СВАРКА МЕДИ АРГОНОМ [особенности и видео-уроки]
Несмотря на то, что сварку меди можно произвести привычной ручной сваркой, с помощью металлических или угольных электродов, в последнее время, чаще всего используется — [высокоэффективная сварка меди аргоном].
Универсальная аргоновая сварка позволяет без проблем варить крупногабаритные и мелкие детали из меди.
Как известно, из-за высокой тепло- и электропроводимости, а также высокой стойкости к агрессивным средам и коррозии медь применяют в энергетическом и химическом машиностроении.
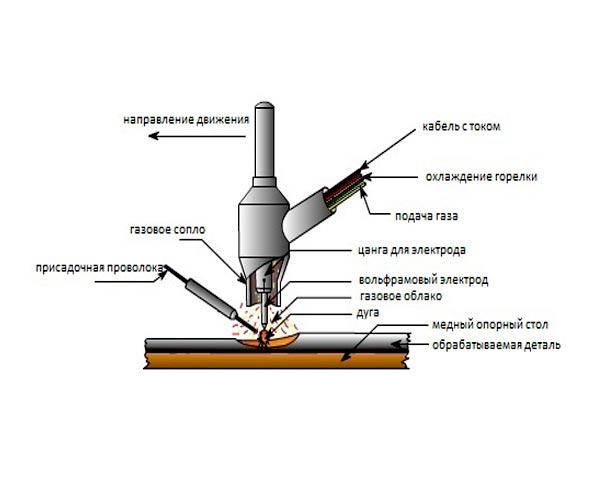
Фото процесса
А так как медь – очень хороший проводник, то и работа с ней требует довольно специфичного оборудования.
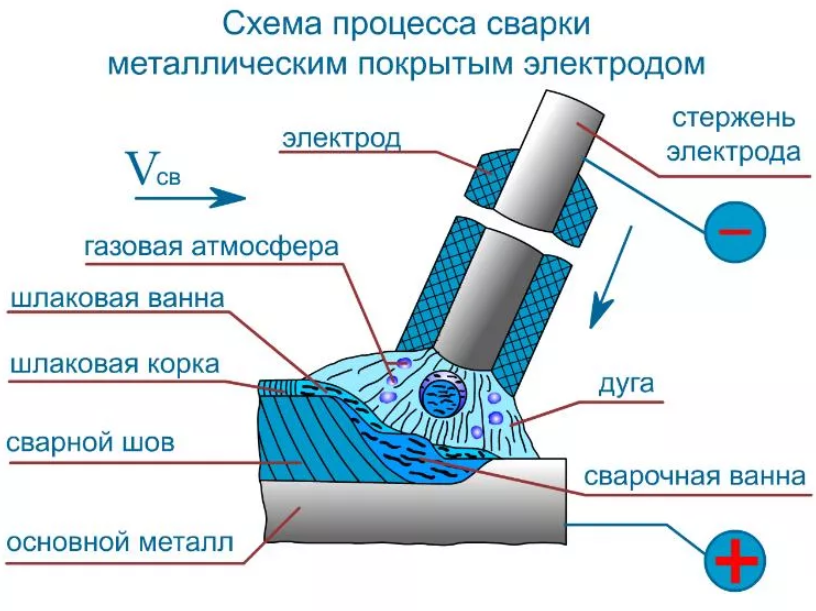
Сварка аргоном производится при прямой полярности и постоянном токе с помощью вольфрамового неплавящегося электрода. Температура аргонно-дуговой сварки должна достигать 300-400 градусов.
Прежде чем начать варить, дугу следует нагреть на графитовой или угольной пластинке. Не рекомендуется зажигать дугу сразу же на изделии, которое вы будете варить – это загрязнит электрод.
Не рекомендуется зажигать дугу сразу же на изделии, которое вы будете варить – это загрязнит электрод.
Необходимо помнить, что сварка меди аргоном осуществляется в вертикальном, потолочном или нижнем положениях.
Особенности работы с медью
Хотя сварку медных деталей можно производить с помощью специальных электродов, все-таки для этих целей лучше всего использовать неплавящиеся электроды из вольфрама.
Такие электроды хорошо «проваривают» швы, в отличие от сварки обычными электродами, они получаются прочными, ровными и чистыми.
Так как во время сварочных работ используется смесь газов: аргона и азота, то для безопасности сварка должна производиться только специально подготовленным сварщиком.
Вольфрамовые неплавящиеся электроды бывают нескольких видов: ЭВЛ и ЭВИ. ЭВЛ – это лаптанированные электроды, а ЭВИ – итерированные электроды.
Для сварки деталей из меди с помощью аргона используют именно итерированные электроды из вольфрама.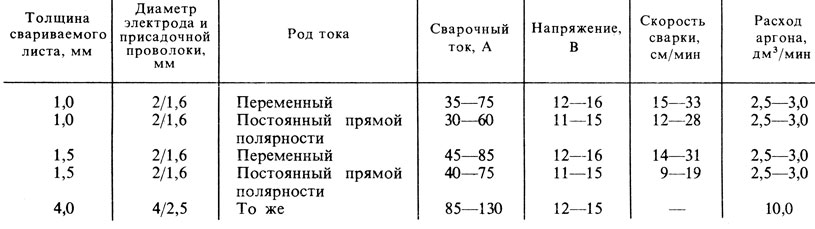 Если толщина медных деталей свариваемых аргоном превышает 5 мм, то применяют обязательную разделку кромок.
Если толщина медных деталей свариваемых аргоном превышает 5 мм, то применяют обязательную разделку кромок.
Видео:
Без разделки кромок всю толщину металла невозможно будет прогреть, так как медь обладает высокой теплопроводностью.
Следует знать, что для металла толщиной 5 – 12 мм используют одностороннюю разделку, а если толщина металла больше указанной, то разделывают обе кромки обрабатываемой детали.
Качество сварного шва также зависит от примесей, содержащихся в меди – чем чище медь, тем качественней шов. Кроме вольфрамовых электродов, также используется еще и присадочная проволока.
Присадочная проволока изолирует свариваемые детали от кислорода, который все же попадает в область сварки.
Таблица режимов сварки меди
Материал присадочной проволоки непременно должен соответствовать составу того металла, который предполагается варить. .
.
В качестве присадки можно взять медную проволоку, которая содержит большое количество марганца. С одной стороны марганец надежно связывает поступающий в область сварки кислород, но с другой – примеси марганца снижают прочность сварного шва.
Поэтому в качестве присадки лучше всего использовать проволоку с содержанием каких-либо редкоземельных материалов.
Такие материалы полностью удаляют из швов кислород, но при этом не остаются в составе шва, как примеси марганца.
К сожалению, присадочная проволока из редкоземельных материалов весьма дорога, из-за чего немногие решаются ее использовать, отдавая предпочтение недорогой медной проволоке.
Преимущества использования аргона при работе с медью
Как уже говорилось выше, сварка меди аргоном считается самой чистой. При такой ее разновидности — почти не выделяются пары оксидов.
Во время аргоновой сварки на пол не падают раскаленные искры, которые могли бы повредить полы и настенные покрытия.

Таким образом, сварку аргоном можно проводить даже в жилых помещениях, не боясь при этом что-либо испортить или испачкать.
Еще одно неоспоримое преимущество аргоновой сварки – это качество. При сварке меди аргоном шов получается чистым и аккуратным, без шлаков и подрезов.
С помощью аргона можно на малых токах варить даже тонколистовые 0,5 мм изделия из меди.
К тому же, аргоновая сварка позволяет работать со сложными металлами, которые не поддаются обычной сварке, а также восстанавливать прежний объем детали, наплавляя металл поверх нее.
Видео:
Если у вас есть определенные знания в этой области, то можете произвести все работы самостоятельно, но перед этим — рекомендуется посмотреть видео сварки меди аргоном и приобрести соответствующее оборудование.
Для домашнего использования идеально подойдет специальное многофункциональное оборудование.
Если же планируется больший объем сварочных работ, например, на производстве, то в данном случае потребуется приобрести несколько аппаратов, которые обладают разными функциональными возможностями.
Сварка меди аргоном: технология, оборудование, электроды
Главная » Обработка металла » Сварка » Правила проведения сварки меди аргоном
На чтение 6 мин
Содержание
- Свойства материала
- Технология сваривания
- Выбор электродов
- Оборудование
- Подготовка материала, очистка
- Работы в домашних условиях
- Настройка аппарата
Сварка меди аргоном востребована в различных отраслях промышленности, строительной сфере. Связано это с эксплуатационными свойствами материала, который обладает высокой коррозионной стойкостью, оптимальным соотношением прочности и пластичности. Однако процесс сварки обладает рядом сложностей, требуют наличия навыков.
Сварка меди с помощью аргонаСвойства материала
Чтобы сварить медь или сплавы на её основе, необходимо выполнять качественный прогрев конструкций. Благодаря отличной теплопроводности достаточно просто обеспечить равномерную температуру на поверхности детали и по толщине материала. Однако получение равномерного прочного шва требует использования определённых навыков.
Благодаря отличной теплопроводности достаточно просто обеспечить равномерную температуру на поверхности детали и по толщине материала. Однако получение равномерного прочного шва требует использования определённых навыков.
Особенности сварки:
- при значительном повышении температуры в меди начинают проходить окислительные процессы, в результате которых создаются тугоплавкие фазы повышенной хрупкости, что негативно сказывается на её прочностных и пластических свойствах;
- в ходе охлаждения шва происходит значительная усадка, которая может становиться причиной появления трещин;
- в результате нагрева начинается поглощение газов, повышающие вероятность образования неравномерностей и раковин;
- сварные швы на стыках меди с нержавейкой и другими металлами имеют высокий уровень зернистости, связанной с неоднородностью материалов, соединение становится хрупким и ненадёжным;
- по причине высокой электропроводности на сварочном аппарате требуется выставлять большие токи, что делает бытовые инверторы непригодными для проведения сварных работ;
- из-за высокого уровня текучести металла при нагреве создание швов в вертикальном или потолочном расположении невозможно.

Технология сваривания
Сварка медных деталей выполняется двумя способами:
- газосварка;
- сварка аргоном.
Для газосварки потребуется использование баллона с ацетиленом и горелки. Качество шва полностью зависит от количества пор в материале, поэтому перед проведением работ необходимо выполнить проковку поверхности вблизи линии формирования шва.
Для поддержания горения требуется обеспечить непрерывную подачу газа. Средний расход для сварки конструкций толщиной более 10 мм составляет от 200 л/ч. Массивные детали рекомендуется предварительно прогревать, чтобы шов был прочным и однородным.
Поскольку медь обладает высокой теплопроводностью, то важно обеспечить равномерное остывание конструкций. Для этого со всех сторон конструкции следует обкладывать асбестными листами, делая своеобразный защитный экран.
Чтобы в процессе сваривания не допустить образования окислов или раковин, допускается увеличение скорости перемещения горелки вдоль шва, но движение обязательно должно быть с постоянной скоростью и без разрывов. Расположение горелки относительно поверхности должно быть перпендикулярным.
Расположение горелки относительно поверхности должно быть перпендикулярным.
При толщине материалов более 3 мм необходимо обрабатывать кромки под углом 450. Чтобы металл лучше заполнил стык, его обрабатывают водным раствором азотной кислоты.
После выполнения работ шов требуется проковать при температуре +3000С, а также выполнить его отжиг при +5000С, затем детали охладить в воде.
Аргонодуговая сварка подходит для соединения конструкций любой толщины, включая крупногабаритные. Сварные работы проводятся при подключении прямой полярности на постоянном токе вольфрамовым неплавящимся электродом. Температура в среднем должна составлять от +3000С до +4000С.
Перед проведением сварки, нужно разогреть дугу на пластинке из угля или графита. Допустима сварка в потолочном, вертикальном или нижнем расположениях.
Сварка меди газомВыбор электродов
Для получения качественного сварного шва необходимо выбрать электрод по диаметру, составу обмазки, особенностям состава материала заготовок. Состав обмазки выполняет защитную роль, так как предотвращает попадание в расплав газов.
Состав обмазки выполняет защитную роль, так как предотвращает попадание в расплав газов.
При сваривании меди аргоном обмазка и защитные покрытия позволяют создавать специальные плёнки. В покрытии содержатся присадки, позволяющие улучшить шов при контакте материала стержня электрода с металлом конструкции. Шов в таком случае формируется однородным и равномерно застывает, одновременно исключается создание хрупких фаз.
Применяют два вида электродов:
- неплавящиеся, на основе синтетического графита, электротехнического угля, а также других материалов с аналогичными свойствами.
- плавящиеся, создаваемые на основе прутков из меди, чугуна, алюминиевой проволоки, поверх которой наносится специальная обмазка.
Чтобы понять, каким электродом сварить медь, нужно ориентироваться на цвет обмазки:
- красный – для ручной сварки;
- синий – для тугоплавких сплавов;
- серый – для сварки деталей из цветных металлов.
Оборудование
Для аргонодуговой сварки потребуется применение следующего оборудования:
- инверторного аппарата или трансформатора;
- одной горелки или комплекта, в зависимости от сложности работ;
- защитной аппаратуры;
- баллонов с газом;
- компенсационных устройств для регулирования тока.

Аргоновая сварка может выполняться вручную или полуавтоматом. Метод выбирается на основе того, какие сварочные работы планируется проводить, их сложности, технических требований к шву.
Подготовка материала, очистка
Сваривание меди аргоном может выполняться без тщательной подготовки поверхности, достаточно выполнить зачистку абразивным инструментом до блеска, а также выполнить обезжиривание. Однако очистку следует выполнять тщательно.
Для сварки конструкций толщиной 5-12 мм необходимо срезать односторонние кромки , а если более 12 мм – двухсторонние.
Зачистка перед сваркойРаботы в домашних условиях
В домашних условиях иногда требуется сварка деталей небольших размеров, поэтому для большинства случаев в качестве электродов подойдут обычные медные жилы из проводов. Все этапы работ определяет технология сварки меди:
- Зачищают пруток от поверхностных слоёв лака, окисла, жира или других видов загрязнений. Рекомендуется применять проволоки с минимальным количеством примесей в составе.
- В процессе сварки используют присадки, выполняющие роль защитной среды от контакта металла с воздухом.
- Поджигают горелку, впереди шва ведут присадку, затем электрод, а за ними выполняется прогрев. Движения горелки должны быть по спирали в сторону формирования шва.

При сварке толстых деталей рекомендуется расплавлять основной металл конструкций, но основе которого и формировать соединение. В таком случае шов получается чистым и аккуратным. При этом присадки не используют.
В среде аргона качество шва достигается при вертикальном положении шва и горизонтальной проварке.
Сваривание тонких деталей выполняется ступенчатым образом. Способ заключается в выполнении проварок через определённые интервалы, а затем заваривают пропущенные участки до того момента, пока не получится равномерный и качественный шов.
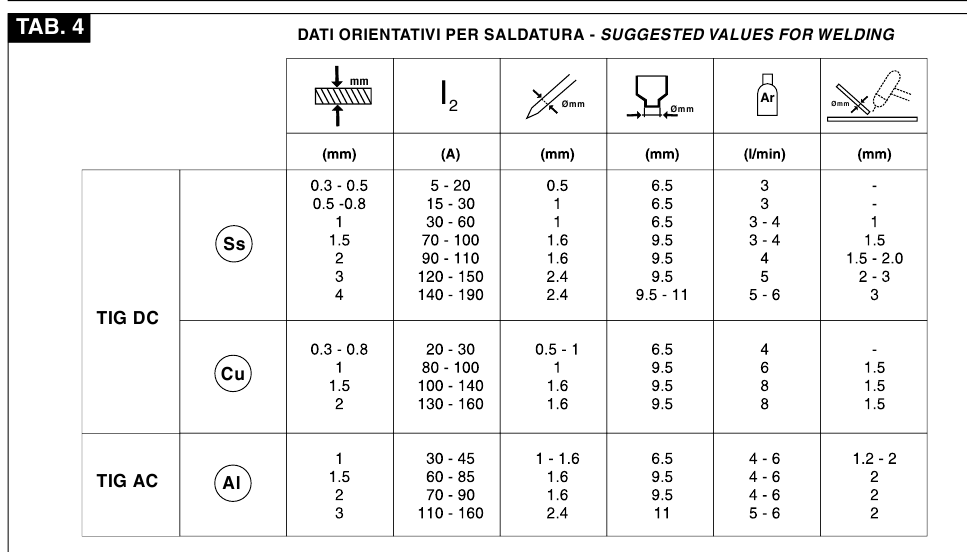
Настройка аппарата
Чтобы добиться качества соединительного шва, нужно тщательно подбирать параметры сварочных аппаратов.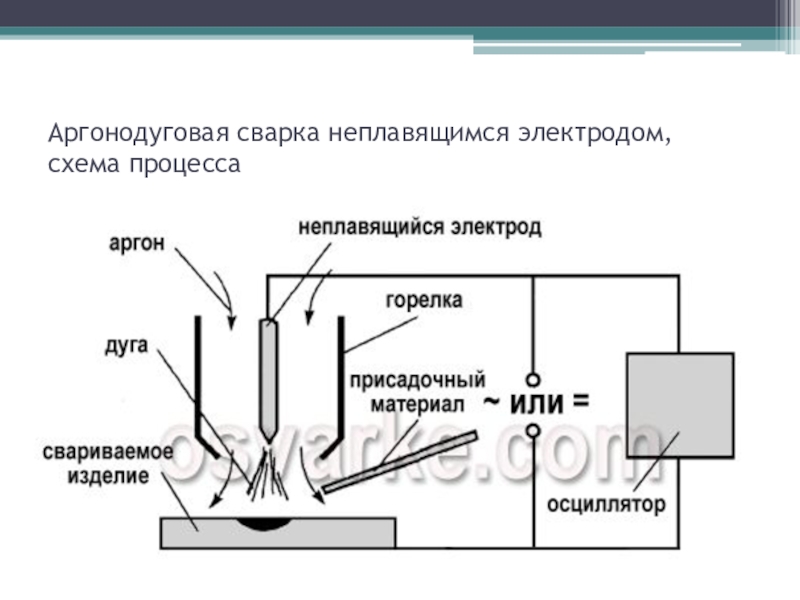 Необходимо варить чистую медь на постоянном токе вольфрамовыми электродами в защитной аргоновой среде. Сплавы рекомендуется сваривать на переменном токе.
Необходимо варить чистую медь на постоянном токе вольфрамовыми электродами в защитной аргоновой среде. Сплавы рекомендуется сваривать на переменном токе.
Начинающим или неопытным сварщикам рекомендуется использовать сварочные аппараты, на которых доступен выбор стандартных сварочных программ. Это позволит сократить количество бракованных деталей и повысить эффективность работ.
Настройки по току подбираются в зависимости от следующих критериев:
- толщины металла;
- диаметра проволоки электрода;
- типа и диаметра присадочного прутка.
Кроме аргоновой среды допустимо использовать азотную, гелиевую, а также смеси защитных газов. Аргон эффективен и потому применяется чаще остальных газовых смесей.
( Пока оценок нет )
Поделиться
Как сваривать медь методом TIG — Полное руководство
Технология сварки очень важна в различных областях, таких как строительство, производство автомобилей и судостроение. В частности, сварка TIG позволяет прочно соединять различные типы металлов. Одним из металлов, который можно сваривать этим методом, является медь. Медь имеет много интересных свойств и дешевую цену. Однако те характеристики, которые делают его популярным материалом во многих конструкциях, делают его трудным для сварки металлом. Здесь, в этой статье, мы обсудим сварку ВИГ меди с другими металлами, такими как нержавеющая сталь, алюминий, никель и латунь. Мы также предоставим общие рекомендации, о которых должен знать каждый, кто занимается сваркой меди.
В частности, сварка TIG позволяет прочно соединять различные типы металлов. Одним из металлов, который можно сваривать этим методом, является медь. Медь имеет много интересных свойств и дешевую цену. Однако те характеристики, которые делают его популярным материалом во многих конструкциях, делают его трудным для сварки металлом. Здесь, в этой статье, мы обсудим сварку ВИГ меди с другими металлами, такими как нержавеющая сталь, алюминий, никель и латунь. Мы также предоставим общие рекомендации, о которых должен знать каждый, кто занимается сваркой меди.
Содержание
- 1 Медные сплавы и сварка тига.
- 3 Важные параметры сварки ВИГ на меди
- 4 Переменный ток или постоянный ток? Настройки полярности для сварки меди
- 5 Рекомендуемая сила тока для меди
- 6 Защитный газ при сварке меди
- 7 Как сварить медную трубу методом TIG
- 8 Пошаговый метод
- 8.1 Первый шаг: принять меры безопасности
- 8.2 Второй шаг: предварительное нагревание и сборка
- 8. 3. 9 Какова свариваемость меди со сталью или нержавеющей сталью
- 9.1 Является ли ВИГ лучшим выбором
- 9.2 Советы по прочным сварным швам между медью и сталью
- 9.3 Какие изменения в процедуре
- 9.3.1. Тщательно чистая
- 9.3.2 Советы по сборке и процессам
- 10 Как сварка TIG на медь к латуни работает
- 10.1 Руководство для запоминания. Никель
- 11.1 Никель и сварка ВИГ
- 12 Процесс сварки ВИГ меди и алюминия
- 13 Несколько слов о сварке ВИГ
- 13.1 Преимущества сварки ВИГ и сварки ВИГ
- Параметры0008
- 13.3 Оборудование для сварки TIG
- 14 Заключительные мысли
Вокруг нас встречается множество различных видов медных сплавов. Из всех этих сплавов при правильных условиях сварщик может выполнять прочные сварные швы TIG. Тем не менее, вы должны иметь в виду, что настройки и условия, в которых происходит процесс, могут сильно измениться по сравнению со сваркой TIG в таких металлах, как сталь.
Таким образом, сварщик должен сначала попытаться проанализировать различные обнаруженные типы меди, а затем, узнав, что сварщик должен изучить различные типы настройки, применяемые для этих металлов. В этой статье мы сначала увидим различные медные сплавы и способы их эффективной сварки с другими металлами, такими как следующие.- Цинк
- Алюминий
- Марганец
- Сталь и нержавеющая сталь
- Латунь и бронза
Очевидно, что на рынке имеется много других медных сплавов. Однако нетрудно определить правильные настройки, свариваете ли вы чистую медь или металл, содержащий другие элементы.
Теперь, когда мы говорим о настройках сварки TIG, очень важным параметром является процентное содержание меди в металле. Тем не менее, толщина металла по-прежнему является наиболее важным фактором. можно классифицировать как толстый медный сплав и тонкий медный сплав.
Когда сварщик использует аргонодуговую сварку толстой меди, он должен предварительно нагреть медный сплав до 350 градусов Цельсия.
Например, лист меди толщиной в дюйм необходимо нагреть до 60 градусов Цельсия. С другой стороны, лист толщиной 5 дюймов необходимо предварительно нагреть примерно до 400 градусов Цельсия. На самом деле температура предварительного нагрева и сила тока будут меньше, так как толщина медного сплава меньше. Кроме того, сварочный ток может достигать 350 ампер. Итак, очень важным первым шагом является рассмотрение толщины сплава. Теперь давайте посмотрим на некоторые другие параметры сварки TIG на меди.Перед тем, как приступить к сварке меди, вы должны принять во внимание электроды. Правильный выбор сварочных электродов чрезвычайно важен для сварки ВИГ на меди. Вот наиболее часто используемые электроды для таких проектов. У нас есть варианты для переменного и постоянного тока. Имейте в виду, что вы можете использовать одни и те же электроды для проектов плазменной сварки
2% EWTh – 2/WT20 (КРАСНЫЙ)
Основным оксидом здесь является оксид тория с содержанием от 1,7 до 2,2%.
Он считается радиоактивным по своей природе и считается лучшим для приложений постоянного тока. Использовать такой электрод можно с трансформаторными источниками питания. Кроме того, он эффективен для коррозионностойких сталей. Вот почему я настоятельно рекомендую их для большинства проектов по сварке TIG медных сплавов.0,8 % – EWLa – 8/WZ8 (белый)
Основной оксид, который можно обнаружить внутри стержня, содержит от 0,7 до 0,9 % оксида циркония. Он нерадиоактивен и лучше всего подходит для переменного тока переменного тока. Он применяется к медным сплавам и другим металлам, таким как алюминий, магний и сталь. Здесь с этими электродами можно использовать инверторы или иногда трансформаторные источники питания, которые имеют на выходе постоянную величину тока. На самом деле, вы можете использовать более высокую силу тока и при этом лучше контролировать сварочную ванну по сравнению с сварочной ванной, изготовленной из чистого вольфрама. Кроме того, вы также заметите меньшее разбрызгивание между этими двумя типами стержней.
Эти электроды обычно используются в проектах сварки TIG. Имейте в виду, что существует большое разнообразие стержней, и многие другие типы отлично работают с медью и ее сплавами. Таким образом, у вас, вероятно, будут отличные результаты с этими удилищами, но, тем не менее, необходимо провести подробное исследование, если вы хотите получить оптимальные характеристики для вашего конкретного проекта.
Когда мы говорим о важных параметрах сварки TIG, первое, что приходит на ум, это токи, электроды и многое другое. Прежде чем углубиться в эти темы, я хотел бы кое-что упомянуть. Большинство людей забывают о правильном использовании СИЗ. СИЗ означает средства индивидуальной защиты, и их использование обязательно при любых сварочных работах.
Я знаю, что большинство из вас устали слушать главное правило безопасности. Кроме того, многие сварщики не принимают всех необходимых мер безопасности. Тем не менее, я должен настаивать на принятии надлежащих мер безопасности при выполнении всех сварных швов, особенно тех, в отношении которых вы не уверены, как они будут проходить.
Скорее всего, если вы читаете это, то вы не знакомы со сваркой меди. Вы можете использовать слишком большой ток и получить много брызг по сравнению со сваркой стали.
Так что не пренебрегайте мерами безопасности, особенно если вы экспериментируете. Это включает в себя перчатки, шлемы и специальную одежду.
Поскольку я говорил о безопасности, давайте посмотрим, что вам нужно знать о другом оборудовании, задействованном в проектах сварки TIG на меди. Продолжайте читать, если вы хотите узнать больше о процессе и избежать ошибок.
Сварщик может использовать один из двух видов тока для своей сварочной операции. Это следующие типы:
- Переменный ток или Переменный ток
- Постоянный ток или Постоянный ток
Настройки тока может быть трудно установить для других металлов, кроме стали. Когда речь идет о меди и ее сплавах, очень важным параметром является количество меди внутри металла. Говоря о полярности, постоянный ток постоянного тока имеет два типа полярности.
DCEN или отрицательный электрод постоянного тока и DCEP или положительный электрод постоянного тока — это две широко используемые полярности.Как я писал в предыдущей статье, разница между DCEN и DCEP заключается в направлении тока. Электрический ток проходит по замкнутой цепи. Однако этого недостаточно, поскольку должен быть источник питания, позволяющий создать два полюса.
В DCEN отрицательный полюс находится на стороне горелки, а в DCEP отрицательный полюс находится на стороне металла. Большинство сварщиков TIG выбирают режим DCEN при сварке меди. DCEP редко используется с медью. В качестве альтернативы DCEN можно использовать кондиционер, но лично я бы его не рекомендовал.
Теперь давайте поговорим о другом важном факторе, от которого зависит качество любого сварного шва.
В большинстве аппаратов сварщик может регулировать силу тока нажатием педали. Ножная педаль не пропускает ток в состоянии покоя, а затем он будет очень медленно увеличиваться, когда ножная педаль нажата до необходимого предела.
Силу тока также можно ограничить, выполнив соответствующие настройки аппарата для сварки TIG. В других машинах нет педали, а сила тока регулируется кнопкой или рычагом на горелке.Если возможно, я бы предложил сделать пробную сварку на куске меди, аналогичную той, которую вы должны сварить TIG. Увеличьте силу тока на 30-50 ампер по сравнению с силой тока, которую вы обычно используете для нержавеющей стали. Если сварка не идеальна, вам следует откалибровать, уменьшив или увеличив силу тока. Имейте в виду, что более толстым кускам меди может потребоваться немного больше ампер. Например, для 4-дюймового куска меди может потребоваться 350 ампер, а для дюймового куска того же металла потребуется 150 ампер.
Существуют различные газы, используемые в сварочных процессах. и в основном для сварки TIG используются два обычных газа. Это
- Аргон
- Гелий
Аргон является наиболее распространенным газом, который также считается лучшим вариантом для сварки TIG меди.
Поскольку газообразный аргон тяжелее гелия, сварщику легче выполнять процесс.В определенное время газообразный аргон смешивается с водородом, и эта смесь газов дает определенные уникальные преимущества. При добавлении двух процентов водорода к чистому газу, который является аргоном, это поможет сэкономить время сварщиков, а также поможет сэкономить их деньги. Однако в сварных швах с медью такую смесь использовать бы не стал.
Кроме того, вместо водорода используется также азот для смешения с аргоном. Это также дает отличные преимущества в определенных сценариях. Например, аргонно-азотная смесь повышает свариваемость меди при больших токах. С правильным регулятором вы можете легко создать такую смесь. Кроме того, смесь аргона и гелия чрезвычайно популярна при работе с медью в качестве основного металла. Таким образом, сварщик может использовать эти два варианта, когда это необходимо.
Когда речь идет о чистом гелии, который полностью отличается от аргона, процесс сварки может усложниться для сварщика.
Поэтому я бы избегал его использования.Подводя итог, я бы рекомендовал использовать аргон, смеси аргона и гелия (даже богатые гелием) и смесь аргона и азота для сварки TIG на меди.
Сварка вольфрамовым электродом в среде защитного газа, выполненная на медных трубах, очень выгодна и значительно обеспечивает жесткость. Многие предпочитают технику пайки сварке TIG. Тем не менее, сварка TIG является более предпочтительным методом для создания прочных соединений на медных трубах. Давайте посмотрим в следующем видео правильную технику выполнения такого сварного шва.
Многие из вас могут запутаться в информации, которую я даю вам в этой статье. Вот почему я решил создать план сварки TIG на меди. Итак, вот пошаговая методика создания прочных соединений с медью в качестве основного металла.
Первый шаг: принять меры безопасности
Следующим шагом является то, что сварщик должен очень хорошо осознавать свою безопасность, чтобы предотвратить риски. Необходимо использовать все средства индивидуальной защиты. Шлемы, перчатки, защитная одежда и надлежащая вентиляция очень важны. Пожалуйста, не пренебрегайте надлежащей вентиляцией, потому что пары, исходящие от сварки TIG меди, могут быть очень токсичными. Поэтому настоятельно рекомендуется выполнять процесс на открытом воздухе или в помещении с оборудованием, которое всасывает пары.
Второй этап: предварительный нагрев и сборка
Первые два действия, на которые должен обратить внимание сварщик, — это процессы предварительного нагрева и сборки. Крайне важно, чтобы оба куска меди имели правильную температуру перед началом сварки. В большинстве случаев сварщик сначала нагревает медь, а затем собирает детали. Однако в некоторых случаях, например невозможность сварки сразу после завершения предварительного нагрева, порядок этих процессов меняется на обратный.
Это происходит потому, что мы не хотим, чтобы медь остыла.Посмотрим, как обычно проходит этот процесс. Сначала сварщик должен выполнить процесс предварительного нагрева из-за высокой теплопроводности меди. Сегменты соединяемых кусков металла должны быть предварительно равномерно подогреты. Это помогает постепенно рассеивать тепло, а это, в свою очередь, снижает вероятность растрескивания. Температура предварительного нагрева во многом зависит от толщины металла. В основном от 50 до 752 градусов по Фаренгейту — это температурный диапазон, в котором сварщики используют в зависимости от толщины листа. Вот таблица, в которой вы можете заметить температуры предварительного нагрева для кусков меди разной толщины.
- 10.1 Руководство для запоминания. Никель
 3. 9 Какова свариваемость меди со сталью или нержавеющей сталью
3. 9 Какова свариваемость меди со сталью или нержавеющей сталью Таким образом, сварщик должен сначала попытаться проанализировать различные обнаруженные типы меди, а затем, узнав, что сварщик должен изучить различные типы настройки, применяемые для этих металлов. В этой статье мы сначала увидим различные медные сплавы и способы их эффективной сварки с другими металлами, такими как следующие.
Таким образом, сварщик должен сначала попытаться проанализировать различные обнаруженные типы меди, а затем, узнав, что сварщик должен изучить различные типы настройки, применяемые для этих металлов. В этой статье мы сначала увидим различные медные сплавы и способы их эффективной сварки с другими металлами, такими как следующие. Например, лист меди толщиной в дюйм необходимо нагреть до 60 градусов Цельсия. С другой стороны, лист толщиной 5 дюймов необходимо предварительно нагреть примерно до 400 градусов Цельсия. На самом деле температура предварительного нагрева и сила тока будут меньше, так как толщина медного сплава меньше. Кроме того, сварочный ток может достигать 350 ампер. Итак, очень важным первым шагом является рассмотрение толщины сплава. Теперь давайте посмотрим на некоторые другие параметры сварки TIG на меди.
Например, лист меди толщиной в дюйм необходимо нагреть до 60 градусов Цельсия. С другой стороны, лист толщиной 5 дюймов необходимо предварительно нагреть примерно до 400 градусов Цельсия. На самом деле температура предварительного нагрева и сила тока будут меньше, так как толщина медного сплава меньше. Кроме того, сварочный ток может достигать 350 ампер. Итак, очень важным первым шагом является рассмотрение толщины сплава. Теперь давайте посмотрим на некоторые другие параметры сварки TIG на меди. Он считается радиоактивным по своей природе и считается лучшим для приложений постоянного тока. Использовать такой электрод можно с трансформаторными источниками питания. Кроме того, он эффективен для коррозионностойких сталей. Вот почему я настоятельно рекомендую их для большинства проектов по сварке TIG медных сплавов.
Он считается радиоактивным по своей природе и считается лучшим для приложений постоянного тока. Использовать такой электрод можно с трансформаторными источниками питания. Кроме того, он эффективен для коррозионностойких сталей. Вот почему я настоятельно рекомендую их для большинства проектов по сварке TIG медных сплавов.

 DCEN или отрицательный электрод постоянного тока и DCEP или положительный электрод постоянного тока — это две широко используемые полярности.
DCEN или отрицательный электрод постоянного тока и DCEP или положительный электрод постоянного тока — это две широко используемые полярности. Силу тока также можно ограничить, выполнив соответствующие настройки аппарата для сварки TIG. В других машинах нет педали, а сила тока регулируется кнопкой или рычагом на горелке.
Силу тока также можно ограничить, выполнив соответствующие настройки аппарата для сварки TIG. В других машинах нет педали, а сила тока регулируется кнопкой или рычагом на горелке. Поскольку газообразный аргон тяжелее гелия, сварщику легче выполнять процесс.
Поскольку газообразный аргон тяжелее гелия, сварщику легче выполнять процесс. Поэтому я бы избегал его использования.
Поэтому я бы избегал его использования.
 Это происходит потому, что мы не хотим, чтобы медь остыла.
Это происходит потому, что мы не хотим, чтобы медь остыла.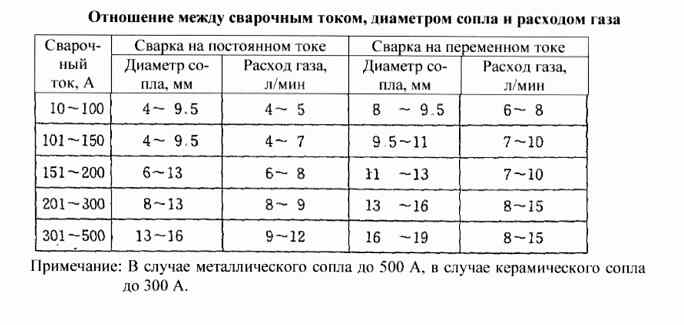 102.13.102.1019.102.1019.1019.1019.1019.1019.101919 2 2 2 2
102.13.102.1019.102.1019.1019.1019.1019.1019.101919 2 2 2 2 Я рекомендую DCEN на 30-50 ампер больше, чем те, которые вы обычно используете для сварки TIG. Вот таблица, которая даст вам представление о том, какая сила тока должна работать. Имейте в виду, что вам, вероятно, придется калибровать силу тока на медных сплавах, потому что металлы сплава влияют на его свойства.
Я рекомендую DCEN на 30-50 ампер больше, чем те, которые вы обычно используете для сварки TIG. Вот таблица, которая даст вам представление о том, какая сила тока должна работать. Имейте в виду, что вам, вероятно, придется калибровать силу тока на медных сплавах, потому что металлы сплава влияют на его свойства.
 Есть много причин, по которым это верно для многих операций с разнородными металлами. Давайте посмотрим на проблемы соединения стали и меди сварными швами.
Есть много причин, по которым это верно для многих операций с разнородными металлами. Давайте посмотрим на проблемы соединения стали и меди сварными швами. Давайте посмотрим, что вы должны делать в таком случае.
Давайте посмотрим, что вы должны делать в таком случае.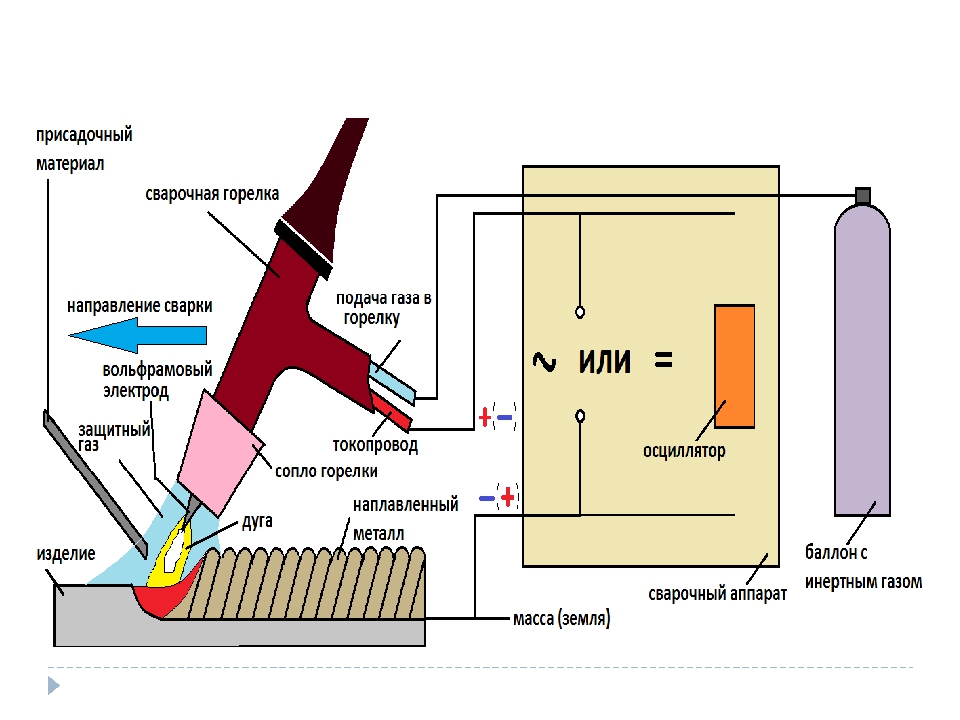

 В таком случае ацетон может творить чудеса.
В таком случае ацетон может творить чудеса. Давайте рассмотрим несколько советов, которые вы можете использовать в таком сценарии.
Давайте рассмотрим несколько советов, которые вы можете использовать в таком сценарии.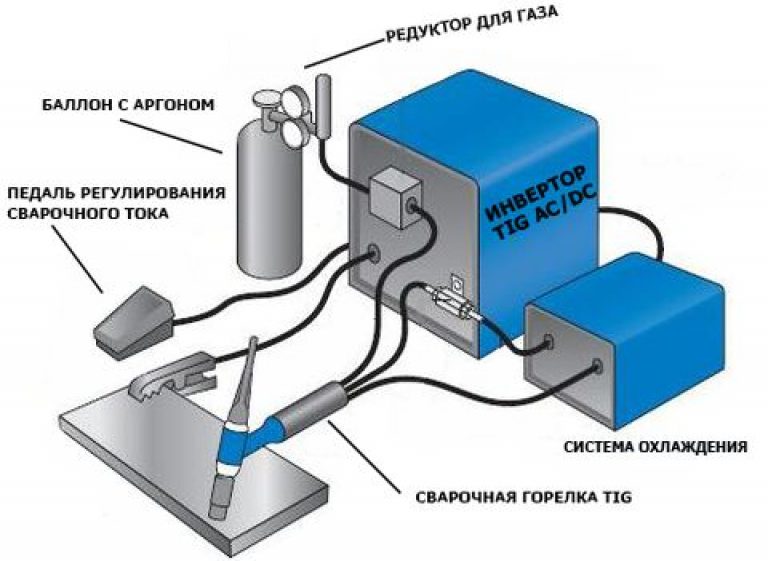 Это потому, что эти оксиды плавятся при более высокой температуре, чем алюминий. Следовательно, это причина, по которой уборка должна быть сделана идеально.
Это потому, что эти оксиды плавятся при более высокой температуре, чем алюминий. Следовательно, это причина, по которой уборка должна быть сделана идеально.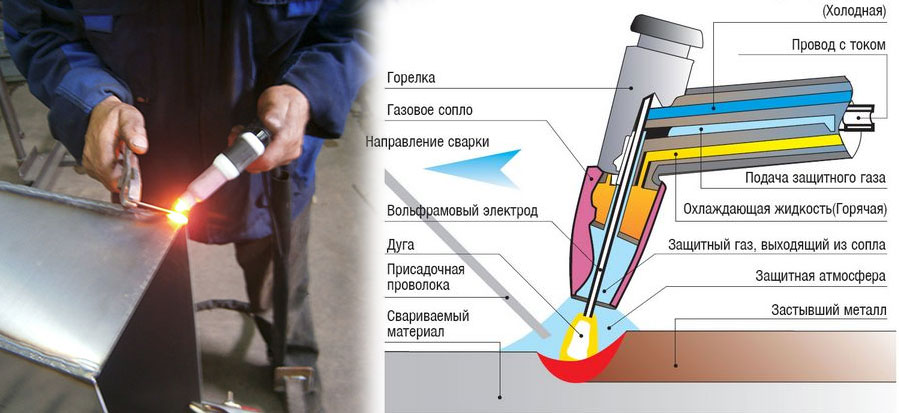 При подаче электроэнергии оба куска металла вместе с вольфрамом плавятся.
При подаче электроэнергии оба куска металла вместе с вольфрамом плавятся. Затем расплавленная ванна затвердевает, поскольку этот процесс происходит, сварщик медленно перемещает электрод вдоль шва. Все дело в технике, скорости и напряжении. В некоторых сварочных работах используются специальные электроды. Подробнее об этих параметрах мы расскажем позже в этой статье.
Затем расплавленная ванна затвердевает, поскольку этот процесс происходит, сварщик медленно перемещает электрод вдоль шва. Все дело в технике, скорости и напряжении. В некоторых сварочных работах используются специальные электроды. Подробнее об этих параметрах мы расскажем позже в этой статье. Список этих металлов довольно велик. В этот список включены нержавеющая сталь и многие другие цветные металлы, такие как сплавы алюминия, магния и меди.
Список этих металлов довольно велик. В этот список включены нержавеющая сталь и многие другие цветные металлы, такие как сплавы алюминия, магния и меди.

 чтобы не потерять лужу
чтобы не потерять лужу 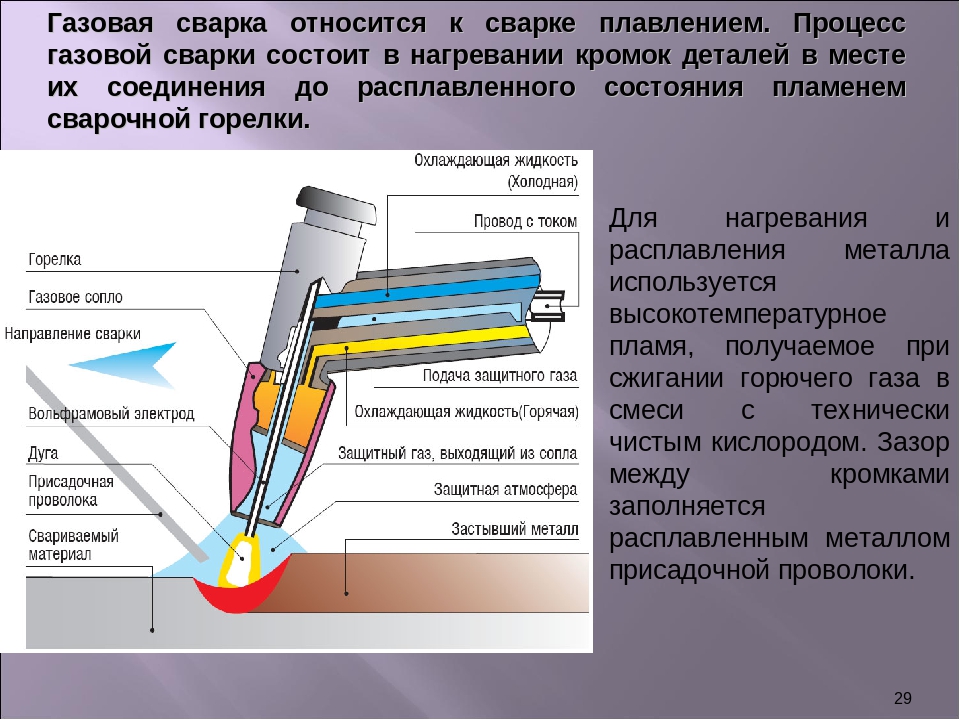
 Сплавы могут выщелачивать металлы в жидкости, которые не подходят для питья. Выщелачивание ухудшается при высоких температурах, таких как кипение жидкости и сдерживание пара.
Сплавы могут выщелачивать металлы в жидкости, которые не подходят для питья. Выщелачивание ухудшается при высоких температурах, таких как кипение жидкости и сдерживание пара. Каждый из них имеет свои характеристики с точки зрения легкости зажигания дуги,
долговечность и пригодность для настроек переменного или постоянного тока. Выберите тот, который вам знаком
с или поэкспериментируйте, чтобы увидеть, что лучше всего подходит для вас.
Каждый из них имеет свои характеристики с точки зрения легкости зажигания дуги,
долговечность и пригодность для настроек переменного или постоянного тока. Выберите тот, который вам знаком
с или поэкспериментируйте, чтобы увидеть, что лучше всего подходит для вас.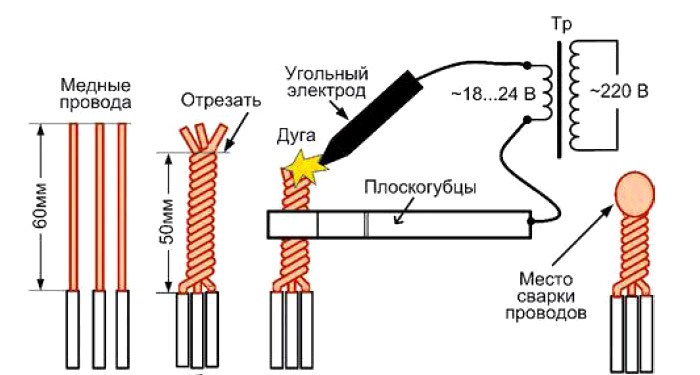 Стержни из кремниевой бронзы очень распространены, и они дешевле, чем стержни из чистой меди. Эти стержни также подходят для соединения различных металлов, поэтому используйте их, если вам нужно соединить медь со сталью или железом.
Стержни из кремниевой бронзы очень распространены, и они дешевле, чем стержни из чистой меди. Эти стержни также подходят для соединения различных металлов, поэтому используйте их, если вам нужно соединить медь со сталью или железом. Во многих магазинах где-то припрятана катушка или две катушки Romex.
что можно использовать.
Во многих магазинах где-то припрятана катушка или две катушки Romex.
что можно использовать.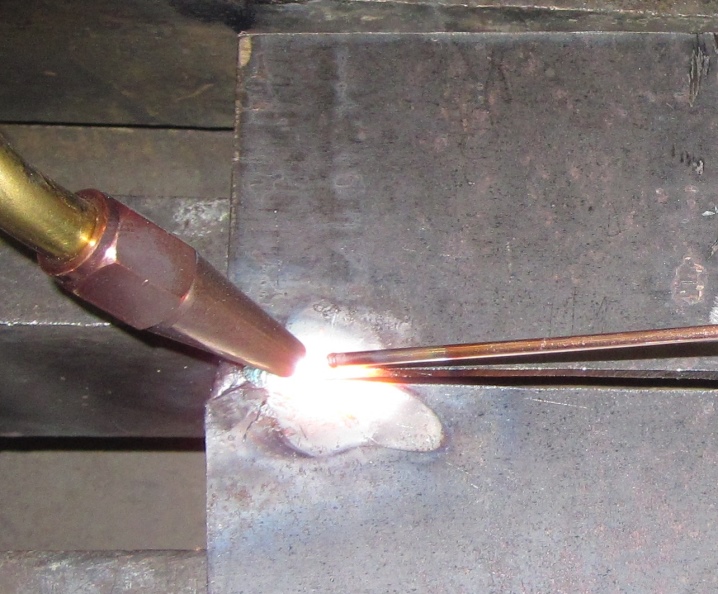
 Вам понадобится маска, перчатки, рубашка с длинными рукавами или кожаная куртка, а также плотные джинсы или сварочные штаны.
Вам понадобится маска, перчатки, рубашка с длинными рукавами или кожаная куртка, а также плотные джинсы или сварочные штаны. Некоторые профессионалы используют от 300 до 400 ампер для толстых кусков.
медь. Вам нужен большой сварочный аппарат, чтобы потушить усилители, необходимые для толстой меди.
Обратитесь к руководству для вашего конкретного сварочного аппарата, чтобы узнать о лучших настройках для сварки TIG.
медь. Если вы не работаете с очень тонкими листами, вы можете увеличить мощность усилителя.
без повреждения меди.
Некоторые профессионалы используют от 300 до 400 ампер для толстых кусков.
медь. Вам нужен большой сварочный аппарат, чтобы потушить усилители, необходимые для толстой меди.
Обратитесь к руководству для вашего конкретного сварочного аппарата, чтобы узнать о лучших настройках для сварки TIG.
медь. Если вы не работаете с очень тонкими листами, вы можете увеличить мощность усилителя.
без повреждения меди. Удалите краску и жир с помощью растворителя, такого как ацетон, метилэтилкетон или разбавитель лака. Если на поверхности есть налет или окисление, сотрите их щеткой из нержавеющей стали с тонкой щетиной. Сварной шов не будет держаться, если вы попытаетесь работать с грязной поверхностью.
Удалите краску и жир с помощью растворителя, такого как ацетон, метилэтилкетон или разбавитель лака. Если на поверхности есть налет или окисление, сотрите их щеткой из нержавеющей стали с тонкой щетиной. Сварной шов не будет держаться, если вы попытаетесь работать с грязной поверхностью. Пары меди, образующиеся при сварке TIG, токсичны. Если вы не уверены в вентиляции, во время сварки следует надевать респиратор. Симптомы вдыхания меди проявляются через четыре-двенадцать часов, поэтому вы, скорее всего, не узнаете, что у вас есть проблема, пока не закончите сварку. Наденьте респиратор, даже если это неудобно.
Пары меди, образующиеся при сварке TIG, токсичны. Если вы не уверены в вентиляции, во время сварки следует надевать респиратор. Симптомы вдыхания меди проявляются через четыре-двенадцать часов, поэтому вы, скорее всего, не узнаете, что у вас есть проблема, пока не закончите сварку. Наденьте респиратор, даже если это неудобно.

 Тепло от дуги быстро рассеивается в меди. Если вы слишком медленны, вы потеряете лужу и вам придется начинать новую дугу и лужу.
Тепло от дуги быстро рассеивается в меди. Если вы слишком медленны, вы потеряете лужу и вам придется начинать новую дугу и лужу.