получать достаточно крепкие шовные соединения. Влияния на окружающую среду практически не возникает из-за минимальных затрат времени на работу.
Преимущества сварки
Каждая разновидность сварочных работ обладает собственными отличительными преимуществами, рассматривая конденсаторную сварку, выделяют следующие положительные характеристики:

- Скорость сварки весьма высокая. Получение конечного результата осуществляется за тысячные составляющие секунды.
- Минимальные энергетические затраты. Из-за точечного характера работы потребление энергии значительно снижается.
- Аккуратный результат. Лицевая сторона заготовки не подвергается видимым воздействиям и изменениям, что позволяет сохранить первозданный вид главной стороны и расширить функциональность детали.
- Поддерживается возможность соединения тончайших листовых заготовок.
- Простое выполнение всех работ. Покорить устройство конденсаторного типа под силу даже начинающему сварщику или любителю. Положительным аспектом выступает также необходимость работы исключительно с одной стороной заготовки.
- Экологическая составляющая. Благодаря минимальным активным промежуткам, за которые осуществляется соединение деталей, воздействие на среду сводится к минимуму.
Скоростная конденсаторная сварка своими руками по точечному принципу не деформирует металлические края заготовок, также не оказывает расплавляющего воздействия на них. Отличные результаты демонстрирует ударный метод конденсаторной сварки. Он применяется для скрепления цветных металлических заготовок со сплавами, имеющими похожую молекулярную основу. Итогом становится эстетический и одновременно надежный шов при низких временных затратах. Ударно конденсаторная сварка является перспективным методом работы с металлическими деталями, состоящими из цветных сплавов.

Сфера применения
При перечисленных положительных аспектах этой технологии неудивителен факт широкого распространения метода конденсаторной сварки в различных сферах промышленности. Благодаря этому методу создания прочных соединений изготавливаются:
- Медицинское инновационное оборудование и передовые пищевые агрегаты.
- Корпуса различной электронной аппаратуры.
- Уникальные стеклянные сооружения и специализированные каркасы для конструкций из металлов.
Большое распространение конденсаторная точечная сварка получила среди частного строительства зданий. В промышленном использовании эта технология активно применяется для создания нестандартных каркасов значимых построек. Также невозможно обойтись без конденсаторного соединения при прокладке коммуникаций инженерного назначения, обустройства вентиляционных систем, соединения листовых металлических деталей.

Благодаря отличительным нюансам эту технологию применяют не только профессиональные сварщики, но также любители этого дела.
Сварочное оборудование
При точечном соединении заготовок применяется специальный аппарат конденсаторной сварки. Принцип работы этого устройства основывается на последовательном запасании энергии посредствам накопителя (конденсатора) и дальнейшей ее импульсной передаче на заготовку либо обмотку.

Возможность сварки в точечном конденсаторном режиме обеспечивает выпрямитель, задача которого сводиться к последовательной зарядке конденсаторных батарейных элементов. Накопленные энергетические импульсы моментально преобразуются в энергию тепла, благодаря которой и происходит спаивание деталей.
Для машины конденсаторной сварки характерны:

- Низкая потребляемая мощность. Благодаря непостоянству использования накопленных зарядов, больших электрических затрат удается избегать даже при крупных производственных работах.
- Высокая работоспособность. Система функционирует в автоматическом режиме, а поскольку скорость каждого отдельного соединения деталей практически мгновенная, то автоматизация существенно ускоряет достижение результата.
- Внедрение специализированного программного обеспечения. При создании на производстве постоянства начальных условий процесса, возможно, добиться выполнения всех сварочных операций с филигранной точностью и на автоматизме.
svarkagid.com