Классы цинкования металла — особенности, параметры толщины слоя цинка
Толщина цинкового слоя и разновидность технологии цинкования – это важнейшие параметры, от которых зависит продолжительность эксплуатации металлоконструкций. Наша компания «ЭЦМ» предлагает высококачественное цинкование изделий из металла разного класса.
Зачем требуется цинкование
Покрытие из цинка – это тонкий слой, который наносится на поверхность металлоконструкций для повышения долговечности и противодействия коррозионным процессам. Именно от того, насколько прочным является слой из данного материала, будет зависеть период использования металлопроката. Качество цинкования можно определить методом нанесения покрытия и толщиной слоя. Ниже вы узнаете, какие выделяют классы цинкования.

Какие существуют классы
В зависимости от количества нанесенного на металлопрокат цинка, выделяют следующие категории:
- Повышенный класс (обозначают буквой «П»). Количество нанесенного с двух сторон цинка в пределах 570-855 г на м2, толщина в рамках 40-60 мкм. Это наиболее высокий класс цинкования, который гарантирует оптимальное противодействие коррозии.
- 1 класс – масса цинкового слоя с двух сторон в пределах 258-570 г на м2, уровень толщины от 18 до 40 мкм.
- 2 класс – цинк наносится в объеме от 142 до 258 г на м2, при этом толщина слоя нанесенного компонента составляет в пределах 10-18 мкм.
Сфера применения
От класса цинкования зависит область применения металлопроката. Первый и повышенный класс эксплуатируют в неблагоприятной климатической обстановке, к примеру, на территориях побережий, в местности, где часто случаются негативные погодные явления (пылевые бури, снегопады, и пр.). Подобные металлоконструкции отличаются высокой стойкостью по отношению к агрессивным внешним факторам. Это непосредственно влияет на их цену.
В строительных работах используют оцинкованные металлоконструкции второго класса из-за их доступности. При подборе и покупке металлопроката, обработанного методом цинкования, а также непосредственно выборе технологии защиты металлоконструкций не следует ориентироваться исключительно на стоимость. Грамотное решение данного вопроса позволит в будущем сэкономить средства на восстановлении испорченных конструкций из металла или покупке новых. Наша компания «ЭЦМ» предлагает обработку металлопроката инновационными способами цинкования для противодействия любому негативному влиянию окружающей среды.
oooecm.ru
Классификация оцинкованного листового проката
Группы листовой стали по видам цинкового покрытия
Защитное антикоррозионное покрытие наносится на поверхность стального холоднокатаного листа в заводских условиях горячим способом, этот процесс осуществляется на агрегатах непрерывного цинкования. Этот прокат может поставляться в рулонах либо пачках из листов определенного размера, у нас на складе в Москве три значения ширины – 1000, 1250 и 1500 мм с толщиной стали от 0,45 до 3 мм.
В зависимости от области применения листовая сталь с цинковым покрытием подразделяется на следующие группы:
- ОН — общего назначения;
- ХШ — предназначена для холодной штамповки;
- ХП — используется для холодного профилирования;
- ПК — дрессированная (под окраску).
По сродству к вытяжке сталь можно разделить на 3 группы:
- Н — нормальной вытяжки;
- Г — глубокой;
- ВГ — весьма глубокой.
По равномерности толщины защитного цинкового покрытия, оцинковка бывает:
- НР — нормальной разнотолщинности;
- УР — уменьшенной разнотолщинности.
Кроме того, оцинкованный лист может быть с узором (КР) либо без узора (МТ) кристаллизации.
Классы цинкового покрытия и правила перевозки проката
Оцинкованный листовой прокат подразделяется на 3 класса в зависимости от толщины защитного покрытия:
- П – повышенный с толщиной от 40 до 60 микрон и массой покрытия 1 м2 листа, нанесенного с двух сторон 570 — 855 г;
- 1 класс — толщина покрытия составляет от 18 до 40 мкм и масса 258 — 570 г;
- 2 класс — с покрытием толщиной от 10 до 18 мкм и массой от 142,5 до 258 г.
Оцинкованный лист может изготавливаться с дифференциальным покрытием, то есть одна сторона его имеет одну толщину покрытия, а вторая – другую. При этом, на одну из сторон должно быть нанесено покрытие, соответствующее второму классу, а на вторую – по первому или повышенному. При автомобильной и железнодорожной транспортировке дифферинцированную сталь в пачках необходимо уложить так, чтобы 2-ой класс покрытия находился снизу. При перевозке рулоннов с двойным покрытием 2 класс должен скручиваться внутрь. Сами упаковки должны быть прочно обвязаны, а когда оцинкованный лист доставляется в регионы с низкими температурами, обвязка делается на одну больше нормы.
apex-metal.ru
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ (ГОСТ 14918-80)
Листовая и рулонная холоднокатаная сталь, оцинкованная горячим способом в агрегатах непрерывного цинкования, предназначенная для холодного профилирования, под окраску, для изготовления штампованных деталей, посуды, тары и других металлических изделий, производится по ГОСТ 14918-80.
Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
- по назначению на группы:
- ХШ — для холодной штамповки,
- ХП — для холодного профилирования,
- ПК — под окраску (дрессированная),
- ОН — общего назначения;
- по способности к вытяжке (сталь группы ХШ):
- Н — нормальной вытяжки,
- Г — глубокой вытяжки,
- ВГ — весьма глубокой вытяжки;
- по равномерности толщины цинкового покрытия:
- Hli — с нормальной разнотолщинностью,
- УР — с уменьшенной разнотолщинностью.
По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
- КР — с узором кристаллизации,
- МТ — без узора кристаллизации.
Оцинкованную сталь изготовляют:
- шириной от 710 до 1800 мм включительно;
- толщиной от 0,5 до 2,5 мм включительно.
В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в таблице.
Классы толщины цинкового покрытия (ГОСТ 14918-80)
| Класс толщины | Масса 1 м2слоя покрытия с двух сторон, г | Толщина покрытия, мкм |
|---|---|---|
| П (повышенный) | свыше 570 до 855 включ. | свыше 40 до 60 включ. |
| 1 | свыше 258 до 570 включ. | свыше 18 до 40 включ. |
| 2 | от 142,5 до 258 включ. | от 10 до 18 включ. |
Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904.
Оцинкованную сталь высшей категории качества изготовляют:
- с серповидностью рулонной стали не более 6 мм на 3 м длины;
- с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
- с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523.
Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.
Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523.
На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов, полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
Примечание.
По требованию потребителя пассивная пленка должна иметь равномерную окраску.
Уменьшенная разнотолщинность цинкового покрытия (УР) должна быть:
- для класса П — не более 16 мкм;
- для класса 1 — не более 10 мкм;
- для класса 2 — не более 4 мкм.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК:
- класса П — не более 12 мкм;
- класса 1 — не более 8 мкм;
- класса 2 — не более 3 мкм.
ПРИМЕРЫ УСЛОВНОГО ОБОЗНАЧЕНИЯ
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной
плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
пи Б-ПН-НО-0,8x1000x2000 ГОСТ 19904-90
«ч ОН-КР-1 ГОСТ 14918-80
Оцинкованная рулонная сталь толщиной 1,2, шириной 10ОО мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
пи А-О-1,2×1000 ГОСТ 19904-90 ич 08кпВГ-МТ-УР-2 ГОСТ 14918-80
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСтЗкп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой — второго класса по ГОСТ 14918-80:
А-О-0,5х710 ГОСТ 19904-90 БСтЗкп-ПК-МТ-УР-1/2 ГОСТ 14918-80
www.stalexpress.ru
Сведения об оцинкованной стали
Компания «Металл-Профи» находится в городе Новосибирске. С 2001 года мы производим профнастил, металлочерепицу и металлосайдинг из оцинкованной и оцинкованной окрашенной стали.
Из чего производится профлист, металлочерепица и металлосайдинг?
Профнастил, металлочерепица и металлосайдинг изготавливаются из оцинкованного стального листа.
Цинковое покрытие наносится на поверхность листа на металлургическом комбинате методом горячего цинкования. К нам на завод оцинкованный лист поступает в виде рулонов.
Рулон оцинкованной стали:

Рулон оцинкованной стали на разматывателе в процессе переработки:

Как цинковое покрытие защищает лист?
На открытом воздухе цинк покрывается защитной оксидной плёнкой, которая препятствует коррозии и защищает лист.
Помимо оксидной плёнки у цинкового покрытия есть еще один механизм защиты – электрохимический. В паре цинк-сталь цинк выступаете в роли анода, и оцинкованный лист не ржавеет на срезах и краях отверстий, где обнажается стальная основа
Какие бывают виды цинкового покрытия?
Оцинкованный лист различают по толщине защитного цинкового слоя. ГОСТ 14918-80 «Сталь тонколистовая оцинкованная с непрерывных линий» предусматривает три класса цинкового покрытия:
П (повышенный):
свыше 570 грамм цинкового покрытия на 1 м.кв. (толщина покрытия от 40 микрометров).
1-й класс покрытия:
свыше 258 грамм цинкового покрытия на 1 м.кв. (толщина покрытия от 18 микрометров).
2-й класс покрытия:
свыше 142 грамм цинкового покрытия на 1 м.кв. (толщина покрытия от 10 микрометров).
Класс цинкового покрытия указывается в сертификате, который сопровождает каждую партию оцинкованного листа. Вот, например, как выглядит сертификат Череповецкого металлургического комбината ОАО «Северсталь»:
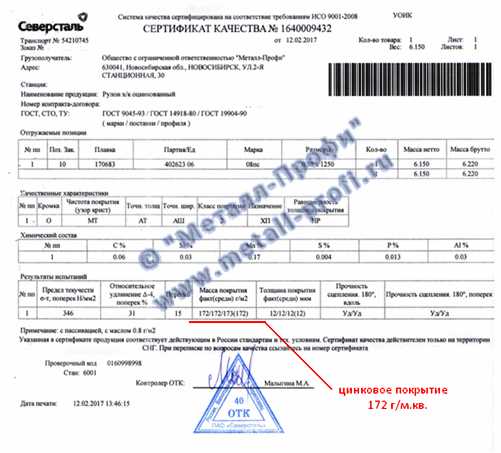

Лист, поставленный по этому сертификату, имеет цинковое покрытие 172 грамма на метр квадратный, то есть имеет второй класс цинкового покрытия – свыше 142 грамм.
В Новосибирске вы можете встретить оцинкованный профнастил с цинковым покрытием ниже второго класса. «Цинк 120», «цинк 100» и даже «цинк 40» (вес цинкового покрытия на 1 метр квадратный). Естественно, такая оцинковка стоит дешевле, но и срок службы у нее будет меньше, чем у нормальной.
Хотите убедиться, что приобрели нормальный товар? Запросите у продавца сертификаты на оцинкованную сталь. Кроме класса цинкового покрытия в сертификате есть также сведения о производителе, дате производства и толщине стали.
Толщина стали.
Толщина стали – это еще одна важная характеристика оцинкованной стали. В соответствии с требованиями ГОСТ 24045-2010 «Профили стальные листовые гнутые с трапециевидными гофрами для строительства» толщина материала профилей без учета толщины цинкового и лакокрасочного покрытия должна приниматься не менее 0,5 мм для кровельных настилов и не менее 0,4 мм для стеновых ограждений.
Берёте профнастил на кровлю? Ваш выбор – сталь от 0,5 мм. Забор из профнастила? Ваш выбор – сталь от 0,4 мм.
Контроль толщины стали:

Казалось бы, всё просто, но бывает так, что строители экономят на толщине стали. В Новосибирске можно найти профнастил из стали толщиной 0,38 0,35 или даже 0,28 мм.
Лист пониженной толщины стоит дешевле, но эта экономия идёт в ущерб прочности. Опытный монтажник понимает, с каким листом он работает. Один дом он сделает на совесть и закупит нормальную сталь, на другом будет использовать то, что тоньше и дешевле.
Иное дело, когда покупатель – обычный человек, не из строительной индустрии. Как быть ему? Самый надёжный способ – проверить материал при помощи микрометра. Это прибор, позволяющий определить толщину оцинкованного листа, из которого сделан профнастил или металлочерепица.

Важно! Толщина оцинкованного и оцинкованного окрашенного листа указывается по толщине стальной основы без учёта толщины защитных покрытий. Таким образом, например, окрашенный лист толщиной 0,5 мм на микрометре будет определен как лист толщиной 0,51-0,52 мм: к толщине собственно листа добавится толщина оцинкованного слоя, грунтовки и полимерного покрытия.
Полимерное покрытие.
Можно перекрыть кровлю и облицевать фасад оцинкованным профнастилом, но это не всегда уместно. Для жилых домов чаще используют окрашенную оцинкованную сталь.
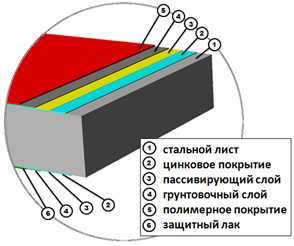
Окрашенный оцинкованный лист имеет сложную структуру.
В производстве мы используем оцинкованный окрашенный лист производства ОАО «Северсталь», ОАО «Новолипецкий металлургический комбинат». Качество соответствует требованиям ГОСТ Р 52146-2003 «Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий».
Тип покрытия – полиэстер, толщина полимерного покрытия с лицевой стороны – 20-30 микрометров.
Цвета по каталогу RAL

Обратная сторона листа покрыта защитной грунтовкой, как правило, серого цвета.
Окрашенную сталь мы получаем в виде рулонов, которые затем перерабатываем в профнастил, металлочерепицу или металлосайдинг.
В ходе переработки плоский лист проходит через прокатный стан, принимая требуемую форму, а на линиях по производству металлочерепицы еще и выштамповывается. Прочность покраски высокая, сплошность покрытия при переработке не нарушается.
Помимо улучшения внешнего вида, полимерное покрытие дает еще и дополнительную защиту листа. Повышает его долговечность. Хотя основная защита от коррозии – это находящийся под краской слой цинка.
metall-profi.ru
ХОЛОДНОЕ ЦИНКОВАНИЕ металла ❗ — ООО «ЭЦМ»
Для антикоррозийной защиты металлов существует множество различных способов, каждый из которых имеет свои преимущества и недостатки. Метод холодного цинкования по праву считается одним из лучших, ведь сочетает в себе все удобные характеристики других вариантов отделки.
Горячее или холодное цинкование – найди три отличия
Уже давно известно, что обрабатывание стальных поверхностей цинком – один из самых действенных способов, обеспечивающих антикоррозийную защиту на многие десятилетия. Практика показывает, что имея высокую электрохимическую устойчивость и сопротивление механическим повреждениям, обработка горячим или холодным цинком позволяет забыть о покраске и профилактической отделке сроком на 50 лет!
Имея одну конечную цель, эти два вида обработки металлических деталей разнятся в принципиальных вопросах:
- Проведение операции. Горячая отделка представляет собой слиток, расплавленный при высоких температурах, с добавлением ряда дополнительных материалов. Преимущества его состоят в сопротивлении коррозии легкой адгезии и твердости цинкового покрытия.
- «Холодное покрытие» — это раствор соли цинка путем электролиза, для нанесения на стальное покрытие, без нагрева.
- Горячее цинкование — это химическая обработка, электрохимическая реакция. Его непрерывный процесс происходит по приблизительной схеме: сталь → нагрев → охлаждение до температуры оцинкованного цинка → охлаждение →
- Холодное цинкование — физический процесс, простое покрытие поверхностным слоем цинка.

Холодное цинкование — физический процесс, простое покрытие поверхностным слоем цинка.
Технологические различия. Горячее цинкование — это обезжиривание, травление, погружение, сушка, погружение металла в расплавленный цинк на определенный промежуток времени, который может быть разным.
Обработка холодным способом, начинается с подготовки детали путем обезжиривания поверхностей, ручного или автоматического извлечения отходов и бесконтактной обработки.
Слой оцинковки, полученный холодным способом равен всего 10-50 г / м2, его собственная коррозионная стойкость, меньше, чем горячего цинкование.
Корпус из стали, оцинкованной горячим способом, представляет собой гладкую поверхность (при условии, что его адгезия прочная), с высокой механическая устойчивость. Есть, конечно редкие явления коррозии изделия, оцинкованного горячим способом, но проявляются они по истечении очень длительного периода времени, полностью оправдывая ожидания и соответствуя выдвинутым требованиям.
Холодное цинкование металла – хорошая перспектива
Параллельно с удобством и качеством, горячая процедура требует больших ресурсных затрат, мощностей и как следствие – стоимость ее нельзя назвать демократичной. С целью сделать антикоррозийную обработку доступной каждому, была придумана новая операция – холодного цинкования. Возможность применения в любых условиях и широкая обхватываемость – далеко не все преимущества нового метода. Суть его состоит в аэрозольной обработке металлического предмета цинкосодержащими композициями. Спустя малый промежуток времени, на поверхности образуется тонкое покрытие, обладающее теми же защитными характеристиками, что и после более весомого горячего цинкования.
Возвращаясь к преимуществам современного метода, стоит рассказать о самых полезных:
- для проведения обработки не требуется специальных технологичных условий (большого пространства, температурного режима, влажности), весь процесс может проходить в бытовых условиях, с применением обычной кисти, валика или распылителя.
- обрабатываемая конструкция может иметь любую форму, с труднодоступными местами;
- легкий монтаж элементов, прошедших обработку, в том числе с помощью сварки;
- возможность проводить обработку металлоконструкций без предварительного демонтажа. Вполне веский аргумент в пользу экономии, ведь отпадает необходимость снимать/монтировать и транспортировать элемент – весь процесс стационарный;
- хорошее сцепление полученного покрытия с другими лако – красочными материалами;
- легкость подготовки к окраске, не требуемая усилий и затрат.
Выше было сказано о несущественности температуры окружающей среды – это правда, термодиапазон может варьироваться от -20 до + 40 градусов, никаким образом, не влияя на качество обработки.
Будучи объективными стоит сказать и о некоторых недостатках выбранного метода, которых хоть и мало, но они все же есть. Главным минусом принято считать посредственную стойкость к механическим воздействиям, по сравнению с горячей отделкой. Исправить этот урон можно довольно просто – нанести на место повреждения антикоррозийный раствор.

Холодное цинкование металла — технология
Производить такую обработку от коррозии можно с помощью разнообразных цинкосодержащих растворов. Их состав должен строго соответствовать государственным требованиям, в частности ГОСТу 9.305-84, где прописаны компоненты и их пропорции. Также стандарт оговаривает особенности всех покрытий (металлических и неметаллических), что получаются различными химическими способами. Исходя из этого же ГОСТа стоит сказать, что обрабатывать холодными составами разрешается любые изделия и детали, кроме тех, которые содержат в себе магниевые сплавы и выполнены из стали повышенной прочности.
Вопреки простоте применения метода холодного цинкования, согласно стандартам, все же есть нюансы и даже правила, которые обязательно стоит выполнять перед началом обработки.
Подготовительные этапы перед антикоррозийной обработкой
- очистка от загрязненностей, закоксованостей. Избавление от солей и прочих влияний внешней среды;
- удаление ржавчины и окалин посредством гидродинамического, абразивного или абразивоструйного метода. Такая методика также придает поверхности шероховатости, необходимой для дальнейшего оцинковывания;
- после применения гидро — способов очистки необходимо просушить деталь до полного исчезания влаги;
- ручное удаление варочных отходов, заусенец, сглаживание острых углов и кромок;
- извлечение остаточных грязевых явлений (преимущественно пыли), с использованием направленной струи воздуха.
Технологические требования указывают на то, что при наличии масляных, жировых, грязевых пятен, элемент необходимо обезжирить, но только с помощью растворителей углеводородной группы.
Существуют и другие требования, которые необходимо выполнять для качественной антикоррозийной обработки.
Соответствия подготовительной обработки:
- стандарт ISO 8502-3 регулирует уровень очищения от пыли;
- ГОСТ 12.2.052 контролирует качество обезжиривания, с помощью люминисцентной лампы;
- шероховатость поверхности по параметрам ISO 8503-1. Инструмент, применяющийся для контроля – компаратор или профилометр.
Только после полного соответствия ГОСТам проведенных подготовительных работ, можно приступать к непосредственной обработке металлопроката цинком. И хотя диапазон температур для проведения операции весьма велик, стоит присмотреться к рекомендуемому режиму, указанному на баночке аэрозоля или внутри, в инструкции. Стоит также учитывать и такое природное явление, как точка росы. Она должна быть меньше, чем температура обрабатываемой поверхности минимум на три градуса. Невыполнение этого простого условия может повлечь за собой неприятное последствие – образование влаги на металлической поверхности, что ухудшит сцепление цинка и в будущем будет способствовать распространению коррозии.
Определить данный показатель можно с помощью нескольких климатических приборов. Лучше всего точка росы определяется современным оборудованием, но для этого подойдет и гигрометр, психометр и даже обычный термометр. Полученные данные сверяются по специальным таблицам, созданным специально для определения этого погодного явления.
На сухую поверхность наносить покрытие стоит равномерно и с некой последовательностью, чтобы захватить все участки, включая труднодоступные. Можно также покрывать сразу в несколько этапов, но для этого нужно дождаться застывания предыдущего слоя цинка. Такая мера важна для достижения максимальной защиты металла от влияния внешних факторов.
Производить обработку необходимо специальными средствами, например, пульверизатором или с помощью другого, безвоздушного оборудования. Валиком и кисточкой обрабатываются только элементы металлоизделия, которые нуждаются в полосовом окрашивании и бесконтактное покрытие здесь неуместно. По завершении нанесения покрытия следует проверить качество, посредством измерения толщины полученного слоя. Сделать это можно, опять же с помощью специальных приборов, или народным способом – визуально. Первый способ более надежный, ведь позволяет оценить не только эстетический внешний вид детали, отсутствие повреждений и дефектов, но еще и степень сцепления цинка с металлической поверхностью.

Холодное цинкование металла составы
Современная металлургическая промышленность не отстает от других сфер народного хозяйства и разрабатывает целое множеств различных веществ для проведения оцинковки сталей. Все они отличаются плотностью полученного покрытия, разнообразием температурных режимов и другими немаловажными характеристиками. Давайте рассмотрим несколько популярных антикоррозийных составов, приобретение которых не будет лишним никому.
Гальванол – пожалуй, самый известная композиция, лучше всего сочетаясь в отношении цена/качество. Подходит для обработки как наружных, так и внутренних частей металлопроката, благодаря чему активно применяется в промышленности. Состав вещества – однокомпонентный электролитический цинк, может в незначительных количествах содержать примеси летучих соединений. Использовать цинковую краску можно при температуре от -30 до +50 градусов, в условиях повышенной влажности и даже с наличием элементов ржавчины (при условии, что она не отстает от металлического материала).
Еще одно преимущество — устойчивость в сфере этилового спирта, в водном пространстве и в соляных растворах.
Вторым эффективным антикоррозийным средством является Цинотан. Лучше всего он подходит для обработки сооружений на водоемах, ограждений на дорогах, опор линий электропередач, водопроводов и прочих объектов, которые поддаются регулярному влиянию влаги. Также активно используется в нефтеперерабатывающей промышленности при окраске емкостей с нефтепродуктами и другими горюче – смазочными материалами.
Чаще всего композицию используют для систем, имеющих в конструкции полиуретан и винил, в качестве грунтовки. Универсальность применения позволяет пользоваться веществом во всех климатических зонах, не боясь ни холода, ни влаги, ни сухости с жарой. Такая черта говорит о соответствии продукта ГОСТу 15150, где указаны классы размещения хозяйственных и промышленных объектов.
Существует много полезных антикоррозийных композиций, что имеют свою узкую среду использования:
- Цинотерм. Представляет собой термостойкую грунтовку, что используется в зонах с влиянием повышенных температур, защищая металл от искажения. Может применяться с эмалевыми лако – красочными материалами;
- Цинконол. (цинконаполненная полиуретановая грунтовка). Устойчива к большинству известных влияний, в частности нефтепродуктов, щелочей, некоторых кислот. газов. Обладает стойкостью к высоким температурам и эластичностью.
- Мастер Ак-100. Защитный материал, созданный специально для защиты автомобильных кузовов и деталей двигателя, применяется также и в мостовом строительстве, монтаже линий электропередач.
Металлообработка использует не один десяток грунтовок и смесей для антикоррозийной обработки, частота применения которых зависит только от сферы службы той или иной детали. Защита от порчи стали с помощью цинка – является передовой на сегодняшний день, ее процессы постоянно совершенствуются.
oooecm.ru
Стандарты цинковых покрытий — защита конструкций, ГОСТ, СНИП, рекомендации

В области стандартизации цинковых покрытий мы заметно отстаем от западных стран и США. Если в этих странах давно существуют стандарты как на процессы горячего нанесения покрытий, так и на особенности проектирования изделий для горячего цинкования, то в СССР (а затем и в России) имеется только один ГОСТ на горячее цинкование, лишь недавно в России появился стандарт на шерардизацию; только относительно электроцинкования и напыления металлических покрытий дела обстоят относительно нормально. Основную нагрузку по нормированию толщины покрытий несут СНиПы, но и в этом случае понятия о необходимой толщине покрытия очень размыты и могут трактоваться по-разному.
В ГОСТ 9.307-89 указывается, что толщина цинкового покрытия должна лежать в пределах от 40 до 200 мкм, в СНиП 2.03.11-85 — что для оцинкованных изделий для зданий и сооружений толщина покрытия должна лежать в пределах от 60 до 100 мкм. В “Общих технических требованиях к ограждающим устройствам на мостовых сооружениях, расположенных на магистральных автомобильных дорогах”, ОДН 218.012-99, указывается толщина покрытия не менее 80 мкм. В то же время связь между условиями цинкования и толщиной покрытия практически отсутствует, если не считать краткой информации в строительных правилах СП 23-101-98, где приведена связь между толщиной покрытия и временем цинкования (таблица № 3.1), причем для температуры, при которой промышленное цинкование не производится (480°С).
Таблица № 3.1. Рекомендуемые толщины покрытий (мкм) при различном содержании кремния в стали (из СП 23-101-98).
|
Время выдержки, мин |
Толщина цинкового покрытия, мкм, при содержании кремния, % масс. |
|||||||
|
0,05 |
0,075 |
0,1 |
0,12 |
0,2 |
0,3 |
0,4 |
0,5 |
|
|
3 |
80 |
140 |
90 |
85 |
90 |
125 |
160 |
200 |
|
6 |
110 |
240 |
140 |
100 |
120 |
160 |
210 |
280 |
|
9 |
140 |
360 |
200 |
120 |
200 |
260 |
330 |
400 |
Очевидно, что эти толщины весьма далеки от реальной практики цинкования, тем не менее, некоторые чиновники на основании этого документа создают требования толщины покрытия на отдельных объектах до 200 мкм.
До 80-х годов прошлого столетия разные страны имели свои собственные стандарты на горячее цинкование, причем эти стандарты часто не согласовывались между собой ни в части контроля, ни в классификации областей применения. Отметим, как наиболее разработанные, серию американских стандартов: ASTM A-385/1986/), ASTM A-384 (96), ASTM A-143/94, общеевропейские стандарты по горячему цинкованию EN ISO 1461 и EN ISO 14713. Но ни в этих, ни в большинстве стандартов других стран вообще не рассматривался тип сталей, применяемых в горячем цинковании.
Единственной страной, где в свое время была сделана попытка связать качество покрытия с типом стали, была Франция. Попытки на более низком уровне (уровне рекомендаций) связать тип стали с качеством покрытия были сделаны в Германии, а также в Швеции, где существовал стандарт SMS 2950 “Основные принципы и требования к технологии гальванизации горячим погружением”, в котором существовали два отдельных раздела с толщиной покрытия менее 100 мкм и с толщиной покрытия свыше 215 мкм с указанием об областях использования таких покрытий, но, по- видимому, и в них не было упоминаний о количестве кремния в используемых сталях. В северных странах, где особые требования к морозостойкости сталей, для удобства пользователей пошли по следующему пути: начали производить сталь с интервалом содержания концентрации кремния от 0,15 до 0,25%, особо мелкозернистую. Покрытие для такой стали остается умеренно толстым, матовым и неоднородным по цвету, но в этом случае мы уже не рискуем оказаться в пике Санделина, как при использовании полуспокойных сталей. Необходимо напомнить, что цвет покрытия играет роль только при сдаче объекта, через полгода-год цвет покрытия практически для всех сталей становится темно-серым из-за образования карбонатной пленки, и различия в цвете различных участков изделия становятся не очень заметными.
Из-за неопределенностей с толщиной покрытия во всех стандартах регламентируется минимальная толщина покрытия, но, в отличие от ГОСТ 9.307, как в американском, так и общеевропейском стандартах учитывается зависимость этой минимальной величины от толщины подложки. Эта зависимость определяется нижеследующей таблицей № 3.2.
Таблица № 3.2. Зависимость локальной и средней толщины покрытия на изделиях из стального проката (поз. 1-4), стального литья (поз. 5-6), а также подвергаемых центрифугированию деталей из прутка (поз. 7-9) и плоских изделий (поз. 10, 11).
|
№ п/п |
Толщина стали (мм) |
Локальная толщина покрытия (мкм) |
Средняя толщина покрытия (мкм) |
|
1 |
Сталь 6 мм и более |
70 |
85 |
|
2 |
Сталь от 3 до 6 мм |
55 |
70 |
|
3 |
Сталь от 1,5 до 3 мм |
45 |
55 |
|
4 |
Сталь менее 1,5 мм |
35 |
45 |
|
5 |
Литье более 6 мм |
70 |
80 |
|
6 |
Литье менее 6 мм |
60 |
70 |
|
7 |
Диаметр более 20 мм |
45 |
55 |
|
8 |
Диаметр от 6 до 20 мм |
35 |
45 |
|
9 |
Диаметр менее 6 мм |
20 |
45 |
|
10 |
толщина более 3 мм |
45 |
55 |
|
11 |
толщина менее 3 мм |
35 |
45 |
Эти данные перекликаются с данными американского стандарта ASTM A 123A/123M-97 “Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel Products”(табл.3.3), поскольку они основаны на реальной практике горячего цинкования.
Таблица № 3.3. Зависимость минимальной толщины покрытия от градации стали в изделии.
|
Категория материала |
Толщина материала в мм |
||||
|
<1,6 |
от 1,6 до 3,2 |
от 3,2 до 4,8 |
от 4,8 до 6,4 |
>6,4 |
|
|
Прокат |
45 |
65 |
85 |
85 |
100 |
|
Полоса |
45 |
65 |
75 |
85 |
100 |
|
Труба |
— |
— |
75 |
75 |
75 |
|
Проволока |
45 |
45 |
65 |
65 |
85 |
Примечание: под градацией понимается отнесение стали по толщине к некоторому интервалу толщины.
Существующие стандарты позволяют учитывать только часть практики горячего цинкования: как следует из рисунка № 3.1, обширная практика двух заводов, чьи данные приведены на рисунке, показывает, что толщины покрытия расположены, в основном, в области выше области нормального цинкования, причем толщины покрытия могут превышать нормальные аж в пять раз. Частично разброс в толщинах покрытия объясняется различной длительностью нахождения изделий или отдельных частей изделий в расплаве (это, кстати, учитывается в стандартах тем, что разрешенная локальная толщина в изделии может быть меньше средней толщины покрытия, рассчитываемой как средняя от суммы толщин различных частей изделия).
Но из рисунка вытекает и другая особенность горячего цинкования — часть покрытий имеет меньшую толщину, чем это допускается стандартами. Объяснить эту особенность горячего цинкования в настоящее время пока не представляется возможным, но с большой вероятностью это связано с особенностями кристаллизации сталей при непрерывной разливке. Борьба с этим отрицательным явлением — расцинковка изделия и его повторное цинкование. В этом случае из-за повышения шероховатости поверхности последующее цинкование идет с несколько большей скоростью, и толщина покрытия будет несколько больше.
Еще до массового применения оцинковки стальных изделий стало ясно, что для цинкового покрытия имеются всего два врага: это сернистый газ, побочный продукт тепловых электростанций, и дистиллированная вода. На рис. 3.2 показана хронологическая зависимость скорости уменьшения толщины цинкового покрытия и наличия сернистого газа в воздухе. Видно, что корреляция весьма и весьма хорошая.
Другая интересная зависимость приведена на рис. № 3.3. Здесь показана скорость коррозии цинкового покрытия, находящегося в воде, имеющей различные значения рН. Видно, что наименьшая скорость коррозии наблюдается в довольно широком интервале рН — от примерно 6 до 11. Но и в этом, оптимальном для покрытия интервале, скорость коррозии очень велика. Это объясняется очень просто — в воде происходит разрушение плотного карбонатно-гидроксидного покрытия, вместо него образуется проницаемое покрытие, и цинк уже не защищен. Таким образом, если цинковое покрытие периодически смачивается дождевой водой или на нем данная дождевая вода скапливается, то такое покрытие довольно быстро разрушается.

Рис. 3.1. Зависимость реально измеренной толщины покрытия от толщины металла для двух предприятий Германии (данные 1940 года).

Рис. 3.2. Скорость атмосферной коррозии цинка (г/м2*сутки) и поглощения диоксида серы из воздуха (г/м2*сутки) по месяцам в Берлине: 1 – поглощение диоксида серы; 2 – потери цинка.

Рис. 3.3. Скорость коррозии цинка в водных растворах в зависимости от значения рН.
Однако на практике оказалось значительно проще. При правильном проектировании изделий избыточной толщины не нужно. Исследования, проведенные за годы эксплуатации оцинкованных изделий, показали, что избыточная толщина цинкового покрытия в большинстве случаев не является оправданной, так как изделие морально устаревает прежде, чем оно начнет разрушаться под воздействием погодных факторов. Оказалось, что толщина покрытия в 60 мкм отражает все требования, предъявляемые к жизнестойкости оцинкованных изделий — в большинстве условий как континентального, так и приморского климата начальные скорости коррозии почти для всех категорий климата не превышают 4 мкм в год, а по мере течения времени скорость коррозии продолжает уменьшаться. Наглядно ожидаемое время жизни оцинкованных изделий наглядно видно из рис. 3.4 и таблицы № 3.4. Ожидаемое время жизни оцинкованного изделия с толщиной покрытия 100 мкм для сельской местности — порядка 100 и более лет, для приморского климата и промышленного города — порядка 50-40 лет, и только для морского климата и насыщенного промышленностью индустриального района — порядка 25-20 лет. Лишь для сооружений, находящихся в морской воде (особенно в зоне приливов) и в подземных сооружениях оцинкованные конструкции не рекомендуются к применению. В то же время в закладных изделиях, находящихся внутри бетона в контакте с солеными водами толщина покрытия в 50 мкм вполне достаточна.

Рис. 3.4. Предположения по времени службы оцинкованных изделий в зависимости от толщины покрытия для различных категорий агрессивности окружающей среды (по ISO 9223): С1- очень слабая; С2 – слабая; С3 – умеренная; С4 – суровая; С5 – очень суровая; Im2 – морская вода в районах умеренного климата.
Таблица № 3.4. Категории агрессивности климата (по ISO 9223, EN ISO 14713).
|
Климат |
||||
|
Категория агрессивности |
Среда местонахождения Справочные примеры |
скорость коррозии за первый год |
||
|
ISO 9223 |
EN ISO 14713 |
|||
|
Углеродистая сталь, мкм/год |
Цинк, мкм/год |
Цинк, мкм/год |
||
|
С1 (очень слабая) |
Внутренние помещения: сухие помещения |
<1,3 |
<0,1 |
<0,1 |
|
С2 (слабая) |
Внутренние помещения: временами конденсация влаги. Наружный климат: внутриконтинентальная cельская местность. |
1,3-25 |
0,1-0,7 |
0,1-0,7 |
|
С3 (умеренная) |
Внутренние помещения: высокая влажность, небольшое количество загрязнений. Наружный климат: внутриконтинентальный город, приморский климат со слабой засоленностью. |
25-50 |
0,7-2,1 |
0,7-2 |
|
С4 (суровая) |
Внутренние помещения: предприятия химической промышленности. Наружный климат: внутриконтинен- тальная промышленность, приморский город |
50-80 |
2,1-4,2 |
2-4 |
|
С5 (очень суровая) |
Наружный климат: Очень влажный промышленный климат, соленый приморский климат |
80-200 |
4,2-8,4 |
4-8 |
|
Погружные и подземные конструкции |
||||
|
Категория вредного воздействия |
Окружающая среда Справочные примеры |
|||
|
Im1 |
Пресная вода. Речныесооружения, гидроэлектростанции |
— |
— |
— |
|
Im2 |
Морская вода в районах умеренного климата. Сооружения портовой акватории. |
— |
— |
10-20 |
|
Im3 |
Грунт. Подземные хранилища, стальные сваи, стальные трубы |
— |
— |
— |
ecm-zink.ru
ЦИНКОВАНИЕ металла ⛓❗ — ООО «ЭЦМ»
Цинкование металла — процесс, во время которого изделие обрабатывается цинком, расплавленным до высоких температур. Благодаря методике на выходе удается получить изделие с отличными прочностными характеристиками, которое не подвержено проявлениям коррозии. Важно, чтобы методика выполнялась опытными специалистами, которые грамотно проведут подготовку металлосплава и его последующую обработку цинком в соответствии с нормами и стандартами.
Цинкование горячим способом, также известное как гальванизация методом погружения, это процесс нанесения цинкового покрытия, погружением стальной конструкции в ванну с расплавленным цинком. Перед погружением в ванну с цинком, сталь химически очищается для удаления масел, смазок и окислов. Подготовка поверхности имеет решающее значение, так как цинк не будет вступать в реакцию с загрязненной сталью.
После подготовки поверхности перед цинкованием, сталь погружают в ванну с расплавленным (450 °С) цинком. Расплав состоит из более чем 98% чистого цинка, а остальные 2% или менее, это добавки — обычно алюминий, никель и висмут. Эти добавки помогают с текучестью цинка и оптимизируют его потребление, улучшают внешний вид покрытия, а также оказывают другие полезные действия. При погружении изделия в ванну, расплавленный цинк химически реагирует с железом в стали, с образованием цинкового покрытия.

Как выполняется горячее цинкование: этапы
Как уже было сказано выше, цинкование металла состоит из нескольких последовательных этапов — это подготовка и непосредственно обработка сплавом цинка. Поверхность, которая будет подвергаться цинкования тщательно подготавливается, а сам процесс цинкования осуществляется в соответствии с ГОСТом 9.307-89.
Технология требует специальных условий, приспособлений и опыта. По ГОСТу методика состоит из следующих последовательных моментов:
- механическая обработка сплава;
- обезжиривание поверхности детали;
- промывка и травление;
- флюсование и просушка.
Подробнее об этапах
На этапе механической обработки удается убрать с поверхности различные загрязнения, а также продукты окисления, ржавые пятна, различного рода шлаковые осадки. Важно помнить, что по ГОСТу нужно в обязательном порядке скруглить углы и кромки. На этом этапе профессионалы применяют современные пескоструйные аппараты.
Обезжиривание металлоконструкции осуществляется при температуре 70-75 градусов. Именно этот этап обеспечивает изделию отличный показатель адгезии с разгоряченным цинком. Если на поверхности остаются жирные следы, то есть огромный риск, что цинк в этих местах будет отслаиваться. полноценное проведение обезжиривания невозможно без химических веществ, которые прописаны ГОСТом. Чтобы удалить эти вещества с поверхности изделия, применяется технология промывки конструкции.
Травление — еще один не менее важный момент, во время которого устраняются окисленные области, а также старый слой покрытия. При травлении задействуется смесь соляной кислоты. Для выполнения методики требуется температура до 24 градусов. Что касается концентрации вещества, то все будет зависеть от того, сколько загрязнений присутствует на изделии из металла.
Для методики травления берутся составы с содержанием кислоты до 200 граммов на литр. В процессе травления раствор кислоты может нанести вред изделию, а потому важно снизить водород в травильной смеси. Для этого профессионалы используют ингибиторы. После травления следует очередная промывка, удаляющая остатки химикатов, а далее изделие подвергается покрытию горячим цинком. Для этого применяются специальные ванны с раскаленным составом цинка.
Изделие, которое получается на выходе, может похвастаться отличными прочностными характеристиками. В течение долгих лет на конструкции не возникают пятна ржавчины, а также следы коррозии. Кроме того, конструкция, которая прошла процедуру оцинковки, не требует повторного окрашивания.
Покрытие горячим цинкованием
Покрытие горячим цинком наносится на многие типы металлоконструкций в бесчисленных секторах строительства от электротехнических изделий до художественных скульптур. Варьируя по размеру от мелких деталей, таких как гайки, болты и гвозди до крупных структурных форм, цинкование является неотъемлемой частью многих отраслей в России и способствует улучшению инфраструктуры. Чаще всего горячее цинкование используется для покрытия металла испытывающего негативное атмосферное воздействие; тем не менее, оно также применяется для изделий в пресной и соленой воде, а также погруженных в почву, внедренных в бетон, и во многих других случаях.
Размер изделий может быть препятствием для применения горячего цинкования; тем не менее, длина ванны цинкования составляет 13 метров, а её ширина и глубина — 1,5 и 3 метра соответственно и позволяет обрабатывать изделия больших габаритов.
Если у Вас появились вопросы, их можно задать нашим специалистам!
Оцинковка металла
Активное применение металлов порождает вопрос их надежной антикоррозийной защиты. Правильное его решение позволит продлить срок эксплуатации на десятки лет. Наиболее распространенным и действенным способом является оцинковка металла. Его суть – нанесение на металлическую поверхность состава, имеющего в себе около 95% цинка. Существует несколько разновидностей метода, имеющих как преимущества, так и недостатки.

Улучшение характеристик
Срок службы стальных изделий существенно снижается, если они используются во влажной среде, или негативных атмосферных явлений. Нанесение на металл цинкового слоя, можно обезопасить ее ото всех негативов на длительное время. Обосновывая такой эффект с помощью науки, стоит сказать, что в основе лежит процесс гальванизации – сталь и цинк образовывают пару, в которой именно материал покрытия обладает электроотрицательным зарядом. Этот слой производит не только механическое барьерное действие, но и химический нейтралитет, не вступая в реакцию с кислотами, щелочами и др. Стойкость материала будет на уровне, вплоть до полного разрушения слоя. Эксплуатационные показатели после оцинковки металла повышаются в несколько раз, а стоимость процедуры окупается несколько раз.
Разновидности процедуры
В современной промышленности существует пять главных методов цинкования:
- горячее;
- холодное;
- газотермическое;
- термодиффузионное;
- гальваническое.
Выбираются они с учетом среды будущего применения, условий и требуемым характеристикам. Варианты оцинковки имеют разную толщину наносимого слоя, благодаря разным технологическим процессам: температурного режима и времени воздействия.
Чтобы обработка прошла качественно с долговечным результатом нужно последовательно выполнить подготовительные шаги:
- обезжиривание, очистка;
- обработка кислотными растворами, травление;
- флюсование и промывка после всех предыдущих этапов;
- просушка.
Обработанный металл не теряет свои показатели на протяжении десятков лет, позволяя забыть о профилактике коррозии. Новое покрытие отлично взаимодействует с другими лакокрасочными покрытиями, что дает возможность производить дополнительную антикоррозийную обработку уже оцинкованного металла. Производители дают многолетнюю гарантию на изделия, каким бы из способов они не были покрыты.
Цинкование стали
Популярность цинкового покрытия для защиты металла от коррозии обусловлена высокими упорными качествами материала. Цинкование стали делает металл идеальным вариантом для применения в производстве, при проведении кровельных работ, в автотранспорте, строительстве. Изделие, получаемое в результате, характеризуется своей легкостью, надежностью, долговечностью, способностями препятствовать агрессивной внешней среде.

Производственный процесс
Чтобы обработать цинком обыкновенный лист стали, необходимо применять современное оборудование для стальных рулонов, чтобы на выходе получалась продукция, отвечающая всем национальным стандартам качества. Пройдя подготовительные этапы, стальной рулон помещается в станок непрерывного цинкования, где и происходит процесс непосредственного покрытия жидким цинком. В процессе регулируется температура и скорость движения заготовки. По завершению процедуры, получается ровный профильный лист, пригодный для дальнейшего использования в изготовлении других деталей. В зависимости от применяемой технологии цинкования стали, различают несколько разновидностей процесса:
- холодной штамповки;
- общего назначения;
- холодного полирования;
- подлежащая дальнейшему окрасу.
Именно от это классификации дает возможность разделять обработанный материал на марки.
Область применения
Сталь, подверженная цинкованию, применяется во многих сферах хозяйственной деятельности человека:
- изготовление трубопроката, элементов кровли, ограждений;
- автомобилестроение;
- приборостроение.
Особо значимо использование такой стали для кровельных нужд. Профнастил, именно так называется оцинкованный материал для крыши, прочный, надежный и долговечный, способный выдержать высокую влажность и перепады температур. Да и экономичность применения такого варианта явная, благодаря себестоимости, низшей, чем у большинства современных материалов.
Покупая сталь стоит обращать внимание на обработанную поверхность, точнее на ее качество – она должна быть гладкой и без механических повреждений.
Каким бы методом ни был оцинкованный металл – его антикоррозийные свойства сохраняются на протяжении многих лет, в каких бы условиях он не применялся. Цинкование стали – один из самых действенных методов продления срока службы изделий из металлопроката.
oooecm.ru