сварочный аппарат, сварка без газа порошковой (флюсовой) проволокой
Как варить полуавтоматом без газа: сварочный аппарат, сварка без газа порошковой (флюсовой) проволокой!—www.miralinks.ru —>
Перейти к содержанию
Search for:
На чтение 11 мин Просмотров 1.2к. Опубликовано
Сварочные работы являются достаточно востребованными не только в строительной и производственной сфере, но и в быту. В домашних условиях рекомендуется использовать компактные полуавтоматические сварочные аппараты, не требующие использования газовых смесей.
Содержание
- Сварка самозащитной порошковой проволокой
- Как варить полуавтоматом без газа
- Для чего нужен метод
- Сфера применения
- Преимущества и недостатки
- Виды сварочной проволоки
- Самозащитный
- Газозащитый
- Сплошного сечения
- Выбор флюсовой проволоки
- Расчет расхода проволоки
- Необходимое оборудование
- Настройка и подготовка полуавтомата
- Как варить порошковой проволокой — этапы процесса
- Подготовка
- Процесс сваривания
- Завершение
Сварка самозащитной порошковой проволокой
Данная методика предполагает применение в процессе сваривания деталей самозащитной электродной проволоки. Изделие представляет собой пустотелую стальную трубку, наполненную специальным порошковым составом.
Изделие представляет собой пустотелую стальную трубку, наполненную специальным порошковым составом.
Сердцевина расходника при сгорании создает газовую атмосферу, принцип действия которой аналогичен газовому потоку, выходящему из сопла сварочного агрегата, предназначенного для варки с защитным газом.
Застывший сварной шов получается без трещин и пор, так как сварочная ванна не взаимодействует с воздушной средой.
Самозащитную флюсовую проволоку выбирают зависимо от металла, из которого изготовлены свариваемые изделия. Присадкой в этом случае выступает смесь, состоящая из разных компонентов, химически инертная при работе в условиях достаточно высоких температур.
Чаще всего большую часть присадки составляет диоксид кремния, который не допускает формирование углерода. Второй компонент смеси по массовой доле – марганец. Этот химический элемент уменьшает окисление, а также вытесняет серу из расплавленной массы.
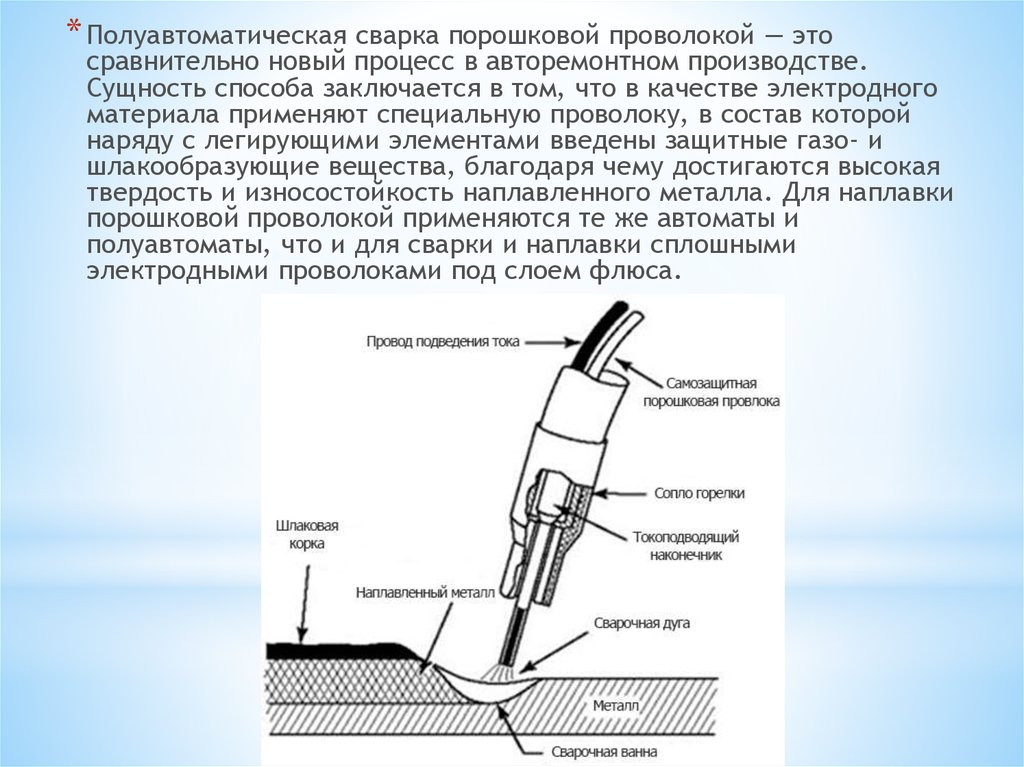
Для эксплуатации самозащитной электродной проволоки часто применяют инверторные полуавтоматы MIG/MAG. Оборудование отличается компактными размерами и высоким КПД, а также обладает в отличие от трансформаторов меньшей чувствительностью к перепадам сетевого напряжения.
Оборудование отличается компактными размерами и высоким КПД, а также обладает в отличие от трансформаторов меньшей чувствительностью к перепадам сетевого напряжения.
Как варить полуавтоматом без газа
Порошковая сварка полуавтоматом – пошаговая инструкция:
- Подготовка кромок соединяемых деталей. Удаление с поверхностей следов коррозии, жировых пятен и прочих сторонних частиц, которые ухудшают качество соединения.
- Монтаж направляющих роликов, установка на головку сварочного аппарата специальной насадки с внутренним диаметром, соответствующим диаметру присадочной проволоки.
- Подключение сварочного оборудования с учетом необходимой полярности, которая зависит от химического состава и предназначения присадочной проволоки (данные параметры производитель указывает на упаковке расходного материала).

- Настройка на оборудовании минимально допустимого значения напряжения дуги и скорости подачи проволоки.
- Обработка наконечника специальным составом от налипания расплавленных капель.
- Надевание средств защиты (спецодежды и маски сварщика).
- Подключение сварочного агрегата к источнику питания.
- Начало сварочных работ.

Начинать сварочный шов нужно с верхней точки, плавно перемещая горелку вперед под небольшим углом. Для улучшения качества сварного соединения рекомендуется пользоваться прерывистой дугой, периодически осматривая визуально линию стыковки свариваемых изделий.
Для чего нужен метод
Сварку порошковой проволокой без защитного газа применяют при соединении элементов конструкций, изготовленных из нержавейки, легированных и углеродистых сталей.
Данную технологию применяют в производственных процессах, домашних условиях. Сваривание полуавтоматом без газовой смеси позволяет быстрее создавать неразъемные соединения деталей благодаря автоматической подаче электродной проволоки. С компактным сварочным оборудованием без газового баллона значительно легче работать.
С компактным сварочным оборудованием без газового баллона значительно легче работать.
Полезная статья: Давление газа в баллоне
Сфера применения
Порошковая сварка без защитной газовой смеси часто используется опытными сварщиками при выполнении высотно-монтажных работ либо в тесных условиях. Это связано с невозможностью доставить на высоту либо разместить рядом с местом проведения работ газового баллона.
Компактные и мобильные полуавтоматы, способные варить детали без газа, пользуются большой популярностью у начинающих сварщиков и бытовых мастеров-самоучек, не имеющих опыта выполнения сварочных работ.
Технология безгазовой сварки предоставляет возможность получать высококачественные сварные швы при сваривании толстых и тонких элементов конструкций, в т.ч. значительно повысить производительность.
Квалифицированные сварщики с помощью полуавтоматического сварочного оборудования без газа в течение часа способны выполнять до 40 м шовных соединений.
Полезная статья: Электросварка для начинающих обучение видео
Достоинства сварки полуавтоматом без газа:
- подготовка оборудования к работе занимает намного меньше времени;
- отсутствие необходимости дополнительно приобретать газовый баллон, который требует дополнительных финансовых затрат;
- компактность оборудования, небольшой вес, отсутствие газового шланга для подсоединения к баллону;
- удобство и комфорт выполнения сварочных работ, нет необходимости постоянно перемещать за собой тяжелый баллон с газовой смесью;
- при сваривании металлов без газа в процессе сгорания присадочной проволоки над сварочной ванной формируется защитная атмосфера, при сваривании стальных изделий с газом поток газовой смеси свободно сдувается порывами ветра либо интенсивным сквозняком;
- сварщику не закрывает обзор массивное сопло сварочной горелки.
Недостатки:
- хрупкость расходника;
- низкое качество соединения, если сравнивать со сварочной технологией MIG/MAG в защитном газе;
- высокий уровень разбрызгивания расплавленного металла по сравнению с MIG/MAG технологией сварки в газовой атмосфере;
- необходимость настройки полуавтоматической сварки под состав используемого флюса;
- флюсовый порошок способствует формированию шлака на шве сварного соединения, который после сварки приходится удалять металлической щеткой либо молотком;
- порошковые флюсовые присадки дорого стоят.

Несмотря на наличие недостатков компактные сварочные полуавтоматы, свариваемые металлические элементы конструкций без газовой смеси, пользуются значительной популярностью, как у опытных сварщиков, так и у домашних мастеров. Для разовых бытовых работ самозащитная флюсовая проволока – идеальный вариант расходника по цене и качеству.
Полезная статья: Сварные соединения
Виды сварочной проволоки
Электродная проволока – незаменимый материал при выполнении сварочных работ. С ее помощью сварщики соединяют стальные элементы в единую конструкцию. При этом есть несколько видов проволоки, которые отличаются составом, эксплуатационными показателями.
Самозащитный
Самозащитный вариант представляет собой «вывернутый» наизнанку электрод. Сварка порошковой проволокой такого типа предоставляет возможность выполнять сваривание элементов конструкций при любых температурных режимах, в т.ч. экстремальных условиях, например, при сильном порывистом ветре.
Сердечник электрода состоит из разных присадочных материалов (защитных, шлакообразующих и диоксидирующих), благодаря которым сварку металлов можно осуществлять без газовой среды.
Газозащитый
Этот вид электрода аналогичен самозащитной проволоке, только кроме флюса предусматривается использование внешнего источника с защитным газом, которым может выступать СО2 либо его смесь с аргоном.
Преимущества применения газозащитных электродов:
- мягкое горение дуги;
- отсутствие разбрызгивания расплавленного металла;
- сварочная ванна контролируется;
- получается качественный и привлекательный сварной шов.
Сплошного сечения
Сплошная проволока – вид электрода сплошного сечения, изготовленный из нержавейки. Присадочный материал предназначен для сваривания изделий из высоколегированных сталей, цветных металлов и сплавов.
Для соединения с помощью сварки алюминиевых деталей используют присадочную проволоку из чистого алюминия или легированную кремнием, магнием, марганцем и прочими химическими элементами.
Медные электроды применяются для сваривания элементов конструкций, вылитых из медных сплавов.
Полезная статья: Пос 60 температура плавления
Выбор флюсовой проволоки
Выбор оптимальной марки сварочной проволоки зависит от толщины свариваемых деталей и металла, из которого они изготовлены. Правильный выбор присадочного материала – гарантия получения качественного сварного соединения и высокой производительности.
Сварщик обязан знать, можно ли использовать конкретную марку проволоки, предназначенную для сварки с газом, для выполнения сварочных работ без внешней газовой среды. Такой вариант допускается, но при этом важно учитывать, что качество соединительного шва получиться хуже, чем в защитной атмосфере газовой смеси.
Расчет расхода проволоки
Расчет для сварки порошковой проволоки, требующейся на 1 метр погонный, осуществляется по формуле N=G*R, в которой:
- G – масса расплава металла в образующемся шве длиной 1 м;
- R – коэффициент поправки (соотношение металлического наплавления к израсходованной присадочной проволоке).

Параметр G рассчитывают по формуле G=A*B*L, в которой:
- A – площадь среза сварного шва;
- B – плотность металла;
- L – длина стыка.
Так как расход материала зависит от расположения соединительной линии в пространстве, в расчетную формулу порошковой проволоки добавляют коэффициент Х, который равен:
- для стыков снизу – 1,0;
- для поверхностей с уклоном – 1,05;
- для вертикально расположенных перегородок – 1,1;
- для потолочных элементов – 1,2.
Данный алгоритм расчета необходимого количества присадочной проволоки разработан для выполнения сварки металлических конструкций в защитной газовой атмосфере. Формула не учитывает разбрызгивание расплавленной металлической массы, если сварочные работы осуществляются без внешнего газового источника.
Поэтому, чтобы компенсировать выброс из сварочной ванны части расплавленного металла, рекомендуется добавлять вышерассмотренную формулу коэффициент поправки 1,2-1,4.
Полезная статья: Температура плавления олова для пайки
Необходимое оборудование
Для самостоятельного выполнения сварочных работ без газовой атмосферы в домашних условиях нужно подготовить:
- сварочный аппарат полуавтомат без газа;
- средства индивидуальной защиты – маску и костюм сварщика;
- присадочную проволоку соответствующей марки;
- источник тока для подсоединения полуавтоматической сварки;
- струбцины либо специальные прижимные приспособления для надежной фиксации свариваемых элементов металлической конструкции.
Настройка и подготовка полуавтомата
При выполнении сварки полуавтоматом без газа разрешается подключение оборудования с обратной полярностью (сварочная проволока к плюсу, масса к минусу).
После настройки подключения аппарата устанавливается катушка с присадочной проволокой и выполняется регулировка направляющих роликов механизма ее подачи. Если применяется порошковая проволока, не рекомендуется сильно затягивать прижимное крепление, так как есть риски заклинивания и деформации стержня.
Далее определяется ток для выполнения сварочных работ. Он зависит от следующих параметров:
- толщины свариваемых изделий;
- химического состава;
- ширины зазора между соединяемыми кромками деталей.
Для настройки параметров на сварочном агрегате есть специальный регулятор поворотного типа со шкалой. Есть модели с жидкокристаллическим дисплеем, на котором при регулировке отображаются показатели.
После настройки оборудования, рекомендуется проверить его работу. Для этого нужно попробовать сделать сварной шов на обрезках свариваемых заготовок либо другом материале аналогичного химического состава. Получение качественного соединения говорит о правильности настройки сварочного агрегата, соответственно можно приступать к основной сварке.
Как варить порошковой проволокой — этапы процесса
В процессе сгорания флюс способствует формированию газового облака, поднимающегося вверх. Поэтому в рабочем помещении обязательно должна быть обустроена хорошая вентиляционная система либо возможность его качественного проветривания. Еще лучше, если непосредственно над рабочей зоной установлена вытяжная система.
Еще лучше, если непосредственно над рабочей зоной установлена вытяжная система.
Запрещено применение расходника, в сердцевине которого отсутствует порошок. Если пренебречь данным требованием, сварной шов будет низкокачественным с дефектами либо вообще не получиться.
Подготовка
Перед началом сварочных работ в бытовых условиях необходимо выполнить ряд подготовительных мероприятий:
- тщательно очистить поверхности кромок свариваемых деталей;
- приготовить присадочный материал;
- правильно задать параметр силы тока, необходимой для сварочной дуги;
- установить оптимальную скорость подачи присадочной проволоки;
- правильно подобрать полярность при сварке полуавтоматом;
- осуществить пробную сварку на обрезках металла, при необходимости поменять параметры настроек.
Металлические поверхности свариваемых кромок заготовок зачищают с помощью шлифмашинки. После этого их обезжиривают ацетоном либо спиртом.
Силу тока для сварочных работ полуавтоматической сваркой без использования внешней газовой среды подбирают с учетом толщины свариваемых металлических конструкций. Данные параметры можно посмотреть в соответствующей таблице, которая прилагается к инструкции эксплуатации сварочного оборудования.
Данные параметры можно посмотреть в соответствующей таблице, которая прилагается к инструкции эксплуатации сварочного оборудования.
Многие производители отображают рекомендуемые значения для выполнения сварочных работ на крышке агрегата с внутренней стороны. При самостоятельной сварке стальных конструкций в бытовых условиях важно понимать:
- в случае выбора силы тока меньше необходимого значения для сварочной дуги соединительный шов получится низкокачественным;
- если же силу тока превысить, есть риск сквозного прожигания свариваемых деталей.
Показатель скорости подачи присадочной электродной проволоки полуавтоматическим оборудованием нужно подбирать так, чтобы расходный материал успевал выходить из сварочного наконечника и плавиться непосредственно на металлической поверхности свариваемых изделий. Проволока не должна в процессе сварочных работ иметь чрезмерное натяжение.
При использовании инверторного полуавтоматического агрегата без газовой атмосферы выбирают прямую полярность – масса подсоединяется к плюсу, горелка сварочника к минусу. Расходный материал в данном случае лучше расплавляется и полностью сгорает. Такая схема подключения способствует формированию в сварной зоне концентрированного облака газа, и препятствует образование пор на сварном шве.
Расходный материал в данном случае лучше расплавляется и полностью сгорает. Такая схема подключения способствует формированию в сварной зоне концентрированного облака газа, и препятствует образование пор на сварном шве.
Процесс сваривания
После выполнения всех подготовительных мероприятий и проверки работы сварочного оборудования можно приступать непосредственно к сварке самозащитной порошковой проволокой.
После подсоединения массы и подключения полуавтомата к источнику питания в верхней части будущего шва разжигается дуга, после чего рукоятку сварочника надо медленно без резких движений перемещать вниз. При этом рекомендуется немного наклонять вперед горелку полуавтомата. Это позволит сформировать оптимальную сварочную ванну.
Электродную проволоку нужно вести плавно, подавая расходник в зону сварки. При этом нельзя допускать наплыва металла. Нельзя дергать горелку. Это приведет к нарушению сварочной дуги, и соответственно неравномерному заполнению соединительного шва расплавленным металлом.
Для качественного сваривания толстых стальных элементов конструкций сварной шов рекомендуется делать из нескольких слоев. При этом чтобы не допустить образования трещин в шовном соединении, первый слой выполняется на низком токовом значении.
Завершение
Сваривание полуавтоматом стальных изделий без задействования внешнего газового источника – это наиболее оптимальный вариант для маленьких мастерски, организованных в домашних условиях. Данная технология сварки освобождает сварщика от постоянного контроля наличия газовой смеси в баллоне, который при этом не нужно постоянно перемещать за собой.
Но, к специальным флюсовым расходникам, благодаря которым допускается выполнение сварочных работ без газа, предъявляются особые требования по качеству материала. Сварка без газа в отличие от сварки в газовой атмосфере позволяет осуществлять монтажные работы на самых труднодоступных участках.
Оцените автора
( Пока оценок нет )
Сварка полуавтоматом без газа с обычной проволокой: технология
Время чтения: 6 минут
Бытовые сварочные полуавтоматы — это один из самых продаваемых типов сварочного оборудования. С помощью компактного полуавтомата можно не только решить многие проблемы на даче, но и залатать кузов авто или починить забор. И не смотря на необходимость применения газовых баллонов и присадочной проволоки, которые удорожают сварку, полуавтоматы все равно пользуются большим спросом.
С помощью компактного полуавтомата можно не только решить многие проблемы на даче, но и залатать кузов авто или починить забор. И не смотря на необходимость применения газовых баллонов и присадочной проволоки, которые удорожают сварку, полуавтоматы все равно пользуются большим спросом.
Однако, не всегда применение газовых баллонов возможно. Примеров масса: от сварки на высоте до срочных выездных работ на стройплощадке. В таких ситуациях сварщики задаются вопросом: «А можно ли вообще использовать сварочный полуавтомат без газа, применяя только присадочную проволоку?». Ответ: да. Но с некоторыми оговорками, о которых мы и расскажем в этой статье. Прочтите до конца, чтобы сделать правильные выводы и получить швы достойного качества.
Содержание
Возможна ли сварка без газа?
Сразу скажем, что в этой статье мы будем говорить о технологии MIG/MAG (сварка с применением защитного газа и плавящейся проволоки). Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?
Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?
Хоть MIG/MAG сварка и позволяет получить очень качественные швы, она не лишена недостатков. Зачастую газовые баллоны слишком громоздки, чтобы использовать их для сварки в труднодоступных местах и на высоте. В таких случаях сварка с газом просто невозможна. Также при частой сварке газовый баллон необходимо заправлять, и это не всегда возможно, а запасного баллона может не быть под рукой. Возникает необходимость применять сварочный аппарат без газа… Но насколько это возможно?
Многие умельцы решают просто исключить газ из технологии MIG/MAG и варить присадочной проволокой. Они убеждены, что можно использовать сварочный полуавтомат проволочный без газа и при этом получить качественные швы. Так ли это мы расскажем далее.
Сварка без газа обычной проволокой
Сварка обычной присадочной проволокой без газа с применением полуавтомата — это бессмысленная затея. Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Итак, проволочные присадочные материальные годятся для сварки без газа. Что тогда делать? На помощь приходит так называемая порошковая проволока. С виду это обычный металлический пруток. Но в его сердцевине содержится флюс, который при плавлении проволоки высвобождается и позволяет варить без газа.
Вывод: сварка полуавтоматом без газа обычной проволокой возможна, но получаемые швы никуда не годятся и саму работу крайне сложно выполнять. Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора. В остальных ситуациях лучше применять порошковую проволоку с флюсом внутри. На данный момент это единственный безгазовый способ сварки при применении MIG/MAG технологии.
Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора. В остальных ситуациях лучше применять порошковую проволоку с флюсом внутри. На данный момент это единственный безгазовый способ сварки при применении MIG/MAG технологии.
Читайте также: Все, что вам нужно знать о порошковой проволоке
Но учтите, что порошковая проволока стоит недешево и такая сварка может оказаться дороже применения газа и обычной проволоки. К тому же, получаемые швы не отличаются высоким качеством и подвержены коррозии. В случае с некоторыми металлами это особенно критично.
Например, при сварке нержавеющей стали. Если использовать порошковую проволоку при работе с нержавейкой, то шов через время покроется ржавчиной, и антикоррозийные свойства сойдут на нет. Учитывайте это и не используйте порошковую проволоку на постоянной основе вместо газа. Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.
Технология сварки
Итак, теперь вы знаете, что сварка обычной проволокой неэффективна и нужно использовать порошковую проволоку, если вы хотите варить без газа. Технология сварки порошковой проволокой довольно проста, и в чем-то напоминает ручную дуговую сварку, но с некоторыми отличиями. Мы расскажем про основные особенности технологии, которые нужно учитывать.
Еще одна важная особенность — это подбор направляющего канала для горелки. Его диаметр должен быть больше диаметра проволоки. Например, для сварки порошковой проволокой диаметром 2 мм подберите направляющий канал диаметром 3 мм. Наконечник лучше выбирать из меди и длиной около 40 мм.
Порошковая проволока не нуждается в перемотке, ее можно сразу использовать их бухты в которой она поставляется. А вот в прокалке она все же нуждается. Так что перед сваркой поместите ее в печь на 2-3 часа.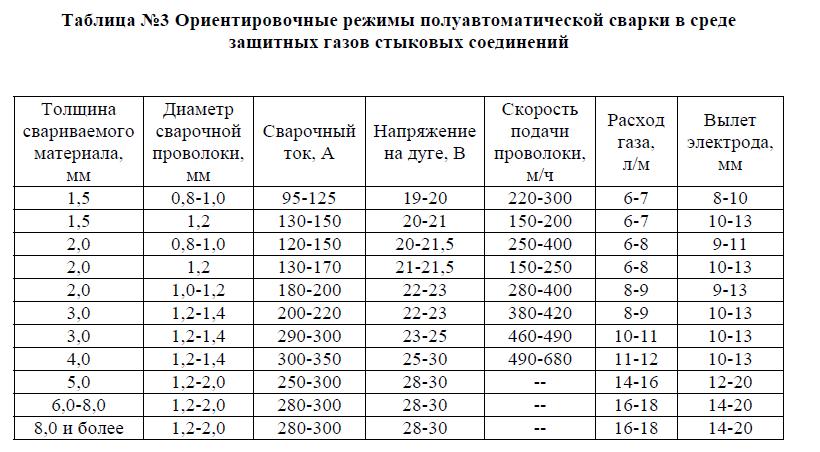 Прокалите до температуры не более 250 градусов. Если в составе проволоки есть органические элементы, то ее не нужно прокаливать. Зачастую все рекомендации касаемо прокалки есть в сертификате или паспорте на купленную вами проволоку.
Прокалите до температуры не более 250 градусов. Если в составе проволоки есть органические элементы, то ее не нужно прокаливать. Зачастую все рекомендации касаемо прокалки есть в сертификате или паспорте на купленную вами проволоку.
При формировании швов горелкой совершайте плавные колебательные движения.
Вместо заключения
Не всегда у сварщика есть возможно применять аппарат с проволокой и газовым баллоном. В таких случаях можно применить сварочный аппарат полуавтомат без газа, заменив присадочную проволоку на порошковую. За счет флюса, находящегося в сердцевине порошковой проволоки, удается имитировать сварку в среде защитных газов. Но учтите, что качество швов будет заметно хуже, чем при использовании газа. Так что не стоит применять порошковую проволоку на постоянной основе.
Также не используйте для сварки без газа обычную присадочную проволоку. Такая сварка практически невозможна, а получаемые швы далеки от идеала, мягко говоря. Ведь технология сварки в среде защитного газа придумана и запатентована не просто так. В ней продумана каждая мелочь. Желаем удачи в работе!
В ней продумана каждая мелочь. Желаем удачи в работе!
Как вам статья?
Советы по избежанию общих проблем с потоком и улучшением сварных шва FCAW
Обновлены: Опубликовано:
Сварка порошковой проволокой имеет много преимуществ при сварке в строительстве, включая высокую скорость укладки и хорошие химические и механические свойства. Дуговая сварка с самозащитной проволокой с флюсовой проволокой (FCAW) уже много лет является жизнеспособным сварочным процессом. Это было полезно для возведения металлоконструкций, ремонта тяжелого оборудования, строительства мостов и других подобных применений. Это неудивительно, поскольку он обеспечивает высокую скорость наплавки, отличные химические и механические свойства, а также свариваемость, необходимую для этих работ. Тем не менее, это не означает, что в процессе нет проблем. К счастью, обладая некоторыми ноу-хау и небольшой практикой, вы можете предотвратить некоторые распространенные проблемы, связанные с процессом, и добиться необходимого качества сварки.
Тем не менее, это не означает, что в процессе нет проблем. К счастью, обладая некоторыми ноу-хау и небольшой практикой, вы можете предотвратить некоторые распространенные проблемы, связанные с процессом, и добиться необходимого качества сварки.
Совет первый: Избегайте проблем с подачей проволоки
Остановки и сбои в подаче проволоки являются распространенными проблемами на многих рабочих площадках. Они могут стать причиной значительного простоя. Два наиболее распространенных типа проблем с подачей проволоки — обратное прогорание и застревание — приводят к преждевременному гашению дуги, что, в свою очередь, может привести к дефектам сварки.
Предотвратите обратное прожигание, как показано здесь, за счет соответствующей скорости подачи проволоки и расстояния между горелкой MIG и заготовкой. Прогорание происходит, когда проволока расплавляется в шарик на конце контактного наконечника. Чаще всего это результат слишком низкой скорости подачи проволоки и/или слишком близкого расположения сварочной горелки к заготовке. Чтобы предотвратить эту проблему, обязательно используйте правильную скорость подачи для вашего приложения. Поддерживайте расстояние от контактного наконечника до изделия не более 1 1/4 дюйма.
Чтобы предотвратить эту проблему, обязательно используйте правильную скорость подачи для вашего приложения. Поддерживайте расстояние от контактного наконечника до изделия не более 1 1/4 дюйма.
Во избежание «птичьего гнезда» — спутывания проволоки, препятствующей подаче проволоки — во время сварки FCAW всегда используйте приводные ролики с V-образными или U-образными канавками в механизме подачи проволоки. По сравнению со сплошной сварочной проволокой GMAW (в которой используется приводной ролик с гладкими V-образными канавками), проволока FCAW намного мягче (благодаря своей трубчатой конструкции). Если вы используете неправильный приводной ролик, он может легко сжать проволоку.
Использование правильных приводных роликов и настроек натяжения может предотвратить застревание птиц. Кроме того, установка правильного натяжения приводного ролика может предотвратить сплющивание и запутывание проволоки. Чтобы установить правильное натяжение, начните с ослабления натяжения приводных роликов. Увеличивайте натяжение, подавая проволоку на ладонь сварочной перчатки, и продолжайте увеличивать натяжение на пол-оборота после проскальзывания проволоки.
Увеличивайте натяжение, подавая проволоку на ладонь сварочной перчатки, и продолжайте увеличивать натяжение на пол-оборота после проскальзывания проволоки.
Другими причинами застревания птичьих гнезд являются закупорка подшлемника, неправильная обрезка подшлемника или использование неподходящего вкладыша. Незамедлительно замените лайнер, если во время обычной проверки сварочной горелки и кабелей вы обнаружите засорение. Всегда подрезайте вкладыш (используя правильные инструменты) в соответствии с рекомендациями производителя. Убедитесь, что на направляющем канале нет заусенцев или острых краев, и всегда используйте направляющий канал, размер которого соответствует диаметру сварочной проволоки.
Совет второй: остановите пористость и червячное отслеживание
Пористость и червячные следы являются распространенными нарушениями целостности сварных швов, которые могут ослабить их целостность. Пористость возникает, когда газ попадает в металл сварного шва. Он может появиться в любой конкретной точке сварного шва или по всей его длине. Чтобы предотвратить эту проблему, перед сваркой удалите с основного металла всю ржавчину, жир, краску, покрытия, масло, влагу и грязь. Использование присадочных металлов с добавлением раскислителей также помогает удалять такие загрязнения, но эти продукты никогда не должны заменять надлежащую предварительную очистку. Затем поддерживайте соответствующее удлинение или вылет электрода. Как правило, длина провода не должна превышать 1 1/4 дюйма. за пределы контактного наконечника.
Чтобы предотвратить эту проблему, перед сваркой удалите с основного металла всю ржавчину, жир, краску, покрытия, масло, влагу и грязь. Использование присадочных металлов с добавлением раскислителей также помогает удалять такие загрязнения, но эти продукты никогда не должны заменять надлежащую предварительную очистку. Затем поддерживайте соответствующее удлинение или вылет электрода. Как правило, длина провода не должна превышать 1 1/4 дюйма. за пределы контактного наконечника.
Кроме того, для предотвращения червячной траектории — следов на поверхности сварного шва, вызванных газом, создаваемым флюсом в сердечнике проволоки, — избегайте чрезмерного напряжения для заданных настроек подачи проволоки и силы тока. Лучше всего следовать параметрам, рекомендованным производителем присадочного металла для конкретного диаметра сварочной проволоки. Если отслеживание червя происходит, уменьшайте напряжение с шагом в полвольта, пока не устраните проблему.
Совет третий: устраните шлаковые включения
Шлаковые включения возникают, когда шлак, образованный расплавленным флюсом в сердечнике проволоки, попадает внутрь сварного шва. Существует четыре основных причины образования шлаковых включений, и все они могут быть предотвращены с помощью надлежащих методов сварки.
Существует четыре основных причины образования шлаковых включений, и все они могут быть предотвращены с помощью надлежащих методов сварки.
Во-первых, избегайте неправильного размещения валика сварного шва, особенно при выполнении нескольких проходов на толстых участках металла, например, необходимых для корневых проходов сварных швов или широких отверстий с V-образными канавками. Обязательно обеспечьте достаточно места в сварном соединении для дополнительных проходов, особенно для соединений, требующих многократных проходов.
Чтобы предотвратить слежение за червем, используйте рекомендуемые производителем параметры для данного диаметра провода и при необходимости уменьшите настройку напряжения. Во-вторых, поддерживайте правильный угол и скорость движения. В плоском, горизонтальном и верхнем положениях угол сопротивления должен составлять от 15 до 45 градусов. В вертикальном положении угол сопротивления должен составлять от 5 до 15 градусов. Кроме того, если вы заметили включения шлака под этими углами, вам следует немного увеличить угол сопротивления. Поддерживать постоянную скорость движения; если вы будете двигаться слишком медленно, сварочная ванна будет опережать дугу и создавать шлаковые включения.
Поддерживать постоянную скорость движения; если вы будете двигаться слишком медленно, сварочная ванна будет опережать дугу и создавать шлаковые включения.
Далее, поддерживайте надлежащую погонную энергию сварки, так как слишком низкая погонная энергия также может привести к образованию шлаковых включений. Всегда используйте рекомендуемые производителем параметры для данного диаметра проволоки. Если шлаковые включения все же появляются, повышайте напряжение до исчезновения включений.
Наконец, перед началом следующего прохода обязательно тщательно очистите поверхность между проходами, удалив весь шлак с помощью отбойного молотка, проволочной щетки или шлифовальной машины.
Совет четвертый: Предотвратите подрезание и отсутствие сварки
Как и другие дефекты сварки, подрезы и непровары могут повлиять на качество ваших сварных швов. Их предотвращение может значительно сократить время простоя и затраты на доработку.
Подрез происходит, когда канавка плавится в основном металле рядом с кромкой сварного шва, но не заполняется металлом сварного шва. Это вызывает более слабую область на носке сварного шва и часто приводит к растрескиванию. Используйте правильный сварочный ток и напряжение. Это ключ к предотвращению подреза (не забывайте следить за параметрами сварки), а также к правильному углу горелки. Поддерживайте скорость перемещения, позволяющую металлу сварного шва полностью заполнить расплавленные участки основного металла. Если вы используете технику плетения, сделайте паузу с каждой стороны сварного шва.
Это вызывает более слабую область на носке сварного шва и часто приводит к растрескиванию. Используйте правильный сварочный ток и напряжение. Это ключ к предотвращению подреза (не забывайте следить за параметрами сварки), а также к правильному углу горелки. Поддерживайте скорость перемещения, позволяющую металлу сварного шва полностью заполнить расплавленные участки основного металла. Если вы используете технику плетения, сделайте паузу с каждой стороны сварного шва.
Чтобы предотвратить непровар, неспособность металла сварного шва полностью сплавиться с основным металлом (или предшествующим валиком сварного шва при многопроходных операциях), поддерживайте правильный рабочий угол и тепловложение. Добейтесь правильного угла, поместив стрингер в нужное место на стыке. При необходимости отрегулируйте рабочий угол или увеличьте канавку для доступа к дну во время сварки. Держите дугу на задней кромке сварочной ванны и поддерживайте угол сопротивления горелки от 15 до 45 градусов. При использовании техники плетения во время сварки кратковременно задержите дугу на боковых стенках паза. Увеличьте диапазон напряжения и/или отрегулируйте скорость подачи проволоки, чтобы добиться полного сплавления. Кроме того, если вы чувствуете, что проволока опережает сварочную ванну, простые регулировки, такие как увеличение скорости перемещения или использование более высокого сварочного тока, могут предотвратить проблемы.
Увеличьте диапазон напряжения и/или отрегулируйте скорость подачи проволоки, чтобы добиться полного сплавления. Кроме того, если вы чувствуете, что проволока опережает сварочную ванну, простые регулировки, такие как увеличение скорости перемещения или использование более высокого сварочного тока, могут предотвратить проблемы.
Наконец, обязательно очистите поверхность основного металла перед сваркой, чтобы удалить загрязнения, чтобы предотвратить непровар.
Совет пятый: Избегайте чрезмерного или недостаточного проникновения
Поддержание надлежащего тепловложения во время сварки является ключом к предотвращению таких проблем, как чрезмерное проникновение. Чрезмерное проплавление происходит, когда металл сварного шва проплавляет основной металл и висит под сварным швом. Чаще всего это происходит из-за слишком высокой температуры. Если проблема возникает, выберите более низкий диапазон напряжения, уменьшите скорость подачи проволоки и увеличьте скорость перемещения.
И наоборот, выбор более высокой скорости подачи проволоки, более высокого диапазона напряжения и/или уменьшения скорости перемещения может предотвратить такие проблемы, как непровар — неглубокое сплавление между металлом сварного шва и основным металлом. Кроме того, подготовьте соединение так, чтобы обеспечить доступ к дну паза. Поддерживайте правильное удлинение сварочной проволоки и характеристики дуги.
Заключительные советы
FCAW с самозащитой — надежный процесс для многих строительных работ. Получение качественных сварных швов с его помощью не является делом везения. Это результат хорошей техники сварки, правильного выбора параметров и вашей способности предотвращать проблемы или быстро выявлять и устранять их. Помните, что вооружившись некоторой базовой информацией, вы сможете предотвратить наиболее распространенные проблемы, связанные со сваркой FCAW в самозащитной среде, не жертвуя временем или качеством.
Posted in Блог Amperage, Сварка порошковой проволокойTagged article
Поиск в нашем блоге
Сопутствующие товары
Связанные статьи
Дополнительные ресурсы
Передовой опыт для успешной сварки порошковой проволокой с самозащитной проволокой Дуговая сварка самозащитной проволокой с флюсовой проволокой (FCAW-S) предлагает множество преимуществ, включая хорошую свариваемость, высокую скорость наплавки и отличные химические и механические свойства.

Дуговая сварка с самозащитной проволокой (FCAW-S) предлагает множество преимуществ, включая хорошую свариваемость, высокую скорость наплавки и отличные химические и механические свойства. Это делает этот процесс обычным выбором для многих применений, таких как монтаж металлоконструкций, строительство мостов и ремонт тяжелого оборудования. Но, как и любой сварочный процесс, он не обходится без проблем.
Вот несколько простых советов и рекомендаций, которые помогут решить эти проблемы. Использование этих знаний — с небольшой практикой — может сэкономить время, деньги и нервы, а также помочь добиться высокого качества сварки.
Шлаковые включения
Шлаковые включения — результат захвата расплавленного флюса внутри сварочной проволоки внутри сварного шва — обычно могут возникать при непозиционном и многопроходном применении FCAW-S. Предотвращение этой проблемы зависит от соблюдения ключевых рекомендаций и использования надлежащих методов сварки. К ним относятся:
- Соблюдайте правильную скорость и угол движения. При сварке в вертикальном положении используйте угол наклона горелки от 5 до 15 градусов. Используйте угол сопротивления от 15 до 45 градусов при сварке в плоском или горизонтальном положении. При необходимости увеличьте этот угол, если проблема не устранена. Также поддерживайте постоянную скорость перемещения, так как слишком медленное движение может привести к опережению сварочной ванны относительно дуги и образованию шлаковых включений.
- Поддерживайте надлежащий подвод тепла, всегда используя рекомендуемое производителем присадочного металла напряжение для определенного диаметра проволоки. Слишком малое тепловложение может привести к шлаковым включениям.
- Тщательно очистите материал между проходами сварки, чтобы удалить шлак.
- Обязательно правильно расположите сварной шов. Оставьте достаточно места в сварном соединении, особенно при корневых проходах и широких отверстиях разделки кромок, чтобы металл сварного шва мог его заполнить.
 При сварке в вертикальном положении используйте угол наклона горелки от 5 до 15 градусов. Используйте угол сопротивления от 15 до 45 градусов при сварке в плоском или горизонтальном положении. При необходимости увеличьте этот угол, если проблема не устранена. Также поддерживайте постоянную скорость перемещения, так как слишком медленное движение может привести к опережению сварочной ванны относительно дуги и образованию шлаковых включений.
При сварке в вертикальном положении используйте угол наклона горелки от 5 до 15 градусов. Используйте угол сопротивления от 15 до 45 градусов при сварке в плоском или горизонтальном положении. При необходимости увеличьте этот угол, если проблема не устранена. Также поддерживайте постоянную скорость перемещения, так как слишком медленное движение может привести к опережению сварочной ванны относительно дуги и образованию шлаковых включений.Пористость
Пористость — это распространенный дефект сварного шва, возникающий, когда газ задерживается в сварном шве. Тщательная очистка основного материала перед сваркой является основным способом предотвращения этой проблемы.
Тщательная очистка основного материала перед сваркой является основным способом предотвращения этой проблемы.
Удалите всю грязь, ржавчину, жир, масло, краску, влагу и другие загрязнения по всей длине сварного соединения. Во время сварки следите за тем, чтобы проволока выступала не более чем на 1 1/4 дюйма за пределы контактного наконечника. Кроме того, использование присадочных металлов с добавлением раскислителей может помочь предотвратить пористость и обеспечить возможность сварки через легкие загрязнения. Однако эти провода не заменяют правильную очистку.
Червячные следы
Другой дефект, червячные следы, относится к следам на поверхности сварного шва, вызванным газом, который создает флюс внутри проволоки. Позаботьтесь о том, чтобы избежать чрезмерного напряжения для настройки подачи проволоки, чтобы предотвратить эту проблему. В ситуациях, когда возникает червоточина, уменьшайте напряжение с шагом 1/2 вольта, пока проблема не исчезнет. Подрезка и непровар
Два дополнительных дефекта, влияющих на качество сварного шва, — это непровар и подрез. Предотвращение этих проблем может помочь сварочным операциям сэкономить время и деньги на переделки и простои.
Предотвращение этих проблем может помочь сварочным операциям сэкономить время и деньги на переделки и простои.
Непровар возникает, когда металл сварного шва не сплавляется должным образом с основным материалом или с предшествующим наплавленным валиком во время многопроходной сварки. Использование неправильного угла пистолета является основной причиной этой проблемы. Поддерживайте подачу тепла и правильный рабочий угол пистолета, чтобы предотвратить непровар. Используйте угол наклона горелки от 15 до 45 градусов и держите дугу на задней кромке сварочной ванны. При использовании техники плетения держите дугу за боковую стенку паза.
Грязная рабочая поверхность – еще одна распространенная причина непровара. Рекомендуется правильная и тщательная очистка поверхности перед сваркой и между проходами.
Подрезка создает более слабую зону на кромке сварного шва, позволяя расплавить канавку в основном металле, которая не заполнена металлом сварного шва. Этот дефект часто может привести к растрескиванию. Во избежание подреза соблюдайте параметры сварки для соответствующего сварочного тока и напряжения. Угол орудий также играет ключевую роль в этом вопросе. Кроме того, обязательно поддерживайте скорость перемещения, позволяющую металлу сварного шва полностью заполнить расплавленные области основного материала.
Во избежание подреза соблюдайте параметры сварки для соответствующего сварочного тока и напряжения. Угол орудий также играет ключевую роль в этом вопросе. Кроме того, обязательно поддерживайте скорость перемещения, позволяющую металлу сварного шва полностью заполнить расплавленные области основного материала.
Проблемы с проплавлением
Когда дело доходит до проплавления сварного шва, проблематичны как слишком большие, так и слишком маленькие провары. Хорошее проплавление шва имеет решающее значение для выполнения высококачественных сварных швов, поэтому важно обращать внимание на то, сколько металла шва входит в соединение.
Когда металл шва проплавляет основной металл и висит под сварным швом, это является чрезмерным проплавлением. Чаще всего это вызвано слишком высокой температурой. Избегайте этой проблемы, поддерживая надлежащий подвод тепла для приложения. Уменьшите диапазон напряжения, уменьшите скорость подачи проволоки и увеличьте скорость перемещения.
Если проблема заключается в недостаточном проваре или неглубоком сплавлении между сварным швом и основным металлом, помогут противоположные шаги: увеличьте диапазон напряжения и скорость подачи проволоки, уменьшив скорость перемещения.