Конденсаторная сварка -«Сварочные технологии»
Апарати для конденсаторного зварювання
Апарати конденсаторного зварювання широко застосовуються в промисловості для зварювання кріплення до тонколистової сталі. Перевагою апаратів конденсаторного зварювання я Джерело: mossklad.ru є висока міцність отриманих сполук і відсутність температурних деформацій. В якості основного робочого інструменту при роботі з приварным кріпленням використовується зварювальний пістолет.
за порядкомза зростанням ціниза зниженням ціниза новизною
16243248
Купити
-
Купити
Купити
Купити
 eyJwcm9kdWN0SWQiOjEwMDQzNjM2MTUsImNhdGVnb3J5SWQiOjE0NDAwOTAxLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjc1MTQwMTQ3LjI4MTQxNjIsInBhZ2VJZCI6IjA4MjE4NDNmLTEyZjgtNDAxOC1hMWUxLTMxNTVlNzhiNDMyMyIsInBvdyI6InYyIn0.xwRgFRqF6C4G4LDJXAHPgUEIlRxiDsHCgozDXl9hDYI» data-advtracking-product-id=»1004363615″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMDQzNjM2MTUsImNhdGVnb3J5SWQiOjE0NDAwOTAxLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjc1MTQwMTQ3LjI4MTQxNjIsInBhZ2VJZCI6IjA4MjE4NDNmLTEyZjgtNDAxOC1hMWUxLTMxNTVlNzhiNDMyMyIsInBvdyI6InYyIn0.xwRgFRqF6C4G4LDJXAHPgUEIlRxiDsHCgozDXl9hDYI» data-advtracking-product-id=»1004363615″ data-tg-chain=»{"view_type": "preview"}»>Купити
 eyJwcm9kdWN0SWQiOjEwMDQ1NjM2NzMsImNhdGVnb3J5SWQiOjE0NDAwOTAxLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjc1MTQwMTQ3LjI4NDI3MzYsInBhZ2VJZCI6IjE5ZmIwZWQ0LTZhZGYtNDY1Mi04NTE3LWJmNDE0MGYzZjQwZSIsInBvdyI6InYyIn0.nu6MInKKB4MupVipI_jfVwIPY6iGUdytzhoZY0u1b64″ data-advtracking-product-id=»1004563673″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMDQ1NjM2NzMsImNhdGVnb3J5SWQiOjE0NDAwOTAxLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjc1MTQwMTQ3LjI4NDI3MzYsInBhZ2VJZCI6IjE5ZmIwZWQ0LTZhZGYtNDY1Mi04NTE3LWJmNDE0MGYzZjQwZSIsInBvdyI6InYyIn0.nu6MInKKB4MupVipI_jfVwIPY6iGUdytzhoZY0u1b64″ data-advtracking-product-id=»1004563673″ data-tg-chain=»{"view_type": "preview"}»>Купити
Самое главное о конденсаторной сварке
Конденсаторная сварка применяется для приварки к листовой стали различных метизов диаметром до 8 мм. Данный вид сварки относится к разновидности контактной сварки. Принцип работы аппаратов конденсаторной сварки имеет большое сходство с контактной сваркой за исключением того, что ток подается не непрерывно, а в виде короткого импульса. Подобный импульс возникает с помощью конденсаторов большой емкости, отсюда и возникло название данного метода сварки.
Аппараты конденсаторной сварки отличаются высокой скоростью приварки крепежа, простотой выполнения операций и низким расходом электроэнергии. Также стоит отметить высокое качество соединений, которые получаются прочными, надежными и при этом без нежелательных деформаций на тонкостенном материале. П
Также стоит отметить высокое качество соединений, которые получаются прочными, надежными и при этом без нежелательных деформаций на тонкостенном материале. П
Конденсаторная сварка широко используется при изготовлении воздуховодов, трансформаторных щитков, корпусов электронной техники и других изделий.
Мы предлагаем для вашего внимания качественные аппараты конденсаторной сварки от немецкого производителя Hruschka. Эти аппараты имеют интуитивно понятный дисплей, с помощью которого можно легко задавать различные сварочные режимы и параметры сварки. Аппараты Hruschka обладают большой энергоемкостью и идеально подходят для приварки крепежа.
Конденсаторная сварка: что это такое, разновидности
Содержание
- ГОСТ и прочие требования
- Сфера применения конденсаторной сварки
- Существующие виды
- Точечный способ
- Роликовый метод
- Стыковая технология
- Что отличает конденсаторную сварку от прочих видов
- Как действует технология
- Конструкция блока
- Особенности точечного метода
- Самодельные аппараты и схемы
- Плюсы и минусы технологии
- Как самому сделать оборудование
- Упрощенная технология
- Мощный аппарат
- Инструкция по проведению конденсаторной сварки
- Меры предосторожности
- На общем примере
- Работа со шпильками
- Приварка гаек
- Рекомендации от профессионалов
- Исправление дефектов
Метод конденсаторной сварки был разработан более 80 лет назад, однако технология пользуется популярностью и сейчас.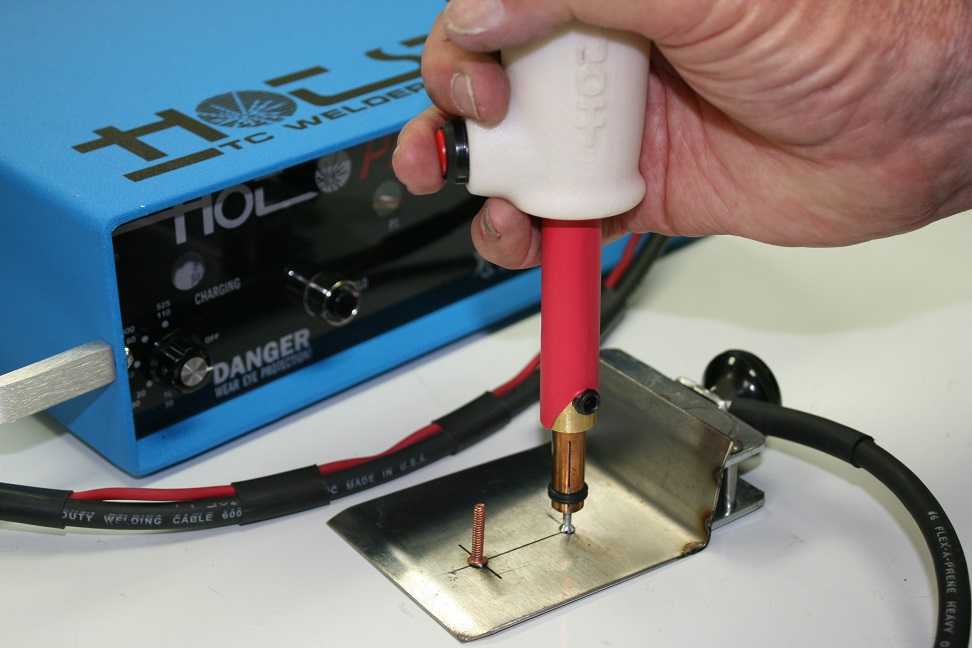 Ее используют для соединения небольших металлических элементов. Благодаря возможности применения в бытовых условиях конденсаторное оборудование востребовано начинающими сварщиками.
Ее используют для соединения небольших металлических элементов. Благодаря возможности применения в бытовых условиях конденсаторное оборудование востребовано начинающими сварщиками.
ГОСТ и прочие требования
Согласно принятым в стране нормативным актам и стандартам, при ведении сварочного процесса соблюдают следующие правила:
- Создают регулярную поставку кратковременных импульсов тока длительностью не более 5 миллисекунд.
- Обеспечивают оборудованию возможность быстрого восстановления заряда для следующей подачи. Перерыв должен быть максимально коротким.
- Устанавливают проводники так, чтобы они крепко фиксировали листы. Необходимо обеспечить возможность и для быстрого их отсоединения.
- Для сварки выбирают медные стержни, толщина которых должна в 3 раза превышать параметр самого тонкого места детали.
- Перед сваркой деталь тщательно очищают от ржавчины, жировых загрязнений, следов коррозии.

- Предусматривают регулировку величины потока для любых технологий работы. Самодельное оборудование непрерывно функционирует только при наличии 2 источников питания.
- Подготавливают средства индивидуальной защиты сварщика от поражения током.

Сфера применения конденсаторной сварки
Подобная технология применяется в таких отраслях промышленности и народного хозяйства, как:
- Автомобилестроение. Популярна конденсаторная сварка в мастерских по кузовному ремонту. В отличие от электродуговой сварки, конденсаторная не способствует прожиганию и деформации краев обрабатываемых элементов. В дальнейшем соединение не требует дополнительной обработки.
- Радиоэлектроника. Конденсаторный метод применяют для пайки деталей, не соединяющихся стандартными способами или выходящих из строя при длительном нагреве.
- Ювелирные работы, изготовление медицинских инструментов и аппаратов, коммуникационных шкафов.
- Строительство. Конденсаторный метод используют при прокладке трубопроводов, возведении зданий и мостов.

Существующие виды
Перед началом работы важно правильно выбрать способ сварки. Все технологии используются для соединения тех или иных видов деталей. При неправильном выборе метода качество сварного шва снижается.
Точечный способ
Такой вариант применяют для соединения деталей, имеющих разную толщину. Конденсаторная точечная сварка применяется в радиоэлектронике и приборостроении. Для формирования шва подаются короткие импульсы тока, быстро расплавляющие металл. Универсальная технология проста в исполнении.
Точечная конденсаторная сварка заменяет пайку.Роликовый метод
Принцип работы практически тот же, что в предыдущем случае. Однако точки располагаются не на расстоянии, а частично перекрывают друг друга. Герметичное соединение не пропускает влагу и загрязнения. Роликовую технологию применяют при создании мембранных и вакуумных изделий.
Стыковая технология
Способ сварки сильно отличается от 2 рассмотренных ранее технологий. Электрический разряд расплавляет не поверхность металла, а торцевые части деталей. В дальнейшем их стыкуют, создавая надежное соединение. Согласно описанию, стыковая технология считается наиболее сложной в исполнении.
Электрический разряд расплавляет не поверхность металла, а торцевые части деталей. В дальнейшем их стыкуют, создавая надежное соединение. Согласно описанию, стыковая технология считается наиболее сложной в исполнении.
Что отличает конденсаторную сварку от прочих видов
Классические технологии подразумевают использование сложного оборудования, специализированных электродов. Стержни прикладывают к соединяемым деталям, что способствует возбуждению электрической дуги, расплавляющей металл. Жидкий материал проникает в сварочную ванну, образуя прочный шов. Такая работа под силу только опытному мастеру. Выделяющиеся при сварке газы и излучение негативно влияют на организм человека. Кроме того, соединение мелких деталей стандартными методами затруднительно.
При конденсаторной сварке не выделяются вредные газы. На поверхностях не остается следов теплового воздействия. Оборудование экономно расходует электроэнергию, не требует регулярного охлаждения. Процесс сварки не занимает много времени.
Процесс сварки не занимает много времени.
Основные преимущества конденсаторной технологии над другими методами — высокая точность воздействия, эстетичность получаемого соединения. Аппарат для конденсаторной сварки отличается компактными размерами.
Как действует технология
Метод основывается на прочном скреплении деталей 2 проводниками, на которые подается электрический импульс. Такой процесс способствует созданию дуги, расплавляющей металл. После импульса наблюдается сжатие объектов под нагрузкой.
Процесс сварки протекает так:
- конденсаторы накапливают нужное количество энергии, подаваемой через первичную цепь;
- электрод контактирует с металлом, передавая ему поток частиц, способствующих нагреванию и расплавлению;
- импульс подается повторно, формируется следующая точка соединения.
Метод эффективен при работе с элементами толщиной не более 1,5 мм.
Конструкция блока
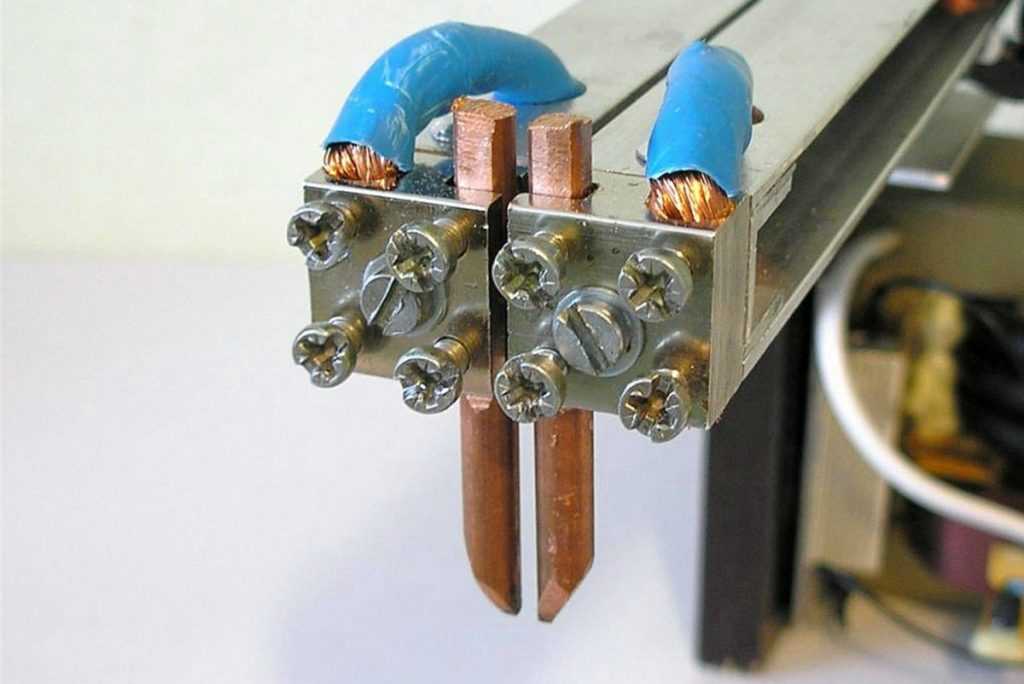
За фиксацию и перемещение стержней отвечает контактный узел. Конструкция простого блока подразумевает крепление ручного образца. Более сложные варианты фиксируют нижний, оставляют подвижным верхний стержень. Готовая конструкция напоминает тиски. Здесь фиксируют короткий тонкий прут из меди. Он должен свободно перемещаться в вертикальной плоскости. Поэтому в верхней части устанавливают винтовой регулятор, меняющий давление.
Конструкция простого блока подразумевает крепление ручного образца. Более сложные варианты фиксируют нижний, оставляют подвижным верхний стержень. Готовая конструкция напоминает тиски. Здесь фиксируют короткий тонкий прут из меди. Он должен свободно перемещаться в вертикальной плоскости. Поэтому в верхней части устанавливают винтовой регулятор, меняющий давление.
Подвижную площадку и основание энергоблока изолируют друг от друга. Для удобства работы аппарат снабжают фонарем.
Особенности точечного метода
При использовании этого способа сварочный процесс включает в себя следующие этапы:
- Подготовку деталей. Поверхности очищают от пыли, ржавчины, масел.
- Сопоставление элементов. Детали устанавливают между контактами, фиксируют ими же.
- Запуск аппарата с помощью клавиши. Формируют первую сварную точку. Завершают работу, отводя электроды.
- Установку стержня, подачу электрического импульса, соединение деталей в следующей точке. Работу продолжают до получения нужного результата.
 Работу продолжают до получения нужного результата.
Работу продолжают до получения нужного результата.Самодельные аппараты и схемы
Сделанные своими руками устройства часто применяются в домашних мастерских. Для проведения работ достаточно помещения минимальной площади.
Для сборки приборов применяют 2 вида схем:
- Простую. Аппарат способен соединять элементы толщиной не более 0,5 мм. В других случаях он не справляется с поставленной задачей. Устройство можно собрать в домашней мастерской. Принцип действия основывается на выдаче импульса трансформатором. Один конец обмотки соединяется с электродом, другой — с обрабатываемой заготовкой.
- Сложную. Электрическая цепь включает большое количество функциональных элементов. Для сборки потребуется много времени и материалов. Готовый аппарат позволяет сваривать детали толщиной 1-1,5 мм.
Плюсы и минусы технологии
К преимуществам конденсаторных сварочных аппаратов относят:
- высокую скорость работы;
- возможность соединения элементов, изготовленных из разных металлов и сплавов;
- выделение минимального количества тепла;
- длительный срок службы;
- повышенную точность воздействия, прочность шва;
- отсутствие необходимости покупки вспомогательных приспособлений и материалов.

Несмотря на множество положительных качеств, метод имеет недостатки:
- ограниченность толщины соединяемых заготовок;
- малую мощность импульса;
- помехи в сети, вызываемые работой оборудования.
Эти моменты стоит учитывать при сборке и использовании аппарата. В противном случае возникнут проблемы, влекущие дополнительные затраты.
Как самому сделать оборудование
Способ сборки аппарата зависит от типа выбранной схемы.
Упрощенная технология
Маломощное устройство для точечной сварки собирают так:
- Подготавливают основу. Для этого можно использовать трансформатор, первичную обмотку которого подключают к электрической сети. Один конец подсоединяют к преобразователю, имеющему вид диодного моста, другой — к тиристору, отвечающему за работу клавиши пуска.
- Устанавливают конденсатор, подающий электрический импульс. Рекомендуется выбирать элементы емкостью 1-2 тыс мкФ. При использовании деталей с меньшими параметрами быстро происходит разряд конденсатора.
- Формируют вторичную обмотку трансформатора из медного кабеля. Его накручивают на катушку в 10 витков.
- Устанавливают средство управления — тиристор КУ200 или ПТЛ-50.
 Рекомендуется выбирать элементы емкостью 1-2 тыс мкФ. При использовании деталей с меньшими параметрами быстро происходит разряд конденсатора.
Рекомендуется выбирать элементы емкостью 1-2 тыс мкФ. При использовании деталей с меньшими параметрами быстро происходит разряд конденсатора.Мощный аппарат
При сборке такого прибора выполняют следующие действия:
- В качестве управляющего блока применяют бесконтактный пускатель МТТ4К. Он рассчитан на работу с током силой до 80 А. Блок снабжают резистором, диодами, тиристорами.
- В основную цепь входного трансформатора вводят реле. Оно помогает настраивать скорость срабатывания агрегата и интервалы подачи импульсов.
- Объединяют несколько конденсаторов в батарею. Здесь будет накапливаться необходимая для выдачи импульсов энергия. При сборке блока используют параллельный способ соединения.
- Формируют первичную обмотку трансформатора из кабеля сечением 1,5 мм. Вторичная создается из медной шины.
 Вторичная создается из медной шины.
Вторичная создается из медной шины.Инструкция по проведению конденсаторной сварки
Перед началом работы необходимо изучить основные этапы работы, ознакомиться с техникой безопасности.
Меры предосторожности
При работе с конденсаторным сварочным оборудованием соблюдают следующие правила:
- Не используют незаземленные устройства.
- Перед началом работы проверяют состояние корпуса прибора. Если он поврежден, повышается риск получения электротравмы.
- Работают с устройством можно только сухими руками. На наличие влаги стоит проверить и окружающее мастера пространство.
- Проверяют наличие на сварочном посту кнопки аварийного отключения.
- Перед началом работы встают на диэлектрический коврик, надевают специальный костюм. Варить в одежде из синтетических тканей запрещено.
- При смене стержня или установке деталей используют очки и рукавицы, защищающие от теплового воздействия.
- Рабочую зону огораживают экраном. Это предотвращает возникновение пожара при образовании отскакивающих искр и брызг.
- Сварочный аппарат не устанавливают возле легковоспламеняющихся жидкостей и материалов.
- При работе в закрытых помещениях обеспечивают постоянное проветривание.
- При появлении каких-либо проблем сварку приостанавливают, оборудование отключают от сети.

На общем примере
Алгоритм действий при конденсаторной сварке включает в себя следующие этапы:
- Подготовку соединяемых деталей. Удаляют следы коррозии и пыль, обезжиривают поверхности.
- Сопоставление заготовок. Элементы прочно фиксируют в выбранном положении.
- Размещение деталей между стержнями.
- Подведение контактов.
- Запуск сварочной установки, подачу кратковременного импульса нужной мощности.
- Возврат электродов в исходное положение.
- Извлечение деталей, оценку качества сварного соединения.
При необходимости в процессе сварки положение элементов меняют, продолжают работу тем же способом.

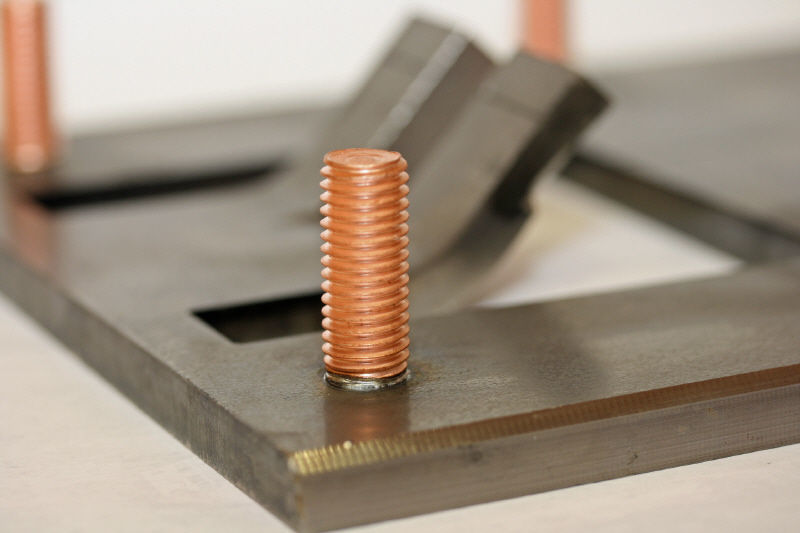
Работа со шпильками
Привариваемый элемент устанавливают между стержнями. Подносят шпильку к основной детали, настраивают аппарат. После подачи импульса ножка крепежного элемента расплавляется вместе с поверхностью основания. После остывания металла получается долговечный шов.
Приварка шпилек считается в сварочном деле одним из самых трудоемких и сложных процессов.Приварка гаек
Для присоединения крепежа к листовому металлу подают мощный импульс длительностью до 5 миллисекунд. Нижняя часть гайки плавится вместе с основанием. Крепеж вдавливают в расплав сварочным пистолетом. Получается прочное соединение. Метод подходит для приваривания крепежа к листам толщиной более 5 мм.
Рекомендации от профессионалов
При сборке и эксплуатации оборудования учитывают следующие советы опытных сварщиков:
- Для изготовления аппарата, выполняющего простые операции, подойдут конденсаторы средней емкости. Сердечник трансформатора должен иметь толщину 5-6 см. Для управляющего блока используют тиристоры ПТЛ-50.
- Для первичной обмотки достаточно 300 витков медной проволоки толщиной 6 мм. Вторичная часть катушки включает в себя всего 10 оборотов. Мощность источника тока должна составлять не менее 10 Вт.
- Аппарат требует периодической корректировки. Без доработки качество соединений будет постепенно ухудшаться.
- Устройство нельзя применять для сварки ответственных конструкций.
 Для управляющего блока используют тиристоры ПТЛ-50.
Для управляющего блока используют тиристоры ПТЛ-50.Исправление дефектов
При сварке на конденсаторах могут возникать следующие проблемы:
- отклонение параметров литой области от нормальной, смещение ядра по отношению к стыку деталей;
- прерывистость соединения;
- изменение физических и химических свойств прилегающих к шву участков металла.
Основной способ исправления — разъединение и повторная сварка элементов. При невозможности его применения высверливают дефектную часть шва, наплавляют заплату. При наличии выступающих дефектов соединение зачищают.
Сборка аппарата для точечной сварки из 500 ненужных конденсаторов
- по: Дэйв Раунтри
[Касян ТВ] на ютубе выдали кучу запчастей в достаточно больших количествах, часть из которых была полезна и выделена под конкретные проекты, но с учетом интересующей их электроники найти не смогли использование пакета из 500 или около того конденсаторов низкой спецификации 470 мкФ. Это не были типы с низким ESR или высокой емкостью, поэтому они не подходили для индивидуального использования в качестве источника питания. Но как насчет того, чтобы складывать их все параллельно? (видео, встроенное ниже) После нескольких быстрых вычислений [Касьян] определил, что общая емкость всех 500 должна быть около 0,23 Фарад с ESR от около 0,4 до 0,5 мОм при 16 В и теоретической суммарной энергией около 30 Дж. Этого достаточно, чтобы нанести удар в нужной ситуации.
Этого достаточно, чтобы нанести удар в нужной ситуации.
Печатная плата была сконструирована для параллельного соединения 168 маленьких банок с большими широкими дорожками, усиленными несколькими жилами медной проволоки диаметром 1,8 мм и большим толстым слоем припоя поверх. Три такие печатные платы были соединены параллельно одним и тем же медным проводом, чтобы максимально снизить общее сопротивление. Такая штука имеет несколько практических применений, поскольку сверхнизкое измеренное ESR 0,6 мОм и большая емкость делают ее идеальной для сглаживания источников питания во многих приложениях, но можно ли ее использовать для создания аппарата точечной сварки? Ну да и нет. В сочетании с одним из этих дешевых китайских контроллеров «точечной сварки» он действительно производит несколько сварных швов на литий-полимерном элементе с тонкой никелированной полосой батареи, но дует прямо насквозь с небольшим проникновением. [Касьян] обнаружил, что конденсаторная батарея может использоваться параллельно с приличной ячейкой LiPo, что дает потенциально идеальную комбинацию — огромный начальный удар от конденсаторов, чтобы продуть полосу и начать сварку, а затем LiPo с более низким ( но все равно огромный) ток чуть дольше, чтобы помочь с проникновением в клемму аккумулятора, доводя сварочный шов.
[Кейсан] проводит некоторые измерения пиковой подачи тока и его профиля, показывая, что даже груду довольно обыденных деталей можно с небольшой осторожностью превратить во что-то полезное. Чем такая сборка отличается от одиночного суперконденсатора? Некоторое время назад мы говорили о суперконденсаторах и батареях LiPo, это было интересное обсуждение, и, если вам все еще интересно, гибридные суперконденсаторы на основе графена тоже актуальны!
Спасибо [Danjovic] за подсказку!
Фланцевые шпильки CD | Northland Fastening Systems
Наша продукция
- Описание
Описание
| Характеристики шпилек | ||
|---|---|---|
| Диаметр шпильки (D) | Диаметр фланца (FD) | Минимальная длина (Д) |
| 2-56 | . 125 125 | .250 |
| 4-40 | .187 | .250 |
| 6-32 | .218 | .250 |
| 8-32 | .250 | .250 |
| 10-24 | .250 | .250 |
| 10-32 | .250 | .250 |
| 1/4-20 | .312 | .375 |
| 16-18 5/18 | .375 | .500 |
| 3/8 -16 | .437 | .500 |
При заказе укажите: Материал, размер и длину резьбы
Пример:
- Фланцевый, алюминий, 4-40 x 3/4
- Номер детали: FAL 001 04
Шаг 1. Укажите материал
| Тип шпильки | Описание материала | Префикс номера детали |
|---|---|---|
| Фланцевый | Алюминий | ФАЛ* |
| Мягкая сталь | ФМС | |
| Нержавеющая сталь | ФСС | |
| Латунь | ФБР |
Шаг 2.
 Укажите размер резьбы
Укажите размер резьбы| Размер резьбы | Артикул |
|---|---|
| 4-40 | 001* |
| 6-32 | 002 |
| 8-32 | 003 |
| 10-24 | 004 |
| 10-32 | 005 |
| 1/4-20 | 006 |
| 16-18 5/18 | 007 |
| 3/8 -16 | 008 |
Шаг 3. Укажите длину
| Длина шпильки | Артикул |
|---|---|
| 1/4 | 00 |
| 3/8 | 01 |
| 1/2 | 02 |
| 5/8 | 03 |
| 3/4 | 04* |
| 7,8 | 05 |
| 1 | 06 |
| 1-1/8 | 07 |
| 1-1/4 | 08 |
| 1-3/8 | 09 |
| 1-1/2 | 10 |
| 1-5/8 | 11 |
| 1-3/4 | 12 |
| 2 | 14 |
| 2-1/4 | 16 |
| 2-1/2 | 18 |
| Низкоуглеродистая сталь | Нержавеющая сталь | Алюминий | |
|---|---|---|---|
| Спецификация материала | C: 0,23% макс. |