1. Классификация способов сварки. Классификация способов сварки
Похожие главы из других работ:
Изготовление секции обечайки с ребрами с разбивкой на узлы
10. Выбор способов сварки и сварочных материалов
Выбор способов сварки и сварочных материалов зависит от многих факторов, основные из которых следующие: — химического состава металла или сплава и их тепло-физических свойств, определяющих технологическую свариваемость…
Изделия из пластмасс и их изготовление
3.1 Классификация способов переработки
пластмасса переработка формование деталь Основные способы переработки пластмасс в приборостроении. Основными операциями технологического процесса являются: подготовка материала, дозирование исходного материала…
Нанесение полимерных покрытий. Классификация методов
4. Классификация способов нанесения покрытий
Все способы нанесения полимерных покрытий можно разделить на три группы. I — группа — способы нанесения, осуществляемые путем напыления порошка на изделия…
I — группа — способы нанесения, осуществляемые путем напыления порошка на изделия…
1.3 Выбор способов сварки
Различают более 150 видов сварочных процессов. ГОСТ 19521—74 сварочные процессы классифицирует по основным физическим, техническим и технологическим признакам. Основа классификации по физическим признакам — вид энергии…
Сварочные материалы и оборудование
4.2 Общие требования к сварке. Выбор способов сварки
Для сварки секции переборки основным видом сварки является полуавтоматическая сварка в СО2, сварка выполняется проволокой Ш 1,2мм. Преимущество сварки в углекислоте перед сваркой под флюсом состоит в том…
Совершенствование технологии сварки корпуса механизма компенсации морской буровой установки
2. Анализ возможных способов сварки изделия
Рассмотренная выше технология сборки и сварки имеет ряд недостатков: 1) Много переворотов с использованием крана, кран не всегда бывает доступным в нужный момент, в итоге потеря времени на ожидание крана.
Технологические основы сварки плавлением
2. Характеристики способов сварки
Согласно заданию листовую конструкцию необходимо сварить двумя способами сварки: а) ручной дуговой сваркой; б) сваркой в среде защитных газов плавящимся электродом…
Технологический процесс изготовления ригеля сварного
1.5 Обоснование выбора способов сварки плавлением
При изготовлении ригеля сварного возможно использование следующих видов дуговой сварки: (РДС) ручная дуговая сварка покрытыми электродами; механизированная сварка в защитном газе. Данная конструкция имеет протяжённые тавровые…
Технологический процесс сборки и сварки корпуса выдвижного подхвата
2.2 Выбор и обоснование способов сварки
При сборке конструкции, для постановки прихваток выбираю ручную дуговую сварку, так как этот способ сварки маневренный и универсальный. Сущность способа заключается в действии тепла дуги на плавление электродного и основного металла.
Технологический процесс сборки и сварки секции палубы первого яруса в районе 200…220шп с экономическим обоснованием
2.2 Выбор и обоснование способов сварки
Для постановки прихваток при сборке конструкции, выбираю ручную дуговую сварку, так как для данного вида работ применение этого способа считаю наиболее целесообразным. Сущность данного процесса заключается в том…
Технология производства бесшовных труб
2. Сущность основных способов сварки плавлением и область их рационального применения
1. Электрическая дуговая сварка наиболее широко используется при изготовлении всевозможных сварных конструкций. В зависимости от материала сварной конструкции, ее габаритов…
Технология производства бесшовных труб
3. Сущность основных способов сварки давлением
1. Холодная сварка пластичных металлов. Как указывалось выше, для получения в сварном соединении таких же энергетических связей. ..
..
2. Классификация способов изготовления биметаллов
Рисунок 2.1 — Классификация способов изготовления биметаллов Все спосбы изготовления биметаллов делятся на сварочные процессы (сварку и наплавку), литейное производство, к которому относятся литейное плакирование…
Технология сварочного производства
1. Физическая сущность сварки. Классификация видов сварки
Сваркой называется технологический процесс получения неразъемного соединения отдельных заготовок или узлов из твердых материалов за счет межатомных сил сцепления с применением нагрева их до жидкого или пластического состояния и с…
Усовершенствование технологического процесса сварки емкости пробкоуловителя
2.5 Выбор и обоснование способов сварки
При выборе способа сварки проводят экономическое сравнение. Для этого производят расчеты стоимости сварки одного погонного метра наплавленного металла по тем показателям, которые зависят от способа сварки.
Классификация, основных способов сварки — Энциклопедия по машиностроению XXL
КЛАССИФИКАЦИЯ ОСНОВНЫХ СПОСОБОВ СВАРКИ [c.6]
Сваркой называется процесс получения неразъемного соединения твердых материалов путем их местного сплавления или совместного деформирования, в результате чего возникают прочные связи между атомами свариваемых материалов. Схема классификации основных способов сварки приведена на рис. 1. [c.6]
Общая классификация основных способов сварки представлена в табл. 81. [c.139]
Классификация основных способов сварки приведена на схеме, а сущность каждого из этих способов изложена в табл. 1. [c.22]
Классификация основных способов сварки [c.23]
Рассмотрим, классификацию основных способов сварки металлов по физическим признакам, т. е. по, наличию давления, виду вводимой энергии и ее носителю.
Схема классификации основных способов сварки дана на рис. 1. [c.7]
При электрической сварке плавлением источником нагрева служит электрическая энергия. Электрическая сварка плавлением подразделяется на дуговую] при этом способе нагрев и плавление осуществляются за счет энергии, выделяемой дуговым разрядом электро-шлаковую, при которой нагрев и плавление металла осуществляются за счет термической энергии, выделяемой током, проходящим через расплавленный флюс (шлаковую ванну) электроннолучевую сварку при которой энергия, расходуемая на нагрев и плавление металла, получается за счет интенсивной бомбардировки основного металла в месте соединения быстродвижущимися в вакууме электронами сварку лазером — источником нагрева является световой луч, получаемый в специальном оптическом квантовом генераторе . сварка дуг.овой плазмой — источником нагрева является струя ионизированного газа. При химической сварке плавлением в качестве источника нагрева используется экзотермическая реакция горения газов газовая сварка) и порошкообразной горючей смеси термитная сварка).
Основные способы сварки металлов при их классификации по технологическому признаку (сварка давлением и плавлением) приведены на схеме. [c.20]
Сварка. В настоящее время существует чрезвычайно большое число видов сварки и способов их осуществления (интересующихся отсылаем к ГОСТ 19521—74 Сварка металлов. Классификация и к ГОСТ 2601—74 Сварка металлов. Основные понятия. Термины и определения ). Столь же многочисленны и условные обозначения швов сварных соединений и способов сварки, поэтому, изучая эту тему, студент-заочник должен ознакомиться только с основными понятиями этого вида неразъемного соединения, основными правилами изображения сварных соединений и некоторыми их условными обозначениями. [c.62]
Общие сведения. Классификация способов сварки приведена в ГОСТ 19521—74. В соответствии с этим стандартом виды сварки классифицируют по основным физическим, техническим и технологическим признакам. [c.415]
[c.415]
Изучение упомянутых дисциплин предполагает достаточно глубокое изучение студентами таких вопросов, как классификация способов сварки, теоретические основы источников теплоты, используемых при сварке, физико-металлургические и тепловые процессы при сварке, процессы кристаллизации металла сварного шва и технологическая прочность сварных соединений и т.п. Поэтому основное внимание в данном учебнике уделено технологии сварки плавлением, а по сварочному оборудованию приведены только сведения, дополняющие курс источников питания. В разделах по технологии сварки авторы не стремились привести все данные о сварочных материалах, режимах и т.п., учитывая, что эти данные имеются в справочной литературе, и уделили основное внимание освещению основ выбора технологии.
Параллельно с совершенствованием классификации проводилась работа по упорядочиванию отечественной терминологии в области сварки ПМ [3, 45, 48]. Создавая классификацию, нельзя было не заострить внимание на терминах, которые приходилось существенно подправлять. Было установлено, что часть терминов авторы используют произвольно, без взаимного согласования с уже стандартизованными терминами других отраслей науки и производства, в первую очередь с установившимися терминами в области сварки металлов [52], без учета специфики ПМ или принципиальных отличительных признаков отдельных способов сварки [53]. К таким терминам относятся, например, контактная сварка пластмасс, горелка для сварки пластмасс, газовая сварка пластмасс, сварка проплавлением оплавлением), контактная сварка оплавлением и другие, критический разбор которых приведен в работе [48]. Даже в литературе обзорного характера, а уж тем более в учебной литературе, посвященной в основном сварке металлов [54], не должно быть неточных касающихся отдельных видов сварки ПМ терминов типа контактная тепловая сварка, ничего не говорящих об их сути и которые в равной мере могут быть отнесены к нескольким видам. Дело в том, что бесконтактной сварки не бывает и что все, за исключением сварки растворителем, основные виды сварки ПМ требуют подвода тепла.
Было установлено, что часть терминов авторы используют произвольно, без взаимного согласования с уже стандартизованными терминами других отраслей науки и производства, в первую очередь с установившимися терминами в области сварки металлов [52], без учета специфики ПМ или принципиальных отличительных признаков отдельных способов сварки [53]. К таким терминам относятся, например, контактная сварка пластмасс, горелка для сварки пластмасс, газовая сварка пластмасс, сварка проплавлением оплавлением), контактная сварка оплавлением и другие, критический разбор которых приведен в работе [48]. Даже в литературе обзорного характера, а уж тем более в учебной литературе, посвященной в основном сварке металлов [54], не должно быть неточных касающихся отдельных видов сварки ПМ терминов типа контактная тепловая сварка, ничего не говорящих об их сути и которые в равной мере могут быть отнесены к нескольким видам. Дело в том, что бесконтактной сварки не бывает и что все, за исключением сварки растворителем, основные виды сварки ПМ требуют подвода тепла.
Классификация основных видов и способов сварки приведена на рис. 3. [c.10]
Рис, 3. Схема классификации основных видов и способов сварки
Таким образом, изучение современных сварочных процессов совсем не обязательно связывать с той или иной рекомендуемой классификацией способов сварки. Гораздо существеннее научиться понимать физические явления в свариваемом контакте между деталями в зависимости от тех видов энергии, которые используются при разных способах сварки. Нужно отметить при этом, что никакая другая отрасль обработки металла, кроме сварки, не располагает в своем арсенале таким широким ассортиментом видов энергии. Достаточно перечислить хотя бы такие основные виды энергии, обеспечивающие так называемые процессы сварки плавлением [c.4]
При классификации процессов сварки целесообразно выделить три основных физических признака наличие давления, вид вводимой энергии и вид инструмента — носителя энергии.
 Остальные признаки можно условно отнести к техническим или технологическим (табл. 1.1). Признак классификации по наличию давления применим только к сварке и пайке. По виду вводимой в изделие энергии все сварочные процессы, включая сварку, пайку, резку и др., могут быть разделены на термические, термомеханические и прессово-механические способы.
[c.20]
Остальные признаки можно условно отнести к техническим или технологическим (табл. 1.1). Признак классификации по наличию давления применим только к сварке и пайке. По виду вводимой в изделие энергии все сварочные процессы, включая сварку, пайку, резку и др., могут быть разделены на термические, термомеханические и прессово-механические способы.
[c.20]Классификация электродов. Покрытые электроды для ручной сварки классифицируют по назначению (для сварки стали, алюминия, чугуна, наплавочных работ и т. п.), типу покрытия (рутиловые, основные, целлюлозные, смешанные и прочие), механическим свойствам металла щва, способу нанесения покрытия (опрессовка, окунание), толщине покрытия (с тонким — условное обозначение — М, средним — С, толстым — Д, особо толстым — Г), допустимым пространственным положениям сварки и наплавки для всех положений (условное обозначение—/), для всех, кроме вертикального сверху вниз (2), нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх (3), нижнего и нижнего в лодочку 4).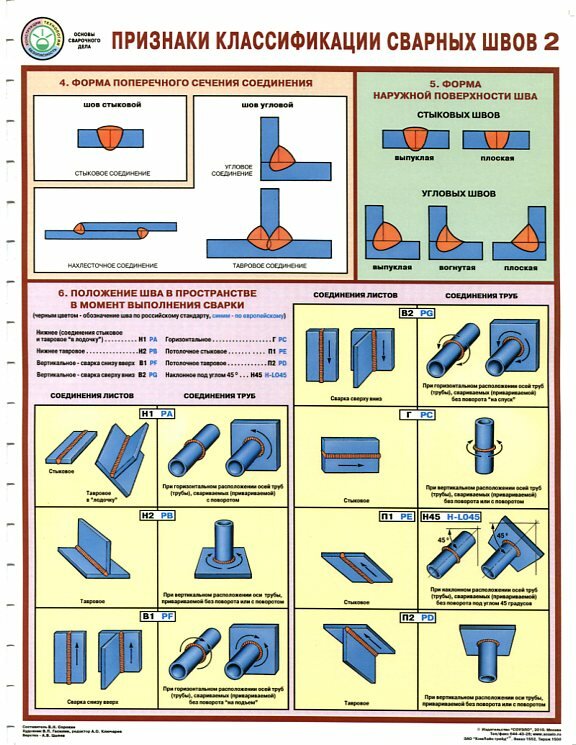 Подразделяют электроды также по роду тока (постоянный, переменный), его полярности (прямая, обратная, любая) и номинальному напряжению холостого хода используемого источника сварочной дуги переменного тока частотой 50 Гц.
[c.54]
Подразделяют электроды также по роду тока (постоянный, переменный), его полярности (прямая, обратная, любая) и номинальному напряжению холостого хода используемого источника сварочной дуги переменного тока частотой 50 Гц.
[c.54]
В основу классификации современных автоматов для сварки под слоем флюса можно положить два основных признака способ передвижения головки и назначение установки в целом. [c.316]
При дуговой сварке в среде защитных газов газ, который специально подается в зону сварки, защищает переплавляемый дугой присадочный и основной металл от воздействия воздуха. Классификация способов дуговой сварки в среде защитных газов приведена в табл. 214. [c.432]
В обобщенном виде результаты исследований по этому способу нашли отражение в предложенной Международным институтом сварки (МИС) классификации защитных газов по их химической активности (в основном окислительной способности), показателями которой служат состав газа и содержание кислорода в металле шва (табл.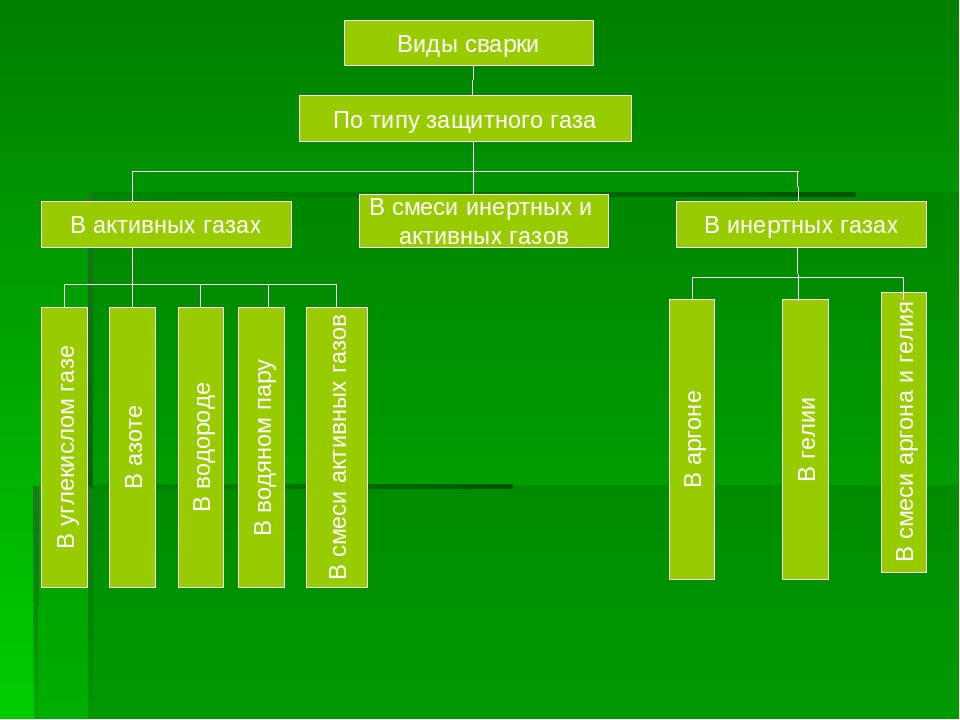 1.38).
[c.76]
1.38).
[c.76]
Классификация электродов. Электроды для ручной дуговой сварки классифицируют по следующим основным признакам по назначению — для сварки стали, чугуна, алюминия, для наплавочных работ и т.п. по типу, покрытия—целлюлозные, рутиловые, фтористо-кальциевые, ильменитовые, рудно-кислые и др. по механическим свойствам металла шва по способу нанесения покрытия — окунанием или опрессовкой по количеству покрытия, нанесенного на стержень, — голые электроды, тонкопокрытые, толстопокрытые. [c.307]
В зависимости от способа дуговой сварки применяются электроды различных типов стальные, вольфрамовые, чугунные, из цветных металлов и сплавов, угольные и графитизированные. Схема классификации электродов для дуговой сварки дана на рис. 28. Широкое применение имеют стальные электроды, поскольку сталь в наибольших масштабах используется как материал для изготовления сварных конструкций. В настоящей главе будут рассмотрены в основном электроды для сварки стали.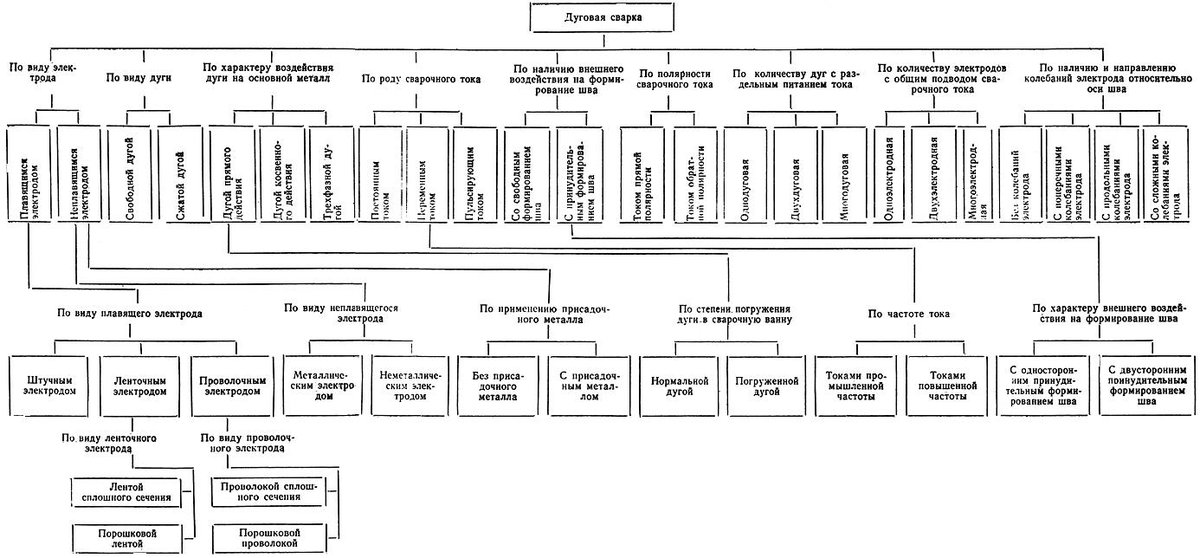 [c.69]
[c.69]
ГЛАВА XXXI. КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА ОСНОВНЫХ СПОСОБОВ И ВИДОВ СВАРКИ [c.452]
В табл. 1.15 представлена классификация отказов для нагревательных элементов. Наибольшее количество отказов происходит по эксплуатационным причинам из-за отсутствия периодических прожи-гов печей и предварительного окисления открытых нагревателей на воздухе, отсутствия приборов точного регулирования углеродного потенциала, а также частых неисправностей приборов теплового контроля. К конструктивным причинам относится применение открытых подовых нагревателей и закрытых нагревателей, конструкция которых допускает накапливание на керамических перемычках окалины, осыпающейся с оболочки. К технологическим причинам относятся, в основном, различные отклонения от принятой технологии сварки и гибки недостаточный нагрев при гибке, неправильный выбор способа сварки и марки электродов. [c.28]
Способ нагрева металла является ваншейгаей характеристикой способа сварки и основным признаком для классификации видов и разновидностей сварки. Нагрев является настолько характерным процессом сопровождающим сварку металлов, что в обычном представлении сварка металлов неотделима от нагрева и является типичным видом горячей обработки металла. Однако сварка может быть выполнена и без применения нагрева. Способы сварки без нагрева по мере усовершенствования техпических приемов, вероятно, найдут довольно ши )окое применение.
[c.1]
Нагрев является настолько характерным процессом сопровождающим сварку металлов, что в обычном представлении сварка металлов неотделима от нагрева и является типичным видом горячей обработки металла. Однако сварка может быть выполнена и без применения нагрева. Способы сварки без нагрева по мере усовершенствования техпических приемов, вероятно, найдут довольно ши )окое применение.
[c.1]
Развитие сварочного производства, внедрение прогрессивных методов сварки, видов сварочного оборудования в народном хозяйстве страны повышают требования к профессиональной подготовке электросварщиков. В процессе работы электросварщику при-лодится часто сталкиваться с самыми различными сложными техническими вопросами. Квалифицированный электросварщик должен прекрасно знать технологию электродуговой сварки. Он должен уметь правильно выбрать нужную марку электрода, необходимый режим сварки, знать свойства электродных покрытий, классификацию электродов, причины возникновения внутренних напряжений и деформаций в сварных конструкциях и мероприятия по их предупреждению, наиболее рациональные способы сборки конструкций под сварку, основные способы контроля качества сварки и многое другое. [c.70]
[c.70]
Чтобы понимать особенности поведения композитных материалов при нагружении в упругопластической области, необходимо разобраться в роли поверхности раздела как элемента структуры, передающего напряжения от матрицы к упрочнителю кюмпо-зита. Классификация поверхности раздела может быть основана на различных принципах. С физико-химической точки зрения различают следующие типы связи (по отдельности или в совокупности) механическую путем смачивания и растворения окисную обменно-реакционную смешанные связи [58]. В зависимости от способа изготовления или выращивания композита можно выделить две основные группы поверхностей раздела в композитах, полученных направленной кристаллизацией (in-situ), и в волокнистых композитах, армированных проволокой или волокнами и изготовленных путем диффузионной сварки, пропитки жидким металлом или методом электроосаждения. В композитах, изготовленных направленной кристаллизацией, фазы находятся практически в равновесии тем не менее в них возможна физикохимическая нестабильность [4, 74], которая приводит к сфероиди-зации или огрублению структуры при незначительном изменении состава и количества какой-либо фазы.
 Иная ситуация имеет место в волокнистых композитах — различие химических потенциалов в окрестности поверхности раздела является движущей силой химической реакции и (или) диффузии, а эти процессы могут приводить к изменению состава и объемной доли каждой фазы.
[c.232]
Иная ситуация имеет место в волокнистых композитах — различие химических потенциалов в окрестности поверхности раздела является движущей силой химической реакции и (или) диффузии, а эти процессы могут приводить к изменению состава и объемной доли каждой фазы.
[c.232]Классификация методов сварки по физическим признакам приведена в табл. 1.2. Физические признаки являются общими для всех методов сварки. Технические признаки могут быть определены только для отдельных методов сварки. Разделение наиболе распространенных методов сварки по видам и способам дано в табл. 1.3 — 1.7. Схемы основных методов и видов сварки показаны на рис. 1.8. [c.22]
Классификация способов сварки — Немного о ремонте и строительстве
Методы сварки возможно классифицировать, к примеру, по виду энергии, применяемой при сварке, степени механизации процесса сварки, виду свариваемого металла и т. п. В полной мере идеальной совокупности классификации, охватывающей все методы сварки, не существует.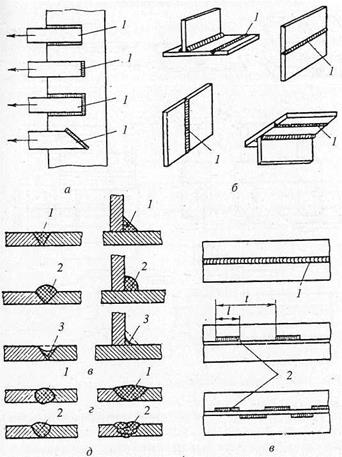 Достаточно идеальную совокупность классификации возможно создать, забрав за базу давление, создающее так именуемую осадку при сварке.
Достаточно идеальную совокупность классификации возможно создать, забрав за базу давление, создающее так именуемую осадку при сварке.
По этому показателю все существующие методы сварки возможно поделить на две многочисленные группы: 1) сварка давлением; 2) сварка без давления либо сварка плавлением.
Рис. 1. Классификация способов сварки
Первая несколько характеризуется применением давления для осадки металла, остальные показатели, а также состояние металла не принимаются во внимание.
Во второй группе самопроизвольное (спонтанное) объединение металла соединяемых частей в монолитное целое без приложения давления вероятно только при жидком состоянии металла, т. е. металл в зоне сварки должен быть в обязательном порядке расплавлен.
Приложение давления хотя бы и при наличии расплавления в зоне сварки заставляет отнести метод к группе сварки давлением, как к примеру, при электрической контактной сварке.
К сварке плавлением примыкает пайка, отличающаяся тем, что расплавляется только присадочный металл (припой), а главный свариваемый металл остается нерасплавленным, тогда как при сварке частично расплавляется и главный металл.
В предлагаемой классификации, продемонстрированной на рис. 1, любой из способов сварки разделен на пара способов.
Несложные виды сварки плавлением известны с глубокой древности, к примеру литейная сварка. Современная схема сварки плавлением продемонстрирована на рис. 2.
К соединяемым подробностям в месте сварки подводят сварочное пламя; создают местное расплавление подробностей до образования неспециализированной сварочной ванны жидкого металла. По окончании удаления сварочного пламени металл ванны скоро охлаждается и затвердевает, в следствии подробности выясняются соединенными в одно целое.
Перемещая пламя по линии сварки, возможно взять сварной шов любой длины. Сварочное пламя должно иметь достаточную температуру и тепловую мощность; сварочную ванну необходимо образовывать на относительно холодном металле: теплопроводность металлов высока и скоро образовать ванну может лишь весьма горячее пламя.
Опыт говорит о том, что для сварки стали толщиной пара миллиметров температура сварочного пламени должна быть не ниже 2700— 3000 °С. Пламя с меньшей температурой либо совсем не образует ванны либо образует ее через чур медлительно, что дает низкую производительность сварки совершает ее нерентабельной.
Пламя с меньшей температурой либо совсем не образует ванны либо образует ее через чур медлительно, что дает низкую производительность сварки совершает ее нерентабельной.
Источники тепла, развивающие такие высокие температуры, показались недавно.
Сварочное пламя расплавляет как металл, так и загрязнения на его поверхности, образующиеся шлаки всплывают на поверхность ванны. Горячее пламя очень сильно нагревает металл на поверхности существенно выше точки плавления; в следствии изменяется состав металла и его структура по окончании затвердевания; изменяются и механические особенности.
Затвердевший металл ванны, так называемый металл сварного шва в большинстве случаев по своим особенностям отличается от главного металла, незатронутого сваркой. Сварка плавлением отличается большой универсальностью; современными сварочными источниками нагрева легко смогут быть расплавлены практически все металлы, вероятно соединение разнородных металлов.
Характерный показатель сварки плавлением; исполнение ее за один этап — нагрев сварочным пламенем, в отличие от сварки давлением, где нужны давление и нагрев.
Автогенная сварка приблизительно эквивалентна понятию «газовая» либо «газоплавильная сварка», из этого неспешно развился необычный технический жаргон с безграмотными выражениями наподобие «он варит автогеном», «автогенная резка», и т, п., засоряющими язык. Термин «автогенная сварка» не рекомендуется использовать в технической литературе.
Рис. 2. Схема сварки плавлением
В ходе сварки давлением собранные подробности сжимают упрочнением Р (рис. 4).
Операция сдавливания именуется осадкой, а прилагаемое давление — осадочным давлением. Осадочное давление должно создавать большую пластическую деформацию в зоне сварки с перемещением выдавливаемого металла на протяжении поверхности раздела.
Для облегчения снижения и осадки осадочного давления часто используется подогрев металла, в основном в зоне сварки. Подогрев может и отсутствовать, в некоторых случаях вероятна сварка давлением холодного металла.
В большинстве случаев подогрев ведется до температуры так именуемого «сварочного жара», под которым подразумевается температура, благоприятная для сварки давлением; для углеродистой стали это 1100—1200 °С.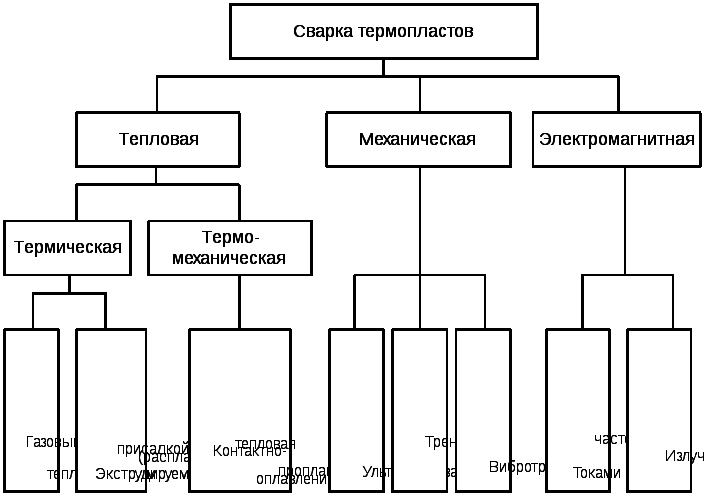 По крайней мере температура стали должна быть выше точки Ас3 превращения а — у, поскольку гране-центрированная решетка Y-железа — аустенита благоприятна для сварки давлением, а объемно-центрированная а-железа — феррита негативна.
По крайней мере температура стали должна быть выше точки Ас3 превращения а — у, поскольку гране-центрированная решетка Y-железа — аустенита благоприятна для сварки давлением, а объемно-центрированная а-железа — феррита негативна.
При осадке выдавливаемый металл образует утолщение у сварного стыка, в которое уходит металл с поверхностей сварки со всеми загрязнениями, адсорбированными газами, на поверхность выходят свежие, так именуемые ювенильные слои металла, каковые участвуют в образовании сварного соединения. Нагрев в зоне сварки возможно вести не только до сварочного жара, в то время, когда металл остается в жёстком состоянии, но и до полного расплавления металла поверхностных слоев.
При последующей осадке расплавленный металл в различных случаях может выдавливаться наружу либо же оставаться в сварном соединении. Сварка давлением не требует особенно больших температур нагрева и он может проводиться в горнах и обычных печах.
При сварке давлением затруднительно удаление загрязнений с поверхности металла, исходя из этого тут в большинстве случаев повышены требования к очистке поверхности металла.
Относительно низкий нагрев металла и затрудненный доступ воздуха в зону сварки разрешают сохранить практически неизменными состав и структуру, а следовательно, и механические особенности металла в сварном соединении.
При сварке давлением время от времени вероятно взять тождественность и металлографическую неотличимость территории сварки с остальным металлом. Методы сварки давлением кроме этого достаточно универсальны, охватывают большая часть технически ответственных металлов, вероятно соединение разнородных металлов.
Рис. 3. Схема сварки давлением
Достаточно увлекательна и в некоторых случаях эргономична совокупность классификации, основанная на виде энергии, в основном применяемой при сварке.
По этому показателю все методы сварки возможно поделить на четыре многочисленные группы по преобладающему виду энергии:
1) электрические методы;
2) химические;
3) механические;
4) лучевые (радиационные).
По промышленному значению и объёму применений первое место занимает электросварка, применяющая электрическую энергию для нагрева металла. В химических методах для нагрева металла употребляется энергия экзотермических химических реакций, из них громаднейшее значение имеют газовая и термитная сварка .
В механических методах преобладающее значение имеет механическая энергия; ко мне относятся, к примеру, такие методы сварки, как прессовая, кузнечная (горновая), холодная, сварка трением. Сварка лучевая либо радиационная снабжает стерильность процесса и высокую чистоту, источник энергии возможно расположен очень на большом растоянии от объекта сварки.
К лучевым методам относятся такие методы сварки как электроннолучевая, фотонная (световая), гелиосварка (солнечная).
Рис. 4. Энергетическая классификация способов сварки
Для способов, в которых значительное значение имеют два вида энергии, возможно образовать промежуточные группы, к примеру электромеханическую для контактной сварки, электрохимическую для дуговой сварки в активном защитном газе, химико-механическую для газопрессовой сварки и т. д. Особенного распространения подобная классификация не взяла.
Теоретическая (вводная часть) к урокам \
Вы прочитали статью, но не прочитали журнал…
Классификация способов сварки | Инструмент, проверенный временем
Все способы сварки можно разделить на две основные группы (рис. 2). Если в месте соединения металлические части нагреваются до пластичного или оплавленного состояния и затем сдавливаются внешним усилием, в результате чего свариваются, то такой способ относится к сварке с применением давления.
Если сварка происходит без приложения давления, только нагреванием металла в месте сварки сосредоточенным источником тепла (дугой, пламенем горелки) до расплавленного состояния с образованием сварочной ванны, то такой способ относится к сварке плавлением.
Разработаны также механические способы сварки, которые не требуют затраты химической или электрической энергии для нагревания металла. К ним относятся холодная сварка, осуществляемая за счет приложения очень высоких удельных давлений в месте контакта и сварки деталей, а также сварка трением, когда нагревание свариваемых стержней осуществляется в результате взаимного трения торцов свариваемых деталей. Эти способы используются, например, при сварке инструмента (сварка трением), алюминиевых проводов (холодная сварка) и в других случаях.
Рис. 2. Схема классификации основных способов сварки |
Из новых способов, разработанных и внедряемых в производство за последние годы, следует указать на сварку ультразвуком, сварку давлением в вакууме, сварку электронным лучом в вакууме, виб — родуговую наплавку, сварку с высокочастотным нагревом, сварку вращающейся дугой, сварку плазменной струей и др. Однако эти способы сварки имеют специализированное назначение и область их применения более ограничена, чем дуговой или контактной электрической сварки; они используются, например, в приборостроении, при сварке пластмасс, сварке твердых сплавов, наплавке тонких слоев металла, сварке тугоплавких металлов и других подобных процессах. Данные об этих способах сварки можно найти в специальной литературе[1].
3. Дуговая сварка: б — |
а — металлическим электродом, электродом |
Наибольшее применение в промышленности имеют способы сварки плавлением, использующие тепло электрической сварочной дуги.
Два основных метода этого вида дуговой сварки показаны схематически на рис. 3. При сварке листов 1 металлическим электродом по способу
Н. Г. Славянова (рис. 3, а) электрод 4 и кромки 7 свариваемого металла одновременно расплавляются сварочной дугой 2, образуя жидкий металл, заполняющий промежуток между свариваемыми частями. Для повышения качества наплавляемого металла электрод покрывается специальной обмазкой, которая расплавляется и покрывает жидкий металл слоем шлака. В шлак частично удаляются из расплавленного металла вредные примеси, кислород и др., а-также шлак защищает металл от вредного влияния кислорода и азота окружающего воздуха. Ток к электроду подводится через электродо — держатель 5 по гибкому проводу 6, а к свариваемому металлу — по второму проводу через зажим 3. Этот способ наиболее широко применяется при дуговой сварке на постоянном и переменном токе.
При сварке листов / угольным электродом по способу Н. Н. Бе — нардоса (рис. 3, б) электрод 3 не плавится. Заполнение шва производится расплавлением металлического прутка 2, вводимого в сварочную дугу 7. Ток к электроду подводится по проводу 5 через электро- додержатель 4. Второй провод 6 с помощью зажима присоединен к свариваемому металлу. Способ этот используют реже, так как он менее удобен, требует применения постоянного тока и не всегда дает нужное качество металла шва при сварке стали. Данный способ используется преимущественно при сварке меди, алюминия, наплавке твердых сплавов, а иногда при сварке тонколистовой стали.
Сущность и классификация процесса сварки. Конспект
Сеть профессиональных контактов специалистов сварки
… … …
Введение:
Сварка является одним из технологических процессов, как в области машиностроения, так и в строительной индустрии.
Несмотря на большие масштабы использования в промышленности различных видов механизированной сварки, объем применения ручной дуговой сварки сегодня не только не снижается, но и возрастает, что связано с созданием новых материалов и нового оборудования для ручной дуговой сварки.
Электрическая дуга впервые была открыта в 1802 г. профессором физики Санкт-Петербургской медико-хирургической академии В.В. Петровым.
А в 1882 году русский изобретатель Н.Н. Бенардос применил электрическую дугу для соединения металлов. В 1885 году он получил патент под названием «способ соединения и разъединения металлов непосредственным действием электрического тока», используя для этого дугу, горящую между угольным электродом и металлом и питающую электрической энергией от аккумулятора.
Русский инженер-металлург и изобретатель Н.Г. Славянов в 1888 году разработал способ сварки металлическим электродом, в 1891 году он получил два патента под названием «способ и аппараты для электрической отливки металлов» и «способ электрического уплотнения металлических отливок». Бенардос предложил различные способы сварки наклонными металлическими электродами и устройства, в которых подача электрода в зону дуги выполнялась за счет давления пружины.
Однако низкий уровень развития техники в России с тех лет не позволяют использовать и широко развивать идеи Петрова, Бенардоса, Славянова.
Выдающуюся роль в теоретической разработке сварных процессов сыграли видные ученые К.В. Любавский, К.К. Хренов, Г.А. Николаев, Н.О. Окерблам, Н.Н. Рыкалин, Е.О. Патон, В.П. Никитин и др.
Сущность и классификация процесса сварки
Сварка — процесс получения неразъемного соединения двух или более деталей из твердых металлов (материалов) путем их местного сплавления или совместного деформирования с нагревом и без нагрева с получением на границе их раздела прочных межатомных связей, за счет сплавления основного и присадочного материала.
Все виды сварки можно разделить на две основные группы: сварка плавлением и сварка давлением.
При сварке плавлением, кромки свариваемых деталей и присадочный материал расплавляются теплотой сварочной дуги или газовым пламенем, образуя сварочную ванну. При кристаллизации металла сварочной ванны рост кристаллов начинается с сплавленных кристаллов основного металла.
При сварке давлением совместная направленная пластическая деформация свариваемых металлов способствует соприкосновению и перемешиванию их атомов и образованию межатомной связи.
Классификация видов сварки металлов по физическим признакам. В зависимости от формы энергии, используемой для образования сварного соединения, различают три класса сварочных процессов: термический, термомеханический, механический.
Вид сварки – объединяет сварочные процессы по виду источника энергии непосредственно используемого для образования сварного соединения.
К термическому классу относятся виды сварки осуществляемые плавлением с использованием тепловой энергии, а именно: дуговая, электрошлаковая сварка, электронно-лучевая, плазменно-лучевая, тлеющим разрядом, световая, индукционная, газовая сварка, термитная сварка и литейная.
К термомеханическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии и давления, а именно: контактная сварка, диффузионная, индукционно-прессовая, газопрессовая, дугово-прессовая, шлакопрессовая, термитно-прессовая, печная и др.
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления, а именно холодная сварка, взрывом, ультразвуковая сварка, сварка трением и магнитоимпульсная.
Классификация видов сварки металлов по техническим признакам:
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса и степень механизации сварки.
По способу защиты металла различают сварку в воздухе, в вакууме, в защитных газах, под флюсом, в пене и с комбинированной защитой.
По непрерывности процесса: прерывистые и непрерывные.
По степени механизации: ручные, механизированные, автоматизированные и автоматические.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Виды сварки металла, обозначения ГОСТ и общая классификация
На чтение 22 мин Просмотров 19.3к. Опубликовано
Если вы занимаетесь сварочными работами и считаете, что хорошо знаете все и ориентируетесь в новых технологиях, то вы, наверное, ошибаетесь. Сварочных способов очень много. В каждом плюсы, минусы, нюансы, которые нужно знать и понимать.
Для чего? – спросите вы. Для грамотного выбора самого оптимального способа «здесь и сейчас» – ответим мы. Читаем, разбираемся, принимаем решения. Поехали.
Физика, химия, немного лирики
Сварка – процесс неразрывного соединения разных конструкций нагреванием, деформированием или использованием того и другого.
Если коротко с точки зрения физики, в сварке используется либо тепло, либо давление, либо тепло с давлением вместе. Если коротко с химической точки зрения, в сварочном деле используется огромное количество разного рода порошковых лент, флюсов, газов и других комплектующих. Это зависит от материалов и условий. Благодаря химии мы имеем огромное число технических вариантов.
Важно! Мы не будет грузить вас полными списками видов сварки или всеми классификациями, какие существуют. Нам не хватит бумаги писать, вам не хватит терпения читать. Разобраться в логике группировки сварочных способов, чтобы потом легко находить информацию по каждому конкретному виду. В сети много сайтов, посвященных сварке: есть где найти все, что нужно.
Принципы классификаций, обзор
Классификация способов дуговой сварки.Классификация видов сварки проводится по самым разным критериям, они аккуратно укладываются в смысловые рамки. Какие критерии самые важные? Пройдемся по некоторым, для начала лучше увидеть общую картинку.
Сколько видов сварки существует на сегодняшний день? Можно назвать цифру 150 со словом «около». Можно 250. Но цифры называть не советуем. Пока вы читаете эту статью, число видов может измениться – технологии на месте не стоят. А вот какая бывает сварка по материалам, физическим процессам, популярности, способам управления – говорить нужно, это как раз те самые принципы классификации, которые нам нужно понимать.
Пример простой понятной классификации по источнику энергии в сварке:
- электрический ток;
- электрическая дуга;
- трение;
- газовое пламя;
- лазерное излучение;
- электронный луч;
- ультразвук.
Еще один пример списка по типу сварочных швов. Их много, целые гроздья разных видов:
- стыковые, угловые швы – по соединению краев;
- по форме, длине – швы горизонтальные, вертикальные, кольцевые, прямолинейные, прерывистые, сплошные, длинные, короткие, средние;
- по виду используемого материала – швы для стали, цветных металлов, биметаллов, полиэтилена и др.;
- по объему наплавливаемого металла – усиленные, ослабленные, нормальные швы;
- по форме – продольные, поперечные швы;
- по количеству наложения слоев – сплошные, прерывистые, прихваточные, многослойные.
«Швейный» список можно продолжить, но нам важно понять общие принципы, поэтому заканчиваем с лирикой, двигаемся к главным способам.
Основные понятие процесса сваркиСварка – это технологический процесс создания надежных соединений путем нагревания, либо пластической деформации с установлением межатомных связей в последствии. Структура изделий получается не прерывной. К электроду и сварочному материалу через инвертор подводится энергия. Сначала плавится металл электрода, так получается сварочная ванна, в этой ванне происходит смешивание электрода с основным материалом, а шлаки, всплывающие на поверхность служат защитной пленкой. Процесс сварки – это ничто иной, как затвердевание металла после всех вышеперечисленных воздействий. Электроды бывают нескольких видов – плавящиеся (плавится прут электрода) и неплавящиеся (при неплавящемся электроде применяют присадочную проволоку, которая плавится в ванной отдельно).
Технологические свойства сварочных работСуществует множество технологических разновидностей видов сварочных работ в зависимости от материала и оборудования, наиболее распространенные из них: дуговые, электрошлаковые, газовые, световые, плазменные и электронно-лучевые.
Виды сварки по видам механизации и бесперебойности технологических свойств: воздушные, вакуумные, пенные, по флюсные и под флюсные виды.
По степени расплавления металла сварка подразделяется на атмосферную и струйную. Для струйной сварки характерно расплавленное вещество на шве.
Процесс сваркиВне зависимости от количества видов сварки существуют 3 основных этапа процесса сварки, присущей всем технологическим разновидностям, это:
- Формирование контакта;
- Образование связи;
- Создание шва.
Формирование контакта
Формирование контакта происходит в результате доведения металла до температуры плавления или кипения, главное не перепутать сварочную ванну с плавкой железа.
Образование химической и металлической связи
Второй, наиболее важный шаг – образование сварочной ванны, она всегда выглядит одинаково вне зависимости от вида сварки. Ванна возникает в результате сплавления металла и вспомогательного материала, к примеру электрода под воздействием, температуры, на вид как белое пятно. От ширины и длины этого пятна зависит качество шва.
Создание и типы прочного соединения
Основными качественными характеристиками швов являются их ширина и высота.
По типу соединения выделяют (самые распространенные):
- стыковые – детали в одной плоскости (сваривают трубы, листы и тд).
- нахлесточные – детали располагаются параллельно, только одна идет внахлест к другой (сваривают листы, толщина которых не более 12 мм).
- торцовые – сваривают 2 торца элементов.
- угловые – элементы располагаются под углом друг к другу.
Приварим намертво, недорого, звоните
Прихватка конструкций перед сваркой.Основные способы сварки – частое, но неверное определение классификации в данном контексте. Правильнее будет «самые популярные».
Перед вами тройка заслуженных призеров:
- Ручная дуговая – золото.
- Газовая – серебро.
- – бронза.
Каждый призер относится к разным сварочным семействам, по идее их лучше описывать на своих законных местах вместе с близкими «родственниками». Но мы поступим неправильно – представим сварочных чемпионов в начале обзора.
Ручная дуговая сварка РД
Народная любимица №1, самый распространенный вид в быту и в промышленности. Три главных слова в РД – простота, дешевизна, транспортабельность. Физика процесса заключается в плавке специального покрытого электрода, который оставляет за собой след в виде варочного шва. Электроды применяются разные, в зависимости от металла. Дуга – это расстояние между электродом и поверхностью металла, который играет роль второго электрода.
По сути дуга представляет собой сильнейший разряд в газовом пространстве (воздухе). При РД плавятся три предмета: края двух соединяемых поверхностей с электродом. Чем лучше смешиваются продукты тройной плавки (для этого электрод двигают влево и вправо), тем качественнее шов.
Сварка РД имеет серьезные преимущества перед другими видами:
- способу РД легко научиться;
- варить можно в любых положениях в пространстве;
- варить можно самые разные металлы, в продаже есть электроды на любой вкус;
- доступное транспортабельное оборудование
Газовая сварка
Народная чемпионка №2, заслуженная серебряная медаль. Вот когда сварщики возят с собой газовые баллоны: им нужна смесь кислорода с каким-нибудь горючим газом – ацетиленом, пропаном или бутаном. Физика процесса – тоже плавление, но тепло подается не электродом, а газовой горелкой. Металл поверхностей плавится факелом горелки, процесс происходит плавно и довольно медленно. Чем толще слой металла, тем медленнее он плавится.
В чем газовая сварка лучше других способов:
- отлично варятся цветные металлы;
- оборудование проще, чем электрических методов;
- возможность контролировать смесь и пламя;
- не нужен мощный источник энергии, метод автономен.
Без минусов не обойтись, «газовые» недостатки следующие:
- очень медленный нагрев поверхностей;
- низкая концентрация тепла из-за рассеивания;
- высокая стоимость электричества.
По стоимости электричества дуговые способы могут поспорить с газовыми: при РД электричество тоже тратится нещадно. Но в итоге газовый метод из-за своей «тихоходности» обходится значительно дороже.
Важно! Там, где есть пара слов «горючий газ», обязательно присутствует вторая пара «техника безопасности». Правила по безопасности хорошо регламентированы, но выполнение требований несет дополнительные затраты денег и времени. Кстати, газовой сварке больше 100 лет – вот она, нержавеющая классика, аплодисменты.
Полуавтоматическая сварка
Классификация сварочной дуги.Бронзовый чемпион, замыкает популярную тройку, но по своим перспективам легко обойдет первых призеров. По сути это вид знакомого нам дугового вида, прогрессивная эволюция РД. Отличается большим количеством технологических нюансов, вариантов, инструкций. Нам достаточно знать то, что «автоматическая часть» метода – это подача сварочной проволоки.
Ручная часть – сам процесс сварки с контролем подачи проволоки. Варить можно с газом (углекислым газом для новичков, аргоном для профессионалов), можно без газа, с подачей прямого тока. Вариант без газа любят в гаражах и на дачных участках, в этом случае нужна специальная порошковая или флюсовая проволока. Когда она горит, образуется газ с парами, которые защищают область горения.
Полуавтомат – безальтернативный метод на СТО: кузовные работы проводятся только с его помощью. В полуавтомате используются газ и специальная проволока вместо привычного электрода. Газ из горелки с проволокой подаются в сварочный рукав. В итоге процесс защищен от воздействия внешней среды. Режимы процесса определяет сварщик в зависимости от толщины металла.
У полуавтоматического метода серьезные преимущества перед другими видами:
- отличное качество шва;
- высокая скорость работы;
- удобство в работе;
- варятся как цветные и черные металлы;
- можно варить заржавевшие или оцинкованные металлы;
- широкий выбор материалов, скромные финансовые затраты.
С народными любимцами разобрались, приступаем к «правильным» классификациям.
Начнем с настоящих тяжеловесов – типов сварки металлов, которые подразделяются на три группы по:
- Физическим признакам.
- Техническим признакам (механизация, непрерывность процесса, защита металла).
- Технологическим признакам (отдельные классификации для каждого способа – например, виды электродов).
По физическим признакам мы имеем три главных класса для всех видов сварки металлов:
Термический класс – сварочный процесс заключается в плавлении тепловой энергией:
- газовой;
- дуговой;
- лазерной;
- лучевой, термитной и т.д.
Важно! Основные виды сварки плавлением – самые распространенные в быту и в промышленности. Это самый густонаселенный класс, подавляющее большинство сварочных методов относится к нему.
Механический класс с использованием механической энергии:
- ;
- холодной;
- трением;
- взрывом и т.д.
Термомеханический класс, способы совместного действия тепловой энергии и давления:
- кузнечные;
- диффузионные;
- контактные и т.д.
В качестве примера варки металлов представляем МАДП – механизированную аргонодуговую сварку плавящимся электродом. Настоящий гибрид для электро-газового соединения металлов. Без него невозможная сварка цветных металлов или сложных сплавов.
Преимущества МАДП:
- соединение любых сплавов;
- устойчивость формы изделия из-за слабого нагрева;
- электроды нужно менять редко;
- широчайшая сфера использования;
Недостатки:
- сложно для новичков;
- невысокая скорость выполнения.
Варим полиэтилен
Области применения сварки пластмасс.Что можно варить кроме металлов? Керамику. Стекло. Но на втором почетном месте стоят пластмассы или полимеры, прежде всего это полиэтиленовые трубы. С полиэтиленом можно работать терморезисторным, электромуфтовым методами, можно электросопротивлением: эти термины перечисляются в технической литературе. Не пугайтесь, все варианты можно называть коротко – сварка НЗ. НЗ – закладные нагреватели.
Суть процесса – расплавление полиэтилена в местах соединения с помощью металлических спиралей электрического нагревателя, который заложен в деталь. Способ чрезвычайно популярен, у него большие перспективы в промышленности: применяется в различных трубопроводах, замене старых металлических труб новыми полиэтиленовыми, установке и ремонте, развитии новых полимерных технологий.
В работе с пластмассами применяется еще один способ НИ или сварка нагретым инструментом. Самый простой вариант подвода тепла для нагрева полимерных поверхностей. Для работ с НИ существует множество вариантов сварочных инструментов – от простого электропаяльника для маленьких деталей до специальных сварочных аппаратов различной величины. Уважающие себя сантехники держат в своих рабочих чемоданах такого рода аппараты в обязательном порядке.
Кстати, способы сварки НЗ и НИ входят в том числе в список владения обязательными методами профессионального сварщика с подтвержденной квалификацией, например, аттестацией от НАКС – Национального Агентства Контроля Сварки.
Теперь классификация по типу механизации процесса:
- Автоматизированная
- Механизированная
- Ручная, начнем с нее.
Ручная сварка
Примеры сварных соединений.Несмотря на быстрый рост новых автоматизированных способов, ручные методы незаменимы во многих случаях, этот вид сварки давно занимает законное важное место в современных технологиях.
Преимущества ручных способов:
- можно варить в труднодоступных местах;
- в разных положениях в пространстве;
- можно быстро переходить от одного материала, которые плавим, к другому;
- выбор электродов на любой вкус для любых видов стали;
- оборудование легко перевозить, просто обслуживать.
Кроме знакомого нам электрического дугового способа к этой группе относится ручной вариант аргонодуговой сварки с теми же принципами действия, как и механизированный вариант, о котором писалось выше.
К ручным видам относится точечная сварка своими руками, контактная метод, который возможен в домашних условиях в отличие от других контактных способов, применяемых только в промышленности.
Классическая газовая сварка также относится к ручным способам.
Автоматические способы
Классификация способов сварки с помощью автоматизации:
- Электродуговая технология.
- Газоэлектрическая, электрическая дуга защищена газом, чаще всего – инертным типа аргона или гелия.
- Электрошлаковая технология.
Электродуговой способ: близкая родственница ручной дуговой – автоматическая сварка под флюсом или АФ – разновидность дугового способа с великолепными показателями производительности. Здесь тоже используется плавящийся электрод, вся работа проводится под специальным защитным слоем флюса. В ручном дуговом способе серьезный риск горения в воздухе самой дуги, поэтому сила подаваемого тока ограничена.
При АФ защищена слоем флюса, риска горения нет. Сила сварочного тока никак не ограничена. Это делает возможным глубокое проплавление металла, в результате чего получается шов отличного качества. Слой флюса предотвращает разбрызгивание металла, его потери в процессе. Полная механизация метода позволяет допускать к АФ менее квалифицированных сварщиков. В итоге производительность способа АФ выше ручного дугового в 5 – 10 раз. Будем честными и представим недостатки АФ, их немного:
- флюсы стоят недешево;
- имеется вредное воздействие на оператора;
- работать можно только в ограниченном пространстве.
Электрошлаковая технология, «тяжелая артиллерия» на современном промышленном фронте. Это принципиально новый бездуговой способ плавления. Источником тепловой энергии выступает не дуга, а переменный ток, который проходит сквозь расплавленный шлак. Поверхности металла покрываются шлаком, который нагревается. Таким образом можно варить металлы практически любой толщины.
Преимущества бездуговой технологии:
- качественные плотные швы;
- швы сложной формы;
- отсутствие деформаций, особенно угловых;
- не нужно обрабатывать кромки;
- простота выполнения
- автоматизация труда, минимальное участие человека
Метод применяется в основном для крупногабаритных конструкций.
Дуговые способы
Выше мы разбирались с основными понятиями и физикой дуги (знаменитая РДС – ручная дуговая, абсолютный чемпион по популярности).
Но классификация способов сварки – дело строгое, поэтому представляем виды дуговой сварки отдельно взятым семейством:
Строение и свойства электрической дуги.Ручные дуговые:
- РАД – ручная аргонодуговая неплавящимся электродом;
- РАДН – ручная аргонодуговая наплавка.
Автоматические способы дуговых:
- ААД, ААДН, АЛСН, АППГН и т.д. – обширная семья способов с применением либо электродов (плавящихся и неплавящихся), либо проволок, либо порошковых проволок. Варить можно с газом и без.
Дуговые под флюсом:
- знакомая нам АФ, автоматическая дуговая под флюсом;
- различные приварки, наплавки с ленточными или проволочными электродами;
- механизированная дуговая.
Дуговые с покрытыми электродами:
- вот где правильное место для народной чемпионки РДС;
- ручная дуговая наплавка;
Механизированные дуговые:
- МАДП, МПГН, МСОД и т.д. – многочисленная «механическая» семья.
Механический класс
Все виды, о которых говорилось выше, относятся к первому термическому классу. Главным героем в нем выступает тепловая энергия с плавлением. Следующий класс – механический. Главные «механические» слова в данном контексте – давление и пластическая деформация.
В нем также есть стройная классификация сварки:
- Холодная сварка (ковка)
- Сварка трением
- Ультразвуковая
Иногда механические методы объединяют под названием «сварка давлением», здесь есть логика, но речь идет об одном и том же.
Одна из перспективных механических технологий – сварка трением. Тепло в ней тоже присутствует, но образуется оно от силы трения. Поверхности, которые нужно сварить, вращаются, с силой сжимаются. Технология сварки трением особенно эффективна при работе с деталями круглого сечения – сверл, резцов, разверток.
Таблица видов сварки.Виды сварки трением:
- Сварка трением с перемешиванием.
- Радиальная сварка трением.
- Штифтовая сварка трением.
- Линейная.
- Инерционная.
Рассмотрим эти типы сварки подробнее:
- Сварка трением с перемешиванием – довольно новый способ, в нем необходимо специальное оборудование для сварки трением – инструмент для вращения с двумя элементами – основанием (буртом) и наконечником (пином). Шов формируется с помощью двух процессов выдавливания и перемешивания.
- Радиальная сварка трением применяется в работах с трубами: в ней вращается кольцо между стыками, которое создает трение.
- Штифтовая сварка трением: просверливается отверстие, вводится штифт из того же металла, что детали. Штифт вращается, выделяет тепло, формирует соединение в виде металлических нитей. Великолепная технология сварки трением, когда «нужно заделать дырку».
- Линейный способ. Здесь вращения нет. Детали просто трут друг об друга до выделения тепла, повышения пластичности, затем увеличивают давление, вплоть до необратимого соединения. При этом способе образуется идеальная ровная поверхность, ни в каких других методах такой нет.
- Инерционная сварка. Движение поверхностей происходит за счет массивного вращающегося маховика, который разгоняется специальным двигателем.
Механический класс подразумевает применение давления и механического воздействия, энергии.
Сварка трением (фрикционная)Этот способ отличается от остальных – основа его метода состоит в получении повышенных температур при помощи трения металлических заготовок. Одна из деталей вращается, затем заготовки прижимаются друг к другу с постепенным усилением прижима.
Сварка трениемХолодная сваркаХолодная сварка выполняется на пластической деформации, которая разрушает окисную пленку на поверхностях и сближает металлические элементы до образования связи между ними без применения повышенных температур. Этот метод применим к тем металлам, которые обладают хорошими пластическими свойствами: алюминий, серебро, холосто, цинк, никель и тд.
Сварка взрывомЭтот метод не сильно распространен из-за отсутствия точности технологического процесса. Подвижную деталь располагают под углом к основной детали, параллельно, при помощи контролируемого детали соединяются путем совместной пластической деформации.
Ультразвуковая сваркаСоединение и скрепление деталей происходит за счет их сдавливания между собой и воздействия ультразвуковых колебаний. Этот метод применим для точечной и контурной сварки. Ультразвук нагревает изделия и активирует диффузию, затем образуются молекулярные связи и в конце шов кристаллизуется, таким образом возникает прочное соединение.
Термомеханический класс
Третий класс с точки зрения физики: здесь используются оба вида воздействия на поверхности: тепло и давление. Представляем виды и способы сварки термомеханическим способом:
- Диффузионная. Поверхности сдавливают, затем нагревают в высоком вакууме, добиваясь взаимной диффузии атомов. Эффективен, когда металлы для сварки плохо совмещаются друг с другом или материалы разные по своей природе, например, металл с керамикой. Способ недешевый, применяется в основном в аэрокосмической сфере, других высокотехнологических отраслях.
Все следующие пункты – виды контактной сварки
- электрическая. Здесь все просто: перед тем, как надавить, нужно хорошенько разогреть. Поверхности разогревают током в местах соединения, затем сдавливают или осаживают. Отличный высокопроизводительный способ, хорошо поддается автоматизации. Широко применяется в строительстве, машиностроении.
- Шовная контактная – разновидность контактной сварки: шов формируется электродами внахлестку.
- Точечная контактная. Между двумя электродами размещают поверхности. Ток включается после плотного сжимания, в результате чего образуется сварная точка с диаметром, равным диаметру поверхности электрода. Чрезвычайно интересна разновидность – рельефная сварка. Контакт электродов проводят по определенным заранее выступам – рельефам, которые в итоге деформируются, поверхность выравнивается.
- Точечная конденсаторная – «сварка с запасенной энергией в конденсаторах». Отличается малым потреблением мощности, применяется в работе с мелкими деталями и при использовании оптических приборов – часовых механизмов, авиационных приборов и т.д.
Для термомеханического класса характерно комбинирование применения повышенных температур и механических изделий.
Кузнечная сваркаСварка ковкой, ручная ковка – это одни из самых старинных способов сварки. Металл разогревается до необходимой температуры и дальнейшее его соединение происходит под действие кузнечного молота, либо гидравлическим прессом.
Контактная сваркаПри контактной сварке применяется электрический ток, который соединяет металлы. Данный метод предусматривает формирование электрической дуги, которая расплавляет металл. Регулирование мощности тока позволяет обрабатывать более толстые металлы.
Точечная сваркаСамый распространённый вид – это точечная контактная сварка, так как данный метод может применяться и в домашних условиях. Детали зажимаются в электродах или специальных клещах, затем между электродами пускают ток, происходит разогрев металла, электроды сжимают сильнее и происходит «проковка», металл кристаллизуется под давлением.
Рельефная сваркаНа металлических заготовка имеются специально подготовленные выпуклости – рельефы, и сварочные поверхности контактируют только в зонах данных рельефов, происходит пластическая деформация этих самых рельефов во всем остальном принцип метода тот же – через детали пропускают ток под усилием сжатия металлов.
Диффузионная сваркаОснова метода – физический процесс диффузии. Как известно, металлы, плотно прижатые друг к другу могут сливаться на молекулярном уровне.
Сварка происходит к защитной среде – вакууме, либо специальных защитных газах. Детали обрабатывают от шероховатостей, промывают ацетоном для обезжиривания, далее происходит нагрев металлов и их сжатие.
Сварка высокочастотными токамиПри нагреве высокочастотными токами, металл помещается в магнитное поле, в процессе этого в металле индуцируется электродвижущая сила, которая вызывает в нем ток, происходит поверхностный эффект (ток распределяется неравномерно, у поверхности он больше, благодаря этому металл греется быстрее) и эффект близости (энергия более усиленно концентрируется у поверхности за счет распространения влияния собственного переменного магнитного поля и поля других источников).
Термический класс сваркиПри помощи тепловой энергии, поверхности заготовок, деталей плавят локально. Тепло получают при помощи различных методов, ниже они рассмотрены подробно.
Дуговая сваркаЭтот вид наиболее популярен. Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Газовая сваркаГазовая сварка – это вид сварки плавлением с дополнительным применением газов – кислорода, ацетилена. Тепло, выделяемое в процессе горения газов плавит поверхности вместе с присадочным материалом, тем самым формируя сварочную ванну. Подача газа регулируется с помощью редуктора на баллоне.
Электродуговая сваркаПринцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Ручная дуговая сваркаАппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Сварка под флюсомПрименения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сваркаГипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
И на десерт
Особые виды сварки – понятие размытое, учитывая огромное число технических вариантов, групп, видов, подвидов. Каждый видит этот список по-своему.
В нашем списке классификация сварки определена по технологичности. Это уникальные способы, которые по праву относятся к технологиям высшего пилотажа.
Электронно-лучевая и плазменная сварка:
- Электронно-лучевая сварка. Здесь применяется электронная пушка и пучок ускоренных электронов из этой пушки. Работы проводятся в больших вакуумных камерах. Концентрация энергии и тепловая мощность – фантастические. получаются узкими, глубокими. Применяется для производства высокоточных деталей из специальных сплавов – удовольствие недешевое.
- Плазменная сварка. Один из самых высокотехнологичных видов – название говорит само за себя. Плазма – струя ионизированного газа (аргона, гелия, водорода) высочайшей температуры. Такая струя варит все – от самых тугоплавких металлов до неметаллических поверхностей. Великолепная производительность с фантастическим качеством швов и поверхностей.
Обобщаем и закольцовываем
Сваркой называется процесс формирования неразъединимых соединений поверхностей разных конструкций.
Сначала все виды и способы сварки делятся на три мощных класса с точки зрения физики:
- Термический (греем и плавим)
- Механический (трем, давим, толкаем и пр.)
- Термомеханический (греем и давим одновременно)
Внутри этих классов методы можно группировать как угодно:
- с дугой или без дуги;
- с газом или без него, можно с дугой и газом вместе;
- ручные или автоматические. Или полуавтоматические;
- какие виды сварочных электродов используешь;
- все виды контактной сварки;
- виды сварок металла или наоборот, полимеров;
- и так далее, список вариантов длиннейший.
Главное – узнавать, пробовать, учиться и двигаться вперед к профессиональным вершинам. Не забывать читать обзоры, нужно быть в курсе. Нам на месте стоять нельзя. Желаем чистого металла, хороших заказов и рабочего настроения.
https://www.youtube.com/watch?v=ocJFw1HwOpw
способы сварки и технология. Классификация способов сварки
Сварка – это получение неразъемных соединений путем нагрева и расплавления кромок соединяемых деталей. Если раньше ей подвергали только металлы, то сегодня таким методом соединяют и другие материалы, например, пластмассу.
Можно говорить о том, что сварное соединение – это то, которое было получено путем плавления или сварки давлением. Безусловно, есть огромное количество методов получения необходимого результата. К примеру, существует такой элемент, как электрическая дуга, именно с ее помощью и осуществляется сварка. Способы сварки есть самые различные, мы постараемся все их рассмотреть.
Немного истории. Классификация
Ковка металла – первый сварочный процесс. Необходимость в ремонте металлических изделий, а также создание более совершенных деталей стало предпосылкой к освоению сварочных процессов. Так, в 1800-1802 годах была открыта электрическая дуга. С ней делали различные эксперименты. В конце концов люди научились делать сварные соединения посредством электрической дуги. На территории России активно ведется подготовка квалифицированных сварщиков, постоянно разрабатываются новые технологии, принципиально иные подходы и т.п. Ярким примером отличной теоретической и практической базы является учебный институт имени Баумана.
В настоящее время существует порядка 150 методов, по которым осуществляется сварка. Способы сварки разделяются по физическим, техническим, а также технологическим признакам. Так, по физическим показателям можно выделить три большие группы:
- Термический – это вид сварки, осуществляемой при использовании тепловой энергии. Сюда можно отнести газовую, дуговую, лазерную и др. сварку.
- Термомеханический – вид сварки, подразумевающей использование не только тепловой энергии, но и давления. Это может быть контактное, диффузионное, кузнечное соединение и т.п.
- Механический вид сварки. В таких случаях используется механическая энергия. Наиболее широко распространена холодная сварка, взрывом, трением и др.
Каждый отдельно взятый вид отличается затратами энергии, экологичностью, а также оборудованием, которое используется во время работы.
Газопламенная сварка
В данном случае основным источником тепла выступает пламя, которое выделяется в результате сгорания топлива в смеси с кислородом. На сегодняшний день известно более десятка газов, которые могут быть использованы. Самые популярные – это ацетилен, МАФ, пропан и бутан. Выделяемое тепло плавит поверхности вместе с присадочным материалом.
Оператор регулирует характер пламени. Оно может быть окислительным, нейтральным или восстановительным, что зависит от количества кислорода и газа в смеси. В последние годы активно используется МАФ, который обеспечивает не только высокую скорость сварки, но и отличное качество шва. Но в это же время необходимо использовать более дорогостоящую проволоку с большим содержанием марганца и кремния. На сегодняшний день это самая актуальная смесь для газовой сварки, что обусловлено безопасностью и высокой температурой сгорания в кислороде (2430 градусов по Цельсию).
Многое зависит от состава металла, который планируется сваривать. Так, в зависимости от этого параметра выбирается количество присадочных прутков, а при учете толщины металла – их диаметр. При тщательной предварительной подготовке получается идеальная сварка.
Все способы сварки (газовой) имеют общую черту, которая заключается в плавном нагреве поверхности. Вот почему они подходят для работы со стальными листами в 0,5-5 мм, цветными металлами, а также с инструментальной сталью и чугуном.
Давайте более подробно рассмотрим некоторые способы газовой сварки. Их довольно много.
Левая, правая и сквозная сварка
При толщине листа не более 5 мм чаще всего используют левый вид газовой сварки. Соответственно, горелка перемещается справа налево, а присадочный прут находится впереди. Пламя направляется от шва и хорошо прогревает обрабатываемое место и присадочную проволоку. Техника изменяется в зависимости от толщины металла. Если лист меньше 8 мм, то горелка продвигается только вдоль шва. Если же больше 8 мм, то необходимо попутно выполнять колебательные движения в поперечном направлении для улучшения качества шва. Преимущество левого способа заключается в том, что оператор хорошо видит обрабатываемое место, и он может обеспечить равномерность.
Принципиальное отличие правой сварки в том, что она более экономична. Обусловлено это тем, что пламя горелки направлено не от шва, а к нему. Такой подход позволяет сварить металлы максимальной толщины, при этом угол раскрытия кромок небольшой. Горелка двигается слева направо, а за ней идет присадочный прут.
Конечно, если рассматривать способы газовой сварки, то обязательно стоит упомянуть о сварке сквозным валиком. Применяется она тогда, когда нужно получить вертикальное стыковое соединение. Суть заключается в том, что в нижней части стыка делается небольшое сквозное отверстие. При перемещении горелки верхняя часть отверстия плавится, а когда вводится присадка, заваривается нижняя часть. Когда толщина листа слишком большая, работа ведется с обеих сторон и выполняется двумя операторами.
Ванный способ сварки арматуры
Многие из нас знакомы с арматурой, которая активно используется в монолитно-каркасном строительстве. Ее применяют в блоках перекрытия, сваях и т.п. Давайте детально рассмотрим особенности такой сварки. Чаще всего она используется для горизонтальных стержней. Суть метода заключается в том, что в месте стыка заваривается стальная форма. Затем в ней создается ванна расплавленного металла за счет теплоты дуги. Получается так, что торцы свариваемой арматуры плавятся и образуют общую ванну. Соответственно, при остывании образуется полноценное соединение.
Но перед началом ванной сварки необходимо подготовить стержни. Делается это следующим образом: поверхности, а также торцы зачищаются, при этом удаляется любой вид загрязнения, например, ржавчина, окалина и грязь. Для этого подойдет щетка по металлу. Кстати, важно зачищать арматуру на длину 30 мм в месте сварки. Стержни устанавливаются соосно. При этом зазор не должен превышать полтора диаметра электрода (в месте торца).
Процесс протекает под большими токами. К примеру, при электроде в 6 мм сварочный агрегат работает при токе в 450 Ампер. Если речь идет о низких температурах, то ток увеличивают на 10-12%. Кроме того, работа может быть выполнена сразу несколькими электродами. Стоит обратить внимание на то, что данный метод позволяет снизить трудоемкость процесса, себестоимость изделия, а также расход электроэнергии. На сегодняшний день ванный способ сварки арматуры является самым популярным и надежным. Это обусловлено низким потреблением электроэнергии и высоким качеством соединения.
Сварка давлением (пластическая)
Данный вид сварки еще называется холодным. Обусловлено это тем, что во время выполнения соединения не происходит дополнительный нагрев обрабатываемой поверхности. Данный метод основан на пластической деформации металлов при сжатии или скольжении. Работы выполняются при нормальных или отрицательных температурах без диффузии. Данный метод считается одним из самых старых.Для получения шва высокого качества используются специальные устройства, вызывающие деформацию обрабатываемых поверхностей, которые должны быть предварительно зачищены. В результате образуется монолитное и довольно прочное соединение. Существуют различные виды и способы сварки (пластической). В настоящее время их три: точечная, шовная и стыковая.
Холодной сваркой можно соединять такие материалы, как медь, свинец, алюминий, кадмий, железо и др. Наиболее предпочтительной пластическая сварка является тогда, когда необходимо выполнять работы с разнородными материалами, которые довольно чувствительны к нагреву.
Безусловно, нельзя не отметить, что основное и главное преимущество сварки давлением заключается в том, что не нужно подключать мощный источник электроэнергии для предварительного нагрева поверхности. Кроме того, шов, полученный таким образом, является не только прочным, но и однородным, а также устойчивым к коррозии. Тем не менее, есть и некоторые недостатки. Заключаются они в том, что работать можно только с металлами высокой пластичности. Если одни способы сварки труб могут быть применены, то другие – нет, и приходится использовать плавление. Это касается водопроводов и газовых магистралей.
Классификация способов сварки. Продолжение
Сам по себе процесс протекает следующим образом. Детали, которые необходимо соединить, устанавливают в непосредственной близости друг к другу. После этого подводится мощный источник тепла, который плавит соединяемые детали.
Расплавленный металл (без каких-либо дополнительных механических воздействий) добавляется в общую сварочную ванну. Когда источник тепла удаляют от места сварки, шов охлаждается, и наплавленный металл образует весьма прочное соединение. Основная проблема заключается в том, что источник тепла должен обладать высокой мощностью и температурой. К примеру, для работы со сталью, медью или чугуном необходимо устройство с температурой в 3 тысячи градусов по Цельсию. Если целенаправленно понизить этот показатель, то производительность сварки резко упадет, и процесс станет неэффективным.
Классификация способов сварки плавлением в зависимости от источника тепла существует следующая:- Дуговая сварка. В качестве источника тепла используется электрическая дуга, которая горит между электродом и свариваемой поверхностью.
- Плазменная сварка. Источник тепла – сжатая электрическая дуга. Через нее с большой скоростью (сверхзвуковой) продувается газ, который приобретает свойства плазмы.
- Электрошлаковая – металл нагревается от расплавленного флюса, через который протекает электрический ток.
- Электронно-лучевая сварка – нагрев осуществляется от кинематической энергии электронов. Они движутся в вакууме под воздействием электрического поля.
- Лазерная сварка производится путем нагрева металла через оптический луч квантового генератора. При этом диапазон излучения может быть световым или инфракрасным.
- Газовая сварка – плавление обрабатываемой поверхности за счет сгорания газово-кислородной смеси.
Дуговая сварка и ее виды
На сегодняшний день наиболее важной для многих отраслей промышленности является электрическая дуговая сварка. Если подсчитать количество действующих установок, занятость среди специалистов, а также число продукции, то такой способ получения высококачественных швов лидирует по всему миру. Давайте рассмотрим основные способы дуговой сварки. На сегодняшний день их несколько.
Наиболее распространенной является автоматическая сварка. Суть ее заключается в том, что некоторые движения оператора автоматизируются. Например, подача электрода и его перемещение вдоль шва осуществляются без участия человека (в отличие от полуавтоматического режима). Такой подход хорош тем, что качество шва и производительность несколько увеличиваются, а травмоопасность понижается. Зачастую используется защитный газ, который нужен для предотвращения азотирования и окисления сварного соединения во время выполнения работ.
Существует еще и ручная сварка, которая заключается в том, что плавящиеся кромки соприкасаются и возбуждают электрическую дугу (при неплавящемся электроде). После того как присадочный материал нагревается и плавится, получается ванна, которая впоследствии и создает шов. Стоит обратить ваше внимание на то, что способы сварки электродом при помощи электрической дуги классифицируются по нескольким техническим признакам. Например, по типу используемых газов (активные и инертные), по степени механизации (ручная, автоматическая и т.п.) и по другим признакам.Более подробно о ручной дуговой сварке
Мы уже рассмотрели в общих чертах принцип получения сварного соединения в ручном режиме. Давайте разберемся в этом вопросе более подробно. На сегодняшний день существуют способы ручной дуговой сварки, каждый из которых уникален по-своему. Например, в процессе могут быть использованы различные электроды: плавящиеся и неплавящиеся. Если выбирается второй вид, то соединение шва осуществляется следующим образом: кромки прикладывают друг к другу, а графитовый или угольный электрод подносят к обрабатываемой поверхности и создают дугу. В результате образуется ванночка, которая через некоторое время затвердевает и образует сварной шов. Данный метод наиболее актуален для работы с цветными металлами и их сплавами, а также используется для наплавки.
Еще один способ заключается в использовании плавящегося электрода со специальной обмазкой. Такой метод можно назвать классическим, если вести речь о ручной сварке, так как он наиболее распространен и используется довольно давно. Единственное отличие от вышеописанного способа заключается в том, что электрод плавится вместе с поверхностью. В итоге получается общая ванночка, которая застывает после удаления дуги и образует высококачественный сварной шов. Выбор способа сварки зависит от конкретной ситуации, материала, его состава и много другого.
Несколько важных моментов
Мы рассмотрели основные способы сварки. Их условно разделяют на три большие группы: холодная, горячая и газовая. Однако стоит заметить, что иногда используются особые способы получения шва. Нужно это тогда, когда речь идет о химически активных металлах и их сплавах. Кстати, такие материалы все чаще используются в строительстве для возведения ответственных узлов. В таких случаях работы выполняются при низком содержании кислорода и азота в воздухе, а источник должен быть с высокой температурой. Ярким примером является плазменная, а также лучевая сварка. Во втором случае источник луча похож на кинескоп и имеет напряжение порядка 30-100 кВ.
Куда сложнее и интереснее с точки зрения получения качественного соединения плазменная сварка. С ее сутью мы уже немного разобрались. В процессе есть такие ключевые особенности, как проводимость электрического тока плазмой. Газ, образующий плазму, помимо основной своей задачи еще и защищает шов от окислительных процессов и азотирования. Можно с уверенностью говорить, что это достойный внимания метод, однако есть и некоторые ограничения. К примеру, источник питания должен иметь напряжение более 120 В, да и установка весьма дорогостоящая и сложная.
Заключение
Вот мы и разобрались с тем, что такое сварка. Способы сварки есть различные. В большинстве случаев перед оператором стоит задача получить не только качественный, но и прочный шов, который будет выдерживать механические воздействия в течение длительного времени. Для этого существуют различные способы сварки электродом, например, плавящимся или нет. Кроме того, технология может отличаться в зависимости от техники мастера. Кому-то удобно выполнять работу левой сваркой, кому-то – правой.
Даже элементарные способы сварки арматуры должны выполняться по инструкции. Согласитесь, будет не очень приятно, если перегородка завалится только потому, что сварщик схалтурил и решил немного сэкономить.
На сегодняшний день все большее распространение получают сложные и дорогостоящие виды получения соединения. Обусловлено это некоторыми факторами. Во-первых, технический прогресс приводит к тому, что далеко не всегда можно использовать кузнечную сварку из-за хрупкости конструкции. Во-вторых, стараются получить высокое качество шва, который не разрушался бы при длительных динамических и вибрационных нагрузках. Этого добиться несложно, особенно если учитывать, что удары и вибрация – самые главные враги сварного соединения. Но современная сварка (способы сварки) постоянно совершенствуется, разрабатываются всё новые подходы к укреплению и получению прочных и качественных стыков.
Типы сварки — Классификация сварочных процессов
Сварка — это процесс непрерывного соединения двух частей путем приложения тепла и (или) давления . В стык может быть добавлен присадочный металл в зависимости от процесса сварки и типа стыка.
Американское сварочное общество (AWS) признало более 50 различных типов сварочных процессов, некоторые из них очень популярны в таких отраслях, как Дуговая сварка в экранированном металле (SMAW) или Сварка штангой , Газ металлическая дуговая сварка (GMAW) , также известная как MIG / Сварка MAG , Дуговая сварка вольфрамовым электродом (GTAW) или Сварка TIG , Дуговая сварка под флюсом (SAW) и Дуговая сварка под флюсом (FCAW), и т. Д.Принимая во внимание, что некоторые из них очень специфичны и ограничиваются несколькими отраслями, такими как Ультразвуковая сварка (USW), и Диффузионная сварка (DFW), и т. Д.
Сварочные процессы в целом делятся на два типа;
- Процесс сварки давлением
- Процесс сварки плавлением:
В процессе сварки давлением соединение выполняется приложением внешнего давления или силы в зоне контакта, что вызывает более или менее пластической деформации обеих контактных поверхностей.Облицовочные поверхности нагревают до некоторой степени, чтобы обеспечить или облегчить постоянное соединение.
Обычно теплота, используемая во время этого процесса сварки, намного меньше, чем температура плавления основного металла . В большинстве случаев при использовании этих методов сварки дополнительный присадочный металл не требуется. Сварка сопротивлением и диффузионная сварка являются примерами процесса сварки давлением.
Принимая во внимание, что в процессе сварки плавлением соединение осуществляется путем плавления основных металлов в области контакта . Во время сварки плавлением не требуется внешнего давления или силы. и очень часто также используется присадочный металл. Процесс дуговой сварки является одним из самых популярных процессов сварки, которые относятся к семейству процессов сварки плавлением. Обычно используемые процессы сварки плавлением:
1. Дуговая сварка
2. Газовая сварка в кислородном газе
3. Электронно-лучевая сварка
4.Лазерная сварка
5. Термитная сварка
6. Электрошлаковая сварка
Некоторые из процессов сварки давлением:
1. Сопротивление Сварка
-
- Рельефная сварка
- Сварка оплавлением
- Сварка с осаждением
- Ударная сварка
2.Диффузионная сварка (DFW)
3. Сварка трением (FRW)
4. Ультразвуковая сварка (USW)
5. Холодная сварка под давлением
6. Кузнечная сварка
. Сварка взрывом (EXW)
Так классифицируются сварочные процессы, чтобы узнать больше об этих сварочных процессах, щелкните ссылку, приведенную ниже;
Для получения теоретических и практических лекций по сварке щелкните ссылку ниже;
9 различных типов сварочных процессов (с изображениями)
0Последнее обновление:
Когда вы начинаете учиться сварке, вас легко ошеломить огромным количеством доступной информации по этой теме.Может быть трудно начать свой путь к сварке, не зная о различных существующих типах сварки. Некоторым легче научиться, а другим довольно сложно.
В то время как некоторые типы сварки дают чистые валики, которые выглядят привлекательно и практически не требуют очистки, другие типы дают прямо противоположное. Какой металл вы планируете сваривать? Это имеет значение. Чтобы упростить тему, мы собрали важную информацию о девяти различных типах сварочных процессов.
9 различных типов сварочных процессов
1. TIG — газовая дуговая сварка вольфрамовым электродом (GTAW)
Изображение предоставлено: Prowelder87, Викимедиа
Сварка TIG также называется дуговой сваркой Heliarc и газовой вольфрамовой дугой (GTAW). При этом типе сварки электрод не расходуется и изготавливается из вольфрама. Это один из немногих видов сварки, который можно выполнить без присадочного металла, используя только два металла, свариваемых вместе. При желании можно добавить присадочный металл, но подавать его придется вручную.Газовый баллон необходим при сварке TIG, чтобы обеспечить постоянный поток газа, необходимый для защиты сварного шва. Это означает, что его лучше выполнять в помещении и вдали от элементов.
СваркаTIG — это точный вид сварки, который создает визуально привлекательные сварные швы и не требует очистки, так как без брызг. Из-за этих свойств этот сложный вид сварки лучше всего подходит для опытных сварщиков.
2. Дуговая сварка порошковой проволокой (FCAW)
Изображение предоставлено: Альфред Т.Палмер, Викимедиа
Этот вид сварки аналогичен сварке MIG. Фактически, сварщики MIG часто могут выполнять двойную работу в качестве сварщиков FCAW. Как и при сварке MIG, проволока, которая служит электродом и присадочным металлом, подается через трубку. Здесь все начинает отличаться. Для FCAW проволока имеет сердечник из флюса, который создает газовый экран вокруг сварного шва. Это устраняет необходимость во внешнем газоснабжении.
FCAW лучше подходит для более толстых и тяжелых металлов, так как это метод высокотемпературной сварки.По этой причине его часто используют при ремонте тяжелого оборудования. Это эффективный процесс, который не приводит к большим отходам. Поскольку нет необходимости во внешнем газе, он также невысокий. Тем не менее, останется немного шлака, и его потребуется немного очистить, чтобы сделать красиво законченный сварной шов.
3. Палка — дуговая сварка экранированного металла (SMAW)
Изображение предоставлено: Джастин МакГарри из Hull Technician, Викимедиа
Этот процесс сварки начался в 1930-х годах, но он продолжает совершенствоваться и совершенствоваться сегодня.Он остался популярным видом сварки, потому что он прост и легок в освоении, а также дешев в эксплуатации. Тем не менее, он не позволяет получить самые аккуратные сварные швы, так как легко разбрызгивается. Обычно необходима очистка.
Сменный электрод «стержень» также выполняет роль присадочного металла. Создается дуга, которая соединяет конец стержня с основным металлом, плавит электрод в присадочный металл и создает сварной шов. Клюшка покрыта флюсом, который при нагревании создает газовое облако и защищает металл от окисления.По мере охлаждения газ оседает на металле и превращается в шлак.
Поскольку для этого не требуется газа, этот процесс можно использовать на открытом воздухе, даже в неблагоприятную погоду, такую как дождь и ветер. Он также хорошо работает на ржавых, окрашенных и грязных поверхностях, что делает его отличным средством для ремонта оборудования. Доступны разные типы электродов, которые легко заменять, что упрощает сварку металлов самых разных типов, хотя это не очень хорошо для тонких металлов. Сварка палкой — это высококвалифицированный процесс, требующий длительного обучения.
4. MIG — газовая дуговая сварка металла (GMAW)
СваркаMIG — это простой вид сварки, который могут легко выполнить начинающие сварщики. MIG означает металлический инертный газ, хотя иногда его называют дуговой сваркой металла в газе (GMAW). Это быстрый процесс, при котором присадочный металл подается через трубку, в то время как газ выходит вокруг нее, чтобы защитить ее от внешних элементов. Это означает, что он не подходит для использования на открытом воздухе. Тем не менее, это универсальный процесс, с помощью которого можно сваривать множество различных типов металла разной толщины.
Присадочный металл — это расходная проволока, подаваемая с катушки, которая также действует как электрод. Когда дуга создается от кончика проволоки к основному металлу, проволока плавится, становясь присадочным металлом и создавая сварной шов. Проволока непрерывно проходит через трубку, что позволяет вам выбрать желаемую скорость. Правильно выполненная сварка MIG дает гладкий и плотный сварной шов, который выглядит привлекательно.
5. Лазерная сварка
Изображение предоставлено: Krorc, Wikimedia Commons
Этот вид сварки можно использовать для металлов или термопластов.Как следует из названия, он предполагает использование лазера в качестве источника тепла для создания сварных швов. Его можно использовать для обработки углеродистой стали, нержавеющей стали, стали HSLA, титана и алюминия. Он легко автоматизируется с помощью робототехники и поэтому часто используется в производстве, например, в автомобильной промышленности.
6. Электронно-лучевая сварка
Изображение предоставлено: SDASM Archives, Flickr
Это тип сварки, при котором высокоскоростной пучок электронов создает тепло за счет кинетической энергии, сваривая два материала вместе.Это очень сложный вид сварки, который выполняется машиной, как правило, в вакууме.
7. Плазменно-дуговая сварка
Плазменно-дуговая сварка похожа на GTAW, но при этом используется дуга меньшего размера, что повышает точность сварки. Он также использует другую горелку, позволяющую достичь гораздо более высоких температур. Газ находится под давлением внутри трубки, образуя плазму. Затем плазма ионизируется, что делает ее электропроводной. Это позволяет создать дугу, создающую невероятно высокие температуры, которые могут расплавить основные металлы.Это позволяет выполнять плазменную сварку без присадочного металла, что является еще одним сходством со сваркой TIG.
Этот тип сварки позволяет выполнять глубокий провар узких швов, создавая эстетически привлекательные швы, а также обеспечивая высокий уровень прочности. Кроме того, возможны также высокие скорости сварки.
8. Сварка атомарным водородом
Сварка атомарным водородом — это сварка с использованием чрезвычайно высоких температур, известная как дуговая атомная сварка. Этот тип сварки включает использование газообразного водорода для защиты двух электродов из вольфрама.Он может достигать температуры выше, чем у ацетиленовой горелки, и может выполняться с присадочным металлом или без него. Это более старый вид сварки, который в последние годы был заменен сваркой MIG.
9. Электрошлак
Это усовершенствованный процесс сварки, который используется для вертикального соединения тонких кромок двух металлических пластин. Вместо того, чтобы наносить сварной шов снаружи стыка, он будет проходить между краями двух пластин. Проволока из медного электрода проходит через направляющую трубку из расходуемого металла, которая выполняет роль присадочного металла.Когда вводится электричество, возникает дуга, и сварной шов начинается в нижней части шва и медленно продвигается вверх, создавая сварной шов на месте шва по мере его продвижения. Это автоматизированный процесс, выполняемый машиной.
Заключение
Надеюсь, теперь у вас есть базовое представление о различных типах сварки. Некоторые виды выполняются машинным способом и требуют дорогостоящего специального оборудования. Другие могут быть выполнены любителем дома, не нарушая при этом денег.Если вы хотите купить сварочного аппарата, обязательно ознакомьтесь с одним из наших руководств, в котором сравниваются лучшие сварочные аппараты для домашнего использования.
Изображение предоставлено: Pixabay
Классификация сварочных процессов
Площадка для сварки огромна. Чтобы удовлетворить потребность в соединении самых разных материалов различными способами, доступно большое количество методов сварки; Каждый из них имеет определенные уникальные особенности, плюсы и минусы по сравнению с другими. В настоящее время традиционно используется более 100 различных сварочных процессов.Сгруппировать их все немного сложно. Любая краткая классификация будет иметь некоторый пробел, из-за которого можно упустить несколько процессов из определенной группы. Это открывает путь к различным способам классификации сварочных процессов, как описано ниже.
Сварка плавлением — Для выполнения сварки требуется подача тепла или давления от внешнего источника. Когда тепло подается снаружи, происходит последующее плавление основного материала, которое при охлаждении дает прочное соединение. Этот тип сварочного процесса, при котором плавятся прилегающие поверхности основного материала, известен как сварка плавлением.Он может использовать или не использовать внешний присадочный материал, поэтому его можно дополнительно разделить на три категории — автогенная, однородная и неоднородная сварка, как описано в Способе-2. Все виды дуговой сварки и газовой сварки относятся к категории сварки плавлением.
Сварка в твердом состоянии —При наружном приложении давления вместо нагрева это называется сваркой в твердом состоянии. Однако в этом процессе внутри может выделяться тепло, которое может повысить температуру основных материалов (но основные материалы не плавятся, поскольку температура остается ниже температуры плавления).Присадочные материалы здесь обычно не применяются (автогенная сварка). Сварочные процессы на основе сопротивления и диффузии обычно подпадают под эту категорию.
Автогенная сварка — Во всех процессах сварки плавлением может не потребоваться внешний присадочный материал. Если сварка выполняется без внешнего присадочного материала, это называется автогенной сваркой. Таким образом, основной материал сам плавится и образует желаемый сварной шов. Сварочные процессы в твердом состоянии в большинстве своем являются автогенными. Узнать больше об автогенной сварке.
Однородная сварка —С другой стороны, если во время сварки плавлением применяется внешний присадочный материал и металлургический состав присадочного материала такой же, как и у основного материала, то такая сварка называется гомогенной сваркой. Узнайте больше об однородной сварке.
Гетерогенная сварка —Если во время сварки плавлением применяется внешний присадочный материал, но металлургический состав присадочного материала и основных материалов существенно различается, то этот процесс сварки называется гетерогенной сваркой.Перед проведением неоднородной сварки необходимо должным образом проверить совместимость присадочного материала с основными материалами. Если они несовместимы, то результатом будет дефектная сварка. Узнайте больше о неоднородной сварке.
- Дуговая сварка
- Ручная дуговая сварка металла (MMAW)
- Газовая дуговая сварка металла (GMAW)
- Сварка вольфрамовым электродом в среде инертного газа (TIG)
- Дуговая сварка под флюсом (SAW)
- Дуговая сварка порошковой проволокой (FCAW)
- Электрошлаковая сварка (ESW)
- Сварка атомарным водородом (AHW)
- Дуговая сварка шпилек (SW)
- Газовая сварка
- Сварка ацетилена на воздухе (AAW)
- Кислородно-ацетиленовая сварка (OAW)
- Кислородно-водородная сварка (OHW)
- Сварка газом под давлением (PGW)
- Сварка сопротивлением
- Контактная точечная сварка (RSW)
- Сварка контактным швом (RSEW)
- Ударная сварка (PEW)
- Сварка оплавлением (FW)
- Сварка с высадкой (UW)
- Сварка твердого тела
- Холодная сварка (CW)
- Сварка валков (ROW)
- Диффузионная сварка (DFW)
- Кузнечная сварка (FOW)
- Сварка трением (FRW)
- Сварка взрывом (EXW)
- Ультразвуковая сварка (USW)
- Термохимическая сварка
- Сварка интенсивной энергией
- Плазменно-дуговая сварка (PAW)
- Электронно-лучевая сварка (ЭЛС)
- Лазерная сварка (LBW)
Ручная сварка — Здесь вся сварочная операция выполняется человеком-оператором (сварщиком). Так что качество сварного соединения зависит от опыта и способностей сварщика. Ему не хватает последовательности и возможны человеческие ошибки. Это также требует много времени, но гибко. Ручная дуговая сварка металла (MMAW) обычно выполняется людьми.
Полуавтоматическая сварка — Здесь автоматизация применяется для выполнения некоторых задач, а остальное выполняется вручную.Таким образом, он использует преимущества как автоматизации, так и ручных операций. Например, при сварке вольфрамовым инертным газом (TIG) может использоваться устройство подачи, которое удерживает горелку и перемещает ее с постоянной скоростью, в то время как присадочный материал можно подавать вручную.
Автоматическая сварка — Полностью автоматизирована с помощью систем числового программного управления (ЧПУ) и робототехники. Он менее гибкий, но высокопроизводительный. Люди-операторы также должны контролировать всю систему и принимать подходящие решения в аварийных ситуациях.В процессах лазерной и электронно-лучевой сварки используется полностью автоматизированная установка. Полностью автоматизированная сварка обычно используется в автомобильной промышленности.
Какие виды сварки бывают разными и какая лучшая?
Наши родственники склеивают металлические части вместе с помощью сварки на протяжении тысячелетий. Но с 19 века было разработано множество различных техник, которые имеют свои преимущества и недостатки друг перед другом.
Здесь мы исследуем, что на самом деле означает сварка, и обсуждаем, какие типы лучше всего подходят для каких целей.Мы также познакомим вас с парочкой художников, которые делают интересные работы, используя сварку.
СВЯЗАННЫЕ С: РУКОВОДСТВО ПО ЗАРАБОТКЕ ДЕНЕГ НА СВАРКЕ: ВАРИАНТЫ КАРЬЕРЫ И СОВЕТ
Что такое сварка и почему это делается?
Сварка — это производственный процесс, в котором используются высокие температуры для плавления и сплавления деталей друг с другом. Однако следует отметить, что давление также можно использовать для облегчения процесса или использовать исключительно для получения сварного шва.
По данным brighthubengineering.com, «процесс сварки не просто связывает две детали вместе, как при пайке и пайке, вместо этого он заставляет металлические конструкции двух деталей соединяться вместе, и становится единым за счет использования сильного тепла, а иногда и добавление других металлов или газов «.
Он обычно отличается от методов плавления металлов при более низких температурах, таких как пайка или пайка, которые обычно не плавят основной металл.
При сварке обычно также используются присадочные материалы или расходные материалы.Это, как следует из названия, используется для создания «наполнителя» или ванны расплавленного материала, который помогает облегчить образование прочной связи между основными металлами.
Источник: NZ Defense Force / FlickrДля большинства сварочных процессов также потребуется некоторая форма экранирования, чтобы защитить как основные компоненты, так и наполнитель от окисления во время процесса.
Сварка может выполняться с использованием различных источников энергии. Примеры включают в себя газовое пламя (питаемое таким химическим веществом, как ацетилен), электрическую дугу (электрическую), лазер, электронный луч, трение и ультразвук.Существуют различные методы сварки, которые подходят для работы на открытом воздухе, под водой и даже в космосе.
Какие бывают виды сварки?
Сварка используется в металлургии тысячелетия. Хотя кузнечная сварка, при которой кузнецы соединяют железо и сталь путем нагрева и обработки молотком, какое-то время была единственной жизнеспособной техникой. Все изменилось в 19 веке, когда были разработаны более совершенные методы, такие как дуговая сварка и кислородная сварка.
Платформа обзора сварочного оборудования Welder Station перечисляет некоторые из наиболее распространенных процессов сварки:
- Сварка MIG — газовая дуговая сварка металла (GMAW)
- Сварка TIG — дуговая сварка вольфрамовым электродом (GTAW)
- Сварка палкой — экранированный металл Дуговая сварка (SMAW)
- Сварка под флюсом — порошковая дуговая сварка (FCAW)
- Энергетическая сварка пучком (EBW)
- Сварка атомарным водородом (AHW)
- Газовая вольфрамо-дуговая сварка
- Дуговая сварка плазмой
Какие бывают типы сварочных аппаратов?
Есть довольно много разных типов сварочных аппаратов.Эти машины выделяют тепло, плавящее металлические части, чтобы их можно было соединить. Однако не существует единого сварочного аппарата, подходящего для всех сварочных целей.
Сварочные аппараты большего размера обычно используются на промышленных предприятиях, например, на заводах, тогда как аппараты меньшего размера лучше подходят для домашних или любительских целей.
Согласно Welding Hub, существует пять основных типов сварочных аппаратов. Это:
- Сварочные аппараты MIG (металлический инертный газ).
- Сварочные аппараты Mig с тиристорным управлением.
- Сварочные аппараты TIG.
- Аппараты для точечной сварки.
- Аппараты для дуговой сварки экранированным металлом.
Сварочные аппараты MIG — одни из лучших для большинства типов сварки, будь то дома или на заводе. Они, как правило, могут обрабатывать различные металлы, включая низкоуглеродистую сталь, нержавеющую сталь и даже алюминий.
Сварка МИГ — это процесс дуговой сварки, при котором непрерывный сплошной проволочный электрод подается через сварочную горелку в сварочную ванну, соединяя два основных материала вместе.Защитный газ, пропускаемый через сварочную горелку, защищает сварочную ванну от загрязнения.
Сварка MIG обычно выполняется довольно быстро и обеспечивает длительное время дуги, даже если электроды не полностью заряжены.
Сварочные аппараты MIG тиристорного типа обычно лучше всего подходят для фиксации объектов или их установки на подходящей поверхности. Эти машины, как правило, хорошего качества и прослужат очень долго.
Такие сварочные аппараты вырабатывают небольшое количество искры, что упрощает управление ими.Эти машины лучше всего подходят для сварки твердых стержневых и флюсовых материалов. Они могут обрабатывать низкоуглеродистую сталь, низкоуглеродистую сталь, легированную сталь и т. Д.
Сварочные аппараты TIG более специализированы, чем другие, и обеспечивают чистый и чистый сварной шов без брызг, искр или дыма. Эти машины могут обрабатывать нержавеющую сталь, латунь, золото, магний, алюминий, медь и никелевые сплавы.
Сварочные аппараты TIG обычно не подходят для полевых работ, но отлично подходят для ремонта поврежденных деталей.
Источник: Джулиан Карвахал / FlickrМашины для точечной сварки обычно используются для соединения внахлест между такими предметами, как листы стали. Для этого металлические листы обычно защищают с помощью пары электродов, пропуская через них ток.
Сварочные аппараты для точечной сварки имеют много преимуществ перед другими, например, эффективное использование энергии, высокую производительность, простую автоматизацию и т. Д. Эти типы сварочных аппаратов обычно используются в автомобильной промышленности.Кроме того, они обычно намного дешевле, чем их альтернативы.
Дуговая сварка защищенным металлом, также известная как сварка штучной сваркой, использует электрический ток, протекающий из зазора между металлом и сварочной палкой. В этом типе сварки электрический ток используется для создания дуги между основным материалом и присадочным стержнем (также называемым электродным стержнем). Присадочный стержень покрыт флюсом, который предотвращает окисление и загрязнение из-за выделения углекислого газа в процессе сварки.
Какой тип сварного шва самый прочный?
Ответить на этот вопрос не так просто, как может показаться на первый взгляд.Наилучший сварной шов зависит от рассматриваемого основного материала и его предполагаемого использования. Каждый метод, от TIG до плазменно-дуговой сварки, имеет свои уникальные преимущества и недостатки по сравнению с другими.
Согласно Crom Weld, наиболее прочным типом сварного шва может быть сварка электродом: «если важна чистая прочность и толщина материала, который можно сваривать, то лучше всего будет сварка. только один, способный сваривать чугун, кроме того, он также работает на грязных материалах и в суровых погодных условиях.»
Но это не обязательно означает, что сварка штучной сваркой — лучший выбор для всех сценариев. MIG может применяться к более широкому выбору металлов различной толщины, в то время как сварка TIG позволяет получать сварные швы высочайшего качества, особенно когда речь идет о тонких металлах. . »
Источник: Виталий Сова / iStockЭто также зависит от металла, который вы хотите сваривать. Например, сварка алюминия может быть сложной задачей, поскольку это довольно мягкий металл, который не выдерживает слишком большого количества тепла. По этой причине есть только два жизнеспособных метода сварки, которые можно использовать с алюминием: сварка MIG и сварка TIG.
Из этих двух методов сварка TIG считается наиболее подходящей для достижения наилучших результатов.
Сварка нержавеющей стали, с другой стороны, отличается, поскольку это гораздо более прочный металл по сравнению с алюминием. По этой причине он может подвергнуться большему наказанию, прежде чем подвергнет опасности свою силу. Но какой способ сварки обеспечивает наиболее прочный сварной шов, зависит от толщины материала.
Сварка MIG считается лучшим методом для большинства сталей.Когда дело доходит до более толстых стальных листов, многие склоняются перед превосходством сварки палкой и флюсом.
Если сталь мягкая и нержавеющая, сварка TIG и MIG может использоваться без каких-либо серьезных проблем.
Как правильно выбрать сварочные перчатки?
Помимо качественной сварочной маски и сварочного аппарата, еще одним важным элементом сварочного оборудования являются перчатки. Поскольку их работа — защищать ваши драгоценные, но хрупкие человеческие руки от потенциально серьезных ожогов, выбор пары хорошего качества абсолютно необходим.
Но универсальных перчаток не существует. Принимаются во внимание такие факторы, как тип сварки, для которой вы будете их использовать, и то, какая ловкость вам понадобится.
Источник: meredith_nutting / FlickrТип сварки, который вы будете использовать, будет вызывать разное количество искр и других опасностей. Например, сварка MIG обычно приводит к образованию большого количества искр, которые необходимо защищать и затем убирать.
Перчатки также бывают из разных материалов.Для большинства пользователей кожа является наиболее предпочтительным видом, поскольку она прочная, непроводящая и отлично отводит тепло.
Но кожа может быть сделана из различных видов шкур животных. Вот несколько распространенных примеров:
- Козья кожа — Этот вид кожи обеспечивает непревзойденную стойкость к истиранию и растяжению, оставаясь при этом мягкой и эластичной. Это идеально подходит для сварки TIG, когда требуется максимальная ловкость.
- Horsehide — Horsehide — это прочная, долговечная, но при этом удобная.Хотя кожаные перчатки менее популярны, они также отлично подходят для сварки TIG.
- Свиная кожа — Свиная кожа прочная и очень хорошо работает во влажных и жирных рабочих средах. Этот вид кожи отлично подходит для сварки TIG, MIG и сварки электродом.
- Коровья кожа — Коровья кожа — один из самых распространенных видов кожи. Он очень прочный и удобный, и его обычно предпочитают для ручной сварки и сварки MIG.
- Deerskin — Мягкая и гибкая кожа, обеспечивающая свободу движений, делает ее еще одним отличным выбором для сварки TIG.
- Кожа лося — Кожа лося не затвердевает так же быстро, как кожа воловьей, при воздействии тепла. Elkskin — еще один отличный выбор для сварки MIG из-за большого количества выделяемого тепла.
Какой сварщик лучший для новичка?
Если вы новичок в мире сварки, некоторые методы намного легче освоить, чем другие. Например, сварка MIG считается самой простой в освоении и эксплуатации. Но почему?
Источник: Weldscientist / Wikimedia CommonsСварка МИГ имеет высокую регулируемость выходной мощности.Он также обеспечивает очень чистые сварные швы по сравнению с большинством других методов. Это также замечательно, поскольку обычно выполняется довольно быстро, что нравится как новичкам, так и мастерам.
Существуют и другие методы, если позволяет ваш бюджет. Вы можете подумать о приобретении чего-то, что называется гибридным сварщиком. Это позволяет вам опробовать несколько техник с помощью одного инструмента. Тем не менее, несмотря на это, многие практикующие сварщики одобряют простоту и надежность сварки MIG для изучения канатов.
Для каких непромышленных вещей можно использовать сварку?
Хотя сварка очень полезна во многих отраслях промышленности по всему миру, ее можно использовать и для других целей.Один пример — в мире искусства.
Если вы когда-нибудь смотрели вневременной классический анимационный фильм The Iron Giant , Дин МакКоппин сделал именно это.
Источник: ShyCityNXR / FlickrПрослеживая наши шаги назад в реальный мир, многие художники используют упомянутые выше техники для создания великолепных произведений искусства. Из тех художников, которые используют сварку в своих работах, интересным примером является «Сварка прерывателей цепи».
Этот парень использует старые велосипедные цепи для создания прекрасных эстетически приятных скульптур.Вам действительно стоит посмотреть его работы в Instagram.
Еще один великий художник-сварщик — Давид Мадеро. Этот глава создает потрясающие произведения искусства, используя плазменные резаки и методы точечной сварки.
Это всего лишь двое из множества художников по всему миру, создающих интересные работы с использованием вневременной техники сварки.
Различные типы сварочных процессов
Сварка — увлекательная и полезная техника как для энтузиастов, так и для профессионалов. Используя пару инструментов и различные типы металлов, сварщики могут преобразовать любую деталь в любую форму и дизайн, которые они пожелают, при этом искры будут летать вокруг.Однако, чтобы овладеть искусством сварки, вам необходимо начать с основ и знать о различных типах сварочных процессов.
Более 30 различных виды сварки существуют, и они варьируются от простой газокислородной до высокотехнологичной. такие процессы, как лазерная сварка. Однако используются только четыре типа сварки. Обычно это сварка MIG, TIG, дуговой сваркой стержнем и порошковой проволокой. Каждый из у них есть свои преимущества и недостатки, и вам необходимо иметь надлежащее обучение, чтобы практиковать их.
MIG — газовая дуговая сварка металла (GMAW)В этом процессе сварки используются электрод непрерывно подается через сварочную горелку, и оператору необходимо нажмите на спусковой крючок, чтобы пропустить расходный электрод. Между основной материал и электрод образует электрическую дугу, которая нагревает материал пока он не достигнет точки плавления, которая позволит соединить его с Другая.
Для этого типа сварки необходим защитный газ, подаваемый извне, и некоторые из наиболее часто используемых газов для этой цели — нержавеющая сталь, углеродистая сталь, магний, медь, никель, алюминий и кремниевая бронза.Некоторые из типичных применений сварки MIG
Основные преимущества выбор стиля MIG для сварки включает сокращение отходов благодаря более высокий КПД электрода, минимальная очистка сварного шва, меньший нагрев вводы и снижение сварочного дыма. К тому же это самая простая сварка. техника для изучения, что делает ее подходящей для начинающих и энтузиастов DIY.
К недостаткам можно отнести потребность во внешнем защитном газе, довольно высокую стоимость лучших сварочных аппаратов MIG и другого необходимого оборудования, ограниченное положение, в котором вы можете сваривать, потому что вы не можете использовать эту технику для вертикальной или потолочной сварки. и невозможность сваривать толстые материалы.Более того, чтобы можно было успешно использовать эту технику сварки, все материалы должны быть очищены от грязи и ржавчины.
Сварка МИГ очень удобна. обычно используется в автомобильной промышленности, например, при замене каталитического нейтрализатора или полного выпуска отработавших газов, главным образом потому, что он может обеспечить прочный сварной шов, способный выдерживать большие нагрузки. Ремонт автомобилей часто требует универсальности и прочности, и этот тип сварки лучше всего подходит для этой цели. Другие распространенные применения включают брендинг, робототехнику, строительство и морскую промышленность.
Что касается MIG сварке, вы должны быть уверены, что вы правильно настроили параметры мощности в Для того, чтобы толщина материала. Скорость сварки также фактор, влияющий на периоды и проплавление сварного шва. Уменьшая скорость путешествия мысли, вы сможете увеличить проникновение. при желании доступны различные калькуляторы для сравнения различных настроек мощности сварки для конкретный проект.
Связанные: Проекты Cool Welding
TIG — газовая дуговая сварка вольфрамовым электродом (GTAW)Источник изображения
Также известен как Heliarc сварка, TIG — это процесс сварки, в котором используется вольфрамовый электрод, который не расходный материал, чтобы следить за основным металлом и создавать лужу расплавленного металла, используя с помощью этого метода вы можете создать не присадочный металл или автогенный сварной шов, чтобы расплавьте два куска металла вместе.Вы также можете добавить внешний наполнитель в расплавленной лужи, чтобы иметь возможность создать сварной шов и увеличить механические свойства металла.
Как и в случае с Сварка MIG, вам понадобится внешний газ, и некоторые из обычных это аргон и смеси аргон / гелий. Некоторые из наиболее типичных применений TIG Сварка включает трубопроводные системы, аэрокосмическую сварку, а также мотоциклы или велосипеды.
Основными преимуществами использования этой техники для энтузиаста или профессионала являются возможность сваривать очень тонкие материалы, высококачественная чистка сварных швов и эстетичный вид сварных швов.Более того, с помощью этой техники вы можете сваривать широкий спектр сплавов и получать лунки без брызг, поэтому вам не нужно беспокоиться о мусоре.
С другой стороны, некоторые из недостатков сварки TIG включают высокую стоимость оборудования и более низкие скорости наплавки. Кроме того, вам потребуется внешний защитный газ и достаточно высокая квалификация оператора для получения желаемых результатов.
Сварка TIG обычно считается самой популярной сварочной техникой, используемой в настоящее время, и причина за этим стоит тот факт, что он предлагает чистый сварной шов и высокую степень чистоты. это практически невозможно получить с помощью других методов сварки.Метод чаще всего используется для сварки нержавеющей стали, хотя это также подходящий выбор для других металлов, таких как алюминий, магний, медь и никель.
Некоторые отрасли промышленности, в которых регулярно используется сварка TIG, включают отрасли, в которых преобладают цветные металлы. Это означает, что этот метод подходит для производства труб, транспортных средств, велосипедов, а также для ремонта и обслуживания различных типов инструментов из магния, алюминия и нержавеющей стали.Ознакомьтесь с нашими обзорами лучших сварщиков тигров здесь.
Палка — дуговая сварка защищенного металла (SMAW)Источник изображения
Обычно называемая палкой, дуговая сварка защищенным металлом — это процесс, в котором используется электрод, пропускающий электрический ток, чтобы обеспечить большую часть сварочного металла. Электрод, используемый для этого метода, состоит из сердечника, который имеет кодированный приток, и электрическая дуга создается, когда кончик электрода, который является обрабатываемой деталью, вынимается, оставаясь при этом в тесном контакте, чтобы создать температуру около 6500 ° Ф.
Расплавленный металл защищен от нитратов и оксидов в атмосфере во время этого процесса, который означает, что этот процесс подходит для сварки трубопроводов, строительства, ремонт тяжелого оборудования и монтаж металлоконструкций.
Основные преимущества с использованием техники дуговой сварки в защитном металлическом корпусе, включая низкую стоимость оборудование, которое необходимо, а также его портативность. Нет необходимости в защитный газ, как при сварке TIG или MIG, что означает, что вы можете используйте эту технику на улице даже во время ветра или дождя.Более того, эта техника также работает с грязными и ржавыми металлами, поэтому является подходящей альтернативой для тех, кто проекты, в которых вы просто не можете использовать методы TIG или MIG.
С другой стороны, К недостаткам технологии дуговой сварки в среде защитного металла можно отнести более низкий расход расходных материалов. эффективность, так как при такой сварке образуется довольно много отходов, и требуется высокая квалификация оператора. На самом деле это займет у вас немного времени дольше, чем другие методы, чтобы овладеть необходимыми навыками с учетом Дело в том, что этот метод также довольно сложно использовать на тонких материалах.
Этот метод обычно считается устаревшим по сравнению с методами борьбы со старением MIG главным образом потому, что это в первую очередь техника ручной сварки. Однако иногда процесс необходимо, потому что не всегда можно использовать сварку TIG или MIG из-за должность, тип материала и навыки.
Этот вид сварки предлагает очень дешевое решение, не требующее дорогостоящего оборудования. В результате качество финального шва может быть не лучшим, в основном потому что этот метод может допускать неглубокое проникновение, пористость, растрескивание, и уязвимость к суровой погоде.
Дуговая сварка порошковой проволокой (FCAW)Источник изображения
Этот метод очень похож на метод сварки MIG, поскольку он также требует непрерывно подаваемого электрода, но вместо сплошной проволоки требуется трубчатая проволока, заполненная флюсом. Вы можете выбрать один из двух типов проволоки с флюсовым сердечником, которые являются социальными и будут экранировать провода. Провода социального обеспечения — хорошее решение для использования вне помещений, так как они работают даже в ветреную погоду. С другой стороны, двойной экран использует внешний защитный газ и флюс для защиты современной сварочной ванны.
Основными преимуществами этого метода являются более высокий КПД электрода, который создает меньше отходов, чем другие методы сварки, а также меньшее количество ударов. При дуговой сварке порошковой проволокой нет необходимости во внешнем защитном газе, и вы получаете меньше сварочного дыма независимо от металла, используемого для сварки. это также довольно чистый вид сварки, так как вам не придется иметь дело с большим количеством мусора.
Что касается К недостаткам этого метода сварки, к одним из самых распространенных из них можно отнести: образование большого количества дыма и дороговизна оборудования.Этот Метод сварки не рекомендуется для тонких материалов и может привести к образованию шлака.
Технику дуговой сварки порошковой проволокой очень легко освоить, и многие профессионалы предпочитают ее, поскольку она чрезвычайно недорогая. Несмотря на то, что существует несколько ограничений, когда дело доходит до применения этого метода, и результаты могут быть не такими эстетически приятными, как результаты, полученные с другими типами методов китобойного промысла, этот метод остается популярным из-за простоты использования. лучшие сварщики сердечников флюса здесь.
Электронно-лучевая сварка (EBW)Этот вид сварки включает в себя запуск луча высокоскоростных электронов по материалам, которые требуют сварка. Этот метод преобразует энергию электронов в листы в чтобы расплавить сварочные материалы, которые затем могут соединиться и сплавиться вместе. Этот Тип сварки используется во многих отраслях промышленности, начиная с полностью автоматизированное поточное производство автомобильных деталей для дорогостоящих авиационных двигателей промышленность.Некоторые примеры продуктов, созданных с помощью электронно-лучевой сварки включают аэрокосмические компоненты, узлы трансмиссии и биметаллические пильные полотна.
Потому что это электронно-лучевая сварка в вакууме — идеальный выбор для герметизации электрические компоненты и предварительно вакуумированные корпуса. Эта техника позволяет соединить из разнородных металлов, например, с различной теплопроводностью и точки плавления, чего обычно трудно достичь с помощью других методы сварки.Это также хорошая техника для тех, кто хочет сварить толстый материал к тонкому материалу.
Сварка атомарным водородом (AHW)
Этот метод сварки был в значительной степени заменен методами дуговой сварки металлическим газом, но он все еще используется для определенных целей, таких как сварка вольфрама. Этот материал обладает высокой термостойкостью, и, используя эту технику, вы можете сваривать его таким образом, чтобы не повредить металл, оставаясь при этом сплоченным и прочным сварным швом.Как и при всех сварочных работах, чрезвычайно важно использовать перчатки сварщика для защиты и безопасности.
Метод был изобретен Ирвинга Ленгмюра после открытия атомарного водорода. Это включает размещение двух металлических вольфрамовых электродов в атмосфере водорода с целью расщепить водород в молекулах и объединить их во взрыве тепла температура может достигать 3000 градусов по Цельсию.
Газовая вольфрамо-дуговая сваркаЭто один из самых сложных видов сварки, а также самый трудоемкий, потому что он требует большого внимания и навыков, в основном из-за небольшой площади между видами сварки. пламени в материале, который вы собираетесь сваривать.Для этого метода свариваются небольшие полосы металла, чтобы получить чрезвычайно прочный сварной шов, который прослужит долгие годы. Этот метод сварки был выпущен в 1941 году и с тех пор практически не изменился. Он по-прежнему используется производителями велосипедов и самолетов, как военными, так и коммерческими.
Плазменно-дуговая сварка
Источник
Аналогичный процесс По сравнению с дуговой сваркой вольфрамовым электродом, плазменная дуговая сварка была первоначально разработана в 1954 году и использует электрический ток, который проходит через очень малую сопло, которое пропускает защитные газы, чтобы обеспечить экстремальное точность при сварке небольших участков.Этот метод подходит для использовать, когда дело доходит до нагрева металла до очень экстремальных температур, что приводит к более глубокие и прочные сварные швы. Этот метод сварки часто используется в самолетах. обрабатывающей промышленности, и очень редко он может быть полезен для DIY и сварщики-энтузиасты.
Чтобы узнать больше о плазменных резаках и о том, как их выбрать, прочтите наши обзоры плазменных резаков здесь.
Различные типы сварочных процессов
Заявление об ограничении ответственности: Welderportal.com поддерживается своей аудиторией. Когда вы совершаете покупку по ссылкам на нашем сайте, мы можем получать небольшую комиссию без каких-либо дополнительных затрат для вас.
Сварка — это процесс, в котором с помощью нескольких инструментов и различных типов металлов вы можете создать любую форму или дизайн, который вы пожелаете. Однако, чтобы сварщик стал мастером сварки, необходимо понимать основы и знать доступные типы сварочных процессов и типы сварочных аппаратов.
Существует более 30 видов сварочных процессов, от простой газокислородной сварки до высокотехнологичной лазерной сварки.Понимание различий между этими сварочными процессами важно для выбора подходящего для выполняемой работы. В этом посте мы рассмотрим 6 основных типов сварочных процессов.
MIG или GMAW (газовая дуговая сварка металла)
В процессе сварки MIG используется проволочный сварочный электрод, который автоматически подается через сварочную горелку. Поданный электрод создает дугу на основном металле, которая нагревает материал до тех пор, пока он не начнет плавиться для сплавления с другим куском материала. Это создает высокопрочный сварной шов, который отлично выглядит и требует небольшой очистки.
Для сварки MIG необходимо подавать защитный газ для защиты сварного шва от загрязнений в воздухе. Обычно для этого используются углекислый газ, кислород, аргон и гелий.
Сварку MIG можно использовать как для толстых, так и для более тонких металлических листов. Вы можете использовать его для обработки металлов, таких как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и другие.
Некоторые из преимуществ типа сварки MIG — это минимальная очистка сварного шва, меньшая требуемая точность, меньшее количество сварочного дыма и меньшая тепловая мощность.Это также самая легкая в освоении техника сварки. Так что это отличный выбор для начинающего сварщика.
Хотя есть и минусы. Один из них — это чувствительность сварного шва к внешним факторам, таким как ветер, дождь или пыль. Поэтому сварочные процессы MIG следует проводить в помещении, очищая материалы от грязи и ржавчины.
К другим недостаткам относятся дополнительные затраты на получение защитного газа, невозможность сваривать более толстые металлы и невозможность выполнять вертикальную сварку или сварку над головой.
Основные моменты:
- Самый простой для изучения
- Обеспечивает высокую скорость сварки
- Более чистый шов с меньшим объемом очистки
- Обеспечивает лучший контроль при обработке более тонких металлов
- Сварщик также может использоваться для сварки сердечником из флюса
Flux- Порошковая дуговая сварка
Дуговая сварка порошковой проволокой похожа на сварку MIG, поскольку она также включает процесс подачи проволоки, но вместо защитного газа используется порошковая проволока для защиты дуги от загрязнения.Таким образом, в отличие от сварки MIG, вы можете выполнять сварку на открытом воздухе, и ветер не повлияет на сварку. Этот процесс обычно используется в строительстве, поскольку он обеспечивает высокую скорость сварки и мобильность.
Сварка МИГ широко используется в автомобильной промышленности. Автомобильные работы обычно требуют универсальности и прочности, а этот сварной шов обеспечивает прочность, способную выдерживать большие нагрузки. Другие распространенные применения сварки MIG включают строительство, морскую промышленность, сантехнику и робототехнику.
Основные моменты:
- Может использоваться на грязных или ржавых материалах
- Позволяет сварку вне положения
- Обеспечивает глубокое проплавление при сварке более толстых металлов
- Более высокая скорость наплавки металла
TIG или GTAW (Газовая вольфрамовая дуговая сварка)
В этом процессе сварки используется неплавящийся вольфрамовый электрод, который прилегает к металлической основе. Таким образом, электрический ток проходит через вольфрамовый электрод, который нагревает основу материала и создает дугу, которая затем плавит проволоку и создает сварочную ванну.Он используется вместе с защитным газом, таким как аргон, для защиты сварочной ванны от атмосферного загрязнения.
Как и при сварке MIG, у вас будет внешний источник газа. Используемый газ обычно представляет собой аргон или смесь аргона и гелия.
Сварка TIG — один из самых трудных для освоения и самых неэффективных сварочных процессов. Это требует большого внимания и навыков, потому что между дугой и свариваемым материалом остается лишь крошечный участок.
Преимущество, с другой стороны, заключается в том, что он позволяет сваривать очень тонкие материалы и обеспечивает высококачественный чистый шов, который при правильном выполнении становится чрезвычайно прочным.Его можно использовать для сварки следующих металлов: магния, меди, алюминия и никеля.
Сварочный процесс довольно популярен в отраслях, работающих с цветными металлами. Его часто используют в производстве велосипедов и самолетов, а также в производстве труб, транспортных средств и т. Д.
Основные моменты:
- Вы получаете сварные швы высочайшего качества
- Возможность сваривать более тонкие металлы
- Высокоэстетичные сварные швы
- Чрезвычайно прочный сварной шов
Палка или SMAW (дуговая сварка защищенного металла)
Также называется палкой сварка, это был самый популярный метод сварки среди домашних сварщиков.Это метод ручной сварки, при котором для наложения сварного шва используется плавящийся электрод, покрытый флюсом. Сварка палкой происходит от сварки стержней или стержней, содержащих присадочный материал и флюс. Назначение флюса — защитить расплавленный металл, в то время как наполнитель соединяет части материала вместе.
Для этого процесса сварки требуется минимум оборудования, поэтому он является недорогим решением. Также нет необходимости в защитном газе, и вы можете работать с ним на открытом воздухе при ветре или дожде.Он также отлично работает на грязных и ржавых металлах.
Однако качество сварного шва не всегда самое лучшее. Имеет пористость, трещины и неглубокое проникновение. Как правило, он менее прочен. Это старая ручная техника, которая используется, когда новое и более дорогое оборудование недоступно.
Основные моменты:
- Хорошо работает в ветреную погоду и на открытом воздухе
- Простите при работе с грязными или ржавыми металлами
- Отлично работает с толстыми металлами
Дуговая сварка под флюсом (SAW)
Этот автоматический или иногда полуавтоматический -автоматический процесс в основном применяется только для черной стали и сплавов на основе никеля.Он имеет минимальные выбросы дыма и дугового света, что делает его одним из самых безопасных сварочных процессов. Он требует минимальной подготовки и обеспечивает глубокое проплавление сварных швов, обеспечивая быстрые и эффективные сварочные работы.
Пила — это процесс, при котором сварка выполняется под слоем покрытия из гранулированного плавкого флюса. С повышением температуры флюс становится проводящим, создавая ток между электродом и сварочным материалом. Флюс защищает металл от атмосферных воздействий, а также предотвращает образование брызг при сварке.
Плазменная сварка
Плазменная сварка аналогична сварке TIG. Они работают одинаково. Разница в том, что они используют другой фонарик. Разработанный в 1954 году, он продолжает совершенствоваться по сей день.
При плазменной резке сварочный аппарат пропускает электрический ток через очень маленькое сопло, которое затем проходит через защитный газ. Это обеспечивает высокую точность при сварке небольших участков. Таким образом, это требует большей концентрации и точности. Это подходящий метод для более глубокого проникновения, поскольку он может нагревать металл до экстремальных температур.Он больше используется в крупных отраслях промышленности, таких как авиастроение, и не очень распространен среди домашних мастеров и сварщиков-энтузиастов.
Электронно-лучевая сварка (EBW)
Этот процесс выполняется в полном вакууме и осуществляется путем направления на материал пучка высокоскоростных электронов. Затем энергия электронов преобразуется в тепло, позволяя сварочному материалу плавиться, сливаться и плавиться.
EBM широко используется во многих отраслях промышленности, таких как автоматизированное производство автомобильных деталей и производство авиационных двигателей.Этот метод позволяет плавить вместе разнородные металлы, которые имеют разную теплопроводность и температуру плавления. Такие металлы обычно плохо сливаются с другими типами сварочных процессов.
Сварка атомарным водородом
Это метод сварки прошлого, который в последние годы в значительной степени был заменен методами дуговой сварки металлическим газом. Тем не менее, он все еще иногда используется для определенных целей, например, для сварки вольфрама. Это материал, который очень устойчив к нагреванию, и этот метод позволяет сваривать металл, не повреждая его, и в то же время создавать прочный сварной шов.
В этом процессе два металлических вольфрамовых электрода помещаются в атмосферу водорода. Это заставляет водород распадаться на молекулы, которые затем объединяются в виде теплового взрыва (до 3000 градусов по Цельсию).
Ниже приводится таблица различных типов сварочных процессов и материалов, для которых вы можете их использовать.
Кроме того, независимо от того, какой тип сварочного процесса вы выберете, не забудьте иметь надлежащие средства защиты перед началом работы. Некоторые из необходимых вещей включают сварочный шлем, перчатки, куртку и прочее.
4 основных типа сварочных процессов (со схемами)
Сварка — это соединение отдельных металлических деталей путем плавления с последующим их сплавлением.
Существует довольно много сварочных процессов, о многих из которых вы, возможно, никогда не слышали.
В некоторых высокотехнологичных методах используются лазеры, микроволны или электромагниты.
Существуют также низкотехнологичные методы, такие как плавление горелкой или кузницей, а затем соединение двух частей в одну.
Вот четыре наиболее часто используемых процесса сварки.
Четыре распространенных типа сварочных процессов
Существует много типов сварочных процессов, но эти четыре являются наиболее распространенными.
- Сварка МИГ (GMAW)
- Сварка TIG (GTAW)
- Ручная сварка (SMAW)
- Дуговая сварка порошковой проволокой (FCAW)
Некоторые из причин, по которым они так доминируют:
- Промышленные потребности
- Доступность для мастеров своими руками
- При сварке TIG ключевым моментом является очень высокое качество.
- Легко освоить (кроме TIG)
Это все процессы дуговой сварки, то есть заготовка, заземляющий зажим и электрод замыкают электрическую цепь, когда электрод входит в контакт. Подъем создает дугу.
Эта электрическая дуга достигает тысячи градусов, плавя металл и заставляя отдельные части стекать вместе. В электроде используется присадочный металл, который плавится и заполняет зазор, становясь частью цельного куска металла.
Тысячи градусов тепла поверхности вызывают химические реакции с воздухом и такими веществами, как масло или ржавчина.Кислород и азот вызывают хрупкость, ржавление, пористость и возможные разрушения.
Каждый процесс защищает расплавленную сварочную ванну от воздуха и поверхностных загрязнений, заполняя область дуги инертными газами, которые не вступают в реакцию с другими химическими веществами. Готовые сварные швы намного прочнее, стабильнее и намного чище без контакта с воздухом во время плавления.
GMAW: газовая дуговая сварка металла (MIG-сварка)
При сварке MIG защитный газ поступает из баллона с инертным газом под давлением.Дуга создается проволокой, которая также плавится, заполняя стык.
Как это работает
Сварка GMAW обычно называется MIG. В этом процессе электрод представляет собой электрически заряженную проволоку, которая непрерывно подается с моторизованной катушки в сварной шов, а также заполняет сварной шов защитным газом.
Сварочный провод к горелке MIG подключает питание, имеет внутри муфту для перемещения электродной проволоки и включает газовый шланг как часть соединения горелки MIG.
В качестве защитного газа для MIG обычно используется диоксид углерода.
Когда он используется
Если важна скорость, вы новичок или вам нужно снизить температуру, сварка MIG — ваш лучший способ. Защитный газ добавляет сложности, но также обеспечивает хороший контроль нагрева и чистый сварной шов.
Плюсы
- Подходит для производственной сварки
- Непрерывная подача проволоки — простота обучения
- Хороший контроль нагрева
- Чистые швы
- Легко учиться
Минусы
- Ветер может сдувать защитный газ
- Удалить всю краску и ржавчину
GTAW: газовая вольфрамовая дуговая сварка (TIG-сварка)
TIG — сложный процесс для освоения.Это требует больше знаний, сноровки, времени и опыта, чем другие процессы, но окупается лучшими, красивыми и прочными сварными швами.
Как это работает
Основное отличие сварки TIG от других процессов — это его электрод. Электрод в горелке представляет собой заостренный короткий вольфрамовый стержень.
Отличие в том, что электрод не расходуется. Вместо этого, работая с горелкой одной рукой, оператор подает длинный стержень из присадочного металла в сварочную ванну.Этот металлический стержень поглощается сварочной лужей. Электрод только зажигает и поддерживает дугу, чтобы расплавить металл, как пламя горелки.
Благоприятные результаты во многом зависят от того, как оператор хорошо обращается с резаком, контролирует уровень нагрева и подает присадочный стержень с правильной скоростью. Подобно установке MIG, но без механизма подачи проволоки, соединение горелки TIG переносит инертный газ под давлением, заполняющий область дуги. Обычным защитным газом для сварки TIG является аргон.
Когда он используется
СваркаTIG используется там, где необходимы прочные и чистые сварные швы.Некоторые конструкции, изготовленные сваркой TIG, покрываются после постройки, и их нелегко обслуживать. Каркасы самолетов, электрические устройства, электроника высокого класса и каркасы безопасности гоночных автомобилей — вот некоторые примеры.
Другой случай для TIG — это противоположная ситуация, когда сварной шов всегда виден и требует определенного уровня привлекательности для глаз или высокотехнологичной проверки. Некоторые примеры — открытые рамы хот-родов, нестандартный кузов или дизайнерская садовая мебель.
Плюсы
- Сварка TIG на переменном токе алюминиевых и магниевых сплавов
- TIG на постоянном токе сваривает латунь, медь, сталь, нержавеющую сталь и титан
- Лучшее качество, высочайшая точность
- Может сваривать очень тонкие материалы
- Без шлака
Минусы
- Чтобы овладеть требуется больше навыков и опыта
- Аппараты TIG дороже
Связанное чтение : Различия между MIG и TIG
SMAW: дуговая сварка экранированного металла (ручная сварка)
Сварка палкой пришла первой, и это самая простая концепция.Люди занимаются сваркой штангой с конца 1800-х годов. В нем используется самая старая, простая и проверенная технология.
Как это работает
Аппарат для ручной сварки имеет источник питания и большие кабельные вводы с электрододержателем на одном выводе и тяжелым зажимом для заготовки на другом. Электрод представляет собой металлический стержень, похожий на кусок толстой проволоки. Они бывают разных металлов и сплавов.
Диаметр сварочного стержня варьируется. Подбирается по толщине металла.Сварочные стержни покрыты толстым слоем материала, называемого флюсом, который горит в дуге, выделяя газ для защиты сварочной ванны.
По мере охлаждения металла флюс образует тонкую хрупкую корку, называемую шлаком, которую необходимо отколоть и смахнуть щеткой.
Когда он используется
Если это вообще можно сваривать, то сварка палкой. Ручная дуга предпочтительнее, если до сварного шва трудно добраться или в сварном шве есть ржавчина, масло и другие загрязнения. Он хорошо подходит для обработки стали, чугуна, алюминия, нержавеющей стали и твердых покрытий на сельскохозяйственном оборудовании.
Плюсы
- Легко учиться
- Доступный
- Не чувствителен к загрязнениям
- Сваривать можно практически любой металл
Минусы
- Тонкий металл сложно обработать
- Вырабатывает много тепла.
- Требуется много времени
FCAW: Дуговая сварка порошковой проволокой (подача проволоки)
Сварка сердечником под флюсом— это универсальный процесс, известный своей низкой стоимостью, легкостью обучения и хорошими результатами.Он также используется в производстве, но с заменой защиты и более крупными машинами.
Как это работает
Подобно тому, как в процессе стержневой сварки электрод покрывается флюсом, в процессе FCAW используется полая проволока, заполненная флюсом.
FCAW подает катушку проволоки через сварочный кабель, как это делает MIG. Вы можете сваривать быстрее, чем аппараты для ручной сварки, потому что вы меняете электрод только тогда, когда заканчивается катушка с проволокой.
FCAW-S и FCAW-G
В основном используются две разновидности сварки сердечником под флюсом.
FCAW-S
Буква «S» означает «самозащищенный», и это наиболее распространенная технология с сердечником из флюса, поскольку она недорогая, простая и эффективная на ветру.
FCAW-G
Также известная как сварка проволокой с двойным экраном, буква «G» означает, что в дополнение к стандартной проволоке с сердечником из флюса используется внешний защитный газ. Такой подход обеспечивает более плавную и управляемую дугу, чем процессы FCAW-S и MIG.
Когда он используется
Чаще всего сварка сердечником флюсом используется любителями, малыми предприятиями и производственными цехами, поскольку она обеспечивает отличное проплавление, контроль нагрева и простоту использования при невысокой стоимости.