Какой газ нужен для сварки полуавтоматом
Сварочный полуавтомат дает возможность увеличить продуктивность и качество работы. Оборудование не предполагает использования традиционных электродов. Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Помимо этого, оборудование позволяет сваривать заготовки разной толщины: от 0,2 мм до нескольких сантиметров. При этом сварщик может работать с заготовками из разных материалов или их сплавов. Для того, чтобы воспользоваться всеми перечисленными преимуществами требуется газ для сварки полуавтоматом. Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
СОДЕРЖАНИЕ
- Какой газ нужен для сварки полуавтоматом
- Сварочная смесь для полуавтомата
- Особенности сваривания под газом
- Основные преимущества сварки полуавтоматом с газом
Какой газ нужен для сварки полуавтоматом
Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса. Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
- смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
- состав из гелия и аргона . Инертная среда, позволяющая повысить температуру дуги;
- аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
- углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.


Читайте также: Как правильно варить полуавтоматом
Сварочная смесь для полуавтомата
Выбирая смесь для полуавтомата, специалист учитывает такие критерии: тип материала заготовок, диаметр используемой проволоки, оптимальная толщина сварного шва. На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик учитывает и сопутствующие эффекты от использования той или другой газовой смеси. К примеру, применение углекислого газа дает возможность снизить разбрызгиваемость. Поэтому их часто выбирают для формирования потолочных швов.
Технология выполнения работ
Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
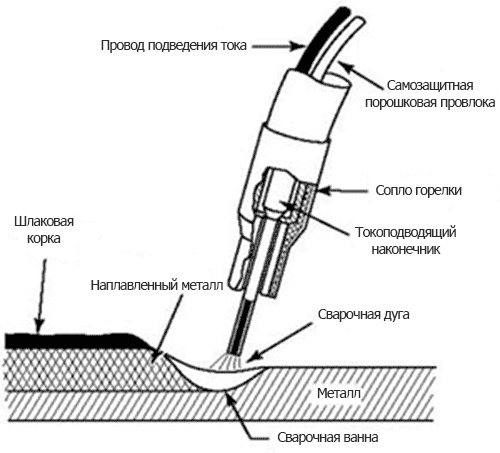
- Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
- Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.
 Газ поступает все время: как при активной, так и потухшей электрической дуге.
Газ поступает все время: как при активной, так и потухшей электрической дуге.Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Особенности сваривания под газом
Техника сваривания полуавтоматическими устройствами практически ничем не отличается от приемов, которые применяются в традиционной электродуговой сварке. При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
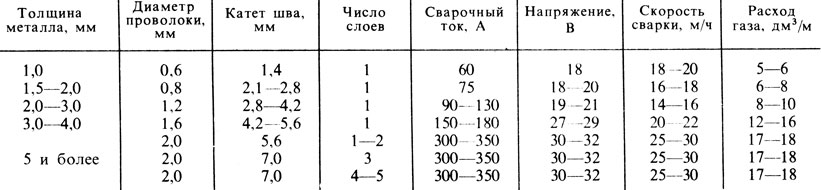
Способы формирования остаются точно такими же, как и при использовании классических аппаратов ММА-серии. Более того, по общей схеме определяются оптимальная сила тока и режима сварки — на основе данных о толщине стыка и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи — простота соединения тонких листов металла. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Основные преимущества сварки полуавтоматом с газом
- Высокая температура воздействует на ограниченный участок заготовки. Поэтому металлы не меняют свих физических свойств.
- Нет дыма в рабочей зоне. Это существенно облегчает визуальный контроль над сварочным процессом.
- Универсальность. Технология отлично подходит для соединения разных металлов: от алюминия и титана до высоколегированной конструкционной стали.
- Нет ограничений относительно пространственного расположения заготовки. Достаточно отрегулировать мощность горелки для того, чтобы положить наклонный или потолочный шов.
- Отсутствуют ограничения по минимальной толщине. Технология дает возможность работать с листами толщиной от 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
- Не требуется постоянно зачищать швы даже при многослойной сварке. Газовый флюс улетучивается сразу после прекращения подачи смеси.
- Высокая производительность установки.
 Газовый флюс улетучивается сразу после прекращения подачи смеси.
Газовый флюс улетучивается сразу после прекращения подачи смеси.Какой газ используется для сварки полуавтоматом
Оцените, пожалуйста, статью
12345
Всего оценок: 83, Средняя: 2
Какой газ нужен для сварки полуавтоматом
Сварочный полуавтомат дает возможность увеличить продуктивность и качество работы. Оборудование не предполагает использования традиционных электродов. Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Помимо этого, оборудование позволяет сваривать заготовки разной толщины: от 0,2 мм до нескольких сантиметров. При этом сварщик может работать с заготовками из разных материалов или их сплавов. Для того, чтобы воспользоваться всеми перечисленными преимуществами требуется газ для сварки полуавтоматом. Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
СОДЕРЖАНИЕ
- Какой газ нужен для сварки полуавтоматом
- Сварочная смесь для полуавтомата
- Технология выполнения работ
- Особенности сваривания под газом
- Основные преимущества сварки полуавтоматом с газом
Какой газ нужен для сварки полуавтоматом
Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса. Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
Самые популярные соединения:
- смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
- состав из гелия и аргона. Инертная среда, позволяющая повысить температуру дуги;
- аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
- углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.
Читайте также: Как правильно варить полуавтоматом
Сварочная смесь для полуавтомата
Выбирая смесь для полуавтомата, специалист учитывает такие критерии: тип материала заготовок, диаметр используемой проволоки, оптимальная толщина сварного шва. На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик учитывает и сопутствующие эффекты от использования той или другой газовой смеси. К примеру, применение углекислого газа дает возможность снизить разбрызгиваемость. Поэтому их часто выбирают для формирования потолочных швов.
Технология выполнения работ
Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
- Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
- Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.
Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Особенности сваривания под газом
Техника сваривания полуавтоматическими устройствами практически ничем не отличается от приемов, которые применяются в традиционной электродуговой сварке.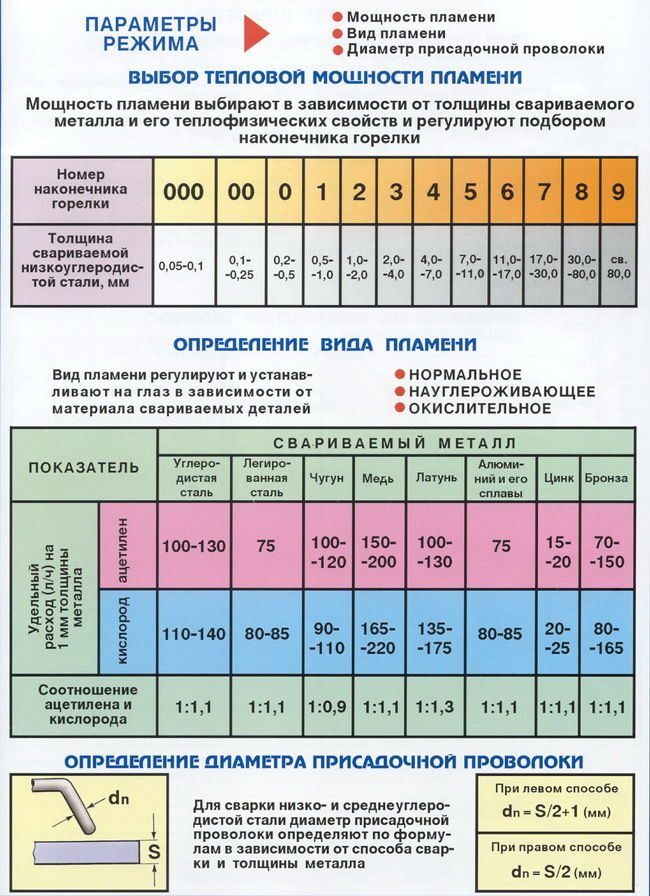 При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
Способы формирования остаются точно такими же, как и при использовании классических аппаратов ММА-серии. Более того, по общей схеме определяются оптимальная сила тока и режима сварки — на основе данных о толщине стыка и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи — простота соединения тонких листов металла. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Основные преимущества сварки полуавтоматом с газом
- Высокая температура воздействует на ограниченный участок заготовки. Поэтому металлы не меняют свих физических свойств.
- Нет дыма в рабочей зоне. Это существенно облегчает визуальный контроль над сварочным процессом.
- Универсальность. Технология отлично подходит для соединения разных металлов: от алюминия и титана до высоколегированной конструкционной стали.
- Нет ограничений относительно пространственного расположения заготовки. Достаточно отрегулировать мощность горелки для того, чтобы положить наклонный или потолочный шов.
- Отсутствуют ограничения по минимальной толщине. Технология дает возможность работать с листами толщиной от 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
- Не требуется постоянно зачищать швы даже при многослойной сварке. Газовый флюс улетучивается сразу после прекращения подачи смеси.
- Высокая производительность установки.
Какой газ используется для сварки полуавтоматом
Оцените, пожалуйста, статью
12345
Всего оценок: 83, Средняя: 2
MIG Welding Shielding Gas Basics
Обновлено: Опубликовано:
Защитный газ может играть важную роль в улучшении или ухудшении характеристик сварки. Сварка
СваркаMIG (GMAW) с защитным газом и сплошным проволочным электродом обеспечивает чистый шов без шлака. Это происходит без необходимости остановки сварки для замены электрода, как при сварке электродом. Повышение производительности и снижение затрат на очистку — это лишь два из возможных преимуществ этого процесса.
Для достижения этих результатов в вашем конкретном случае полезно понимать роль защитного газа, различные доступные защитные газы и их уникальные свойства.
Основной целью защитного газа является предотвращение воздействия на расплавленную сварочную ванну кислорода, азота и водорода, содержащихся в воздушной атмосфере. Реакция этих элементов со сварочной ванной может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Различные защитные газы также играют важную роль в определении профилей провара, стабильности дуги, механических свойств готового шва, используемого процесса переноса и т.д.
Выбор расходных материалов для горелок MIG, обеспечивающих постоянную и плавную подачу защитного газа, также важен для успешного выполнения сварных швов MIG.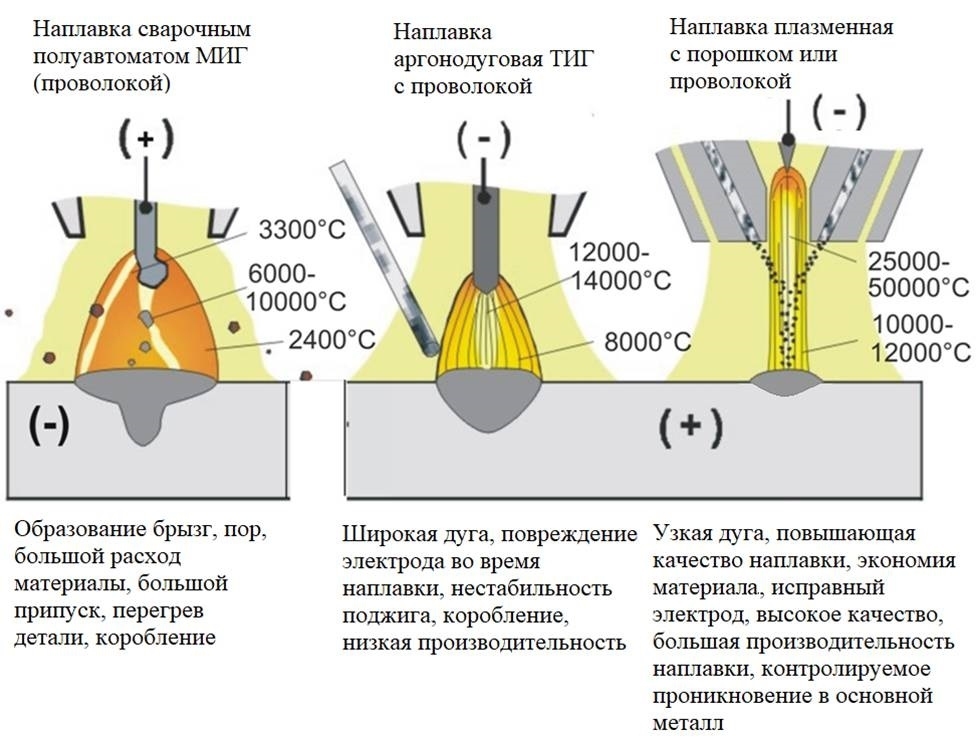
Выбор подходящего защитного газа
Многие виды сварки MIG требуют различных вариантов защитного газа. Вам необходимо оценить свои цели сварки и ваши сварочные приложения, чтобы выбрать правильный для вашего конкретного применения. При выборе учитывайте следующее:
Пористость, которую можно увидеть на лицевой и внутренней частисварного шва, может быть вызвана неадекватным защитным газом и может значительно ослабить
сварной шов.
- Стоимость газа
- Свойства готового шва
- Подготовка и очистка после сварки
- Основной материал
- Процесс переноса сварного шва
- Ваши цели производительности.
Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это аргон, гелий, углекислый газ и кислород. Каждый из них имеет уникальные преимущества и недостатки в каждом заданном приложении.
Двуокись углерода (CO2)
Наиболее распространенным реактивным газом, используемым при сварке MIG, является двуокись углерода (CO2). Это единственный газ, который можно использовать в чистом виде без добавления инертного газа. CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проникновение в сварной шов, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и больше разбрызгивания, чем при смешивании с другими газами. Он также ограничен только процессом короткого замыкания.
Это единственный газ, который можно использовать в чистом виде без добавления инертного газа. CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проникновение в сварной шов, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и больше разбрызгивания, чем при смешивании с другими газами. Он также ограничен только процессом короткого замыкания.
Аргон
Для компаний, которые уделяют особое внимание качеству сварки, внешнему виду и уменьшению количества очистки после сварки, наилучшим вариантом может быть смесь 75–95 % аргона и 5–25 % CO2. Он обеспечит более желательное сочетание стабильности дуги, контроля над сварочной ванной и меньшего разбрызгивания, чем чистый CO2. Эта смесь также позволяет использовать процесс переноса распылением, который может обеспечить более высокую производительность и более привлекательный внешний вид сварных швов. Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых сварных швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам нужно использовать 100-процентный аргон.
Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых сварных швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам нужно использовать 100-процентный аргон.
Кислород
Кислород, также являющийся химически активным газом, обычно используется в соотношении 9% или менее для улучшения текучести сварочной ванны, провара и стабильности дуги при сварке низкоуглеродистой, низколегированной и нержавеющей стали. Однако он вызывает окисление металла сварного шва, поэтому его не рекомендуется использовать с алюминием, магнием, медью или другими экзотическими металлами.
Гелий
Гелий, как и чистый аргон, обычно используется с цветными металлами, а также с нержавеющими сталями. Поскольку гелий обеспечивает широкий и глубокий профиль проникновения, он хорошо работает с толстыми материалами и обычно используется в соотношении от 25 до 75 процентов гелия к 75-25 процентам аргона. Регулировка этих соотношений изменит проникновение, профиль буртика и скорость перемещения. Гелий создает «более горячую» дугу, что позволяет увеличить скорость перемещения и повысить производительность. Однако он дороже и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Для нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
Гелий создает «более горячую» дугу, что позволяет увеличить скорость перемещения и повысить производительность. Однако он дороже и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Для нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
при покрытии защитным газом. На фото слева видно хорошее покрытие, тогда как покрытие на фото справа позволяет
воздушной среде загрязнять защитный газ.
Подача защитного газа в сварочную ванну
Все ваши усилия по выбору правильного защитного газа будут напрасными, если ваше оборудование не подает газ к сварке. Расходные детали горелки MIG (рассеиватель, контактный наконечник и сопло) играют решающую роль в обеспечении надлежащей защиты сварочной ванны.
На этом разрезе показана расходная система, в которой контактный наконечникустановлен в диффузоре и удерживается на месте
защитой от брызг внутри сопла.

Если вы выберете слишком узкое сопло или если диффузор забьется, например, брызгами, в сварочную ванну может попасть слишком мало защитного газа. Точно так же плохо спроектированный диффузор может неправильно направлять защитный газ, что приводит к турбулентному и несбалансированному потоку газа. Оба сценария могут привести к попаданию воздуха в защитный газ и привести к чрезмерному разбрызгиванию, пористости и загрязнению сварного шва.
При выборе расходных материалов для горелок MIG выбирайте такие, которые препятствуют накоплению брызг и имеют достаточно широкое отверстие сопла для надлежащего покрытия защитным газом. Некоторые компании предлагают форсунки со встроенной защитой от брызг, которая также добавляет вторую фазу диффузии защитного газа. Это приводит к еще более плавному и стабильному потоку защитного газа.
Выбор правильного защитного газа для вашего конкретного применения потребует тщательного анализа типа сварки, которую вы выполняете, а также ваших операционных приоритетов.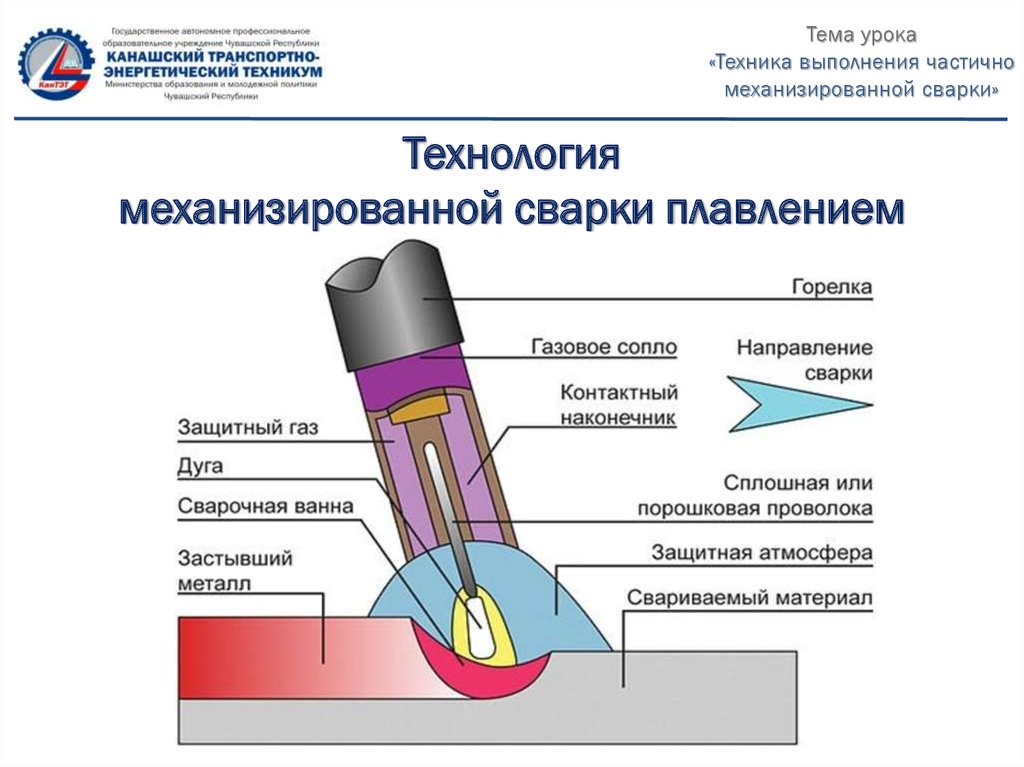 Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Перед принятием окончательного решения обязательно проконсультируйтесь с местным дистрибьютором сварочных материалов.
Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Перед принятием окончательного решения обязательно проконсультируйтесь с местным дистрибьютором сварочных материалов.
Опубликовано в блоге Amperage, General WeldingTagged article
Поиск в нашем блоге
Расходные материалы
Связанные статьи
Дополнительные ресурсы
Что использовать (с таблицей)
Чаще всего для сварки MIG используется смесь 75 % аргона и 25 % CO 2 . Но это не единственный газ, который вам может понадобиться. Несколько других газов также важны. Например, вы можете увидеть гелиевые смеси, используемые для сварки толстого алюминия.
Выбор защитного газа существенно влияет на качество сварки, поведение дуги, производительность и затраты. Таким образом, очень важно выбрать правильный газ для работы.
Но не волнуйтесь. Защитные газы для сварки MIG просты, и наш гид ответит на все ваши вопросы.
См. также : Обзор процесса GMAW
Наиболее распространенные газы, используемые при сварке MIG
При сварке MIG обычно используются четыре защитных газа. Два реактивных, кислород (O 2 ) и диоксид углерода (CO 2 ). Два из них инертны: аргон (Ar) и гелий (He). Эти газы имеют разные характеристики, и еще больше различий обнаруживается, когда эти газы смешиваются.
Аргон при сварке MIG
Аргон плотнее воздуха и оседает над сварным швом, защищая расплавленную ванну от загрязнения атмосферными газами. Кроме того, аргон легко ионизируется, поэтому он хорошо выдерживает длинную дугу при низких напряжениях.
Но использование чистого аргона для сварки стали (в том числе нержавеющей) не идеально…
Внешние края дуги остаются слишком холодными, и вы получаете узкий, уменьшенный провар с меньшим проплавлением. Кроме того, присадочный материал остается поверх стали, в результате чего получается «высокий» борт.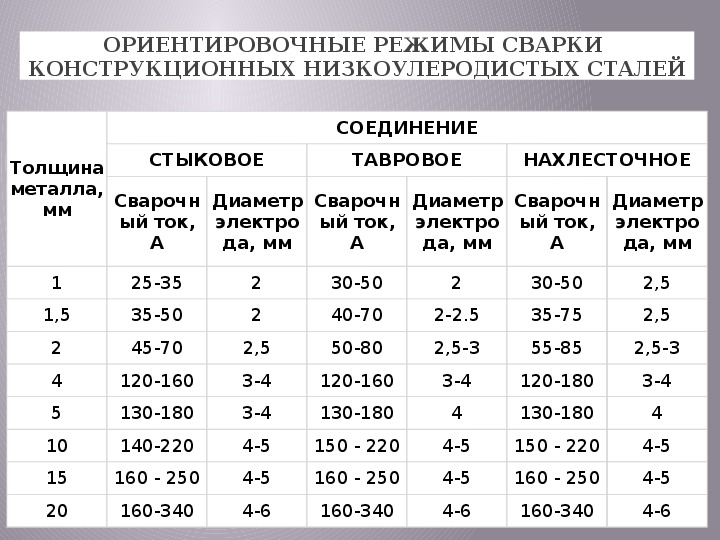 Поэтому вместо этого сварщики обычно используют смесь Ar и CO 2 или смесь Ar и O 2 , которую мы вскоре рассмотрим.
Поэтому вместо этого сварщики обычно используют смесь Ar и CO 2 или смесь Ar и O 2 , которую мы вскоре рассмотрим.
С другой стороны, 100% аргон создает благоприятные условия в сварочной ванне для сварки цветных металлов, таких как алюминий, магний, титан, медь и никель. Катодное очищающее действие аргона удаляет поверхностные оксиды с полярностью DCEP, что делает его незаменимым при сварке алюминия.
CO
2 для сварки MIGУглекислый газ является единственным реактивным газом, который можно использовать без добавления инертного газа. Однако 100% CO 2 создает менее стабильную дугу и больше брызг. Но это самый доступный газ и часто выбирают любители.
Невозможно сваривать цветной металл с СО 2 или смесями с СО 2 , поэтому используйте его только со сталью. Чистый углекислый газ — идеальный выбор для сварки толстых профилей, поскольку он улучшает проплавление. Однако работа со 100% CO 2 ограничен режимом короткого замыкания, сварки с переносом металла.
Кислород при сварке MIG
В зависимости от свариваемого металла кислород может быть смешан с CO 2 или Ar. Небольшая добавка кислорода резко влияет на сварной шов, а максимальное содержание кислорода составляет 9% от смеси защитного газа.
Поскольку оксид железа притягивает дугу при использовании 100% Ar, при сварке стали чистым аргоном могут возникать неровности дуги. Так, небольшое добавление кислорода значительно улучшает стабильность дуги.
Кислород также улучшает проплавление, текучесть сварочной ванны и стабильность дуги при сварке низколегированных, низкоуглеродистых и нержавеющих сталей. Но, поскольку кислород вызывает окисление металлов, его ни в коем случае нельзя использовать с алюминием, медью и магнием.
Гелий для сварки MIG
Гелий — инертный газ, подобный аргону, но он намного легче и обладает более высоким потенциалом ионизации. Благодаря небольшому весу он легко уплывает из сварочной ванны.
Поэтому при его использовании необходимо удвоить расход защитного газа.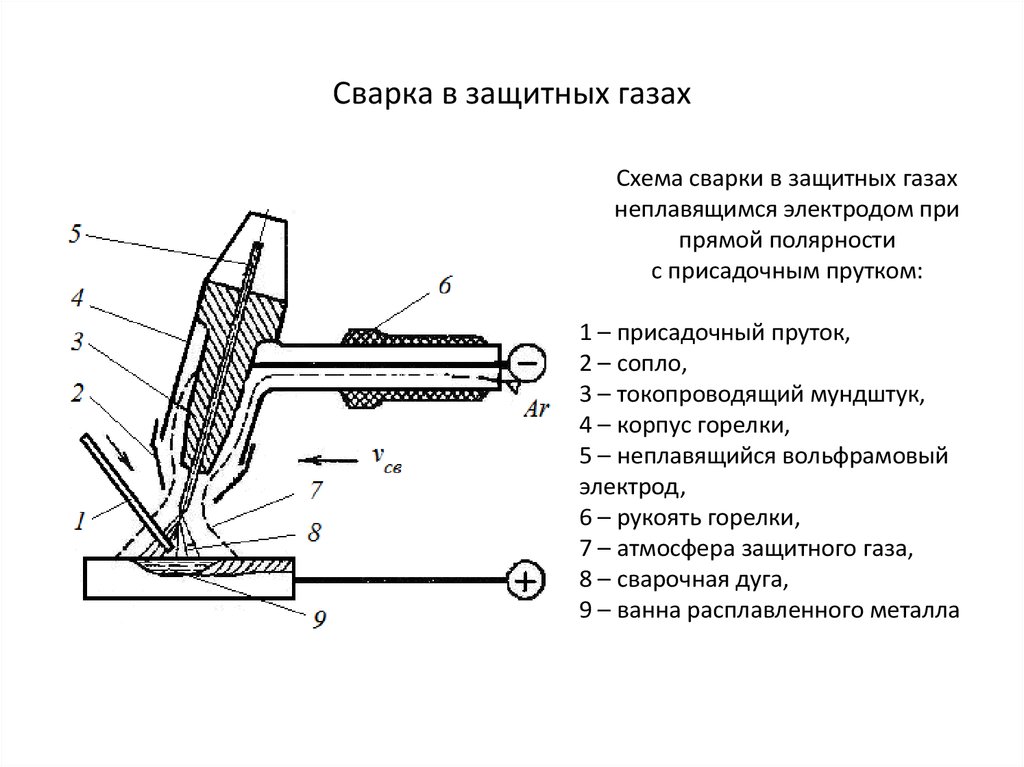 Это не самый экономичный вариант, так как гелий дорог, а поток надо крутить.
Это не самый экономичный вариант, так как гелий дорог, а поток надо крутить.
Читайте также : Каким должно быть давление газа при сварке MIG?
Однако благодаря лучшей ионизации гелий дает значительно более горячую дугу. Это улучшает проплавление сварного шва и полезно при сварке толстого алюминия или магния. Смешивание гелия с аргоном может сделать сварку с использованием этого легкого инертного газа более доступной.
Хотя гелий обычно используется для сварки цветных металлов, иногда в него добавляют аргон и CO 2 для сварки нержавейки.
Смеси
Хотя полный список смесей, используемых при сварке MIG, может быть очень длинным, вам следует знать некоторые из них.
- 75% Ar + 25% CO 2 – Обеспечивает наилучший баланс стабильности дуги, уменьшения разбрызгивания, контроля сварочной ванны и провара при сварке углеродистой и нержавеющей стали.
- Ar + 1 %, 2 % или 3 % O 2 – Оптимальное управление дугой, но встречается реже, чем 75/25 Ar/CO 2 . Как правило, 2-3% кислорода стабилизирует дугу при сварке углеродистой и низколегированной стали, а 0,5-1% необходимо для нержавеющей стали, чтобы предотвратить образование тугоплавкой окалины оксида хрома.
- 10 % Ar + 85–90 % He + 2–5 % CO 2 – часто лучшая трехкомпонентная смесь защитного газа для сварки MIG нержавеющей стали.
- Ar + 25 %, 50 % или 75 % He – Лучшая смесь для сварки толстого алюминия, магния, меди и никеля. Чем выше содержание гелия, тем горячее дуга и тем толще можно сваривать.
- Ar + CO 2 + O 2 – Используется для сварки низколегированных сталей и некоторых нержавеющих сталей в режимах цельнометаллического переноса.
 Как правило, 2-3% кислорода стабилизирует дугу при сварке углеродистой и низколегированной стали, а 0,5-1% необходимо для нержавеющей стали, чтобы предотвратить образование тугоплавкой окалины оксида хрома.
Как правило, 2-3% кислорода стабилизирует дугу при сварке углеродистой и низколегированной стали, а 0,5-1% необходимо для нержавеющей стали, чтобы предотвратить образование тугоплавкой окалины оксида хрома.Выбор идеального защитного газа для сварки MIG для работы
Теперь, когда мы рассмотрели основы, давайте посмотрим, как тип металла, толщина и стоимость влияют на выбор защитного газа.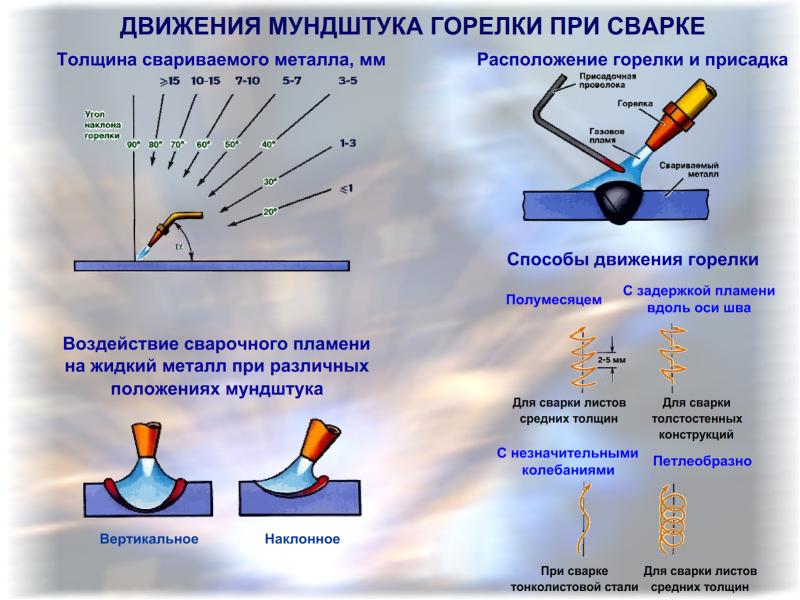
Welded Metal
Давайте углубимся в передовой опыт использования защитного газа и обсудим подводные камни, которых следует избегать при сварке металлов.
Углеродистая сталь
Ранее я отмечал, что для углеродистой стали не следует использовать газообразный 100% Ar. Это связано с тем, что катодное действие газообразного аргона заставляет оксид железа, присутствующий в стали, притягивать дугу. Оксид железа испускает электроны, заставляя дугу следовать за ними.
Но поскольку оксиды железа распределены по поверхности стали неравномерно, дуга движется по неравномерному пути, что приводит к неравномерному наплавлению.
Добавление небольшого количества кислорода или углекислого газа повышает стабильность дуги. Эти смеси аргона создают равномерную пленку оксида железа на поверхности стального соединения и обеспечивают легкий путь для дуги.
Кислород требует небольших добавок, поскольку он является более сильным окислителем, чем углекислый газ.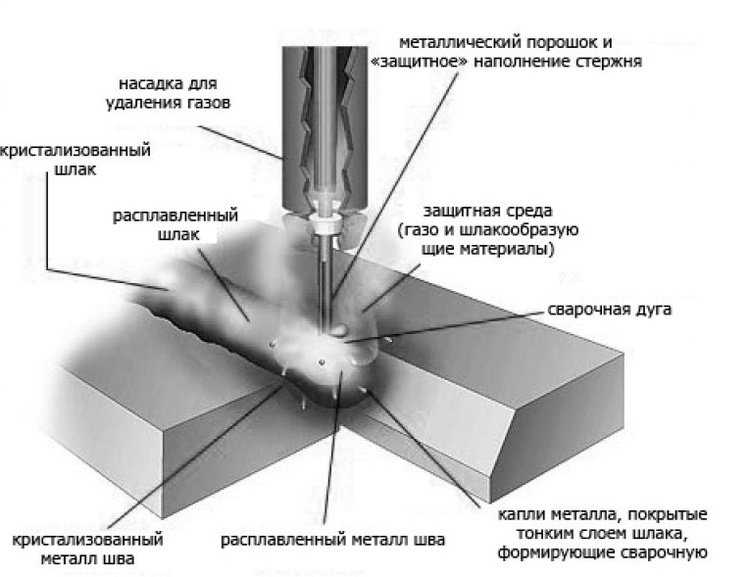 Но вы также должны использовать сварочную проволоку MIG с большим количеством раскислителей, чтобы улавливать свободный кислород и предотвращать пористость.
Но вы также должны использовать сварочную проволоку MIG с большим количеством раскислителей, чтобы улавливать свободный кислород и предотвращать пористость.
Использование смеси углекислого газа и аргона обеспечивает более глубокое проникновение. Лучшее сочетание — 75 % Ar и 25 % CO 2 . Поскольку CO 2 обладает высокой теплопроводностью, для поддержания стабильной дуги требуется большее напряжение, улучшающее провар.
Но если вам нужно меньше проникновения, вы должны уменьшить CO 2 Содержание в смеси. Для стабильной дуги требуется минимум 5% CO 2 .
A 100% CO 2 защитный газ не обеспечивает хорошей стабильности дуги. Но он обеспечивает максимальное проплавление и позволяет работать на высоких скоростях сварки. Для некоторых это хороший выбор.
Однако не следует использовать чистую двуокись углерода в качестве защитного газа для сварки MIG тонкого металла. Светильник легко прожечь и исказить лист.
Для сварки толстых стальных профилей можно использовать 100% углекислый газ. Если ваш аппарат для сварки MIG имеет индукционную настройку, хорошо включить ее. Более высокая индуктивность с чистым CO 2 обеспечивает более мягкую дугу и улучшает смачивание кромок сварного шва.
Алюминий
Для сварки алюминия методом MIG необходимо использовать 100% аргон или смесь Ar/He. Не используйте смеси с CO 2 или O 2 . это разрушительно для алюминия и создает катастрофические соединения. Любой химически активный газ является большим запретом для сварки алюминия.
Гелий действует на алюминий так же, как углекислый газ на сталь. Добавление гелия улучшает проплавление и скорость сварки. Но гелий немного снижает стабильность дуги. Если вы свариваете алюминий толщиной более 1/4 дюйма, рассмотрите возможность использования смесей Ar/He для улучшения провара. В противном случае придерживайтесь чистого аргона.
Также хорошо добавить немного гелия в аргон, если ваш сварочный аппарат не рассчитан на большую силу тока. Вы можете максимизировать потенциал проплавления вашего сварочного аппарата MIG, используя смесь He/Ar. Но имейте в виду, что процесс сварки MIG становится все более шаровидным по мере увеличения содержания гелия. Таким образом, держите гелий ниже 50%, если вы не хотите переноса шаровой дуги.
Вы можете максимизировать потенциал проплавления вашего сварочного аппарата MIG, используя смесь He/Ar. Но имейте в виду, что процесс сварки MIG становится все более шаровидным по мере увеличения содержания гелия. Таким образом, держите гелий ниже 50%, если вы не хотите переноса шаровой дуги.
Однако большинству людей для сварки алюминия методом MIG не требуется ничего, кроме баллона с чистым аргоном. Если алюминиевая деталь толстая, вы можете предварительно нагреть ее максимум до 250°F, чтобы не покупать гелиевую смесь только для одной работы. Но профессионалам выгодно использовать смеси Ar/He для создания наилучших алюминиевых сварных швов на более толстых деталях.
Подробнее : Как сваривать алюминий MIG
Подача проволоки и защитный газ
Существует три способа подачи алюминиевой проволоки для сварки MIG:
- Система подачи проволоки аппарата и стандартная горелка MIG (скорее всего
- Пистолет для катушки
- Пистолет двухтактный
Независимо от способа подачи проволоки в качестве защитного газа вам потребуется чистый аргон или смесь Ar/He.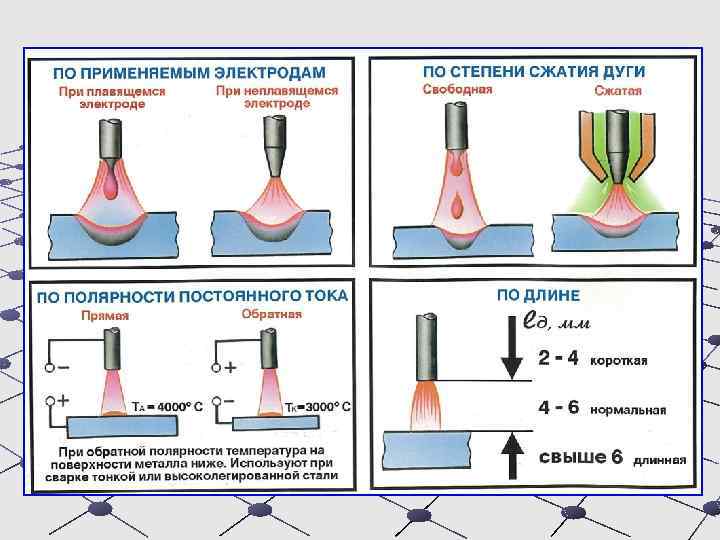
Но имейте в виду, что шпульные пистолеты обычно предназначены для любительского применения и имеют ограниченный рабочий цикл для высокой выходной силы тока. Таким образом, увеличив теплоту дуги за счет добавления гелия, вы можете быстрее перегреть шпульный пистолет. Для работы в тяжелых условиях лучше всего приобрести шпульный пистолет с высоким рейтингом, такой как тот, который поставляется с Hobart Ironman 240, или двухтактный пистолет.
Нержавеющая сталь
Нержавеющая сталь — сложный металл для сварки, и выбор защитного газа непрост. Но, чтобы сделать это как можно проще, давайте обсудим выбор газа, который подходит большинству людей, особенно домашним любителям.
Смесь двух газов
Вы можете сваривать нержавеющую сталь («нержавеющую сталь») с типичным газом 75/25 Ar/CO 2 , и он подходит для большинства людей. Однако это далеко не идеальный защитный газ для СС. Использование 25% углекислого газа в смеси приводит к слишком большому количеству углерода в суставе. В результате нержавеющая сталь может потерять некоторую коррозионную стойкость.
В результате нержавеющая сталь может потерять некоторую коррозионную стойкость.
Если вы хотите придерживаться смеси Ar/CO 2 , поддерживайте содержание CO 2 ниже 5%, чтобы сохранить коррозионную стойкость нержавеющей стали. Но, если вы работаете с любителем, работающим над некритическим соединением, смесь 75/25 приемлема. Вам не придется приобретать еще один бензобак только для того, чтобы снизить процентное содержание углекислого газа в смеси. Но риск коррозии будет выше.
Используйте смесь аргона с 2% максимум 2% кислорода для поддержания коррозионной стойкости нержавеющей стали. Эта смесь также повышает скорость перемещения, позволяя сваривать быстрее, чем с 5% CO 9.0088 2 мы упоминали выше.
Смеси Tri-Mix
Наконец, смесь трех газов He/Ar/CO 2 является лучшим защитным газом для сварки нержавеющей стали. Использование 10 % аргона с 85–90 % гелия и 2–5 % двуокиси углерода обеспечивает значительно более высокую скорость перемещения, чем любые двухкомпонентные смеси. С этим тройным миксом вы можете добиться отличного проплавления, формы валика, стабильности дуги и контроля деформации тонкого металла. Однако эта газовая смесь не всегда может быть лучшим выбором.
С этим тройным миксом вы можете добиться отличного проплавления, формы валика, стабильности дуги и контроля деформации тонкого металла. Однако эта газовая смесь не всегда может быть лучшим выбором.
Как мы упоминали ранее, выбор защитного газа для SS непрост. Существует множество марок нержавеющей стали и множество типов (аустенитная, ферритная, мартенситная и дуплексная). Для разных сплавов требуются разные защитные газы, и выбор газа влияет на конечные характеристики соединения. Таким образом, для профессионального применения вам может понадобиться другая формула тримикс.
Толщина металла
Толщина металла также может играть роль при выборе защитного газа. Тем не менее, зачастую наиболее рентабельно получить защитный газ, который подходит для многих толщин.
Например, можно использовать 75/25 Ar/CO 2 для сварки малоуглеродистой стали почти любой толщины.
Получение специальной смеси экономически целесообразно только в том случае, если вы часто свариваете детали определенной толщины или вам требуется наилучший сварной шов.
Бюджет
Выбор защитного газа влияет на эффективность и стоимость сварочного цеха. Но самодельщикам также не следует тратить больше денег, чем необходимо, на защитный газ и бак.
Газовые баллоны можно приобрести двумя способами: купить или взять напрокат газовый баллон. При покупке резервуара вы можете выбрать между одноразовыми и многоразовыми бутылками. Итак, давайте посмотрим, какой вариант для вас лучший.
Покупка одноразовых или многоразовых баллонов
Одноразовые газовые баллоны более распространены в Великобритании, но их также можно купить в США. Тем не менее, мы бы не рекомендовали одноразовые баллоны с защитным газом, если только вам не нужно сделать несколько мелких сварных швов или сварить на ходу.
Гораздо выгоднее купить многоразовый газовый баллон.
Многоразовые газовые баллоны бывают разных размеров, но наиболее часто продаваемыми являются три: 40, 80 и 125 кубических футов («CF»). Если вы любитель и свариваете только изредка, лучше всего купить бензобак на 40 или 80CF. Однако, если вы часто свариваете или управляете сварочным цехом, баки 125CF — это норма.
Однако, если вы часто свариваете или управляете сварочным цехом, баки 125CF — это норма.
Чтобы узнать больше, прочтите наше полное руководство по размерам баллонов со сварочным газом.
Имейте в виду, что заправлять больший бак дешевле. Кроме того, если вы купите слишком маленький для ваших нужд баллон, вы будете совершать частые поездки в центр газоснабжения, что еще больше увеличит затраты и время простоя.
Если он слишком большой, вы потратите больше денег на бак и потеряете больше места для хранения. Кроме того, перемещение большого танка — это боль. Хотя это звучит очевидно, в идеале у вас должен быть не слишком маленький и не слишком большой бензобак.
Аренда многоразовых баллонов
Сварочные мастерские и требовательные сварщики часто сдают в аренду большие газовые баллоны. Эти бутылки обычно выше 125 CF, но также можно арендовать меньшие размеры.
Условия аренды многоразовых газовых баллонов сильно различаются в зависимости от региона, и часто это не самый рентабельный способ приобретения газового баллона. Я бы не рекомендовал его, если только вам не нужно много бутылок для крупномасштабной операции и вы не пытаетесь сэкономить деньги заранее. Хотя покупка бензобака немного дороже, в долгосрочной перспективе это дешевле.
Я бы не рекомендовал его, если только вам не нужно много бутылок для крупномасштабной операции и вы не пытаетесь сэкономить деньги заранее. Хотя покупка бензобака немного дороже, в долгосрочной перспективе это дешевле.
Стоимость
Первоначальная стоимость баллона с защитным газом и цена заправки во многом зависят от вашего местного поставщика газа. Тем не менее, мы составили таблицу ниже, чтобы обеспечить некоторое базовое сравнение.
Аргон обычно дороже двуокиси углерода, а стандартная смесь 75/25 Ar/CO 2 по цене аналогична 100% Ar.
Что касается 100% CO 2 , убедитесь, что вы получаете углекислый газ промышленного, а не пищевого качества, потому что он не нужен и стоит дороже.
100% Argon Tank Costs
| Size | Initial Cost (full) | Refill |
|---|---|---|
| 40CF | $230 to $260 (example) | $45 to $60 |
| 80CF | $290 to $320 (example) | $55 to $65 |
| 125CF | $350 to $390 (example) | $70 to $85 |
75% Argon / 25% CO
2 Tank Costs| Size | Initial Cost (full) | Refill |
|---|---|---|
| 40CF | $240 to $280 (example) | $45 to $60 |
| 80CF | $290 to $330 (Пример) | $ 55 до 65 $ |
| 125CF | $ 350 до 390 (пример) | $ 70 — $ 85 |
 9000. 9099999999999999999999999999999999999. 709999. 70099.
9000. 9099999999999999999999999999999999999. 709999. 70099.