Полярность при сварке. Что означают её названия
Полярность при сварке бывает прямой и обратной, и многие сварщики-любители путают или вообще не знают, что означают эти названия. Хоть я и не люблю теоретические и терминологические вопросы, но некоторые всё же считаю нужным раскрывать, т.к. они могут быть полезны при сварке на практике.
Итак, сейчас речь пойдёт о том, почему прямой полярностью при сварке называется та, при которой «+» на детали, а «-» — на электроде. Мы ведь привыкли, что, например, «-» с аккумулятора идёт на корпус автомобиля. Казалось бы, при сварке должно быть так же, но на практике, наоборот. Тут нужно вспомнить физику – кажется, это 7-й или 8-й класс школы.
С чего всё началось
Сначала, когда открыли электричество, не было технической возможности определить фактическое направление движение электронов в металле, поэтому, плюсом и минусом потенциалы назвали наугад – думали, что электроны идут от того потенциала, который назвали «плюсом» к тому, который назвали «минусом».
Развитие науки
Позже, когда появилась техническая возможность определить направление движения электронов, оказалось, что с названиями не угадали – электроны, на самом деле, двигаются от «минуса» к «плюсу». Чтобы это привести в соответствие, пришлось бы поправлять все схемы, документации, все научные труды и т.п. – всё-всё-всё. В итоге, решили этим не заниматься, а просто условились, что названия останутся теми же, но просто все будут знать, что электроны движутся от «минуса» к «плюсу».
Полярность при сварке на практике
Таким образом, прямая полярность при сварке — это когда «+» на детали, и электроны в металле движутся с электрода на деталь. Т.е., название полярности сварочного тока правильное – электроны движутся в прямом направлении, а неразбериха из-за названий электрических потенциалов.
Чем это полезно при сварке? Тем, что многих сбивает с толку то, что «+» крепится на деталь, а данное разъяснение будет помогать правильно устанавливать полярность. И есть ещё один даже более полезный вывод из сказанного, но об этом как-нибудь в другой раз…
И есть ещё один даже более полезный вывод из сказанного, но об этом как-нибудь в другой раз…
А сейчас важно твёрдо запомнить, какая полярность при сварке называется прямой, а какая — обратной. Потому что вы будете втсречать эти термины на упаковках с электродами, в статьях, книгах, видеоуроках… И если вы будете путать названия полярностей, то будете использовать неправильные режимы при сварке, что приведёт к ухудшению качества ваших сварных швов.
Еще по теме:
Полярность сварочного тока — прямая и обратная
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Полярность при сварке инвертором (обратная)
Характерные черты электродуговой сварки
Прежде чем разбираться с полярностью при сварке инвертором, следует понять базовые принципы сварочных технологий, с учетом влияния на рабочий процесс наиболее важных факторов.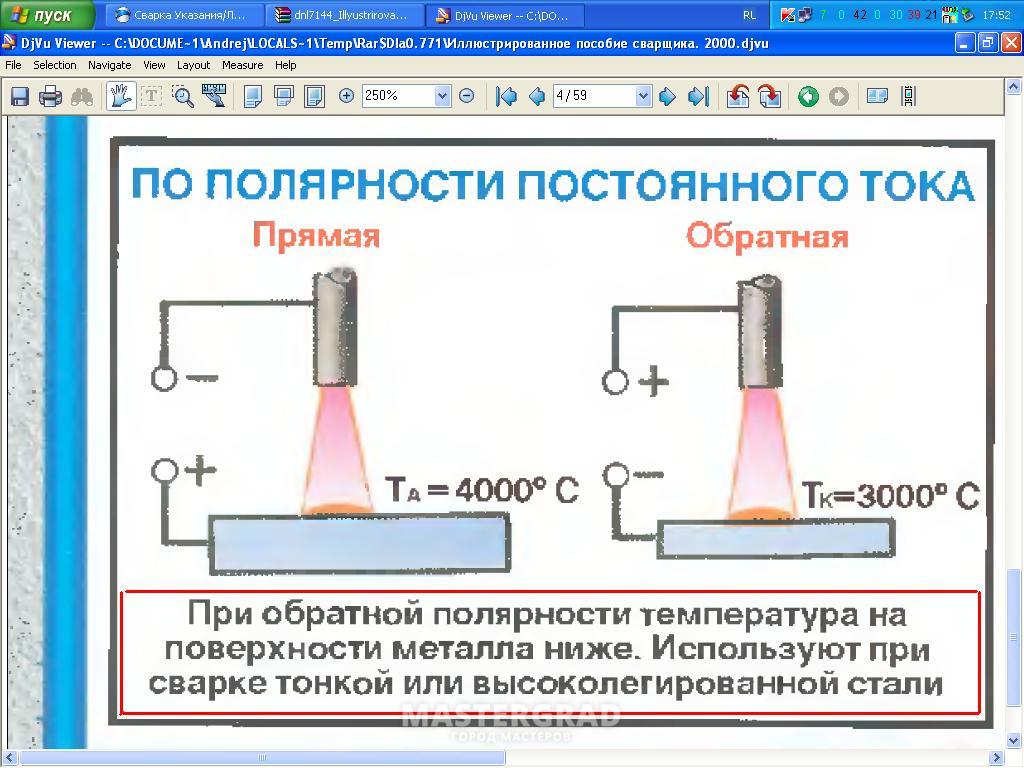
Электродуговой способ сварочных работ отличается от традиционного газового большим количеством важных особенностей. Одним из главных отличий можно считать температурный режим — температура создаваемой сварочным аппаратом дуги способна достигать +5000°С, что значительно больше значений плавления большинства известных металлов. Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Об особенностях выбора электродов
Для электродуговой сварки используется несколько типов электродов, обладающих разнообразными свойствами. Параметры электродуги при создании швов в разных пространственных положениях тоже могут различаться, в зависимости от:
Типы электродов для сварки- постоянного или переменного тока;
- прямой или обратной полярности;
- скорости сварочного процесса;
- напряжение дуги;
- диаметр и марка электрода.

Выбирая электрод, следует учитывать такие факторы как:
- пространственное расположение шва;
- количество сварочных слоев;
- толщина обрабатываемого металла.
С учетом всех означенных факторов, подбирается оптимальная сила электротока и требуемая полярность. Если используется постоянный ток с обратной полярностью, то на электроде появляется большое количество тепла, что удобно при сварке тонких металлов — это помогает избегать их прожогов. При сварке инвертором обратная полярность также используется для высоколегированных сталей, чтобы предотвратить их перегрев.
Для большинства других случаев применяется переменный ток, поскольку он значительно дешевле.
Особенности прямой полярности при сварке инвертором
Аппарат для автоматической сварки трубСварка с использованием прямой полярности — это когда ток со сварочного выпрямителя подается положительным зарядом на заготовку, которая нужно обработать. Клемма аппарата, на которой расположен «плюс», присоединяется к изделию, а на электрод со значением «минус» подается отрицательный заряд.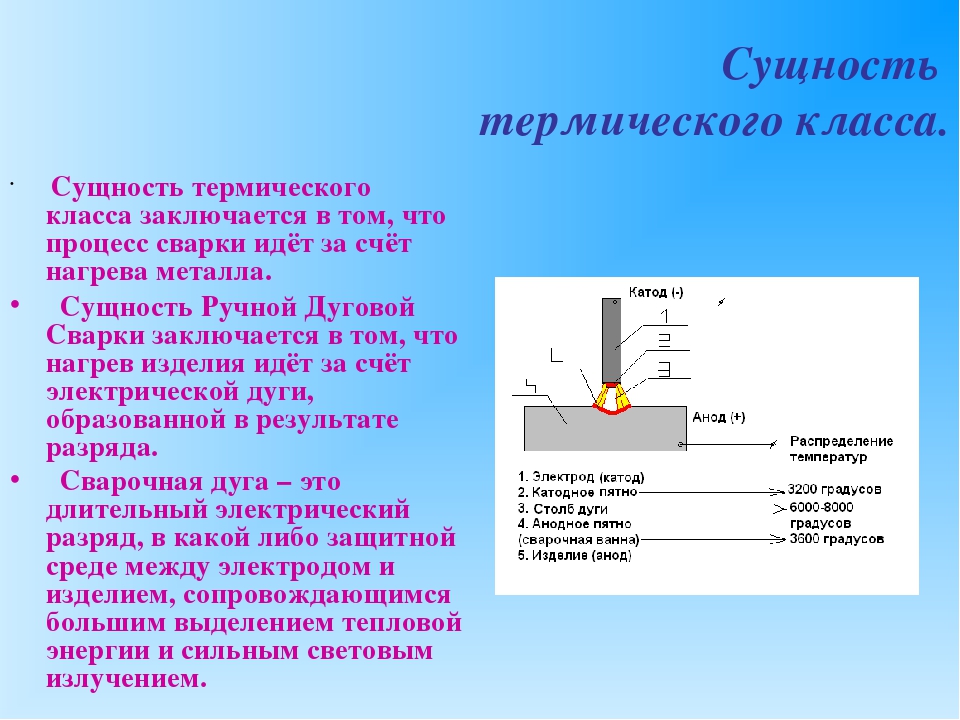
У анода (который представляет из себя положительный полюс), температура выше, чем у отрицательного полюса — катода. Метод прямой полярности хорошо подходит для сварки изделий с толстыми стенками, для резки металлических конструкций, а также для других ситуаций, при которых требуется выделение большого количества тепла.
Что может дать обратная полярность?
Обратная полярность — для деликатной сваркиПрименение обратной полярности при сварке инвертором влечет за собой обратный порядок подключения: минусовая клемма с отрицательным зарядом подается на свариваемую конструкцию, а плюсовая клемма с положительным зарядом присоединяется к электроду. В результате этого значительные объемы тепловой энергии образуются на конце электрода, а свариваемая заготовка нагревается слабо. Это дает возможность проводить «деликатную» сварку.
Зачем это нужно? При сварке инвертором обратная полярность используется, если существует высокая вероятность прожечь заготовку. Такое бывает при работе с легированными и нержавеющими сталями, а также в случае с различными сплавами и тонколистовыми конструкциями. Кроме того, обратная полярность применяется при сварке электродугой и при флюсовой сварке.
Кроме того, обратная полярность применяется при сварке электродугой и при флюсовой сварке.
Влияние постоянного и переменного тока на шов
Постоянный ток дает возможность делать более аккуратный шов и снижать до минимума количество металлических брызг, потому что не требуется часто изменять полярность (в отличие от переменного).
Чтобы предотвратить возможные прожоги при сварке как с положительным, так и с отрицательным зарядом, рекомендуется пользоваться прижимной струбциной.
Чем обуславливается выбор полярности при сварке инвертором?
Электроды имеют несколько видов покрытияМатериал покрытия электрода
Например, угольные электроды очень сильно разогреваются во время сварки с обратной полярностью, и вследствие этого быстро разрушаются. Что касается проволоки без покрытия, то она лучше горит в случае прямой полярности, а с обратной — может совсем не гореть, если используется переменный электроток.
Особенности шва
Режим сварки напрямую влияет на глубину провара и ширина образующегося шва. Чем выше сила электротока, тем больше увеличивается глубина, на которую проплавливается металл. Это происходит из-за роста погонной энергии дуги (зависящей от уровня тепла, проходящего через шов). Также при увеличении силы тока поднимается давление, которое воздействует на поверхность расплава. Чрезмерно высокое давление может привести к вытеснению расплавленного металла из-под дуги, вследствие чего деталь можно проплавить насквозь.
Чем выше сила электротока, тем больше увеличивается глубина, на которую проплавливается металл. Это происходит из-за роста погонной энергии дуги (зависящей от уровня тепла, проходящего через шов). Также при увеличении силы тока поднимается давление, которое воздействует на поверхность расплава. Чрезмерно высокое давление может привести к вытеснению расплавленного металла из-под дуги, вследствие чего деталь можно проплавить насквозь.
Тип тока
Для резки металла сваркой используют постоянный токПостоянный ток, имеющий обратную полярность, дает возможность обеспечить значительно большую глубину проплавления, чем постоянный ток, имеющий прямую полярность. Это происходит по причине того, что на аноде с катодом образуются различные объемы тепловой энергии. Также следует иметь в виду, что чем выше скорость сварочного процесса, тем меньше глубина провара и ширина шва.
Видео: Как электродом прорезать ровное отверстие
Записки начинающего сварщика, часть 2 — Страница 80 — Ручная дуговая сварка — ММA
когда тонкий металл свариваете, то электрод берите не 3 мм, а 2,5.
И будет вам счастье.
ну да, 2.5 электродом шевчик красивее, но прожигаются дыры очень быстро, да и ванну на тройках лучше видно, ну это думаю пока, просто рука еще очень не набита, буду тренироваться.
В общем на сей момент мое умозаключение сказало следующее: обратная полярность — куча шлака, не видно сварочной ванны, много брызг и шумная резкая дуга, прямая полярность — мягкая дуга, значительно лучше видно сварочную ванну, процесс идет более предсказуемо и приятнее.
с тем что на прямой полярности (+ на электрод) дуга горит спокойней, ведет себя более предсказуемо- я не согласен, дуга на том же токе горит гораздо менее спокойно, постоянно плюется и ванну одинаково не видно, но провар меньше, хоть и не намного, а вот электрод сгорает быстрее, вот два шва, точнее, валика , оба варились на токе 45А, металл- 1.5мм, электрод- J422 2.5мм, пытался вести с одной скоростью, тот что по шире- на обратной полярности, мне больше понравилось варить на обратной, но на прямой наплавил быстрее на 5-10сек, так что катод всетаки горячее.
Все книги врут , прав только я
ага, особенно те что написаны для пту или в 90ые, там вообще околесица, Вот читал я книгу «ручная дуговая сварка», Мисник, белорусское издательство «Вышейшая школа», так вот там толщина металла указана в метрах(!), ну и вначале умозаключение что катод горячее, а когда пишут о режиме сварки- то пишут что на прямой полярности электрод плавится медленее и провар больше(!!!) Видимо эти книги писали не очень грамотные люди, и в большинстве своем сварщики-теоретики, ну какой професор будет сам тыкать электрод? Или опытного сварного подпустят к печатольной машинке? Вот и получается что в книгах- одно, а в жизни — другое, про вертикал в отрыв в книгах тоже ничего не пишут.
Обратная полярность при сварке
В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей. Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов. Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации. При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом. При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд.
При производстве сварки током обратной полярности необходим противоположный порядок подключения. Отрицательный заряд от минусовой клеммы подается на свариваемую конструкцию, а положительный заряд от плюсовой клеммы направляется на электрод. При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.
Ею пользуются при наличии вероятности прожога заготовок. Поэтому сварка электродами обратной полярностью тока целесообразна для работ с нержавеющими и легированными сталями, прочими сплавами, реагирующими на перегревание, а также для соединения тонколистовых металлических конструкций. Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
Независимо от используемой полярности питающего электротока существует ряд общих факторов, на которые следует обращать внимание. Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.
Если для сварки применяются плавящиеся электроды, то из-за различно нагревающихся анода с катодом метод подключения электротока может отразиться на объеме переносимого на изделие расплавленного электродного металла. Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.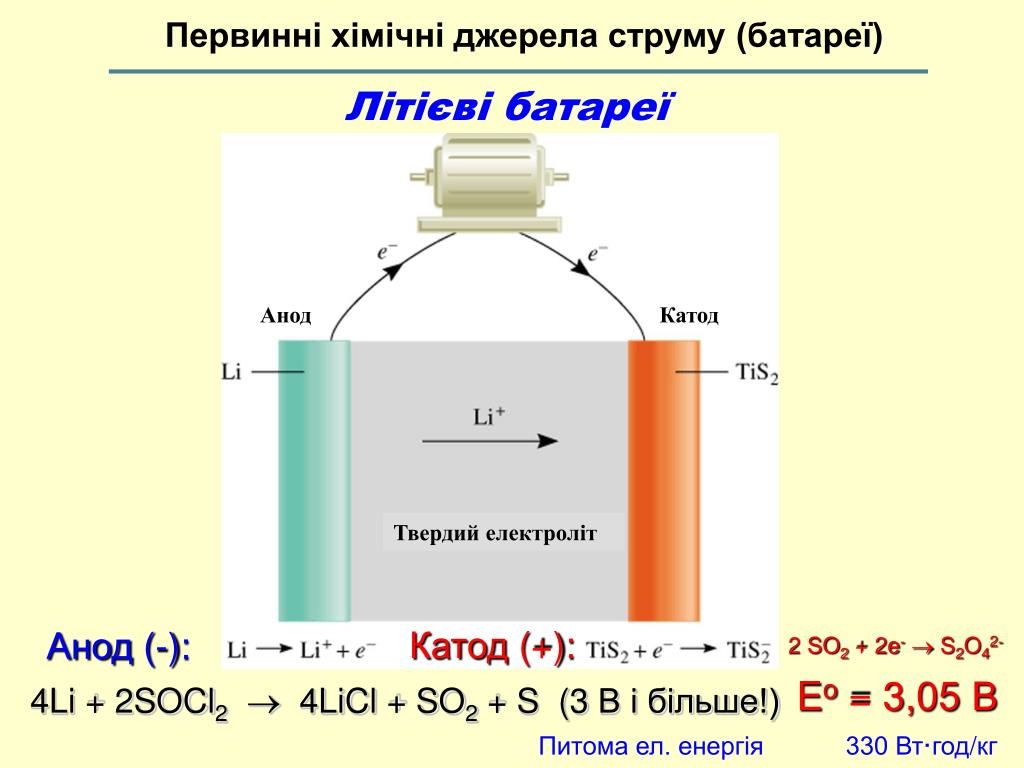
Чем обусловлен выбор полярности?
На выбор полярности электрического тока налагает ограничения используемый для сварки материал покрытия электродов. Примером этого может служить сварочный процесс с применением угольных электродов, сильнее разогревающихся при сварке обратной полярностью и быстрее разрушающихся. А проволока без покрытия, к примеру, лучше горит при прямой полярности, чем при обратной, и совсем не горит при питании переменным электротоком.
От показателей режима сварки во многом зависят глубина провара с шириной образующегося шва. Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва. С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
На форму с размерами образуемого шва также способны влиять род электротока с его полярностью. Так, постоянный ток обратной полярности может обеспечить намного большую глубину проплавления, нежели постоянный ток с прямой полярностью, это обусловлено неодинаковыми объемами тепла, образующимися на аноде с катодом. От увеличения скорости сварочного процесса ширина шва с глубиной провара уменьшаются.
Обратная и прямая полярность при сварке инвертором
Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов. Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны. Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.
Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат. Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности
Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод, то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:
Когда подсоединяют электрод, то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:- на электроде – плюс;
- на «земле» – минус.
Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Важность полярности при сварочных работах
Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.

Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
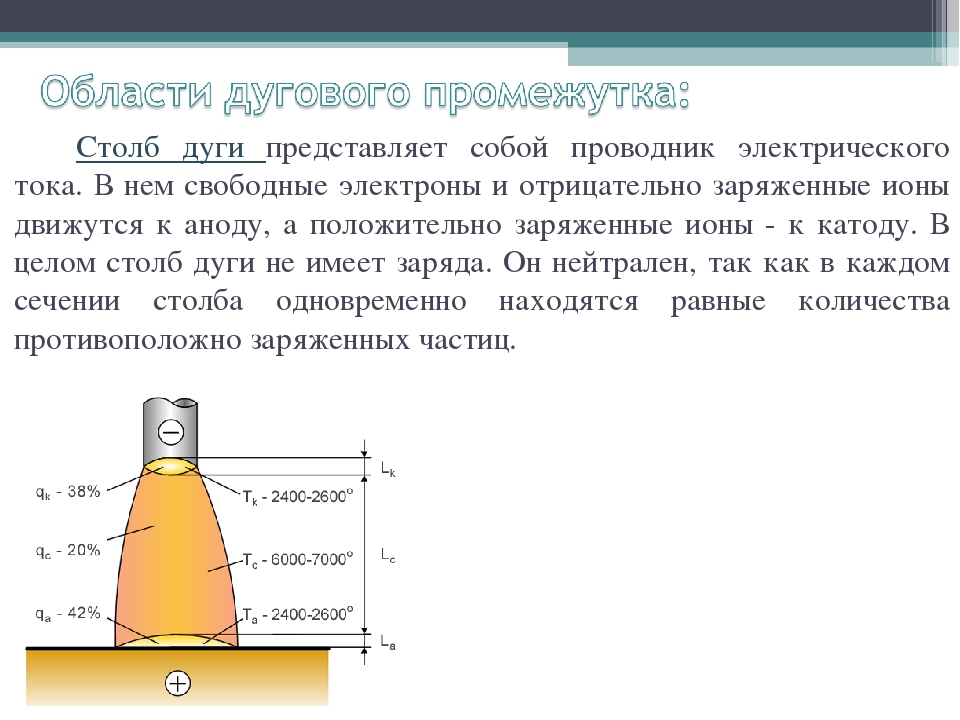
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты, вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Технология сварочных работ дугой
Преимущество сварочных работ дугой явны. Сварка отличается по признакам:- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
На размеры и форму шва также влияют вид электротока и его полярность. То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом.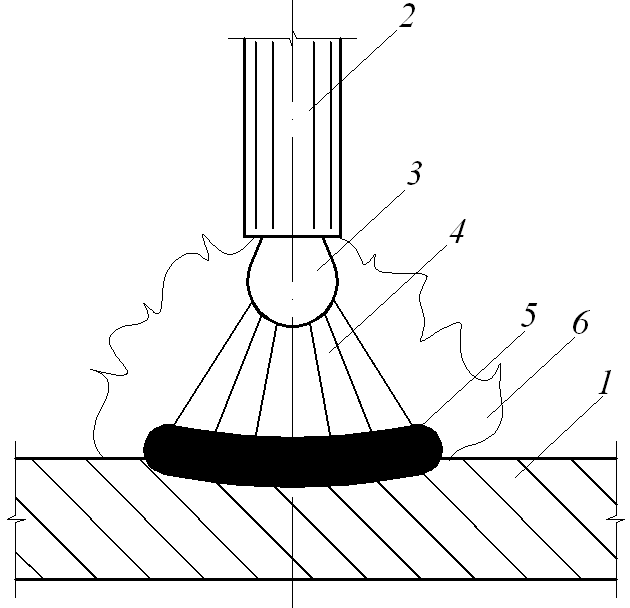 От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
Прямая и обратная полярность при сварке — определение, особенности
На чтение 6 мин Просмотров 283 Опубликовано
Что такое сварка током
Получение прочных неразъемных соединений между обрабатываемыми элементами металла путем установления межатомных связей при нагреве, где в качестве источника энергии используется электрический ток, называется сваркой током. Процесс предполагает пластическое деформирование материала в местах формирования сварных швов.
Важно! Наиболее широкое применение получила сварка постоянным током с использованием сварочных аппаратов, которая позволяет минимизировать образование окалины в местах соединений. Основным расходным материалом при любых сварочных работах являются электроды.
Основным расходным материалом при любых сварочных работах являются электроды.
При этом ширина шва определяется уровнем напряжения и скоростью сварки. Так, при одновременном увеличении обоих показателей ширина шва начнет уменьшаться. От рабочей длины электрода, его диаметра и покрытия, зависит сила тока и производительность работ. Стоит отметить, что на глубину провара напряжение практически не влияет.
Обратной полярности
Сварка постоянным током бывает двух видов:
- прямой полярности;
- обратной полярности.
Обратная полярность при сварке постоянным током подразумевает подключение электрода к плюсу, а рабочих деталей к минусу. В данном случае горячее анодное пятно появится в районе соединения заготовок, а катодное — на электроде. Данный вариант подключения подходит для сварки легкоплавких металлов, например, тонколистовой стали.
Прямой полярности
При сварке с прямой полярностью плюс от инвертора подводится к стальному изделию, а минус к электроду. Анодом здесь выступает заготовка, а катодом электрод. Участок детали будет нагреваться значительно больше электрода.
Анодом здесь выступает заготовка, а катодом электрод. Участок детали будет нагреваться значительно больше электрода.
Метод прямой полярности целесообразно использовать при необходимости соединения деталей из сложных сплавов (чугуна, алюминия), так как он больше подходит для получения глубоких швов. В этом случае электрод подключают к минусовой клемме, а изделия к положительной.
Разница температуры нагревания металла при прямой и обратной полярности.Обратите внимание! В процессе работы происходит образование анодных и катодных пятен, первые из которых появляются непосредственно на заготовке, куда подключается плюс. В результате достигается прогревание металла и его плавление.
Концентрация тепла на изделии приводит к углублению сварного шва. Именно поэтому сварку с прямой полярностью практикуют для соединения более толстых деталей.
Отличия режимов при сварке
При сварке током постоянного действия, на кончике расходника появляется термопятно, обладающее высокой температурой.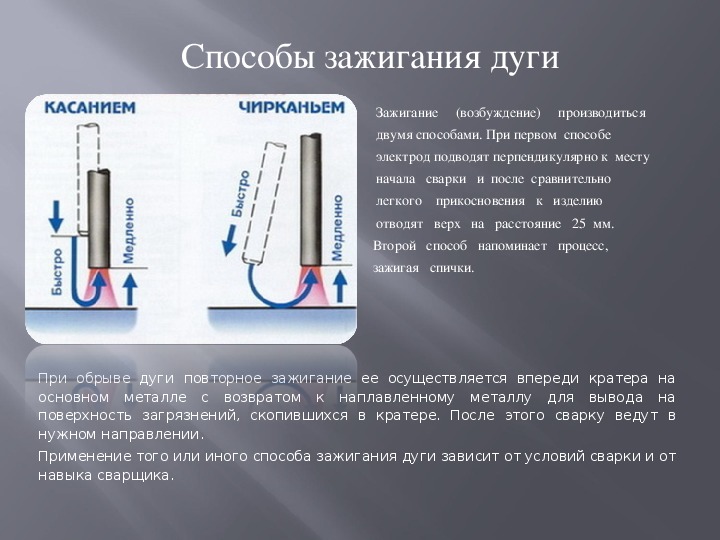 В зависимости от полюса, подсоединенного к электроду, выбирается режим сварки. Например, если к электроду подключена положительная клемма, на его конце будет образовываться анодное пятно с температурой 3900 градусов по Цельсию, если отрицательная — пятно будет катодным, а его температура достигнет 3200 градусов по Цельсию. Это основное отличие между двумя методами.
В зависимости от полюса, подсоединенного к электроду, выбирается режим сварки. Например, если к электроду подключена положительная клемма, на его конце будет образовываться анодное пятно с температурой 3900 градусов по Цельсию, если отрицательная — пятно будет катодным, а его температура достигнет 3200 градусов по Цельсию. Это основное отличие между двумя методами.
При применении сварки с прямой полярностью основную часть температурной нагрузки получает металлическая деталь. В результате удается легко добиться углубления сварного шва. В случае с обратной полярностью, высокая температура концентрируется на конце электрода. При этом детали в местах соединения нагреваются меньше, что целесообразно для сваривания заготовок небольшой толщины.
Осуществление работ подразумевает прогревание металла до расплавления, то есть образования сварочной ванны, на состояние которой влияет выбор режима сварки с обратной или прямой полярностью:
- при слишком большой силе тока электродуга начнет отталкивать разогретый металл.
 При этом детали соединить не удастся;
При этом детали соединить не удастся; - если напряжение будет недостаточным, металл не разогреется до нужного состояния.
При прямой полярности в ванне создается растекаемая среда, где можно руководить электродом, направляя сварный шов и контролируя его глубину. Конечный результат зависит от скорости движения электрода. Чем она меньше, тем больше тепла поступает в сварочную зону и лучше прогревается металл. От используемого режима зависит глубина и ширина сварного шва.
Схема подключения полюсов при обратной полярности.Важно! Чем выше ток и прогонная энергия на дуге, тем глубже провар. Наибольшую глубину проплавки возможно обеспечить посредством режима сварки обратной полярности.
Что касается выбора расходников, то для осуществления сварочных работ в режиме обратной полярности рекомендуется использовать чистые металлические стержни без покрытия, а для прямой — угольные электроды.
Плюсы и минусы двух методик
Оба способа сваривания металла имеют свои плюсы и минусы. Используя схему подключения прямой полярности можно выделить следующие особенности при работе:
Используя схему подключения прямой полярности можно выделить следующие особенности при работе:
- получается глубокий крепкий сварочный шов, более узкий;
- отмечается стабильность сварной дуги, что позволяет полностью контролировать весь процесс;
- возможность варить любой металл, толщиной от 3 мм и более;
- при использовании сварочного аппарата заготовка хорошо поддается раскройке;
- требуется индивидуальный подбор электродов. Для данного метода не подходят расходники для осуществления сварки переменным током. Можно использовать вольфрамовые стержни для соединения цветных металлов.
Сварка металла методом обратной полярности, характеризуется:
- получением менее углубленного, но более широкого сварочного шва;
- менее стабильной электродугой, особенно при низком напряжении, из-за чего соединение может получиться неравномерным;
- возможностью сваривания заготовок средней толщины и тонких металлических листов:
- необходимостью выбирать электроды со структурой, не разрушающейся при перегреве.

При использовании метода обратной полярности сварку высоколегированных сталей необходимо осуществлять в строгом соответствии с технологическим процессом.
Как выбрать полярность
Выбор полярности при подключении сварочного оборудования зависит от нескольких факторов. Важно учитывать, что на аноде выделяется больше тепла, чем на катоде. При выборе режима значение имеет:
- толщина заготовки;
- вид металла;
- типы электродов.
Толстый металл должен быть хорошо прогрет в местах соединения, а пустоты заполнены проволокой, что обеспечит надежность швов. В данном случае следует выбирать режим прямой полярности. Тонкий материал нельзя перегревать. В противном случае, вместо красивого равномерного шва можно получить дырку, поэтому следует использовать обратную полярность при сварке.
Перегрев нержавейки и чугуна может привести к образованию тугоплавких соединений. Алюминий же наоборот требует качественного прогрева. В специальной литературе можно найти подробные рекомендации об оптимизации режимов сварочных работ с прямой и обратной полярностью.
Можно ли менять полярность на сварочном инверторе
Сварочный инвертор-полуавтомат является разновидностью оборудования, позволяющего получать ток большой силы и преобразовывать его в энергию, необходимую для поддержания сварочной дуги. Благодаря инвертору можно менять силу тока и режим полярности при сварке.
Сварочный инвертор.На передней панели прибора расположены две клеммы с маркировкой в виде «+» и «-«, к которым подсоединяются сварочные кабели. При прямой полярности «+» подается на клемму, подсоединенную к детали, а «-» к электроду. Полярность при сварке инвертором тонкого металла меняется достаточно легко. Для этого нужно поменять местами соединения с полюсами.
Прямая и обратная полярность при сварке постоянным током
Если вкратце, деталь плавится в результате образования электрической дуги, образуемой от анода — электрода с положительным зарядом источника электротока, и отрицательного катода. Источником электротока является сварочный аппарат, анодом и катодом — держатель и провод с клеммой, присоединяемый к металлической заготовке. При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь — электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь — электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
Применение разного подключения
Разница подключения значений источника питания существенно влияет на результат работы. По сути, полярность — это движение электронов от отрицательного заряда к положительному. Следует учитывать, что «плюсовой» источник электротока всегда имеет наибольшую температуру нагрева (это явление широко используется в электросварке).
При прямой полярности сварки металл разогревается гораздо сильнее электрода — более чем на четыре тысячи градусов по Цельсию, в то время как обратная позволяет добиться максимальной температуры электрода.
Для соединения тугоплавких материалов либо металла значительной толщины целесообразнее подключить деталь в качества анода. Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.
Для работы с тонкими листами либо с легкоплавким материалом идеальным выбором будет обратная полярность электросварки — наибольшая площадь плавки, а также высокая температура электрода позволят избежать прожога заготовки и создать эстетичный сварной шов.
Готовясь к сварочным работам, необходимо уделять внимание типу электротока, его силе, материалу электродов, скорости перемещения держателя при обработке заготовки.
Электроток бывает:
- постоянным;
- переменным.
Инверторный сварочный аппарат при подключении к сети преобразует переменный электрический ток в постоянный, который считается наиболее подходящим. Сварочный шов при использовании постоянного электротока получается более аккуратным, без разбрызгивания расплавленного металла. Разница в подключении «плюса» и «минуса» с использованием переменного тока практически отсутствует. Переменный электроток в электросварке имеет один из плюсов — дешевизну.
За счет увеличения силы тока увеличивается температура пятна сварки и ее глубина. Такие параметры можно регулировать скоростью перемещения держателя: чем выше скорость — тем меньше температура, глубина электросварки. Необходимо обращать внимание на рекомендации завода-изготовителя электродов: применение может отличаться в зависимости от выбранного подключения анода и катода. Неправильно выбранный расходный материал может существенно ухудшить качество шва в результате несоблюдения инструкции по его использованию. Для возбуждения электрической дуги при сварке с обратной полярностью требуется больше времени.
Общие рекомендации
Качество, а также скорость проведения сварочных работ, зависят от подготовки работника, сварочного аппарата и расходных материалов.
Необходимо внимательно ознакомиться и неукоснительно соблюдать требования инструкций изготовителей к аппарату и электродам по режиму сварки: силе, напряжению тока, расстоянию дуги, скорости движения держателя.
Правильный выбор прямой или обратной полярности сварки позволит выполнить работу качественно и без лишних материальных затрат.
Какую полярность электродов следует использовать при ручной дуговой сварке металлическим электродом?
Часто задаваемые вопросы
Первый важный момент заключается в том, что не все электроды MMA можно использовать с любой полярностью. Информация и спецификации производителя электродов, такие как BS EN ISO 2560: 2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различными покрытиями. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного шва.
В процедуре сварки должна быть указана полярность для каждого сварочного шва.
Необходимо определить термины, чтобы указать полярность процесса сварки. Положительная часть сварочной цепи (притягивающая электроны в дуге) — это анод. Отрицательная часть сварочной цепи (генерирующая электроны в дуге) — это катод. Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Когда процесс сварки выполняется в режиме постоянного тока, электрод (электрод MMA, MIG / MAG / флюсовая или порошковая проволока или вольфрамовый электрод) может быть положительным или отрицательным.В результате получается либо положительный электрод постоянного тока (DCEP), либо отрицательный электрод постоянного тока (DCEN). DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также была известна как прямая полярность постоянного тока (DCSP) или просто «прямая».
При сварке TIG разделение тепла между анодом и катодом является значительным. Приблизительно 2/3 тепла генерируется на положительном аноде из-за столкновения высокоскоростных электронов с высокой энергией.Отрицательный катод не испытывает этого эффекта и даже может охлаждаться термоэлектронной эмиссией в зависимости от материала. Например, вольфрамовый электрод является термоэмиссионным, поэтому он испытывает охлаждающий эффект. По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда очищающее действие процесса DCEP не требуется. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения, и чаще всего используется как только часть цикла при сварке на переменном токе.
Однако процесс MMA с его расходуемым электродом не вызывает этих проблем. Распределение тепла между электродом и заготовкой также отличается и не так сильно зависит от полярности. В частности, перемещение материала непосредственно от расходуемого электрода к заготовке приводит к значительному уравновешиванию тепла между двумя точками.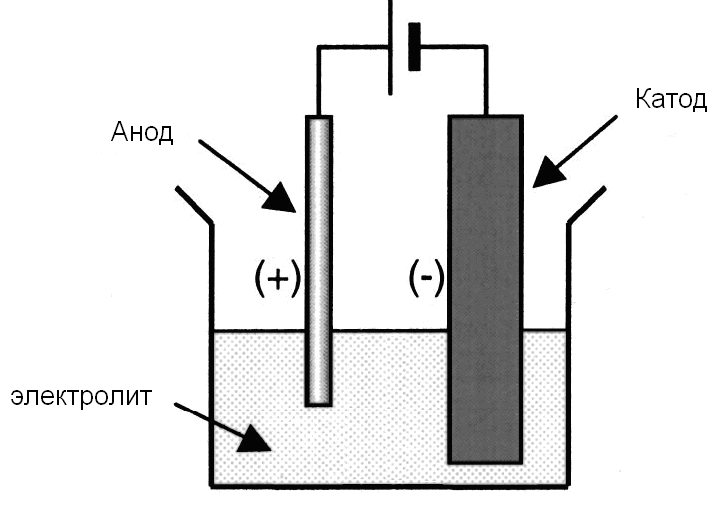
Более важным, чем распределение тепла, является влияние полярности на проплавление при сварке MMA.В общем, работа на DCEP приводит к большему проплавлению, а DCEN приводит к уменьшению проплавления и уменьшению разбавления металла сварного шва подложкой. Это важно для электродов, которые можно использовать при обеих полярностях постоянного (и переменного) тока. Режим DCEN часто используется на открытых корневых проходах, чтобы снизить риск прожога, тогда как DCEP используется для снижения риска отсутствия дефектов сварки. DCEN также может использоваться для наплавки, чтобы минимизировать проплавление, и для сварки тонких листов.Переменный ток также используется как метод снижения вероятности возникновения дуги. Однако решающим фактором остается флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Для полноты здесь представлена информация о процессе сварки MIG / MAG и дуге под флюсом, а также о влиянии полярности.
Для сварки MIG / MAG DCEN и AC обычно не используются, потому что трудно добиться стабильных условий распыления, в основном работающих с глобулярным переносом, что не обязательно приводит к приемлемому сварному шву.Однако производители оборудования все чаще ищут источники питания, которые могут использовать эти условия. Условие DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается сварочной ванне через проход расплавленных капель, помогая уравновесить анод и катод.
Дуговая сварка под флюсом аналогична MIG / MAG, причем наиболее часто используемой полярностью является DCEP, но DCEN встречается чаще в этом процессе, особенно при наплавке, где предпочтительны меньшее проплавление и разбавление субстратом.Переменный ток используется при выполнении многопроволочной сварки, обычно с ведущим проводом постоянного тока и переменным током для всех ведомых проводов, чтобы уменьшить проблемы с дугой.
Список литературы
Справочник по сварке AWS — Американское общество сварки
Энциклопедия сварки Джефферсона, 18-е издание — Американское общество сварки
Принципы сварки — Роберт В. Месслер, младший
Руководство по дуговой сварке — Lincoln Electric
Сварка металлургии, 2-е издание — Sindo Kou
ANSI / AWS A5.1-2012 Технические условия на электроды из углеродистой стали для дуговой сварки в защитных слоях металла
BS EN ISO 2560: 2009 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
Для получения дополнительной информации свяжитесь с нами.
Основы дуговой сварки
Дуговая сварка — это один из нескольких способов соединения металлов плавлением. Под воздействием сильного тепла металл на стыке между двумя частями расплавляется и смешивается — непосредственно или чаще с промежуточным расплавленным присадочным металлом.После охлаждения и затвердевания создается металлургическая связь. Поскольку соединение представляет собой смесь металлов, окончательная сварка потенциально имеет те же прочностные свойства, что и металл деталей. Это резко контрастирует с процессами соединения без плавления (например, пайка, пайка и т. Д.), В которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.| Рис.1 Базовая схема дуговой сварки |
При дуговой сварке сильное тепло, необходимое для плавления металла, вырабатывается электрической дугой.Дуга образуется между реальной работой и электродом (стержнем или проволокой), который вручную или механически направляют вдоль стыка. Электродом может быть стержень, который просто пропускает ток между наконечником и изделием. Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных работ при производстве стальных изделий используется электрод второго типа.
Базовая сварочная цепь
Базовая схема дуговой сварки показана на рис.1. Источник питания переменного или постоянного тока, оснащенный любыми элементами управления, которые могут потребоваться, подключается рабочим кабелем к заготовке и «горячим» кабелем к электрододержателю определенного типа, который обеспечивает электрический контакт со сварочным электродом. .
Дуга создается в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и извлекаются, но все еще находятся в тесном контакте.
Дуга создает температуру около 6500 ° F на конце. Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют «кратером».»Кратер затвердевает позади электрода по мере его перемещения вдоль стыка. В результате получается соединение плавлением.
Дуговое экранирование
Однако для соединения металлов требуется нечто большее, чем просто перемещение электрода по стыку. Металлы при высоких температурах склонны химически реагировать с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые разрушают прочность и ударную вязкость сварного соединения. Поэтому многие процессы дуговой сварки обеспечивают некоторые средства для покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака.Это называется дуговой защитой. Эта защита предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов. Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители.
| Рис. 2 Это показывает, как покрытие на покрытом (стержневом) электроде обеспечивает газовую защиту вокруг дуги и шлаковое покрытие на горячем сварном шве. |
На рис. 2 показано экранирование сварочной дуги и сварочной ванны стержневым электродом.Экструдированное покрытие стержня присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Сама дуга — очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторые знания ее общих характеристик могут быть полезны.
Природа дуги
Дуга — это электрический ток, протекающий между двумя электродами через ионизированный столб газа.Отрицательно заряженный катод и положительно заряженный анод создают интенсивный нагрев сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в плазменном столбе с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но при определенных условиях также должна обеспечивать средства для транспортировки расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
- Surface Tension Transfer® — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее за счет поверхностного натяжения
- Spray Arc — капля выбрасывается из расплавленного металла на кончике электрода с помощью электрического пинцета, который толкает ее в ванну расплава (отлично подходит для сварки над головой)
Если электрод является расходным материалом, наконечник плавится под действием тепла дуги а расплавленные капли отделяются и транспортируются к работе через столб дуги.Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, описывается как металлическая дуга. При сварке углеродом или вольфрамом (TIG) капли расплава не попадают в зазор и не попадают на изделие. Присадочный металл вплавляется в стык из отдельного прутка или проволоки.
Большая часть тепла, выделяемого дугой, передается сварочной ванне с плавящимися электродами. Это обеспечивает более высокую термическую эффективность и более узкие зоны термического влияния.
Поскольку должен быть ионизированный путь для проведения электричества через зазор, простое включение сварочного тока с электрически холодным электродом, наложенным на него, не вызовет зажигания дуги.Дуга должна быть зажжена. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его извлечением по мере того, как область контакта нагревается.
Дуговая сварка может выполняться постоянным током (DC) с электродом либо положительным, либо отрицательным, либо переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Arc Column — обзор
I Вакуумные дуги
Вакуумные дуги обладают уникальными электрическими, физическими и химическими свойствами, во многом отличными от дуг, горящих в масле, воздухе или других газах.Вакуумная дуга на самом деле неправильно. Поскольку есть дуга, вакуума больше нет. Вакуумная дуга относится к дуге, горящей в атмосфере ионизированного металлического пара, исходящего от металла (ов) материала контакта. Когда электрические контакты затянуты в вакуумной среде, дуга зажигается на катоде, электроде с отрицательной полярностью. Непосредственно над поверхностью катода образуется так называемое «катодное пятно» (рис. 1), очень горячая (значительно выше точки кипения металла) и высокая интенсивность (давление несколько атмосфер).Это катодное пятно очень подвижно и может производить пар и соответствующие ионизированные частицы, чтобы поддерживать поток тока через плазму дуги к другому электроду (аноду). Хотя катодное пятно имеет очень маленький размер, порядка 10 мкм в диаметре, оно может выдерживать ток около 100 А для типичных контактных материалов на основе меди.
РИСУНОК 1. Катодное пятно вакуумной дуги.
Катодное пятно генерирует плазму, которая является квазинейтральной, то есть содержит почти равное количество положительно заряженных ионов металла и отрицательных электронов.Потоки ионов и электронов движутся в одном направлении от катодного пятна к аноду. Чтобы поддерживать ненулевой чистый поток тока, скорости более легких электронов должны быть больше, чем скорость ионов тяжелых металлов. В типичной дуге на медных электродах для 100% чистого тока ионная составляющая составляет около 10% от общего, тогда как электронный ток составляет около 110%.
Поскольку вакуумная дуга может гореть в незначительном количестве плазмы паров металла, а также из-за того, что перепад давления между катодным пятном и окружающей средой (вакуумом) очень высок, вакуумная дуга демонстрирует уникальные характеристики, привлекательные для переключения электроэнергии.
Во время разъединения контактов, когда возникает дуга, требуется лишь небольшая энергия для поддержания разряда. Это делает вакуумную дугу очень эффективной и приводит к низкой скорости эрозии контактов, поэтому небольшие контакты с малой массой могут выполнять большое количество операций переключения. Когда внешняя цепь приводит переменный ток к нулю, пересекая дугу, ее плазма быстро исчезает из межэлектродного зазора из-за диффузии в окружающий вакуум. Этот процесс занимает всего несколько микросекунд и является самопроизвольным: никаких внешних затяжек, насосов или другого механического воздействия не требуется.После диффузии плазмы электрический ток полностью прерывается, и операция размыкания цепи завершается.
Примечательно, что контакты в вакууме могут прерывать дугу с большой скоростью изменения. Благодаря быстрой диффузии плазмы вакуумные контакты могут прерывать ток, приближающийся к нулевой линии, с высокой скоростью до 1000 А / мкс. Это более чем на порядок выше, чем у других коммутационных сред, включая SF6 (гексафторид серы) и воздух.
I.A Режимы диффузной и сжатой вакуумной дуги
Вакуумные дуги могут существовать в двух основных режимах: диффузном и суженном (столбчатая дуга). Разница между двумя режимами значительна. На рисунке 2 показаны два вида. Диффузная дуга состоит из катодного пятна (упомянутого выше) или множественного, в зависимости от уровня тока. Анодный электрод представляет собой пассивный контакт, который только собирает пары и плазму, но не генерирует их. Дуга возникает только на катоде.Когда ток превышает уровень ∼100 A (для медных контактных дуг), появляются множественные катодные пятна. Например, дуга на 2000 А будет состоять в среднем примерно из 20 параллельных диффузных дуг. Каждое катодное пятно «работает» независимо. Для поддержания диффузии дуги на высоких уровнях тока требуется осевое магнитное поле (AMF) (см. Следующий раздел). В таком магнитном поле пятна имеют тенденцию отталкиваться друг от друга и довольно равномерно распространяться по поверхности электрода. Споты также очень подвижны.
РИСУНОК 2. Рассеянная и сжатая вакуумные дуги.
Когда дуги с более высоким током не подвергаются воздействию осевых магнитных полей, катодные пятна будут иметь тенденцию сливаться, смешиваться и, в конечном итоге, образовывать один, более крупный столб дуги. Эта столбчатая дуга (показанная на рисунке 2) имеет большое кластерное катодное пятно, которое испаряет гораздо больше электродного материала, чем отдельные отдельные диффузные пятна. В то же время анодный электрод также действует очень похоже на катод, создавая собственное большое анодное пятно, пары металла, плазму и т. Д.Эти две точки, прикрепленные к электродам, очень похожи на остановившийся ураган, могут вызвать сильную локализованную эрозию контактов, повреждение из-за теплового перегрева и продлить горение дуги даже после обнуления тока. Чтобы этого не произошло, к области дуги можно приложить радиальное магнитное поле (RMF).
Различные режимы вакуумной дуги и условия, при которых они существуют, суммированы в Таблице I. Подводя итог, чтобы контролировать вакуумную дугу при высоких уровнях тока, минимизировать ее повреждающее воздействие на электроды и гарантировать успешное прерывание. при текущем нуле должны использоваться поля AMF или RMF.
ТАБЛИЦА I. Различные режимы вакуумной дуги
| Ток дуги | Режим дуги | Условия для режима | Поведение дуги |
|---|---|---|---|
| Низкое (менее ∼ 1–5 кА) | Диффузный | Нет особых условий (свободное горение) | От одного до нескольких небольших диффузных катодных пятен, высокоподвижный |
| Высокий (более ∼1–5 кА) | Диффузный | Осевой магнитный поле | Большое количество равномерно распределенных малых диффузных дуг с отдельными катодными пятнами |
| Высокая (более ∼1–5 кА) | Суженная | Нет особых условий (свободное горение) | Сильная эрозия от обоих катодные и анодные пятна, повреждение электродов, дуга закреплена в одном месте на контактной поверхности |
| Высокая (более ∼1–3 кА) | Сужение ed | Приложенное радиальное магнитное поле | Столбчатая дуга перемещается в сторону или вращается, сохраняя электроды холодными и сводя к минимуму эрозию. |
I.B Вакуумная дуга в осевом и радиальном магнитных полях
Эффект AMF на вакуумную дугу заключается в том, чтобы поддерживать ее в диффузном режиме. Хотя подробные физические явления, связанные с взаимодействием между дугой и AMF, все еще исследуются, известно, что при высоких токах AMF заставляет катодные пятна дуги удаляться друг от друга. При приложении поля дуговая плазма от отдельных небольших катодных пятен взаимодействует друг с другом.В то же время полусферическая картина диффузии плазмы из отдельных пятен подвергается магнитно-циклотронному эффекту. Тяжелые положительно заряженные ионы вращаются в одном направлении, а электроны — в другом. Радиусы спинов ионов велики (обычно намного больше, чем размеры контактов), а электроны вращаются вокруг гораздо меньших кругов (см. Рисунок 3).
РИСУНОК 3. Принципы управления дугой AMF и RMF.
RMF заставляет сильноточные столбчатые дуги перемещаться (вращаться) на электродах.Сила Лоренца развивается:
F → Lorentz∝I → ARC × B → RADIAL
, где I ARC — ток, протекающий через столб дуги, а B RADIAL — радиальный магнитный поле (перпендикулярно столбцу). В результате дуга перемещается в сторону, в направлении, перпендикулярном колонне и перпендикулярному приложенному радиальному полю. Многие вакуумные прерыватели используют продуманную структуру контактов для создания радиальных полей и перемещения дуги по периметру контактов.В эффективной конструкции контакта RMF может вращать дугу вокруг электрода до 5-7 раз за полупериод тока 60 Гц, то есть 8,3 мс. Это вращение охлаждает столбчатую дугу и предотвращает ее закрепление в одном месте и причинение значительного ущерба. Когда ток в цепи падает, ближе к концу переменного полупериода, столбчатая дуга снова становится диффузной, поэтому заключительные стадии прерывания около нулевого тока аналогичны диффузной дуге.
Электрические проводники, которые мы называем электродами
Электроды — это особый класс электрических проводников.Потому что они могут контактировать с неметаллической частью цепи и, таким образом, замыкают ее. Они бывают разных форм и размеров, и мы используем их для подключения к электролитам и полупроводникам. Они также могут отправлять электроны в вакуум или по воздуху. Гений-эклектичный Уильям Уэвелл, родившийся в 1794 году, придумал слово «электрод» от греческого «электрон» (янтарь) и «ходос» (путь). Так и есть янтарный путь.
Электроды как электрические проводники в батареях
Уильям Уэвелл также придумал термины «анод» и «катод» по просьбе Майкла Фарадея, открывшего магнетизм в 1812 году.Предположительно, он хотел навести какой-то порядок.
К кому лучше обратиться, чем к эрудиту, философу, священнику и историку науки. Таким образом, электрические проводники, по которым электроны покидают батареи для питания устройств, становятся отрицательными анодами. А их спутники, куда входят электроны, стали положительными катодами.
Кроме того, пары анода и катода могут поменяться ролями (и именами), когда ток течет в обратном направлении во вторичных батареях.
Токовые потоки в первичных и вторичных ячейках
Двухслойный электрод: Myxiao: CC 3.0
Эта смена ролей невозможна в случае неперезаряжаемых первичных батарей. Потому что у них нет возможностей, и пытаться это может быть опасно.
Вторичные перезаряжаемые элементы, такие как наши свинцово-кислотные батареи глубокого цикла, обладают такой способностью. Каждый раз, когда мы заряжаем их и начинаем разряжать, они обмениваются электрохимическими характеристиками.
Биполярный электрод функционирует как анод одного элемента и катод другого элемента. Многослойные батареи могут быть тонкими и быть на переднем крае науки о батареях и технологий.
Другое применение этих удивительных электрических проводников
Катоды и аноды встречаются при электросварке. В процессе они могут потребляться, или они могут быть переработаны, как при дуговой сварке вольфрамовым электродом. Электроны входят через отрицательный катод и уходят через положительный анод в случае диодов и электролитических конденсаторов. В медицине они играют жизненно важную роль в качестве электрических проводников в дефибрилляторах, записях сердечных сокращений и электрической стимуляции мозга.
Связанные
Что такое электроды и для чего они нужны?
Как электроны входят в электроды и выходят из них
Изображение для предварительного просмотра: Сварка на воздухе
Сварка MMAW — Ручная дуговая сварка металла
Ручная дуговая сварка представляет собой основной тип сварки с использованием электрической энергии, при которой мы свариваем с плавлением основного и дополнительного материала и, следовательно, с испусканием электронов от отрицательного к положительному полюс мы создаем ток от катода к аноду, известный как дуга.Ручная дуговая сварка может выполняться в свободной атмосфере или в экранированной среде; мы также можем использовать электроды с покрытием.
Дуговая сварка покрытым электродом — наиболее распространенный метод ручной сварки легированных и нелегированных сталей. В нем используется сварочная проволока с такой же химической структурой, что и в качестве основного материала. В процессе сварки происходит разрушение покрытия и проволоки, что позволяет:
- защита от окисления;
- ионизация и стабилизация горения дуги;
- легирование и раскисление сварочного расплава.
Ручная дуговая сварка может выполняться не только на открытом воздухе или в свободной атмосфере, но и в экранированной среде. Чаще всего выполняется сварка:
- в инертных газах (аргон, гелий), где мы знаем MIG, TIG и плазменную сварку;
- в активном газе (CO2), где мы говорим о сварке MAG.
Ручная дуговая сварка покрытым электродом позволяет вам точно решить, какая сварка наиболее подходит для вашего материала и продукта.Наши специалисты посоветуют вам лучший метод (дуговая сварка на открытом воздухе, в активном или инертном газе), чтобы обеспечить высочайшее качество продукта. Наши специалисты отвечают за оптимизацию процессов и обеспечивают высочайший уровень качества продукции, независимо от того, выполняется ли сварка на нашем заводе или в полевых условиях.
Все наши сварщики сертифицированы в соответствии с EN 287, сварка выполняется в соответствии с утвержденными процедурами сварки WPQR, а качество гарантируется в соответствии с EN ISO 3834-2.Независимо от того, решите ли вы дуговую сварку или другие виды сварки, качество гарантируется, но дополнительно обеспечивается визуальным контролем (VT) сертифицированным персоналом.
У вас есть дополнительные вопросы? Свяжитесь с нашими специалистами, которые более подробно расскажут вам о ручной дуговой сварке покрытым электродом.
Электрод
Электрод — это электрический проводник, используемый для контакта с неметаллической частью цепи (например, полупроводником, электролитом или вакуумом).Слово было придумано ученым Майклом Фарадеем от греческих слов elektron (что означает янтарь, от которого происходит слово электричество) и hodos , путь. [1]
Анод и катод в электрохимических ячейках
Электрод в электрохимической ячейке называется либо анодом , либо катодом (слова, которые также были придуманы Фарадеем). Анод теперь определяется как электрод, на котором электроны покидают ячейку и происходит окисление, а катод — как электрод, на котором электроны входят в ячейку и происходит восстановление.Каждый электрод может стать анодом или катодом в зависимости от направления тока через ячейку. Биполярный электрод — это электрод, который функционирует как анод одной ячейки и катод другой ячейки.
Первичная ячейка
Первичная ячейка — это особый тип электрохимической ячейки, в которой реакция не может быть обращена вспять, и поэтому идентичность анода и катода фиксирована. Анод всегда является отрицательным электродом. Ячейку можно разряжать, но нельзя перезаряжать.В отличие от вторичных ячеек, первичные ячейки используются мгновенно.
Вторичная ячейка
Вторичный элемент, например аккумуляторная батарея, — это элемент, в котором химические реакции обратимы. Когда элемент заряжается, анод становится положительным (+), а катод — отрицательным (-) электродом. То же самое и в электролитической ячейке. Когда элемент разряжается, он ведет себя как первичный элемент, с анодом в качестве отрицательного электрода и катода в качестве положительного электрода.
Аноды и катоды прочие
В вакуумной лампе или полупроводнике с полярностью (диоды, электролитические конденсаторы) анодом является положительный (+) электрод, а катодом отрицательный (-). Электроны входят в устройство через катод и выходят из устройства через анод. Многие устройства имеют другие электроды для управления работой, например, основание, затвор, управляющую сетку.
В трехэлектродном элементе противоэлектрод, также называемый вспомогательным электродом, используется только для соединения с электролитом, так что ток может подаваться на рабочий электрод.Противоэлектрод обычно изготавливается из инертного материала, такого как благородный металл или графит, чтобы предотвратить его растворение.
Сварочные электроды
При дуговой сварке электрод используется для пропускания тока через заготовку для сплавления двух частей вместе. В зависимости от процесса электрод является либо расходуемым, в случае дуговой сварки металлическим газом или дуговой сваркой в среде защитного металла, либо неплавящимся, например, при дуговой сварке газом вольфрамовым электродом. Для системы постоянного тока сварочный пруток или стержень может быть катодом для сварного шва наполняющего типа или анодом для других сварочных процессов.Для аппарата для дуговой сварки на переменном токе сварочный электрод не считается анодом или катодом.
Электроды переменного тока
Для электрических систем, использующих переменный ток, электроды представляют собой соединения от схемы к объекту, на который воздействует электрический ток, но не обозначаются анодом или катодом, поскольку направление потока электронов изменяется периодически, обычно много раз в секунду. .
Применение электродов
Электрические токи пропускаются через неметаллические объекты, чтобы изменять их различными способами и измерять проводимость в различных целях. Фарадей, Майкл (1834). «Об электрическом разложении». Философские труды Королевского общества. Архивировано 17 января 2010 года. http://www.webcitation.org/5mq8a85S3. Проверено 17 января 2010. ((в котором Фарадей вводит слова электрод , анод , катод , анион , катион , электролит , электролиз )
Как работает подводная сварка? Шокирующий процесс, о котором мало кто знает
0Последнее обновление: 20 мая 2021 г.
Сварка и вода.
Электричество и жидкость.
В большинстве случаев, мы рассматриваем эту смесь как плохую идею .
Когда в жидкости генерируется электричество, она реагирует непредсказуемо.
И в отличие от изолированных твердых тел (представьте медный провод), не существует определенного пути, по которому проходит электричество.
В воде электричество точка наименьшего сопротивления и идет своим веселым путем.
Он не проявляет предвзятости по отношению к людям.
Более пристальный взгляд на процесс подводной сварки: опасно или безопасно?
Так как же подводная сварка работает в профессиональной среде?
Изображение предоставлено: Голландский колледж
Могут ли сварщики-водолазы безопасно выполнять сварку?
Или это вообще безопасно?
Давайте посмотрим на процесс подводной сварки с научной точки зрения.
Как я объяснял ранее, дайверы используют подводную сварку в двух формах: сухой и мокрой. Мы собираемся изучить оба типа, чтобы вы могли изучить процесс.
Как работает подводная сварка: гипербарическая / сухая сварка
«Безопасная среда обитания» от Safehouse Habitats (Scotland) Limited — Safehouse Ltd. Лицензия CC BY-SA 3.0 через Википедию
Вентиляторы и давление: сварка внутри гипербарической камеры
Сухая, или гипербарическая сварка, применяется несколькими способами с помощью различных типов ограждений, называемых « жилые помещения ».
У местообитаний есть идентичный или небольшой удар давления от уровня поверхности. Это небольшое увеличение давления обеспечивает постоянный объем воздуха внутри камеры для сварщиков-водолазов, с которыми они могут работать. Операторы установки устанавливают давление всего на 0,007 фунта на квадратный дюйм выше атмосферного давления снаружи.
В больших помещениях могут разместиться два или три человека.
Подобно водолазу с поверхностным подводом , надводная команда постоянно закачивает воздух в среду обитания с потолка или боковых стен.Одновременно с этим из помещения вытягивается воздух через вентиляторы и трубы в основании агрегата.
Новый воздух поступает, старый воздух выходит.
Непрерывное колебание воздуха не позволяет среде обитания накапливать ядовитых паров . Если внутри скапливаются газы, сварщики, работающие под давлением, могут задохнуться. А при более высоких давлениях дайв-бригады могут использовать гелиевые смеси для целей или повышения давления.
Водолазные команды могут использовать гелий для создания избыточного давления в кабине, чтобы подводные сварщики не подверглись азотному наркозу или, что еще хуже, потеряли сознание.Гелий также легче многих других газов.
Воздух, попавший в ловушку, может поставить под угрозу вашу жизнь
Также о возможности взрыва:
Взрывы газа — не проблема, связанная с подводной сваркой.
Сварщики также должны быть готовы к такой возможности.
Даже в простом сварочном цехе сварщик, практикующий безопасную технику, должен установить соответствующую вентиляцию, чтобы воздух не проходил через него. Это предотвращает скопление излишков материала и газов.
Где появляются места обитания
Из-за значительной стоимости более крупные среды обитания используются в основном в крупных проектах под нефтяными вышками и крупными судами. Но подводные сварщики также используют корпуса меньшего размера.
Некоторые надеваются на верхнюю часть тела.
Остальные закрывают только сам электрод; они выглядят как маленький пузырь (точечная сварка).
Благодаря простоте конструкции , эти среды обитания являются менее дорогостоящими.
Например, места для точечной сварки требуют только вытеснения воды воздухом.Сварщикам-водолазам не нужна воздухопроницаемая среда, так как над электродом все автономно.
Как работает подводная сварка: Мокрая сварка
Подводная сварка для сухой сварки теоретически может использовать любой тип сварки е, используемый сварщиками для поверхностной сварки.
При подводной мокрой сварке в основном используется дуговая сварка в среде защитного металла (SMAW).
Сварщик работает полностью в воде, включая электрод.
Под микроскопом: как электроны влияют на процесс
Как подводная сварка работает вблизи?
Во-первых, вы должны понять, что происходит с электродом на молекулярном уровне .
Распределение тепла электрода в зоне сварного шва чрезвычайно важно, и оно регулируется заряженными электронами.
Есть три основных направления теплового движения:
- Катод (электрод)
- Анод (зона сварки)
- Плазма (газовый цилиндр, через который проходит электрическая дуга)
Катод заряжен на отрицательно, , а анод на положительно, на заряжен. Следовательно, когда подводный сварочный аппарат зажигает дугу, электроны от катода движутся вниз к противоположной полярности (аноду).В то же время положительные ионы движутся вверх к катоду.
Схема из книги Дэвида Китса «Помощник сварщика»
Это массивное движение частиц генерирует огромное количество энергии и тепла. Дуга сильно нагревается: более 5000 ° C.
Но тепло распределяется по рабочей зоне неравномерно. Около 66% его уходит на анод. Другая часть остается на кончике катода.
Как работает подводная сварка под капотом: объяснение оборудования, системы и схемотехнического процесса
Кабельная система и источник питания для подводной влажной сварки немного отличаются от подводной сухой сварки (и поверхностной сварки).
При подводной мокрой сварке электрические кабели изолируются дважды . Он использует только постоянный ток в качестве источника питания (в отличие от переменного тока) и чаще всего включает отрицательной полярности .
Система также добавляет рубильник вдоль кабелей.
Их рубильник держит выключенным питание сварочного жала.
Схема из книги Дэвида Китса «Помощник сварщика»
После того, как они правильно расположились для сварки, водолазы-сварщики общаются с командой на поверхности (нагревают).
Они зажигают электрическую дугу, которая течет от водонепроницаемого электрода к металлическому шву.
Силовое поле против элементов: важность пузырей при сварке
Все мокрые сварные швы защищены газовым пузырем, образующимся вокруг дуги. Этот пузырь чаще всего состоит из определенной смеси газов:
- Водород, 70%
- Двуокись углерода, 25%
- Окись углерода, 5%
Водонепроницаемые электроды снаружи покрыты толстым материалом, называемым «флюс».Когда электрод горит, это химическое изменение приводит к образованию пузырьков газа вокруг сварного шва.
Этот пузырек образуется только в непосредственной близости от сварного шва.
При движении сварщика-водолаза по шву он оставляет после себя металлическую жидкость, называемую шлаком ; он покрывает верхнюю часть шва, чтобы сварной шов успел как следует остыть.
Когда сварщики поверхностной сварки SMAW выполняют проект по сварке , они иногда сбрасывают этот шлак в нежелательные места. .
Под водой эта проблема может усугубляться из-за ограниченной видимости и колебаний температуры.
Таким образом, производители водонепроницаемых электродов создали более стойкий флюс. Это позволяет шлаку стекать более равномерно. Это также дает постоянный прожиг на электроде, поэтому подводные сварщики имеют больший контроль.
Как пузыри влияют на видимость при сварке
Вам следует знать еще одну вещь:
Перед сварщиками мокрой подводной сварки стоит уникальная задача.Их сварные швы образуют дополнительных пузырьков , которые поднимаются прямо в окружающую воду.
Это тот же эффект, что и при погружении под воду и на выдохе.
Но при мокром шве это ухудшает видимость и быстрее перемещает сварочную ванну.