📌 Канат вантовый — это… 🎓 Что такое Канат вантовый?
Канат вантовый – неподвижный канат, предназначенный для удержания мачты мачтового крана или неподвижной башни кабельного крана.
[ГОСТ 3064-80]
Рубрика термина: Крановое оборудование
Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника, Автотранспорт, Акустические материалы, Акустические свойства, Арки, Арматура, Арматурное оборудование, Архитектура, Асбест, Аспирация, Асфальт, Балки, Без рубрики, Бетон, Бетонные и железобетонные, Блоки, Блоки оконные и дверные, Бревно, Брус, Ванты, Вентиляция, Весовое оборудование, Виброзащита, Вибротехника, Виды арматуры, Виды бетона, Виды вибрации, Виды испарений, Виды испытаний, Виды камней, Виды кирпича, Виды кладки, Виды контроля, Виды коррозии, Виды нагрузок на материалы, Виды полов, Виды стекла, Виды цемента, Водонапорное оборудование, Водоснабжение, вода, Вяжущие вещества, Герметики, Гидроизоляционное оборудование, Гидроизоляционные материалы, Гипс, Горное оборудование, Горные породы, Горючесть материалов, Гравий, Грузоподъемные механизмы, Грунтовки, ДВП, Деревообрабатывающее оборудование, Деревообработка, ДЕФЕКТЫ, Дефекты керамики, Дефекты краски, Дефекты стекла, Дефекты структуры бетона, Дефекты, деревообработка, Деформации материалов, Добавки, Добавки в бетон, Добавки к цементу, Дозаторы, Древесина, ДСП, ЖД транспорт, Заводы, Заводы, производства, цеха, Замазки, Заполнители для бетона, Защита бетона, Защита древесины, Защита от коррозии, Звукопоглащающий материал, Золы, Известь, Изделия деревянные, Изделия из стекла, Инструменты, Инструменты геодезия, Испытания бетона, Испытательное оборудование, Качество цемента, Качество, контроль, Керамика, Керамика и огнеупоры, Клеи, Клинкер, Колодцы, Колонны, Компрессорное оборудование, Конвеера, Конструкции ЖБИ, Конструкции металлические, Конструкции прочие, Коррозия материалов, Крановое оборудование, Краски, Лаки, Легкие бетоны, Легкие наполнители для бетона, Лестницы, Лотки, Мастики, Мельницы, Минералы, Монтажное оборудование, Мосты, Напыления, Обжиговое оборудование, Обои, Оборудование, Оборудование для производства бетона, Оборудование для производства вяжущие, Оборудование для производства керамики, Оборудование для производства стекла, Оборудование для производства цемента, Общие, Общие термины, Общие термины, бетон, Общие термины, деревообработка, Общие термины, оборудование, Общие, заводы, Общие, заполнители, Общие, качество, Общие, коррозия, Общие, краски, Общие, стекло, Огнезащита материалов, Огнеупоры, Опалубка, Освещение, Отделочные материалы, Отклонения при испытаниях, Отходы, Отходы производства, Панели, Паркет, Перемычки, Песок, Пигменты, Пиломатериал, Питатели, Пластификаторы для бетона, Пластифицирующие добавки, Плиты, Покрытия, Полимерное оборудование, Полимеры, Половое покрытие, Полы, Прессовое оборудование, Приборы, Приспособления, Прогоны, Проектирование, Производства, Противоморозные добавки, Противопожарное оборудование, Прочие, Прочие, бетон, Прочие, замазки, Прочие, краски, Прочие, оборудование, Разновидности древесины, Разрушения материалов, Раствор, Ригеля, Сваи, Сваизабивное оборудование, Сварка, Сварочное оборудование, Свойства, Свойства бетона, Свойства вяжущих веществ, Свойства горной породы, Свойства камней, Свойства материалов, Свойства цемента, Сейсмика, Склады, Скобяные изделия, Смеси сухие, Смолы, Стекло, Строительная химия, Строительные материалы, Суперпластификаторы, Сушильное оборудование, Сушка, Сушка, деревообработка, Сырье, Теория и расчет конструкций, Тепловое оборудование, Тепловые свойства материалов, Теплоизоляционные материалы, Теплоизоляционные свойства материалов, Термовлажносная обработка бетона, Техника безопасности, Технологии, Технологии бетонирования, Технологии керамики, Трубы, Фанера, Фермы, Фибра, Фундаменты, Фурнитура, Цемент, Цеха, Шлаки, Шлифовальное оборудование, Шпаклевки, Шпон, Штукатурное оборудование, Шум, Щебень, Экономика, Эмали, Эмульсии, Энергетическое оборудование
Источник: Энциклопедия терминов, определений и пояснений строительных материалов
Энциклопедия терминов, определений и пояснений строительных материалов. — Калининград. Под редакцией Ложкина В.П.. 2015-2016.
construction_materials.academic.ru
Концевые крепления вант | Вантовые покрытия
Усилия в нитях Байтового покрытия не зависят от величины пролета последних и определяются их кривизной, т. е. формой. Это положение свойственно любым напряженным криволинейным поверхностям, однако в вантовых покрытиях, ввиду дискретной структуры их, оно является более наглядным. Основываясь на этом положении, укажем возможные причины разрушения сети Байтового покрытия.
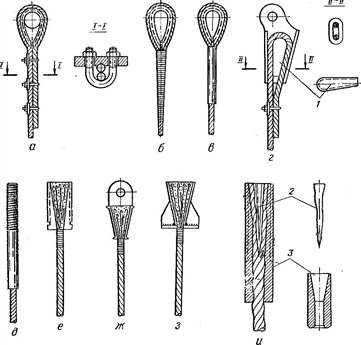
Рис. VI 1.1. Концевые крепления вант из стальных канатов: / — подвижной клин; 2 — клин; 3 — гильза.
Предположим, что по каким-либо причинам нагрузка на Байтовое покрытие по сравнению с расчетной увеличилась, и за счет деформации первоначальные стрелки вант изменились. Увеличение стрелок вант приведет к уменьшению усилий в них и в определенный момент времени покрытие «зависает». Если учесть, что стальные ванты могут разрушиться только при значительном развитии пластических деформаций (физическая нелинейность работы), которые, в свою очередь, также ведут к увеличению стрелок вант, конструкции вантовых покрытий представляются наиболее безопасными. Особое внимание необходимо уделять конструированию узлов вантовых покрытий, так как концентрация напряжений в узлах и другие факторы могут привести к хрупкому разрушению, сопровождающемуся малыми деформациями и происходящему внезапно.
|
|
|
|
Таблица УП.4 |
|
|
|
|
Основное размеры зажима, мм |
|
Диаметр |
Количество |
Расстояние |
|
|
|
каната, мм |
зажимов, шт. |
между зажи- |
Диаметр |
Толщина |
|
|
|
мами, мм |
стержня дужки |
планки |
|
20 |
5 ‘ |
ПО |
16 |
16 |
|
22 |
5 |
130 |
16 |
16 |
|
25 |
5 |
150 |
20 |
20 |
|
28 |
6 |
175 |
20 |
22 |
|
32 |
6 |
200 |
22 |
24 |
|
35 |
6 |
225 |
22 |
24 |
|
38 |
6 |
250 |
24 |
24 |
|
40 |
7 |
250 |
24 |
|
|
45 |
7 |
275 |
25 |
28 |
|
48 |
8 |
300 |
25 |
28 |
|
50 |
8 |
300 |
28 |
30 |
|
55 |
9 |
350 |
28 |
30 |
|
60 |
9 |
375 |
30 |
30 |
Выбор концевого крепления вант зависит от материалов применяемых вант и бортового элемента, конструктивного решения его, степени капитальности сооружения, методов предварительного натяжения сети, наличия соответствующих механизмов и оборудования для натяжения вант и других факторов.
Наиболее простым концевым креплением вант из канатов может служить петля с коушем на зажимах или с вплетенным коушем (рис. VI 1.1, а, б). Зажимы для закрепления концов каната могут быть в виде двух гнутых стрежней с проушинами или в виде дужки с планкой (одинарные). Роль планки в одинарном зажиме иногда выполняет специально отлитая стальная накладка с углублением для каната и отверстием для дужки («коренной зуб»). Зажимы устанавливаются таким образом, чтобы затягивающие гайки их размещались со стороны рабочей ветви каната и с шагом, равным не менее 6 диаметрам каната. Многолетней практикой эксплуатации и испытаний концевых креплений канатов на зажимах установлено, что разрывное усилие каната с таким соединением должно быть уменьшено по сравнению с расчетным на 20—25%.
Применяются также так называемые плашечные зажимы, состоящие из двух пластин толщиной 8—16 мм и двух или четырех болтов, при помощи которых зажимают канат.
В табл. VII.4 приведены рекомендованные расстояния между одинарными зажимами, необходимое их количество на соединение и основные размеры зажима в зависимости от диаметра каната.
При применении петли с вплетенным коушем канат огибает его по дуге, равной 4—6 диаметрам каната, и вплетается в основную ветвь каната на длину, равную примерно 25 диаметрам каната. Место вплетения плотно обматывается мягкой вязальной проволокой (бензель) диаметром 1—1,5 мм. Прочность зачаленного каната используется не полностью и зависит от диаметра каната (см. табл. УН.5).
Таблица УИ.5
|
Диаметр |
Длина |
Использование прочности каната |
|
каната, мм |
перевязки, мм |
с вплетенным коушем, проц. |
|
20 |
390 |
90—95 |
|
25 |
450 |
85 • |
|
28 |
600 |
80—85 |
|
30 |
850 |
80—85 |
|
35 |
925 |
80 |
|
40 |
1000 |
75 |
Петля с коушем с запрессовкой конца каната при помощи алюминиевых или стальных трубок овального сечения (рис. VII. 1, в) широко применяется в качестве концевого крепления. Плотное обжатие трубок на прессе с усилием 5—10 т обеспечивает примерно такое же использование прочности основного каната, как и при петле с вплетенным коушем. Такое крепление следует применять преимущественно для канатов диаметром до 20 мм. Повышается надежность анкера при размещении между ветвями каната в пределах трубки стального вкладыша.
В зависимости от диаметра каната и конструктивного решения узла в концевых креплениях канатов с петлями применяют кованые или штампованные оцинкованные коуши легкого (ГОСТ 2224—72) или тяжелого типов (литые).
Самозаклинивающийся зажим (рис. VII.!, г) благодаря боковым поверхностям корпуса и внутреннему клину обеспечивает закрепление каната под действием усилия в канате. Основной корпус самозаклинивающегося зажима может быть литым или составленным из отдельных деталей, сваренных или склепанных в одно целое. Основная ветвь каната должна располагаться на прямой части клина. Самозаклинивающийся зажим ускоряет монтаж, компенсирует ошибки в определении первоначальных длин вант, но не обладает достаточной надежностью и вместе с предыдущими типами креплений может применяться в нестационарных сооружениях или в качестве временного закрепления вант в процессе строительства.
При применении канатов небольших диаметров может быть применено концевое крепление, основанное на запрессовке каната на гидравлической протяжной установке. Длина участка запрессованного каната зависит от диаметра. Обжатие каната и втулки, заканчивающейся резьбой, происходит по периметру (рис. VII.1, д).
Наиболее надежны заливные концевые крепления канатов. Основная деталь концевого заливного крепления — стакан может иметь различную конструкцию: точеную, литую, сварную с последующим креплением к опорному контуру при помощи гайки, шарнира, упора и т. д. (рис. VII, 1, е, ж, з).
|
|
|
|
|
|
|
Таблица VII.6 |
|
|
Химический состав сплава, проц. |
|
|
Марка или наименование сплава |
Медь |
Цинк |
Олово |
Свинец |
Алюминий |
Сурьма |
Другие примеси |
Температура заливки, град С |
|
ЦАМ 10-5 |
4—5,5 |
Оста- |
|
_ |
10—12 |
|
0,35 |
370—395 |
|
ЦАМ 9-1,5 Б89 |
1—2 2,6-3,5 |
ток То же |
Оста- |
- |
9—11 |
7,25-8,25 |
0,35 0,55 |
450—480 Не более 500 |
|
Б83 Б16 |
5,5—6,5 1,5-2,0 |
- |
ток То же 15—17 |
Оста- |
- |
10—12 15—17 |
0,55 0,6 |
» » » » » » |
|
Цннк Ц1 Свинцрво-оловянный |
- |
100 |
6 |
ток 76 |
- |
18 |
- |
450 250 |
Подготавливают канат к изготовлению заливного концевого крепления следующим образом, Ниже предполагаемого конца заливного стакана на расстоянии, равном примерно 5—6 диаметрам каната, его оплетают мягкой вязальной проволокой диаметром 1— 1,5 мм, после чего проволоку каната распускают, сохраняя естественную витую форму. Промывают проволоку бензином, керосином или газолином. После первоначальной очистки проволоку травят в течение 1—2 мин в 50%-ном растворе соляной кислоты, промывают в кипящей воде с добавлением кальцинированной соды. Иногда обезжиривают проволоку в других щелочных растворах. Заливной стакан очищают аналогичным образом и перед заливкой вместе с продетым канатом нагревают примерно до 250—300° С.
Заливной стакан зажимают вертикально в специальных колодках таким образом, чтобы прямолинейная часть свисающего каната по длине была не менее 25—30 диаметров его. Стакан при заливке должен встряхиваться для удаления пузырьков воздуха.
При применении канатов из светлой проволоки перед заливкой в пределах втулки проволоку желательно пролудить или погрузить в расплавленный цинк. В некоторых случаях перед заливкой концы проволок дополнительно отгибают (длина отгиба 10—15 мм).
Для заливки стаканов применяют чистый цинк Ц1, Ц2, (ГОСТ 3640—65), сплавы алюминия, цинка, свинца, олова и сурьмы. Сплавы на основе цинка (ГОСТ 7117—62: ЦАМ 9—1,5, ЦАМ 10—5)
дешевле баббитов (ГОСТ 1320—55: Б16, Б89, БТ, Б6, БК, БН, БС),
содержащих олово, и позволяют уменьшить размеры втулок.
Чистый цинк обладает большим коэффициентом термического расширения и при заливке дает большую усадку. Составы некоторых сплавов приведены в табл. VII.6.
При заливке необходимо вести тщательный контроль за температурой сплава, так как повышенная температура приводит к пережогу отдельных проволок и снижению его несущей способности.
Размеры стаканов назначают в зависимости от диаметра каната по следующим соотношениям:
Высота 4,5—5 диаметров каната
Наружный диаметр «3 »
Конусность внутренней полости …. (1:8) — (1 : 10)
Большой опыт работы с заливными концевыми креплениями накоплен в ЦНИИ Проектстальконструкция, Укрпроектсталькон-струкция, Промстальконструкция, ГСПИ Министерства связи СССР и в других организациях. ЦНИИ Проектстальконструкция разработал нормали заливных втулок различных конструкций для канатов с расчетным усилием от 4 до 77 т, которыми рекомендуется пользоваться.
В последние годы в СССР при возведении вантовых покрытий широко применяется гильзо-клиновой анкер системы ВНИИМон-тажспецстроя (рис. VII.1, и) *. Этому во многом способствовал выпуск специальной инструкции, в которой обобщены результаты теоретических и натурных исследований опытных образцов анкеров **.
Анкер состоит из гильзы, изготавливаемой из мягкой стали марки Ст.З (ГОСТ 380—71), и клина, изготавливаемого из тер-мообработанной углеродистой стали марок Ст.45, Ст.50 (ГОСТ 1050—60 **). Фасонный клин, имеющий волнистую форму, приблизительно совпадающую с формой расплетенных прядей каната, обеспечивает обжатие внутренних проволок каната, а гильза, имеющая в начальном состоянии внутреннюю коническо-ци-линдрическую полость, при протяжке на гидравлическом прессе через волок претерпевает пластические деформации и плотно обжимает наружные слои проволок. Поскольку клин выполнен в виде комбинации соединенных конусов, образующие которых имеют последовательно возрастающие углы наклона, усилие заанкерива-ния равномерно распределяется по всей длине анкера.
По сравнению о другими видами анкеров, в частности, с заливными, гильзо-клиновые анкеры имеют много преимуществ: исключают горячие процессы, экономят сплавы цветных металлов, упрощают технологию изготовления, обеспечивают максимальную механизацию работ.
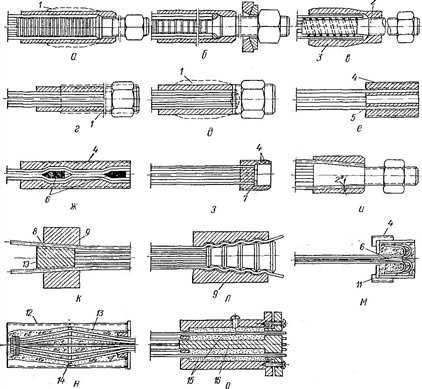
Рис. VII.2. Концевые анкерные крепления вант из пучков высокопрочной проволоки:
/ — контур гильзы до обжатия; 2 — стержень; 3 — спираль; 4 — резьба; 5 — втулка: 6-~ вкладыш; 7 — высадка головок; 8 — нарезка; 9 — колодка; 10 — пробка; // — разъемный захват; 12 — труба; 13 — бетон; 14 — диафрагма-звездочка; 15 — песок; ‘с поршень.
Крепление анкера на опорном контуре может производиться при помощи гаек, навинчиваемых на гильзы, или вилочных шайб. В первом случае необходимо иметь резьбу на гильзе, а это значительно усложняет процесс изготовления анкера, так как накатка резьбы должна производиться после опрессовки на станке с приспособлением, обеспечивающим вращение длинного канатного элемента. Во втором случае гильза не имеет резьбы, а тяговая гайка (для захвата домкратом) изготавливается отдельно и располагается на канате за гильзой. При применении гильз без резьбы трудоемкость и стоимость изготовления вант снижается примерно на 30—40% [63]. Концевые крепления для вант из пучков высокопрочной проволоки более разнообразны, чем для вант из канатов, и закрепление проволок во всех типах осуществляется за счет сил трения, перегиба или заклинивания.
Гильзо-стержневой анкер системы НИИ-200 основан на запрессовке концов пучка между гильзой из мягкой стали и закаленным стержнем, изготовляемым из качественной углеродистой стали марки Ст.45 (ГОСТ 1050—60 *). Опыт применения анкеров системы НИИ-200 (рис. VI 1.2, а) показывает, что высокая твердость стержня после термообработки (твердость по Бринелю равна 240) плохо отражается на его прочности, увеличивает чувствительность к монтажным перекосам и хрупкость. Несущая способность пучка может снизиться до 60—70% расчетного разрывного усилия. Частично это можно компенсировать применением для стержня качественной рессорно-пру-жинной кремнистой стали марки Ст.55С2 с аналогичной твердостью по Бринелю и сферических шайб, исключающих перекос.
При двухслойном расположении проволок в анкере может быть применена видоизмененная конструкция анкера НИИ-200 — анкер типа ПИ-1 (рис. VI 1.2, б).
Модернизацию анкера НИИ-200 предложил М. К. Бородич * (рис. VI 1.2, е). Вместо термически упрочненного стержня применяется спираль из высокопрочной проволоки, одетая на стержень из обычной малоуглеродистой стали. Гильза, как и в анкере системы НИИ-200, изготавливается из мягкой стали. При опрессовке на гидравлической установке проволока пучка между витками спирали изгибается, а более твердая спираль при этом вдавливается в более мягкий стальной стержень. Стержень обычно заканчивается резьбой и анкерится при помощи гаек.
Существует несколько типов анкеров, в которых стержни отсутствуют, а проволока защемляется непосредственно в стальной гильзе.
В анкере конструкции Н. Е. Носенко (рис. VII.2, г) резьба выполняется после запрессовки пряди.
Модификацией анкера Н. Е. Носенко является анкер, разработанный бывшим Ленинградским филиалом АС и А СССР (рис. VI 1.2, 5). Если в анкере конструкции Н. Е. Носенко резьба выполняется после запрессовки пряди, то в последнем анкере эту операцию возможно выполнить заранее.
Оригинальны, хотя, на наш взгляд, многодельны и трудоемки в изготовлении, анкеры, предложенные И. М. Портновым и Е. Ф. Лысенко **> Б. А. Котениным и В. Я. Телегиным ***.
Анкер, предложенный И. М. Портновым и Е. Ф. Лысенко (рис. VII. 2, е), представляет собой гильзу с наружной и внутренней резьбой, в которую вставляется втулка с набранным вокруг нее пучком. На наружной резьбе гильзы располагается гайка. Анкерение проволок осуществляется при помощи развальцованной втулки. Диаметр втулки увеличивается, заполняя все пустоты, а внутренняя резьба гильзы впивается в проволоки.
Цилиндрический гильзовый обжимной анкер Б. А, Котенина и В. Я- Телегина (рис. VII.2, ж) использует для анкеровки силы трения, перегиба и заклинивания. Гильза имеет по диаметру двухступенчатое отверстие, и на участке большего диаметра между проволоками пучка располагают специально изготовленные конические вкладыши.- При запрессовке конические вкладыши заклинивают и перегибают проволоки.
Компактна швейцарская конструкция анкера Брандестини, Бир-кенмайера, Роса, Фогта (рис. VII.2, з). Анкеровка производится путем высадки концов проволок. Внутренняя и наружная резьба гильзы используется соответственно для предварительного натяжения пучка и анкеровки на бортовом элементе. Для высадки головок и зачистки концов проволок в анкере системы ББРФ применяются специальные прессы, что в определенной степени ограничивает его широкое применение.
При небольших вантах целесообразно применять концевое анкерное крепление системы Поленски-Цельнер (рис. VI 1.2, и), являющееся модификацией крепления «колодка с пробкой» с той лишь разницей, что пробка (стержень) имеет резьбовой конец с анкеря-щей гайкой. Проволоки пучка закрепляются за счет трения между поверхностями гильзы и стержня, имеющих одинаковую конусность. Силы сцепления можно увеличить, выполнив нарезку также на конической части стержня.
Анкеры без запрессовки, но с плотной забивкой клиньев между проволоками пучка, для применения в вантовых покрытиях не рекомендуются, так как размеры их велики, трудоемкость работ по изготовлению их большая, а надежность недостаточна.
Концевые конусные анкерные крепления типа «колодки с пробкой» системы Фрейссине (Франция) широко применяются при изготовлении типовых предварительно напряженных ферм и железобетонных оболочек (рис. VI 1.2, к). Конусность колодки и пробки принимается в пределах 1 : 10 ~ 1 : 15. Наружная поверхность пробок закаливается до твердости 45—50 по Бринелю. После этого производят калибровочную проверку нарезки, так как во время закалки может произойти поджег зубьев.
На основе анкера системы Фрейссине разработано большое количество модификаций, конечной целью которых является увеличение сил сцепления за счет трения и перегиба. Сюда следует отнести анкер с изменяющейся конусностью пробки и анкер, предложенный И. Б. Ройзманом и А. Т. Шамраем * (рис. VII.2, л). Выступы и выемки на внутренней поверхности колодки и наружной поверхности пробки (клина) обеспечивают при запрессовке многократный перегиб проволок пучка, увеличивая силы сцепления.
При применении мощных арматурных пучков для вант целесообразнее применять анкеры системы А. П. Коровкина (рис. VI 1.2, и)
или анкер системы ЦНИИС Гострансстроя. Из обрезка бесшовной трубы изготавливают стакан с приваренным днищем. Через отверстие в днище пропускают пучок, обжимают стальным кольцом с коническим вкладышем, а проволоку отгибают внутрь стакана. Анкер заливают бетоном М500 или М600 с крупностью зерен заполнителя не более 10 мм и тщательно вибрируют. Предварительное натяжение производят при помощи кольцевого захвата с резьбой, который насаживается на стакан снизу.
Отдельные мощные ванты из пучков высокопрочной проволоки в исключительных случаях могут иметь анкеры так называемого мостового типа (рис. VI 1.2, н).
Хотя неметаллические материалы для вант распространены не широко, некоторые из них, например материалы на основе стекловолокна, обладают большой прочностью на растяжение (10 000— 20 000 кг/см2) и для вантовых покрытий являются наиболее приемлемыми.
Существующие анкеры для закрепления канатов, пучков и арматурных стержней не пригодны для арматуры из стекловолокна, характерными особенностями которого являются хрупкость, плохая сопротивляемость изгибу и различным контактным напряжениям, в частности, действию сосредоточенных сил.
Оригинальным способом закрепления арматуры из стекловолокна является предложение В. С. Когана * (рис. VII.2, о), основанное на использовании бокового давления в грунтовом массиве. Подвергнутый сжатию поршнем в сосуде мелкозернистый песок оказывает на его стенки и поверхность стержней из стекловолокна, помещенных в сосуд, равномерное давление.
При применении стержневой арматурной стали по ГОСТ 5781— 61 *, ГОСТ 6727—53 * конструкции концевых креплений намного упрощаются, так как в большинстве случаев позволяют применить сварку элементов.
Для покрытий небольших пролетов закрепление вант из круглой стали возможно выполнить в виде простой петли или крюка диаметром не менее 2,5 диаметра стержня. Ванты с такими креплениями желательно выполнять из арматурной стали класса А-1 диаметром не более 14—16 мм (рис. VII.3, а).
Чаще всего анкеровка из арматурной стали производится при помощи гаек, навинчиваемых на нарезные концы. Нарезка ослабляет сечение вант и для компенсации этого ослабления необходимо увеличивать сечение вант либо приваривать утолщенные участки в месте нарезки (рис. VII.3, б, в).
Для вант с небольшими усилиями и, следовательно, с небольшими поперечными сечениями (примерно до 18 мм) можно рекомендовать увеличение сечения вант. При применении хвостовиков соединение должно быть тщательно сварено без смещения осей стержней в стыке, особенно для вант из высокопрочной стали (Да = 3400—5100 кг/см2). Преимущество следует отдавать контактной электросварке или ванной сварке на удлиненных подкладках с соблюдением требований соответствующих инструкций. Резьба на концах вант должна быть ровной и чистой, полного профиля, и выполняться на токарном или резьбонарезном станке. Для обеспечения высококачественной накатки резьбы для хвостовиков применяют хромистую (например марки 45Х) или марганцовистую (например марки 27 СГ) стали. Анкерные гайки изготавливаются в соответствии с ГОСТ 5931—70*.
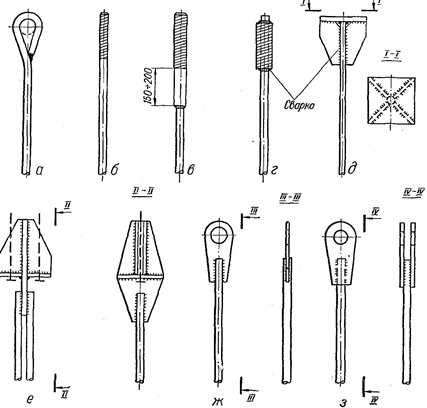
Рис. VI 1.3. Концевые крепления вант из арматурных стержней.
Длина нарезки вант зависит от конструктивного решения узла примыкания вант к борту и методов предварительного натяжения (место под ключ, тип домкрата и т. д.). Расстояние от конца нарезки до упорной гайки (запас резьбы) равно примерно 50—100 мм и определяется в соответствии с длиной ванты.
Чтобы исключить влияние температуры сварки на качество резьбы, сварной стык между хвостовиком и основным стержнем необходимо располагать не ближе 150—200 мм от начала резьбы.
Удачное решение концевого крепления показано на рис. VI 1.3, г. Резьба накатывается на стальную муфту (отрезок трубы и т. п.), плотно насаженную на конец ванты и соединенную с ней сварными швами.
Крепление вант из арматурных стержней в монолитном бортовом элементе может производиться аналогично креплению обычных анкерных болтов. Упорная шайба значительно уменьшает длину заделки (рис. VI 1.3, д).
При концевом креплении вант в виде сварного башмака с передачей усилий через стяжные высокопрочные болты (рис. VI 1.3, е) облегчается последующее натяжение вант, упрощается изготовление крепления и возможно применение стандартных стяжных болтов.
При шарнирном примыкании вант к бортовому элементу простым концевым креплением может служить фасонка с отверстием, привариваемая к стержню. При небольших сечениях вант (до 16 мм) сварку стержня к фасонке можно производить внахлестку (рис. VII. 3, ж). При больших усилиях и сечениях вант необходимо обеспечить центральную передачу усилий, для чего стержень соединяется с фасонкой по прорези или при помощи двух спаренных фасонок (рис. УИ.З, з).
Несмотря на разнообразие рассмотренных концевых креплений вант в практике строительства покрытий наиболее распространены заливные и гильзо-клиновые анкеры для вант из тросов и нарезные, хвостовики для вант из арматурной стали.
Выбор типа концевых креплений элементов для вантовых покрытий является ответственным этапом в проектировании. Тщательный анализ условий работы анкера в процессе монтажа или эксплуатации покрытия поможет проектировщику выбрать правильное концевое крепление. Прочность почти всех концевых креплений в той или иной степени меньше прочности основного сечения вант. Температура заливки сплавов при изготовлении заливных креплений, всевозможные механические повреждения, концентраторы напряжений (подрезы, перегибы, эксцентричность, явления контактного трения, наличие дефектов в теле анкера и т. д.) влияют на прочность вант в месте крепления.
Учитывая то, что вантовые покрытия большей частью применяются в общественных зданиях больших пролетов, концевые крепления вант, не имеющие аналогов в практике, перед началом строительства подлежат обязательному испытанию по заранее разработанному технологическому проекту. На основании результатов испытаний вносятся коррективы в рабочий проект в части величины снижения прочности ванта в месте крепления.
injzashita.com
Ванты и вантовые конструкции от производителя. ЛенСтальКанат
Написать сообщениеНеобходимо заполнить все поляВаше сообщение отправлено! Акционерное общество «ЛенСтальКанат» производит широкий ассортимент вант (вантовых
оттяжек) и ветвей канатных, изготавливаемых методом заливки концов грузового
каната легкоплавкими металлами. Такой вид заделки концов каната незаменим при
креплении жестких тросов, а в некоторых случаях — обеспечивает меньший вес и
габариты крепления, по отношению к заплетке огонов. Все вантовые оттяжки изготавливаются
согласно соответствующим нормативным документам и ГОСТам, с обязательными процедурами
испытания, вытяжки и маркировки. При заделке трос пропускают через отверстие втулки, затем его конец расплетают и проволоки загибают внутрь втулки. Заливка втулки производится чистым цинком (баббитом) после предварительного травления проволок троса раствором соляной кислоты. При заливке происходит спаивание проволок троса в монолитный конус. Следуя современным мировым тенденциям при изготовлении вантовых конструкций, наша компания активно применяет двухкомпонентные смеси типа WIRE LOCK. Однако на сегодняшний день не все отрасли допускают возможность применения вантовых конструкций, изготовленных с применением таких смесей. В частности для строительных кранов, согласно требованиям Ростехнадзора, допускаются ванты, изготовленные с применением исключительно тугоплавких металлов. |
traversa.spb.ru
Вантовый трос в разделе «Металлы / Проволока, сетка, стальные канаты», Новокузнецк
Ищите где купить грозозащитный трос? Тогда вам к нам. У нас вы всегда можете не только купить грозозащитный трос, но и заказать его доставку во все регионы России. Грозозащитный трос — стальной оцинкованный канат, предназначенный для защиты воздушных линий электропередач от атмосферных перенапряжений и прямых ударов молнии.
В настоящее время различают 6 видов грозозащитного троса.
На всех объектах ОАО «ФСК ЕЭС» и ОАО «Холдинг МРСК» необходимо применять модернизированную версию грозозащитного троса с пластически обжатыми прядями и цинковым покрытием не менее 205 г/м2, а именно:
1. Грозозащитный трос 9,2 МЗ-В-ОЖ-Н-МК-Р маркировочных групп 1370, 14470, 1570, 1770 Н/мм2 предназначенный для подвески на воздушных линиях электропередач напряжением 35 кВт и выше для защиты от прямых ударов молнии.
2. Грозозащитный трос 11,0 МЗ-В-ОЖ-Н-МК-Р маркировочных групп 1370, 14470, 1570, 1770 Н/мм2 предназначенный для подвески на воздушных линиях электропередач напряжением 35 кВт и выше для защиты от прямых ударов молнии.
3. Грозозащитный трос 13,0 МЗ-В-ОЖ-Н-МК-Р маркировочных групп 1370, 14470, 1570, 1770 Н/мм2 предназначенный для подвески на воздушных линиях электропередач напряжением 35 кВт и выше для защиты от прямых ударов молнии.
Также широкое распространение получили:
4. Грозозащитный трос ТК35 (С35) – стальной оцинкованный (по группе «С», «Ж», «ОЖ») канат с расчетной площадью сечения все проволок не менее 35 мм2.
5. Грозозащитный трос ТК50 (С50) – стальной оцинкованный (по группе «С», «Ж», «ОЖ») канат с расчетной площадью сечения проволок не менее 50 мм2.
6. Грозозащитный трос ТК70 (С70) – стальной оцинкованный (по группе «С», «Ж», «ОЖ») канат с расчетной площадью сечения проволок не менее 70 мм2.
В строгом соответствии с требованиями, изложенными в проектной документации к строящемуся либо реконструирующемуся объекту, а также в зависимости от агрессивности окружающей среды, грозозащитные троса ТК35(С35), ТК50(С50), ТК70 (С70) бывают 3 видов, с различной плотностью цинкового покрытия проволок:
• Группа оцинкования «С» — плотность цинкового покрытия всех проволок в канате не менее 80 г/м2.
• Группа оцинкования «Ж» — плотность цинкового покрытия проволок в канате не менее 110 г/м2.
• Группа оцинкования «ОЖ» — плотность цинкового покрытия проволок в канате не менее 205 г/м2.
Постоянное наличие более 20 тн готовой продукции на складе, оперативная отгрузка, резка отрезками любой длинны (от 1 м.), упаковка (для отправки транспортными компаниями).
Кратчайшие сроки изготовления продукции по индивидуальным заказам. Изготовление канатов немерной длины, с опалубкой, со смазкой Nyrosten, повышенных разрывных групп и др.
Наши опытные сотрудники будут рады ответить на все интересующие вас вопросы. Звоните!
www.doskabis.ru
Канаты, тросы стальные для кранов
Грузовые, стреловые, тяговые, вантовые краны требуют применения проволочных канатов с металлическим, органическим сердечником. Они изготавливаются и испытываются согласно требованиям «Канаты стальные. Технические требования». Этот стандарт предписывает различные пункты по изготовлению и испытанию стальных тросов.
Канаты различаются по конструкциям и типам зависимо от количества проволок в пучках и числа прядей в тросе, местоположения прядей и проволок по площади поперечного сечения, направления и вида свивания проволок и прядей и т.д.
Грузовые и стреловые тросы и стропы требуют многопрядную структуру из провода различных размеров.
Промышленность поставляет на рынок канат стальной, как тут — www.promsteel.ru/, одностороннего и крестового свивания. Первый вариант предполагает большую гибкость, наилучшее сопротивление изнашиванию. Но во втором случае нет проблем со скручиванием, поэтому они больше подходят для поднятия грузов, подвешенных к одному концу троса, в отличие от одностороннего свивания.
ГОСТ предписывает производство двух типов канатов в зависимости от точки касания. Так, различают:
(ТК) точечное касание;
(ЛК) линейное касание.
В первом случае провода при свивании соприкасаются в одной точке со смежным слоем, а во втором — по все длине проволоки. Как утверждают специалисты, ЛК способствует повышению показателя гибкости каната и уменьшению изнашивания проволок при эксплуатации.
К основным преимуществам ЛК можно отнести:
- высокую износоустойчивость;
- большую прочность.
Естественно, трос стальной (как здесь — www.promsteel.ru/) с ЛК и ТК испытываются в одинаковых условиях. В связи с преимуществами ЛК его рекомендуют применять на подъемных механизмах и кранах.
Далее. Канаты различаются по способу свивания: не раскручивающиеся и раскручивающиеся. В первом случае пряди и провода сохраняют свое положение, а во вторых — нет.
При эксплуатации кранов, электроталей требуются тросы из светлой проволоки с органическим сердечником. В этом случае необходима марка В или I. Не разрешается устанавливать на краны тросы марки Н, только за неимением канатов из проволоки марки I или В. Именно они обладают повышенными механическими качествами.
Если кран работает в качестве машины, транспортирующей раскаленный или расплавленный металл, тогда требуются тросы с сердечником из металла, который предохраняет нижние слои от смыкания с верхними. На такие краны крайне не рекомендуется устанавливать тросы из проволоки марки II, поскольку в такой деятельности необходима надежная защита от воздействия высоких температур.
Скорее всего, вам будут интересны и полезны следующие записи:
Созданы новые металлы и сплавы с уникальными свойствами — интеллектуальные материалы,
а также пригодится подписка на новые интересные материалы сайта.
Добавьте статью в закладки, чтобы вновь вернуться к ней, нажав кнопки Ctrl+D .Подписку на уведомления о публикации новых статей можно осуществить через форму «Подписаться на этот сайт» в боковой колонке страницы. Если что непонятно, то, читайте здесь.
Внимание! АВТОРСТВО ВСЕХ СТАТЕЙ ЗАЩИЩЕНО. Копирование и публикация на других сайтах статьи или ее фрагментов без согласия автора или без активной гиперссылки ЗАПРЕЩЕНЫ.
deepcool-ma.com
Способ монтажа канатов вант вантового моста
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ пц 608874
Союз Советскик
Социалистических
Республик
:т (61) Дополнительное к авт. свид-ву (22) Заявлено 08.12.76 (21) 2427896/29-33 с присоединением заявки № (23) Приоритет (43) Опубликовано 30.05.78. Бюллетень № 20 (45) Дата опубликования описания 10.05.78 (51) М. Кл.- Е 01D 21/00
Гасударственный комитет
Совета Министров СССР до делам изобретений и открытий (53) УДК 624.523:
: 624.21.05 (088.8) (72) Авторы изобретения E. Н. Радзевич, С. А. Спитковский, А. Л. Беркович и С. М. Дубинский (71) Заявитель
Мостоотряд № 2 Мостостроя № 1 Главмостостроя (54) СПОСОБ МОНТАЖА КАНАТОВ ВАНТ ВАНТОВОГО МОСТА
Изобретение относится к мостостроению и может быть использовано при монтаже канатов вант мостов висячих и вантовых систем.
Известен способ монтажа канатов вант, предусматривающий сооружение специальных подмостей для канатов .(1J.
Указанный способ требует значительных трудозатрат на возведение вспомогательных сооружений, в особенности для мостов с большими пролетами.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ монтажа канатов вант ванто.вого моста, включающий заводку каждого ка.ната с анкерами в проектное положение и его фиксацию (21.
Недостаток такого способа заключается в сооружении сложной тросово-такелажной системы и висячих подмостей.
Цель изобретения — сокращение трудозатр т и сроков строительства путем проведения монтажа без использования подмостей.
Яо стигается это тем, что при известном способе монтажа канатов вант вантового моста, включающем заводку каждого каната с ан.керами в проектное положение и его фиксацию, перед заводкой канатов в проектное положение сооружают вспомогательные вышки .с.блоками за пределами проектного положе.ния вант, пропускают через блоки непрерывный трос и соединяют его с тяговыми и тормозными механизмами, а заводку канатов в проектное положение осуществляют, nooseредно прикрепляя каждый канат к тросу в точках вблизи анкеров каната и перемещая трос, причем длина троса между точками прикрепления превышает длину соответствующего участка каната.
На чертеже показана схема монтажа и кон10 структивные элементы моста и вспомогательных сооружений, необходимых для осуществления предлагаемого способа.
Элементы моста и вспомогательных сооружений содержат пилон 1, вспомогательные
15 вышки 2, расположенные вне проектного положения вант, тяговые и тормозные механизмы 3, удаленные от вспомогательных вышек на расстояния, в которые укладываются монтируемые канаты, непрерывный трос 4 транс20 портного пути, запасованный между тяговыми и тормозными механизмами 3 и прилегающий по блокам вспомогательных вышек и пилона 1 выше мест фиксации канатов, канат
5, подвешенный к тросу 4 транспортного пути
25 и воспринимающий натяжение тяговых и тормозных механизмов через точки 6 крепления каната к тросу. Кроме того, на чертеже показаны временные опоры 7, поддерживающие балку 8 жесткости пролетного строения и чл30 стично смонтированные ванты 9.
608874
Составитель В. Яструбинецкий
Текред A. Камышникова Корректор О. Тюрина
P сдактор T. Кузьмина
Заказ 691/14 Изд. М 437 Тираж 680
НПО Государствепного комитета Совета Министров СССР по делам изобретений и открытий
113035, Москва, 7К-35, Раушская наб., д. 4/5
Подписное
Типография, пр, Сапунова, 2
Способ осуществляют следующим образом.
Устанавливают вспомогательные вьццкп 2 с блоками вне пределов монтируемой ванты 9 за местом фиксации нижних концов канатов.
Высоту каждой вспомогательной вышки 2 определяют из условия пролегания заводимого каната над монтируемой вантой или в стороне от нее, в зависимости от тягового усилия механизмов, создающих натяжение в канате при его перемещении. Размещают и закрепляют тяговые и тормозные механизмы 3 с пультом управления. Механизмы устанавливают за вспомогательными вышками на расстояниях, превышающих длину канатов монтируемой ванты. Очередной канат располагают между вспомогательной вышкой и механизмом. Канат крепят к тросу транспортного пути в двух точках на расстоянии, например, 3 — 4 м от анкеров каната.
Трос на участке между точками его крепления к канату длиннее на 2 — 3 м этого участка, т. е. имеет слабину. Включают тяговый и тормозной механизмы и перемещением троса подают канат в проектное положение. При этом натяжение от работы механизмов передается на канат через места его крепления к тросу транспортного пути, что обеспечивает свободное перемещение каната над монтируемой вантой. Свободные концы каната с анкерами заводят в места фиксации его на пилоне и балке жесткости, затем отсоединяют от каната трос транспортного пути и повторяют цикл работ для монтажа следующего каната.
Описываемый способ позволяет монтировать как раздельно закрепленные на пилоне канаты, так и огибающие его непрерывные канаты.
Описываемый способ монтажа позволяет отказаться от устройства дорогостоящих и сложных конструкций подмостей и существенно сократить сроки строительства вантовых мостов.
10 Формула изобретения
Способ монтажа канатов вант вантового моста, включающий заводку каждого каната с анкерами в проектное положение и его фиксацию, отличающийся тем, что, с целью
15 сокращения трудозатрат и сроков строительства путем проведения монтажа без использования подмостей, перед заводкой канатов в проектное положение сооружают вспомогательные вышки с блоками за пределами про20 ектного положения вант, пропускают через блоки непрерывный трос и соединяют его с тяговыми и тормозными механизмами, а заводку канатов в проектное положение осуществляют, поочередно прикрепляя каждый ка25 нат к тросу в точках вблизи анкеров каната и перемещая трос, причем длина троса между точками прикрепления превышает длину соответствующего участка каната.
Источники ниформации, 30 принятые во внимание при экспертизе
1. Киреенко В. И. Вантовые мосты. Киев, «Будивельник», 1967, с. 121.
2. Патент США Ко 3531811, кл. 14 — 23, опублик. 1970.
findpatent.ru
Краны вантовые — Энциклопедия по машиностроению XXL
В зависимости от типа основного грузоподъемного механизма различают методы монтажа самоходными стреловыми кранаМи башенными, мостовыми, козловыми кранами монтажными мачтами портальными, двух — четырехстоечными и гидравлическими подъемниками полиспастами, закрепленными к существующим конструкциям шеврами кабель кранами вантовыми мачтово-стреловыми кранами. Производство работ каждым из указанных механизмов имеет свои особенности. Требования к методам производства работ и методика расчета такелажной оснастки изложены в главах 26—30 настоящего Справочника. [c.110]Двойной беседочный узел 112 Двутавровая сталь 29 Декарбонизаторы, монтаж 406 Деревянные мачты 76 Деррик-краны вантовые 86 Дефекты вальцовочных соединений 361 [c.554] В вантовых кранах-дерриках, ванты в которых располагаются так. чтобы действующие усилия воспринимались ими попарно, запас прочности вантовых канатов при расчётах принимается не меньшим 3,5 (по отношению к ). Для вант применяются канаты из оцинкованной проволоки, снабжаемые регулировочными винтовыми стяжками. Число вант назначается не меньшим четырёх. [c.890]
Осматриваются все установленные на кране канаты грузовые, стреловые, вантовые и т. п. [c.587]
До испытания деррик-кранов проверяется заделка вантов и соответствие их провисания проектным данным. Соответствие провисания несущих канатов кабель-кранов и вантовых канатов деррик-кранов проектным данным определяется инструментальными замерами. [c.592]
Вантовые деррик-краны устанавливают или стационарно на фундаменте, или на стальной опорной балке с салазками для перемещения. Все механизмы и аппаратура управления находятся в машинном отделении рядом с опорной балкой. [c.171]Техническая характеристика вантового крана с одной стрелой и клювом [c.172]
Надстройка представляет собой металлическую конструкцию, на которой смонтированы напорный механизм, блоки подъемных канатов и два вантовых мачтово-стреловых крана. [c.199]
Канаты при такелажных работах применяют для оснастки кранов, лебедок и полиспастов, крепления грузоподъемных устройств и оборудования, обвязки грузов и для оттяжек. Канаты, применяемые для подъема грузов, называются грузовыми, подъема стрел кранов — стреловыми, расчалки (раскрепления) монтажных стрел и мачт — вантовыми, обвязки грузов и крепления их к крюкам — чалочными. В соответствии с назначением к каждой конструкции каната предъявляют особые требования. Канаты бывают пеньковые и стальные. [c.112]
РАСЧЕТ ВАНТОВОГО МАЧТОВО-СТРЕЛОВОГО КРАНА ГРУЗОПОДЪЕМНОСТЬЮ 15 тс [c.289]
Чаще канаты тройной свивки применяют в качестве вантовых, но известны случаи применения их на портальных кранах в качестве грузовых. Эти канаты как грузовые широкого распространения пока не имеют, так как склонны к расслоению и трудоемки в обслуживании (сложность заплетки, наблюдения за состоянием внутренних слоев и т. п.). [c.26]Вантовые канаты применяют на гибких стреловых оттяжках портальных, башенных консольных кранов, грузовых стрел и мачт.. К этим канатам предъявляют высокие требования по прочности и коррозионной стойкости. Как правило, вантовые канаты при работе не перекатываются по блокам или криволинейным направляющим. [c.28]
Грузовые, стреловые, вантовые канаты кранов для безаварийной работы ежедневно осматривают крановщик или механик, чтобы определить их годность. При осмотре стреловых канатов особо следует обращать внимание на наличие ржавчины каната в местах начала огибания коуша, соединяющего канат со стрелой. [c.95]
Для грузоподъемных кранов всех типов в качестве грузовых, стреловых и вантовых канатов применяют стальные канаты крестовой свивки с линейным касанием проволок по ГОСТ 2688—80, ГОСТ 7668—80, ГОСТ 3079—80, ГОСТ 7669—80, ГОСТ 7688—80, ГОСТ 7667—80, ГОСТ 3088—80 и с временным пределом прочности не менее 1568 МПа (160 кгс/мм ). Диаметр и длину каната определяют по паспортным данным крана. Применение канатов II сорта не допускается. [c.111]
Краны свободностоящие и вантовые, самоходные, башенные, портальные их принцип устройства и применение при такелажных работах. [c.574]
Вантовые мачтово-стреловые краны (рис. 102) состоят из мачты 9, стрелы 8, грузового полиспаста 6, стрелового полиспаста 3, электрических лебедок 14, опорной балки 11м удерживающих мачту вант 2. Нижний и верхний концы мачты находятся в специальных неподвижных опорах 1 и 15, дающих возможность мачте совместно с закрепленной у ее основания стрелой поворачиваться при помощи поворотного круга 10 и тягового каната 16 на 360 вокруг вертикальной оси. [c.118]
Мачтово-стреловые краны вантовые выпускаются отечественной промышленностью грузоподъемностью 5,15 и 25 т, марок Т-73, Т-95, Т-96, а жестконогие краны — грузоподъемностью 25 т. В качестве механизмов подъема используются электрореверсивные одпобарабанные лебедки Т-173, Т-174 и фрикционные двухбарабанные лебедки Т-184 с большим тяговым усилием и большой канато- [c.175]
Монтаж мачтово-стреловых вантовых и жестконогих кранов слагается из операций а) сборка мачты и стрелы, оснащение полиспастов, подвязывание расчалок б) установка мачты [c.432]
Группы кранов Жестконогие деревянные Жестконогие цельнометаллические Вантовые деревянные Вантовые цельнометаллические [c.891]
Мачтово-стреловыми называют краны со стационарно установленной мачтой, поддерживаемой растяжками-вантами (вантовые краны) или жесткими раскосами (подкосные или жестконогие краны). Их применяют, главным образом, для монтажа сборных конструкций и J технологического обору-I дования крупных строи-I тельных объектов. [c.164]
По м ре развития конструкций стрел был осуществден переход от решетча х и безраскосных стрел к сплошностенчатым (коробчатым, ре йе — трубчатым) стрелам (см. т. 1, п. Ш-И) в балочном или вантовом исполнении. Известны, однако, решетчатые стрелы некоторых зарубежных кранов очень большой грузов подъемности (рис. IV.6.11). При модернизации кранов базовые стрелы часто удлиняют дополнительными вантовыми стрелами (рис. IV.6.12) что позволяет значительно yвeличйJь наибольшие вылет и высоту подъема и одновременно обеспечить широкую унификацию с базовой моделью [10]. [c.175]
Краны с подъемной стрелой. Изменение вылета стрелы поворотного крана может достигаться не только передвижением грузовой тележки, но и изменением угла наклона стрелы (укосины). Такими являются поворотные краны с подъемной стрелой, называемые деррик-кранами. Они разделяются на жестконогие, вантовые и вантовожестконогие. [c.169]
Вантовые мачтово-стреловые краны (фиг. 84) применяются на монтажных и других работах. Мачта крана 2, состоящая из нескольких, решетчатых секций, нижней частью устанавливается в шаровой опоре. Для удержания мачты вместо жестких подкосов применяют ванты 5, которые одним концом через натяжной полиспаст крепятся к барабану лебедки, а другим — к конусному диску (пауку) 4, свабодно сидящему на верхней оси мачты. К мачте прикрепляют одну или две стрелы 3 на разных высотах. Одна из стрел может дополнительно иметь клюв 6. Каждая стрела имеет свои механизмы подъема груза и наклона стрелы. Механизм поворота крана общий. Поворотный круг 1 крана крепится к мачте. При включенном механизме поворота вращается мачта со стрелами, а конусный диск с вантами остается неподвижным. [c.171]
Вантово-жестконогий кран соединяет в себе конструкции вантового и жестконогого деррик-крана. [c.171]
Техническая характеристика вантовых двухстреловых кранов с клювом [c.171]
По конструктивному выполнению мачтово-стреловые краны делятся иа жестконогие и вантовые. Строительная часть кранов (мачта, стрела п подкосы) выполняются как стальнымн, так и деревянными. [c.173]
Краны описанной конструкции иногда устанавливаются и на открытых площадках, нов таком случае приходится делать специальные устройства для крепления верхнего подшипника крана. На фиг. 5 изображены жестконогий (фиг. 5, а) и вантовый (фиг. 5, б) деррик-краны. В схеме а для верхнего подшипника предусмотрена [c.12]
Краны мачтовые (табл. 11.64) выполняют вантовыми, жестко-иогими и вантово-жестконогими. Жестконогие краны могут быть передвижными. Стрелу крана укрепляют у основания мачты (деррик-краны), в середине или в верхней ее части (кран-мачты). Пря грузоподъемности более 15 т краны снабжают гуськам или вспомогательной тележкой. Лебедки для подъема груза, поворота стрелы чаще всего устанавливают вне крана. Скорость подъема груза 3—20 м/мин, частота вращения 0,4—0,8 об/мин, изменения вылета крюка 3—15 м/мин. [c.208]
К стреловым стационарным кранам относятся мачтово-стреловые краны и кран-мачты. Характерной особенностью мачтово-стреловых кранов (деррик-кранов) является стационарно устанавливаемая мачта, поддерживаемая канатными растяжками (вантами) или жесткими раскосами. При первом способе крепления мачты краны называются вантовыми, а при втором — жестконогими. [c.118]
mash-xxl.info