как просушить электроды в домашних условиях
Поскольку новички часто сталкиваются с вопросом, как прокалить электроды в домашних условиях, мы подготовили для вас пошаговый обзор. Важно понимать, что поверхность электрода – это смазка с пористой структурой. При попадании влаги она может отслаиваться, сыреть, что приводит к негодности проводников. По этой же причине сварщики сталкиваются с проблемой прилипания, искажением шва и другими трудностями.
Чтобы электроды оставались пригодными к использованию, их хранят в герметичной упаковке. Если же производитель не придерживается правил хранения, транспортировки, а реализатор вовсе не знал о правилах хранения проводников, вы сталкиваетесь с отсыревшим расходным материалом. Именно поэтому нужно понимать, как просушить электроды в домашних условиях, чтобы использовать их для сварки. Существует несколько видов сушки. Рассмотрим плюсы и минусы каждой технологии, определимся с наиболее простым способом прокалывания.
Именно поэтому нужно понимать, как просушить электроды в домашних условиях, чтобы использовать их для сварки. Существует несколько видов сушки. Рассмотрим плюсы и минусы каждой технологии, определимся с наиболее простым способом прокалывания.
Сушка электродов: что собой представляет
Чтобы понять, как прокалить электроды, нужно понимать суть самой технологии. Она представляет собой обработку проводников при воздействии высоких температур – до 400 градусов. Влага не просто присутствует на поверхности, но и разрушает покрытие электрода. Следовательно, расходник тяжело поджечь, сварщик повторяет поджоги, что приводит к созданию многослойного непрочного шва. Удержать сварочную дугу становится практически невозможно. Все это отражается на качестве работы и результате сварки электродами.
Именно поэтому, если вы затеяли сварку в домашних условиях, нужно правильно подготовить расходные материалы к применению. Просушка необходима в ряде случаев:
- если нарушена герметичность упаковки при хранении и транспортировке электрода;
- длительное хранение расходников;
- хранение в условиях повышенной влажности;
- визуальное скопление влаги на поверхности электрода.
Просушивать электроды в домашних условиях можно не более трех раз. После этого они становятся непригодными, и даже после термической обработки вы столкнетесь с проблемами в процесс сварки.
Прокаливание сварочных электродов: какое оборудование справится с задачей
Даже если вы хотите просушить электроды в домашних условиях, существует специальное оборудование для этого. Давайте разберемся, какое оно бывает и в чем его особенности.
- Электропечь с возможностью прокаливать электроды со встроенным терморегулятором. Это компактное оборудование, которое легко транспортировать и переносить с одного места на другое. В мобильную электропечь помещается до 50 кг электродов. Чаще всего такие модели оснащены автоматизированным управлением, что облегчает работу с ними. Стандартных 220 В будет достаточно для запуска печи и сушки проводников. Модели отличаются между собой уровнем мощности.
- Электропечь с функцией сушки.
 Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным. Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру. Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно.
Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным. Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру. Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно. - Специальный пенал для сушки электродов. Он представляет собой герметичную тару с поддержанием определенной температуры. Термопенал удобен в использовании за счет компактных размеров. Отличается он спецификой нагрева электрода за счет энергии трансформатора. Также доступны сушки электродов через сеть. Минус термопенала в предельном объеме электродов – до 10 кг. Для домашних условий это оптимальный способ прокалывания.
Особенности просушки электродов в домашних условиях
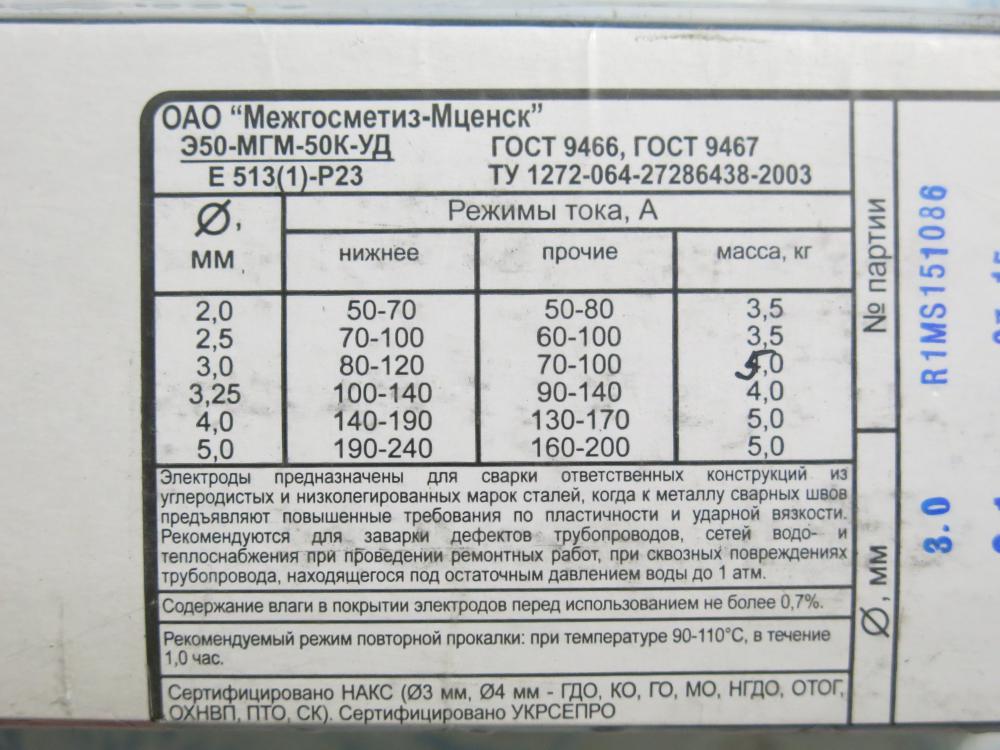
Если вы решили сушить электроды, вероятнее всего, вы подозреваете попадание влаги. Следовательно, главная цель высушивания – снижение процентного содержания влаги на поверхности электрода. Не обязательно быть специалистом, чтобы просушить проводник. Обратите внимание на информацию, прописанную на упаковке. Производитель должен указать условия просушки изделия.
Следовательно, главная цель высушивания – снижение процентного содержания влаги на поверхности электрода. Не обязательно быть специалистом, чтобы просушить проводник. Обратите внимание на информацию, прописанную на упаковке. Производитель должен указать условия просушки изделия.
Если у вас нет специального термопенала, предназначенного для сушки электрода, воспользуйтесь нагревательным предметом, который есть у вас дома. Например, подойдет электрическая духовка. Она обязательно должна быть закрытого типа. Сушка электрода на открытом огне запрещена правилами безопасности.
Если вы игнорируете прокаливание в тех случаях, когда оно крайне необходимо, это может привести к низкому качеству работы, созданию неправильного шва, увеличенному расходу проводника, неудовлетворительному результату.
Сколько времени, при какой температуре и как сушат электроды
Оптимальная температура – в пределах 250, максимально допустимая – 400. Время сушки занимает до 2-х часов. Это зависит от типа электрода, производителя. Если производитель на упаковке не указал требования к процессу сушки, зайдите на его официальный сайт и уточните параметры.
Это зависит от типа электрода, производителя. Если производитель на упаковке не указал требования к процессу сушки, зайдите на его официальный сайт и уточните параметры.
Прокаливать можно любые типы электрода, исключение – целлюлозные. Они не поддаются термической обработке, поскольку при воздействии свыше 70 градусов покрытие электрода разрушается. В результате они становятся непригодными для сварки. Такие типы расходников хранят в металлических банках, поскольку при попадании влаги они не подлежат восстановлению.
Максимально можно просушивать электроды на высоких температурах 3 раза. После этого обмазка осыпается, что приводит к разрушению структуры расходника.
Если сравнивать понятия «прокаливание» и «просушивание», главное отличие заключается в том, что при прокаливании мы придерживаемся строго инструкции производителя. При просушивании электрода пытается избавиться от влаги любым удобным способом.
Соответственно, при сушке мы можем использовать любые термические приборы. Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.
Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.
Как просушить электроды в домашних условиях? Технология выполнения работы.
Екатерина
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Содержание статьи
- Что представляет собой прокалка электродов перед сваркой?
- Разновидности оборудования для прокалки
- Технология сушки электродов
- Как просушить электроды в домашних условиях
- Прокалка электродов уони
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.

- в процессе работы вы заметили, что на них слишком много влаги.
Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
Технология сушки электродовДля различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа.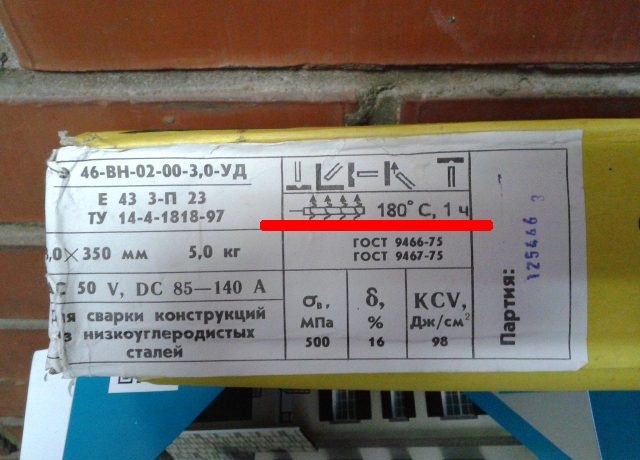 В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Прокалка электродов уони
печь для прокалки электродовНаиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Похожие публикации
Хранение и повторная сушка электродов
Электроды для дуговой сварки металлическим электродом в среде защитного газа (SMAW) или стержневые электроды должны храниться надлежащим образом для обеспечения качественного сварного шва. Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность к качественному наплавлению сварных швов. Электроды со слишком большим количеством влаги могут привести к растрескиванию или пористости. Также могут быть затронуты эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или ухудшились характеристики дуги штучного электрода, это может быть связано с вашими методами хранения или процедурами повторной сушки.
Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие рабочие характеристики штучных электродов.
Хранение стержневых электродов с низким содержанием водорода
Для правильной работы стержневые электроды с низким содержанием водорода должны быть сухими. Неоткрытые герметичные контейнеры Lincoln обеспечивают превосходную защиту при хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300°F (от 120 до 150°C)
Покрытия стержневых электродов с низким содержанием водорода, впитавшие влагу, могут привести к водородному растрескиванию, особенно в сталях с пределом текучести 80 000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой устойчивостью к влагопоглощению покрытия и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали. Специальные требования кода могут указывать предельные значения воздействия, отличные от данных указаний.
Специальные требования кода могут указывать предельные значения воздействия, отличные от данных указаний.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже с суффиксом «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену. Влагостойкие типы могут подвергаться воздействию до 9 часов.
Когда контейнеры протыкаются или открываются, электроды с низким содержанием водорода могут впитывать влагу. В зависимости от количества влаги качество сварного шва ухудшается следующим образом:
1. Повышенное содержание влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгеновского контроля или разрушающего тестирования. Если предел текучести основного металла или металла сварного шва превышает предел текучести 80 000 фунтов на квадратный дюйм (550 МПа), эта влага может способствовать растрескиванию под валиком или сварке.
2. Относительно большое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может привести к чрезмерной текучести шлака, шероховатой поверхности сварного шва, затрудненному удалению шлака и растрескиванию.
Это также может привести к чрезмерной текучести шлака, шероховатой поверхности сварного шва, затрудненному удалению шлака и растрескиванию.
3. Сильное поглощение влаги может вызвать трещины в сварных швах в дополнение к растрескиванию под валиком, сильной пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка электродов с низким содержанием водорода
Повторная сушка, если она выполнена правильно, восстанавливает способность электродов наносить качественные сварные швы. Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. НЕ сушите электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны использованию указанных требований.
Электроды класса прочности E8018 и выше должны подвергаться повторной сушке не более трех раз в течение часа в диапазоне температур от 700 до 800°F (от 370 до 430°C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударной нагрузке.
Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударной нагрузке.
Любой электрод с низким содержанием водорода следует утилизировать, если чрезмерная повторная сушка приводит к тому, что покрытие становится хрупким и отслаивается или отламывается во время сварки, или если наблюдается заметное различие в обращении или характеристиках дуги, например, недостаточное усилие дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в печи, поскольку каждый электрод должен достичь температуры сушки.
Условия повторной сушки – электроды с низким содержанием водорода
|
| Температура окончательной повторной сушки | |
Состояние |
Температура предварительной сушки(1) | Е7018, Е7028 | Е8018, Е9018, Е10018, Е11018 |
Электроды, находящиеся на воздухе менее одной недели; отсутствие прямого контакта с водой. | Н/Д | от 650 до 750°F (от 340 до 400°C) | от 700 до 800°F (от 370 до 430°C) |
| Электроды, подвергшиеся прямому контакту с водой или воздействию высокой влажности. | от 180 до 220°F (от 80 до 105°C) | от 650 до 750°F (от 340 до 400°C) | от 700 до 800°F (от 370 до 430°C) |
(1) Предварительная сушка в течение 1–2 часов. Это сведет к минимуму склонность к растрескиванию покрытия или окислению сплавов в покрытии.
Хранение и повторная сушка электродов с низким содержанием водорода
Электроды в закрытых банках или картонных коробках Lincoln сохраняют надлежащее содержание влаги в течение неопределенного времени при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха штучные электроды из открытых контейнеров могут набрать достаточно влаги, чтобы повлиять на рабочие характеристики или качество сварки. Если проблема связана с влажностью, храните электроды из открытых контейнеров в обогреваемых шкафах при температуре от 100 до 120°F (от 40 до 50°C). НЕ ИСПОЛЬЗУЙТЕ более высокие температуры, особенно для электродов из группы «Быстрая заморозка».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки – электроды без содержания водорода
Стержневой электрод | Группа электродов | Температура окончательной повторной сушки | Время |
E6010: Fleetweld 5P, 5P+ | Быстрая заморозка — чрезмерная влажность определяется шумной дугой и сильным разбрызгиванием, ржавой проволокой на конце держателя или нежелательными вздутиями покрытия во время сварки. | Не рекомендуется | Н/Д |
E7024: Jetweld 1, 3 |
Fast Fill — чрезмерная влажность определяется шумной или «рычащей» дугой, сильным разбрызгиванием, плотным шлаком или подрезом. Предварительно высушите необычно влажные электроды в течение 30–45 минут при температуре от 200°F до 230°F (90 — 110°C) перед окончательной сушкой, чтобы свести к минимуму растрескивание покрытия. | от 400 до 500°F (от 200 до 260°C) | 30–45 минут |
| E6012: Fleetweld 7 E6013: Fleetweld 37 E7014: Fleetweld 47 E6022: Fleetweld 22 | Fill Freeze — Чрезмерная влажность определяется шумной или «рычащей» дугой, сильным разбрызгиванием, плотным шлаком или подрезом. | от 300 до 350°F (от 150 до 180°C) | 20–30 минут
|
(1) Предварительная сушка в течение 1–2 часов. Это сведет к минимуму склонность к растрескиванию покрытия или окислению сплавов в покрытии.
Использование более длительного времени сушки или более высоких температур может легко повредить электроды. Для сушки выньте электроды из контейнера и разложите их в печи, потому что каждый стержневой электрод должен достичь температуры сушки.
Хранение и повторная сушка электродов – стержневые печи
Электроды для электродуговой сварки в среде защитного газа (SMAW) должны храниться надлежащим образом для обеспечения сварных швов качества
. Когда электроды стали поглощать влагу из атмосферы, их необходимо
просушить, чтобы восстановить способность к качественному наплавлению сварных швов. Электроды
с повышенной влажностью могут привести к растрескиванию или пористости. Рабочие характеристики
также могут быть затронуты. Если вы столкнулись с необъяснимым растрескиванием сварного шва
, или если производительность электродной дуги ухудшилась, это может быть
из-за ваших методов хранения или процедур повторной сушки.
Для правильной работы все электроды должны быть высушены до нужного уровня. Даже небольшое
количество влаги в электродах с низким содержанием водорода может привести к серьезным проблемам со сваркой
, таким как внутренняя пористость, растрескивание сварного шва или плохие рабочие характеристики. Мы
рассмотрим три разных типа электродов:
1.
Электроды с низким содержанием водорода
Хранение
и пределы воздействия
Электроды SMAW с покрытиями с низким содержанием водорода, такие как E7018 и E8018-C3, должны храниться в очень сухом состоянии, так как может легко произойти растрескивание, вызванное водородом, особенно в сталях
с пределом текучести 80 000 фунтов на квадратный дюйм и выше. Чтобы сохранить эти электроды
сухими во время хранения и предотвратить дефекты сварки,
вот несколько советов:
Приобретайте
эти электроды в герметичных контейнерах, которые обеспечивают превосходную защиту
против впитывания влаги.Не открывайте
герметически закрытые контейнеры до тех пор, пока электрод не понадобится для использования
.При вскрытии банок
электроды, которые не будут использоваться сразу, следует поместить
в шкаф при температуре от 250 до 300 градусов (120-150 градусов C).- Электроды
должны поставляться сварщикам в количествах, которые могут быть израсходованы в течение временных ограничений
, которые зависят от типа электрода и уровня прочности. Например, стандарт 9Электроды 0010 E7018 могут безопасно подвергаться воздействию атмосферы в течение 4 часов, тогда как стандартные электроды
E11018 ограничены только ½ часа.
Повторная сушка
При нарушении
герметичности (преднамеренно, например, при открытии банки,
или случайно, например, при проколе банки) банку электродов SMAW с низким содержанием водорода
необходимо повторно высушить . Когда электроды находились в атмосфере в течение 900–10 дней, их можно повторно высушить. Следующие процедуры повторной сушки
следует использовать:
- Для повторной сушки
электроды следует вынуть из банки и поместить в подходящую печь.
Электроды должны быть разложены в печи таким образом, чтобы все электроды достигли
температуры сушки. Банку с электродами нельзя ставить в духовку; картонные вкладыши
могут обуглиться, и температура электродов будет неравномерной. - Когда электроды
первоначально помещены в печь, температура не должна быть
больше половины температуры повторной сушки. Электроды следует выдержать при этой температуре в течение ½ часа, прежде чем нагреть электрод до конечной температуры. - Для электродов из низкоуглеродистой стали
с низким содержанием водорода, регулируемых AWS A5.1 (например, E7018), окончательная температура повторной сушки
обычно составляет 500–800 градусов по Фаренгейту. -температура сушки должна быть 700-800 градусов
-температура сушки должна быть 700-800 градусов
F. Необходимо соблюдать рекомендации производителя. - Один
часов при указанной конечной температуре является удовлетворительным. Не сушите электроды при более высоких температурах. Кроме того, несколько часов при более низкой температуре не эквивалентны использованию указанных требований. Влага химически связывается (поглощается)
покрытием электрода, и эти химические связи должны быть разрушены при соответствующей температуре
в течение надлежащего периода времени, иначе электрод может быть поврежден. - Любой электрод
следует выбросить, если чрезмерная повторная сушка приводит к тому, что покрытие становится
хрупкий и отслаивается или ломается во время сварки. Или утилизируйте электрод, если
есть заметная разница в обращении или характеристиках дуги, например, недостаточная сила дуги
.
2. Электроды из аустенитной нержавеющей стали
Хранение
и пределы воздействия
Аустенитная нержавеющая сталь
для SMAW должна храниться сухой. Обычно первая проблема, которую заметят
при сварке такими электродами, которые были загрязнены
0010 влажность будет пористостью сварного шва.
могут быть затронуты и другие эксплуатационные характеристики. Чтобы сохранить эти электроды сухими во время хранения, вот несколько рекомендаций:
3.
Электроды с низким содержанием водорода
Хранение
и пределы воздействия
и все же важно
, чтобы эти электроды также правильно хранились. В отличие от электродов с низким содержанием водорода
, которые всегда должны быть сухими, для некоторых электродов без низкого содержания водорода требуется около
влаги в покрытиях для правильной работы. Если эти электроды
слишком сухие, они могут работать неправильно. Альтернативные чрезмерно влажные электроды
могут вызвать другие проблемы. Необходимо соблюдать следующие процедуры:
Храните
эти ненизководородные электроды из свежеоткрытых контейнеров в отапливаемых шкафах
при температуре 100–120 градусов F (40–50 градусов C).