с помощью простой, поршковой и флюсовой проволоки
Сварка в полуавтоматическом режиме без газа заключается в том, что сварочная ванна – место соединения двух сварочных поверхностей между собой защищается не средой инертного газа, а следующими видами безгазовой защиты:
- слой флюса;
- порошковая защита с электрода;
- слой шлака, образуемый при сгорании электрода.
По виду механизации полуавтоматическая сварка характеризуется наличием специального суппорта для автоматического подвода присадочной флюсовой проволоки или порошкового электрода.
Область технологического применения данной сварки в основном сводится к соединению разнородных мягких металлов, цветных металлов или для напыления и восстановления деталей и запчастей из алюминия, чугуна или бронзы.
Сварка алюминия полуавтоматом без газа
 Как уже было сказано, основная область применения сварки без газа в полуавтоматическом режиме – соединение мягких и цветных металлов, например алюминия.
Как уже было сказано, основная область применения сварки без газа в полуавтоматическом режиме – соединение мягких и цветных металлов, например алюминия.
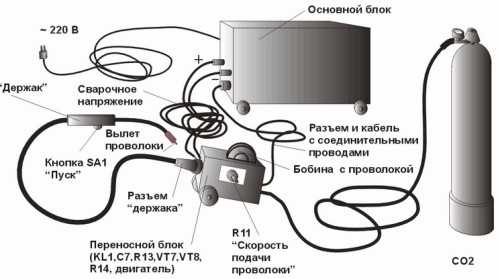
Принципиальная схема сварочного аппарата представляет собой замкнутый контур, состоящий из заземления, переносного инвертора и электрода и подводимого автоматом присадочного электрода.
Профессия сварщика несомненно требует некоторых профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.
Сварщик — специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом. Читайте где можно обучиться сварке здесь.
 Профессия сварщика несомненно требует некоторых профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.
Профессия сварщика несомненно требует некоторых профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.Как правило, две алюминиевые поверхности варят в стык, проводя тонкий шов в 1-1,5 мм. шириной. В качестве наплавки используют медную проволоку.
Необходимо помнить о том, что попадание в расплав алюминия воздуха приведет к критическим изменениям структуры металла, появятся каверны, и существенно увеличится хрупкость металла, снизив его пластичность.
Для этого сварочную ванну необходимо защитить слоем флюса, который вводится по мере образования сварочного шва.
Флюс – вещество, которое образуется при сгорании электрода или присадочной проволоки, флюс прекрасно зарекомендовал себя, полностью изолируя сварные поверхности от атмосферного воздуха.
Сварка полуавтоматом флюсовой проволокой без газа
Типичный способ сварки алюминия. Флюсовая проволока подводится суппортом к электрической дуге и при сгорании равномерно покрывает сварочную ванну.
Такой способ обладает рядом положительных характеристик:
- на протяжении долгих лет показывает прекрасное качество и функциональность;
- относительная дешевизна и простота использования;
- экологичность и безвредность;
- прекрасные функциональные показатели.
Общую статью о сварочном производстве можно прочитать здесь.
 Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и прочим.Смотрите детали о особенностях заполнения журнала сварочных работ.
Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и прочим.Смотрите детали о особенностях заполнения журнала сварочных работ.
Сварка порошковой проволокой без газа
 Порошковая проволока безгазовой среде выполняет те же задачи, что и флюс. используется специальный порошковый состав на основе кремниатов или силикатов, которые отторгаются расплавленным металлом и образуют на его поверхности пленку, затрудняющую проникновение кислорода к расплавленному металлу.
Порошковая проволока безгазовой среде выполняет те же задачи, что и флюс. используется специальный порошковый состав на основе кремниатов или силикатов, которые отторгаются расплавленным металлом и образуют на его поверхности пленку, затрудняющую проникновение кислорода к расплавленному металлу.
По своей конструкции флюсовая и порошковая проволока представляет собой трубку из мягкого легкоплавкого метала, полую внутри. Полость трубки заполнена порошком из кремниатов или флюсом, который при оплавлении трубки не сгорает, а просыпается на поверхность.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.
Читайте подробнее о сварке металлов.
 Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью.
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью.
Сварка полуавтоматом простой проволокой без газа

Такой вид полуавтоматической дуговой сварки используется только при безгазовом напылении и прокладке сверхтонких шов вольфрамовой проволокой, но так как поверхность должна быть защищена от воздуха, то используется принципиально отличающийся от прочих механизм: принудительная подача флюса или порошка к сварочной поверхности.
Для этого используются полимерные или плексигласовые шланги-дозаторы, просыпающие флюс на металл. К таким дозаторам есть ряд определенных требований, как и к автоматам с данным оснащением:
- не допускаются перегибы шлангов или мягкого плексигласа, это может привести к нарушению дозации флюса и попаданию воздуха в металлическую структуру;
- нежелательны резкие движения автомата и рывки, это приведет к неравномерному или чрезмерному попаданию флюса и замутнению сварочной ванны;
- необходимо по возможности исключить сдувание флюса с поверхности, это значит, что работы следует производить в условиях цеха или в безветренную погоду.
Сварочный инвертор на сегодняшний день вполне успешно может справиться с монтажом и демонтажем во время строительных работ и ремонте автомобилей. Как выбрать и использовать инверторный сварочный аппарат читайте здесь.
 При электродуговой сварке сварочные кабеля используются для передачи электрического тока от инвертора или баласного реостата к «держаку», в котором закрепляется сварной электрод, а так же для проводки заземления от сварной поверхности к баласнику для создания замкнутого контура.
При электродуговой сварке сварочные кабеля используются для передачи электрического тока от инвертора или баласного реостата к «держаку», в котором закрепляется сварной электрод, а так же для проводки заземления от сварной поверхности к баласнику для создания замкнутого контура.В настоящее время существует множество моделей полуавтоматических сварочных инверторов, но все они отличаются следующими положительными критериями:
- полуавтоматический режим во многом исключает огрехи сварщика;
- полуавтоматы способствуют прокладке ровных швов, что очень актуально для сварки трубопроводов или технологических линий в станках и агрегатах;
- мягкие и цветные металлы не варятся в обычном режиме без автоматов или полуавтоматов;
- сравнительно малые габариты, мобильность и простота конструкции автоматического суппорта и технологической схемы электропотребления.
Безгазовая сварка полуавтоматическом режиме прекрасное и функциональное решение сложных технических вопросов, которое характеризуется высоким КПД, производительностью, качеством, удобными условиями труда и малой затратностью.
Читайте также:
- Холодная сварка для линолеума Часто перед обывателем, затеявшим ремонт, возникает вопрос: чем сварить линолеум между собой?Холодная сварка линолеума — очень эффективный и […]
- 2 технологии сварки алюминия аргоном В настоящее время в перечне технологий представлено множество различных методов сварки и множество машин для ее производства.Не менее важной и […]
 Холодная сварка для линолеума Часто перед обывателем, затеявшим ремонт, возникает вопрос: чем сварить линолеум между собой?Холодная сварка линолеума — очень эффективный и […]
Холодная сварка для линолеума Часто перед обывателем, затеявшим ремонт, возникает вопрос: чем сварить линолеум между собой?Холодная сварка линолеума — очень эффективный и […] 2 технологии сварки алюминия аргоном В настоящее время в перечне технологий представлено множество различных методов сварки и множество машин для ее производства.Не менее важной и […]
2 технологии сварки алюминия аргоном В настоящее время в перечне технологий представлено множество различных методов сварки и множество машин для ее производства.Не менее важной и […]metallmaster.org
Сварка полуавтоматом без газа проволокой: инструкция, плюсы и минусы
Полуавтоматическая сварка является оптимальным способом соединения металлических деталей, обеспечивая и физическое удобство для пользователя, и высокое качество результата. Как правило, в использовании данного метода задействуются аргоновые и углекислотные смеси в целях защиты от негативного влияния воздушной среды. Но также имеет свои преимущества и технология сварки с проволокой для полуавтомата без газа, при которой может подключаться и флюс.
Общие сведения о технологии

Потребность в использовании газовой среды возникает в силу необходимости защиты сварочной ванны от кислорода. Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами. На базовом же уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия MIG-MAG и TAG. Обязательным функциональным органом является и оснастка для подачи проволоки. Без газа полуавтомат чаще всего используют в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Преимущества сварки без газа

Использование технологии полуавтоматической сварки без углекислотных и аргоновых смесей дает немало положительных эффектов, в числе которых следующие:
- С точки зрения технологической организации выгоден отказ от газобаллонного оборудования с сопутствующей оснасткой. Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
- Применение сварки полуавтоматом с обычной проволокой без газа расширяет возможности обработки разного рода материалов. У многих газовых смесей есть ограничения по совместимости с определенными покрытиями проволоки, поэтому можно говорить о повышении универсальности метода.
- Оператор может визуально контролировать место подачи в разделку сварки через маску. При использовании инертных газов рабочая дуга закрывается горелкой.
- Повышение уровня безопасности. Обработка под термическим воздействием сама по себе несет немало рисков, но отсутствие газа их значительно снижает.
Недостатки сварки без газа

Очевидно, что исключение защитной среды влечет и целый ряд отрицательных моментов при выполнении операции. К ним можно отнести следующие:
- Применение порошковой проволоки – не самое лучшее решение в плане финансовой экономии, хотя в большинстве случаев это единственно возможная альтернатива.
- Повышаются требования к качеству расходных материалов. В целях минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и соответствующую оснастку.
- Использование проволоки для сварки полуавтоматом без газа допускается только в сочетании с аппаратами, позволяющими изменять обратную полярность в условиях прямого включения.
- Имеют место и свои ограничения по совместимости режимов с порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом.
- На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Подготовка к рабочему процессу

В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Какая проволока используется?
Рекомендуется применять порошковую проволоку на стальной основе в виде трубки. Средний диаметр у нее составляет 0,8-1 мм. Непосредственно активная порошковая смесь представляет собой подобие обмазки обычных электродов, которая в процессе нагрева формирует защитное облако. В частности, состав может формироваться из шлакообразующих и деоксидирующих присадок, обеспечивающих также стабильность горения дуги. Использование порошковой проволоки для полуавтомата без газа избавляет от необходимости применения редукторов и емкостей с защитными средами, при этом скорость рабочего образования шва остается достаточно высокой. В выборе конкретного состава порошка важно иметь в виду, что некоторые эксплуатационные свойства могут противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.

Техника выполнения сварки
Метод сварки без защитных смесей во многом схож с обычной технологией термического воздействия в средах аргона или углекислоты. После подготовки оборудования и расходников производится розжиг дуги, а затем начинается подача проволоки с образованием сварочной ванны. Порошковый состав как таковой может выполнить ту же функцию, что и газовая изоляция, но есть один нюанс – попадание шлака неизбежно приводит к образованию дефектов. Прочностные характеристики могут соответствовать нормативным требованиям, но сама структура будет искаженной и деформированной. По этой причине проволока для полуавтомата без газа часто используется с расчетом на формирование двойного шва. Первый слой будет конструкционным, а второй – финишным технологическим. Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Сварка полуавтоматом без газа проволокой с флюсом

В отличие от проволочных расходников, флюсовый наполнитель представляет собой не формовочную порошковую смесь. Хотя по составу он может соответствовать и вышеупомянутым материалам для защиты сварочной зоны. В целом технология сварки выполняется по стандартной схеме посредством полуавтомата, но имеют место особенности подачи флюса. При дуговой тактике работы, в принципе, возможно и автоматическое направление через выпрямитель. Это касается работы со сварочным полуавтоматом без газа на флюсовой проволоке, причем современные производства задействуют для таких целей и многофункциональные роботизированные комплексы. В бытовых же условиях техника подачи скорее напоминает ручной способ. Порошковым составом путем перемещения головки полуавтомата накрывается сварочная ванна до оптимального состояния изоляции.
Заключение

Отказ от газовой защиты при сварке накладывает большую ответственность на оператора, поскольку качество соединения в большей степени будет зависеть от его опыта и сноровки при обращении с расходниками. Облегчить данную задачу новичку можно правильным выбором рабочих материалов. Оптимальным решением будет самозащитная сварочная проволока для полуавтомата без газа, которой можно соединять низколегированные и углеродистые стали. Дает свои преимущества и флюс, однако перед его использованием следует детально определить свойства соединения через расплав порошка. Малейшая ошибка в выборе состава активных элементов расходника может привести к образованию критических дефектов при формировании шва.
fb.ru
Сварка полуавтоматом без газа
Для выполнения процесса дуговой сварки часто используют полуавтомат. Роль электрода выполняет проволока. Механический привод подает ее непрерывно в головку для сварки. Заданная скорость подачи постоянная. Благодаря флюсам, даже если проволока небольшая в диаметре (до 2 мм), металл расплавится на требуемую глубину. Швы отличаются высоким качеством и надежностью, не зависимо от толщины металла.
[contents h3 h4]
От режима зависит как правильно варить полуавтоматом с углекислотой. В этом случае предусмотрено использование импульсно-дугового режима, при котором хоть металл и расплавляется медленнее, но шов получается прочный.
httpv://www.youtube.com/watch?v=jFL-r67COw4
При использовании полуавтомата улучшиться не только качество ее шва, но и значительно увеличится производительность труда. Таким способом опытные специалисты за 1 час сваривают 20 – 40 м шва.
Полуавтоматическая сварка выполняется как с использованием газа, так и без него. Во время проведения процесса с газом возможно полностью исключить доступ кислорода в зону, где производится сварка. Это позволит избежать переизбытка или недостачи углерода. Ведь это может повлиять на качество шва.
Какой газ нужен для сварки полуавтоматом? Для этих целей используется ацетилен. Он получается, когда вода вступает в реакцию с карбидом кальция. При смешивании ацетилена с кислородом достигается температура 3000⁰ и выше.
Сжижений МАФ — газ для сварки полуавтоматом. Этот новый вид сменил ацетилен. Также используют бутаны, пропаны, бензолы и другие. Но во время процесса должен обязательно присутствовать кислород в качестве катализатора.
Иногда возникает вопрос, если производится сварка полуавтоматом, какой газ использовать? Все зависит от вида металла.
Этот метод отличается большой трудоемкостью и значительными затратами, так как газовые баллоны тяжелые, а заправка дорогая. С этого следует, что при нечастой работе лучше использовать проволочный сварочный аппарат.
Сварочный полуавтомат инверторного типа
Производство этих аппаратов началось не так давно. Но благодаря своим функциям, они стали востребованы не только среди любителей, но и профессионалов. Устройство для подачи проволоки в сварочную зону — обязательный механизм инвертора. Она может быть защитной или порошковой.

Выполняя процесс плавящимся стержнем, используется защитный газ для сварки полуавтоматом. Полуавтомат используют для изделий, для изготовления которых были использованы алюминий, низколегированные и коррозионностойкие стали.
Его принцип работы заключается в преобразовании переменного тока в постоянный при подключении агрегата к электрической сети. Эти функции выполняются специальным модулем, высокочастотным трансформатором и несколькими выпрямителями. В усовершенствованных полуавтоматах установлен особый блок, который автоматически регулирует коэффициент мощности.
С его помощью происходит синхронизация рабочих токов по синусоидам напряжения, что позволяет оборудованию работать стабильно и качественно.
Преимущества и недостатки инвертора
Благодаря некоторым преимуществам, такие полуавтоматы более популярны по сравнению с другими агрегатами:
- Процесс достаточно прост.
- Высокое качество швов.

- Работы могут производиться как на твердой поверхности, так и на весу.
- Возможность сварки в разных положениях пространства (под разными углами, снизу или сверху).
- Незначительные материальные затраты на проведение работ.
- Токсичность выделяемого газа не значительна.
Недостатки инвертора полуавтомата:
- Высокая стоимость как новых установок, так и его ремонтных работ.
- Необходима защита от пыли. Чистку и продувку проводят регулярно.
- Агрегат не переносит минусовые температуры.
Можно ли варить полуавтоматом без газа? Для этого не возникнет никаких проблем. Для сварки без газа используется порошковая и флюсовая проволока для полуавтомата. Это стальная трубка с порошком (флюсом) внутри. Рабочая зона защищена газом.
Только следует учесть, что сварка полуавтоматом без газа обычной проволокой запрещена. Использовать обычную проволоку без газа нельзя.

Сварка полуавтоматом без газа обладает преимуществами:
- Отсутствует надобность в газовой аппаратуре.
- Затраты на работу существенно ниже.
- Простота в применении.
Из этого следует, что данный процесс экономически выгодный.
Сварка алюминия полуавтоматом без газа происходит с помощью алюминиевой проволоки, которую используют как электрод. Но чаще для этих целей применяют аргон.
Как варить полуавтоматической сваркой? Данный процесс состоит из нескольких этапов:
Прежде чем приступить к работам, необходимо прежде всего приобрести подходящую присадочную проволоку. Ее диаметр должен соответствовать глубине необходимого шва. В зависимости от материала металлоконструкции подбирается проволока для сварки полуавтоматом без газа.
Совет!! Полуавтоматом производится сварка флюсовой проволокой без газа. Присадки для аргоновой сварки не подходят.
- Агрегат подготавливаем к работе. На месте, где будут производиться работы, размещают катушку с проволокой. Ее конец пропускают по подающих вальцах, чтобы вывести ее к держаку. Необходимо внимательно следить, чтобы вальцы не сдавливали проволоку, так как она очень хрупкая, и можно повредить ее. Настраивая силу тока, следует учесть ее зависимость от типа проволоки и ее диаметра. Необходимую величину тока указывают на упаковочной таре.
- Подготовка деталей. Необходимо зачистить от ржавчины их торцы на месте стыка. На столе для сварки расположить детали, сдвинуть и закрепить.
- Выполнение процесса сварки. Угол расположения держака по горизонтали должен составлять 80⁰ — 85⁰. Сварку производят от края, что расположен дальше, до ближнего. Чтобы улучшить качество шва, можно повторно пройтись по горячему металлу.
httpv://www.youtube.com/watch?v=vXYtmYTDKMA
Используя сварочный полуавтомат проволочный, риск пропалить металл исключается. Углекислый газ подавляет горение свариваемой поверхности.
krasimavtomobil.ru
Как варить полуавтоматом без газа и с углекислым газом?
Для выполнения сварки используется различное оборудование. Полуавтоматическая сварка отличается от механизированной ручной тем, как именно подается электрод в рабочую зону. В качестве самого электрода используется специальная сварочная проволока. Как варить полуавтоматом? Можно применять сварку в среде углекислого газа или без газа.
Устройство сварочного полуавтомата.
Сегодня выпускаются различные модели сварочных аппаратов, они могут быть предназначенными для работы с алюминием, сплавами различных металлов, для дуговой сварки металлов. Сварка при помощи полуавтомата осуществляется с использованием специального сопла, для работ с кузовами имеются особые боковые гнезда, которые делают возможным приваривание клепок к металлическим частям.
Особенности сварки полуавтоматом
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
Полуавтоматическая сварка отличается определенными преимуществами:
- Детали для сваривания могут иметь малую толщину примерно до 0,5 мм.
- Сварка получается с малой чувствительностью к ржавчине и коррозии, загрязнениям, хотя поверхность и рекомендуется предварительно очистить от всех следов грязи, чтобы увеличить качество шва.
- Стоимость работ низкая.
- Есть возможность выполнения пайки оцинкованных деталей.
Есть и минусы, среди которых;
- Если для работы не использовать газ, то возможно сильное разбрызгивание металла, а это недопустимо.
- У открытой дуги наблюдается сильное излучение.
Схема полуавтомата для сварки алюминия.
Перечисленные минусы почти не оказывают влияние на выбор метода, сварка полуавтоматом без использования газа применяется часто в автосервисах. В качестве источника питания применяется обратный постоянный ток, на изделие подается только минус. Сам аппарат состоит из горелки, рабочего механизма, подающего проволоку. Подающие механизмы для оборудования бывают такого типа:
- универсальный, т. е. тянуще-толкающий;
- простой толкающий;
- простой тянущий.
Сварка без газа
Довольно часто используется сварка без газа. Работа выполняется с применением полуавтоматического оборудования. Здесь есть одна выгодная сторона. Не обязательно приобретать дорогостоящий баллон с рабочим газом.
Сварочная проволока применяется специальная порошковая либо флюсовая.
Полярность проволоки при сварке полуавтоматом без газа: без газа (обратная полярность) и с газом (прямая полярность).
Проволока имеет особую конструкцию, она представляет собой металлическую полую трубку, внутрь которой помещается флюс. Во время сварки в зоне работы образуется защитное газовое облако, при этом ток подается непосредственно на изделие, т. е. выполняется так называемая сварка при помощи прямого тока.
При варке таким методом вертикальных швов тепло поднимается вверх с нижней части детали. Это не очень хорошо, но подобного недостатка можно избежать. Необходимо вести шов не снизу вверх, а иначе. Горелка во время продвижения наклоняется вверх, в результате получается удержать тепло для сварочной ванны. Движения во время работы надо делать быстрые. Проволока постоянно удерживается на переднем краю сварочной ванны.
Сварка с углекислым газом
Процесс может выполняться и с участием углекислого газа. Сегодня для этого выпускаются специальные модели оборудования, которые обладают такими преимуществами:
Схема наплавки в среде углекислого газа.
- Термическое воздействие имеет узкую зону, можно сваривать даже тонкие детали.
- При наличии слоя краски можно получить ее узкое выгорание, финишные и подготовительные работы необходимы минимальные.
- Проволока плавится с высокой скоростью, производительность подобного оборудования повышается в несколько раз.
- Сварочный шов получается отличного качества, а предварительной подгонки деталей уже не требуется.
- Если детали имеют разлиную толщину, то соединительный шов получается качественным и прочным.
- Стоимость доступная, технология сварки несложная, ее легко освоить, хотя при работе и требуется предельное внимание.
Процесс сварки полуавтоматом своими руками
MIG/MAG сварка.
Сам процесс сварки полуавтоматом требует определенного опыта и повышенного внимания. В противном случае работа будет выполнена некачественно. Надо правильно настроить оборудование, для этого выполняются определенные действия:
- Необходимо выбрать силу тока, которая будет соответствовать толщине свариваемого материала. Для каждой модели предоставляется инструкция, в которой обязательно указываются все необходимые данные в таблицах. Важно помнить, что полуавтоматическое оборудование плохо будет варить, когда сварочный ток низкий.
- Необходимо правильно выбрать скорость для подачи сварной проволоки. Это можно легко сделать при помощи специальных сменных шестерен, которые поставляются в комплекте к сварочному оборудованию.
- Далее придется настроить источник подачи тока, который должен соответствовать всем требуемым параметрам.
- Сварку надо начинать с пробного образца. Небольшой кусок металла надо попробовать сварить, подбирая режим работы. Если все настройки выполнены верно, то сварная дуга должна быть устойчивой, количество флюса выдается согласно норме.
- Переключатель для подачи сварной проволоки переводится в указанное положение «вперед», после чего надо воронку наполнить флюсом. Держатель ставится так, чтобы наконечник полностью находился в зоне сварки. Заслонка флюсовой воронки включается, нажимается кнопка «Пуск». Одновременно с этим надо чиркнуть по свариваемой зоне, чтобы дуга могла загореться. После начинается непосредственно сварочный процесс. Наконечник ведется плавно, не слишком медленно или быстро, надо постоянно контролировать положение и наклон сварочного аппарата.
В чем особенности сварки алюминия?
Схема дуговой сварки алюминия.
Свои особенности имеет сварка полуавтоматом алюминия. Для работы в качестве электрода используется алюминиевая проволока. Она мягкая, но в процессе работы возможны залипания в горелке и токосъеме. Чтобы этого не происходило, надо применять специальные токосъемники (Am, Al).
Можно использовать газ аргон, но он должен быть отличного качества. От этого зависит качество сварного шва. При этом давление аргона должно быть необходимого уровня, это защитит сварную ванну, во время работы не будет происходить подсоса воздуха. Во время сварки образуется высокое разрежение, так как используемый газ (для варианта сварки с газом) проходит при большой скорости.
При работе с алюминием важно обязательно соблюдать такие особенности:
- Все детали требуется зачищать механическим методом, чтобы качество свариваемых частей было высоким.
- Растворителем с поверхностей удаляется вся грязь.
- После этого следует аккуратно выполнить пробный шов, для чего применяется образец металла.
Важно, чтобы во время работы удалось пробить так называемую окисную пленку на поверхности алюминия, после чего дуга должна протягиваться плавно и правильно. Важно все время контролировать сварную ванну, в противном случае сварки не получится, придется с самого начала повторять процесс.
Как выбрать полуавтомат для сварки?
Схема сварки под флюсом.
Чтобы работа была выполнена качественно и быстро, необходимо выбрать полуавтомат, который будет максимально соответствовать потребностям и условиям работы. Среди параметров необходимо отметить:
- Характеристики питающей сети под оборудование.
- Цели, для которых приобретается сварочный аппарат. Это важный параметр, так как для профессиональных работ необходимо использовать более сложное оборудование, мощность которого выше.
- Нужно предварительно определиться с тем, как именно надо пользоваться сварочным оборудования, изучить инструкцию.
- Следует сразу определиться с тем, какие расходные материалы могут потребоваться.
- Тщательно изучить технологию сварки и работы конкретно с полуавтоматом. На помощь могут прийти разнообразные видеоуроки, которые подробно демонстрируют все особенности процесса.
- Выяснить, какие требования к рабочему месту придется соблюдать.
Использование для сварки полуавтомата позволяет выполнить работы качественно и быстро, но важно соблюдать все этапы технологии. Надо сразу определиться с тем, какой именно метод будет использоваться — с углекислым газом или без него.
moyasvarka.ru
Сварка порошковой проволокой без газа
Работа при помощи полуавтомата ускоряет процесс сварки. Швы накладываются быстрее благодаря бесперебойному способу подачи проволоки. Она играет роль присадочного металла. Благодаря сварке полуавтоматом порошковой проволокой большие объемы металла позволяют создавать длинные швы. У рабочего отпадает необходимость в смене электрода. Шов при этом получается гораздо качественнее и намного лучше.
Зачем нужна сварка трубкой с порошком?
Полуавтоматический сварочный аппарат требует дополнительно газового баллона. Вес его достаточно большой – до 83 кг. Например, варить порошковой проволокой можно без подключения громоздкого баллона с длинным шлангом.
Задачу упрощает альтернативный способ – автоматическая сварка порошковой проволокой. Он исключает применение защитного газа. Впрочем, варить трубкой можно и с преимуществами, и с недостатками. Сварочный шов, выполненный электрической дугой, требует защиты сварочной ванны от взаимодействия с газами в окружающей среде.
Защитой может служить обмазка покрытых электродов или инертный газ, который подается вокруг трубки из полуавтомата. Однако доставка баллона с газом порой представляет большие сложности. Процесс работы с электродами с покрытием занимает очень много времени.
Процесс работы ускоряет порошковая проволока, подходящая для сварки. Ее структура полая внутри. Вариантов исполнения трубки с порошком несколько. Она бывает с одним или двумя ребрами жесткости. Ребра жесткости появляются в процессе производства расходного материала. Так как порошок закладывается в специальную трубчатую конструкцию, становится возможной сварка порошковой проволокой.
Эти ребра исключают порчу структуры расходников при нажатии. Полуавтоматическая сварка производится таким образом, что расходный материал получает разряд электрического тока. Он образует сварочную дугу. Высокая температура дуги плавит трубку из металла. Находящийся в ней порошок формирует шов. Смесь образует облако из газа, защищающее расплавленный металл. Состав, который находится внутри, бывает различный. Расходный материал должен соответствовать конкретному виду стали. Такой проволокой может производиться механизированная сварка.
Достоинства и недостатки сварки порошковой проволокой
Сварка полуавтоматом без газа имее следующие достоинства:
- иключение энергоемких газовых аппаратов;
- отсуткие трат на заряд баллонов инертным газом;
- возможность применения различных типов проволоки;
Ход работы с трубкой, наполненной порошком, возможен на оцинкованном железе, нержавейке, с углеродистой сталью. Габариты расходных материалов бывают различными. Поэтому способ подходит для соединения тонких или толстых листов железа.
Источником питания для сварки алюминия при помощи полуавтомата будет постоянный ток. К самому листу алюминия нужно подоединить клемму с минусовым обозначением. Основной рабочий элемент — горелка. Ее конструктивные особенности позволяют подавать на сварочную поверхность трубку с порошком.
Из недостатков этого вида работы с полуавтоматом стоит отметить высокую стоимость расходных материалов. Приобретать дорогие ради экономии средств на покупке газового баллона нет необходимости. К примеру, порошок выгодно применять в местах, которые труднодоступны для доставки баллона с газом.
Качество сварных швов не позволяет использовать процесс для соединения труб, которые находятся под давлением. Поверхность шва представляет собой шлаковую корку. Она требует отделения молотком, но только после остывания металла. Чтобы сцепление следующего слоя было хорошим, это действие должно производиться несколько раз подряд.
Работа при помощи трубки образует грубые, некрасивые швы. При некачественной работе сварщика возможны наплывы лишнего расходного материала, а также непровары. Лишний расходный материал требует дополнительной зачистки специальной щеткой по металлу. Качество шва в среде инертного газа получается лучшим. Однако положительные свойства сварки значительно облегчают строительство, а также монтажные работы.
Например, мобильность оборудования позволяет производить работы на большой высоте или в шахтах и туннелях. Однако особенности работы требуют особого обустройства рабочего участка. Организация сварочного процесса должна производиться с учетом соблюдения техники безопасности. Сварщик обязан надевать индивидуальные средства защиты.
electrod.biz
Сварка полуавтоматом без газа
Сварочный полуавтомат уже не является какой-то новинкой, доступной лишь профессиональным сварщикам или жестянщикам. Специализированные магазины наполнены как недорогими и достаточно простыми, так и вполне качественными аппаратами.Популярность их объясняется достаточно просто — простота рабочего процесса, причем ни в ком случае не в ущерб качеству, скорее наоборот. При использовании сварочного полуавтомата можно получить даже при небольшом навыке вполне качественный и красивый шов.
Как правило, приобретаются аппараты серии MIG-MAG, то есть те, которые варят в среде инертного (MIG), например, аргона и активного (MAG) — углекислого газа. Что это дает? Поскольку сталь — это соединение железа с углеродом, причем в определенной пропорции, то и сварной шов должен хотя бы примерно соответствовать этим же характеристикам. В противном случае шов получается либо слишком хрупким — переизбыток углерода, либо мягким — недостаток. Среда защитного газа позволяет отсечь кислород воздуха из места сварки, поэтому в процессе работы расплавленный металл детали плавится, соединяясь с расплавленной в зоне сварочной ванны проволокой.
Однако баллоны достаточно тяжелы, а при нечастом использовании заряжать баллон для того, чтобы пройти шов, например 5-7 см невыгодно, да и слишком дорого. Гораздо проще использовать специальную сварочную проволоку.

Альтернативно, ее называют ещё флюсовой проволокой, что, в принципе, указывает на ее состав. Помимо этого может встретиться название порошковая сварочная проволока, что также соответствует этому же материалу. Независимо от названия эта проволока позволяет осуществить сварку полуавтоматом без газа .
Состоит такая проволока из стальной трубки, диаметр которой соответствует применяемой при обычной сварке в среде газа. Как правило это 0,8 мм. Внутри находится специальный порошок — флюс, несколько напоминающий по своему составу обмазку обычных электродов. В результате нагревания флюс сгорает и образует в зоне сварки облако защитного газа, наподобие того как и в простой сварке электродом.
Из плюсов можно отметить отсутствие необходимости газовой аппаратуры, а самое главное — возможность наблюдать, конечно сквозь защитную маску, за местом подачи в разделку. Помимо этого, различные типы проволоки содержат различные наполнители, что позволяет формировать химический состав шва, а также характеристики дуги.
В связи с тем, что сварка несколько напоминает обычную, электродом, в процессе может происходить затекание шлака от сгоревшего флюса в сварочную ванну, поэтому в некоторых случаях для получения герметичного соединения приходится поверх накладывать ещё один шов, предварительно очистив предыдущий.
В связи с тем, что порошковая проволока, обеспечивающая сварку полуавтоматом без газа, имеет малую жесткость в своей конструкции — стенка очень тонкая — подача проволоки должна осуществляться механизмом с очень небольшим сжатием, а резкие повороты шланга полуавтомата недопустимы.
В обязательном порядке должно соблюдаться условие подключения полярности на держак и на «массу». На держаке, горелке должен быть минус, а на самом изделии — плюс. Такое подключение называется прямым. При сварке в среде защитного газа используется обратное подключение. Обусловлено это тем, что при подаче флюсовой проволоки необходимо более высокая температура для образования защитного газа. Ниже вы можете просмотреть видео сварки полуавтоматом без газа.
Видео сварки полуавтоматом без газа:
Видео сварки инвертором Stark IMT 200 полуавтоматом флюсовой проволокой без газа. Идеально подходит для мобильных работ т.к. не нужен баллон с газом.
Кроме статьи «Сварка полуавтоматом без газа» смотрите также:
nanolife.info
Сварка полуавтоматом без газа. Полуавтоматическая сварка
30 октября, 2013. Прочитано 16611 раз(а)

Чем сварка полуавтоматом без газа, отличается от полуавтоматической сварки в газовой среде, и что вообще такое сварка полуавтоматом, мы рассмотрим все эти вопросы в нашей статье.

Полуавтоматическая сварка
Сварка полуавтоматом — один из видов классической дуговой сварки. Электродная проволока выступает в роли сварного электрода. Она непрерывно подается механическим приводом с заданной постоянно скоростью в сварочную головку.
Сварочные флюсы позволяют даже при работе с небольшим диаметром проволоки (0.8-2мм) малыми токами обеспечить достаточно глубокое расплавление металла непосредственно в зоне сварки. Благодаря этому получаются надежные и качественные швы на толстом или тонком металле.
Использование полуавтомата для сварочных работ позволит значительно улучшить качество сварного шва, а также существенно увеличит производительность работ. При помощи полуавтоматической сварки опытные мастера вырабатывают от 20 до 40 метров шва сварного в час. Сварка полуавтоматом видео, обучающее можно найти в конце этой статьи, где вы сможете наглядно ознакомиться непосредственно с процессом сварки.
Сегодня существует возможность выполнять сварку полуавтоматом с газом или без газа. В первом случае в процессе сварки полностью исключается попадание кислорода непосредственно в зону сварки, что позволяет устранить переизбыток или недостачу углерода. Иначе сварной шов может оказаться слишком хрупким или мягким. Но такой вид сварки слишком затратный и трудоемкий. Вам придется носить тяжелые баллоны с газом, даже если вы хотите сделать всего пару незначительных швов. Да и заряжать газом баллоны при нечастой работе достаточно дорого. В этом случае лучшим выбором станет сварка полуавтоматом без газа.
Важно! Для дополнительной информации просмотрите наши инструкции по сварке инверторм для начинающих.
Преимущества полуавтоматической сварки без газа


Как правило, ее еще проволокой флюсовой, обозначая тем самым ее состав. В наше время доступна также и сварочная порошковая проволока. Какое бы название не носила данного вида проволока, все они применяются для сварки полуавтоматом без газа.
Данная проволока состоит стальной трубки, с диаметром, который соответствует 0.8, как и при полуавтоматической сварке в газовой среде. Внутри проволоки находится сварной порошок – флюс, который очень напоминает по своему составу обмазку стандартных электродов. Флюс в процессе нагрева полностью сгорает и в результате чего образуется защитное облако газа в зоне сварки.
Сварка полуавтоматом без газа достоинства
- 1. отсутствие энергоемкой газовой аппаратуры;
- 2. доступность, не нужно постоянно тратиться на заряд баллонов с инертным газом;
- 3. возможность формировать химический состав сварного шва, используя для этого различные типы проволоки с разным наполнением.
- 4. возможность формировать характеристики дуга
- 5. самое главное достоинство – возможность наблюдать за местом подачи непосредственно в разделку, сквозь защитную маску.
Полезные советы при полуавтоматической сварке без газа
Сварка полуавтоматом напоминает классическую с обычными электродами, именно поэтому во время выполнения работ есть вероятность затекания шлака в сварочную ванну от сгоревшего флюса. Чтобы это предотвратить для получения надежного герметического соединения необходимо поверх сделать еще один шов, очистив предварительно предыдущий.
Из-за того что порошковая проволока, которая используется в процессе сварки полуавтоматом без газа очень хрупка и имеет малую жесткость собственной конструкции – очень тонкая стенка – поэтому подачу проволоки необходимо выполнять специальным механизмом с малым сжатием, при этом любые резкие повороты шланга не допускаются.


Необходимо строго соблюдать полярность при подключении на «массу» и на держак. Минус должен подаваться непосредственно на держак, а плюс к самому изделию. Данное подключение получило название – прямое. Это необходимо для того чтобы во время подачи проволоки флюсовой должна создаваться очень высокая температура, которая образует защитное облако газа.