Как выбрать фрезу для ручного фрезера?

Огромный выбор фрез доступен в нашем каталоге по ссылке
Материал взят с сайта srbu.ru
Разновидности диаметра хвостовика
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах. Это зависит от того какие в комплекте с фрезером идут цанги — втулки, в которых зажимается хвостовик:
- Если они измеряются в миллиметрах, то самые распространённые это на 6, 8 и 12 мм.
- Когда размер указывается в дюймах, то обычно выбирать приходится только из двух из них – это четверть и половина дюйма.
Типы конструкции фрез
В зависимости от стоимости и назначения, они выпускаются в следующих конструкционных модификациях:

В основе таких фрез стальная болванка необходимой формы, к которой приварены режущие кромки. Благодаря простоте изготовления, таких моделей на рынке большинство.
- Со сменными режущими кромками

Отличаются большим сроком службы, так как ножи для них делают двусторонними – когда лезвие затупилось, его переворачивают.
- Монолитные

Режущие кромки выточены прямо в основании – при работе с таким инструментов пропадает даже гипотетическая возможность, что нож отломается, но после нескольких заточек фрезу придется менять.
Типы лезвий фрез
Фрезы бывают с вертикальным, наклонным или спиральным расположением лезвий. Если они прямые, то кусочки дерева будут срублены с заготовки, а наклонные их срезают, что уменьшает вероятность возникновения сколов и увеличивает общее качество фрезеровки.
По материалу и характеристикам лезвия выпускаются двух типов:
- HM – быстрорежущие. Используются для обработки мягких пород дерева или алюминия.
- HSS – твердосплавные. Предназначены для твердых материалов, поэтому у таких режущих кромок лучше температурный коэффициент и прочие характеристики, что также отражается на их цене.
Кроме лезвий, в зависимости от того, в каком месте и какой формы нужно получить выемку в заготовке, используются соответствующие типы фрез для ручного фрезера по дереву.
Фрезы пазовые
Предназначены для выборки паза необходимой ширины и глубины в середине детали или от ее края и к центру. Чаще всего применяется при создании соединения типа шип-паз. При необходимости, если позволяет конструкция упора фрезерной машины, то ширина паза может регулироваться без замены фрезы на бо?льшую по диаметру.
- Фрезы пазовые прямые

Простейший инструмент цилиндрической формы, после использования которого в заготовке остается прямоугольный в сечении паз. Преимущественно используется с погружными фрезеровальными машинами, хотя возможно и применение их с другими моделями.
- Пазовые галтельные

Их режущая головка имеет закругленную форму, благодаря чему в разрезе паз напоминает литеру «U» — в зависимости от глубины реза стенки закругляются сразу же от поверхности заготовки или сначала некоторое время идут от нее под прямым углом.
- Пазовые галтельные V образные

Хотя по определению «галтель» это именно полукруглая выемка, к галтельным относится и фреза, дающая в разрезе «V»-образный паз. Если работа предполагает изготовление пазов с разными углами наклона стенок, то надо иметь соответствующий комплект инструментов.
- Пазовые конструкционные (Т образные и ласточкин хвост)
В сечении полученные пазы образуют перевернутую букву «Т», основание которой выходит на поверхность или правильную трапецию, большая сторона которой обращена к центру заготовки. Это одно из самых надежных соединений, заготовки задвигаются одна в другую и другим способом разъединить их не получится.
- Пазовые фасонные
Наряду с галтельными используется для получения фигурной резьбы и обработки кромок. В сечении пазы напоминают фигурные скобки. Фрезеровать можно как пазы в центре заготовки или снимать кромки с ее краев. Если изготавливается сложный рисунок, то предварительно по его контуру рекомендовано пройти прямой пазовой фрезой – это упростит последующую центровку и уменьшит нагрузку на фрезеровочную машину при применении фасонной фрезы.
Фрезы кромочные
Чаще всего изготавливаются с подшипником, который позволяет обрабатывать кромки и торцы заготовок не только посредством настройки опорного стола, но и по шаблону.
- Кромочные прямые
Для получения плоскости торца заготовки, перпендикулярной пласти (верхней части обрабатываемой детали). При наличии на фрезе подшипника можно обрабатывать кромки округлой формы. Сам подшипник может быть настроен заподлицо к режущим лезвиям или иметь больший/меньший диаметр, что расширяет возможности использования оснастки.
- Кромочные калевочные
Для получения прямой, дугообразной или волнистой фигурной кромки – в зависимости от используемой части фрезы можно смягчить ребро заготовки, скруглить его (двойные фрезы позволяют делать это за один проход), сделать кромку с фальцем и губкой или получить полустержневой выступ. Широко используются для изготовления орнаментов сложной формы. При выборе двойной фрезы надо обращать внимание на возможность регулировки расстояния между режущими лезвиями.
- Кромочные фальцевые

Используются при необходимости выбрать паз прямоугольной формы или четверть на ровной или изогнутой заготовке. Применяя двойной проход, получают шип нужного размера. Глубина выборки регулируется положением фрезеровочной машины или упорным подшипником.
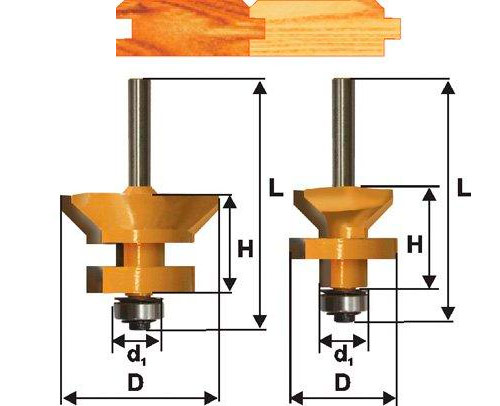
- Кромочные конусные
В зависимости от угла наклона кромки фрезы, они используются для подготовки заготовок перед соединением, получения декоративной фаски или для обработки деталей мебели, которые затем будут соединены в изделия круглой (многоугольной) формы.
- Кромочные галтельные

Применяются для получения паза округлой формы на кромке прямой или фигурной заготовки. Для исключения возможности перекоса фрезы, изготавливается с двумя подшипниками. Результат работы получается такой же, как и при использовании пазовых галтельных фрез, но в ряде случаев кромочные применять гораздо удобнее.
- Кромочные фигурные
Другое название – мультипрофильные. Так как они достаточно массивные и одновременно работают с большой площадью заготовки, применение таких фрез рекомендуется на фрезеровочных машинах мощностью не меньше чем 1600 Ватт. Для работы используется весь профиль фрезы сразу или в различных комбинациях, что позволяет получать кромку стандартной или заданной мастером формы.
- Кромочные полустержневые
Прямое назначение фрезы – обработка кромок заготовок для получения полукруглого выступа. Также есть много дополнительных способов применения – к примеру, если обработать такой фрезой прямоугольную заготовку с двух сторон, то она станет стержнем. Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).
Фрезы комбинированные
Применяются для сплачивания и сращивания деревянных заготовок – объединения их по кромке (для угловых соединений) или торцевой части (для получения широкой доски из нескольких мелких). Комбинированные фрезы объединяют в себе пазовые и шиповые, и рассчитаны, чтобы за один проход создавать оба этих элемента. Использование фрезеровки для этой цели увеличивает склеиваемую площадь досок и отшлифовывает поверхности для их максимального прилегания друг к другу.
- Комбинированные универсальные
Позволяют получить совмещаемые плоскости с шипом и пазом, расположенными под углом друг к другу. Используется одна и та же фреза для обеих сращиваемых заготовок – так как ее не приходится менять, это ощутимо уменьшает время обработки.
- Пазо-шиповые


Используется комплект из двух отдельных фрез – для создания паза в одной заготовке и шипа в другой. Дополнительных промеров и подгонок не потребуется, так как размеры режущих кромок уже рассчитаны при изготовлении инструмента.
- Для изготовления вагонки
Используются по тому же принципу, что и пазо-шиповые, но позволяют получить соединение фигурной формы с большей площадью соприкосновения заготовок, что улучшает характеристики изготавливаемой таким способом вагонки.
- Комбинированные рамочные
Наборные фрезы, позволяющие в нужном мастеру порядке располагать на оси режущие лезвия. Состоят из основания, режущих лезвий, упорных подшипников (одного или нескольких), стопорной шайбы и гайки-фиксатора. При изменении конфигурации фрезы ее основание не вынимается из цанги фрезеровочной машины, чтобы сохранить ее первоначальную настройку.
Фрезы фигирейные
Основное предназначение – декоративная обработка кромок деталей, предназначенных для создания филенок. Фигирейные фрезы оснащены подшипником, поэтому работать можно с прямоугольными и фигурными заготовками. Так как филенки это обычно крупные детали, то средний диаметр фрез составляет 50-70 мм – для их использования желательно использовать фрезеровальную машину мощностью от 1500 Ватт.
- Фигирейные горизонтальные
Используется для частичной обработки филенки. Так как форма фрезы предполагает выборку, начиная от упорного подшипника – это не позволяет сразу же получить шип для вставки филенки в раму. Для его формирования требуется дополнительная обработка кромки.
- Фигирейные горизонтальные двухсторонние
Значительно упрощают процесс работы, так как обработку детали можно выполнить за один проход фрезы, формируя одновременно фигурную часть филенки и шип для вырезанного в раме паза.
- Фигирейные вертикальные


В первую очередь такие фрезы применяются для изготовления плинтусов различной формы, но на практике их возможности гораздо шире – все зависит от того, как настроить и держать фрезеровочную машину. После обработки на заготовке образуется декоративное обрамление и шиповое соединение.
Большой выбор фрез всех типов вы можете найти в нашем каталоге в соответствующем разделе
Для изменения формы и качества деревянной заготовки могут применяться различные инструменты и насадки для них. Довольно большое распространение получили фрезы. Их предназначение заключается в снятии материала с поверхности, являются неотъемлемой оснасткой фрезеровальных и токарных станков. Фрезы по дереву для ручного фрезера сегодня можно приобрести в различных специализированных магазинах. Поверхность подобной оснастки предусмотрены сочетанием различных режущих кромок, которые расположены относительно друг друга под определенным углом. Рассмотрим особенности инструмента подробнее.

Назначение инструмента
Большая часть продукции из пиломатериалов производятся при применении ручного фрезера. Он характеризуется весьма высокой функциональностью за счет возможности смены насадки. Для подобного прибора требуется соответствующая насадка. Фрезы для фрезера по дереву можно встретить в специализированных магазинах. Назначение фрез может существенно отличаться, зависеть от формы режущей кромки. Предназначение заключается в нижеприведенных моментах:
- Получение технологических выемок.
- Изменение формы.
- Доведение шероховатости поверхности до требующегося значения.
Рабочая поверхность во многом определяет то, какие могут проводится технологические операции. Распространен дисковый фрезер по дереву, являющийся функциональным инструментом.
Любая фреза по дереву для ручного инструмента используется для достижения нижеприведенных целей:
- Кромочная обработка. Очень часто для получения готового изделия проводится создание поверхности, напоминающей шип/паз.
- Для врезания петель в поверхность создается соответствующая ниша. Чтобы поверхность выглядела привлекательно, паз должен быть качественным и иметь точные размеры.
- Декоративные поверхности также получаются при применении фрез различной формы.
В продаже встречаются фрезы проходные или фасонные. Кроме этого, классификация проводится по типу применяемого материала при изготовлении основной части или режущей кромки, а также некоторым другим признакам.

Широкая область применения определила появление самых различных фрез. При этом рабочая часть может иметь свою определенную форму, которая определяет конечный результат после фрезерования. К примеру, овальная фреза не является универсальным инструментом. Именно поэтому специалисты сами решают то, какие требуются инструменты для получения той или иной детали.
Виды фрез по дереву
Фрезерование предусматривает снятие определенного количества материала с поверхности. Для подобных насадок требуется соответствующий инструмент. Бывают самые различные виды фрез, что позволяет подобрать самый подходящий вариант исполнения с учетом условий обработки. Основная классификация проводится по конструктивным признакам:
- Сборные. Сегодня торцевая фреза или иной вариант исполнения могут изготавливаться с приваренными режущим кромками. Подобный вариант исполнения довольно прост в изготовлении, за счет чего обходится намного дешевле. Сборные фрезы сегодня встречаются практически на всех производствах, где проводится обработка дерева.
- Со сменными кромками. Профильные фрезы могут иметь сменные режущие кромки, как и многие другие варианты исполнения рассматриваемого инструмента. Это несколько усложняет их производство и повышает стоимость, но улучшаются наиболее важные эксплуатационные характеристики. Съемные кромки могут изготавливаться при применении износостойкого материала, основная часть при более дешевого. После износа рабочей части можно провести смену напаек.
- Монолитные встречаются крайне часто. Рассматривая различные типы фрез уделим внимание тому, что монолитные обходятся дешевле и считаются более прочными, однако после частой заточки подобный тип инструмента приходится выбросить. Монолитные варианты исполнения не выдерживают перегрев, так как нагрузка может концентрироваться на самых различных участках.
Классификация также проводится по типу лезвия. Сегодня угловая фреза или иной вариант исполнения может иметь лезвия с вертикальным или наклонным расположением. Стоит учитывать, что фрезы прямые для зубьев или обработки поверхности при применении приводят к появлению сколов и других дефектов. Для выборки паза или проведения других операций применяется инструмент с двумя типам лезвий:
- Быстрорежущая характеризуется тем, что позволяет проводить обработку при сильной подаче и большой скорости вращения. Рекомендуется отдавать предпочтение подобных фрезам только при работе с мягкими породами дерева.
- Твердосплавные характеризуются тем, что могут выдерживать длительное воздействие. Слишком сильный нагрев может привести к повышению пластичности и снижению износостойкости. Рекомендуется выбирать этот вариант исполнения для обработки твердых пород дерева.

Довольно распространенной классификацией можно назвать область применения инструмента. Не сложно догадаться, что дисковая и горизонтальные варианты исполнения могут применяться для получения различных поверхностей. Выделяют следующие:
- Концевые.
- Конусная.
- Торцевые.
- Пальчиковые и плоские.
- Пазовые прямые или цилиндрические.
- Дисковые.
- Фасонные.
- Полукруглые.
- Вертикальные и Т-образные.
Диаметр фрезы может варьироваться в достаточно большом диапазоне. Некоторые разновидности фрез характеризуются многими другими свойствами, которые должны учитываться.
Размеры фрез также разнообразны. Стоит учитывать, что по этому показателю также есть ограничения, для особых случаев проводится изготовление инструмента на заказ.
Сегодня фреза цилиндрическая по дереву изготавливается достаточно большим количеством различных компаний. При выборе стоит учитывать следующие моменты:
- Допущенные ошибки при производстве становятся причиной, по которой инструмент выходит из строя или не соответствует установленным нормам.
- Тип применяемые материалов также имеет значение. Встречается большое количество различных сплавов инструментальной или иной группы, все они характеризуются своими определенными характеристиками. Известные производители используют более дорогостоящие сплавы.
- Точность геометрической формы также играет важное значение. Применение современного оборудования позволяет достигнуть высокой точности.

Некоторые варианты исполнения достаточно сложны в изготовлении, и их рекомендуется приобретать у известных производителей. Фрезы фигурные сегодня являются частью самых различных наборов. Стоимость изделия также может зависеть от количества используемого материала при изготовлении, за счет чего длинные фрезы обходятся намного дороже.
Концевые фрезы
Сегодня во всех домашних мастерских встречаются концевые фрезы по дереву. Их ключевая особенность заключается в расположении лезвий на торцовой части. Усилие передается за счет передачи осевой нагрузки. В результате применения этого варианта исполнения можно проводить получение различных выборок и пазов в древесине. На поверхности может быть расположено различное количество лезвий, за счет чего изменяется чистота обработки. Фрезы по дереву для ручного фрезера зачастую имеют монолитную конструкцию, но в продаже встречаются и составные варианты исполнения. В эту категорию включаются следующие варианты исполнения:
- Борфрезы.
- Торцевые.
- Спиральные.
- Сферические.
- Конусные.
- Профильные.
Все они могут применяться для получения пазов самой различной конфигурации. Их часто используют для получения шипа и паза. Именно поэтому подобный инструмент для дерева относятся к категории пазовых изделий.
Область применения рассматриваемой группы весьма обширна. Примером можно назвать нижеприведенный список:
- Получение пазов со сложной конфигурацией.
- Обработка торцевой поверхности.
- Украшение плоской или сложной поверхности дерева различными орнаментами.

Борфрезы применяются также для получения шарошак или отверстий с определенными параметрами. Требуется они для выполнения промежуточной операции. В некоторых случаях используется для доведения изделия до финального результата.
Кромочные фрезы по дереву
Сегодня кромочный фрезер получил весьма широкое распространение. Это связано с тем, что подобный инструмент часто применяется для изготовления кромок заготовок из дерева. Фрезы кромочные пазовые встречаются в распространенных профессиональных наборах. В эту группу включены следующие варианты исполнения инструмента для фрезера по дереву:
- Профильные используются для получения требуемой кромки. Они получили весьма широкое распространение, при изготовлении применяются самые различные сплавы, большая часть характеризуется высокой устойчивостью к износу.
- Фасонные или калевочные применяются для закругления формы. Получаемая выпуклая форма составляет ¼ окружности.
- Довольно часто перед специалистом стоит задача в снятии фаски строго под углом 45 градусов. Подобная операция проводится крайне часто, что определяет широкое распространение инструмента для обработки дерева.
- Пазы в кромочной части изделия получаются при использовании дисковых фрез. Они могут изготавливаются при применении различных сплавов, некоторые обладают повышенной износостойкостью.
- Фальцевые используются для выборки четверти в кромочной части изделия. Стоит учитывать, что при установке подшипника можно использовать инструменты при обработке прямых и криволинейных заготовок. Этот конструктивный элемент существенно повышает стоимость изделия, что стоит учитывать. Для регулировки формы паза могут устанавливаться подшипники самой различной формы. При их изготовлении применяется нержавеющая сталь с высокой прочностью. Именно поэтому инструмент прослужит в течение длительного периода.
- Фигерейные относятся в особую группу инструментов по дереву.
- Гальтельные получаются для вырезания специальных желобков в кромке на ¼ окружности.
Чаще всего кромочные фрезы для обработки дерева имеют упорные подшипники. Этот элемент требуется для предотвращения избыточного заглубления. Режущая часть может быть расположена выше или ниже подшипника.

Часто встречается ситуация, когда нет подшипника. Для получения требуемого результата применяется специальный шаблон или копировальная втулка, а также параллельный упор. Фигерные варианты исполнения характеризуются большим диаметром и весом, за счет чего увеличивается передаваемая нагрузка. Именно поэтому при изготовлении создается 12-миллиметровый хвостовик. Область применения заключается в применении в качестве оснастки для стационарных конструкций.
Пазовые фрезы
Часто требуется провести работу по образованию пазов. Применяемая пазовая фреза по дереву может иметь различную форму, классификация выглядит следующим образом:
- Галтельные зачастую приобретают для получения пазов полукруглой формы. Они также весьма распространены, могут иметь различную форму и размеры. Чаще всего этот вариант исполнения применяется для декоративной отделки кромок и торцов. Зачастую при создании продукции наносятся сложные рисунки.
- Конические сегодня получили весьма широкое распространение, так как могут применяться для получения резьбовых витков с различными параметрами. Подобные фрезы для дерева также изготавливаются при применении самых различных материалов.
- Спиральные. Подобный вариант исполнения во многом напоминает концевые элементы. Ключевой особенностью назовем выраженную режущую кромку, которая расположена со внешней стороны. Если уделить внимание форме режущей поверхности, то она напоминает сверло.
- Есть и фрезы пазовые для бруса, которые применяют для получения Т-образного паза.
- Пазовые прямые подходят для получения паза, который имеет прямоугольное усечение. В этом случае подшипник может устанавливаться в верхней или нижней части. В большинстве случаев диаметр подшипника совпадает с диаметром инструмента. За счет этого он расположен заподлицо с режущей кромки. Существенно расширить область применения механизма можно за счет установки подшипника с большим или меньшим диаметром.
- Комбинированные могут использоваться для получения соединительных элементов. Примером можно назвать получение шипа и паза. Стоит учитывать, что комбинированные варианты исполнения получили широкое распространение. За счет одного прохода получается оба требующихся профиля. Именно поэтому получаемое соединение характеризуется высокой надежностью. Однако, усложнение подобной оснастки для фрезера становится причиной увеличения стоимости.
Фреза по дереву чаще всего изготовлены в монолитном виде. Однако, встречаются также варианты исполнения со сменной режущей кромкой.
Копировальные и прямые сегодня встречаются крайне редко, но некоторые производители все же включают их в набор. Подшипник может быть расположен самым различным образом, классификация проводится по типу и количеству режущих кромок, их размеры

Галтельные насадки сегодня встречаются крайне часто, основная часть имеет закругленную форму. При применении подобного варианта исполнения можно получить паз формы «U». За счет этого углы скругляются. Чаще всего подобный паз делают для шпонок при создании различных механизмов из дерева.
Выбор фрезы по дереву
Большое многообразие инструментов определяет возникновение трудностей с их выбором. При этом различные виды фрез по дереву для ручного фрезера могут применяться для получения самых различных поверхностей.
Обеспечить высокое качество поверхности можно только при приобретении качественного набора. Именно поэтому распространенным вопросом можно назвать то, как выбрать фрезу. Основными критериями назовем нижеприведенные моменты:
- Качество исполнения. Различные производители применяют разные технологии производства и оборудование. За счет этого качество существенно отличается.
- Уровень термической прочности также считается наиболее важным параметром. Это связано с тем, что при правильном изготовлении фрезы по дереву она может выдерживать заявленные нагрузки.
- Тип соединительного элемента режущей части с хвостовиком. Большинство вариантов исполнения представлено именно сочетанием крепежной части и режущей кромки. На соединительный элемент оказывается высока нагрузка. Часто можно встретить ситуацию, что из-за нарушения технологии производства промежуточная часть обламывается.
- Материал припоя также имеет значение. При пайке могут использоваться специальные сплавы. Как правило, они обладают меньшей температурой плавления. Именно поэтому при нагреве припой может быстро изнашиваться.
Применяя торцевой фрезер по дереву и комплектующее стоит учитывать, что наиболее важным параметром является тип и качество применяемого припоя. Продольная устойчивость выдерживается исключительно при применении требующегося припойного материала. Примером можно назвать случай обработки груши, дуба, граба и других твердых пород материала.

Специалисты также выделяют в отдельную категорию целые наборы, которые подходят для ручного инструмента. Примером можно назвать продукцию итальянского производителя СМТ. Она сегодня часто встречается в специализированных магазинах.
Классический набор представлен сочетанием следующих инструментов по обработке дерева:
- Обгонные.
- Концевые и пазовые.
- Для сращивания и мебельной обвязки.
- Дисковые.
- Т-образные.
- Профильные.
- Фасочные и фугольные.
- Филенчатые.
- Кромочные.
Встречаются наборы, которые предназначены для выполнения определенных видов работ и получения конкретных изделий. Сегодня покупатель может отдать предпочтение набору, который применяется для изготовления мебельных фасадов, вагонки и других изделий. Стоимость набора варьируется в достаточно большом диапазоне, может зависеть от нижеприведенных моментов:
- Количества инструментов. В набор могут входить варианты исполнения, которые не только отличаются формой режущей кромки, но и размерами. Профессиональные наборы представлены сочетанием просто огромного количества различных вариантов исполнения инструментов.
- Тип применяемого материала при изготовлении основной и крепежной части также оказывает влияние на конечную стоимость набора. В последнее время появились варианты исполнения, которые характеризуются высокой механической и температурной устойчивостью. От стоимости материала во многом зависит стоимость набора.
- Еще одним важным моментом назовем качество бокса, в котором хранятся насадки. Они должны надежно фиксироваться, так как при переносе они могут выпадать. Качественные варианты исполнения исключают вероятность перемешивания насадок. При изготовлении бокса для хранения насадок зачастую применяется пластик, так как он не реагирует на воздействие окружающей среды. В некоторых случаях применяется дерево.
- Популярность бренда имеет также важное значение. Известные производители вкладывают много средств в производство и проверку качества своей продукции для того, чтобы исключить продажу с браком. Однако, в некоторых случаях популярность бренда не обуславливает высокое качество набора.
- Тип проводимой работы. Специалисты не рекомендуют сразу приобретать большие наборы, так как некоторые варианты исполнения могут не потребоваться. Именно поэтому специалисты рекомендуют набирать инструменты для обработки дерева только в процесс наладки производства.
Сегодня фреза для ПШМ может применяться при применении припоя ПС р40 и ПСр 37,5. Их особенностями можно назвать то, что в состав включено большое количество меди и серебра. При применении других сплавов есть вероятность того, что в составе есть никель, который также может обеспечить требуемую прочность. Нельзя рассматривать комплект с инструментами для фрезера, соединение рабочей и крепежной части которых проводится при применении метода сварки. Такая оснастка не может прослужить в течение длительного периода.
При выборе монолитной фрезы нужно уделить внимание твердости материала изготовления. Провести подобную процедуру можно и в домашних условиях, к примеру, при применении специального напильника. Если после механического воздействия на поверхности не остались видимы пятна, то уровень твердости находится в нужном пределе. Оптимальная твердость составляет 58-62 HRC.

В заключение отметим, что при выборе требующегося набора учитывается также и производительность, которую нужно достигнуть. Если производство проводится редко, то можно отдавать предпочтение недорогим наборам. При налаживании профессиональной деятельности рекомендуется отдавать предпочтение более дорогим наборам, так как придется проводить заточку реже. Каждый мастер определяет то, какие именно насадки требуются ему для получения готовой продукции определенного типа.
классификация, конструкции, типы, как выбрать
Обработка изготавливаемых деталей фрезером – представляет множество возможностей. Детали с необходимыми пазами, канавками различной формы необходимы для качественной отделки. Операции по работе ручным оборудованием по дереву выполняются специальным инструментом — фрезами. Каждый тип действий предусматривает отдельную разновидность используемой оснастки.
 Фреза по дереву
Фреза по деревуКлассификация и виды фрез для обработки древесины
Электроинструмент для работы с пиломатериалами – фрезер ручного типа. Поверхности деталей, изготовленных из древесины подвержены выполнению работ при помощи специальных приспособлений. Изготовка изделий, требующих наличие необходимых пазов, выемок и углублений подразумевает использование фрезера по дереву. Перед началом, нужно приобрести оснастку, предназначенную для конкретных целей согласно конфигурации изделия.
Выбор инструмента, обрабатывающего дерево происходит согласно спецификации поделок. Профессионалы имеют достаточный опыт и навыки, чтобы использовать нужное оборудование. Фреза по дереву имеет множество назначений:
- При кромочной обработке используется, чтобы соединить заготовки путем сращивания пазов.
- Изготовка выемок для использования, установки навесных петель, других приспособлений.
- Изготовление декора – в данном случае используется резак изготовки рисунка или при процессах по дереву со сложной конфигурацией.
Инструмент сильно различается типом конфигураций, назначению. До начала производимых действий с деревом, необходимо определить тип и виды, используемых для заготовок. Единица измерения хвостика исчисляется в миллиметрах либо дюймах, в зависимости от типа используемого фрезера. Распространенными вариантами являются виды фрез диаметром от 6 до 12 мм. Стоит сконцентрировать внимание, что использование дюймовой цанги и миллиметрового хвостика недопустимо, так как это может вызвать поломку оборудования, либо травматизму.

Разнообразие фрез по дереву
Производителями комплектов предусматривается различные модификации. На строительном рынке имеется большой выбор видов фрез ручного фрезера, в зависимости от назначения и используемого при изготовлении материала. Оснастка ручного устройства может быть использована для обработки пластика и металла, но наибольшее распространение получила в обработке древесины. Основные разновидности по работе с древесиной.
- Изготовление пазов, формирование углублений производится торцевыми типами фрез.
- Пазовые, используемая цилиндрическая фреза по дереву обрабатывает необходимый паз прямоугольной формы.
- Фасонные оснастки по дереву используются в фигурных углублениях, кромках, позволяют придать уникальности изделию.
- Кромочные изготовлены в конструкции с подшипником, что позволяет изготовить изделие по шаблону.
Важно помнить, что наличие подшипника в ручной фрезе подразумевает его техническое обслуживание. Необходимо смазывать вращающийся элемент тонким слоем, данное действие выполняется по желанию продолжительного срока службы инструмента.
Концевые фрезы

Концевая фреза по дереву
Концевые приборы в конструкции и внешнему виду схожи с обычным сверлом. Отличительной чертой является отсутствие конусной части на конце фрезы. На торцевой части, расположенной к боковым сторонам под углом 90 градусов изготовлены зубья резки. Конструктивная особенность позволяет выполнять различные операции. К основным видам производимых работ относятся:
- Изготовка изделий с пазами определенной глубины, сквозных отверстий.
- Раскрой изделий.
- Сверление, либо обработка кромок детали.
Основными функциями ручного фрезера концевого типа фрез предусмотрено получение в детали пазов замков и петель, устанавливаемых в дверях. Комплект отличается многофункциональностью, с помощью подготовленного оборудования и грамотного подхода можно выполнить множество интересных элементов.
Кромочные фрезы по дереву

Разнообразие кромочных фрез
Кромочные приборы применяют для изготовления разнообразного вида кромок и выемок. Изделия из древесины поддаются обработке ручным фрезером с кромочными фрезами полной обработке. Кромочный вид наиболее распространен в использовании и имеет множество модификаций:
- Профильные наборы обрабатывают детали таким образом, чтобы придать необходимую форму краям.
- Калевочными имеется возможность округлить на четверть окружности край детали.
- Конусные снимают фаску, угол которой зачастую составляет 45 градусов.
- Дисковые служат для изготовления фасок в деталях, делая возможным последующие соединения.
- Фальцевые обрабатывают деталь с кромки, оставляя четверть от высоты.
- Галтельные необходимы для изготовки желобки, которая выведена в четверть окружности.
Кромочные фрезы по дереву, используемые для ручного фрезера зачастую оснащены подшипником, функции которого ограничить глубину необходимой обработки. Вылет регулировки площади обработки производится регулировкой на самом инструменте. Выполнение обработки массивных деталей требует множество попыток. Ручным фрезером производится работа по дереву в несколько этапов, пока не начнет действовать упорный подшипник.
Пазовые фрезы по дереву

Пазовые фрезы по дереву и их размеры
Основное предназначение вида пазовых по дереву – изготовка пазов с помощью ручного электроинструмента. Разновидностей приспособлений достаточно, пазовая фреза, позволяет выполнять действия по дереву ручным фрезером. Основные виды пазовых фрез:
- Спиральные, напоминающие сверло, сформированы с винтовой кромкой внешнего типа. Дают возможность изготавливать детали с выемками и пазами с прямым углом.
- Галтельные – выполнены с закругленным наконечником.
- Конические зачастую используют для действий с плоскостями.
- Фасонные позволяют изготавливать углубления необходимой структуры.
- «Т» образные, фрезы «Ласточкин хвост».
- Комбинированные применяются при стыковке деревянных деталей большого размера.
Большинство видов выполнены в монолитном формате, реже встречаются оснастки из твердосплавного металла.
Копировальные фрезы
Наименее распространенным типом приспособлений при выполнении задач по обработке дерева инструментом ручного типа являются копировальные фрезы. Отличительными особенностями являются многочисленная разновидность режущих элементов, различное расположение упорных подшипников и небольшие размеры. Фрезерная головка, для ремесла по дереву устроена в форме дуги. Углубление в деталь зависит от угла обработки.
Использование инструмента по шаблону позволяет добиться необходимого результата при работах с деревянными заготовками. Использовать ручной фрезер необходимо с точностью и осторожностью, несоблюдение требований может привести к порче детали или электрического оборудования.
Конструкции фрез и их влияние на технологию производства фрезерных операций
Рассматриваемые инструменты подразделены на несколько основных категорий, классифицируется по типу и назначению. Они выполняют свои функции не только под осевой нагрузкой, имеют возможность перемещения во время работы, за счёт наличия боковых кромок. Режущие кромки, точнее их количество, напрямую зависит на качество выполняемых действий ручным фрезером.
Используемый инструмент, предназначенный для обработки принято считать ручной фрезер. Существуют средства исполнения корончатого типа, они позволяют выполнять работы обыкновенной дрелью. В таком случае, фрезерная головка, применяемая по дереву, выполняет роль обработки кромок, изготовления простых отверстий.

- Нож для фрезы по дереву

- Фрезерная головка
Оформление и изготовка изделий с пазами необходимой глубины, размеров осуществляется с помощью торцевых фрез. Ножи, используемые для фрезы по дереву подвергаются немалым нагрузкам. Предотвращение излишней обработки сказывается, за счет использования подшипников. Торцевые фрезы для ручного фрезера позволяют создавать соединения деревянных конструкций посредством системы шип/паз.
Чтобы изготовить на дереве необходимое отверстие, понадобится борфреза. В большинстве случаев такой инструмент используется при промежуточной обработки. Шарошки позволяют «раскрыть» отверстие на необходимую глубину, после производятся дальнейшие действия.
Типы конструкции фрез
Существует множество конструкций и разновидностей оснастки к ручному деревообрабатывающему станку. При выборе инструмента стоит обратить внимание на предназначение, устройство оборудования. Форма заточки фрез может быть двух видов – винтовая и прямая. Использование прямой формы заточки может привести к быстрой порче оборудования, а конечное изделие может получится имея выбоины и заусенцы.
Для работ по дереву ручным фрезером наиболее лучшим вариантом становится использование инструмента винтовой линией расположения зубьев. Единственным минусом является невозможная заточка подручными средствами, чтобы произвести возврат былой остроты, необходимо воспользоваться специальным оборудованием. Используя фрезы, для работ ручным фрезером по дереву следует обратить внимание на угол заточки. Деревянная поверхность наилучшим способом подвергается обработке инструментом, угол заточки которого составляет не более 90 градусов. Конструкцией предусмотрен эффективный вывод стружки, тем самым достигается максимальное действие инструмента.

- Конструкция электрофрезера

- Схема сборки фрезерного станка
Сборные
Наиболее распространенный вид на рынке – сборные. Состоит из болванки, наваренными поверх кромками. Простое изготовление делает их наиболее привлекательных для изготовителя. Относительно невысокая цена позволяет не тратить время на заточку, а просто заменять на новую при потере остроты.
Со сменными режущими кромками
Фрезы со сменными кромками. Имеют сменные режущие кромки, когда происходит потеря остроты ножа с одной стороны, возможно перевернуть инструмент, далее продолжать работу.
Монолитные
Фрезы монолитного типа имеют в основании режущие кромки. Отличаются повышенной прочностью, однако после не продолжительной работы и последующей заточки деталь быстро теряет режущие свойства.
Типы лезвий фрез
Используемые при изготовлении материалы для фрез по дереву отличаются некоторыми характеристиками. Первый тип материала – быстрорежущая сталь. Товары, которые изготавливаются из данного материала, маркируются символами HSS. Ручным инструментом, использование оснастки такого типа, будет легко обработать мягкую древесину. Благодаря заостренным свойствам, скорость работы увеличивается в отношении к твердотельной фрезе.
Режущая часть может быть изготовлена из твердосплавных металлов. Такие изделия обозначены HM, преимущественно используются при обработке твердых пород древесины. Отличительной особенностью является прочность и стойкость к повышенным температурам. Качественно обработать мягкие породы дерева такой фрезой будет затруднительно, так как частота выполненных действий заметно отличается от быстрорежущих материалов.
Функциональные наборы фрез
Зачастую можно встретить в продаже функциональные наборы, которые состоят из двух или более элементов. В данный набор входят приспособления и насадки для фрезера по дереву. Основное предназначение таких наборов – обработка двух или более деталей для получения однотипных соединений. Например, существует набор из 2-х фрез, одна из которых формирует кромку внутри изделия, а вторая позволяет сделать пазовую часть.
Существуют универсальные варианты, которые благодаря конструкции могут использоваться в различных целях. Разборная часть предполагает замену ножей для фрезы, после чего производятся работы с деревом.
Стоит отметить, что наличие стола для хранения всех видов оснастки к оборудованию сократит время на производимые действия, а также существует возможность соорудить подобие фрезерного станка. Установив на стол подвижные упоры, мастер расширяет круг возможностей инструмента для работ по дереву.
Сферы применения
Использование любого типа оборудования предполагает опасные работы с вращающимися элементами. При работе с деревом необходимо помнить о технике безопасности. Выполнение сложных элементов не производится в один подход, кромки фрезы должны быть заточены для наилучшего результата.
Приступая к выполнению, следует понимать какой тип фрезы необходимо использовать. Высокую распространенность получил инструмент кромочной категории. Данная категория дает возможность производить практически все виды работ по дереву собственноручно. Пазовые или цилиндрические фрезы служат в основном для изготовления углублений в торцах материала.
Как выбирать фрезу по дереву под ручной фрезер
Выбор фрез на рынке стройматериалов очень богат. Ценовой диапазон разнообразен, не всегда возможно определиться, правильно ли делается покупка. Необходимо придерживаться нескольких основных условий для правильного выбора фрезы по дереву.
- Качество. Стоит обратить внимание на внешний вид детали. Изделие должно быть без заусенцев, иметь качественную резьбу, посадочные места.
- Термическая прочность указывается в паспорте, чем выше, тем лучше и надежнее при дальнейшем использовании.
- Материал припоя, а также соединение хвостика с частью, ответственную за резку.
Качество пайки изделия играет немаловажную роль при действиях с пиломатериалом. Тогда, когда выполняются работы с твердыми породами дерева, необходим определенный запас прочности инструмента. Припой делится на виды и марки, при покупке необходимо обратить внимание на его качество во фрезе. Желательно обращать внимание на инструмент, марка припоя которого не ниже ПСр 37.5. Чем выше цифра – тем лучше показатели надежности, качества детали. Марка обозначается в составе количеством меди и серебра. При соединении способом сварки, использование фрезера становится небезопасным и бессмысленным.
Монолитные фрезы необходимо проверять перед использованием. Качество металла определяется надпилом. Если появились заметные царапины или трещины, значит стоит отложить данный инструмент. Оптимальная твердость металла от 58 единиц. Качество выполняемых работ ручным фрезером напрямую зависит от наличия приспособлений и комплектов.
Подбор необходимого инструмента правильный путь к хорошему результату при работе с деревом. Фреза, изготовленная для фрезера по дереву должна отвечать всем стандартам и быть качественно изготовленной. Существует множество наборов, которые предназначены для работ по дереву. Качественный комплект гарантирует не только выполненные поставленные задачи, но и безопасную работу.
ТОП 7 лучших фрез для ручного фрезера для новичков
Несколько дней назад я приобрел погружной ручной фрезер. Эту покупку планировал давно, ведь фрезер — это уникальный инструмент, который открывает поистине безграничные возможности в творчестве при работе с деревом. О том на что стоит обратить внимание при покупке фрезера читайте в этой заметке.
Бывает, что с некоторыми дорогими моделями фрезера в комплекте идет набор фрез, иногда прилагается одна фреза. Но чаще всего фрезер идет без фрез. Это не очень удобно для начинающих, но на мой взгляд, логично. Ведь лучше выбрать и приобрести те фрезы, которые нужны именно вам, чем переплатить за комплект, половиной которого вы не будете пользоваться.
В этой статье – информация по самым популярным фрезам, при помощи которых можно сделать очень многое. Именно с фрез из этого списка стоит начать новичкам в освоении этого инструмента.
1. Прямая пазовая фреза

Как следует из названия, фреза предназначена для изготовления канавок (пазов). От параметров фрезы зависит возможная ширина и глубина паза. Однако при выборе глубины паза, стоит также учитывать мощность вашего фрезера.Такая фреза пригодится для многих изделий от шкатулок для шкафов. В частности, именно с помощью такой фрезы, я планирую вырезать канавки под каретку для поперечно реза на своем самодельном циркулярном столе из фанеры.
2. Радиусная (кромочная калевочная) фреза

Используется для обработки кромки детали. Огромное разнообразие профилей радиусных фрез позволяет достичь практически любой возможной конфигурации кромки. Особенно это актуально для мебели и других предметов интерьера. Благодаря наличию подшипника, можно применять такие фрезы как по прямолинейным, так и по криволинейным кромкам.
3. Копировальная фреза для работы по шаблону
С такой фрезой нет ничего сложного в изготовлении нескольких одинаковых фигурных изделий – например декоративных элементов мебели неправильной формы. Сначала изготавливается шаблон, а затем при помощи этой фрезы он копируется необходимое количество раз. Подшипник на фрезе двигается по шаблону, а фреза по заготовке. В результате заготовка полностью повторяет профиль шаблона. Такие фрезы бывают с подшипником внизу или вверху – это вопрос предпочтения мастера.
-

- профиль этих двух деталей абсолютно одинаковый, так как выполнен с использованием копировальной фрезы
4. Галтельная полукруглая фреза
По сути очень похожа на прямую пазовую фрезу, но имеет закругленную режущую часть. Благодаря этому паз получается не прямоугольный, а закругленный. Очень эффектно смотрится на элементах мебели в качестве декора.
-

- пример канавок сделанных полукруглой фрезой
-

- в процессе изготовления канавок
5. Фальцевая фреза с подшипником

Такая фреза идеально подойдет для выборки любого углового паза. В частности широко применяется для выборки пазов для монтажа задней стенке мебели, например шкафа или тумбы.
-

- в процессе работы — выборка паза глубиной 5мм
-

- задняя стенка из фанеры встала идеально
6. Рамочная фреза

Фреза предназначена для создание красивых и прочных соединений под прямым углом. Это могут быть рамы, фасады и любые другие элементы. В данном случае использовалась составная фреза с подшипником. Чтобы сделать ответный паз нужно поменять местами подшипник и одну из режущих кромок. Такую фрезу обычно применяют в стационарно закрепленном к столу фрезере. Линейка очень упрощает задачу.
-

- пример фасада изготовленного при помощи только рамочной фрезы
-

- так выглядит соединение с торца
7. Филеночная фреза

Фреза для выборки филенок на фасадах. Рекомендуется также использовать только на стационарно закрепленном фрезере. Помимо этого удобно и безопасно, когда заготовка поджата сверху.
-

- такой фасад может получиться при использовании филеночной фрезы
Это моя первая заметка о работе с ручным фрезером. Мне по душе пришелся этот инструмент, так что в ближайшее время ждите продолжения.
Благодарю за внимание! Всем удачи в ремесле!
Читайте новые заметки раньше всех – подписывайтесь на канал вТелеграм!
Общайтесь и задавайте вопросы автору блога ВКонтакте!
Каталог фрез по дереву для ручного фрезера

Фрезы классифицируют в основном по их назначению и форме. Наиболее распространённые из них — профильные, пазовые, для выборки четвертей, для снятия фасок, конические для выборки пазов и шипов соединения «ласточкин хвост». Кроме того, домашнему столяру хоть и реже, но приходится иметь дело с такими фрезами по дереву для ручного фрезера, как торцовая, пригоночная, шрифтовая, для обработки кромок и торцов под склейку, а также — для выборки Т-образного паза.
Профильные фрезы для ручного фрезера
Профильная фреза — понятие довольно широкое, которое распространяется на многие базовые виды фрез: для выборки желобка (канавки), четвертную и как один из вариантов — для закругления углов и кромок.
Для формирования сложных профилей можно использовать последовательно несколько различных фрез по дереву для ручного фрезера этого типа или только так называемую многопрофильную фрезу.
Среди фрез по дереву для ручного фрезера для закругления углов и кромок бывают и трёхрадиусные, способные формировать закругления по любому из их радиусов или всеми одновременно.

Фрезы для снятия фасок могут быть различного диаметра с углами наклона режущих кромок к оси вращения 45, 55 и 60°. Эти фрезы имеют только боковые режущие кромки и, как правило, — нижнюю упорную цапфу или упорный подшипник. В отличие от них фрезы для выборки канавок имеют режущие кромки и на нижнем торце.

Пазовые фрезы по дереву для фрезера
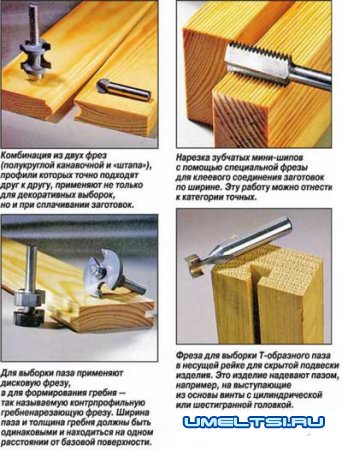
У пазовых фрез есть боковые и торцовые режущие кромки, что позволяет внедрять их в обрабатываемую заготовку в любом месте и вести обработку, смещая фрезерную машинку в нужном направлении. Основные и вспомогательные режущие кромки обеспечивают чистую обработку боковых стенок и дна паза.

Из всех пазовых фрез наиболее часто применяют фрезы цилиндрической формы, в частности, для выборки пазов, четвертей и прорезей, сверления отверстий, нарезки прямых шипов, выборки углублений (гнёзд) в заготовках, соединений врубкой вполдерева, а также при работах с копировальными втулками и шаблонами.
фрезы по дереву для ручного фрезера с прямыми режущими кромками могут быть диаметрами от 2 до 30 мм, а фрезы со спиральными режущими кромками — диаметрами от 3 до 8 мм (с хвостовиком 08 мм). Спиральные фрезы лучше отводят образующуюся при обработке заготовок стружку.
К группе пазовых относятся и фрезы для нарезки шипов (в том числе шипов «ласточкин хвост», режущая головка которых сужается в направлении хвостовика под углом 15°).

Для выборки пазов на кромках заготовок применяют дисковые пазовые фрезы по дереву для ручного фрезера, работающие по принципу дисковой пилы. Их толщина обычно в пределах — 1,5-6 мм при диаметре 40-60 мм. При необходимости выбрать более широкие пазы фрезой совершают несколько проходов.
При выборке паза в середине кромки заготовку после первого прохода поворачивают на другую сторону. Тогда расстояние от стенок паза до пластей заготовки будет одинаковым.
Фрезы для выборки четверти (ФАЛЬЦА)
Такие фрезы отличаются от цилиндрических пазовых наличием упорных цапф или подшипников, направляющих фрезу вдоль кромки, обеспечивая тем самым одинаковую ширину выбираемой четверти. При необходимости выбрать более узкую или более широкую четверть заменяют упорный подшипник на другой соответствующего диаметра или используют другую фрезу.

Если фреза и её упорный подшипник — одинакового диаметра, то такая фреза рассматривается уже как пригоночная (иногда её называют «обгонная»), которой обрабатывают заподлицо с заготовкой кромочные накладки, фанеровку и пр.
При наличии у фрезы вращающейся вместе с инструментом упорной цапфы на обработанной базовой поверхности остаются следы от этой цапфы, с чем приходиться мириться. Упорные подшипники таких следов за собой не оставляют.
Кроме того, выпускают сборно-разборные фрезы и комплекты фрез для разных целей (например, для получения и последующего соединения деталей со сложным профилем).
Специальные фрезы
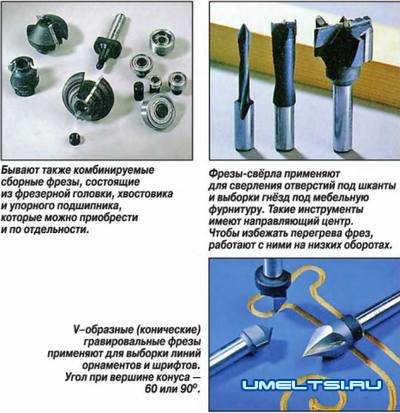
При выполнении декоративных выборок, например, орнаментов, шрифтов пользуются V-образными (коническими) гравировальными фрезами. При этом фрезерную машинку перемещают по разметке свободно от руки.
Для сверления и выборки отверстий применяют фрезы-свёрла с упорным центром и подрезателем. Отверстия под шканты сверлят фрезами 06, 08 и 012 мм. Гнёзда под мебельную фурнитуру выбирают фрезами 015-35 мм. При работе с фрезами большего диаметра фрезерную машинку следует переключать на более низкие обороты.
С помощью некоторых фрез можно формировать два взаимно сочетающихся профиля, один из которых — ответный. Это может быть комплект из двух отдельных фрез, дополняющих друг друга («профиль-контрпрофиль»), или одна фреза, создающая свой ответный профиль при повороте заготовки на другую сторону.
Материал для фрез по дереву
Фрезы делают из быстрорежущей стали (более доступные по цене), из твёрдого сплава (дорогие) и с твердосплавными напаянными пластинами. Стойкость твердосплавных лезвий превышает аналогичный показатель лезвий из быстрорежущей стали почти в 25 раз. Такие фрезы могут применяться также для обработки материалов с высоким содержанием клея (например, ДСП и плит MDF), трудно обрабатываемой древесины (например, тикового дерева), пластика и алюминия. Однако при обработке мягких пород дерева лучший результат дают фрезы из быстрорежущей стали, лезвия которых можно затачивать.
Достойная альтернатива двум этим видам фрез — фрезы со съёмно-поворотными неперетачиваемыми пластинами из твёрдого сплава, которые в сравнении с фрезами с затачиваемыми пластинами — более экономичны (достаточно сказать, что заточка фрезы обходится порой чуть ли не вдвое дороже её стоимости). Снять и поставить режущие пластины в другое положение — дело весьма простое.
Преимущество фрез со съёмно-поворотными пластинами и в том, что их рабочий диаметр остаётся постоянным. При заточке же лезвий он постепенно уменьшается.
Со съёмно-поворотными пластинами бывают фрезы: пазовые (08,010 и 012 мм), для фрезерования по периметру — 016 мм, пригоночные, для снятия фаски и выборки четверти. Ввиду высокой окружной скорости фрезы большого диаметра используют только на стационарных фрезерных устройствах.
Конечно, номенклатура фрез постоянно расширяется, а благодаря этому могут расшириться и технологические возможности домашних мастеров.
Это довольно таки не все фрезы для ручного фрезера. Их много и мы о всех постараемся поведать.
В последние годы большое количество людей сконструировали или приобрели ЧПУ станок и «ударились» в искусство. Как правило, 99% из них непрофессиналы-любители в фрезеровальной индустрии, и не знают таких понятий как «величина подачи на зуб» и «стойкость инструмента», а «скорость резания» и «скорость подачи» для них это одно и тоже. Кроме того, многие фрезеровщики не знают, что под каждый материал, имеющий разную плотность и твёрдость, каждый диаметр фрезы и различное количество ножей у фрезы, выставляются разные режимы фрезеровки. В этом случае любители выставляют режимы из трёх доступных версий:
- «от балды»,
- «от фонаря»,
- «от Кулибина из интернета»
Если хорошо прошерстить Интернет, то необходимые формулы и неупорядоченную, разбросанную как попало, информацию можно насобирать. Но часто полученные данные из заумных формул будут неудобны для применения к реальному станку, например из-за полученных оборотов шпинделя выше, чем имеющийся в наличии, или нестандартных неокруглённых значений оборотов шпинделя, которые непонятно каким образом можно установить на разных станках.
Универсальная таблица подбора скорости подачи фрезы
В таблице ниже, предпринята попытка облегчить жизнь фрезеровщикам – любителям древесины, и приведены расчётные значения для древесины при стандартных удобных значениях оборотов шпинделя.
Упрощённый вариант таблицы для экспресс расчёта доступен по ссылке: скачать
Как пользоваться таблицей?
Предположим у Вас имеется торцевая двухперьевая фреза диаметром 3мм. Находим её в левой колонке таблицы. Если Вы работаете «на дядю», то можете выбрать самые максимальные обороты шпинделя, если не жалко шпиндель, как правило – это 24000 об/мин. Если это личный Ваш станок, или нет желания гонять чужой шпиндель на максимальных предельных оборотах, то выбираем 21000 об/мин. В четвёртой колонке таблицы находим подачу 2388мм/мин. Если будет использоваться сферическая 3D фреза для шлифовки поверхности после предварительной черновой обработки, то допустимо увеличивать подачу вплоть до двухкратного значения =4776мм/мин – это продлит срок службы фрезы. Если хотите быстрее работу закончить, например в два раза быстрее, то лучше применить четырёхпёрую фрезу (6-я колонка), тогда подачу можно установить 4245мм/мин, но для четырёхпёрой 3D фрезы не увеличивают подачу в два раза, аналогично двухпёрой, так как в работе на кончике 3D фрезы участвуют только 2 ножа, а вторые 2 ножа работают частично. Но не всегда ускорение обработки будет возможно на хобби-станке.
Как правило, из-за недостатка средств, и полной экономии, хобби-станок собран из подручных средств и всякого хлама, и не позволяет работать на скоростях выше 2000мм/мин. В этом случае выбирайте меньшие обороты шпинделя и строку с подачей, на которой ваш станок не будет глючить из-за превышения скорости подачи.
В станках, на основе ШВП и шагового двигателя, возможно добиться максимальной скорости подачи 11000 мм/мин при условии отсутствия экономии на требуемых деталях при сборке станка. Но для надёжности, и предотвращения проскакивания шагов при нагрузке на фрезу, не следует пользоваться станком на ШВП при подачах выше 4500мм/мин для фрез с большими диаметрами, и не более 5000мм/мин для фрез с малыми диаметрами. В станках на основе реечной передачи и шагового двигателя, возможно добиться скорости подачи 24000мм/мин (32000 в лучших моделях), но для надёжности, и предотвращения проскакивания шагов при нагрузке на фрезу, не следует пользоваться станком на реечной передаче с шаговым двигателем при подачах выше 13 000мм/мин. При выборе станка следует помнить: станки с ШВП более точные, но и более медленные. Станки для обработки древесины на реечной передаче с шестернями более скоростные, но точность их низкая, даже, если управляются серводвигателями, соответственно очень мелкие и точные изделия изготавливать на них нежелательно и противопоказано.
Профессионалы обычно имеют 2 станка: маленький точный на ШВП для мелочёвки со шпинделем 1.5-2квт, и большой скоростной на реечной передаче для крупных изделий со шпинделем не менее 3квт. Любительский подход к теме типа «хачу один станок, могущий всё» является в корне неправильным для бизнеса. Выбор между шаговым двигателем и сервоприводом – это личное дело каждого, и зависит только от толщины имеющегося кошелька.
Таблица режимов для торцевых фрез при фрезеровке/резке древесины: Ясень, Орех, Граб, Акация, Самшит, Клён
Для Дуба, Бука. Вишни, Берёзы, модельный пластик и т.д., можно умножить горизонтальную подачу на коэффициент 1.13
Для мягких пород типа Сосны, и т.д., можно умножить горизонтальную подачу на коэффициент 1.3
Данные таблицы действительны для прямых фрез со стандартизованой длиной заточки = диаметр фрезы умножить на 4. Все заточки, которые более этого значения — это фрезы с удлиннёной заточкой. Следует уменьшать глубину прохода в слой, подачу и обороты шпинделя для нестандартных заточек до уменьшения визга и прекращения обламывания фрезы.
|
Диаметр фрезы из твёрдого сплава |
Обороты шпинделя |
Горизонтальная подача при определённом количестве ножей у торцевой прямой фрезы |
||||||
|
1 нож: |
2 ножа: |
3 ножа: |
4 ножа: |
|||||
|
0.1мм |
24000 об/мин |
44 мм/мин |
83 мм/мин |
— |
— |
|||
|
21000 об/мин |
38 мм/мин |
72 мм/мин |
— |
— |
||||
|
0.2мм |
24000 об/мин |
67 мм/мин |
127 мм/мин |
— |
— |
|||
|
21000 об/мин |
59 мм/мин |
111 мм/мин |
— |
— |
||||
|
0.3мм |
24000 об/мин |
121 мм/мин |
230 мм/мин |
— |
— |
|||
|
21000 об/мин |
106 мм/мин |
201 мм/мин |
— |
— |
||||
|
0.35мм |
24000 об/мин |
141 мм/мин |
268 мм/мин |
— |
— |
|||
|
21000 об/мин |
124 мм/мин |
235 мм/мин |
— |
— |
||||
|
0.4мм |
24000 об/мин |
162 мм/мин |
306 мм/мин |
434 мм/мин |
544 мм/мин |
|||
|
21000 об/мин |
142 мм/мин |
268 мм/мин |
380 мм/мин |
477 мм/мин |
||||
|
18000 об/мин |
121 мм/мин |
230 мм/мин |
325 мм/мин |
408 мм/мин |
||||
|
0.5мм |
24000 об/мин |
202 мм/мин |
383 мм/мин |
542 мм/мин |
595 мм/мин |
|||
|
21000 об/мин |
177 мм/мин |
335 мм/мин |
475 мм/мин |
681 мм/мин |
||||
|
18000 об/мин |
152 мм/мин |
287 мм/мин |
407 мм/мин |
510 мм/мин |
||||
|
0.6мм |
24000 об/мин |
243 мм/мин |
460 мм/мин |
651 мм/мин |
817 мм/мин |
|||
|
21000 об/мин |
212 мм/мин |
402 мм/мин |
570 мм/мин |
715 мм/мин |
||||
|
18000 об/мин |
182 мм/мин |
344 мм/мин |
488 мм/мин |
612 мм/мин |
||||
|
0.79мм и 0.8мм |
24000 об/мин |
320 мм/мин |
605 мм/мин |
857 мм/мин |
1075 мм/мин |
|||
|
21000 об/мин |
280 мм/мин |
530 мм/мин |
750 мм/мин |
940 мм/мин |
||||
|
18000 об/мин |
242 мм/мин |
459 мм/мин |
650 мм/мин |
816 мм/мин |
||||
|
1.0мм |
24000 об/мин |
404 мм/мин |
766 мм/мин |
1085 мм/мин |
1361 мм/мин |
|||
|
21000 об/мин |
354 мм/мин |
670 мм/мин |
949 мм/мин |
1191 мм/мин |
||||
|
18000 об/мин |
303 мм/мин |
575 мм/мин |
814 мм/мин |
1021 мм/мин |
||||
|
15000 об/мин |
252 мм/мин |
478 мм/мин |
677 мм/мин |
850 мм/мин |
||||
|
1.19мм и 1.2мм |
24000 об/мин |
481 мм/мин |
911 мм/мин |
1291 мм/мин |
1620 мм/мин |
|||
|
21000 об/мин |
421 мм/мин |
797 мм/мин |
1130 мм/мин |
1417 мм/мин |
||||
|
18000 об/мин |
361 мм/мин |
683 мм/мин |
968 мм/мин |
1215 мм/мин |
||||
|
15000 об/мин |
303 мм/мин |
574 мм/мин |
813 мм/мин |
1020 мм/мин |
||||
|
1.5мм |
24000 об/мин |
606 мм/мин |
1148 мм/мин |
1627 мм/мин |
2041 мм/мин |
|||
|
21000 об/мин |
530 мм/мин |
1005 мм/мин |
1424 мм/мин |
1786 мм/мин |
||||
|
18000 об/мин |
455 мм/мин |
861 мм/мин |
1220 мм/мин |
1531 мм/мин |
||||
|
15000 об/мин |
379 мм/мин |
717 мм/мин |
1017 мм/мин |
1276 мм/мин |
||||
|
1.59мм |
24000 об/мин |
643 мм/мин |
1218 мм/мин |
1726 мм/мин |
2165 мм/мин |
|||
|
21000 об/мин |
563 мм/мин |
1066 мм/мин |
1510 мм/мин |
1895 мм/мин |
||||
|
18000 об/мин |
482 мм/мин |
914 мм/мин |
1294 мм/мин |
1624 мм/мин |
||||
|
15000 об/мин |
402 мм/мин |
761 мм/мин |
1078 мм/мин |
1353 мм/мин |
||||
|
2.0мм |
24000 об/мин |
875 мм/мин |
1658 мм/мин |
2348 мм/мин |
2946 мм/мин |
|||
|
21000 об/мин |
765 мм/мин |
1450 мм/мин |
2054 мм/мин |
2578 мм/мин |
||||
|
18000 об/мин |
656 мм/мин |
1243 мм/мин |
1761 мм/мин |
2210 мм/мин |
||||
|
15000 об/мин |
547 мм/мин |
1036 мм/мин |
1467 мм/мин |
1841 мм/мин |
||||
|
2.35мм и 2.38мм |
24000 об/мин |
1073 мм/мин |
2033 мм/мин |
2879 мм/мин |
3613 мм/мин |
|||
|
21000 об/мин |
939 мм/мин |
1778 мм/мин |
2520 мм/мин |
3161 мм/мин |
||||
|
18000 об/мин |
805 мм/мин |
1525 мм/мин |
2160 мм/мин |
2710 мм/мин |
||||
|
15000 об/мин |
674 мм/мин |
1277 мм/мин |
1809 мм/мин |
2270 мм/мин |
||||
|
3.0мм |
24000 об/мин |
1440 мм/мин |
2729 мм/мин |
3866 мм/мин |
4852 мм/мин |
|||
|
21000 об/мин |
1260 мм/мин |
2388 мм/мин |
3383 мм/мин |
4245 мм/мин |
||||
|
18000 об/мин |
1080 мм/мин |
2047 мм/мин |
2900 мм/мин |
3639 мм/мин |
||||
|
15000 об/мин |
900 мм/мин |
1706 мм/мин |
2416 мм/мин |
3032 мм/мин |
||||
|
12000 об/мин |
720 мм/мин |
1364 мм/мин |
1933 мм/мин |
2426 мм/мин |
||||
|
9000 об/мин |
540 мм/мин |
1023 мм/мин |
1450 мм/мин |
1819 мм/мин |
||||
|
6000 об/мин |
360 мм/мин |
682 мм/мин |
966 мм/мин |
1212 мм/мин |
||||
|
3000 об/мин |
180 мм/мин |
341 мм/мин |
483 мм/мин |
606 мм/мин |
||||
|
3.175мм |
24000 об/мин |
1540 мм/мин |
2916 мм/мин |
4132 мм/мин |
5185 мм/мин |
|||
|
21000 об/мин |
1347 мм/мин |
2551 мм/мин |
3615 мм/мин |
4537 мм/мин |
||||
|
18000 об/мин |
1155 мм/мин |
2188 мм/мин |
3099 мм/мин |
3888 мм/мин |
||||
|
15000 об/мин |
962 мм/мин |
1823 мм/мин |
2582 мм/мин |
3240 мм/мин |
||||
|
12000 об/мин |
770 мм/мин |
1458 мм/мин |
2066 мм/мин |
2592 мм/мин |
||||
|
9000 об/мин |
577 мм/мин |
1094 мм/мин |
1549 мм/мин |
1944 мм/мин |
||||
|
6000 об/мин |
385 мм/мин |
729 мм/мин |
1033 мм/мин |
1296 мм/мин |
||||
|
3000 об/мин |
192 мм/мин |
365 мм/мин |
516 мм/мин |
648 мм/мин |
||||
|
4.0мм |
24000 об/мин |
2081 мм/мин |
3944 мм/мин |
5587 мм/мин |
7010 мм/мин |
|||
|
21000 об/мин |
1821 мм/мин |
3450 мм/мин |
4888 мм/мин |
6134 мм/мин |
||||
|
18000 об/мин |
1561 мм/мин |
2958 мм/мин |
4190 мм/мин |
5258 мм/мин |
||||
|
15000 об/мин |
1300 мм/мин |
2465 мм/мин |
3492 мм/мин |
4382 мм/мин |
||||
|
12000 об/мин |
1040 мм/мин |
1972 мм/мин |
2793 мм/мин |
3505 мм/мин |
||||
|
9000 об/мин |
780 мм/мин |
1479 мм/мин |
2095 мм/мин |
2629 мм/мин |
||||
|
6000 об/мин |
520 мм/мин |
986 мм/мин |
1397 мм/мин |
1753 мм/мин |
||||
|
3000 об/мин |
260 мм/мин |
493 мм/мин |
698 мм/мин |
876 мм/мин |
||||
|
4.76мм |
24000 об/мин |
2666 мм/мин |
5050 мм/мин |
7156 мм/мин |
8980 мм/мин |
|||
|
21000 об/мин |
2333 мм/мин |
4420 мм/мин |
6262 мм/мин |
7857 мм/мин |
||||
|
18000 об/мин |
1999 мм/мин |
3789 мм/мин |
5367 мм/мин |
6735 мм/мин |
||||
|
15000 об/мин |
1666 мм/мин |
3157 мм/мин |
4473 мм/мин |
5613 мм/мин |
||||
|
12000 об/мин |
1333 мм/мин |
2526 мм/мин |
3578 мм/мин |
4490 мм/мин |
||||
|
9000 об/мин |
999 мм/мин |
1894 мм/мин |
2684 мм/мин |
3368 мм/мин |
||||
|
6000 об/мин |
666 мм/мин |
1263 мм/мин |
1789 мм/мин |
2245 мм/мин |
||||
|
3000 об/мин |
333 мм/мин |
631 мм/мин |
895 мм/мин |
1122 мм/мин |
||||
|
5.0мм |
24000 об/мин |
3108 мм/мин |
5890 мм/мин |
8344 мм/мин |
10470 мм/мин |
|||
|
21000 об/мин |
2720 мм/мин |
5153 мм/мин |
7300 мм/мин |
9162 мм/мин |
||||
|
18000 об/мин |
2331 мм/мин |
4417 мм/мин |
6258 мм/мин |
7853 мм/мин |
||||
|
15000 об/мин |
1943 мм/мин |
3681 мм/мин |
5215 мм/мин |
6544 мм/мин |
||||
|
12000 об/мин |
1555 мм/мин |
2945 мм/мин |
4172 мм/мин |
5235 мм/мин |
||||
|
9000 об/мин |
1166 мм/мин |
2209 мм/мин |
3129 мм/мин |
3926 мм/мин |
||||
|
6000 об/мин |
777 мм/мин |
1472 мм/мин |
2086 мм/мин |
2618 мм/мин |
||||
|
3000 об/мин |
388 мм/мин |
736 мм/мин |
1043 мм/мин |
1308 мм/мин |
||||
|
6.0мм |
24000 об/мин |
4338 мм/мин |
8212 мм/мин |
11645 мм/мин |
14612 мм/мин |
|||
|
21000 об/мин |
3796 мм/мин |
7192 мм/мин |
10189 мм/мин |
12786 мм/мин |
||||
|
18000 об/мин |
3254 мм/мин |
6165 мм/мин |
8734 мм/мин |
10960 мм/мин |
||||
|
15000 об/мин |
2712 мм/мин |
5138 мм/мин |
7278 мм/мин |
9133 мм/мин |
||||
|
12000 об/мин |
2169 мм/мин |
4110 мм/мин |
5822 мм/мин |
7307 мм/мин |
||||
|
9000 об/мин |
1626 мм/мин |
3082 мм/мин |
4367 мм/мин |
5480 мм/мин |
||||
|
6000 об/мин |
1085 мм/мин |
2055 мм/мин |
2911 мм/мин |
3653 мм/мин |
||||
|
3000 об/мин |
542 мм/мин |
1028 мм/мин |
1455 мм/мин |
1827 мм/мин |
||||
|
6.35мм |
24000 об/мин |
4515 мм/мин |
8555 мм/мин |
12119 мм/мин |
15208 мм/мин |
|||
|
21000 об/мин |
3951 мм/мин |
7485 мм/мин |
10604 мм/мин |
13307 мм/мин |
||||
|
18000 об/мин |
3386 мм/мин |
6416 мм/мин |
9089 мм/мин |
11406 мм/мин |
||||
|
15000 об/мин |
2822 мм/мин |
5347 мм/мин |
7575 мм/мин |
9505 мм/мин |
||||
|
12000 об/мин |
2258 мм/мин |
4277 мм/мин |
6060 мм/мин |
7604 мм/мин |
||||
|
9000 об/мин |
1693 мм/мин |
3208 мм/мин |
4545 мм/мин |
5703 мм/мин |
||||
|
6000 об/мин |
1129 мм/мин |
2139 мм/мин |
3030 мм/мин |
3802 мм/мин |
||||
|
3000 об/мин |
564 мм/мин |
1070 мм/мин |
1515 мм/мин |
1901 мм/мин |
||||
|
7.95мм и 8.0мм |
24000 об/мин |
|||||||
Основные виды фрез по дереву для ручного фрезера
Настоящим помощником в доме является фрезер для ручной работы c разнообразными резцами. Их использование превращает деревянные бруски в настоящие произведения искусства. Ознакомимся с самыми востребованными фрезами по дереву, назначением и применением.
Что такое ручной фрезерный станок
Ручным фрезерным станком в домашних условиях обрабатываются мелкие деревянные детали. Рассмотрим, какие бывают комплекты фрез и для чего они используются.
Основное применение:
- Для установки дверей
- Для монтажа оконных рам (рамочные фрезы)
- При обтачивании небольших брусков и планок
- При создании отверстий для установки дверных и оконных замков
Фрезер используется только в точечных работах на небольших деревянных участках.
Мощность инструмента бывает:
Лёгкая модель имеет мощность до 750 Вт. Подходит для выполнения мелких работ в домашних условиях.
Обладая мощностью 750–900 Вт, модель является востребованной. Это незаменимый помощник во время монтажа мебельной обвязки и создания фигурных деталей из деревянных брусков.
Тяжёлая модель используется для выполнения профессиональных изделий. Она имеет мощность 900–1200 Вт.
Классификация насадок по дереву для ручного фрезера
Независимо от технических характеристик, оснастку можно разделить по специфике использования.
Спиральный резец позволяет находиться инструменту в постоянном контакте с древесным материалом. Это приводит к более ровному резу.
С помощью профильных оснасток закругляют углы, снимают фаски и делают выборку канавок. Микрошиповая фреза – одна из разновидностей. На ней присутствуют боковые и торцевые кромки. При помощи этой фрезы формируется соединение «шип – паз»;
Кромочный вид резца, который придает кромке эстетичный вид. В нем отсутствуют ножи на конце, а наличие подшипника на конструкции способствует выполнению кромки столешницы по лекалам и получения фаски на кромке изделия.
Важно! Чтобы продлить работу подшипника, его регулярно нужно смазывать машинным маслом.
Чтобы деревянные заготовки выглядели чисто – с пазами и канавками, стоит остановить свой выбор на пазовых длинных резцах. Они могут представлять собой как твердосплавный монолит, так и стальной инструмент с быстрорежущими напайками. Плиты МДФ и ДСП обрабатывают удлиненным режущим инструментом для ручного фрезера.
Сферические фрезы по дереву имеют круглое очертание. Ими обрабатывают торцы деревянных деталей, создают пазы. Отличительной чертой этого типа резца является наличие режущей части по всей окружности. Это преимущество даёт возможность инструменту работать под любым углом как на всей рабочей поверхности, так и на отдельных участках.
Как выбрать пазовые фрезы. Их основные виды
Цилиндрическая форма резца после работы оставляет прямоугольное сечение в пазе. Это самый простой инструмент.
Фрезы с закругленной режущей головкой используют для фигурной обработки столярных заготовок. Применяют для декоративной обработки мебельных элементов, а сечение паза напоминает конфигурацию буквы U.
- V–образные 90˚
Резцы используют для получения на деревянной детали небольшой канавки V–образного вида. Боковые стенки ее между собой имеют угол 90˚.
- Конструкционные
Резец в заготовке образует перевёрнутую букву Т. Основание его имеет форму правильной трапеции. Это очень надёжное соединение. Если заготовки задвинулись между собой, то по-другому их не разъединить.
Инструмент используют для декоративных и кромочных работ. Их называют ещё филёнчатые. В сечении паза получается форма фигурной скобки. Фрезеруют не только центр, но и край заготовки.
Важно! Фрезы – расходный материал. Необходимо делать запас резцов, так как они срабатываются во время обработки деревянных заготовок.
Пальчиковые (обгонные) заточки состоят из хвостовой, основной и рабочей части. С помощью инструмента формируется углубление определённой конфигурации, обрабатывается кромка, врезаются петли или другие фурнитурные элементы. А на поверхности бруска можно выполнить декоративные элементы объёмных форм.
Резцы бывают выпуклые и вогнутые с реверсным вращением, что делает их универсальными. Они выполняют сложную или фигурную обработку деревянных заготовок.
Фреза имеет цилиндрическую форму, режущую кромку, дополнительные торцовые элементы, которые защищают дно канавки. Они идут со сменными ножами. Обрабатывают выемки и уступки. Заточка глубоко проникает в заготовку, обрабатывает отверстие и плоскость, которые расположены под углом 90˚ друг к другу.
Строительная индустрия предлагает фрезы наборные из 10, 12, 50 и 60 штук. Выбирать инструмент нужно по техническим параметрам.
- Профиль–контрпрофиль
С помощью некоторых фрез можно формировать два взаимно сочетающихся профиля, один из которых – ответный. Это может быть комплект из двух отдельных фрез, дополняющих друг друга («профиль–контрпрофиль»).
Строгальная фреза изготовлена из легкого, но прочного сплава, оснащена четырехсторонними твердосплавными ножами, предназначена для фугования гладких поверхностей древесины мягких и твердых пород или фрезерования криволинейных заготовок из дерева, фанеры, МДФ на фрезерных одношпиндельных станках с ручной и механической подачей заготовок.
Нужно обращать внимание:
- на пайку, которая при длительной работе может потерять свою продольную устойчивость;
- на пластину с хвостовиком, которые должны быть прочно припаяны материалом артикула ПСр 40 или ПСр 37,5 с серебром и медью;
- на тепловую прочность, которая проверяется методом нагрева до температуры 200–250˚ С. В этом случае продольная ось не должна биться больше, чем на 0,05 мм.
Фрезы, изготовленные из быстрорежущей стали, имеют лучшую прочность, по сравнению с монолитными резцами из инструментальной стали.
Используются для получения на поверхности заготовок 3D рельефов. Хвостовик в конусной фрезе может иметь диаметр 4, 6 и 8 мм. Глубина рельефа зависит от выбранного диаметра хвостовика. Ею обрабатывают внешние кромки, декоративные фаски, мебельные детали, которые впоследствии будут соединяться в круглую форму.
- Долбёжные
Данными фрезами выполняют долбёжно-пазовальные работы в древесных заготовках. Производители используют высокопрочную сталь с антикоррозийной защитой.
Размеры фрез по дереву
Основные параметры оснастки – длина и диаметр. Самым востребованным диаметром для хвостовика является размер 6, 8 и 12 мм. Он является ключевым для инструмента. В магазине продаются фрезы с диаметром ¼ дюйма – 6,35 мм и ½–12,7 мм. Они не подходят к 6 и 12 мм цангам.
Важно! Диаметры хвостовика и цанги должны быть одинаковыми по размеру. Небольшая разница не даст ожидаемого результата в работе.
Заключение
Ознакомившись с видами фрез, можно сделать вывод, что фрезерование имеет большие возможности – формирует кромки, филенки, пазы, канавки разной глубины и конфигурации. Каждый тип инструмента предназначен для определенного вида работы. Фальцевая фреза применяется для получения оконных пазов под стекло в деревянных рамах. Изготовление фасада мебели фасадными фрезами, плинтуса, паркетной доски, поручней, багета возможно другими видами. Сколько стоят фрезы по дереву, можно увидеть в любом строительном или специализированном магазине. Отдельная группа продукции – алмазные фрезы по дереву. Они отличаются самой высокой прочностью, но и цена в разы выше. Имеются фрезы по алюминию, по камню, по металлу, но это уже другая тема.
Во время работы ручным фрезером необходимо соблюдать технику безопасности. Обязательно должны быть спецодежда и респиратор.
Хотя вы можете использовать концевые фрезы и спиральные сверла, которые типичны для нестандартных маршрутизаторов (маршрутизаторы также называются портальными фрезами, если хотите), в мире ЧПУ существует ряд специальных фрезерных бит с ЧПУ, которые могут помочь в самых разных ситуациях. и это то, о чем эта статья. Для получения дополнительной информации о обычных фрезах (большинство из которых также можно использовать на маршрутизаторе, за исключением более крупных инструментов, таких как торцевые фрезы), ознакомьтесь с нашим Полным руководством по фрезерам.Чтобы получить более общее представление о том, как выбрать правильный нож, попробуйте нашу серию по выбору ножей для мельниц и маршрутизаторов.
Давайте сделаем краткий обзор с несколькими советами:
Upcut против Downcut

Up-Cut против геометрии Down-Cut (Предоставлено Eagle America)
В зависимости от того, каким образом спираль идет на резак, вы получаете резак, который либо перемещает стружку вверх, либо вниз. Каким бы ни был чип, на заготовку также воздействует сила в тех же направлениях.Таким образом, резка приведет к перемещению стружки вверх и наружу, и она будет тянуться к заготовке. Кстати, в мире обычных концевых фрез некоторые фрезы называются левшами или правшами. Это не то же самое, потому что это относится к фактическому вращению шпинделя. Вы можете получить биты вращения левого (против часовой стрелки) вращения, но 95% битов сокращения — это правое вращение.
Почему вы заботитесь об урезанном долоте?
Сокращение — это обычная мельница для всех целей и задач.Недостаток древесины и материалов, которые могут сколоться, заключается в том, что она хочет тянуть скол вдоль верхнего края. Так как вырубка проталкивается вниз, она оставляет более чистый срез сверху, но может потрепать нижний край.
Workholding это еще одна проблема. Разрез хочет подтянуть заготовку. Если у вас есть гибкая заготовка (например, фанерный лист или алюминиевая пластина 1/2 ″ — фанера гибкая), потянув за нее, вы можете наклонить ее и сделать резку неточной. Вакуумный стол очень помогает в этом.
Хорошо, почему бы не всегда использовать вырубку, делать более чистые надрезы и крепко прижимать заготовку к столу?
Ответ заключается в том, что резка прижимает стружку к нижней части отверстия, что далеко от идеала.Если вы читаете блоги CNCCookbook, вы услышите, как я говорю о необходимости быть параноиком по поводу очистки чипов. Это меньше проблема с деревом, чем металл, но это все еще очень большая проблема. Подумайте об использовании вырубки для окончательного финишного прохода, когда осталось меньше стружки для очистки и где вы хотите избежать сколов верхнего края реза.
При использовании нашего программного обеспечения G-Wizard Feeds and Speed, относитесь к выточкам как к обычным концевым фрезам. Для вырубки выберите тип Endmill, а затем выберите тип насадки «downcut».
Это выглядит так:

на самом деле является первым калькулятором скоростей и подач, разработанным специально для пользователей с ЧПУ.
У меня был машинист, пишущий со следующим анекдотом о вырубленных битах:
При резке вниз концевая пробка часто не разрезается. Это заканчивается вращением на конце бита. У меня был не один случай, когда закручивалась пробка в разрезе… они становятся такими горячими, что загораются в стружечной плите с малой плотностью.Так как вакуумный насос выходит наружу, вы часто не понимаете, что у вас возник пожар.
Еще один совет: левая концевая фреза, которая меньше диаметра заклинившего винта, может стать отличным способом удаления винта. Противоположное вращение создает «откручивающее» давление, когда материал обрезается, чтобы ослабить резьбу.
Компрессоры
Компрессор…
Представьте себе, что вы комбинируете сокращение и сокращение, и вы получаете компрессионный резак.Флейты буквально идут в одну сторону на нижнюю половину длины флейты, а другой — на верхнюю. Компрессоры предназначены для фанеры, композитов и ламинатов. Они используются, потому что тянет к середине фрезы, что уменьшает сколы как сверху, так и снизу. Используйте один, чтобы полностью прорезать лист фанеры, и у вас будут более чистые края с обеих сторон.
Учитывая проблемы с очисткой стружки и желаемое использование для предотвращения сколов, G-Wizard имеет специальные настройки для компрессионных резаков.При использовании нашего калькулятора подачи и скорости фрезерного станка с ЧПУ G-Wizard выберите тип концевой фрезы и нажмите «Тип сжатия»:

Не пытайтесь использовать компрессионный резак на металле!
Биты «Diamond Cut»
Фреза для алмазной резки…
Теперь мы говорим о некоторых сумасшедших флейтах. Алмазная огранка очень похожа на рашпиль дерева, и это почти то же самое. Они отлично подходят для финишной резки, но их способность удаления материала ограничена по сравнению с другими видами резцов.Так как они бережно относятся к материалу, их часто используют с композитами, материалами для печатных плат и другими слоистыми материалами. Консультируйтесь с рекомендациями производителя, пока мы не добавим вариант «Diamond Cut» в G-Wizard, хотя вы, вероятно, можете использовать его как концевую фрезу HSS (даже твердосплавную), если для параметра «Черепаха-заяц» установлено значение «Полная черепаха».
Chipbreaker
Это то, что металлический мир называет «грубее» или «грубее кукурузного початка». Края зазубрины для дробления стружки на более мелкие куски и быстрого перемещения материала при черновой обработке.Мне очень нравятся эти плохие парни: за дополнительной информацией обращайтесь к нашей статье о грубостях.
В G-Wizard выберите концевую мельницу и щелкните тип наконечника «Serrated Rougher», чтобы получить дополнительную производительность.
Прямые фрезы
Сохранил их навсегда, так как я не большой поклонник. Спиральная канавка позволяет кромке постепенно увеличивать сцепление с чипом. Для прямой флейты это происходит одновременно, когда весь край врезается в заготовку. Металлический мир не видит этой геометрии, кроме развёрток, у которых совершенно другая функция.Причина, по которой эти резцы производятся и продаются, в том, что они намного дешевле. Для ЧПУ они кажутся отходами, и я бы никогда не использовал их ни на чем, кроме дерева или пластика. Согласно Wealden Tool, спирально-рифленый резак может работать в 3 раза быстрее и лучше обрабатывать поверхность. ОТО, они дешевые. Один машинист написал, что он в основном использует прямые фрезы на деревянных проектах, потому что они намного дешевле.
Для подачи и скорости при использовании нашего программного обеспечения G-Wizard Speeds and Feeds выберите тип Endmill и затем нажмите тип наконечника «Straight Flute».
Spoilboard Surfacing
Резцы для спойлингапохожи на фрезы и фрезы, которые можно найти на обычных фрезерных станках с ЧПУ. Их цель — максимально быстро выровнять всю поверхность спойборда.

Типичный бит для фальцовки спойборда, любезно предоставленный Rockler…
Чтобы узнать, как использовать эти биты, как выбрать правильный для вашего фрезерного станка с ЧПУ, какие из них наиболее популярны, и как рассчитать их подачу и скорость, ознакомьтесь с нашим полным руководством по режущим инструментам для спойлборда.
Фрезы и скорости фрезерного станка с ЧПУ
Если вы рубите древесину, обратитесь к нашему специальному руководству по подаче и скорости подачи древесины . Если вам нужно рассчитать подачу и скорость для фрезерного станка с ЧПУ, обязательно обратитесь к G-Wizard. Он имеет ряд функций, которые делают его самым мощным калькулятором для фрезерных станков с ЧПУ . Кроме того, вы можете получить бесплатную 30-дневную пробную версию:

Маршрутизатор — это один из самых универсальных инструментов, которые вы можете использовать в своей мастерской, но при наличии такого большого количества различных маршрутизаторов может быть сложно определить, какие из них купить, особенно если вы новичок в маршрутизации.
Если вы хотите расширить свою деревообрабатывающую коллекцию, почему бы не взглянуть на наш выбор девяти ½-дюймовых фрез, чтобы добавить к вашему ассортименту качественных, пригодных к использованию фрез?
Справочник покупателяПокупки гидов icon
Фрезерный станок для бисерно-носовой канализацииШтативные режущие бусинки и фрезы используются для создания закругленного переднего края ступеней или подоконников.Кроме того, они также могут быть использованы для создания декоративного ступенчатого полуборта на таких предметах, как деревянные полки. Доступные в нескольких размерах, меньшие размеры могут использоваться со свободным ручным маршрутизатором и боковым ограждением, но для больших размеров рекомендуется настройка таблицы маршрутизатора. Изменяя настройки и используя разные размеры, можно получить ряд разных результатов.
Этот фрезерный станок выполняет операцию за один проход, что означает, что можно резать на полную глубину за один проход.
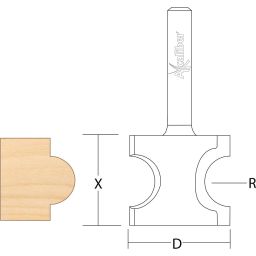
Справочник покупателяПокупки гидов icon
Конусный набор для обработки языка и пазов
Достигните точных соединений языка и канавки на таких предметах, как столешницы и дверные панели, используя эти два соответствующих ножа. Соединение шпунта и канавки увеличивает площадь склеивания между досками по сравнению со стандартным стыковым соединением.Конусный профиль создает больше прочности, улучшая точное выравнивание. Блокировка досок приводит к более быстрому склеиванию и очистке после. Оба ножа имеют направляющие, что означает, что можно создавать изогнутые блокирующие элементы. Идеально подходит для материалов толщиной от 21 мм до 31 мм.

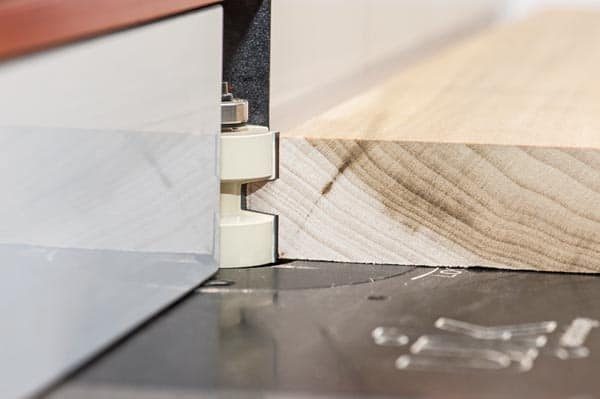

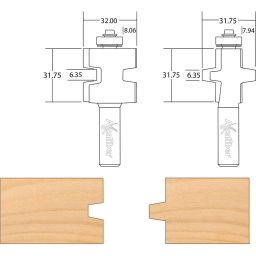
Справочник покупателяПокупки гидов icon
Набор ножей с регулируемым пальцем
Конический профиль регулируемого ножа для пальцевых соединений обеспечивает один из самых надежных способов соединения цельной древесины из стороны в сторону (соединение) или даже до конца зерна вместе.Точность соединения и увеличенная площадь склеиваемой поверхности обеспечивает соединение, которое намного прочнее, чем другие методы соединения. Комплект состоит из шести взаимозаменяемых двухзубых ножей, которые могут быть переставлены для резки материала толщиной от 12,7 до 36 мм. Количество резцов изменяется в зависимости от толщины обрабатываемой детали. Доступно только с хвостовиком 1/2 ″ и строго для использования в таблице маршрутизатора.

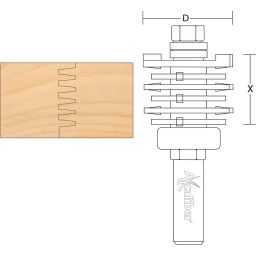
Справочник покупателяПокупки гидов icon
Реверсивный резак для фрез и рельсов (скос)
Изготовление таких предметов, как кухонные двери, панели для ванн или даже витрины, возможно с помощью реверсивного стилевого и рельсового ножа.Этот простой профиль скоса создает классический незагроможденный результат. Просто переставьте точно отшлифованные компоненты резака, чтобы можно было обрабатывать как концевой срез (рельс), так и длинный срез (шпильку). Реверсивный стилевой направляющий подшипник и режущий рельс позволяют выполнять точную повторную настройку и обработку изогнутых компонентов. Подходит для использования только в таблице маршрутизатора и для материалов толщиной от 12 до 22 мм.
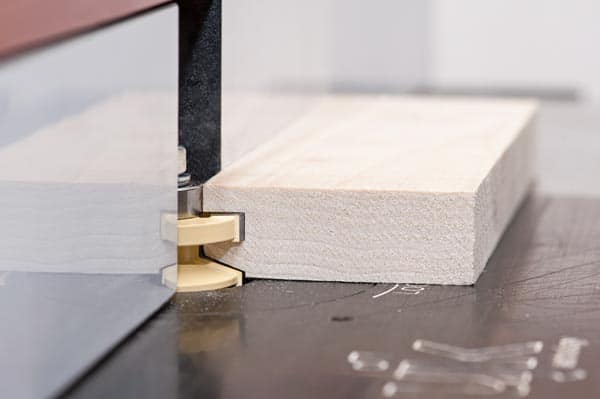
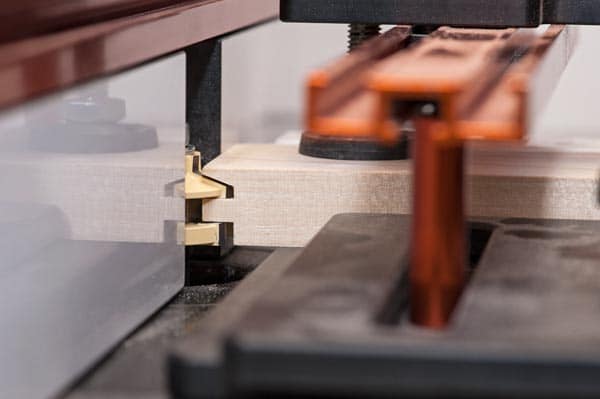

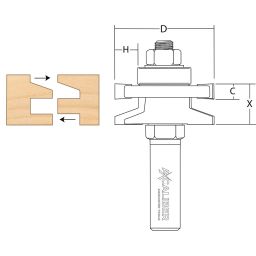
Справочник покупателяПокупки гидов icon
офсетный резак для клеевого соединения
Резак для офсетных клеевых соединений работает очень похоже на резак для шпунтов и шпунтов.Он подходит для точного соединения материалов для формирования более широких панелей для таких предметов, как столешницы. Профиль блокировки увеличивает поверхность склеивания и обеспечивает лучшее выравнивание, что приводит к более прочному соединению, которое требует меньше очистки.
Во время наладки лесоматериалы должны быть точно отцентрированы относительно резака, отрегулировав высоту резака таким образом, чтобы центр бруса совпал точно с центральной точкой резака. При использовании вы можете разрезать доску на чередующихся поверхностях (перевернутых), чтобы получить точное крепкое соединение, которое потребует минимальной очистки.Только для использования в таблице маршрутизаторов. Подходит для материалов толщиной от 14 мм до 26 мм.

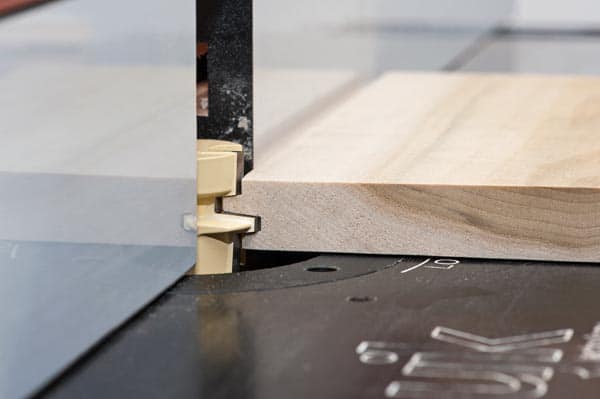
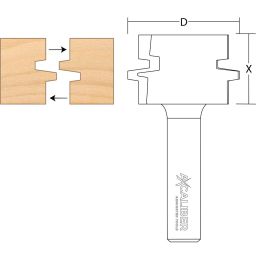
Справочник покупателяПокупки гидов icon
Подшипник направляющий архитрав-резак
Если вам скучно со стандартным домашним плинтусом и архитравом, этот режущий подшипник позволяет вам сделать свой собственный.Одним из самых больших преимуществ является то, что вы можете выбрать предпочитаемый вами материал, который позволит вам иметь вид натурального дерева, без необходимости перекрашивать его. Кроме того, режущий наличник с направляющими подшипниками позволяет создавать собственные размеры и длину для полной гибкости. Подходит для использования только в таблице маршрутизаторов.
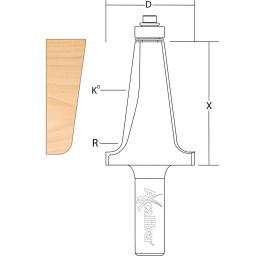
Справочник покупателяПокупки гидов icon
Mit Lock Cutter
Резак двойного назначения, используемый для создания точных угловых соединений под углом 90 градусов.Профиль блокировки обеспечивает беспроблемное склеивание и повышает прочность соединения. Кроме того, он добавляет декоративный вид, идеально подходит для изготовления коробок и ящиков. Наконец, этот резак может резать чрезвычайно прочные соединения для создания панелей или столешниц. Только для использования в таблице маршрутизаторов.
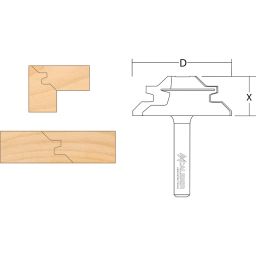
Справочник покупателяПокупки гидов icon
Набор для трехстрочных слотов
Этот набор представляет собой комбинацию наших самых продаваемых дисковых слотов, установленных на одной оправке.Размеры слота: 3,2 мм, 4 мм, 4,8 мм и 6,4 мм. В комплекте также есть несколько проставок и прокладок в диапазоне от 1 мм до 6 мм, что означает, что есть возможность адаптировать нож в соответствии с требуемой задачей. Это может включать создание набора языка и канавки, бисквитное соединение или обрезку канавок и канавок. В комплект также входит подшипник, который при установке внутри резца обеспечивает глубину резания 12,7 мм. Без подшипника возможна глубина резания 15,8 мм. Все это составляет очень адаптивный инструмент для обработки задач.
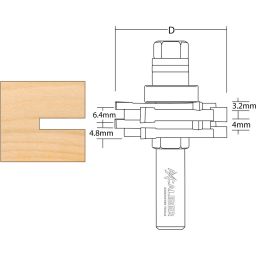
Справочник покупателяПокупки гидов icon

Подшипник направляющий классический Ogee Cutter
Форма этого традиционного ножа позволяет вырезать декоративный край на такие предметы, как полки и плинтусы.Аналогично, это может также использоваться, чтобы создать лепные украшения рамки кадра. Подшипник позволяет направлять резак, что означает, что он подходит для использования на прямых или изогнутых деталях. Этот один резак способен выполнять несколько задач — при настройке можно использовать небольшую секцию фрезы для получения закругленного или углубленного разреза. Этот классический ножевой резак с направляющими подшипниками можно использовать как свободной рукой, так и при настройке стола маршрутизатора.
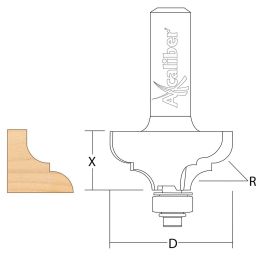
Справочник покупателяПокупки гидов icon
½ ”Маршрутизаторы — выбор за вами
Поиск подходящего резака для работы может быть минным полем для некоторых.Мы разделяем вашу страсть к маршрутизации и надеемся пролить свет на некоторые из доступных вариантов.
Справочник покупателяПокупки гидов icon
Хотите узнать больше о маршрутизации?
Узнайте, как настроить свой маршрутизатор, или познакомьтесь с некоторыми из наших любимых фрез для маршрутизатора, а также с несколькими советами и рекомендациями.
,Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Как я уже упоминал в своем посте «Основы ЧПУ для деревообрабатывающих предприятий» и во введении, есть много мелких деталей, которые касаются конструкции концевых фрез и фрез с ЧПУ. Лишь немногие из них важны для большинства цифровых деревообрабатывающих предприятий, поэтому этот упрощенный учебник посвящен основным деталям, которые необходимо знать при выборе фрезерных и концевых фрез для использования на станках с ЧПУ.
Сначала схема частей концевого фрезерного станка с ЧПУ или фрезы:
Диаметр резания — ширина режущей части инструмента
Флейты являются режущими кромками вдоль стороны мельницы или долота
Длина разреза или «LOC» — длина зоны резания
Общая длина или «OAL» — это длина всего стана или бита
Хвостовик — это участок фрезы, который закреплен в держателе инструмента или цанге.
Диаметр вала — ширина вала
Helix Angle — это угол фрезы от продольной оси
Основы проектирования фрез с ЧПУ — Флейты
Флейты — это режущие кромки, которые вы видите по бокам фрез с ЧПУ и фрезы. В случае спиральных фрез, предназначенных для резки дерева, наиболее распространены две канавки. Фрезерные станки с ЧПУ могут иметь от одной до шести канавок, хотя преобладают две или четыре.
Так, какова разница в количестве канавок на резце? Если вы режете дерево на ЧПУ, количество флейт имеет большое значение.
Как столяр, вы можете подумать, что большее количество флейт может привести к более чистому разрезу. В конце концов, когда дело доходит до пил, обычно большее количество зубьев или режущих кромок приводит к более чистому срезу. Но между быстрыми скоростями, которые могут разворачивать ЧПУ, более высокими оборотами, которые достигаются с помощью шпинделей с водяным охлаждением, и количеством образующихся древесных отходов, больше флейт обычно не лучший путь.
При резке древесины на станке с ЧПУ мы создаем огромное количество стружки. Чем больше у вас флейт, тем больше фишек создается за один оборот; поэтому ЧПУ должно двигаться намного быстрее, чтобы вытолкнуть их.Существует даже вычисляемый термин для этого, называемый чиповой нагрузкой (мы поговорим об этом позже). Но вам нужно знать, что в результате накопления стружки происходит резкий нагрев резца, поскольку он не может вытолкнуть стружку достаточно быстро — поэтому режущий материал начинает гореть, а бит перегревается. Это плохо для катера и потенциально опасная ситуация.
Вот правило: больше резцов означает, что ЧПУ должно работать быстрее, чтобы выбрасывать отходы и оставаться холодным. Меньшее количество канавок означает, что больше материала может быть удалено за один оборот при работе ЧПУ с более низкой скоростью подачи.Скорость подачи на ЧПУ сама по себе является большой темой, но давайте кратко рассмотрим, какие скорости я имею в виду, когда говорю «быстро».
Высокопроизводительное резание по дереву с четырьмя канавками должно работать со скоростью 1800-2000 дюймов в минуту (IPM) для правильной работы. Только самые быстрые и самые дорогие станки высшего класса, использующие шпиндели мощностью 10-20 л.с. На этой скорости вы стоите за защитными экранами и просто наблюдаете, как ЧПУ движется в безумном размытии. Даже специализированные фрезы с тремя канавками должны работать с 900-1200 IPM — все еще очень быстро, но в пределах диапазона лучших ЧПУ коммерческого класса.Двухскоростные резаки для древесины имеют минимальную производительность от 200 до 600 миль в минуту — это реальный диапазон скоростей подачи для станков, которых могут достичь деревообрабатывающие, небольшие профессиональные мастерские или средние слесарные мастерские с ЧПУ. По личному опыту я могу сказать, что все еще более чем достаточно быстро выполнять самую частую задачу, которую ЧПУ выполняет для деревообрабатывающего предприятия: резать детали.
ОК — теперь для некоторых уроков. Когда я только начинал, я купил несколько фрезы с четырьмя канавками, думая, что они дадут более чистую резку, но, за исключением нескольких специализированных фрез, они просто не работают для резки древесины на ЧПУ.Биты перегрелись. Порезы не были чистыми. Чипсы были горячими и слегка обгорели. Это просто никогда не работало. Помимо тех, которые я попробовал, в результате изучения этого урока я оставил в своей коллекции несколько неиспользованных флейт с четырьмя флейтами. Поэтому я использую спиральные фрезы с двумя канавками почти исключительно для резки дерева, и это то, что я рекомендую. Я не один. Известные производители режущего инструмента, такие как Onsrud и Vortex, рекомендуют фрезерные станки с двумя канавками для обработки древесины на типах ЧПУ, которые мы обычно используем.
Прочие детали конструкции концевых фрез с ЧПУ
Углы спирали Вам не нужно беспокоиться об этом слишком сильно, за исключением того, что вы должны помнить, что лучшим диапазоном для резки древесины считается низкая спираль по сравнению с резцами по металлу: от 22 ° до менее 30 °. Есть исключения на обоих концах, но по большей части резцы, предназначенные для нашего использования, находятся в пределах этого диапазона.
Как насчет однобортных резцов ? Они редко подходят для резки дерева на станках с ЧПУ (есть несколько исключений для специализированных фрез).Но для использования с алюминием или твердым пластиком наиболее распространены отдельные канавки. В этих случаях предпочтительным инструментом являются специальные конструкции с одним канавкой, называемые O-канавками.
Короче говоря, единственный реальный выбор для резки дерева на станке с ЧПУ — это использовать фрезы с меньшим количеством канавок. И это почти всегда означает два.
Чтобы увидеть всю серию по основам ЧПУ, нажмите здесь.
— Тим Челески
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые мы считаем необходимыми в нашей повседневной работе в магазине.Мы можем получить комиссию от продаж, указанных нашими ссылками; Тем не менее, мы тщательно отобрали эти продукты для их полезности и качества.
Ручной погрузчик— понимание основных функций
Маршрутизатор может быть одним из наиболее универсальных инструментов для деревообработки, но, учитывая все имеющиеся на рынке различные марки / модели, очень важно выбрать правильный маршрутизатор. Эта статья дает краткое описание функций, которые необходимо учитывать.
Мощность машины
В общих чертах, чем больше мощность маршрутизатора, тем лучше он справляется с более твердыми материалами, режущими кромками большего диаметра и более глубокими разрезами.Однако мощность также в значительной степени определяет размер и вес машин, поэтому при выборе рассмотрите использование маршрутизатора. С большим, тяжелым, мощным маршрутизатором будет трудно справиться с очень легкой и деликатной работой.
В качестве приблизительного ориентира для классификации маршрутизаторов, модели мощностью от 400 до 600 Вт предназначены для легких условий эксплуатации, от 750 до 1200 Вт — для средних нагрузок, а 1250 Вт — для тяжелых условий эксплуатации.
Скорость
Скорость машины может варьироваться от 800 до 30000 об / мин.
Почти все современные маршрутизаторы имеют двигатели с переменной скоростью, настройка осуществляется с помощью простой пронумерованной ручки, показывающей до 5 или 6 позиций.Требуемая скорость будет зависеть от размера используемого резца и отрезаемого материала. Соответствующая установка скорости для любой комбинации должна быть определена методом проб и ошибок / опыта. Регулируемый регулятор скорости не должен находиться в положении, в котором он может быть случайно изменен при маршрутизации.
Рукоятки
Обычно на корпусе двигателя есть две боковые ручки. Они должны быть расположены как можно ближе к опорной плите, как это возможно, чтобы дать хороший контроль оператора и баланс.Ручки должны быть красивыми и выпуклыми, чтобы они чувствовали себя комфортно в руках оператора.
Опорная плита
Положение опорной плиты Резак под прямым углом к обрабатываемой детали, в некоторых операциях на стороне базовой пластины проходят вдоль прямого края, так по крайней мере одна сторона должна быть прямой.
Нижняя сторона пластины часто скользит по заготовке, и это необходимо делать без ее маркировки. Большинство пластин имеют тонкую пластиковую поверхность снизу, в идеале это должно быть заменяемым, и запасные части должны быть доступны.
Размер цанги
Размер коллектора определяет размер хвостовика фрезы, который можно установить. Доступны различные размеры цанги — 6, 6,35, 8 мм, 1/4, 3/8, 1/2 дюйма. Размер, устанавливаемый в стандартной комплектации для модели, должен зависеть от мощности машины, маршрутизаторы для легких условий эксплуатации, вероятно, будут иметь 1/4 дюйма, средние режимы 3/8 дюйма и сверхмощные 1/2 дюйма.
Доступны редукторы цангового патрона, которые могут быть установлены на больших машинах разных размеров.
Замена фрез
Чтобы заменить резак, обычно шпиндель двигателя должен быть заблокирован, а гаечный ключ с открытым концом используется для освобождения цанги.Блокировка шпинделя — это простой механизм толкания и удержания, который останавливает вращение шпинделя, когда гаечный ключ используется для освобождения цанги.
Некоторые маршрутизаторы не имеют блокировок шпинделя, но требуют двух гаечных ключей с открытым концом, один для удержания шпинделя привода, в то время как другой освобождает цангу.
Глубина погружения
Погружение — это изменение высоты, при которой корпус маршрутизатора опускается на опорную плиту, на некоторых машинах это фактически проецирует цангу под опорную плиту — полезно в некоторых случаях.Глубина врезания варьируется между моделями, она может варьироваться от 2 до 3,5 дюймов.
Следует помнить, что глубина погружения не может быть реалистичной рабочей глубиной под нижним опорную плиту. Если нижняя часть резака находится, скажем, на 1/2 дюйма над нижней частью базовой платы, когда корпус маршрутизатора поднят, это эффективно уменьшает глубину погружения на 1/2 дюйма.
Погружной стоп
(он же остановка глубины)
Погружение остановка регулируется и ограничивает глубину максимум, что резак может идти ниже опорной плиты.Его можно установить с помощью простой ручки для затягивания пальцем или устройства для затяжки гаечного ключа — ручка для затягивания пальцем легче, но вам нужно убедиться, что она не ослабнет во время работы, что приведет к потере настройки. Какой бы тип упора не был установлен, его необходимо проверять / регулировать при каждой замене резака.
Большинство ограничителей глубины имеют некоторую глубину, но это не абсолютная мера, поскольку положение резака в цанге не принимается во внимание. При настройке глубины всегда стоит проверить ее, направляя ее на кусок лома, прежде чем приступить к обработке самой детали.
Некоторые маршрутизаторы имеют Twistable револьверный упор, установленный на опорной плите, это обычно имеет три регулируемые (по высоте) винты, ограничитель глубины приходя отдыхать на любой из них в одно время. Установив отдельные винты для обеспечения различной глубины резания, можно использовать до трех глубин в работе без необходимости регулировать ограничитель глубины, просто поворачивая револьверную головку.
Врезной замок
Врезной замок фиксирует глубину резака и обычно встроен в одну из ручек, что является простым поворотным действием.В качестве альтернативы это может быть простой уровень, расположенный рядом с одним из ручных захватов.
Забор
Боковые огражденияпоставляются для облегчения обрезки кромок и формовки с использованием самонаводящихся фрез. Они также позволяют выполнять разрезы параллельно краю заготовок. На некоторых маршрутизаторах положение бокового ограждения может быть точно отрегулировано с помощью поворотного винта, в то время как другие просто скользят вдоль двух параллельных стержней, установленных через опорную плиту, и имеют фиксирующие винты.
Удаление пыли
Большинство маршрутизаторов теперь снабжено вытяжным колпаком, который расположен вокруг ножа.Для удаления отходов необходимо установить отдельный вытяжной вакуумный блок на вытяжку.
Аксессуары
Шаблон направляющих
Направляющая шаблона обычно помещается под плитой основания и проектов короткие рукава вниз, обычно она удерживается на месте с помощью двух или четырех винтов в опорной плите. Внешняя сторона рукава используется для направления маршрутизатора вокруг шаблона, который меньше или больше требуемой конечной формы.
Для использования фрезерных станков разного диаметра необходимы направляющие шаблона разного диаметра, поэтому выбор направляющих является преимуществом.
Маршрутный стол
Некоторые производители предлагают таблицы маршрутизации для своих маршрутизаторов. Маршрутизатор обычно устанавливается в перевернутом положении, при этом режущий инструмент выступает над поверхностью стола, так что заготовка может укладываться сверху и, как правило, натягиваться на ограждение через режущий инструмент.
Техническое обслуживание:
Маршрутизаторыобычно нуждаются в небольшом уходе, за исключением того, что они содержатся в чистоте, проверьте вакуумное крепежное отверстие, так как иногда маленькие полоски могут застрять и уменьшить количество отходов.
Не закрывайте вентиляционные отверстия двигателя, в противном случае двигатель может перегреться. Если сухая пыль попадает внутрь двигателя, искры от щеток двигателя могут воспламенить пыль.
Если вы часто используете свой роутер, щетки мотора нужно будет заменить, это может быть довольно легко, если они доступны на внешнем корпусе. Иногда может быть оправдано полное обслуживание маршрутизатора, чтобы можно было почистить внутреннюю часть и заменить любые поврежденные подшипники.
,