описание, технические характеристики, применение :: SYL.ru
Машиностроительные предприятия все чаще интегрируют в производственные процессы высокоточное измерительное оборудование. Например, посредством контроля заготовительно-штамповочной линии можно получить детали с оптимальными геометрическими параметрами с точностью до 0,1-0,2 мкм. Особенно изготовление таких элементов важно в авиационном и космическом строительстве, где требуется применение сложных прецизионных компонентов. Также не исключается и возможность использования подобных методик в отраслях тяжелой промышленности, обслуживающей нужды широкой аудитории массового потребителя. На таких заводах и фабриках применяется координатная измерительная машина (КИМ), позволяющая контролировать процессы изготовления и обработки болванок, пуансонов, поршневых элементов, расходных частей и т. д.
Принцип работы оборудования

Весь процесс можно условно разделить на два этапа. На первом формируется координатная модель или схема, в которой распределяются контрольные точки. Количество фиксируемых плоскостей может быть разным в зависимости от типа оборудования. Простейшие модели сканируют объект в системе, построенной на осях X, Y, Z относительно базовой точки. Более технологичная 6-осевая координатно-измерительная машина строится на принципе параллельной кинематики. Это значит, что оператор получает динамичную модель в виде усеченной пирамиды, в которой присутствует 6 измерителей на подвижной каретке.
Второй этап предполагает непосредственное считывание информации о геометрических параметрах исследуемого объекта. Для этого задействуются щупы или датчики, сканирующие целевую деталь. Существуют контактные и бесконтактные виды щупов – соответственно, первые взаимодействуют с рабочей поверхностью, а вторые действуют по принципу волнового излучения. Типовые координатно-измерительные машины в машиностроении обычно работают на пьезоэлектрических датчиках, которые могут дополняться механико-электрическими контакторами. Это традиционная сканирующая оснастка, к недостаткам которой относят высокую погрешность, обуславливаемую разностью в силе касания щупов. И здесь стоит обратиться к существующим способам контроля, которые регулярно совершенствуются.
Методы контроля

В системах первого поколения применялся плазово-шаблонный способ счета геометрических данных, но сегодня предприятия переходят на бесплазовый. Принципиальная разница между этими методами заключается в отказе от физических шаблонов и форм, благодаря которым осуществлялся контроль. В новых модулях КИМ используется электронная модель, которая предоставляет на выходе трехмерную «картину» на базе математических расчетов. Чем выгодна такая координатно-измерительная машина? Прежде всего, унификацией комплекса данных, которые можно использовать и для других расчетов. Собранная информация заносится в базу данных и автоматически переправляется на другие участки контроля, занимающиеся исследованием смежных частей. В итоге оптимизируется и производственный процесс, и техника высокоточной подгонки деталей между собой. При этом и в сегменте бесплазовых методов есть свои технологические ответвления. Следует различать голографические, оптические и фотограмметрические способы контроля. Самым же перспективным считается лазерный способ сканирования объекта.
Особенности лазерного контроля
По сути, цифровой метод, отличающийся гибкостью в формировании моделей с поддержкой разных видов измерения – например, углового и линейного. В процессе сканирования образуется лазерный луч с применением дифракционного эффекта. Такой контроль чаще используется в изготовлении хвостовиков, трансмиссионных элементов, шасси и т. д. С помощью фотоприемного устройства также реализуется непараллельное обследование параметров изделия. В этом случае лазерная координатно-измерительная машина позволяет определять размеры отверстий, дефектов смещения, вибрационные и другие характеристики. В дальнейшем по результатам диагностики инженер выносит решение о балансировке или частичной механической доводке агрегата. Для измерения нагрузок используют лазерную авторефлекцию. Эта технология фиксирует показатели смещения при статической нагрузке на целевую поверхность редукторов и валов технических средств.
Характеристики КИМ

По своим размерам и конструкции такие машины напоминают промышленные обрабатывающие агрегаты, но основные рабочие характеристики отражаются в более точных контрольно-измерительных единицах и технических данных. К таким можно отнести следующие параметры типовой модели:
- Погрешность замера – диапазон от 0,1 до 0,1 мм.
- Перемещение щупов по осям – 700-1000 мм. Причем в одной установке характер движения по разным осям может отличаться.
- Максимально допустимый вес для заготовки – промышленная координатно-измерительная машина способна обслуживать детали массой до 1000 кг.
- Мощность – в среднем 1500 Вт.
- Напряжение – 380 Вт с допуском колебаний до 10 %.
- Рабочие температуры – 10-35 °С.
Классификация машин по способу управления

Модели, применяющие современные методы измерения, преимущественно управляются через дистанционные панели. Реализуется принцип программного контроля, на котором строится работа измерительных приборов на базе CNC (числовое программирование). Основная же часть контрольно-измерительных систем сегодня работает по комбинированным схемам. Это предполагает сочетание механического и электронного управления с элементами автоматизации. Передовая аппаратура и вовсе предусматривает связку тех же щупов с параллельно функционирующим производственным оборудованием, на котором выпускаются смежные детали.
Используется и традиционная конфигурация ручного управления. В этом случае оператор координатно-измерительной машины находится непосредственно на линии контроля и взаимодействует с техникой посредством специального джойстика. Эта модель применяется в плазово-шаблонных агрегатах и постепенно уходит в прошлое.
Классификация по конструкционному исполнению

В зависимости от условий эксплуатации и задач обработки могут использоваться горизонтальные, вертикальные и мостовые типы КИМ. В первом варианте обеспечивается высокая точность, обусловленная жесткостью конструкции. Оператор в этом случае получает возможность прямого доступа к внутренней структуре целевого объекта. На практике горизонтальные установки чаще применяются в обслуживании мелких деталей. Вертикальные координатно-измерительные машины считаются наиболее точными, поэтому их используют в ответственных метрологических исследованиях. Но, для использования такого оборудования потребуется термостатирование цеха, а также высокие затраты на обслуживание системы. Что касается мостовых машин, то они благодаря износостойкой оснастке позволяют работать с крупноформатными изделиями.
Мобильные и стационарные КИМ

В основном применяют стационарные машины на конвейерных линиях, ориентированных на конкретные задачи обслуживания заготовок с определенными параметрами. Но при обработке уникальных крупногабаритных заготовок может потребоваться обследование «на выезде». В этом случае потребуется портативная координатно-измерительная машина, обеспеченная многоосевыми органами контроля. Несколько функциональных рукавов с чувствительными датчиками анализируют объект на расстоянии, посылая данные в компьютер или другое обрабатывающее информацию устройство.
Применение КИМ
Контрольно-измерительные системы в разных исполнениях требуются на машиностроительных, авиационных, металлургических и других предприятиях. На небольших заводах и в мастерских, например, часто используют компактные агрегаты с ручным управлением. Точный контроль в данном случае позволяет выпускать эксклюзивные мелкие детали с правильной геометрией. В сложных технологических процессах применение координатно-измерительных машин оправдывает себя и как способ объединения нескольких этапов производства. Например, контрольный узел может выступать центром сбора информации о всех частях и деталях конструкции или готового технического средства, что минимизирует и риск допуска ошибок.
Заключение

Внедрение КИМ в производственный процесс давно стало показателем современного подхода к деятельности предприятия. Отказ от устаревших подходов к контролю элементов и оснастки с задействованием шаблонов повышает и качество сборки, и технологическую эффективность рабочего участка. В то же время и новое поколение измерительных приборов для контроля геометрических параметров регулярно улучшается в разных аспектах. Так, передовым направлением развития можно назвать бесконтактные лазерные сканеры, отличающиеся удобством применения и высокой точностью анализа. Единственным недостатком прогрессивных систем этого типа является высокая стоимость и дороговизна обслуживания. На данном этапе лазерные модели координатно-измерительных установок доступны только крупным производственным комплексам, а также исследовательским центрам.
www.syl.ru
Презентация на тему: Координатно- измерительные машины(КИМ)

устройство для измерения физических, геометрических характеристик объекта. Машина может управляться вручную оператором или автоматизированно компьютером. Измерения проводятся посредством зонда, прикрепленного к подвижной оси машины.

Описание
Типичная КИМ является трехосной с X, Y и Z осями. Оси ортогональны друг к другу и образуют обычную трехмерную систему координат. Каждая ось имеет свой масштаб, что определяет расположение этой оси. Машина считывает данные с сенсорного датчика, по указанию оператора или
компьютера. Затем машина использует X, Y, Z координаты каждой из этих точек, чтобы определить размер и расположение. Как правило, точность измерений координатной машины порядка микрон, или микрометров, что составляет одну миллионную часть метра.
КИМ, как правило, используется в производственном и сборочном процессе для проверки размеров деталей или проверки качества сборки. После сбора X, Y, Z положений множества точек детали, полученные массивы
данных анализируются. Эти данные о точках собираются с помощью зонда, который позиционируется оператором или автоматически с помощью прямого управления компьютером. КИМ может быть запрограммирована на конвейерный поточный анализ, что позволяет считать КИМ специализированной формой промышленного робота.
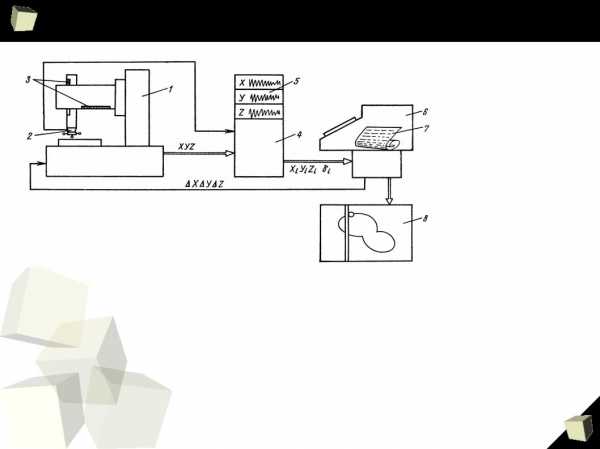
Основные части КИМ
1- корпус
2- измерительная головка
3- датчик
4- интерфейс
5- блок цифровой индукции
6- вычислительное управляющее устройство
7- печатающее устройство
8- графопостроитель

КИМ портального типа
Характерной особенностью является П-образный портал. Управление машиной, в зависимости от модели, – ручное, с программированием и обработкой результатов посредством встроенного микроконтроллера, или ЧПУ с ЭВМ и специальным программным обеспечением.
Машины данного типа обладают высокой жесткостью основных узлов, точностью, хорошими динамическими свойствами, достаточно открытым пространством для установки детали и ее обзорностью в процессе измерения.

КИМ мостового типа
Мостовая компоновка КИМ является идеальным решением для инспекционных и измерительных задач в работе с крупногабаритными деталями в таких отраслях производства как тяжелое и транспортное машиностроение, аэрокосмическая промышленность.
Диапазон размеров рабочей зоны машин (X×Y×Z, мм) от 2000×3300×1000 до 4000×10000×3000.

КИМ стоечного типа с горизонтальной пинолью
КИМ данного типа применяются для осуществления размерного инспектирования средне- и крупногабаритных изделий из листового металла, кузовов автомобилей.
Диапазон размеров рабочей зоны машин данного типа (X×Y×Z, мм) от 2000×1200×1600 до 12375×3381×3000.
Возможность интеграции измерительной системы в существующие производственные линии позволяет оптимизировать время технологического процесса. Высокая производительность и точность измерений, регулируемые размеры рабочей зоны.

Мобильные координатно-измерительные машины
Вначале они использовались для медицинских целей, а именно для измерения человеческого тела. Затем появился промышленный вариант измерительных машин
( измерительная рука ), т. к. такое оборудование требовалось производственным предприятиям.
Основное преимущество этого оборудования в мобильности. Очень часто необходимо произвести контроль геометрии изделия в ходе технологического процесса
производства либо оно имеет большой вес и размеры, и транспортировать его к месту контроля проблематично. Решением таких проблем является использование мобильных координатно-измерительных машин. Измерительная рука упаковываются в специальный кейс на колесах и её можно легко транспортировать и устанавливать в любом удобном месте. Вес самой КИМ не более 10 кг. Для монтажа применяются вакуумные и магнитные плиты, а так же мобильные треноги. Таким образом, Вы не несете деталь в измерительную лабораторию, а непосредственно измерительную машину к изделию.
8

Принцип работы
КИМ жестко закрепляется вблизи изделия, которое необходимо измерить. По конструкции КИМ похожа на строение человеческой руки и имеет плечевой,
локтевой и кистевой суставы. Поэтому иногда этот вид машин называют измерительная рука. На плечевом суставе располагается крепежная плита,
спомощью которой машина устанавливается на плоскую поверхность. На кистевом суставе монтируется измерительный щуп. В каждом суставе
имеются датчики угловых перемещений. Всего их 12 или 14 в зависимости от типа измерительной руки, т.к. они бывают в двух исполнениях с 6-ю или 7-ю степенями свободы. В режиме реального времени электроника КИМ рассчитывает углы поворота каждого датчика угловых перемещений. За счет этих углов и известных длин колен электроника координатно- измерительной машины рассчитывает положение в пространстве (координаты XYZ) измерительного щупа относительно системы координат, которая по умолчанию расположена в центре установочной плиты. Внутри машины установлены датчики, которые отслеживают температуру окружающей среды и вносят соответствующие поправки в результат измерения. Все измерения производятся контактным методом, в случае использования щупа, или с помощью бесконтатных лазерных сканеров.

Мобильное лазерное сканирование
Основной областью применения лазерного
сканера | является работа со сложными |
трехмерными криволинейными поверхностями. Лазерный сканер устанавливается на мобильную координатно-измерительную машину (измерительную руку).
Этот комплекс позволяет сканировать с высокой скоростью (до 19200 точек в секунду) криволинейные поверхности и получать облако точек, которое повторяет геометрию изделия. По отсканированным данным пользователь может построить в специализированном программном обеспечении трехмерную CAD модель изделия или совместить облако точек с уже имеющейся CAD моделью и получить цветовую карту отклонений геометрии. Немаловажен тот факт, что возможно одновременное использование лазерного бесконтактного сканирования для сложных криволинейных поверхностей и измерение стандартных геометрических элементов (окружностей, плоскостей, цилиндров, конусов и т. д.) с помощью контактного щупа.
studfiles.net
Координатно-измерительные машины
 Координатно-измерительная машина (КИМ) — это универсальное средство измерения, в котором определяются линейные размеры по результатам измерения в пространстве координат отдельных точек в системе трех ортогональных осей (координат). Применяются КИМ для измерения размеров, отклонений формы и расположения поверхностей сложных корпусных деталей в основном для операций пассивного контроля. Они могут быть использованы для операций активного контроля, если соединяются с системой управления станка.
Координатно-измерительная машина (КИМ) — это универсальное средство измерения, в котором определяются линейные размеры по результатам измерения в пространстве координат отдельных точек в системе трех ортогональных осей (координат). Применяются КИМ для измерения размеров, отклонений формы и расположения поверхностей сложных корпусных деталей в основном для операций пассивного контроля. Они могут быть использованы для операций активного контроля, если соединяются с системой управления станка.Для построения автоматизированных систем управления технологическими процессами (сокр. АСУ ТП) необходимы приборы автоматики, контрольно-измерительные приборы. Подробнее о разработке и внедрении приборов автоматики вы можете узнать на сайте 2ae.ru
Принципиальная основа измерения на КИМ заключается в том, что любую поверхность (профиль) можно представить состоящей из бесконечного числа отдельных точек. Если для ограниченного числа точек определить их координаты, то по соответствующим формулам (алгоритмам) можно рассчитать размеры этих поверхностей, а также их расположение в пространстве и между собой. Принципиальная схема всех КИМ одинакова.
Типы контрольно-измерительных машин
1. Консольные.
2. Портальные.
3. Мостовые.
4. Комбинированные.
Измерения на КИМ могут быть выполнены по трем режимам: ручному, полуавтоматическому и автоматическому.
Источники погрешностей измерения на контрольно-измерительных машинах:
а) механическая часть машины;
б) измерительная система;
в) система контактирования;
г) окружающая среда;
д) методическая погрешность.
Механическая часть машины вносит как систематические, так и случайные погрешности. Они зависят от точности изготовления и износа направляющих, от величины трения, от люфтов и зазоров, от инерционности и других факторов. Погрешность контактирования зависит от вида датчика контакта, от деформации наконечников и прогиба стержней и др. Окружающая среда — это температура и посторонние вибрации. Контрольно-
Методическая погрешность связана с погрешностью расчета. чтобы её уменьшить, необходимо измерять больше точек на одной поверхности. Три точки не могут четко определить плоскость или окружность. Эта погрешность может быть доминирующей.
Источники:
1. Метрологическое обеспечение машиностроительного производства. Комплекс учебно-методических материалов. Кайнова В.Н., Е.В. Тесленко. Нижний Новгород, 2006 год.
techliter.ru
Координатно-измерительные машины (КИМ)
Большинство крупных технологических проектов базируется на продукции машиностроения. У нас есть все условия иметь конкурентоспособное машиностроение (модернизированное на новом технологическом укладе и новой базе оборудования). Но никто не собирается продавать России ни оборудование для новых технологий, ни сами технологии. Если необходимо выиграть рынок, и не случайно, а стабильно, то без налаженной технологии не обойтись.
Координатно-измерительные машины
Все машиностроительные предприятия в развитых странах оснастились новейшим технологическим оборудованием и закупили координатно-измерительные машины (КИМ). Это реальный инструмент для создания конкурентоспособных технологий. КИМ – оборудование, которое даёт обратную связь с выстраиваемой технологией и/или сохраняет имеющуюся. Но история банальна, как это много раз бывало в истории техники. Шестиосевая координатно-измерительная машина – инструмент XXI века – была изобретена в России, причём ещё в СССР, в прошлом веке.
В девяностые годы, когда две американские фирмы презентовали свои первые наработки в этой области техники, российские КИМ уже использовались в производстве… Американские журналисты пугали мир броским заголовком статьи «РУССКИЕ ИДУТ!», где они повествовали миру о том, что Александр Лаптев где то «в глуши, в Саратове» – это «about half way between Volgograd and Samara on the Volga river…» создал машину, опередившую по своим возможностям потребности промышленности прошлого века. (Забегая вперёд, следует сказать, что и сегодня не все её уникальные возможности используются).
Зато американцы придумали название «HEXAPOD» и активно, как они это умеют, развернули производство подобных машин. Но и сегодня «6-осевые КИМ ООО «Лапик» превосходят по комплексу параметров все зарубежные…» – это краткое обобщение официальных отзывов 20-ти предприятий в России и за рубежом, многие годы эксплуатирующих эти машины. Отличительной особенностью КИМ «Лапик» является наличие плавно-управляемого измерительного наклона инструмента, которым могут без лишних калибровок проконтролировать базовые и рабочие поверхности детали, включая внутренние. За прецизионными измерениями сложных изделий с минимум перестановок и дополнительной оснастки; за измерением внутренних полостей корпусных деталей; узких криволинейных каналов и наклонных отверстий; мелких структур; за измерением сложной формы в режиме сканирования с заданным углом контакта метрологи обращаются к шестиосевой КИМ. Она весьма эффективна как при разработке новых технологий, так и при поддержании освоенных. Точность определения положения измерительного инструмента, включая движение с переменным углом, осуществляется лазерными интерферометрами с дискретностью менее 0,08 мкм.
Долговременная стабильность характеристик точности гарантирована системой «самокалибровки», которая имеется только в машинах «Лапик». Приведём характерные отзывы потребителей, эксплуатирующих КИМ: «Только благодаря уникальным способностям КИМ российским разработчикам удалось создать непревзойдённую по ТТД технику…»; «Измерение всех основных корпусных деталей точных приводов, а их у нас более 10-ти на новое изделие, не можем представить без использования КИМ-750».
Предприятия ведущих государств планеты – США, Японии, Германии – оснащены КИМ должным образом (по 40 машин на каждые 100000 человек населения в США и по 30 КИМ – в Японии и Германии). Сегодня Китай набирает свою силу за счет количества рабочих, но, несмотря на это, количество приобретаемых КИМ растает. Откладывать оснащение производства координатно-измерительными машинами также бесперспективно, как и прекращение компьютеризации производства. Сегодня всем ясно – производство без компьютерного учёта и компьютерных технологий не конкурентно и в России. И только через КИМ компьютер способен определить соответствие новой детали чертежу.
В.Г. Новиков, к.т.н.
www.pergam.ru
Что такое КИМ и для чего они используются?
Координатно-измерительные машины (КИМ) используются в самых разных отраслях промышленности для контроля изделий по окончании их изготовления. Датчики касания и контактно-измерительные системы Renishaw завоевали всемирное признание в качестве самого удачного измерительного инструмента для быстрой и точной проверки изделий.
Координатно-измерительные машины, применяемые для проверки качества, комплектуются датчиками касания и вытесняют традиционное ручное измерительное оборудование, такое как микрометры, штангенциркули и специальные калибры.
Перед тем как приступить к выбору оптимальной контактно-измерительной системы следует четко понять круг задач, для решения которых предназначена КИМ.
Для измерения и контроля крупных объектов применяются крупногабаритные КИМ портального, мостового и стоечного типа. Такие машины производятся с использованием материалов с высокой температурной стабильностью, что гарантирует оптимальную точность измерений.
На КИМ можно проводить контактные измерения, бесконтактные с применением видеокамеры, аналоговое и лазерное сканирование, тем самым обеспечивая настоящие мультисенсорные возможности. Наличие температурной компенсации обеспечивает точность в широком диапазоне температур.
 Стационарные КИМ применяются в различных отраслях промышленности для начального и конечного контроля изделий. Ассортимент машин включает в себя различные модели стационарных КИМ: от малых до крупногабаритных, с диапазоном измерений до 10х7х4 м, а также высокоточные КИМ с точностью измерений до (0,7 + L/600) мкм, подходящие для использования в метрологической лаборатории.
Стационарные КИМ применяются в различных отраслях промышленности для начального и конечного контроля изделий. Ассортимент машин включает в себя различные модели стационарных КИМ: от малых до крупногабаритных, с диапазоном измерений до 10х7х4 м, а также высокоточные КИМ с точностью измерений до (0,7 + L/600) мкм, подходящие для использования в метрологической лаборатории.
КИМ изготавливаются с использованием передовых технологических решений из высококачественных материалов, что позволяет с высокой точностью контролировать геометрические размеры элементов, их взаимное расположение, отклонение формы, выполнять измерения с использованием математических моделей.
Кроме стационарных КИМ, выпускаются портативные измерительные машины. Эти надежные, удобные и маневренные устройства подходят для применения как в метрологической лаборатории, так и в цеховых условиях, имеют возможность беспроводной передачи данных и работы от батареи.
Пользователь может выбрать любой из типоразмеров в зависимости от габаритов изделий и требуемой точности. Для увеличения рабочей зоны КИМ при измерении крупногабаритных изделий применяются специальные приспособления (сферы на магните), либо высокоточные рельсы.
Соотношение цена-качество делают эту машину идеальным инструментом для контроля геометрии деталей из листового металла, пластмассы, дерева, сварных конструкций, труб, литых и штампованных заготовок и т.д.
Таким образом, рассматривая вопрос о приобретении КИМ, необходимо определиться с кругом ваших метрологических задач, требуемой точностью измерений, диапазоном измерений машины, вашими финансовыми возможностями. Следует также иметь в виду, что для обеспечения долгой, стабильной и надежной работы машины помещение, в котором устанавливается КИМ, должно соответствовать требованиям технической документации.
В настоящее время компания Renishaw выпускает самые различные контактно-измерительные системы, из которых всегда можно выбрать оптимальное решение для любой задачи. Контактно-измерительные системы Renishaw позволяют выполнять контактные измерения любого типа, начиная от простых контактных измерений и заканчивая сканированием 3D-поверхностей сложной формы.
Для установки датчика касания в КИМ используется специальная головка, тип головки зависит требуемой степени универсальности и автоматизации измерений. Компанией Renishaw разработана серия головок для ручных и автоматических контактно-измерительных систем. С помощью моторизованных головок можно повысить скорость выполнения контактных измерений и выполнять на обычных 3-осевых КИМ 5-осевые измерения.
Моторизованные головки также совместимы с системой Renishaw для автоматической смены датчиков, которая быстро и в автоматическом режиме позволяет выполнять смену разных удлинителей и контактно-измерительных модулей. Серия различных дополнительных приспособлений расширяет возможности базовой комплектации контактноизмерительной системы. В частности, появляется функция автоматической смены контактных и измерительных модулей датчика при переходах между разными режимами измерений, а также удлинителей, делающих возможным контроль труднодоступных элементов детали. Renishaw поставляет всевозможные щупы для контроля и сканирования деталей. Имеются щупы разнообразной формы и с различными размерами и установочными соединениями, так что для любого датчика можно подобрать щуп, обеспечивающий оптимальный режим его работы при решении поставленной метрологической задачи.
Компания «Мир ISO» предлагает приобрести по выгодным ценам продукцию фирмы Renishaw: 5-осевые системы, головки и датчики Renishaw, 3-осевые системы, головки и датчики Renishaw, ручные системы, головки и датчики Renishaw, щупы и наборы щупов Renishaw.
Обращайтесь в компанию «Мир ISO» по единому номеру +7 (8482) 999-111 или на e-mail: [email protected], а так же на страничках обратной связи и заказа товара — и заказывайте продукцию Renishaw на выгодных условиях! Устанавливаем низкие цены, предоставляем услуги доставки.
www.miriso.ru
Контрольно-измерительные машины, приборы и инструменты в металлообработке
Измерительные приборы и инструменты являются незаменимым оборудованием на производстве. Это связано с тем, что эти машины позволяют изготавливать детали по шаблону, вследствие чего они могут взаимно заменять друг друга. Это их свойство лежит в основе современного массового производства, в том числе машиностроения и металлообработки.
Виды КИМ
Контрольно-измерительные машины бывают 4 типов конструкций:
- консольные;
- портальные;
- на колоннах;
- с горизонтальным шпинделем.
Каждый из этих видов имеет определенные особенности, связанные с областью их применения, нюансами обслуживания. Главным плюсом подобных устройств является возможность их подключения к компьютеру, что является главным этапом в проведении автоматизации производства.
Оборудование для измерения малогабаритных изделий
Для измерения малогабаритных изделий используют консольное оборудование. Главным преимуществом таких контрольно-измерительных машин является их портативность. Ими легко управлять благодаря их высокой маневренности. Из-за небольшой массы консольных машин для их установки не нужно проводить дополнительные трудоемкие работы, такие как подготовка фундамента. Кроме того, КИМ такой конструкции находятся в самой доступной ценовой категории. Главным недостатком считается относительно низкая точность измерений.
КИМ для крупногабаритных изделий
На производственных объектах, где изготавливают средне- и крупногабаритную продукцию используют портальное оборудование, КИМ устанавливаемые на колоннах, а также измерительные машины с горизонтальным шпинделем.
Портальная конструкция благодаря высокой жесткости также не требует дополнительного фундамента. У колонного КИМ масса намного выше, чем у вышеописанного оборудования, потому для его установки необходимо создать прочную бетонную основу.
КИМ с горизонтальным шпинделем используют для замеров, которые требуют глубокого поперечного проникновения. Этот вид оборудования самый сложный в освоении, и к тому же имеет самую высокую цену.
Металлообработка
В конце весны этого года в Москве состоится выставка, главной темой которой станет металлообрабатывающая область промышленности. Данное мероприятие пройдет в ЦВК «Экспоцентр». Организаторы приглашают посетить выставку «Металлообработка», всех заинтересованных людей. На этом событии будут присутствовать представители передовых зарубежных и отечественных компаний, занятых в данной области промышленности.
Организаторы выставки планируют провести форумы, обсуждения, пресс-конференции. В программе также предусмотрено время для демонстрации передового контрольно-измерительного оборудования, которое может быть применено на металлообрабатывающих предприятиях.
svopi.ru
КИМ в машиностроении
Изготовление сложнопрофильных элементов конструкций на машиностроительных предприятиях, где ведется массовое серийное производство, требует внедрения современных методов контроля и проведения измерений. Модернизация технологических линий связана не только с приобретением новейшего оборудования, но и с переподготовкой персонала. В совокупности, данные меры направлены на повышение качества выпускаемых продуктов, снижение себестоимости, трудоемкости, минимизацию временных затрат на организацию контроля качества продукции и увеличение прибыли.
Задачи контрольно-измерительных машин
Привычные методы мониторинга – шаблоны, измерительные приборы и инструменты – уступают место КИМ, которые способны решить ряд задач:
- Проведение прецизионных измерений изделий сложной формы (например, кулачки, шатуны, распредвалы, поршни и прочие).
- Архитектурное построение новой продукции.
- Проверка соответствия оснастки производственных линий требованиям ТУ.
- Измерение форм и штампов с помощью датчиков различных конфигураций и методов испытания на соответствие размеру, материалу и форме конкретной детали.
- Оцифровка и обратное проектирование по продукту (реверс-инжиниринг).
- Контроль качества готовой продукции.
Контрольные меры, обеспечиваемые аппаратными и программными средствами
При помощи координатно-измерительных машин могут осуществлять следующие виды контроля.
- Входной – соответствия инструментов и приспособлений до запуска производственного цикла.
- Моделей и опытных образцов, измеряющий первые образцы в партии продукции.
- Промежуточный, выполняемый в ходе изготовления.
- Приемочный – оценка технических характеристик продукции.
Контрольные операции, выполняемые измерительными агрегатами, могут быть сплошными (для изделий особого назначения или с высокими требованиями к качеству производимой продукции) или выборочным (для серийного выпуска).
Для производственных линий, осуществляющих выпуск массовой продукции, актуальным является использование координатно-измерительных машин на выходе первых в партии образцов – эта мера направлена на избежание некондиции и проверки соответствия деталей требованиям чертежей. В дальнейшем проводится пооперационный мониторинг, назначением которого является обнаружение брака. Данный способ позволяет быстро выявить дефектное изделие и точно установить причину его возникновения. На этапе окончательных контрольных операций КИМ могут осуществлять выборку по одному или нескольким параметрам, выявляя бракованные.
Достоинства агрегатов
Управление возможно как в автоматическом, так и в ручном режиме: это дает полноправный контроль единичных и выборочных характеристик деталей. Среди несомненных преимуществ эксплуатации КИМ – высокая производительность, сокращение времени и повышение качества контроля в несколько раз, эффективность, и широкие дополнительные возможности, а также довольно простая эксплуатация и высокая надежность говорят о том, что контрольно-измерительные машины купить все-таки стоит.
oborudka.ru