Полярность при сварке. Что означают её названия
Полярность при сварке бывает прямой и обратной, и многие сварщики-любители путают или вообще не знают, что означают эти названия. Хоть я и не люблю теоретические и терминологические вопросы, но некоторые всё же считаю нужным раскрывать, т.к. они могут быть полезны при сварке на практике.
Итак, сейчас речь пойдёт о том, почему прямой полярностью при сварке называется та, при которой «+» на детали, а «-» — на электроде. Мы ведь привыкли, что, например, «-» с аккумулятора идёт на корпус автомобиля. Казалось бы, при сварке должно быть так же, но на практике, наоборот. Тут нужно вспомнить физику – кажется, это 7-й или 8-й класс школы.
С чего всё началось
Сначала, когда открыли электричество, не было технической возможности определить фактическое направление движение электронов в металле, поэтому, плюсом и минусом потенциалы назвали наугад – думали, что электроны идут от того потенциала, который назвали «плюсом» к тому, который назвали «минусом». Т.е., отличать потенциалы возможность была, а вот проследить движение электронов тогда не могли.
Развитие науки
Позже, когда появилась техническая возможность определить направление движения электронов, оказалось, что с названиями не угадали – электроны, на самом деле, двигаются от «минуса» к «плюсу». Чтобы это привести в соответствие, пришлось бы поправлять все схемы, документации, все научные труды и т.п. – всё-всё-всё. В итоге, решили этим не заниматься, а просто условились, что названия останутся теми же, но просто все будут знать, что электроны движутся от «минуса» к «плюсу».
Полярность при сварке на практике
Таким образом, прямая полярность при сварке — это когда «+» на детали, и электроны в металле движутся с электрода на деталь. Т.е., название полярности сварочного тока правильное – электроны движутся в прямом направлении, а неразбериха из-за названий электрических потенциалов.

Чем это полезно при сварке? Тем, что многих сбивает с толку то, что «+» крепится на деталь, а данное разъяснение будет помогать правильно устанавливать полярность. И есть ещё один даже более полезный вывод из сказанного, но об этом как-нибудь в другой раз…
А сейчас важно твёрдо запомнить, какая полярность при сварке называется прямой, а какая — обратной. Потому что вы будете втсречать эти термины на упаковках с электродами, в статьях, книгах, видеоуроках… И если вы будете путать названия полярностей, то будете использовать неправильные режимы при сварке, что приведёт к ухудшению качества ваших сварных швов.
Еще по теме:
Полярность сварочного тока — прямая и обратная
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
отличия и как выбрать для инвертора
На чтение 8 мин. Просмотров 5.6k. Опубликовано Обновлено
Во всех статьях и обзорах, связанных со сваркой, присутствует электрическая тема. Хоть аппараты, хоть электроды, хоть виды швов – в любом сварочном вопросе упоминается и уточняется вид тока. Где-то он постоянный, где-то переменный, а еще у него есть два варианта – прямая и обратная полярность при сварке.
Пора разобраться, что к чему, чтобы правильно выбирать материалы, аппараты, электроды и . Знание нюансов об электричестве в сварке помогут вам быстро и правильно настроить инвертор, от чего качество сварочных швов зависит в большой степени.
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.
Эта чудесная идиллия возможна лишь при условии, что вид работ у вас один и тот же, вы не меняетесь, всех возможностей своего аппарата так и не знаете, и вообще зачем про электричество, все и так хорошо, не надо усложнять…
Не надо, так не надо, но вот если вам понадобится варить, например, качественную высоколегированную сталь, то ваша идиллия сразу же нарушится: качественного со старыми электрическими настройками у вас не получится. Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
Во-первых, работа на инверторном аппарате подразумевает постоянный ток. А он, в свою очередь, подразумевает два гнезда для подключения плюсовой и минусовой клемм. Давайте запоминать полярность при сварке инвертором по подключению электрода, так легче. Если электрод подключен к минусовому гнезду, то это прямая полярность при сварке. Если к плюсовому – она обратная.
 Прямая и обратная полярность.
Прямая и обратная полярность.В принципе при прямом варианте электрод, который подключен к отрицательной клемме, сам становится катодом. А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
В обоих случаях образуются анодные и катодные пятна. Анодное облако – погорячее, причем значительно: разница в температурах анодной и катодной областей доходит до 800°С.
Не упустим из внимания важную деталь: если мы говорим о двух вариантах – прямом и обратном, это всегда имеет отношение только к постоянному току. Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Еще раз: переключение прямой и обратной полярностей имеет смысл и возможно только при постоянном токе, это сварка постоянным током. При переменном токе в таком переключении нет ни смысла, ни возможности. Друзья, это физика.
Прямая полярность
[box type=”fact”]По своей сути ток представляет собой движение заряженных частиц – электронов. Они двигаются от отрицательного полюса к положительному – это классика. Вот и у нас в процессе сварки электроны двигаются в направлении к металлической заготовке от электрода. Поэтому происходит нагрев металла. Электрод остается холодным.[/box]Итак, электрод подключен к минусу, металлическая заготовка – к плюсу. Это классическая полярность при сварке инвертором. На стороне плюса распространяет свое тепло чудесное анодное облако.
Прямое подключение постоянного тока имеет некоторые особенности, которые необходимо учитывать в обязательном порядке:
- при прямом подключении получается стабильная и ровная дуга со всеми вытекающими последствиями в виде швов высокого качества;
- сварочный шов отличается узостью и глубиной;
- ни в коем случае не применяется, если на электродах указано, что они предназначены для технологии переменного тока;
- с некоторыми металлами при работе в инертных газах повышается коэффициент наплавки;
- состав металла в шве при прямой полярности имеет особенности: в нем практически нет углерода, зато присутствуют кремний и марганец;
- довольно высокая степень разбрызгивания металла;
- быстрая плавка расходника с его частой заменой.
Обратная полярность
 Обратная полярность при сварке.
Обратная полярность при сварке.Мы помним, что при обратной полярности при сварке постоянным током плюсовое анодное теплое пятно находится на электроде, Таким образом мы исключаем дополнительный нагрев металла, к которому подведена минусовая клемма. Основным видом сварки при обратном подключении является с флюсом и метод в среде защитных газов, в частности – в аргоне.
Главными металлами «потребителями» обратного подключения являются высоколегированные стали и тонкие заготовки из любого металла: здесь имеет значение тонкость края, которую легко прожечь при малейшем перегреве. Так что работы при обратном подключении можно назвать вполне себе деликатными. А там, где деликатность, там особенности исполнения и профессиональные советы.
Вот какие технологические особенности использования обратной полярности нужно принять во внимание:
- шов при обратном подключении шире и меньшей глубины, чем при прямой;
- великолепно справляется с соединением тонких и средней толщины кромок металлических заготовок;
- сварочная дуга не такая стабильная, как при прямой полярности, если напряжение низкой силы, начинает скакать и прерываться;
- если вы варите высоколегированную сталь, то кроме обратного подключения нужно соблюдать дополнительные требования по рабочему циклу и температурному режиму остывания стальных заготовок;
- ни в коем случае не варить с электродами, чувствительными к перегреву;
- дополнительное снижение температуры на заготовке можно через снижение потенциала напряжения;
- то, что дуга не очень стабильна, можно использовать во благо: очень тонкие края лучше варить прерывистым швов – прерывая дугу;
- если в сварке на постоянном токе обратной полярности вы делаете шов встык, зазор между поверхностями должен быть минимальным, если же шов внахлест, поверхности приживать друг к другу герметично. Иначе вы получите прожог;
- отбортовка краев свариваемых поверхностей отлично поможет для снижения риска прожога.
Как выбрать правильную полярность
[box type=”info”]Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение.[/box]Но если вы работаете с разными и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
 Постоянный и переменный ток сварки.
Постоянный и переменный ток сварки.Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду. Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
[box type=”fact”]А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.[/box]Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого . Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
А что делать, если в инструкции к металлу или сплаву требуется одни электрические параметры, а у выбранного электрода требуются совсем другие настройки сварочного тока? Такое бывает, ответ в этом случае только один: пробуйте и ищите оптимальный вариант опытным путем.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Обратная и прямая полярность при сварке инвертором
 Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов. Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны. Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.
Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
 Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат. Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности
 Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод, то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:
Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод, то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:
- на электроде – плюс;
- на «земле» – минус.
Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Важность полярности при сварочных работах
 Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
 Для поддержания горения дуги требуется создать обратные электрически заряженные части в пространстве между находящимися электродами. Данные частицы – это электроны, а также положительные и отрицательные ионы. Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Для поддержания горения дуги требуется создать обратные электрически заряженные части в пространстве между находящимися электродами. Данные частицы – это электроны, а также положительные и отрицательные ионы. Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты, вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Технология сварочных работ дугой
 Преимущество сварочных работ дугой явны. Сварка отличается по признакам:
Преимущество сварочных работ дугой явны. Сварка отличается по признакам:
- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
На размеры и форму шва также влияют вид электротока и его полярность. То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
Оцените статью: Поделитесь с друзьями!техника зажигания дуги и особенности процесса
Электродуговая сварка — один из самых распространенных в быту, мелкосерийном производстве и промышленности видов сварки. Ее также можно назвать дуговой сваркой плавлением.
Каждому начинающему сварщику полезно знать основы дуговой сварки — принцип ее действия, условия, которые необходимы для возникновения высокотемпературной дуги, виды сварочных аппаратов для бытового применения, и некоторые отдельные параметры и особенности процесса.
Основной физический принцип
В основе электродуговой сварки лежит не один, а сразу два электрических принципа: явление короткого замыкания, с которым знакомы все, имеющие набор школьных знаний по электричеству, и явление пробоя. Вот на нем стоит остановиться внимание.

Имеется в виду пробой диэлектрика, который происходит в результате насыщения его межатомного пространства частицами, несущими электрический заряд. Положительный заряд несут ионы, отрицательный — электроны.
Теоретически пробой возможен для любого диэлектрика (в определенных условиях), но в случае электродуговой сварки используется конкретно пробой воздушного пространства между электродом и массой (деталью).
 Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2.
Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2.
Когда электродом касаются массы, то есть другого материала с высокой электропроводностью, в случае сварки металла, то возникает короткое замыкание, инициирующее мощное электрическое поле.
В этом поле и происходит пробой. Вследствие насыщения заряженными частицами прослойка воздуха превращается из диэлектрика в проводник тока.
Именно в этот момент и возникает сварочная дуга, давая название электродуговой сварке. Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Области сварочной дуги
Дуга замыкает цепь между электродом и массой. С точки зрения теории сварного дела, в сварочной дуге выделяют несколько областей:
- катодную;
- анодную;
- приэлектродную.
 Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс».
Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс».
Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Электродуговые установки постоянного тока имеют фиксированные анод и катод. В аппаратах переменного тока анод с катодом постоянно меняются местами. Это вызывает нестабильность сварочной дуги, сильное разбрызгивание металла и другие неприятные факторы, а кроме того, не позволяет производить сварку определенных металлов, для которых требуется особая техника.
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током.
Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
 Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов.
Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Электроды и защитные газы
 Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Электрод — металлический контакт, стержень, имеющий оболочку из специального состава. Прогорая, эта оболочка образует защитную газовую среду, предохраняя расплав от окисления.
Но при этом плавящийся электрод является еще и присадкой, его основной металл входит в состав сварного соединения. Электродуговая сварка неплавящимся электродом требует ввода в сварочную ванну (непосредственно в точку, где происходит реакция) дополнительной присадочной проволоки.
Существует много разновидностей металлических и неметаллических электродов для электродуговой сварки, в том числе угольных и графитовых.
Каждый из них подбирается под конкретный металл и способ сварки. Кроме того, в определенных случаях применяется сварка в защитном газе (в основном для химически активных металлов). В качестве газов могут применять гелий, аргон и углекислоту.
Все эти способы диктуют свои подходы к собственно методике работы. Могут различаться виды сварочных аппаратов, виды горелок. Например, в полуавтомате для электродуговой сварки в защитной среде через сопло горелки подается одновременно и защитный газ, и присадка.
Могут использоваться различные вспомогательные материалы, такие, как флюсы, поэтому описать универсальный способ создания шва достаточно сложно. Но, тем не менее, некоторые базовые принципы присутствуют.
Как научиться
 Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, потом — переходить на сварку листового металла.
Требования госстандартов
На электродуговую, как и на многие сварки плавлением, существуют свои ГОСТы, которые обязательны к выполнению на любом производстве. Они описывают классификацию сварки металлов, методы оценки качества, специфику применяемых присадок и флюсов, и многое другое.
В частности, ГОСТ 11533-75 описывает автоматическую и полуавтоматическую дуговую сварку под флюсом, ГОСТ 14771-76 — дуговую сварку в защитных газах. Сварщики, работающие на предприятии, обязаны знать требования госстандартов минимум в своей конкретной области.
Обратная полярность при сварке: особенности применения
Прямая и обратная полярность при сварке инвертором (или любым другим сварочным аппаратом) задает тон всему рабочему процессу и правильный выбор этого параметра напрямую влияет на качество сварного соединения. При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке. Но сегодня мы остановимся именно на обратной полярности.

В этой статье мы подробнее расскажем про обратную полярность при сварке. Вы узнаете, что такое обратная полярность, при каких условиях выбирается данный тип направленности тока, какое оборудование используется в работе с обратной полярностью и как настроить аппарат, чтобы выполнить работу качественно и быстро.
Содержание статьи
Общая информация
Что такое обратная полярность при сварке? Обратная полярность тока — это процесс подачи положительного электрического заряда на электрод, а отрицательного электрического заряда — на свариваемую металлическую деталь. При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе. По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.

Обратная полярность просто необходима при сварке нержавейки, тонкого металла, легированной и высокоуглеродистой стали, алюминия и прочим сплавов, легко подвергающихся перегреву. Так, например, ток обратной полярности — обязательный спутник электродуговой сварки с применением флюса или сварки в среде инертного газа. У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
Многие новички все равно задаются вопросом, почему при некоторых работах используется обратная или прямая полярность при сварке инвертором? Постараемся объяснить подробнее. Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Исходя из этого нетрудно догадаться, что при обратной полярности выделяется огромное количество тепла, что способствует качественному провариванию металла. Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Кстати, при работе с постоянным током обратной полярности электрод сгорает значительно быстрее, чем при работе с прямой полярностью. Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.
Итак, повторим: полярность устанавливается только при работе с постоянным током. Обратная полярность применяется при сварке особых легко деформирующихся металлов, когда шов нужно сформировать быстро и качественно.

Сварка током обратной полярности не может ни отразиться на свойствах используемого в работе электрода. Через стержень проходит большое количества тепла, а это значит, что и сама деталь очень быстро нагревается, металл легко и глубоко проваривается, при этом практически не разбрызгивается (особенно, при сварке с флюсом).
Можно ли менять полярность прямо во время работы, если на сварочном инверторе (или любом другом типе оборудования) есть такая возможность? Вы, конечно, можете попробовать этот способ в качестве эксперимента, но мы не станем рекомендовать вам это. В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве. Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.

Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Оборудование
Сварка постоянным током обратной направленности осуществляется только на сварочных аппаратах, предназначенных для такой работы. Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное. Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью. Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.
С помощью обратной полярности появляется возможность использовать в своей работе полуавтоматическое сварочное оборудование. Здесь держак и масса подключаются к «плюсу» и «минусу» соответственно. За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
Вместо заключения
Выбор полярности при сварке постоянным током — задача не из легких, если вы начинающий сварщик. Нужно учесть все возможные нюансы, связанные с типом и толщиной металла, используемым в работе электродом или присадочной проволокой, а также удачно выбрать сварочный аппарат с нужным вам набором функций. Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Расскажите в комментариях о своем личном опыте сварки на обратной полярности, если вы опытный мастер. Это будет очень полезно для новичков. Также делитесь этой статьей в социальных сетях. Желаем удачи в работе!
Прямая и обратная полярность при сварке: какая роль
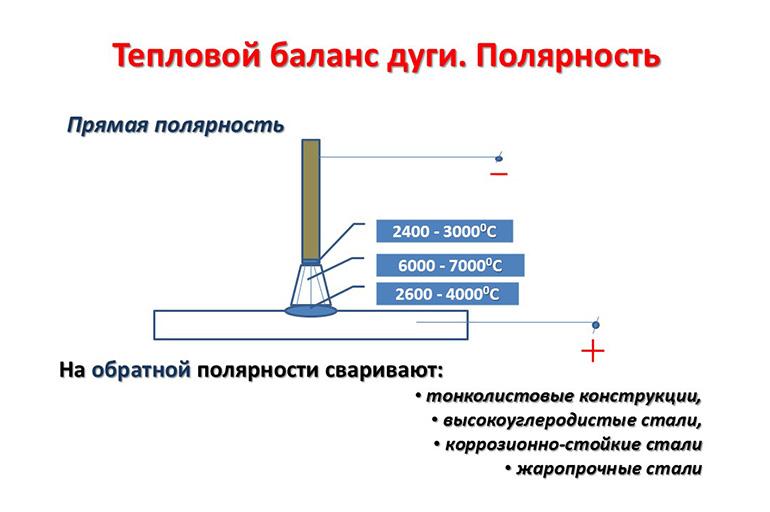
Прямая и обратная полярность сварочных агрегатов постоянного тока позволяет скорректировать температуру на электродах и обрабатываемых деталях. Если подсоединен плюс, анодное термопятно нагреется до 3900 °C. При подключении минуса этот показатель с катодной точкой будет равен 3200 °C. Для сварки разных металлов такое отличие существенно.

При сварке применяется прямая или обратная полярность.
На что влияет полярность сварки
Работа с рутиловыми электродами возможна на обоих видах полярности. Аналогами типа УОНИ производитель рекомендует варить на «минусе». От сварочной полярности зависит прогрев детали.
На прямой подаче заготовка сильнее накаливается, позволяя сделать глубже шовный участок.
На обратной полярности обрабатываемый элемент прогревается слабее, температура концентрируется на окончании электрода. Второй режим ориентирован на обработку тонкого металла и изделий, чувствительных к перегреву.
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.
Тепловым балансом дуги определяют характер распределения тепловой мощности.
Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Различия при подключении
Отличие при подсоединении обусловлено полюсным перераспределением обрабатываемой детали и электродного держателя. При прямом методе электроны перемещаются к заготовке, на электродное окончание стремится минус. Дуга отличается повышенной компактностью и плотностью. На «обратке» плюс идет на держатель, место контакта термического пятна с металлом рассеянное.
Способ подсоединения полюсов обусловлен физическими параметрами и толщиной детали.
Зависимость от рода напряжения
Если варить на переменном токе, дуга тухнет и разгорается при прохождении синусоидой нуля. На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность. Это повлияет на соединительное усилие.

Влияние рода и полярности тока объясняется выделением различного количества теплоты.
На генераторах переменного напряжения кабель подключается в любой конфигурации. Следует учитывать тип тока при подборе электродов. На коробке или в инструкции к расходникам указаны рекомендуемые параметры. Практичнее работать с универсальными элементами, рассчитанными на возможность изменения полюсов.
Отличия при работе с инвертором и полуавтоматом
На терморежим электродного кончика при сварке (постоянный ток) влияет полюсность. С плюсовым подключением показатель достигает почти 4 000 г, на минусе — на 1000 г меньше. Используя прямую и обратную полярность при сварке инвертором, можно точнее корректировать рабочий процесс. Во втором случае расходники сгорают быстрее.
Особенность сварки полуавтоматом — наличие присадки-проволоки, подаваемой равномерно. Швы ровные, аккуратные за счет равномерного прогрева металлов. Рабочий процесс облегчает встроенный преобразователь электронного типа. Прямая агрегация клемм уместна для стандартной порошковой проволоки.
Постоянный ток обратной полярности на полуавтомате используется для ионизации защитного газа, флюсовых присадок.
Особенности сварочных работ
При сваривании постоянным током обратной полярности добиваются хорошего прогрева детали, получая своеобразную ванну плавления. На ее качество как раз влияет тип полюсности. При завышенном токе нагрев будет больше, изделие накалится до состояния отталкивания от электродуги, что воспрепятствует соединению. Заниженный показатель тоже неэффективен, поскольку не будет нужного термического режима.

При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей.
При прямой полярности
Нюансы работы сварочного оборудования:
- Металл в ванну от расходников стекает по каплям. Создается разбрызгивание изделия, повышается коэффициент плавления.
- Возникает нестабильная электродуга.
- Происходит уменьшение проварки на одной части, на другой — снижается содержание углерода.
- Обеспечивается правильный прогрев детали.
- Присадка меньше накаливается.
- При обработке флюсовых материалов повышается эффективность наплавления.
Черный металл при сварке с прямой полярностью в полости шва почти не содержит углерода, насыщен кремнием и марганцем.
При обратной полярности
Разница минусового подключения в том, что на электрод действует повышенная температура.
Чтобы нивелировать вероятность прогара и повысить качество сварки, нужно помнить о следующих особенностях:
- Снижении токового потенциала, если необходимо уменьшить терморежим на заготовке.
- Начальном применении частичного шва с короткими участками с перемещением к центру, дальнейшем возврате к стыковке на другую сторону, конечной обработке промежуточных зон. Это обуславливает снижение коробления материала.
- Сваривании тонких деталей с регулярным прерыванием дуги.
- Сцеплении материалов внахлест путем их герметичного прижимания между собой. Для этой цели подойдут струбцины или дополнительный груз.
- Сваривании встык с минимальным зазором.
- Соединении тонкого материала с неровными краями при помощи медной либо стальной пластины, служащей для забора тепла.

Обратная полярность выбирается при работе с тонкостенными деталями.
Преимущества и недостатки разных методов
Зная, что такое прямая и обратная полярность при сварке, нужно учитывать достоинства и недостатки обоих способов. Это позволит изменить подключение клемм, добиться лучшего результата работ.
Преимущества прямой полярности перед обратным методом:
- получение узкого валика шва;
- глубокая проварка детали;
- наличие стабильной электрической дуги;
- широкий ассортимент расходников с разными видами покрытий.
Недостатки:
- разбрызгивание металла;
- повышенный риск прожога заготовок;
- появление остаточного напряжения в местах термообработки.
.jpg)
Преимуществом прямой полярности является глубокая проварка детали.
Достоинства минусовой полярности в том, что схема подходит для аккуратной обработки тонких и специальных сплавов.
К недостаткам причисляют:
- необходимость использования электродов, устойчивых к перегреву;
- малую глубину шовного валика;
- поддерживание короткой дуги.
По каким критериям нужно выбирать полярность
Выбирая тип подключения сварочного аппарата, необходимо обращать внимание на ряд важных критериев. Это позволит не допустить брака или чрезмерного расхода материалов, обеспечить требуемую прочность соединения.
Толщина металлического листа
Детали, толщина которых не превышает 3 мм, часто прожигают. Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Типы металлов
За окончательный нагрев изделий и держателя отвечает плюсовая клемма. На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» — сосредотачивается на поверхности.
Разновидности электродов
Выбирая марку электродов, учитывают род тока. Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли. Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Тугоплавкие электроды, применяемые для создания дуги, чаще используют с прямой полярностью. Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
Полярность при сварке инвертором (обратная)
Характерные черты электродуговой сварки
Прежде чем разбираться с полярностью при сварке инвертором, следует понять базовые принципы сварочных технологий, с учетом влияния на рабочий процесс наиболее важных факторов.
 Описание электродуговой сварки: обозначения всех компонентов
Описание электродуговой сварки: обозначения всех компонентовЭлектродуговой способ сварочных работ отличается от традиционного газового большим количеством важных особенностей. Одним из главных отличий можно считать температурный режим — температура создаваемой сварочным аппаратом дуги способна достигать +5000°С, что значительно больше значений плавления большинства известных металлов. Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Об особенностях выбора электродов
Для электродуговой сварки используется несколько типов электродов, обладающих разнообразными свойствами. Параметры электродуги при создании швов в разных пространственных положениях тоже могут различаться, в зависимости от:
 Типы электродов для сварки
Типы электродов для сварки- постоянного или переменного тока;
- прямой или обратной полярности;
- скорости сварочного процесса;
- напряжение дуги;
- диаметр и марка электрода.
Выбирая электрод, следует учитывать такие факторы как:
- пространственное расположение шва;
- количество сварочных слоев;
- толщина обрабатываемого металла.
С учетом всех означенных факторов, подбирается оптимальная сила электротока и требуемая полярность. Если используется постоянный ток с обратной полярностью, то на электроде появляется большое количество тепла, что удобно при сварке тонких металлов — это помогает избегать их прожогов. При сварке инвертором обратная полярность также используется для высоколегированных сталей, чтобы предотвратить их перегрев.
Для большинства других случаев применяется переменный ток, поскольку он значительно дешевле.
Особенности прямой полярности при сварке инвертором
 Аппарат для автоматической сварки труб
Аппарат для автоматической сварки трубСварка с использованием прямой полярности — это когда ток со сварочного выпрямителя подается положительным зарядом на заготовку, которая нужно обработать. Клемма аппарата, на которой расположен «плюс», присоединяется к изделию, а на электрод со значением «минус» подается отрицательный заряд.
У анода (который представляет из себя положительный полюс), температура выше, чем у отрицательного полюса — катода. Метод прямой полярности хорошо подходит для сварки изделий с толстыми стенками, для резки металлических конструкций, а также для других ситуаций, при которых требуется выделение большого количества тепла.
Что может дать обратная полярность?
 Обратная полярность — для деликатной сварки
Обратная полярность — для деликатной сваркиПрименение обратной полярности при сварке инвертором влечет за собой обратный порядок подключения: минусовая клемма с отрицательным зарядом подается на свариваемую конструкцию, а плюсовая клемма с положительным зарядом присоединяется к электроду. В результате этого значительные объемы тепловой энергии образуются на конце электрода, а свариваемая заготовка нагревается слабо. Это дает возможность проводить «деликатную» сварку.
Зачем это нужно? При сварке инвертором обратная полярность используется, если существует высокая вероятность прожечь заготовку. Такое бывает при работе с легированными и нержавеющими сталями, а также в случае с различными сплавами и тонколистовыми конструкциями. Кроме того, обратная полярность применяется при сварке электродугой и при флюсовой сварке.
Влияние постоянного и переменного тока на шов
Постоянный ток дает возможность делать более аккуратный шов и снижать до минимума количество металлических брызг, потому что не требуется часто изменять полярность (в отличие от переменного).
Чтобы предотвратить возможные прожоги при сварке как с положительным, так и с отрицательным зарядом, рекомендуется пользоваться прижимной струбциной.
Чем обуславливается выбор полярности при сварке инвертором?
 Электроды имеют несколько видов покрытия
Электроды имеют несколько видов покрытияМатериал покрытия электрода
Например, угольные электроды очень сильно разогреваются во время сварки с обратной полярностью, и вследствие этого быстро разрушаются. Что касается проволоки без покрытия, то она лучше горит в случае прямой полярности, а с обратной — может совсем не гореть, если используется переменный электроток.
Особенности шва
Режим сварки напрямую влияет на глубину провара и ширина образующегося шва. Чем выше сила электротока, тем больше увеличивается глубина, на которую проплавливается металл. Это происходит из-за роста погонной энергии дуги (зависящей от уровня тепла, проходящего через шов). Также при увеличении силы тока поднимается давление, которое воздействует на поверхность расплава. Чрезмерно высокое давление может привести к вытеснению расплавленного металла из-под дуги, вследствие чего деталь можно проплавить насквозь.
Тип тока
 Для резки металла сваркой используют постоянный ток
Для резки металла сваркой используют постоянный токПостоянный ток, имеющий обратную полярность, дает возможность обеспечить значительно большую глубину проплавления, чем постоянный ток, имеющий прямую полярность. Это происходит по причине того, что на аноде с катодом образуются различные объемы тепловой энергии. Также следует иметь в виду, что чем выше скорость сварочного процесса, тем меньше глубина провара и ширина шва.
Видео: Как электродом прорезать ровное отверстие
Новое поколение технологии постоянных катодов и свинцовых анодов
Североамериканский нержавеющий
 Североамериканский нержавеющий сортовой прокат Лист марки нержавеющей стали 2205 UNS S2205 EN 1.4462 2304 UNS S2304 EN 1.4362 ВВЕДЕНИЕ Типы 2205 и 2304 представляют собой дуплексные марки нержавеющей стали с микроструктурой
Североамериканский нержавеющий сортовой прокат Лист марки нержавеющей стали 2205 UNS S2205 EN 1.4462 2304 UNS S2304 EN 1.4362 ВВЕДЕНИЕ Типы 2205 и 2304 представляют собой дуплексные марки нержавеющей стали с микроструктурой
ПРОЕКТИРОВАНИЕ СИСТЕМЫ КАТОДНОЙ ЗАЩИТЫ
 ПРОЕКТ СИСТЕМЫ КАТОДНОЙ ЗАЩИТЫ Представлено DENIS L ROSSI P.E. ИНЖЕНЕР КОРРОЗИИ New England C P Inc. Основы коррозии Что такое коррозия? Он определяется как деградация или износ
ПРОЕКТ СИСТЕМЫ КАТОДНОЙ ЗАЩИТЫ Представлено DENIS L ROSSI P.E. ИНЖЕНЕР КОРРОЗИИ New England C P Inc. Основы коррозии Что такое коррозия? Он определяется как деградация или износ
СПЛАВ 2205 ТЕХНИЧЕСКИЕ ДАННЫЕ
 СПЛАВ 2205 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ UNS S32205, EN 1.4462 / UNS S31803 ОБЩИЕ СВОЙСТВА ////////////////////////////////////// ////////////////// //// 2205 (обозначения UNS S32205 / S31803) — это 22% хрома, 3% молибдена,
СПЛАВ 2205 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ UNS S32205, EN 1.4462 / UNS S31803 ОБЩИЕ СВОЙСТВА ////////////////////////////////////// ////////////////// //// 2205 (обозначения UNS S32205 / S31803) — это 22% хрома, 3% молибдена,
Таблица марок нержавеющей стали
 Таблица марок нержавеющей стали ATLAS STEELS РАСПРЕДЕЛЕНИЕ МЕТАЛЛА Указанный химический анализ (%) C Si Mn P S Cr Mo Ni Прочие аустенитные нержавеющие стали 253MA S30815 0.05 1,1-2,0 0,8 0,040 0,030 20,0-22,0 10,0-12,0
Таблица марок нержавеющей стали ATLAS STEELS РАСПРЕДЕЛЕНИЕ МЕТАЛЛА Указанный химический анализ (%) C Si Mn P S Cr Mo Ni Прочие аустенитные нержавеющие стали 253MA S30815 0.05 1,1-2,0 0,8 0,040 0,030 20,0-22,0 10,0-12,0
ПЕСОК ЛИТЬЕ ОХЛАЖДАЮЩИЙ LM4 — TF
 1 Этот сплав соответствует британским стандартам 1490 и аналогичен устаревшим спецификациям BS.L79 и D.T.D 424A. Отливки могут быть в отливках (M) в условиях полной термообработки (TF). ХИМИЧЕСКИЙ СОСТАВ
1 Этот сплав соответствует британским стандартам 1490 и аналогичен устаревшим спецификациям BS.L79 и D.T.D 424A. Отливки могут быть в отливках (M) в условиях полной термообработки (TF). ХИМИЧЕСКИЙ СОСТАВ
Коррозия разнородных металлов
 PDHonline Course S118 (1 PDH) Инструктор по коррозии разнородных металлов: Д.Мэтью Стюарт, P.E., S.E., F.ASCE, F.SEI, SECB, MgtEng 2013 PDH Online PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658
PDHonline Course S118 (1 PDH) Инструктор по коррозии разнородных металлов: Д.Мэтью Стюарт, P.E., S.E., F.ASCE, F.SEI, SECB, MgtEng 2013 PDH Online PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658
Технические данные СИНИЙ ЛИСТ. Мартенситный. нержавеющие стали. Типы 410, 420, 425 Mod и 440A ОБЩИЕ ХАРАКТЕРИСТИКИ ПРИМЕНЕНИЕ ФОРМА ИЗДЕЛИЯ
 Технические данные СИНИЙ ЛИСТ Allegheny Ludlum Corporation Питтсбург, Пенсильвания Мартенситная нержавеющая сталь типов 410, 420, 425 Mod и 440A ОБЩИЕ СВОЙСТВА Allegheny Ludlum типов 410, 420, 425 Modified и
Технические данные СИНИЙ ЛИСТ Allegheny Ludlum Corporation Питтсбург, Пенсильвания Мартенситная нержавеющая сталь типов 410, 420, 425 Mod и 440A ОБЩИЕ СВОЙСТВА Allegheny Ludlum типов 410, 420, 425 Modified и
Североамериканский нержавеющий
 Лист 430 (S43000) / EN 1 из нержавеющей стали для Северной Америки.4016 Введение: SS430 — это низкоуглеродистая хромовая ферритная нержавеющая сталь без какой-либо стабилизации углерода
Лист 430 (S43000) / EN 1 из нержавеющей стали для Северной Америки.4016 Введение: SS430 — это низкоуглеродистая хромовая ферритная нержавеющая сталь без какой-либо стабилизации углерода
Североамериканский нержавеющий
 Введение: Плоский лист нержавеющей стали для Северной Америки. Лист марки нержавеющей стали 309S (S30908) / EN1.4833 SS309 — это высоколегированная аустенитная нержавеющая сталь, которая отличается превосходной стойкостью к окислению,
Введение: Плоский лист нержавеющей стали для Северной Америки. Лист марки нержавеющей стали 309S (S30908) / EN1.4833 SS309 — это высоколегированная аустенитная нержавеющая сталь, которая отличается превосходной стойкостью к окислению,
ПРОИЗВОДСТВО ГИБКИХ ЦЕПЕЙ
 ИЗГОТОВЛЕНИЕ ГИБКИХ СХЕМ IPC-DVD-37 Ниже приведена копия комментария для DVD-37.Содержание этого сценария было разработано группой экспертов отрасли и основано на лучших доступных
ИЗГОТОВЛЕНИЕ ГИБКИХ СХЕМ IPC-DVD-37 Ниже приведена копия комментария для DVD-37.Содержание этого сценария было разработано группой экспертов отрасли и основано на лучших доступных
СПЛАВ C276 ТЕХНИЧЕСКИЕ ДАННЫЕ
 СПЛАВ C276 ТЕХНИЧЕСКИЕ ДАННЫЕ //// Сплав C276 (обозначение UNS N10276) представляет собой сплав никель-молибден-хром-железо-вольфрам, известный своей коррозионной стойкостью в широком диапазоне агрессивных сред. Это один из
СПЛАВ C276 ТЕХНИЧЕСКИЕ ДАННЫЕ //// Сплав C276 (обозначение UNS N10276) представляет собой сплав никель-молибден-хром-железо-вольфрам, известный своей коррозионной стойкостью в широком диапазоне агрессивных сред. Это один из
TITANIUM FABRICATION CORP.
 TITANIUM FABRICATION CORP. Конструкция с покрытием из титана, циркония и тантала Общие соображения Во многих областях применения, особенно для больших сосудов под давлением, предназначенных для высоких температур и давления,
TITANIUM FABRICATION CORP. Конструкция с покрытием из титана, циркония и тантала Общие соображения Во многих областях применения, особенно для больших сосудов под давлением, предназначенных для высоких температур и давления,
Глава 5 — Сварка самолетов
 Глава 5 — Сварка самолетов Глава 5 Раздел A Вспомогательные вопросы Заполните пропуски 1.Существует 3 вида сварки: и, сварка. 2. Получено пламя оксиацетилена с температурой Фаренгейта
Глава 5 — Сварка самолетов Глава 5 Раздел A Вспомогательные вопросы Заполните пропуски 1.Существует 3 вида сварки: и, сварка. 2. Получено пламя оксиацетилена с температурой Фаренгейта
Североамериканский нержавеющий
 Плоский нержавеющий лист для Северной Америки Лист нержавеющей стали 310S (S31008) / EN 1.4845 Введение: SS310 — это высоколегированная аустенитная нержавеющая сталь, предназначенная для работы при повышенных температурах.
Плоский нержавеющий лист для Северной Америки Лист нержавеющей стали 310S (S31008) / EN 1.4845 Введение: SS310 — это высоколегированная аустенитная нержавеющая сталь, предназначенная для работы при повышенных температурах.
Durcomet 100 CD4MCuN.Бюллетень А / 7л
 Durcomet 100 CD4MCuN Бюллетень A / 7l Durcomet 100 Введение Durcomet 100 представляет собой дуплексную нержавеющую сталь, произведенную в соответствии со спецификацией ASTM A995 или A890, класс CD4MCuN (1B). Об этом свидетельствует отливка Flowserve
Durcomet 100 CD4MCuN Бюллетень A / 7l Durcomet 100 Введение Durcomet 100 представляет собой дуплексную нержавеющую сталь, произведенную в соответствии со спецификацией ASTM A995 или A890, класс CD4MCuN (1B). Об этом свидетельствует отливка Flowserve
Аноды и другое оборудование
 Аноды и другое оборудование Применение: платинированные титановые аноды Платинированные титановые аноды рекомендуются для использования в следующих электролитических процессах: — Гальваника драгоценных металлов — e.грамм. Au, Pt,
Аноды и другое оборудование Применение: платинированные титановые аноды Платинированные титановые аноды рекомендуются для использования в следующих электролитических процессах: — Гальваника драгоценных металлов — e.грамм. Au, Pt,
СВОЙСТВА МАТЕРИАЛОВ
 1 СВОЙСТВА МАТЕРИАЛОВ 1.1 СВОЙСТВА МАТЕРИАЛОВ Различные материалы обладают разными свойствами в разной степени и, следовательно, ведут себя по-разному в данных условиях. Эти объекты
1 СВОЙСТВА МАТЕРИАЛОВ 1.1 СВОЙСТВА МАТЕРИАЛОВ Различные материалы обладают разными свойствами в разной степени и, следовательно, ведут себя по-разному в данных условиях. Эти объекты
ЦИНКРОЛИТ VS ДУПЛЕКС 700
 ОТЧЕТ ОБ ИСПЫТАНИЯХ Дата: 03-05-2012 Ссылка: Duroc NV Защита от коррозии Moerelei 149 2610 Антверпен Бельгия Автор: Ing.Martijn Wirken — mw@duroc.be ZINCROLYTE VS DUPLEX 700 Этот документ не является юридически
ОТЧЕТ ОБ ИСПЫТАНИЯХ Дата: 03-05-2012 Ссылка: Duroc NV Защита от коррозии Moerelei 149 2610 Антверпен Бельгия Автор: Ing.Martijn Wirken — mw@duroc.be ZINCROLYTE VS DUPLEX 700 Этот документ не является юридически
МАТЕРИАЛ И ПОВЕРХНОСТЬ
 МАТЕРИАЛ И ПОВЕРХНОСТЬ После того, как вы определились, какой тип кастрюли или сковороды вам нужен, следующее, что нужно решить, — это материал и поверхность. Материал и поверхность во многом определяют свойства горшка или
МАТЕРИАЛ И ПОВЕРХНОСТЬ После того, как вы определились, какой тип кастрюли или сковороды вам нужен, следующее, что нужно решить, — это материал и поверхность. Материал и поверхность во многом определяют свойства горшка или
Североамериканский нержавеющий
 Лист марок нержавеющей стали AISI 316 UNS S31600 EN 1.4401 AISI 316L UNS S31630 EN 1.4404 ВВЕДЕНИЕ NAS обеспечивает нержавеющую сталь 316 и 316L, которые являются аустенитными с содержанием молибдена
Лист марок нержавеющей стали AISI 316 UNS S31600 EN 1.4401 AISI 316L UNS S31630 EN 1.4404 ВВЕДЕНИЕ NAS обеспечивает нержавеющую сталь 316 и 316L, которые являются аустенитными с содержанием молибдена
Североамериканский нержавеющий
 Североамериканский плоский прокат из нержавеющей стали Лист нержавеющей стали марки 304 (S30400) / EN 1.4301 304L (S30403) / EN 1.4307 304H (S30409) Введение: Типы 304, 304L и 304H являются наиболее универсальными и широко распространенными
Североамериканский плоский прокат из нержавеющей стали Лист нержавеющей стали марки 304 (S30400) / EN 1.4301 304L (S30403) / EN 1.4307 304H (S30409) Введение: Типы 304, 304L и 304H являются наиболее универсальными и широко распространенными
Джеймс М.Компания Pleasants
 Компания «Джеймс М. Плезантс» ПРЕДОСТАВЛЯЕМЫЕ ДАННЫЕ МЕХАНИЧЕСКИЕ ДАННЫЕ GAINESVILLE 20 ДЕКАБРЯ 2013 ПРОЕКТ: GSU: J-183 ГУМАНИТАРНЫЙ ЗАКОН BLDG. ЦИТАТА №: 12116 ИНЖЕНЕР: ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК STEVENS & WILKINSON Тег:
Компания «Джеймс М. Плезантс» ПРЕДОСТАВЛЯЕМЫЕ ДАННЫЕ МЕХАНИЧЕСКИЕ ДАННЫЕ GAINESVILLE 20 ДЕКАБРЯ 2013 ПРОЕКТ: GSU: J-183 ГУМАНИТАРНЫЙ ЗАКОН BLDG. ЦИТАТА №: 12116 ИНЖЕНЕР: ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК STEVENS & WILKINSON Тег:
КАТАЛОГ МАТЕРИАЛОВ
 КАТАЛОГ ХАРАКТЕРИСТИК МАТЕРИАЛОВ Марганцевая сталь Высокохромистая легированная сталь из белого чугуна Углеродистая сталь Нержавеющая сталь SG-чугун Чугун E X C E L E N C E T H R O U G H E X P E R I E N C E Литейные заводы имеют
КАТАЛОГ ХАРАКТЕРИСТИК МАТЕРИАЛОВ Марганцевая сталь Высокохромистая легированная сталь из белого чугуна Углеродистая сталь Нержавеющая сталь SG-чугун Чугун E X C E L E N C E T H R O U G H E X P E R I E N C E Литейные заводы имеют
ДОБЫЧА МЕТАЛЛОВ
 1 ДОБЫЧА МЕТАЛЛОВ Руды некоторых металлов очень распространены (железо, алюминий), другие встречаются только в ограниченных количествах на отдельных участках, руды должны быть очищены перед восстановлением до металла
1 ДОБЫЧА МЕТАЛЛОВ Руды некоторых металлов очень распространены (железо, алюминий), другие встречаются только в ограниченных количествах на отдельных участках, руды должны быть очищены перед восстановлением до металла
ТЕПЛОВАЯ ОБРАБОТКА СТАЛИ
 ТЕПЛОВАЯ ОБРАБОТКА СТАЛИ Термическая обработка стали Большинство операций термообработки начинаются с нагрева сплава в поле аустенитной фазы для растворения карбида в чугуне.Практика термической обработки стали
ТЕПЛОВАЯ ОБРАБОТКА СТАЛИ Термическая обработка стали Большинство операций термообработки начинаются с нагрева сплава в поле аустенитной фазы для растворения карбида в чугуне.Практика термической обработки стали
Североамериканский нержавеющий
 Плоский нержавеющий лист для Северной Америки. Лист марки нержавеющей стали 316 (S31600) / EN 1.4401 316L (S31603) / EN 1.4404 ВВЕДЕНИЕ NAS предлагает нержавеющую сталь 316 и 316L, которые являются молибденсодержащей аустенитной нержавеющей сталью
Плоский нержавеющий лист для Северной Америки. Лист марки нержавеющей стали 316 (S31600) / EN 1.4401 316L (S31603) / EN 1.4404 ВВЕДЕНИЕ NAS предлагает нержавеющую сталь 316 и 316L, которые являются молибденсодержащей аустенитной нержавеющей сталью
Наплавка бурильной трубы
 Наплавка бурильных труб ГЛОБАЛЬНАЯ ЗАЩИТА ОТ ИЗНОСА И РАЗРЫВА Кислородноацетиленовые стержни Порошковая и порошковая проволока Электроды PTA — Сварка Кислородно-ацетиленовая сварка и напыление Порошки Распыление пламенем Дуговое напыление FLSP
Наплавка бурильных труб ГЛОБАЛЬНАЯ ЗАЩИТА ОТ ИЗНОСА И РАЗРЫВА Кислородноацетиленовые стержни Порошковая и порошковая проволока Электроды PTA — Сварка Кислородно-ацетиленовая сварка и напыление Порошки Распыление пламенем Дуговое напыление FLSP
Справочное руководство по анодированию
 Справочное руководство по анодированию Тип Толщина Тип II Производимые обычные покрытия 1.8–25,4 мкм из ванны с серной кислотой Тип I A Обычные покрытия, полученные от 0,5 до 7,6 мкм (микрон) из ванны с хромовой кислотой Тип
Справочное руководство по анодированию Тип Толщина Тип II Производимые обычные покрытия 1.8–25,4 мкм из ванны с серной кислотой Тип I A Обычные покрытия, полученные от 0,5 до 7,6 мкм (микрон) из ванны с хромовой кислотой Тип
) 454,!, 5 -).) 5- #! «,% 3 (%! 4 (3 # /. 3425 # 4) /.) .34! ,,! 4) /.!.$ 02/4 % # 4) /. / & #! «,% 3!. $ / 4 (% 2%,% -%. 43 / & / 543) $% 0,!. 43. ) 454 Рекомендация,
454, !,5-).)5- #!,% 3(%!4(3 #/.3425#4)/. ).34!,,!4)/.!.$ 02/4%#4)/. /& #!,%3!.$ /4(%2 %,%-%.43 /& /543)$% 0,!.43. )454 Recommendation,") МЕЖДУНАРОДНЫЙ СОЮЗ ТЕЛЕКОММУНИКАЦИЙ) 454, СЕКТОР СТАНДАРТИЗАЦИИ ТЕЛЕКОММУНИКАЦИЙ ITU № /. 3425 # 4) /. ) .34! ,,! 4) /.!. $ 02/4% # 4) /. / & #! «,% 3!. $ / 4 (% 2%,% -%. 43 / & / 543) $% 0,!. 43!, 5 -).) 5- #!»,% 3 (%! 4 (3
МЕЖДУНАРОДНЫЙ СОЮЗ ТЕЛЕКОММУНИКАЦИЙ) 454, СЕКТОР СТАНДАРТИЗАЦИИ ТЕЛЕКОММУНИКАЦИЙ ITU № /. 3425 # 4) /. ) .34! ,,! 4) /.!. $ 02/4% # 4) /. / & #! «,% 3!. $ / 4 (% 2%,% -%. 43 / & / 543) $% 0,!. 43!, 5 -).) 5- #!»,% 3 (%! 4 (3
Сварка. Модуль 19.2.1
 Сварочный модуль 19.2.1 Пайка твердым припоем Пайка твердым припоем — это общий термин для пайки и пайки серебром. Эти процессы термического соединения очень похожи на мягкую пайку, поскольку основной металл
Сварочный модуль 19.2.1 Пайка твердым припоем Пайка твердым припоем — это общий термин для пайки и пайки серебром. Эти процессы термического соединения очень похожи на мягкую пайку, поскольку основной металл
Высокопрочные низколегированные стали
 Высокопрочные низколегированные стали Введение и обзор Высокопрочные низколегированные (HSLA) стали или микролегированные стали предназначены для обеспечения лучших механических свойств и / или большей устойчивости к
Высокопрочные низколегированные стали Введение и обзор Высокопрочные низколегированные (HSLA) стали или микролегированные стали предназначены для обеспечения лучших механических свойств и / или большей устойчивости к
Технические характеристики программ: 737, 747, 757, 767, 777, 787
 = Выполняется GKN BAC 5000 AN General Sealing 6-262, 6-265, 6-267, 6-270 PSD только для 787: 6-242, 6-269, 6-271 PSD только для 777: 6-261,6 -264, 6-266, 6-269, 6-271 BAC 5004 L Установка постоянных креплений
= Выполняется GKN BAC 5000 AN General Sealing 6-262, 6-265, 6-267, 6-270 PSD только для 787: 6-242, 6-269, 6-271 PSD только для 777: 6-261,6 -264, 6-266, 6-269, 6-271 BAC 5004 L Установка постоянных креплений
Клапан Сталь.Клапан Сталь
 Клапан Сталь Клапан Сталь BÖHLER-UDDEHOLM Precision Strip AB — один из ведущих мировых производителей высококачественной полосовой стали. Более чем вековой опыт холодной прокатки дал нам уникальный
Клапан Сталь Клапан Сталь BÖHLER-UDDEHOLM Precision Strip AB — один из ведущих мировых производителей высококачественной полосовой стали. Более чем вековой опыт холодной прокатки дал нам уникальный
РУКОВОДСТВО ПО УСТАНОВКЕ ПАТНОЙ ПЛАСТИНЫ
 www.brazedplate.com РУКОВОДСТВО ПО УСТАНОВКЕ ПЛОТНОЙ ПЛАСТИНЫ S.E.C. Теплообменники P.Э. КАНАДА C0A 1A0 тел; 902-659-2424 факс; 902-659-2800 Содержание Описание … 2 Монтажное положение … 3 Трубные соединения …… 3
www.brazedplate.com РУКОВОДСТВО ПО УСТАНОВКЕ ПЛОТНОЙ ПЛАСТИНЫ S.E.C. Теплообменники P.Э. КАНАДА C0A 1A0 тел; 902-659-2424 факс; 902-659-2800 Содержание Описание … 2 Монтажное положение … 3 Трубные соединения …… 3
Думайте о точности, думайте о HSS REAMING
 Думайте о точности, думайте о HSS REAMING ОБЗОР ИНСТРУМЕНТОВ ДЛЯ РАЗВЕРТЫВАНИЯ 2 Увеличьте масштаб развертки 3 Какая HSS обеспечивает максимальную эффективность? 4 Покрытия для наилучшей работы 5 Словарь 6 Выберите правильный дизайн 7 Типы фаски
Думайте о точности, думайте о HSS REAMING ОБЗОР ИНСТРУМЕНТОВ ДЛЯ РАЗВЕРТЫВАНИЯ 2 Увеличьте масштаб развертки 3 Какая HSS обеспечивает максимальную эффективность? 4 Покрытия для наилучшей работы 5 Словарь 6 Выберите правильный дизайн 7 Типы фаски
Хорошие доски = результаты
 Раздел 2: Изготовление печатных плат и паяемость Хорошие платы = результаты Изготовление плат — один из аспектов индустрии производства электроники, о котором инженеры по сборке SMT часто мало знают.
Раздел 2: Изготовление печатных плат и паяемость Хорошие платы = результаты Изготовление плат — один из аспектов индустрии производства электроники, о котором инженеры по сборке SMT часто мало знают.
Рекомендации по эксплуатации успокоительных колодцев
 Официальный документ 24 июня 2009 г. Рекомендации по успокоительным колодцам В этом документе описаны общие требования к успокоительным колодцам, используемым для радиолокационных замеров резервуаров. Решения по автоматизации для нефтегазовой отрасли
Официальный документ 24 июня 2009 г. Рекомендации по успокоительным колодцам В этом документе описаны общие требования к успокоительным колодцам, используемым для радиолокационных замеров резервуаров. Решения по автоматизации для нефтегазовой отрасли
ME349 Проекты инженерного дизайна
 ME349 Проекты инженерного проектирования Введение в выбор материалов Проблема выбора материалов Проектирование инженерного компонента включает три взаимосвязанные проблемы: (i) выбор материала, (ii)
ME349 Проекты инженерного проектирования Введение в выбор материалов Проблема выбора материалов Проектирование инженерного компонента включает три взаимосвязанные проблемы: (i) выбор материала, (ii)
Как работает подводная сварка? Шокирующий процесс, о котором мало кто знает
Сварка и вода.
Электричество и жидкость.
В большинстве случаев мы рассматриваем эту смесь как плохую идею .
Когда в жидкости генерируется электричество, она реагирует непредсказуемо.
И в отличие от изолированных твердых тел (например, медного провода), не существует определенного пути, по которому проходит электричество.
В воде электричество точка наименьшего сопротивления и идет своим веселым путем.
Он не показывает предвзятого отношения к людям.
Более пристальный взгляд на процесс подводной сварки: опасно или безопасно?
 Фото собственность Голландского колледжа.
Фото собственность Голландского колледжа.Так как же подводная сварка работает в профессиональной среде?
Могут ли сварщики-водолазы выполнять сварку безопасным способом?
Или это вообще безопасно?
Давайте посмотрим на процесс подводной сварки с научной точки зрения.
[responseive_video type = ’youtube’ hide_related = ’0 ′ hide_logo =’ 0 ′ hide_controls = ’0 ′ hide_title =’ 0 ′ hide_fullscreen = ’0 ′ autoplay =’ 0 ′] https: // www.youtube.com/watch?v=90qLex-0fFY&feature=youtu.be[/responsive_video]
Как я объяснял ранее, дайверы используют подводную сварку в двух формах: сухой и мокрой. Мы собираемся изучить оба типа, чтобы вы могли изучить процесс.
Как работает подводная сварка: гипербарическая / сухая сварка
 «Безопасная среда обитания» от Safehouse Habitats (Scotland) Limited — Safehouse Ltd .. Лицензия CC BY-SA 3.0 через Википедию.
«Безопасная среда обитания» от Safehouse Habitats (Scotland) Limited — Safehouse Ltd .. Лицензия CC BY-SA 3.0 через Википедию.Вентиляторы и давление: сварка в гипербарической камере
Сухая, или гипербарическая сварка, применяется несколькими способами через различные типы ограждений, называемых « хабитат ».
Среда обитания имеет идентичный или небольшой удар давления от уровня поверхности. Это небольшое повышение давления обеспечивает постоянный объем воздуха внутри камеры для сварщиков-водолазов, с которыми они могут работать. Операторы установки устанавливают давление всего на 0,007 фунта на квадратный дюйм выше атмосферного давления снаружи.
В более крупных жилых помещениях могут разместиться два или три человека.
Подобно водолазу с наземной доставкой, надводная команда постоянно нагнетает воздух в среду обитания с потолка или боковых стен.Одновременно из помещения воздух вытягивается через вентиляторы и трубы в основании агрегата.
Новый воздух поступает, старый воздух выходит.
Постоянные колебания воздуха не позволяют среде обитания накапливать токсичных паров . Если внутри скапливаются газы, сварщики, работающие под давлением, могут задохнуться. А при более высоких давлениях водолазные команды могут использовать гелиевые смеси для целей или повышения давления.
Водолазные команды могут использовать гелий для герметизации кабины, чтобы подводные сварщики не подверглись азотному наркозу или, что еще хуже, потеряли сознание.Гелий также легче многих других газов.
Воздух может поставить под угрозу вашу жизнь
Также о возможности взрыва:
Взрывы газа — не проблема, связанная с подводной сваркой.
Сварщики должны быть готовы к такой возможности.
Даже в обычном сварочном цехе сварщик, практикующий безопасную технику, должен установить соответствующую вентиляцию, чтобы воздух не проходил через него. Это предотвращает скопление излишков материала и газов.
[responseive_video type = ‘youtube’ hide_related = ‘0’ hide_logo = ‘0’ hide_controls = ‘0’ hide_title = ‘0’ hide_fullscreen = ‘0’ autoplay = ‘0’] https://www.youtube.com/watch ? v = 0ADK-6wfe3A & feature = youtu.be & t = 5s [/ responseive_video]
Места обитания
Из-за высокой стоимости более крупные среды обитания используются в основном в крупных проектах под нефтяными вышками и крупными судами. Но подводные сварщики также используют корпуса меньшего размера.
Некоторые надеваются на верхнюю часть тела.
Остальные закрывают только сам электрод; они выглядят как маленький пузырь (точечная сварка).
Благодаря простоте конструкции эти среды обитания являются менее дорогостоящими.
Например, места для точечной сварки требуют только вытеснения воды воздухом. Сварщикам-водолазам не нужна воздухопроницаемая среда, так как над электродом все автономно.
Как работает подводная сварка: Мокрая сварка
Подводная сварка для сухой сварки теоретически может использовать любую сварку типа e, которую используют сварщики.
Для подводной мокрой сварки в основном используется дуговая сварка в среде защитного металла (SMAW).
Сварщик работает полностью в воде, включая электрод.
Под микроскопом: как электроны влияют на процесс
Как работает подводная сварка вблизи?
Во-первых, вы должны понять, что происходит с электродом на молекулярном уровне .
Распределение тепла электрода в зоне сварного шва чрезвычайно важно, и оно контролируется заряженными электронами.
Есть три основных направления теплового движения:
- Катод (электрод)
- Анод (зона сварки)
- Плазма (газовый цилиндр, в котором проходит электрическая дуга)
Катод заряжен отрицательно , а анод положительно заряжен . Следовательно, когда подводный сварочный аппарат зажигает дугу, электроны от катода движутся вниз к противоположной полярности (аноду). В то же время положительные ионы движутся вверх к катоду.
 Схема из книги Дэвида Китса «Помощник сварщика».
Схема из книги Дэвида Китса «Помощник сварщика».Это массивное движение частиц генерирует огромное количество энергии и тепла. Дуга сильно нагревается: более 5000 ° C.
Но тепло распределяется по рабочей зоне неравномерно. Около 66% его уходит на анод. Другая часть остается на кончике катода.
Как работает подводная сварка под капотом: объяснение оборудования, системы и схемотехнического процесса
Кабельная система и источник питания для подводной влажной сварки немного отличаются от подводной сухой сварки (и поверхностной сварки).
Подводная мокрая сварка изолирует электрические кабели дважды . Он использует только постоянный ток в качестве источника питания (в отличие от переменного тока) и обычно включает отрицательной полярности .
Система также добавляет рубильник вдоль кабелей.
Их рубильник держит выключенным питание сварочного жала.
 Схема из книги Дэвида Китса «Помощник сварщика».
Схема из книги Дэвида Китса «Помощник сварщика».После того, как они правильно расположились для сварки, водолазы-сварщики общаются с командой на поверхности (нагревают).
Они зажигают электрическую дугу, которая течет от водонепроницаемого электрода к металлическому шву.
Силовое поле против элементов: важность пузырей при сварке
[responseive_video type = ‘youtube’ hide_related = ‘0’ hide_logo = ‘0’ hide_controls = ‘0’ hide_title = ‘0’ hide_fullscreen = ‘0’ autoplay = ‘0’] https://www.youtube.com/watch ? v = 8O3U6_iBQd4 & feature = youtu.be [/ responseive_video]
Все мокрые сварные швы защищены газовым пузырем, который образуется вокруг дуги.Этот пузырь чаще всего состоит из определенной смеси газов:
- Водород, 70%
- Двуокись углерода, 25%
- Окись углерода, 5%
Водонепроницаемые электроды имеют снаружи толстый материал, называемый «флюс». Когда электрод горит, это химическое изменение приводит к образованию пузырьков газа вокруг сварного шва.

Этот пузырек образуется только в непосредственной близости от сварного шва.
При движении сварщика-водолаза по шву он оставляет после себя металлическую жидкость, называемую шлак ; он покрывает верхнюю часть шва, чтобы сварной шов успел как следует остыть.
Когда сварщики поверхностной сварки SMAW выполняют проект сварки , они иногда сбрасывают этот шлак в нежелательные места. .
Под водой эта проблема может усугубляться из-за ограниченной видимости и колебаний температуры.
Таким образом, производители водонепроницаемых электродов создали более стойкий флюс. Это позволяет шлаку стекать более равномерно. Это также дает последовательного прожига на электроде, поэтому подводные сварщики имеют больший контроль.
Как пузыри влияют на видимость при сварке
Вам следует знать еще одну вещь:
Подводные мокрые сварщики сталкиваются с уникальной проблемой. Их сварные швы образуют дополнительных пузырей , которые уходят прямо в окружающую воду.
Это тот же эффект, что и при погружении под воду и на выдохе.
Но на мокром шве это ухудшает видимость и быстрее перемещает сварочную ванну. Вдобавок ко всему, эти пузыри создают электрическую дугу, и существует опасность ее схлопывания.
Но опытные подводные сварщики мокрого типа привыкли к процессу подводной сварки и справляются с этим с большей легкостью.
Как работает процесс подводной сварки? Присоединяйтесь к разговору
Какие вопросы у вас есть о подводной сварке? Задайте нам вопрос в комментариях!
.