Особенности сварки полуавтоматом без газа
Содержание страницы
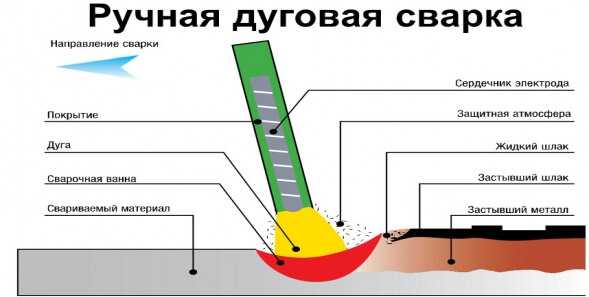
Сварка полуавтоматом без газа обычной проволокой – это разновидность классической дуговой сварки.
Дуговая сварка представляет из себя технологический процесс с использованием тепловой энергии от электрической дуги. Электрическую дугу получают с помощью постоянного или переменного тока. Под действием этой тепловой энергии происходит плавление краёв свариваемых материалов. Причём может применяться как одна дуга, так и несколько, но у каждой дуги должен быть свой источник питания.
Классическая дуговая сварка
Классическую дуговую сварку можно подразделить по нескольким признакам :
- по видам электродов – на сварку плавящимися электродами и неплавящимися;
- по способу воздействия дуги на металл.
Плавящиеся электроды, в свою очередь, бывают трёх видов : проволочные, ленточные и штучные.
По видам воздействия дуги на металл классическую сварку можно классифицировать так:
- ручная сварка
- сварка с помощью электродов
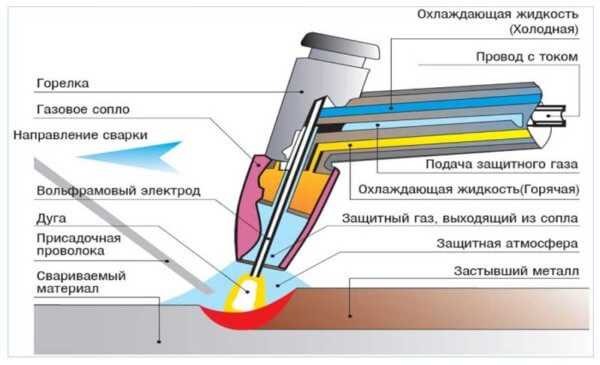
- сварка с применением газа
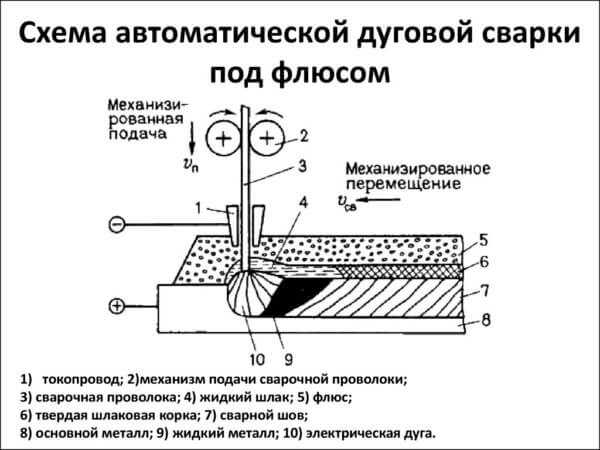
- автоматическая сварка под флюсом
Что представляет из себя сварка полуавтоматом
Сварка полуавтоматом происходит при помощи непрерывно двигающегося электрода, который проходит через сварочную головку. Электродом в данном случае служит плавящаяся проволока. Проволока плавится под действием электрической дуги, длина дуги сохраняется постоянной при помощи привода. Но саму сварочную головку сварщик двигает вручную вдоль шва. В этом и заключается полуавтоматический процесс.
Сварку полуавтоматом возможно проводить двумя способами : с использованием газа и без использования газа.
Углекислая газовая среда применяется для того, чтобы защитить область сварки от попадания кислорода из окружающей среды. Иначе получившийся результат будет некачественным и недолговечным.
Но использование газа влечёт за собой ряд трудностей:
- необходимо постоянно иметь заправленный газовый баллон;
- регулярная заправка баллона требует определённых затрат;
- трудности с перемещением из-за присутствия баллона и другого оборудования.
Поэтому хорошим выходом является сварка полуавтоматом с применением проволоки. Используется так называемая флюсовая проволока. Она представляет из себя обычную проволоку с полостью внутри. Эта полость заполнена порошком – флюсом. При нагреве флюс выделяет некоторое количество газа, достаточное, чтобы окружить место сварки и защитить его от воздействия окружающего воздуха. Такая сварка имеет неоспоримые плюсы, а именно:
- подвижность оборудования для сварки
- возможность выбора любой проволоки в зависимости от того, какой материал будете сваривать.
Недостатки сварки с применением флюсовой проволоки
Кроме положительных моментов, сварка флюсовой проволокой имеет и ряд недостатков.
Перечислим основные:
- качественная проволока недёшево стоит;
- необходимо приложить некоторые усилия для правильного выбора проволоки и самого аппарата;
- сам процесс требует иметь определённые навыки и умения.
Если вы хотите получить действительно качественный результат, вы остановитесь именно на этом способе.
Описание процесса полуавтоматической сварки без газа
- С помощью таблицы на сварочном аппарате выберите нужный показатель величины тока. Величина его зависит от толщины материала, который предстоит сваривать.
- С помощью сменных шестерней отрегулируйте необходимую вам скорость подачи проволоки. Шестерни должны прижимать проволоку так, чтобы она не проскальзывала. Но в тоже время , если прижимать проволоку слишком сильно, можно её повредить.
- Попробуйте сварить небольшой кусочек, чтобы экспериментальным путём подобрать режим. Если режим подобран правильно, дуга будет стабильной.
- Поставив переключатель подачи проволоки на положение “вперёд”, включаем подачу флюса кнопкой “пуск.” Наконечник погружается в сварочную зону и , чиркнув наконечником, зажигаем дугу и начинаем сварку.
- Сам процесс сварки. Движение головки должно быть не быстрым и, в то же время, не очень медленным. При этом сварщик должен неотрывно следить за процессом
Хочется отметить, что не имея определённых навыков, не стоит приступать к процессу сварки без газа в домашних условиях.
И не забывайте про технику безопасности, заранее позаботьтесь о защитной одежде.
moskvacenter.com
Сварка порошковой проволокой: достоинства и недостатки
Начинающие сварщики часто задаются вопросом: «Зачем вообще нужны другие комплектующие, если есть полуавтомат, выполняющий быструю и качественную сварку с помощью обычной проволоки и газа?». Да, для любительской и профессиональной сварки часто используют полуавтоматическое сварочное оборудование. В таких аппаратах проволока подается непрерывно, поэтому швы получаются прочными и долговечными. Нет необходимости постоянно менять электрод, если нужно сварить длинный шов или наплавить много металла. При этом качество сварочных работ на голову выше, чем работа с электродами. Однако, есть одно «но».

Сварка с помощью полуавтомата требует наличия газового баллона, вес которого достигает 80 килограмм. Если вы работаете на улице или вынуждены постоянно перемещаться с места на место во время сварки, то связка полуавтомат + газовый баллон значительно усложняет задачу. Эта проблема решается с помощью газового шланга, но он стоит недешево. Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется.
Что это? Как это работает, и каковы преимущества и недостатки сварки порошковыми электродами? Давайте разбираться.
Содержание статьи
Основная информация
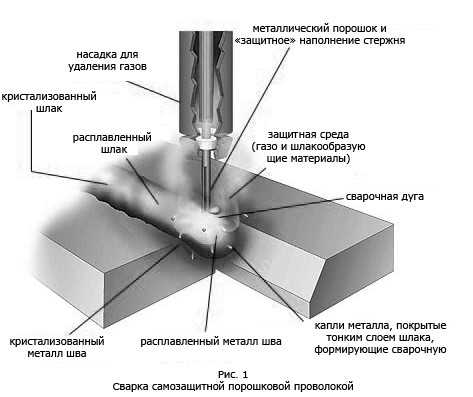
Сварка порошковой проволокой в среде без газа — очень интересный метод. При работе электрическая дуга формирует шов, при этом в сварочную зону может попасть кислород, что негативно скажется на качестве сварного соединения. Чтобы избежать проблем, нужно защитить зону сварки от негативного влияния из атмосферы. Для этих целей можно использовать громоздкий баллон с газом, но это усложняет и замедляет рабочий процесс. Поэтому была изобретена сварка полуавтоматом порошковой проволокой без газов.
Что является отличительным признаком дуговой сварки порошковой проволкой? Прежде всего, состав этого материала. Проволока полая, ее стенки оснащены ребрами жесткости, а внутри закладывается специальный порошок. Благодаря такой уникальной конструкции проволока не сминается и хорошо пропускает ток. При этом плавится поверхность и порошок, образуя газовое облако, защищающее металл от негативного влияния кислорода.

Порошок внутри проволоки — это флюс. Каждый производитель использует свой состав, поэтому он может отличаться. От состава также зависит сфера применения порошковой проволоки. Обычно состав пишут на упаковке проволоки, он регулируется специальным ГОСТом. Внимательно изучите эту информацию на упаковке, чтобы не допустить ошибок при сварке порошковой проволокой.
Производители выпускают проволоку с большим количеством диаметров, так что вы сможете сварить практически любой металл. На выбор комплектующие диаметров от 0.8 до 3 миллиметров. Можно сварить тонкую сталь, углеродистую сталь, нержавейку и даже оцинковку. Просто выберите правильный тип флюса в проволоке и приступайте к работе, нужен лишь полуавтомат.
Применение
Сварка самозащитной порошковой проволокой полезна для работы в труднодоступных местах. Например, для сварки на большой высоте или в глубоких тоннелях. Для таких целей рекомендуем приобрести компактный сварочный аппарат, который можно повесить на плечо, и который работает со стандартной розеткой в 220В. Порошковая сварка металлических конструкций таким методом требует некоторой сноровки, чтобы проводить работы быстро и качественно.
Плюсы и минусы
Любой технологический процесс имеет свои преимущества и недостатки, сварка порошковой проволокой без газов не стала исключением. Давайте начнет с плюсов:
- Не нужно использовать громоздкие баллоны с газом.
- Беспрепятственное перемещение, работать можно на любой высоте и в труднодоступных местах.
- Высокая производительность труда по сравнению со сваркой электродами.
- Дуга практически не чувствительна к ветру.
Сварка порошковой проволокой в среде без газа имеет и свои недостатки. Главный из них — высокая цена на комплектующие. Если вы просто хотите сэкономить газ, то вариант с порошковой проволокой тут не пройдет. При этом ее использование в рядовых работах не совсем оправданно. Если вы работаете в комфортном цеху или гараже, то лучше перетащите газовый баллон и не переплачивайте. Еще один недостаток — худшее качество шва, по сравнению со сваркой в среде газа.
Особенности сварки
При сварке порошковой проволокой нужно учесть несколько ключевых особенностей, чтобы получить качественный результат. Новичкам порой бывает трудно вести дугу и формировать ровный шов, поэтому рекомендует установить на своем полуавтомате прямую полярность при сварке. Чтобы это сделать нужно переключить контакты, расположенные внутри полуавтомата. Провод, подсоединенный к горелке, нужно отсоединить и подключить к массе, а кабель с массы переключают к горелке.
Для работы с проволокой также нужно установить специальные ролики, с помощью которых осуществляется подача материала. Ролики подбираются в соответствии с диаметром самой проволоки. Обычно один комплект роликов можно использовать сразу с несколькими диаметрами, они указываются сбоку. Не забывайте, что проволока полая и не нужно зажимать ролики слишком сильно, чтобы не деформировать ее. Чтобы проволока легко протягивалась нужно снять наконечник. Также не обязательно использовать сопло, ведь мы не применяем в работе газ. Чтобы не прилипли брызги металла на наконечник нужно смазать его специальным средством, которое можно легко найти в магазине для сварщиков.
Порошковая сварка с помощью проволоки должна выполняться на небольшом напряжении и с минимальной скоростью подачи проволоки. Поэтому мы не рекомендуем использовать для этих целей слишком мощные аппараты. Их «сил» может быть слишком много для работы с порошковой проволокой. Если вам нужно сварить металл толщиной полтора сантиметра, то установите напряжение не более 15В и скорость подачи не более 2 метров в минуту. Сначала вам может показаться, что эта скорость недостаточная, но поверьте, вы не потеряете много времени. Горелку лучше держать под углом и вести ее вперед. Дуга должна быть прерывистой.
Обратите внимание! Во время сварки образуется шлак, который затем застывает на сварочном шве. После остывания металла шлак необходимо удалить механическим способом. Если планируются многопроходные швы, то удаление шлака просто обязательно. Чтобы улучшить характеристики шва после удаления шлака нужно зачистить поверхность металлической щеткой.
Немаловажным является тот факт, что соединения получаются грубоватыми и не совсем ровными (по сравнению со сваркой в среде газа), могут образоваться наплывы и видимые дефекты, похожие на чешую. Это следствие работы с прерывистой дугой. Также часто встречаются не проваренные места. Это нужно принять, как данность, и использовать порошковую сварку только в особых случаях.
Вместо заключения
Сварка полуавтоматом порошковой проволокой без газа — это отличный метод, если нужно произвести работы в труднодоступных местах и нет нужды экономить на газе. Достаточно установить прямую полярность при сварке на вашем аппарате и приступить к работе. Конечно, вам понадобится время, чтобы привыкнуть к такому способу сварки, но это очень полезный опыт.
Преимущества такого метода значительно упрощают сварку в различных ситуациях: начиная от работы на высоте, заканчивая быстрым ремонтом металлических конструкцией с необходимостью постоянно перемещаться. Новичкам может быть труднее на первом этапе, но со временем вы освоитесь и будете чувствовать все особенности «поведения» дуги. Обязательно протестируйте порошковые электроды и расскажите о своем опыте в комментариях. Также делитесь этой статьей в социальных сетях. Желаем удачи!
[Всего голосов: 4 Средний: 3.5/5]svarkaed.ru
Сварка порошковой проволокой без газа
Работа при помощи полуавтомата ускоряет процесс сварки. Швы накладываются быстрее благодаря бесперебойному способу подачи проволоки. Она играет роль присадочного металла. Благодаря сварке полуавтоматом порошковой проволокой большие объемы металла позволяют создавать длинные швы. У рабочего отпадает необходимость в смене электрода. Шов при этом получается гораздо качественнее и намного лучше.
Зачем нужна сварка трубкой с порошком?
Полуавтоматический сварочный аппарат требует дополнительно газового баллона. Вес его достаточно большой – до 83 кг. Например, варить порошковой проволокой можно без подключения громоздкого баллона с длинным шлангом.
Задачу упрощает альтернативный способ – автоматическая сварка порошковой проволокой. Он исключает применение защитного газа. Впрочем, варить трубкой можно и с преимуществами, и с недостатками. Сварочный шов, выполненный электрической дугой, требует защиты сварочной ванны от взаимодействия с газами в окружающей среде.
Защитой может служить обмазка покрытых электродов или инертный газ, который подается вокруг трубки из полуавтомата. Однако доставка баллона с газом порой представляет большие сложности. Процесс работы с электродами с покрытием занимает очень много времени.
Процесс работы ускоряет порошковая проволока, подходящая для сварки. Ее структура полая внутри. Вариантов исполнения трубки с порошком несколько. Она бывает с одним или двумя ребрами жесткости. Ребра жесткости появляются в процессе производства расходного материала. Так как порошок закладывается в специальную трубчатую конструкцию, становится возможной сварка порошковой проволокой.
Эти ребра исключают порчу структуры расходников при нажатии. Полуавтоматическая сварка производится таким образом, что расходный материал получает разряд электрического тока. Он образует сварочную дугу. Высокая температура дуги плавит трубку из металла. Находящийся в ней порошок формирует шов. Смесь образует облако из газа, защищающее расплавленный металл. Состав, который находится внутри, бывает различный. Расходный материал должен соответствовать конкретному виду стали. Такой проволокой может производиться механизированная сварка.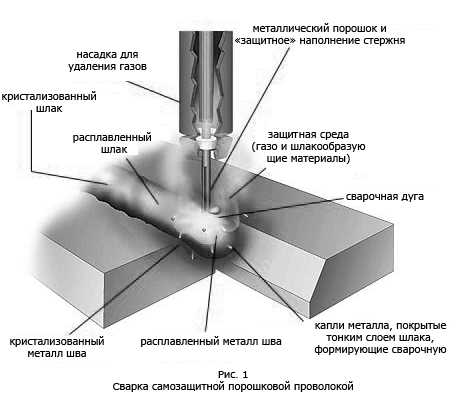
Достоинства и недостатки сварки порошковой проволокой
Сварка полуавтоматом без газа имее следующие достоинства:
- иключение энергоемких газовых аппаратов;
- отсуткие трат на заряд баллонов инертным газом;
- возможность применения различных типов проволоки;
Ход работы с трубкой, наполненной порошком, возможен на оцинкованном железе, нержавейке, с углеродистой сталью. Габариты расходных материалов бывают различными. Поэтому способ подходит для соединения тонких или толстых листов железа.
Источником питания для сварки алюминия при помощи полуавтомата будет постоянный ток. К самому листу алюминия нужно подоединить клемму с минусовым обозначением. Основной рабочий элемент — горелка. Ее конструктивные особенности позволяют подавать на сварочную поверхность трубку с порошком.
Из недостатков этого вида работы с полуавтоматом стоит отметить высокую стоимость расходных материалов. Приобретать дорогие ради экономии средств на покупке газового баллона нет необходимости. К примеру, порошок выгодно применять в местах, которые труднодоступны для доставки баллона с газом.
Качество сварных швов не позволяет использовать процесс для соединения труб, которые находятся под давлением. Поверхность шва представляет собой шлаковую корку. Она требует отделения молотком, но только после остывания металла. Чтобы сцепление следующего слоя было хорошим, это действие должно производиться несколько раз подряд.
Работа при помощи трубки образует грубые, некрасивые швы. При некачественной работе сварщика возможны наплывы лишнего расходного материала, а также непровары. Лишний расходный материал требует дополнительной зачистки специальной щеткой по металлу. Качество шва в среде инертного газа получается лучшим. Однако положительные свойства сварки значительно облегчают строительство, а также монтажные работы.
Например, мобильность оборудования позволяет производить работы на большой высоте или в шахтах и туннелях. Однако особенности работы требуют особого обустройства рабочего участка. Организация сварочного процесса должна производиться с учетом соблюдения техники безопасности. Сварщик обязан надевать индивидуальные средства защиты.
electrod.biz
Порошковая проволока для полуавтомата (сварки без газа)
СодержаниеПорошковая самозащитная наплавочная проволока, которая помещаются в газовую среду, выполняет те же задачи, что и флюс.
Представленный расходный материал для сварочных полуавтоматов «Искра Профи» MIG-250D (и прочих моделей), самый популярный и активно используется для того, чтобы варить детали из алюминия или нержавейки.
Порошковая проволока для сварки
Сварка алюминия или нержавейки, проводимая полуавтоматом «Искра Профи» MIG-250 D или другими аналогами, как выяснилось, является наиболее качественной.
Все разновидности таких порошковых наплавочных проволок, предназначенных для того, чтобы варить детали, выполненные с применением алюминия, плавятся под воздействием газа.
Особенности применения
Перед тем, как начать варить между собой детали из нержавейки сварочным полуавтоматом «Искра» MIG-280S, следует учесть советы, что самозащитная наплавочная порошковая проволока имеет ряд особенностей.
Читайте также: какой проволокой осуществляется пломбирование?
Представленная сварочная проволока, применяемая для сварки, начинает плавиться под воздействием нагретого до нужной температуры газа, и в своем составе имеет такие вещества, как кремниаты и силикаты.
Схема полуавтомата для сварки устроена таким образом, что полуавтомат (например, «Искра» MIG-280S), имея собственную полярность, позволяет варить детали порошковой проволокой подвергающейся воздействию газа.
-

Порошковая проволока для сварки стыков внахлест

Кроме того, такой полуавтомат, как «Искра» MIG-280S способен варить (учитывая полярность) все производные алюминия.
Читайте также: как производят холоднотянутую проволоку, и где ее применяют?
Важно знать, что входящие в состав проволоки для сварки кремниаты и силикаты подвергаются отторжению (учитывая полярность) расплавленным металлом.
Эти вещества, образующиеся в процессе работы сварочного полуавтомата, под непрерывным воздействием газа формируют на поверхности материала пленку.
Перед тем, как начать варить, следует запомнить, что сварочная пленка, возникшая в результате воздействия газа, подающегося из полуавтомата, препятствует проникновению кислорода к расплавленному металлу.
Представленная проволока, предназначенная для сварки с применением полуавтомата, может быть как флюсовой, так и порошковой (учитывая полярность).
Эта сварочная проволока имеет форму трубки, которая выполнена из мягкого легкоплавкого металла.
-
Сварочный аппарат «Искра» MIG-280S
- К слову, описанная сварочная проволока 250-й маркировки, также как и аналогичные материалы, имеет свою полярность.

Изнутри она полая. Кроме того, полость такой трубки, предназначенной для сварки при помощи полуавтомата, наполняется измельченным порошком из кремниатов.
Читайте также: чем хороша оцинкованная проволока?
Простая схема трубки устроена таким образом, что материал, находящийся внутри, в процессе оплавления внешних контуров не сгорает.
Схема продумана таким образом, что порошок рассыпается на поверхность, подвергающуюся сварке. При этом сварочная поверхность сохраняет все свои исходные свойства.
к меню ↑
Основные требования к проволоке
Внутри эта проволока (250-й маркировки) для полуавтомата заполнена специальным порошкообразным веществом (пыльцой).
-
Внутри проволока заполнена специальным порошком
- Основой для такого расходного материала, который использует полуавтомат, является специальная металлическая лента, которая имеет свою полярность.

На первоначальных этапах производства эта лента подвергается холодному формованию и обретает полярность.
На завершающем этапе создания такой проволоки, которую использует полуавтомат, производится ее аккуратная растяжка до достижения ей нужного размера.
Представленная разновидность расходного материала имеет свою собственную классификацию, которая состоит из параметров:
- назначения;
- способов применяемой защиты;
- возможностей проведения работ из различных положений в пространстве;
- некоторых механических свойств.
Большинство разновидностей этих изделий, которые распространены по территории СНГ, способны производить сварку низколегированных и низкоуглеродистых разновидностей стали.
-
Вид сварного шва после сварки с применением порошковой проволоки
- Помимо этого, проволока разделяется на два основных класса. К первому относится такая продукция, которая обеспечивает сваривание с ориентировкой на обычные условия.

Второй тип классифицируется как специальный. К изделиям входящим в число специальных можно отнести те, которые предназначены для проведения сварочных работ, подразумевающих принудительное формирование шва.
Сюда же относится проволока, предназначенная для работы под водой, продукция для варки арматуры и автоматической сварки в том числе.
Все представленные порошковые изделия изготавливаются с ориентировкой на определенный набор требований к ним.
При осуществлении сварки, возникающая дуга должна легко возбуждаться и производить стабильное нагревание материала.
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»1955705077″>
Во время работ, процесс плавки проволоки должен происходить с высокой степенью равномерности. При этом следует избегать излишнего разбрызгивания раскаленных капель рабочего вещества.
-
Схема процесса сварки с помощью порошковой проволоки
- Следует обратить пристальное внимание на то, что шлак, который будет образовываться в процессе плавления должен с высокой степенью равномерности покрывать весь образовавшийся шов.
Также шлак в процессе охлаждения должен легко отделяться от сварочной поверхности. В процессе работы сварочный шов должен быть максимально аккуратным, на нем должны отсутствовать всяческие дефекты.
Они могут принимать форму трещин и участков с пористой текстурой материала. Все представленные требования являются наиболее востребованными характеристиками всех сварочно-типологических свойств, которыми должны обладать современные сварочные материалы.
Это обусловлено тем, что все перечисленные свойства напрямую формируют возможность, благодаря которой может быть применена порошковая проволока для осуществления сварки в различных условиях.
К примеру, некоторые из важнейших свойств могут быть выявлены только лишь экспериментальным путем.
Для этого специально подготовленный механизированный валик подвергается наварке на пластину. Эта пластина выполнена с применением низкоуглеродистой стали.
-
Сварочный аппарат для сварки порошковой проволокой
- При этом сварка должна проводиться без случайно возникающих колебаний в максимально опущенном положении.

В процессе сваривания параметр точки значения тока и рабочего напряжения берется исходя из среднего интервала всех имеющихся значений, которые предусматривают формирование заданного типа и размера шва.
В результате проведения таких экспериментов выясняется, в какой отрасли и при каких условиях следует применять конкретно взятый вид сварочной проволоки.
к меню ↑
Эксплуатационные особенности
Сварка, выполняемая с применением порошковой проволоки используется в настоящее время повсеместно.
Это связано с неоспоримыми преимуществами данного расходного материала. К примеру, при проведении обычной флюсовой сварки, могут возникнуть некоторые затруднения, связанные с невозможностью направления электрода к труднодоступному месту сварки.
Помимо этого наблюдение за процессом формирования шва также будет осложнено. Довольно часто такие сложности возникают в процессе полуавтоматической сварки.
-
Такой метод сварки имеет массу преимуществ
- При проведении процесса с использованием защитного газа тоже могут возникать непредвиденные сложности, например, поток газа может быть нарушен сквозняком.

Сопла, которые обеспечивают подачу защитного газа, могут изрядно забрызгаться в процессе сварки.
В сложившихся условиях наиболее целесообразно применение так называемой порошковой проволоки. Это связано с тем, что данная продукция сочетает в себе такие положительные качества электродов, как:
- легирование;
- высокая степень защиты;
- раскисление металла;
- высокий уровень производительности.
Кроме того, порошковая проволока не нуждается в наличии газового баллона, дополнительных шлангов, редукторов, флюсовой аппаратуры и, собственно, флюса.
Читайте также: какую проволоку применяют при изготовлении рабицы?
При проведении сварочного процесса можно со значительной степенью легкости производить направление электрода к разделке.
При этом появляется хорошая возможность для наблюдения за процессом формирования образующегося шва.
- к меню ↑
Виды порошковой проволоки
Конструкция представленного расходного материала может быть нескольких видов:
- простая;
- трубчатая;
- с загибами оболочки;
- двухслойная.
Загибы создаются для того, чтобы проволока обладала необходимой степенью жесткости. Помимо этого загибы предотвращают несанкционированное высыпание порошка в процессе сдавливания материала подающими роликами сварочного полуавтомата.
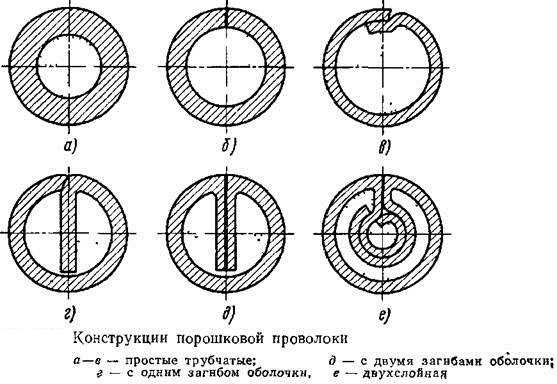
Конструкция порошковой проволоки (вид в разрезе)
В состав порошкообразного наполнителя входит смесь из руд, ферросплавов, химикатов и минералов.
Непосредственная его задача – это надежная защита металла от воздействия воздуха, обеспечение стабилизации дугового разряда, раскисление, легирование и формирование структуры шва.
По классификации составов изделия могут быть:
- рутиловыми;
- рутил-оргаическими;
- рутил-флюоритными;
- карбонатно-флюоритными;
- флюоритными.
Читайте также: об особенностях производства и назначении горячекатанной проволоки.
По прямому назначению продукция разделяется на два вида:
- Самозащитные – производят сварку без участия дополнительной газовой защиты.
- Изделия для осуществления сварки в среде углекислого газа.
При применении проволок с самозащитными свойствами процесс сварки значительно упрощается. Это связано с исчезновением необходимости использования громоздких баллонов, наполненных газом.
Если применять порошковые проволоки, находящиеся в среде углекислого газа, то механические характеристики шва будут значительно повышены.
к меню ↑
Особенности техники сварки
Представленная порошковая проволока при сварке подразумевает использование шлангового полуавтомата.
Так как сварной шов будет постоянно доступен для обзора, технология сваривания стыков и угловых соединений практически неотличима от сварки с помощью плавящихся электродов.
Бывают моменты, когда шлак, образовавшийся на верхнем крае поверхности полученного шва, может попасть в зазор, который был образован двумя кромками.
При проведении сварки, состоящей из нескольких этапов, все уже сформированные швы подвергаются интенсивной зачистке с целью избавления от излишнего шлака.
Читайте также: как и где применяют вязальную проволоку?
Известно, что порошковая проволока не обладает высокими параметрами механической крепости и жесткости.
С этой целью обязательно необходимо применение специального механизма, обеспечивающего непрерывную автоматическую подачу проволоки. Механизм обеспечивает ограниченное усиление степени сжатия, используя для этого подающие ролики.
к меню ↑
Сварка полуавтоматом с помощью порошковой проволоки (видео)
armaturniy.ru
Сварка полуавтоматом без газа обычной проволокой
Как правильно варить полуавтоматом без газа
Как варить сталь и алюминий полуавтоматом без газа
Сварка #8211; это всем известный процесс соединения металлических деталей в условиях высоких температур.

Сварка полуавтоматом удобна тем, что проволоку не надо подавать вручную.
Для создания таких условий существуют специальные сварочные агрегаты и приспособления, способные работать в ручном, автоматическом и полуавтоматическом режиме. Сварочный полуавтомат выгодно отличается от обычного агрегата ручной сварки тем, что подача сварочной проволоки, выполняющей функции электрода, производится любым полуавтоматом самостоятельно, без участия человека.
Схема сварочного полуавтомата.
Промышленность выпускает много видов различных полуавтоматов, которые предназначены для выполнения сварочных работ алюминиевых и стальных деталей, а также некоторых других металлов и сплавов. Все аппараты классифицируются по разным показателям: по типу применяемой проволоки, по способу защиты сварного шва. Сварочная проволока может применяться стальная или алюминиевая. Защита шва может производиться слоем флюса, средой некоторых защитных инертных газов, особой порошковой проволокой.
Преимущества и недостатки сварки полуавтоматом
К положительным качествам полуавтомата следует отнести:
Недостатком сварки является сильное разбрызгивание металла.
- Полуавтоматом можно сваривать металлические листы, толщина которых достигает 0,5 мм.
- Аппарат малочувствителен к различным загрязнениям поверхности металла и к следам ржавчины на нем.
- Сварка полуавтоматом обходится дешевле всех других известных видов сваривания металлов.
- С помощью сварочного полуавтомата можно паять различные детали из оцинкованного металла проволокой, состоящей из сплавов на основе меди, не повреждая цинкового покрытия.
- При отсутствии слоя защитного газа происходит усиленное разбрызгивание металла.
- Открытая дуга имеет очень интенсивное излучение.
Других недостатков не имеется.
Вернуться к оглавлению
Процесс сварки с применением полуавтомата
Процесс сварки полуавтоматом.
В обычных условиях этим аппаратом варят черные металлы, нержавеющую сталь, алюминий. Сварка происходит под слоем инертного защитного газа. Для этого используется чаще всего углекислый газ, аргон, иногда гелий и смеси этих газов. Источником питания полуавтоматического сварочного аппарата является постоянный ток. Минусовая клемма подключается к изделию. Главный рабочий орган установки #8211; сварочная горелка особой конструкции, подающая в зону сварки специальную сварочную проволоку с флюсом или с защитным газом.
Перед работой аппарат нужно настроить:
- Подобрать необходимую рабочую силу тока.
- Настроить нужную скорость подачи сварочной проволоки методом замены шестерен, которые входят в комплект поставки полуавтомата.
- Попробовать аппарат в работе. Если все параметры настройки были подобраны правильно, агрегат даст устойчивую и мощную сварную дугу, а также нужное количество защитного газа или флюса.
Если аппарат настроен, сварщик приступает к работе, соблюдая все основные принципы и тонкости сварного дела.
Вернуться к оглавлению
Сварка полуавтоматом без применения газа
Таблица режимов сварки полуавтоматом.
А как варить полуавтоматом без использования защитного газа, возможно ли это? Если полуавтомат куплен для домашнего использования, то не всегда бывает выгодно приобретать к нему баллон, наполненный газом. Можно использовать вместо него специальную флюсовую или порошковую сварочную проволоку. В разрезе флюсовая проволока представляет собой тонкостенную стальную трубку, заполненную флюсом, который в процессе сварки сгорает, образуя небольшое облачко защитного газа, непосредственно в зоне сваривания деталей. При работе с применением такой проволоки на свариваемое изделие подается плюсовой вывод электропитания.
Проволока может включать компоненты флюса непосредственно в металл, из которого она выполнена. Чем хорош такой вариант? Чтобы ответить на этот вопрос, нужно вспомнить школьный курс физики: когда в результате электродугового разряда проволока начнет плавиться под действием высокой температуры, в сварной ванне обязательно образуется облачко, состоящее из тех веществ, которые входят в состав проволоки. Это облачко почти полностью заменяет инертный газ, который применяется в обычных условиях работы.
Дуговая сварка с защитным газом.
При выполнении вертикальных швов нужно учитывать, что тепло поднимается всегда снизу вверх. Поэтому шов рекомендуется вести в направлении сверху вниз, особенно при сварке тонкого листового металла. Рабочую горелку следует держать с небольшим наклоном вверх, так лучше будет удерживаться так называемая сварочная ванна #8211; зона сварки с защитным облачком газа от сгоревшего флюса. Передвигать горелку вдоль шва нужно достаточно быстро, чтобы несколько опередить появление капли расплавленного металла сверху. Сварочная проволока всегда должна находиться на переднем крае сварочной ванны.
Квалифицированный сварщик способен накладывать сварной шов со скоростью до 2 см в секунду. Достигается это благодаря автоматической подаче проволоки толщиной 0,5-3 мм. Сварка без использования газа немного напоминает обычную сварку сварочным электродом, в процессе которой шлак может затекать в сварочную ванну. Это приводит к тому, что приходится поверх получившегося шва накладывать дополнительный сварной шов, очистив предварительно от шлаков предыдущий.
Порошковая проволока, предназначенная для сварки без использования газа, имеет довольно низкую степень жесткости. Она имеет очень тонкие стенки, поэтому при работе с ней недопустимы резкие повороты и изгибы шланга, по которому она поступает к месту сварки. Использовать обычную проволоку без газа категорически не рекомендуется, так как это приведет к неровному шву с внутренними пустотами, к перерасходу проволоки вследствие ее бесполезного испарения.
А можно ли варить потолочные швы? Следует помнить, что варить потолочные швы без газа не получится, так как получившаяся в процессе сгорания флюса углекислота под действием силы тяжести просто покидает сварочную ванну.
Преимущества сварки полуавтоматом без использования газа:
- Нет необходимости покупать дорогостоящую и громоздкую газовую аппаратуру и периодически заряжать баллоны.
- Подготовка к сварке занимает минимум времени.
- Стоимость сварки получается гораздо ниже, чем с использованием газа.
Перед тем как варить полуавтоматом металлические детали, требуется правильно организовать свое рабочее место и неукоснительно соблюдать правила техники безопасности. При выполнении работ нужно создать десятиметровую зону вокруг места проведения сварки. В противном случае люди, случайно оказавшиеся в этой зоне, могут получить ожог сетчатки глаза. Сварщик должен использовать индивидуальные средства защиты. В зоне сварки не должно быть горючих материалов.
Сварка полуавтоматом без газа

Чем сварка полуавтоматом без газа, отличается от полуавтоматической сварки в газовой среде, и что вообще такое сварка полуавтоматом, мы рассмотрим все эти вопросы в нашей статье.
Полуавтоматическая сварка
Сварка полуавтоматом — один из видов классической дуговой сварки. Электродная проволока выступает в роли сварного электрода. Она непрерывно подается механическим приводом с заданной постоянно скоростью в сварочную головку.
Сварочные флюсы позволяют даже при работе с небольшим диаметром проволоки (0.8-2мм) малыми токами обеспечить достаточно глубокое расплавление металла непосредственно в зоне сварки. Благодаря этому получаются надежные и качественные швы на толстом или тонком металле.
Использование полуавтомата для сварочных работ позволит значительно улучшить качество сварного шва, а также существенно увеличит производительность работ. При помощи полуавтоматической сварки опытные мастера вырабатывают от 20 до 40 метров шва сварного в час. Сварка полуавтоматом в
www.samsvar.ru
Сварочный полуавтомат без газа с порошковой проволокой: как выбрать?
Технология сварки имеет различные направления и подвиды, среди которых особое место занимает сварочный полуавтомат без газа. Попробуем разобраться, в чем отличие от обычного полуавтомата, а также особенности проведения работ на таком оборудовании. Как правило, существует две категории аппаратуры, которые имеют соответствующую маркировку- MIG-MAG, причём для первого варианта (MIG) используют среду исключительно инертного газа. Для второго варианта используют среду углекислого газа. В целом, обычная электродная проволока в данном случае, будет являться основой для обеспечения качества сварных работ, то есть, заменять обычный и традиционный электрод. Подача проволоки порошкового типа осуществляется, как правило, механическим способом в готовое рабочее отверстие сварочной головки.
Основной принцип работы сварочного агрегата без заправки газа
Чтобы понять, как работает сварочный аппарат полуавтомат без газа, необходимо помнить, что инертный вариант газа будет обволакивать только сварочную технологическую ванну. При этом произойдёт полная изоляция расплавленной категории проволоки присадочного типа, а также всех стыкуемых краёв деталей и предметов, которые могут иметь негативное воздействие от контакта с воздухом, где содержится требуемый уровень кислорода. Вся защитная функция в технологии оборудования сварочный аппарат полуавтомат без газа с порошковой проволокой возлагается на углекислый газ, который выделяется как раз из проволоки. В то же время, в конструкции проволоки предусмотрен компонент флюса, который содержит СО2.
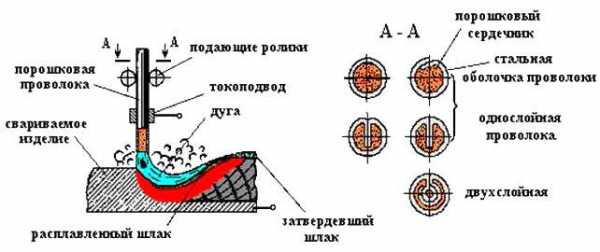
Схема сварки порошковой проволокой
Принципиальная технологическая схема работает по следующему принципу:
- В рабочий момент соприкосновения с поверхностью металла, возникает принцип воздействия электрической дуги от воздействия присадочной проволоки.
- Непосредственная электрическая дуга осуществляет эффект расплавления электрода.
- Углекислый газ, как самостоятельный компонент, выделяется исключительно из флюса, при этом обволакивает сварочную ванну специальным защитным слоем.
Работа сварочного устройства полуавтоматического принципа воздействия без газа на флюсовой проволоке предусматривает использование достаточного объёма и количества флюсовых компонентов, которые в конечном итоге должны выделять необходимое количество углекислого газа.
Характеристики сварочного аппарата без газа
Чтобы знать, какой выбрать сварочный полуавтомат без газа, необходимо указать основные положительные стороны работы агрегата, это:
- Компактный вариант исполнения основной части технологического производственного оборудования, а также его лёгкость.
- Доступный и экономичный вариант. Технология полностью избавляет от необходимости иметь при этом постоянно заправленный баллон с газом.
- Широкое применение различных электродов с разнообразным химическим составом, которые помогают добиться идеального наложения шва на поверхность металла.
- Имеется возможность изменить характеристики подачи электрической дуги.
- Через специальную защитную конструкцию в маске (щёлка) специального вида можно осуществлять требуемый контроль за местом подачи.
Имеется один существенный недостаток, это ограниченные действия применения сварочного оборудования, относительно расположению на поверхности сварного шва. Чаще всего данная технология используется для варианта нижней сварки в горизонтальном расположении. Ради правды можно сказать, что этот способ все-таки используется для верхней части сварочных работ, но данную операцию могут проводить только опытные и квалифицированные сварщики. Помните, что потолочные работы для технологии сварки полуавтоматом без газа не осуществляются по одной простой причине — углекислый газ имеет тяжёлый весовой уровень по сравнению с воздухом и СО2 покидает зону сварки не оседая на поверхности.
Особенности проволоки для сварки полуавтоматом без газа
Устройство предусматривает комплектацией специальной проволоки, в том числе с порошковым напылением. Проволочный вариант представлен обычной стальной трубкой, диаметр которой около 0,8мм, то есть имеет аналогичные варианты исполнения, как и с принципом работы, полуавтоматом, где используется газ в качестве компонента розжига электрической дуги.

Аппарат для сварки без газа с проволокой
Во внутренней части проволоки находится порошковый компонент флюса, который по своей структуре напоминает обмазочных материал, используемый для стандартных электродов в промышленных масштабах. В процессе нагрева происходит полное выгорание флюса, что обеспечивает в итоге защитный компонент облака газа в рабочей зоне сварки.
Преимущестива использование, как проволоки, так и сварочного оборудования заключаются в следующем:
- Нет необходимости использовать энергоёмкую и энергозатратную комбинацию газовой аппаратуры для проведения сварочных работ.
- Нет необходимости постоянно тратиться на газовые баллоны с заправкой инертного газа.
- Отличное и ровное формирование места сварного шва, которое обеспечивается за счёт применения проволоки с порошковым напылителем.
- Уникальные характеристики удобного формирования необходимой характеристики для электрической дуги.
- Отличный способ контроля за действием, через специальную щёлку в маске (нет необходимости полностью закрывать лицо и глаза).
Рекомендации по проведению сварочных работ
Процесс выполнения сварочных работ полуавтоматом без применения газа имеет общие принципы и характеристики с традиционным газовым полуавтоматом, предназначенный для сварки.

Сварка аппаратом без газа
Во время проведения требуемой работы очень часто возникает ситуация внезапного затекания шлаков в сварочную ванну в процессе работы от продуктов согревшего флюса, что чревато снижением некоторых технических характеристик поверхности шва. Чтобы избежать этого, рекомендуется дополнительно изготовить шов, но при этом предварительно потребуется очистить предыдущий вариант. Таким образом, вы можете добиться высокой герметичности соединения поверхности места проведения сварочных работ.
«Важно!
Порошковая проволока имеет хрупкое строение, которое приводит при одном неосторожном движении к разрушению всей конструкции.»
Чтобы минимизировать эти риски рекомендуется использовать специальный механизм с малым режимом сжатия, это позволит обеспечить надёжное крепление проволоки при особых характеристиках жёсткости непосредственно порошковой проволоки. Во время работы помните, что резкие повороты шланга категорически не допускается, иначе вы не добьётесь должного эффекта соединения с поверхностью обрабатываемого материала.
Далее, рекомендуется строго соблюдать требуемую полярность по держаку при подключении прибора «на массу». Элемент «минус» должен быть подключен непосредственно к держаку, в то время, как компонент «плюс» подключается прямо к обрабатываемой детали. В производственном цикле данный вариант получил рабочее название в среде сварщиков и профессионалов — «прямое подключение». Этот эффект подключения необходимо строго и в обязательном порядке соблюдать, так как в процессе работы должна возникнуть высокая температура плавления, результатом которой станет образование облака для обеспечения защитной функции обрабатываемой поверхности шва. В процессе работы в обязательном порядке соблюдаем все требования техники безопасности, пожарной и электрической безопасности.
Видео: технология сварки полуавтоматом без газа
svarkaipayka.ru
Сварочная флюсовая проволока для полуавтомата
СодержаниеПри выполнении сварки полуавтоматом без газа широко применяется флюсовая проволока.

Флюсовая проволока сварочная
Это позволяет увеличить производительность работы, уменьшить время, необходимое для формирования шва и в результате сварки получить надежное и качественное соединение.
Особенности флюсовой сварки полуавтоматом без газа
При варке изделий из нержавейки флюсовой проволокой, соединение производится без разбрызгивания капель металла, а корка, полученная в процессе работы полуавтомата, надежно защищает как дугу, так и металл от вредоносного воздействия атмосферы.
Для того, чтобы варить изделия из нержавейки полуавтоматом без использования газа, пользуются флюсовой проволокой следующих диаметров:
Читайте также: как и на чем производят стеклопластиковую арматуру?
Варить детали из нержавейки можно без преждевременного смазывания кромок соединяемых изделий.
Сварка без газа проволокой с флюсом позволяет получить соединение, отличающееся высокой плотностью и однородностью.
Кроме того производительность наплавки полуавтоматом увеличивается в 2-4 раза и не возникает необходимости в тяжелой и трудоемкой процедуре удаления металлических брызг. Процесс сварки полуавтоматом без использования газа имеет ряд особенностей.
Флюсовая проволока подается в автоматическом режиме по мере того, как происходит ее сгорание. Механизм подачи соединяется со специальной катушкой.
Сварочный процесс протекает следующим образом: полуавтомат создает дугу, под воздействием которой флюсовая проволока и металлическая деталь начинают плавиться.

Сварка полуавтоматом
В результате формируется сварочная ванна, вся поверхность которой покрывается защитным слоем шлака. После того, как дуга удаляется от кромок, металл подвергается кристаллизации и формируется соединение, покрытое шлаковой коркой, которую без труда можно удалить.
При соединении деталей полуавтоматом без использования газа варьируя силу тока и пользуясь проволокой различных диаметров можно регулировать параметр глубины проплавления.
Если варить шов со скоростью более 40 м/ч, то его высота значительно увеличится. При этом глубина и ширина провара уменьшаться.
Читайте также: как строится теплица из стеклопластиковой арматуры?
Производительность процесса можно значительно увеличить, если применять расходный материал с небольшим диаметром (2-5 мм) и подавать ток в 65-149 А/мм2.
к меню ↑
Классификация и маркировка проволоки
На сегодняшний день выделяют несколько разновидностей флюса, которые применяются для сварки полуавтоматом без использования газа. Классифицируются представленные изделия по таким особенностям, как:
- Тип сердечника;
- Возможность выполнения работ в различных положениях электрода;
- Назначение;
- Механические характеристики;
- Вариант применяемого защитного покрытия.
При выборе изделия особенно важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Маркировка изделий основывается на пространственном положении, в котором проходит сварочный процесс:
- «Т» – работа может проводиться в любом положении;
- «Ву» – для создания вертикальных швов;
- «Вх» – для создания горизонтальных швов;
- «В» – при работе нижнем горизонтальном положении;
- «Н»- для соединения в нижней вертикальной плоскости.
Читайте также: как правильно пользоваться ножницами для резки арматуры?
Флюсовая проволока может использоваться для соединения стали следующих видов:
- низкоуглеродистой и низколегированной;
- высоколегированной и легированной;
- для цветных металлов и их сплавов.

Сварочный шов флюсовой проволокой
Любая разновидность представленного расходного материала должна обеспечивать устойчивость процесса соединения деталей и предотвращать возникновение трещин и пор в шве.
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»1955705077″>
Шов при этом должен создаваться с нужным химическим составом, а корка из шлаков – легко отделяться.
Немаловажное значение имеет минимальное количество элементов, при нагревании выделяющих токсичные газы.
к меню ↑
Основные характеристики сварочной проволоки
Представленные электроды хорошо проплавляют металл и наиболее подходят для создания нахлесточного, стыкового или углового соединения за один подход.
Изделие отличается высокой степенью сопротивляемости к появлению шлаковых образований и пористости на металле.
Проволока обеспечивает стабильный перенос струи и позволяет производить соединение из любого положения. Электрод состоит из специального наполнителя (сердечника) и оболочки.
Читайте также: о правильном выборе пластиковых фиксаторов для арматуры.
Оболочка представляет собой холоднокатную ленту, изготовленную с применением неполированной стали с небольшим содержанием углерода. Ширина и толщина защитной ленты колеблется в пределах от 0,2 до 0,8 мм.
Флюсовая проволока в разрезе
В состав сердечника электрода входят ферросплавы, руды, минералы и металлы. Они способствуют формированию шва с необходимыми эксплуатационными характеристиками.
Читайте также: какую арматуру для радиаторов нужно использовать при прокладке сетей отопления?
Элементы, входящие в сердечник, могут быть:
- раскисляющими – порошки и ферросплавы;
- стабилизирующими – обеспечивающими устойчивую электродугу;
- легирующими – для придания нужных соединительных характеристик;
- специальными – оказывающими дополнительное влияние на процесс сварки.
Читайте также: чем хороша порошковая проволока для сварки полуавтоматом?
Основные достоинства таких электродов заключаются в том, что соединение деталей можно производить в любых положениях и под любым углом, а химический состав полученного шва будет иметь заранее заданные характеристики плотности, прочности и долговечности.
Кроме того изделие надежно защищено от механической нагрузки подающих роликов катушки полуавтомата, а варить деталь можно визуально контролирую открытую сварочную дугу.
Еще одно преимущество – это компактность оборудования, применяемого для соединения, нет нужды в громоздких газовых баллонах и приспособлениях, обеспечивающих подачу газа.
Читайте также: какой сортамент арматуры применяется для армирования железобетонных конструкций?
Существенный недостаток выражается в том, что открытая дуга имеет достаточно сильное излучение, потому работы рекомендуется проводить в специальной защитной маске.
к меню ↑
Сварка флюсовой проволокой без газа (видео)
к меню ↑
Как выполнять сварку полуавтоматом без применения газа?
Перед началом работ подбирается нужная сила тока и скорость, с которой будет подаваться гибкий электрод.
Для этого шестерни, входящие в комплект аппарата могут быть заменены. Если эти параметры настроены правильно, то агрегат генерирует устойчивую и мощную дугу.

Процесс сварки
Перед тем как начать варить, следует учесть, что тепло от вертикального соединения всегда будет подниматься снизу вверх. Потому вести соединение опытные специалисты рекомендуют в направлении сверху вниз. Особенно актуально это при варке тонких металлических листов.
Читайте также: сколько весит арматура в зависимости от класса?
Рабочая горелка должна держаться с небольшим наклоном вверх. Это позволит так называемой сварочной ванне удерживаться и не растекаться по сторонам. Передвижение горелки нужно проводить с достаточно высокой скоростью, для того, чтобы сверху соединения не оставались капли расплавленного металла.
Важно помнить о том, чтобы гибкий электрод всегда находился на переднем крае сварочной ванны. Следуя этим несложным рекомендациям, можно формировать шов со средней скоростью 2 см/сек.
Быстрота процесса достигается благодаря автоматической подаче проволоки. В ходе работ накопившиеся шлаки могут попадать в ванну, это приводит к тому, что сверху одного шва возникает еще один.
Чтобы избежать таких последствий рекомендуется предварительно производить очистку предыдущего соединения.
Детали для стыковки могут обладать при этом достаточно малой толщиной – до 0,5 мм. Полученный шов будет практически невосприимчив к ржавчине, коррозии и всевозможным загрязнениям.
armaturniy.ru