Футеровка индукционных печей
ФУТЕРОВОЧНЫЕ МАССЫ ДЛЯ ИНДУКЦИОННЫХ ПЕЧЕЙ,
МЕТОДИКА ФУТЕРОВАНИЯ ПЕЧЕЙ, ИЗНОС ФУТЕРОВКИ
И БЕЗОПАСНОСТЬ ПЛАВКИ
Carl-Johan Nybergh главный технолог концерна OY LUX AB
В последнее время под влиянием экономических, металлургических и факторов охраны труда в Европе всё шире применяются среднечастотные индукционные печи при плавке чёрных и цветных металлов, где самые большие печи для плавки бронзы достигают 80 т, для чугуна 40 т и для стали 10 т. Наблюдается также явная тенденция увеличения мощности печей на килограмм металла (кВт/кг). При плавке чугуна и стали мощность чаще всего составляет 0,5–0,8 кВт/кг.
Для проведения успешной плавки в индукционной печи в первую очередь необходимо принимать во внимание и предупреждать такие моменты, как: возможный неравномерный износ, возможное растрескивание футеровки, протечка металла на обмазку индуктора и даже индуктор. Брызги металла также следует отнести к опасным моментам плавки в индукционных печах.
В статье приводятся ссылки на широко используемые футеровочные массы известного английского производителя — Capital Refractories Ltd, который имеет богатый опыт и специализируется на производстве футеровочных масс именно для индукционных печей.
Выбор футеровочных материалов для индукционной печи
На протяжении длительного времени в Европе для футерования индукционных печей применяются сухие футеровочные массы. Однако, при использовании сухих футеровок, важно иметь в виду, что вибрация при работе печи может спровоцировать утечку сухой массы через трещины в обмазке индуктора и жаропрочном бетоне пода печи. Применение обмазки Capital Silkote 90 позволит защитить индуктор печи. Обмазка индуктора наносится по всей высоте печи от дна до верхнего края, включая воротник, и должна иметь гладкую поверхность.
При плавке углеродистых и низколегированных сталей обычно применяется шпинелеобразующая масса Capital Coral CXL. При плавке в большем объёме высоколигированных сталей используют массу Capital Coral SMC с повышенной стойкостью к налипанию шлака. При плавке особо точных сплавов, требующих температуры более 17200С хорошо зарекомендовала себя масса Capital Coral SXL.
При плавке чугуна обычно используют кварцитовую футеровку. Но если в одной печи наряду с чугуном необходимо иногда плавить цветные металлы и сталь, тогда обосновано применение муллитообразующей массы Capital CRL 65. Муллитовый слой препятствует налипанию металла и шлака, что увеличивает стойкость футеровки.
При необходимости проведения в одной печи плавки меди и бронзы индукционную печь также рекомендуется футеровать муллитообразующей массой Capital CRL 65. Спекающая плавка проводится чугуном.
Порядок футерования индукционной печи сухой массой
Зачастую футерование печи производится в выходные дни или в ночную смену, что обусловлено техническими особенностями производства, и в этих ситуациях консультация со специалистом не всегда возможна. Поэтому целью данного раздела является рассмотрение всех наиболее значимых этапов футерования печи с учётом потенциальных рисков.
Поэтому целью данного раздела является рассмотрение всех наиболее значимых этапов футерования печи с учётом потенциальных рисков.
После выбивки отработанной футеровки внутреннюю поверхность обмазки индуктора и под печи необходимо очистить щёткой или пропылесосить. По завершении необходимо произвести тщательную проверку состояния поверхности обмазки. Все обнаруженные, даже мелкие, трещинки необходимо сразу заделать массой Capital Silkote 90 таким образом, чтобы поверхность обмазки индуктора стала гладкой. Если участки поверхности ремонта небольшие, то их можно просушить с помощью электронагревателя, но если зона ремонта значительная, в этом случае свежая масса должна сама затвердеть и только потом возможна её сушка. Обмазку индуктора нельзя сушить открытым пламенем, так как на её поверхности может остаться угольный налёт, снижающий электроизоляционные свойства обмазки и способный стать причиной электрических помех во время плавки. Если обмазка индуктора установлена правильно, то протечка металла к индуктору практически невозможна.
Следующим этапом является установка изоляционного материала миканита (Lux-однослойный или Lux-комби) на чистую сухую поверхность обмазки индуктора, начиная от дна печи и до самого верха. В верхней части печи пластины миканита перегибаются через край и закрепляются бумажным тейпом.
Пример крепления миканита бумажным тейпом.
Вертикальный шов миканита накладывается внахлёст с припуском 50–100 мм и также закрепляется по всей длине бумажным тейпом. Это важно для того, чтобы во время набивки сухая масса не проникала за слой миканита, так как он должен служить газонепроницаемым слоем на пути к обмазке индуктора. В последнее время чаще футеровку начинают наносить с носика печи, а только потом устанавливают миканит. В этом случае миканит напротив носика не следует перегибать, а рекомендуется оставить вертикально стоящим, чтобы образовалась цилиндрическая поверхность. Таким образом небольшое вероятное движение футеровки в вертикальном направлении не приподнимет футеровку носика и не вызовет трещин в районе стыка сухой и пластичной массы. Если же возникнет шов между стенкой и носиком, который будет хорошо виден сверху, его можно заделать перед плавкой ремонтной массой Capital Caprax D 11. После завершения футеровочных работ оставшийся напротив носика вертикальный участок миканита срезается.
Таким образом небольшое вероятное движение футеровки в вертикальном направлении не приподнимет футеровку носика и не вызовет трещин в районе стыка сухой и пластичной массы. Если же возникнет шов между стенкой и носиком, который будет хорошо виден сверху, его можно заделать перед плавкой ремонтной массой Capital Caprax D 11. После завершения футеровочных работ оставшийся напротив носика вертикальный участок миканита срезается.
При установке шаблона важно, чтобы центральная ось шаблона совпадала с центральной осью печи. На всей поверхности шаблона должны быть равномерно сделаны отверстия диаметром 2 мм для облегчения удаления влаги.
Не рекомендуется высыпать сухую футеровку в печь непосредственно из мешков во избежание попадания вместе с массой обрывков бумажных мешков. Лучше предварительно высыпать массу на чистый вспомогательный настил, перемешать и удостовериться, в том, что в ней нет остатков упаковки и только затем засыпать в печь
Сухая масса засыпается в печь небольшими партиями и каждый слой тщательно уплотняется. На дне печи массу лучше всего уплотнять с помощью вибратора с плоской насадкой. После уплотнения одного слоя и перед засыпкой следующего на поверхности уплотнённой массы необходимо проделать отверстия с помощью так называемого «трезубца» . Эти действия очень важны, так как препятствуют образованию воздушных пробок и появлению чётких линий стыков слоёв массы. Набивку стенок печи можно производить вручную, но лучше всего уплотнение футеровки происходит с использованием пневматического вращающегося вибратора Capital.
На дне печи массу лучше всего уплотнять с помощью вибратора с плоской насадкой. После уплотнения одного слоя и перед засыпкой следующего на поверхности уплотнённой массы необходимо проделать отверстия с помощью так называемого «трезубца» . Эти действия очень важны, так как препятствуют образованию воздушных пробок и появлению чётких линий стыков слоёв массы. Набивку стенок печи можно производить вручную, но лучше всего уплотнение футеровки происходит с использованием пневматического вращающегося вибратора Capital.
Пневматический вращающийся вибратор Capital
Для набивки воротника печи можно использовать готовую пластичную массу Capital Capram 70. Этой же массой футеруется и носик печи. Очень важно правильно сделать стык сухой массы и пластичной. Вручную размятую массу Capram 70 необходимо распределить по поверхности сухой массы и попытаться вдавить её во внутрь сухой массы, особенно в местах проколов так, чтобы массы смешались между собой прибл.
Пластичная масса Capital Capram 70 также очень хорошо подходит для футеровки ковшей.
К процессу сушки футеровки необходимо относиться с должным вниманием. Для наиболее эффективного удаления влаги из футеровки очень важен постепенный, медленный разогрев печи до температуры 8000С с максимальной скоростью 2000С/ч. Лом или чушка для спекающей плавки должны быть сухими, свободными от ржавчины и грязи. Однако существует метод спекания муллито- и шпинелеобразующих масс, с использованием уже готового расплава металла. В этом случае рекомендуется в начале процесса (с целью защиты дна шаблона) уложить 10-15% чушек или лома, после чего начать постепенный разогрев печи со скоростью 2000С/ч до достижения температуры 8000С.
Металлургические явления, возникающие при спекающей плавке
При высокой температуре пары влаги, выделяющиеся из футеровки и металлолома, могут разлагаться на водород (Н) и кислород (О). Маленькие и лёгкие атомы водорода проходят к поверхности расплава, где образуют соединения с воздухом и иногда возникает пламя синего цвета. Кислород, в свою очередь, являясь активным газом, вступает в реакцию с марганцем и кремнием, образуя стекловидный шлак, а также с углеродом, образуя оксид углерода. Оксид углерода устойчив при высоких температурах и свободно проникает сквозь футеровку в её более холодные слои. При охлаждении до температуры ниже 5000С оксид углерода вступает в реакцию с железом или его оксидами с выделением углерода или углекислого газа. Чистый углерод способен осаждаться на обмазке индуктора и проникать в её трещины, вызывая электрическую дугу и другие электрические помехи.
Восстановление кремния, содержащегося в футеровочной массе при проведении спекающей плавки возможно, как при использовании кварцитовых, так и муллитообразующих масс. В обоих случаях реакция протекает одинаково. Углерод, содержащийся в расплаве, вступает в реакцию с оксидом или силикатом кремния, в результате чего в расплав выделяется кремний и оксид углерода. Лучшим способом против растворения кремния является выбор для спекающей плавки лома с достаточно высоким содержанием кремния, выше 1,5%.
Металлургические особенности при плавке
При плавке чугуна необходимо с особым вниманием отнестись к порядку закладки лома. На этапе появления начального расплава содержание кремния в нём не должно быть низким. Обычно на дно кладут чугунные чушки и затем сверху -низкоуглеродистый низколегированный стальной лом. Если в чугунных чушках содержится недостаточное количество кремния, то на них кладут кремнесодержащий лом, а уже только затем стальной. Такой метод даёт уверенность, что содержание кремния в начальном расплаве достаточно, чтобы воспрепятствовать выделению оксида кремния.
На этапе появления начального расплава содержание кремния в нём не должно быть низким. Обычно на дно кладут чугунные чушки и затем сверху -низкоуглеродистый низколегированный стальной лом. Если в чугунных чушках содержится недостаточное количество кремния, то на них кладут кремнесодержащий лом, а уже только затем стальной. Такой метод даёт уверенность, что содержание кремния в начальном расплаве достаточно, чтобы воспрепятствовать выделению оксида кремния.
Магний попадает в расплав из лома высокопрочного чугуна. Магний и сульфид магния, также как и углерод, вступая в реакцию с оксидом кремния, образуют свободный кремний. Чем больше остаточного магния содержится в ломе высокопрочного чугуна, тем больше опасность выделения кремния из футеровки, что ведёт к неравномерному износу футеровки, так называемой слоновьей ноги. Чтобы этого не произошло лом, содержащий магний нужно добавлять в печь на как можно более поздней стадии.
В последнее время металлолом часто содержит цинк, а его низкая температура плавления 4200С и испарения 9070С создают не только технологические трудности, но и проблемы в области безопасности и охраны труда. Следует учитывать, что цинк легко проникает в трещины футеровки и только слой миканита и обмазка способны стать защитой индуктора. Воспрепятствовать проникновению цинка способна муллитообразующая масса Capital CRL 65, либо кварцитовая масса с высоким содержанием оксида бора. Рекомендуется также не закладывать в печь цинкосодержащий лом до того, как футеровка разогреется докрасна.
Следует учитывать, что цинк легко проникает в трещины футеровки и только слой миканита и обмазка способны стать защитой индуктора. Воспрепятствовать проникновению цинка способна муллитообразующая масса Capital CRL 65, либо кварцитовая масса с высоким содержанием оксида бора. Рекомендуется также не закладывать в печь цинкосодержащий лом до того, как футеровка разогреется докрасна.
Давление пара цинка при температуре 9920С составляет 2 бара, а при 12770С -примерно 20 бар. При высоком содержании цинка и высокой скорости нагрева печи начинается сильное кипение металла, в результате чего брызги летят через края печи, нанося повреждения печи и создавая опасность для обслуживающего персонала (цинковый пар вызывает воспаление и, хотя оно проходящее, вызывает неприятные ощущения). Во избежание вышеуказанной ситуации рекомендуется цинкосодержащий лом положить в пустую печь на чушки, тогда цинк в основной своей массе успеет окислиться ещё до попадания в расплав. Окисленный или перешедший в пар цинк выделяется в виде белой пыли, соответственно, цинкосодержащий лом не следует плавить без эффективной системы вентиляции. Но в любом случае необходимо стремиться препятствовать попаданию цинка в расплав.
Но в любом случае необходимо стремиться препятствовать попаданию цинка в расплав.
Сера появляется в металле из лома или сопровождающих его загрязнений. К примеру, серу содержат многие смазочные масла, которые распадаются при высоких температурах с образованием оксида серы (SО). В свою очередь, оксид серы гидролизуется под воздействием влаги и образует очень едкие пары серной кислоты. Если не использовать изоляционный миканит, то эти пары могут проникнуть к обмазке индуктора и разрушить её. В результате проникновения паров серной кислоты через образовавшиеся трещины свободно проникнет углерод, способный создавать электрические помехи, а в некоторых случаях — электрическую дугу.
Проникновение металла в футеровку
Кислород попадает в расплав металла из влаги, испаряющейся из футеровочной массы или металлолома. Растворённый кислород реагирует не только с углеродом, но и со многими металлами, образуя различные шлаки. Некоторые из них увлажняют футеровку, налипают на её поверхность и проникают внутрь. Кроме того шлаки могут влиять на снижение поверхностного натяжения металла, в результате чего металл проникает в мелкие поры футеровки. Хорошо спечённая масса наилучшим образом отражает проникновение металла, в то время как при плохо спечённой массе или во время процесса спекания поверхность футеровки не столь надёжна. Таким образом, предварительная просушка металлолома имеет большое значение с точки зрения металлургического процесса и охраны труда. Но на практике сушка не всегда возможна, поэтому во время плавки рекомендуется держать печь полностью заполненной ломом.
Кроме того шлаки могут влиять на снижение поверхностного натяжения металла, в результате чего металл проникает в мелкие поры футеровки. Хорошо спечённая масса наилучшим образом отражает проникновение металла, в то время как при плохо спечённой массе или во время процесса спекания поверхность футеровки не столь надёжна. Таким образом, предварительная просушка металлолома имеет большое значение с точки зрения металлургического процесса и охраны труда. Но на практике сушка не всегда возможна, поэтому во время плавки рекомендуется держать печь полностью заполненной ломом.
Учитывая тот факт, что металл также может проникать в футеровку через незаметные мелкие трещины, поэтому холодный запуск должен всегда производиться очень медленно, чтобы имеющиеся трещинки, возникшие в футеровке, успели срастись ещё до появления в печи расплава. Это правило особо важно соблюдать при плавке бронз, содержащих олово или свинец. Рекомендуется перед холодным стартом заделать большие трещины ремонтной массой Capital Caprax D11.
Разница температур в печи
При добавке в расплав печи больших кусков металла, которые всегда остаются на поверхности, совершенно очевидно, что температура расплава в верхней части печи ниже, чем в нижней. Такая же ситуация имеет место, когда верхний уровень зеркала металла находится выше уровня верхнего витка индуктора. С учётом того, что на практике замер температуры расплава производится в верхней части печи, а внизу температура всегда выше, можно ожидать преждевременного износа футеровки в нижней части печи.
Аргоновая продувка во время плавки стали и медных сплавов
Метод продувки аргоном на протяжении всего процесса плавки получил широкое распространение при индукционной плавке стали и медных сплавов. Английская компания Capital Refractories разработала для этого специальную технологию.
Влияние продувки аргоном при плавке стали
Аргоновая продувка сразу выносит на поверхность образовавшиеся частицы шлака, что позволяет содержать футеровку в более чистом состоянии, чем без продувки и тем самым существенно увеличивает срок службы футеровки. Дополнительно продувка оказывает положительное влияние на чистоту стали, поэтому метод получил распространение, как на малые печи точного литья, так и на большие печи.
Дополнительно продувка оказывает положительное влияние на чистоту стали, поэтому метод получил распространение, как на малые печи точного литья, так и на большие печи.
Зависание металлолома
Предотвратить зависание особенно крупных кусков металлолома в индукционной печи является довольно трудной задачей. Зависание лома приводит к повреждению футеровки и созданию опасных ситуаций. К примеру, температура расплава в печи быстро растёт, так как зависший холодный лом не может попасть в расплав, для его охлаждения. В этой ситуации расплавку зависшего металла может облегчить конструкция печи, позволяющая произвести её наклон при работе на полной мощности.
Зависанием называют ситуацию, когда лом образует неподвижный мост в верхней части печи, не способный попасть в низ печи для охлаждения находящегося там расплава. Воздушная прослойка между расплавом и мостом служит изоляцией. И если вовремя не выключить печь, то возникает эффект «скороварки» с сильным перегревом расплава и футеровки в её нижней части.
Проблему зависания можно решить, наклонив печь под углом в 45, после чего в месте соприкосновения расплава с мостом образуется отверстие, через которое можно добавлять мелкий лом и продолжать плавку в наклонном положении, пока уровень расплава не достигнет моста. Затем печь можно перевести в вертикальное положение.
Влажный металлолом
Всё же самый большой риск в индукционной плавке связан с влажным металлоломом. В брикетированном ломе, пористых чушках, обрезках труб с заглушками может содержаться влага, а зачастую и вода со льдом, который попадает под расплав, не успевая испариться. Вследствие этого металл в печи начинает фонтанировать, что создаёт опасные ситуации для персонала и производства. На конечной стадии загрузки лома, когда в печи уже появился металл и медленного предварительного нагрева лома уже не происходит, необходимо соблюдать осторожность и добавлять только сухой лом. Добавляемые в печь ферросплавы, модификаторы и науглераживатели должны быть также сухими. Это же требование относится и к аппаратуре для замера температуры металла в печи. Важно, чтобы вокруг печи не было посторонних и лишних предметов, которые бы препятствовали в случае необходимости быстрой эвакуации персонала. Вблизи печи должен находиться только минимальный состав персонала в защитной спецодежде.
Это же требование относится и к аппаратуре для замера температуры металла в печи. Важно, чтобы вокруг печи не было посторонних и лишних предметов, которые бы препятствовали в случае необходимости быстрой эвакуации персонала. Вблизи печи должен находиться только минимальный состав персонала в защитной спецодежде.
Аварийный слив металла
В результате падения напряжения могут возникать ситуации, когда необходимо быстро слить металл из печи. Поэтому перед печью всегда должен быть предусмотрен сухой приямок для аварийного слива металла, а также возможность ручного наклона печи для малых печей и гидравлического наклона для больших печей. Рекомендуется время от времени проводить тренинги по аварийному сливу металла, к примеру, в условиях темноты, искусственно создавая ситуацию полного отключения электричества.
В заключение
На сегодняшний день существует ещё довольно много различных модификаций индукционных печей, не имеющих надёжной системы замера тока утечки в землю, хотя эти данные являются существенно важными, так как повышенный показатель утечки говорит о том, что в системе не всё в порядке. Большинство индукционных печей нового поколения автоматически прекратят работу, если значение тока утечки превышает определённое заданное значение мА.
Большинство индукционных печей нового поколения автоматически прекратят работу, если значение тока утечки превышает определённое заданное значение мА.
Механизм выталкивания отработанной футеровки печей нового поколения даёт возможность исследования состояния выбитой футеровки. После выбивки толщина неспечённого слоя сухой массы по всей площади должна быть не менее 2 см, а на больших печах и более. Этот факт важен для создания преграды прохождения металла к обмазке индуктора.
Стойкость футеровки при идеальных условиях с использованием масс Capital Refractories можно предсказать. При использовании чистого лома и безошибочного ведения плавки чугуна, меди и бронзы футеровка может простоять более 400 плавок, для стали этот показатель — более 100 плавок. Но так как реальность всё же далека от идеала, на практике замена футеровки происходит несколько чаще. Сигналом к своевременной замене футеровки должно служить уменьшение её толщины на 30–40% от первоначальной. Таким образом, неукоснительно соблюдая технологию проведения футерования печи и ведения плавки, можно избежать преждевременной замены футеровки, а также опасных ситуаций в течение плавки.
Таким образом, неукоснительно соблюдая технологию проведения футерования печи и ведения плавки, можно избежать преждевременной замены футеровки, а также опасных ситуаций в течение плавки.
Детальная техническая информация и рекомендации по применению футеровочных материалов производителя Capital Refractories Ltd на русском языке находится на сайте www.lux-spb.ru (официальный представитель).
Статья о разновидностях и отличиях медного лома, и услугах компании Феникс – С
| Лом меди и разновидности отходов из этого металла | Список групп, разновидностей и классов по ГОСТ 1639-93 | Виды меди и сплавов, которые содержат медь |
| Неокисленная медь (лом), блестящая медь без признаков полуды, масел и пайки – электропроводники, разделанная жила в нефтепогружном кабеле, катанки и катодные обрезки. | А-1-1 Медь Категории А | М1, М0 |
Лом в виде токопроводников, избавленный от изолирования механическим образом, диаметр которых от 1 до 2 мм. | А-1-1а Медь Категории Б | М1, М0 |
| Медный лом без следов пайки – шины, тролли, токопроводящие кабели, не допускающие свинцовых и оловянных вставок от 2 мм в толщину. | А-1-1а Медь Категории Г, В | М1, М0 |
| Медный лом без остатков пайки и полуды – плоские и отходы от круглопроката . | А-1-1а Медь Категории Д | М1, М2,М3 |
| Проводящие ток кабели, дробленные и механически избавленные от изолирования (без примесей посторонних металлов). | А-1-2 | М1,М0 |
Электротехнические виды медных изделий «Блестяшка» и «Электротех» — лом из меди по высоким ценам
Наиболее дорогим медным ломом считаются все виды электротехнической меди. Благодаря высоким показателям тепло и электропроводности медь считается незаменимым материалом при изготовлении низковольтных сетей и электротехнических установок высокой мощности. При воздействии силы сопротивления электрического тока значительно снижается производительность и КПД всех электрических устройств.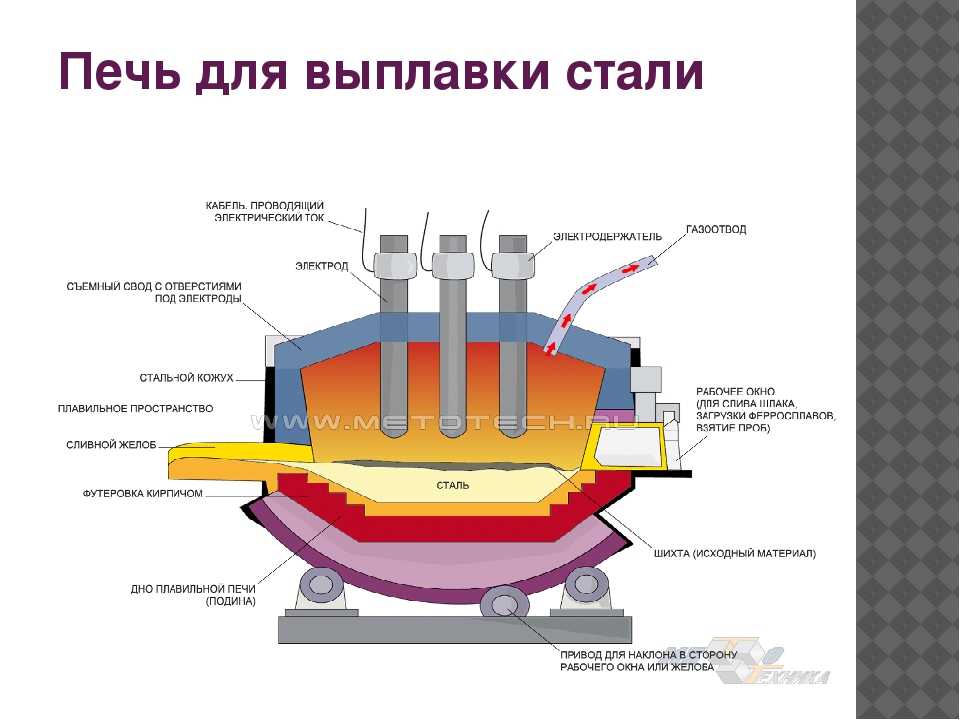 Каждый процент улучшения проходимости электричества засчитывается в пользу КПД устройства. По этой же причине шины и обмотки из данного металла применяют во всех устройствах, где используют силу тока от 10 Ампер.
Каждый процент улучшения проходимости электричества засчитывается в пользу КПД устройства. По этой же причине шины и обмотки из данного металла применяют во всех устройствах, где используют силу тока от 10 Ампер.
Медь как металл считается вне конкуренции в использовании в электрических кабелях и проводах. Обычно здесь используется наиболее чистые виды меди, такие как М0 и М1, благодаря чему кабельные жилы стойки к окислению и сохраняют блеск в течение долгого периода времени. Из-за столь удивительного свойства жилы из меди, на которых нет изоляции, носят название «блестяхи», «электротехнический медный лом» и т.д.
Чтоб получить медный лом «блестяшку», необходимо механическим способом разделать сетевые кабели и провода. Каждая жила должна достигать толщины 1,5 мм и более. Не допускается наличие лаковых и красочных загрязнений, а также наличие полуды. «Электротехом» считают только наиболее чистые и блестящие виды медных изделий. Для получения «блестяхи» обычно разделывают отходы силовых кабелей высокой мощности.
В компании «Феникс — С» осуществляют покупку лома меди «Электротех» по выгодным и приятным расценкам. Свяжитесь с нами, и мы обо всем договоримся.
Кусковая медь
Прием лома «Кусок». Среди многих видов лома меди довольно известна кусковая медь или так называемый «кусок». Какой сорт меди можно считать кусковым? Это могут быть как части электрического кабеля, а также провода и кабельные жилы. К кусковой меди относят обмоточные медные провода, подводящие шины и трубки из меди, длина которых более, чем 2 мм в каждом измерении. Кусковую медь получают чаще всего путем окисления или отжига. Такой вид не содержит полуду, окисление и подобные виды загрязнений, которые обычно встречаются в ломе меди. Кусковая медь должна быть полностью очищена от изоляции, лаков, красок и посторонних металлических добавок.
«Феникс — С» принимает лом кусковой меди в любых количествах по максимально выгодным ценам. Для получения дополнительной информации свяжитесь с нашей фирмой.
Медь типа «Микс», ее свойства и общие характеристики
Все сплавы из меди обычно бывают двух видов – литейными и деформированными. Исходя из названия, к деформированным обычно относят катушки, провода, трубы, проволоки, пруты и все виды обмотки. Литейные медные изделия – это твердые детали, лишенные пластичности – скульптуры из этого благородного металла, формочки и остальные отлитые изделия.
Исходя из названия, к деформированным обычно относят катушки, провода, трубы, проволоки, пруты и все виды обмотки. Литейные медные изделия – это твердые детали, лишенные пластичности – скульптуры из этого благородного металла, формочки и остальные отлитые изделия.
Наиболее популярным видом медного лома можно считать т.н. медный «микс» — смесь обломков, деталей и кусков меди любой степени загрязнения. Большое количество отходов, наличие остатков краски, полуды или включений сторонних металлов – причина того, что стоимость «микса» сравнительно невысока, да и чистой меди после переплавки из него выходит довольно мало. Если вы хотите выгодно сдать «микс», обратитесь в компанию «Феникс — С». Мы готовы принять лом меди по приятным антикризисным ценам.
Медь по праву считается одним из наиболее распространенных материалов на нашей планете. Ее используют практически во всех важных для человечества отраслях. Высокий уровень электрической проводимости делает медь абсолютным лидером в использовании во всех видах электрической промышленности. Практически в каждой электрической магистрали или машине не обойтись без медных катушек, обмоток, стартеров или роторов.
Практически в каждой электрической магистрали или машине не обойтись без медных катушек, обмоток, стартеров или роторов.
Нередко случается так, что многие изделия из меди со временем перестают выполнять свои функции. Вместо того, чтоб выбрасывать металл на свалку, можно сдать его, получив за это довольно приличную сумму, что может стать спасением в период кризиса. Кроме того, утилизация меди поможет вам сделать важное дело – внести вклад в спасение экологии нашей планеты. Наша компания принимает все виды лома меди, в том числе «микс» для дальнейшей его переплавки. Звоните нам, и мы договоримся об условиях сотрудничества.
Лом медной проволоки
ООО «Феникс-С» принимает лом меди в виде проволоки. Медная проволока широко используется в шнурах, кабелях, обмотках двигателей, так как медь стойкая к ржавчине, пластичная, гибкая и обладает высокой электропроводностью. Цена лома меди высокая, поэтому есть смысл сдавать медную проволоку в пункт приема цветных металлов.
Бывает мягкая и твердая медная проволока для эмалирования, из бескислородной меди, луженая, для воздушных линий связи. Проволока электротехническая выпускается круглого и прямоугольного сечения разного диаметра с содержанием меди 99,9%. Луженая проволока долговечна и пластичная, прочная на излом и разрыв за счет покрытия оловом от 1 до 20 микрон гальваническим методом. Применяется в кабельной промышленности, электронике и электротехнике. Из нее изготавливают жилы медных кабелей и оплетки разнообразной продукции. ООО «Феникс-С» принимает лом меди (луженку) по высоким ценам.
Проволока электротехническая выпускается круглого и прямоугольного сечения разного диаметра с содержанием меди 99,9%. Луженая проволока долговечна и пластичная, прочная на излом и разрыв за счет покрытия оловом от 1 до 20 микрон гальваническим методом. Применяется в кабельной промышленности, электронике и электротехнике. Из нее изготавливают жилы медных кабелей и оплетки разнообразной продукции. ООО «Феникс-С» принимает лом меди (луженку) по высоким ценам.
Прием производственных отходов и стружки из меди
Медь и медные изделия находят достаточно широкое применение в различных производственных отраслях. Вследствие обработки изделий из меди получается стружка в больших количествах. Данный продукт можно получить вследствие обработки механическим путем медных заготовок, во время сверления, фрезеровки или токарной обработки металлических изделий. Поскольку медь обрабатывают по-разному, то и виды медных опилок тоже отличаются между собой. Как правило, стружка из меди бывает двух видов: витая стружка или по-другому «вьюнок» и сыпучие виды стружки размером не более 10 см.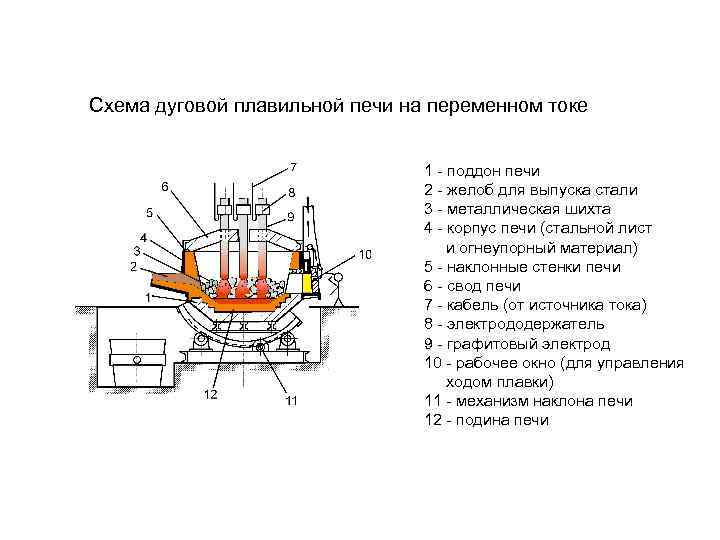
На многих производствах полученную стружку собирают и пакуют во вместительные мешки, называемые «биг-бэги». Чистая стружка встречается довольно редко, в ней часто накапливаются излишки масла, металлов, грязи и черных опилок. Поскольку «чистые» медные опилки весят довольно мало, при переплавке и очистке медных опилок от примесей получается чрезвычайно малое количество меди. Именно поэтому стоимость стружки на 25% меньше, чем на другие виды лома или т.н. «микс».
Компания «Феникс — С» принимает медные опилки всех видов на сверхвыгодных условиях. Стружку вы можете упаковать любым удобным способом.
Виды медных радиаторов
В последнее время медные изделия применяются во многих производственных отраслях – водоснабжении и отопительных системах. В силу своих антикоррозийных свойств, а также таким положительным качествам, как теплопроводность и простота в обработке и формовке, медь стала главным материалом для трубопроводов, из нее делают арматуру, крепежи и фланцы.
Медь также является наиболее известным материалом, из которого делают масляные, водяные и воздушные виды радиаторов. Высокая теплоемкость материала помогает обеспечить должный уровень теплоотдачи и высокий уровень черноты материала (выделение инфракрасного излучения), из которого сделан радиаторный корпус.
Высокая теплоемкость материала помогает обеспечить должный уровень теплоотдачи и высокий уровень черноты материала (выделение инфракрасного излучения), из которого сделан радиаторный корпус.
Радиаторы из меди часто установлены во всех видах кондиционирующих систем, отоплении и изделиях для газоснабжения. При этом радиаторы, сделанные полностью из меди, встречаются нечасто. 100% медные радиаторы на сегодня используют разве что в тепловозах и электровозах. В других отраслях применяют радиаторы с медным корпусом и начинкой из более доступного металла, к примеру, алюминия или латуни.
Большой процент засора, который может достигать 50% и низкий уровень выхода меди в чистом виде вследствие переплавки становится главным ценовым фактором на радиаторы из этого металла.
Мы готовы принимать цельномедные и радиаторы с медным корпусом по высокой и приятной для вас цене. Звоните, обращайтесь и наша фирма готова предложить вам сотрудничество на выгодных условиях.
Медь Двигатель Ротор: Процесс производства: Плавка Медь: Типы печей
Индукционные печи обычно используются для плавки меди из-за ее более высокой температуры плавления 1083°C (1981°F). Для литья медных роторов под давлением предлагаются индукционные печи следующих двух типов:
Для литья медных роторов под давлением предлагаются индукционные печи следующих двух типов:
- Двойные выталкивающие печи рекомендуются, когда планируется прототипирование или мелкосерийное производство, хотя они также могут использоваться для крупносерийного производства.
- Наклонные печи также рекомендуются для крупносерийного непрерывного производства.
Эти печи описаны ниже.
9.4.1 Печи с двойным выталкиванием
В двойных выталкивающих печах используется принцип одинарной плавки. Как показано на рис. 9.4.1.1 , при однократной плавке быстро расплавляется достаточное количество металла только для одной порции, а затем процесс плавки повторяется для следующей порции. Очевидным преимуществом этого подхода является то, что процесс плавки можно быстро запустить или остановить, что обеспечивает гибкость при производстве лишь ограниченного количества роторов.
Рисунок 9. 4.1.1: Однократная плавка рубленого медного стержня
4.1.1: Однократная плавка рубленого медного стержня
Двойная выталкивающая печь используется для повышения производительности одношаговой плавки (см. Рисунок 9.4.1.2 ). Печь этого типа имеет два тигля, оба нагреваются от одного индукционного блока питания. Каждый тигель окружен индукционной катушкой и установлен на керамический пьедестал, который можно поднимать с помощью цилиндра с пневматическим приводом. Мощность передается назад и вперед между двумя катушками. Как только медь в первом змеевике расплавится, цилиндр выталкивает тигель из змеевика, позволяя перекачивать жидкую медь в машину для литья под давлением (см.0015 Рисунок 9.4.1.3 ). В считанные секунды мощность индукции может быть передана на вторую катушку, чтобы начать плавить медь в этой катушке.
Рисунок 9.4.1.2: Двойная выталкивающая печь для однократной плавки меди
Рисунок 9.4.1.3: Двойная выталкивающая печь, показывающая нагретый тигель в приподнятом положении для заливки. В автоматизированной ячейке робот поднимал тигель и переносил его в машину для литья под давлением.
В автоматизированной ячейке робот поднимал тигель и переносил его в машину для литья под давлением.
Из-за меньшего размера тиглей, используемых для однократной плавки, катод со сдвигом обычно не используется в качестве плавильной массы. Вместо этого рубленая медная катанка обеспечивает увеличенную площадь поверхности и лучшую плотность упаковки, что приводит к более быстрому плавлению. Медный стержень в тигле показан на Рисунок 9.4.1.1 имеет диаметр приблизительно 12,5 мм (-дюйм), нарезанный на куски длиной около 19 мм (-дюйм). Такой рубленый стержень часто широко доступен во всем мире и лишь незначительно дороже, чем катод со сдвигом.
Печи с двойным выталкиванием могут обеспечить скорость цикла, необходимую для литья под давлением ротора. Во время опытно-конструкторских испытаний было показано, что индукционный источник питания мощностью 60 кВт способен расплавить 3,6 кг (8 фунтов) измельченного медного стержня менее чем за две минуты. Для роторов, требующих веса впрыска более 3,6 кг, просто будет использоваться более мощная индукционная силовая установка, чтобы обеспечить заданную скорость цикла (обычно от 2 до 2 минут для литья ротора). Двойные выталкивающие печи можно приобрести в различных размерах, соответствующих пропускной способности, необходимой для большинства медных роторов.
Для роторов, требующих веса впрыска более 3,6 кг, просто будет использоваться более мощная индукционная силовая установка, чтобы обеспечить заданную скорость цикла (обычно от 2 до 2 минут для литья ротора). Двойные выталкивающие печи можно приобрести в различных размерах, соответствующих пропускной способности, необходимой для большинства медных роторов.
Поскольку время плавки, используемое для однократной плавки, очень короткое, может не потребоваться использование защитного газа для предотвращения поглощения кислорода жидкой медью. Однако, если оказывается необходимым защитный газ, сверху каждого тигля можно легко нанести слой инертного газа (обычно азота) или восстановительного газа (азот с добавлением 5% водорода).
9.4.2 Наклонные печи
Для высокой производительности, связанной с непрерывным производством, рекомендуется использовать опрокидывающуюся печь. При таком подходе большее количество меди плавится в виде индукционной печи, показанной на рис. 9. 0015 Рисунок 9.4.2.1 . Больший размер тигля обеспечивает большую гибкость при выборе шихтового материала, включая катодную катодную медь, высококачественный медный лом электротехнической чистоты, лом заводского брака (печенье и бегуны) или нарезанную катанку. Для защиты жидкой меди от поглощения кислорода сверху тигля помещают металлическую или керамическую крышку, а сверху жидкой ванны наносят покрытие из расплава азота-5% водорода.
0015 Рисунок 9.4.2.1 . Больший размер тигля обеспечивает большую гибкость при выборе шихтового материала, включая катодную катодную медь, высококачественный медный лом электротехнической чистоты, лом заводского брака (печенье и бегуны) или нарезанную катанку. Для защиты жидкой меди от поглощения кислорода сверху тигля помещают металлическую или керамическую крышку, а сверху жидкой ванны наносят покрытие из расплава азота-5% водорода.
Когда жидкая медь достигает нужной температуры, печь гидравлически наклоняется, чтобы вылить контролируемое количество жидкой меди в керамический стакан (см. 9).0015 Рисунок 9.4.2.2 ). Затем используется робот, который поднимает чашку и переносит жидкую медь в дробеструйную гильзу машины для литья под давлением.
Рисунок 9.4.2.1: Наклонная индукционная печь
Рисунок 9.4.2.2: Гидравлическое опрокидывание печи для заливки жидкой меди в чашу для подачи в машину для литья под давлением
Основные типы медеплавильных печей для Foundry-Coldo их отличия
Плавильная печь относится к машине для плавления металлических слитков, некоторых металлических отходов и некоторых компонентов сплава в требуемые сплавы посредством шлакообразования, рафинирования и других операций. Выбор печи для плавки меди в основном основывается на двух параметрах: 1: Металлолом (медь, бронза, латунь) 2: Конечная продукция.
Выбор печи для плавки меди в основном основывается на двух параметрах: 1: Металлолом (медь, бронза, латунь) 2: Конечная продукция.
Обычно мы используем сырье, такое как медь, латунный сплав, и после плавления мы отливаем конечный продукт в медные стержни, слитки, прутки, электронные изделия и т. д.
Здесь мы разъясним разницу между различными типами медеплавильных машин на рынке
Классификация на основе тепловой энергии
В зависимости от типа тепловой энергии медеплавильные печи можно разделить на три категории:
1: Нагреваемые топливом – природный газ, сжиженный нефтяной газ, газ, дизельное топливо, мазут. Эти источники топлива вырабатывают тепловую энергию за счет сжигания топлива, которое нагревает печь.
2: Электрический нагрев: вырабатывает тепловую энергию, электризуя блок резисторов для нагрева металлов. Этот метод обычно используется в печах для плавки меди с кремниевым углеродным стержнем.
3: Индукционный нагрев: основан на принципе электромагнитного индукционного нагрева, при котором переменный ток создает магнитное поле и нагревает печь с помощью индукционного тока.
См. следующую таблицу:
 5 h
5 h
 экологически чистый.
экологически чистый.
 Это поможет нагреть и предварительно нагреть расплав, сократив время плавки и повысив эффективность работы. Благодаря двойному контролю температуры он может автоматически регулировать температуру, автоматическое плавление, автоматическую теплоизоляцию, а также может проводить определение температуры расплавленного металла на месте. В нижней части печи имеется защитная дверца. В маловероятном случае аварии в тигле прозвучит сигнал тревоги, давая оператору время принять соответствующие меры и свести к минимуму любые потенциальные потери. Крупносерийное и длительное непрерывное производство значительно улучшит производительность этих плавильных печей, что обеспечит более высокие экономические показатели, чем кокс и уголь.
Это поможет нагреть и предварительно нагреть расплав, сократив время плавки и повысив эффективность работы. Благодаря двойному контролю температуры он может автоматически регулировать температуру, автоматическое плавление, автоматическую теплоизоляцию, а также может проводить определение температуры расплавленного металла на месте. В нижней части печи имеется защитная дверца. В маловероятном случае аварии в тигле прозвучит сигнал тревоги, давая оператору время принять соответствующие меры и свести к минимуму любые потенциальные потери. Крупносерийное и длительное непрерывное производство значительно улучшит производительность этих плавильных печей, что обеспечит более высокие экономические показатели, чем кокс и уголь. Это нагревательные печи, которые используют ток для выработки тепловой энергии через резистивный материал.
Это нагревательные печи, которые используют ток для выработки тепловой энергии через резистивный материал.