Сварка чугуна аргоном — советы опытных сварщиков
Тот, кто пытался варить чугун, наверняка заметил, как сложно добиться высокого качества шва. Надежное соединение позволяют получить лишь несколько способов. Один из них — сварка чугуна аргоном. Чем она лучше других методов? Какие этапы включает процесс? Нужно ли готовить поверхность? Чего делать не стоит? Ответы на эти вопросы вы узнаете из данного материала.
Особенности чугуна
Рассматриваемый материал является сплавом железа с повышенным содержанием углерода в составе. Если, к примеру, у кованой или закаленной стали этот показатель составляет 0,3-0,5 %, то у чугуна он в десять раз больше (от 2 до 6%). Однако во внимание стоит принять ряд других особенностей материала. Среди них:
- высокая скорость охлаждения, приводящая к появлению слоя «белого» чугуна, который не поддается какой-либо обработке;
- образование пор в процессе сварки за счет выгорания углерода и образования смеси СО;
- низкая пластичность материала — верная предпосылка к появлению трещин.
Увы, недостатки материала зачастую перекрывают все его достоинства, вызывая головную боль у сварщиков. При термообработке общеизвестными методами (ручная сварка и т. д.) и последующем застывании шва его хрупкость приводит к нарушению целостности заготовок. К тому же, чугун выступает трудносвариваемым металлом, поэтому альтернативный метод создания соединений просто необходим. Здесь то на помощь приходит дуговая сварка в среде защитного газа — аргона.
Подготовительный этап
Зону сварки материала необходимо подготавливать тщательнее, чем сталь. Категорически запрещено взаимодействие поверхности с маслом, поскольку оно внедрится глубоко и вероятность вывести его обратно снизится до нуля.
При наличии трещин они засверливаются по краям и расширяются на достаточную для проварки глубину. Участок, где будет произведена сварка чугуна аргоном, освобождается от окалины при помощи углошлифовальной машинки (болгарки), наждачной бумаги с крупным зерном или металлической щетки. Если все же присутствуют масляные пятна, их стоит вывести растворителем, либо воспользоваться пламенем горелки.
Последовательность действий
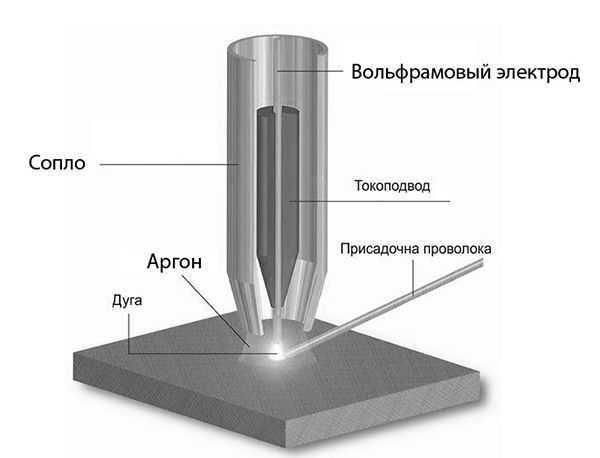
Сварка чугунных изделий аргоном — популярный способ, позволяющий свести риск растрескивания деталей после соединения. 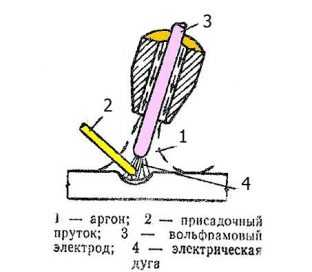 Работа выполняется при помощи вольфрамового электрода, что позволяет минимизировать количество шлаков в процессе. Аргоновая сварка чугуна особо востребована в авторемонте при обработке деталей, состоящих из рассматриваемого материала.
Работа выполняется при помощи вольфрамового электрода, что позволяет минимизировать количество шлаков в процессе. Аргоновая сварка чугуна особо востребована в авторемонте при обработке деталей, состоящих из рассматриваемого материала.
Помимо неплавящегося электрода из вольфрама, используются присадочные прутки из никеля. Реже их меняют на бронзовые, либо алюминиевые, обычно из-за низкой стоимости последних. Если же полученная при сварке деталь будет подвергаться термическому воздействию, использование бронзы или алюминия категорически запрещается!
Обязательные требования к процессу:
- предварительная очистка поверхности;
- прогревание заготовок для снижения риска появления трещин;
- малые величины силы тока;
- шов наносится короткими участками;
- каждый шов простукивается молотком для снятия остаточных напряжений;
- по окончании сварочного процесса полученная деталь остывает в естественных условиях, медленно и постепенно.
Присадочные материалы имеют длину 60-70 см и диаметр 6-15 мм. Почему сварка чугуна аргоном считается лучшим способом для обработки материала? Причина очевидна — газ защищает сварочную ванну от проникновения воздуха и шлак внутри нее не образуется (вопреки склонности чугуна к данному процессу).
Когда все необходимое подготовлено, приступают к работе. Далее — коротко о последовательности действий:
- пользователь включает аппарат;
- выполняется подача присадочного материала на поверхность (участок сварки) под углом 20-30 градусов;
- расстояние между соплом горелки и свариваемой деталью должно составлять от 3 до 10 мм;
- выполняют несколько коротких швов вместо одного длинного и непрерывного;
- каждый новый шов простукивается молотком;
- после формирования шва дают остыть детали в естественных условиях;
- при необходимости удаляют налет (брызги сварочные) и обрабатывают соединение наждачной бумагой, УШМ, щеткой из металла.
Вольфрам обладает очень высокой температурой плавления, поэтому ему не грозит оплавление или длительное пребывание при экстремальных температурах.
Полезные советы
Даже точное следование приведенному выше плану не гарантирует, что вы получите ожидаемый эффект. Далее — несколько рекомендаций от опытных сварщиков:
- при обработке материала в домашних условиях допускается любой способ предварительного нагрева детали;
- максимальная длина коротких швов не должна превышать 30 мм;
- удары молотком с целью снятия напряжений должны выполняться мягко и аккуратно, во избежание растрескивания детали.
Высокое качество получаемого соединения — основная причина популярности сварки аргоном чугунных изделий. При должном опыте процесс протекает быстро, а при покупке никелевых присадочных прутков вместо бронзовых или алюминиевых — качественно. Сложности, связанные с физическими и химическими характеристиками чугуна, сходят на нет, когда сварка производится в аргоновой среде. Однако и это достижимо лишь при выполнении ряда условий.
Мы упустили какие-то нюансы при сварке чугуна? В комментариях к статье вы можете поделиться своим мнением по данной теме.
Оценка статьи:
Поделиться с друзьями:
Поиск записей с помощью фильтра:
ГибкаЗащитаКовкаРезкаСваркаСверление
АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер/балка
АлюминийЛатуньМедьНержавейкаТитанЧугун
wikimetall.ru
Сварка чугуна аргоном — технология
Специалисты всегда говорят о том, что сваркой чугуна аргоном всегда должен заниматься только опытный человек, так как она не является простой задачей, даже учитывая весь технологический прогресс. Сам чугун в большей мере используется в машиностроительной сфере благодаря своим особым свойствам.
Он имеет большой по сравнению с другими металлами показатель углерода в своем составе, а именно 2–6 %. Для сварки чугуна применяется именно аргон, потому что это один из самых надёжных способов добиться высокого качества соединения деталей.
Характеристики свариваемости чугуна
Чтобы научиться правильно работать с чугуном, стоит учитывать все его характерные особенности. Если не учесть хоть один из нюансов, сварка станет бесполезной, такое соединение не будет отличаться надёжностью.
Чугун не самый благоприятный материал для сварки, поэтому принято применять дополнительные технологии. К важным свойствам металла относятся:
- Отсутствие пластичности. Это говорит о том, что в процессе работы может происходить перенапряжение отдельных участков деталей, в особенности в месте соединения. Поэтому иногда могут образовываться повреждения в виде трещин, но они проявят себя только через несколько часов после проведения сварочных работ.
- Быстро остывает. Эта особенность влечёт за собой так называемый эффект «отбеливания». Это означает, что на поверхности будет образовываться белый слой металла, который не является благоприятным для дальнейшей обработки.
- Хрупкость. Одно из свойств, создающее очень много проблем при сварке отдельных участков.
- Требуемое количество углерода снижается под воздействием высоких температур. Во время работы углерод начинает выгорать, из-за чего проявляются поры как внутри шва, так и снаружи.
Особенности сварки чугуна аргоном
Применение аргона для сварки чугуна всегда позволяет приблизить качество шва к прочности основного материала. Но добиться такого результата можно только при соблюдении особых правил. Одно из них — это постепенный прогрев зоны стыковки и в дальнейшем её охлаждение. Для чего это делается?
Прогрев обеспечит изменение структуры металла, после чего на свариваемой поверхности будет выделяться графит, что увеличит скромные пластичные свойства чугуна. Чтобы исключить попадание инородных металлов в место сварки, принято использовать графитовые прутки или электроды. Иногда также может использоваться порошковая проволока или специальные чугунные пластины.
После того как сварка чугуна аргоном завершена, готовый шов нужно постепенно охладить. Пытаться сделать это резко — строго запрещается, поэтому воду как охладитель использовать не стоит. Иногда для получения максимально качественного результата специалисты засыпают соединённые детали песком, чтобы охлаждение происходило максимально постепенно.
В промышленности сварщикам чаще всего приходится варить чугун с помощью холодной сварки. Это можно сделать множеством способов, но самую большую популярность получили всего 3 из них:
- использование электродов из цветного металла;
- применение электродов малого диаметра, которые в своем составе имеют минимальный процент углерода;
- использование стального стержня.
Холодный метод сварки позволяет удешевить производство и сэкономить рабочее время. Это также исключает необходимость предварительного нагрева места стыка и затем его охлаждение, что требует вовлечения в процесс дополнительного оборудования и материалов.
Сваривать чугун с помощью аргона рекомендуется на низком сварочном токе, это убережет элементы, находящиеся в сварочной ванне, от смешивания.

Сварка чугуна аргоном в бытовых условиях
Чтобы удачно справиться с чугунными деталями у себя дома, стоит придерживаться нескольких несложных правил:
- Перед тем как начать сваривать конструкцию, нужно тщательно очистить соединяемую поверхность от любого мусора.
- Сварку нежелательно начинать, если конструкция не была до этого прогрета. Для нагрева можно использовать любые подручные средства, генерирующие тепло.
- Всегда нужно использовать небольшой показатель тока.
- Соединение проводят поэтапно, небольшими отрезками в 2,5 см.
- По окончании работ деталь должна остыть постепенно.
Случается, что даже при соблюдении всех правил в металле может сохраниться остаточное напряжение, и оно может пагубно повлиять на долговечность шва. Чтобы избавиться от него, стоит взять небольшой молоток и с умеренной силой простучать им по всей длине соединения.
Заключение
Сварку чугуна можно производить только при наличии специальных знаний. Только опытный сварщик знает обо всех тонкостях, которые помогут добиться качественного соединения. Что касается неопытного человека, то для начала стоит подкопить навыков в этой области и потренироваться на более простых способах стыковки, иначе проделанная работа станет бесполезной.
electrod.biz
Сварка чугуна аргоном
Что такое чугун? Это сплав железа и углерода, в котором последний может быть представлен в виде графита или цементита (Fe3C). Если в производстве используется графит, то получается серый чугун, который хорошо поддается обработке и сварке. Если цементит, то получается белый чугун, который варить нельзя. Просто не получится. Сам сварочный процесс может производиться практически любыми технологиями. Нас в этой статье будет интересовать сварка чугуна аргоном с применением неплавящегося вольфрамового электрода (TIG).

Но перед тем как начать с ней разбираться, необходимо сказать о том, что существует три основных направления сваривания.
- Свариваемые чугунные детали соединяются между собой чугунным швом.
- То же самое, только шов будет из низколегированной стали.
- И последний – шов из цветных металлов.
То есть, получается так, что аргонная сварка чугуна (ТИГ) может производиться с применением разных по составу присадочных элементов. Но надо обязательно добавить, что сама аргонная технология сваривания чугуна обязательно включает в себя предварительный нагрев заготовок. Хотя все чаще появляются присадки, с помощью которых можно варить чугун и без нагрева. В зависимости от того, до какой температуры будут нагреваться чугунные детали, зависят и разновидности сварки чугуна. Их также три.
- Горячая сварка, когда заготовки нагреваются до 600С.
- Полугорячая – до 400С.
- Холодная – вообще не нагреваются.
Два первых вида обычно используются для того, чтобы создать сварочное соединение таким же по составу, как и сам свариваемый металл. Третий используется, когда создаваемый шов по составу не является чугунным.
Сварка аргоном – технология и последовательность
Процесс аргонодуговой сварки делится на несколько этапов, которые проводятся в определенной последовательности. А именно:
- Подготовка свариваемых заготовок.
- Их подогрев.
- Сам сварочный процесс.
- Медленное охлаждение стыка.
К подготовительному процессу можно отнести зачистку соединяемых поверхностей и формирование кромок. Очень важно правильно кромкам придать необходимую форму. Она не должна быть острой, она должна быть скругленной, как показано на фото ниже. Такое скругление обычно достигается с помощью обычной болгарки. Кромки нужно формировать только в том случае, если толщина соединяемых чугунных заготовок превышает 4 мм.
Подогрев чугуна производится горелкой, после чего можно переходить непосредственно к свариванию металла. Если производится сварка деталей со сложной формой, где присутствуют перемычки, отверстия, участки с разными толщинами, то нагревать необходимо будет всю деталь, а не только участок, где производится сварка.
Чугунные стержни для сварки
Очень важно правильно выбрать присадочный материал. В основном для этого используют стержни, изготовленные из чугуна. Некоторые мастера просто удаляют обмазку с чугунных электродов и применяют их в качестве присадки.
Вот такие марки используются для аргонодуговой сварки чугуна (ТИГ).
- Для горячего сваривания – «А».
- Для горячей сварки с местным нагревом – «Б».
- Для соединения тонкостенных чугунных заготовок при полугорячей сварке – «НЧ-1».
- Для толстостенных чугунных деталей при полугорячей сварке – «НЧ-2».
- Для соединения с повышенными характеристиками износостойкости – «БЧ» или «ХЧ».
Диаметр присадочного стержня выбирается из расчета толщины свариваемых заготовок. Обычно он в два раза должен быть меньше.
Технология сварки
В принципе, варить чугун аргонодуговой технологией нужно точно так же, как и другие металлы. Никаких отклонений или технологических нюансов. Важно правильно настроить сварочный аппарат, который должен выдавать ток силой 40-80 ампер. Разброс величины достаточно большой, потому что в таком диапазоне можно варить детали разной толщины. Оптимальный показатель достигается опытным путем, при котором при сварке металл не трещит.
Сам процесс сварки можно проводить в двух направлениях: горелка движется впереди присадочного прутка или наоборот. Это не нарушает качество шва. Если свариваются две толстые заготовки, то, во-первых, делается Х-образная кромка, во-вторых, сам шов проваривается с двух сторон.
Есть несколько моментов, на которые необходимо обращать внимание, сваривая чугун аргонодуговой сваркой ТИГ.
- Погружать сварочный присадочный стержень в сварную ванну можно после того, как он хорошо нагреется.
- Лучше, если присадка из зоны сваривания не будет выноситься в процессе всего процесса. Но это не критично, потому что после заполнения ванны расплавленным металлом приходится его равномерно распределять по всему зазору, образовывая сварной шов. Именно в это время присадочный элемент там будет только мешать. Но на это уходят доли секунды, так что пруток не успевает остыть.
- Сварка неплавящимся электродом в аргоне должна проводиться непрерывно. Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
- Долго держать пламя горелки на одном месте не допускается. В процессе сильного нагрева чугуна из него начинает испаряться углерод, что приводит к отбеливанию металла. Он становится прочным и твердым, то есть, снижаются его сварные характеристики.
- Лучше всего, если сварку чугуна в аргонном защитном слое проводить в нижнем положении. Таким образом, расплавленный металл не будет вытекать из сварной ванны под действием своего веса и под действием давления самого защитного газа.
- Если свариваются две большие и толстые чугунные заготовки, то зазор между ними будет достаточно большим. Поэтому наплавку производят в несколько слоев. При этом концом присадочного прутка необходимо периодически помешивать содержимое сварочной ванны, чтобы внутри расплавленного металла не образовались поры. Именно таким способом удаляются растворенные в металле газы.
Как видите, сварить чугун с помощью аргонодуговой технологии TIG не очень сложно. Специалисты считают, что именно таким способом соединение чугунных деталей будет самым качественным. Но чтобы качество на самом деле было высоким, нужно обязательно, чтобы чугун после сварки остывал медленно (естественным путем).
Поделись с друзьями
0
0
0
1
svarkalegko.com
Технология сварки чугуна в среде аргона своими руками
Даже в наше время сварка чугуна аргоном является нелегким делом. Тем не менее, сам материал обладает хорошими для машиностроения свойствами, благодаря чему он широко применяться в этой сфере. Металл имеет высокое содержание углерода в своем составе. Оно колеблется от 2 до 6%, тогда как в других сплавах данный показатель, примерно, в 10 раз меньше. Среди всех имеющихся на сегодняшний день разновидностей, сварка чугуна в среде аргона является наиболее качественным способом получить неразъемное соединение. Конечно же, здесь имеются свои особенности, куда входит подготовка металла под сварку при помощи подогрева. Здесь также могут использоваться специальные электроды из вольфрама, которые не плавятся. Также применяются особые присадочные материалы, в которых также имеется высокое содержание углерода, чтобы соединение было максимально идентичным основному металлу. Сам аргон создает условия защиты для сварочной ванны, на которую оказывает негативное влияние кислород из атмосферы и прочие посторонние факторы. Параметры данного процесса должны соответствовать ГОСТ 14771-76.

Сварка чугуна аргоном
Свариваемость чугуна и другие свойства
Сварка чугуна аргоном предполагает учет всех свойств данного металла. Он имеет ряд определенных особенностей, которые следует знать, чтобы не навредить. Ведь свариваемость чугуна находится не на самом высоком уровне и применение всех дополнительных технологий помогает избежать проблем. Среди важных свойств стоит отметить:
- Высокая скорость остывания металла. Это свойство приводит к эффекту «отбеливания». В это время, на поверхности материала появляется слой белого чугуна, который уже впоследствии не поддается обработке.
- Металл обладает низкими пластическими свойствами. Это приводит к перенапряжениям отдельных участков, особенно в местах сваривания. Из-за этого на месте шва образуются трещины, которые могут проявляться не сразу, а через несколько часов после остывания.
- Уменьшение количества углерода от температурного воздействия. При выгорании углерода, появляется окись СО, что способствует появлению пор внутри шва и на его поверхности.
- Хрупкость материала также оказывает множество проблем при сваривании отдельных частей.
Способы
Сварка чугуна аргоном может проводиться несколькими способами. Так как все это проводится в одной и той же защитной среде, то основная разница состоит в том, каким инструментом нужно будет пользоваться. Тут выделяют неплавкие электроды и присадочную проволоку, которая может иметь различный состав, в зависимости от того, для каких целей создается шов.

Сварочный шов
Использование неплавкого электрода из вольфрама оказывается не столь удобным, как при использовании плавкого присадочного материала и не может осуществлять процесс сваривания, если между деталями имеется зазор. Сваривание, в таком случае, должно происходить только в стык. Но данный способ позволяет создать сварочную ванну достаточной температуры, чтобы проварить необходимую глубину металла.

Электроды из вольфрама для чугуна
Другие виды и способы сварки металла аргоном предполагают использование присадочной проволоки. Она может заполнять собой зазоры и осуществлять сварку под углом, делать потолочные и вертикальные швы.
Технология сварки чугуна аргоном
Выбор способа
Наиболее распространенным является вариант с использованием присадочной проволоки. Он является более дорогостоящим, так как здесь необходимо тратиться на расходные материалы. В то же время, это более универсальный метод, с которым можно работать практически в любом положении. Если необходимо уменьшить расходы на сварочный процесс, то можно использовать более дешевую проволоку, если позволяет состав чугуна. Для толстых слоев металла этот метод оказывается не всегда удобным.
Сварка неплавким электродом применяется тогда, когда можно создать большую ванну, что осуществимо при высокой толщине металла. Вольфрам не плавится во время сварки, так что можно постоянно пользоваться одним и тем же инструментом. Но здесь обязательно нужно использовать дополнительный флюс для улучшения свариваемости, а также для обогащения металла углеродом.
Необходимый материл
Когда идет сварка чугуна аргоном присадка подбирается из определенных вариантов, которые выпускаются серийно. Наиболее распространенным материалом, отвечающим требованиям качества, является никелевая проволока. Она отлично подходит практически для любого типа чугуна. Дополнительным материалом здесь послужит флюс, который должен содержать углерод для обогащения шва при сварке.
Присадочный материал для сварки чугуна
Для более дешевого варианта используют алюминиево-бронзовые прутки. Они дают более бюджетный шов, но его потом нежелательно применять при высоких температурах, так как температура плавления у него будет ниже, чем у основного металла. Также могут использоваться неплавкие, вольфрамовые или угольные электроды, толщина которых подбирается по толщине металла.

Угольный электрод для сварки чугуна
Режимы
Сварка чугуна аргоном требует точного следования инструкции, чтобы качество соединения было максимально высоким. Ведь для избегания трудностей при сваривании нужно действовать уже по проверенным режимам. Для сварки неплавким электродом это должно быть так:
Толщина газотовки, мм | Толщина электрода, мм | Сила тока, А |
6-10 | 8-10 | 280- 350 |
10-20 | 10-12 | 300- 400 |
20-30 | 12-16 | 350- 500 |
30 и выше | 16-18 | 350-600 |
Сварка чугуна аргоном технология
Сварка чугуна аргоном начинается с подготовки поверхности, которую требуется тщательно зачистить от ржавчины и пыли, а также с нее нужно убрать все имеющиеся налеты и окислительные пленки. После этого можно выложить флюс и нагреть деталь перед свариванием, пока поверхность не начнет менять цвет. Сваривание должно вестись небольшими участками с периодическими перерывами, чтобы не было трещин и прочих деформаций. Когда все будет окончено, то следует еще некоторое время подогревать шов и постепенно понижать температуру, чтобы из-за быстрого остывания чугуна не получилось брака.
«Важно!
После каждого перерыва нужно обстукивать шлак.»
svarkaipayka.ru
Как варить чугун?(TIG, аргон, MIG) — Аргонщик.рф на DRIVE2
Сегодня небольшой ФАК по сварке чугунятины с использованием аргонодуговой установки либо П/А

Чугун варится на постоянном токе.(хотя на аргоне я лично варю на переменном) Требуется разделка кромок и тщательная подготовка поверхностей деталей перед сваркой.
Чугун, по своей природе плохо свариваем. Сплав чугуна содержит железа от 45-до 65%, остальное примеси, типа марганца, углерода, кремния, фосфора и др. Соответственно эти примеси и мешают сварке.
Что НЕ надо делать с чугуном?
Не надо его варить обычными электродами — всё равно лопнет. (тоже относится и к полавтомату со стальной проволокой) Не надо его варить нержавеющей проволокой — результат будет тот же, только испортите деталь.
Как варить чугун, в таком случаи?
…можно воспользоваться специальными электродами для чугуна(медные), мне лично вообще не нравится. Но в идеале использовать проволоку для холодной сварки чугуна(ПАНЧ-11), и варить короткими стяжками, не более 15-25мм. Проволоку использовать совместно с полуавтоматом.(Будет быстрее и проще.) Эту проволоку, надо сказать найти не просто, но возможно, стоит она порядка 3тр за кг. Еще проще можно поступить купив электроды ЦЧ4, шов получается ровный, хороший.
Лично мне несколько раз приходилось ремонтировать серый чугун:
-TIG+медная проволока+переменный ток(для меньшего тепловложения)
Но этот процесс больше похож на пайку, чем на сварку.

Приваренная заплатка
А вот вваренная заплатка на полуавтомате, без газа с проволокой ПАНЧ11. Работу производил
reankorr

Я всегда могу вам помочь со сваркой в среде аргона. Сварка чугуна в Истре и Дурыкино
Следующий пост о сварке Предыдущий пост о сварке
Наша страница на DRIVE2:
4 года Метки: как варить чугун аргоном, как варить чугун, присадка панч-11, где заварить чугун, где заварить алюминий, где заварить аргоном, где заварить литой диск
www.drive2.ru
Как варить чугун аргоном?
Сварка чугуна – процесс непростой и требующий определенных навыков и применения специальных технологий. Каждый, кто сталкивался с такой задачей, знает, насколько сложно бывает добиться высокого качества сварного шва, сделать его физические характеристики точно такими же, как и у основного материала изделий.

Во многих случаях шов или «закаляется» (то есть становится слишком прочным, что усложняет дальнейшую обработку детали), или в нем появляются поры и трещины, приводящие к его быстрому разрушению.
Сварка чугуна аргоном
Избежать таких последствий помогает сварка чугуна аргоном, признанная одним из самых надежных способов получения сварного шва требуемого качества.
Особенности технологии сварки чугуна аргоном.
Применение такой технологии, как сварка чугуна аргоном позволяет получить сварной шов, материал которого по своим характеристикам абсолютно идентичен основному материалу деталей или максимально приближен к нему. Для того чтобы добиться такого результата, процесс включает в себя этап постепенного прогрева свариваемой зоны и последующего ее охлаждения.
Прогревание детали позволяет изменить структуру чугуна – в результате такой процедуры на его поверхности выделяется графит, и пластические свойства материала повышаются. А для того чтобы в сварной шов не попадали посторонние металлы, в процессе сварки используют графитовые электроды или прутки. Кроме того, для сварки такого типа можно применять специальные пластины из чугуна или порошковую проволоку.

После того, как процесс сварки будет завершен, полученное изделие необходимо охладить. В данном случае недопустимо резкое снижение температуры (например, использование для охлаждения воды) – процесс должен быть постепенным. Даже простое оставление детали в условиях комнатной температуры не всегда помогает добиться требуемого эффекта. Поэтому во многих случаях остывание детали происходит с применением особых изоляционных материалов, которыми покрывают изделие, или песка, которым полученную сварную деталь засыпают. Такой метод сварки наиболее часто применяется в домашних условиях.
Что касается промышленной сварки чугуна аргоном, то здесь большое распространение получила также холодная сварка чугуна – то есть сварка чугунных деталей без предварительного их прогрева. В настоящее время существует не один десяток вариантов подобной сварки, но чаще всего применяются три из них:
- сварка с использованием стальных электродов;
- сварка с применением электродов из цветных металлов;
- сварка, в процесс которой вовлекаются электроды малого диаметра, содержащие в составе минимальный процент углерода.
Применение холодной сварки позволяет упростить (а значит, и удешевить) всю процедуру изготовления изделия, выпустив из него сразу два этапа.
Кроме того, правильный подогрев детали до нужной температуры требует вовлечения в процесс специального оборудования. Сварка чугуна с применением аргона имеет и еще одну особенность: она должна вестись на небольших сварочных токах – это позволяет свести к минимуму возможность того, что элементы, составляющие сварочную ванну, перемешаются. Также малый ток помогает снять остаточное напряжение металла, которое впоследствии может привести к разрушению сварного шва. Защита сварочной ванны аргоном и при горячей, и при холодной сварке чугуна позволяет при этом справиться с таким «минусом» чугуна, как его хрупкость.
Основные моменты сварки чугуна аргоном в домашних условиях.
Сварка чугунного изделия под защитой аргона позволяет оградить всю зону сварки от воздействия воздуха, а значит, и от появления на ней окислов. Как известно, аргон тяжелее воздуха, и в процессе сварки он надежно обволакивает чугунное изделие, не допуская к нему не только кислород, но и другие газы, из-за которых в сварной ванне могут появляться пузырьки, впоследствии преобразующиеся в поры в сварном шве и снижающие его качество в разы.
При сварке чугуна аргоном в домашних условиях важно соблюдать некоторые основные правила:
- Перед началом сварки поверхность чугунной детали необходимо хорошо очистить от любых загрязнений – это даст гарантию, что в сварном шве не окажется посторонних веществ.
- Лучше использовать предварительный нагрев детали – в домашних условиях для этого можно использовать различное подручное оборудование. Также не забудьте о том, что деталь должна остывать постепенно.
- Весь процесс сварки должен происходить при небольших показателях тока.
- Сварка ведется короткими участками – максимальная длина одного «отрезка» должна составлять примерно 2,5 см.
И еще один совет от профессионалов: даже при сварке на малых токах в материале изделия остается остаточное напряжение, которое может негативно сказаться на долговечности сварного шва. Для того чтобы снять это напряжение, можно не слишком сильно простучать сварной шов молотком.
Сварка чугуна полуавтоматом
Наверняка я многих людей есть полуавтоматический сварочный аппарат. Часто такие люди задаются вопросом, как сварить чугун полуавтоматом и можно ли вообще это осуществить? Прежде всего Вам нужно знать, что чугун представляет собою сплав железа с углеродом. Содержание углерода в чугуне составляет не менее 2,14%. Кстати, углерод присутствует и в стали.
Примечательно, что в природе чистого металла практически не существует, поэтому в стали, какой бы чистой она не была, в ней есть процент углерода. Он составляет не более 2,14%.
Сварка чугуна в аргонной среде
В природе чугуна не существует. Чугун — это сплав, выведенный людьми. Взяв во внимание то, что чугун содержит много углерода, разумно заключить, что он будет хрупким. Несмотря на то, что он является прочным металлом, он в это же время хрупок.
Многие люди, которые по много лет работали сварщиками считают, что сварить чугун полуавтоматом нереально. Однако такие люди ошибаются, потому что сваривать чугун полуавтоматической сваркой реально. Для этого Вам нужно использовать специальную порошковую проволоку, которая позволяет качественно и быстро сварить нужное Вам чугунное изделие. Эта проволока называется ПП-АНЧ-3. Её лучше всего использовать с подогревом, ведь подогрев способствует наивысшему качеству сваривания.
Также при сваривании используются не окислительные и фторидные флюсы. Такая сварка дает Вам возможность получать качественные швы максимально быстро и с небольшими затратами. На сегодняшний день эта сварочная проволока имеет большой успех в продажах благодаря высокому качеству, потому что многие профессиональные сварщики пользуются только наилучшим сварочным оборудованием.
Как видите, сваривание чугуна полуавтоматической сваркой — это несложный процесс, однако при сваривании чугунных изделий нужно быть внимательными и никогда не допускать перегрева металла, потому что чугун может пустить трещину, а в дальнейшем, может быть, и вовсе расколоться. Поэтому Вам нужно быть внимательными, чтобы не навредить своему изделию.
Помимо того, что Вы можете испортить изделие, Вы можете еще и попросту потратить впустую время, пытаясь что-то сделать после сильного перегрева
motors4x4.ru
Сварка чугуна в аргонной среде

Чугун – это сплав железа и углерода. Он имеет различные свойства, в зависимости от состава. Содержание углерода в сплаве колеблется от 2до 6%. Он делает чугун прочным материалом, плохо поддающимся деформации, ковке, а также сварке. Не зря чугун считают одним из самых трудносвариваемых. Без предварительной подготовки детали невозможно надежно сварить швы этого сплава без дефектов. Поэтому важно выбирать правильный сварочный аппарат, припой. Ну и, конечно, только соблюдение технологии сварки, позволит сделать по-настоящему качественный шов.
Подготовка чугуна к сварке
Процедура подготовки чугунных деталей более кропотливая, чем у стали. Обуславливается склонностью этого материала к образованию трещин и саморазрушению.
Для начала необходимо внимательно осмотреть деталь на предмет дефектов, которые нужно удалить. Первым делом выявляются трещины. Если они обнаруживаются, их локализуют путем засверливания по краям, и разделывается на всю глубину, чтобы не допустить дальнейшего их распространения. Сверления можно избежать, для этого края трещины должны быть закруглены.
Помимо механических дефектов, необходимо удалить пятна и другую грязь. Устранение масляных пятен иногда превращается в настоящие мучение, из-за того, что они глубоко проникают, благодаря пористой структуре чугуна. Вывести их можно при помощи растворителя или газовой горелки.
Кромки шва не должны быть острыми. Они специально закругляются при помощи болгарки, а если ее нет под рукой, можно воспользоваться напильником или наждаком. Необходимо место сварки обязательно очистить от окалин. Для этого также можно воспользоваться болгаркой, шлифовальной машинкой, или металлической щёткой. Очень хорошо помогает очистить поверхность пескоструйная аппарат.
Виды сварочных аппаратов для сварки чугуна
 Для сварки в аргонной среде используют аргонодуговой аппарат. Данный вид аппаратов сочетает в себе два способа сварки: электрическую и газовую. Он позволяет получить качественные неразъемные соединения. Существует огромное многообразие моделей с различными функциями. Они могут быть как полностью автоматическими, так и полуавтоматическими.
Для сварки в аргонной среде используют аргонодуговой аппарат. Данный вид аппаратов сочетает в себе два способа сварки: электрическую и газовую. Он позволяет получить качественные неразъемные соединения. Существует огромное многообразие моделей с различными функциями. Они могут быть как полностью автоматическими, так и полуавтоматическими.
При использовании полуавтомата получается качественный шов, особенно при наличии инвертора. Но использование этого аппарата требует обязательного подогрева места сварки до 300 градусов. Для того что получить хороший результат необходимо правильно настроить аппарат. Для этого нужно отрегулировать силу тока, скорость подачи проволоки, скорость подачи тока. Обычно в прилагаемой инструкции по эксплуатации описано какое напряжение нужно выставлять для каждого конкретного случая.
Лучшей производительностью обладают автоматические аппараты. В них используется порошковая проволока. Участие человека здесь ограничивается установкой аппарата на место шва, остальную работу аппарат выполняет самостоятельно.
Виды припоя. Как выбрать
 В сварке чугуна аргоном обязательно необходимо использовать припой. Материал припоя выбирается индивидуально, в зависимости от вида чугуна и способа сварки. Для сварки чугуна используют неплавящийся электрод из вольфрама. Для высокотемпературной сварки полуавтоматом в большинстве своем используются припои из никеля. Намного реже используются припои из сплава серебра с никелем. Он является более качественным вариантом, шов обладает точно такими же качествами, как и металл детали.
В сварке чугуна аргоном обязательно необходимо использовать припой. Материал припоя выбирается индивидуально, в зависимости от вида чугуна и способа сварки. Для сварки чугуна используют неплавящийся электрод из вольфрама. Для высокотемпературной сварки полуавтоматом в большинстве своем используются припои из никеля. Намного реже используются припои из сплава серебра с никелем. Он является более качественным вариантом, шов обладает точно такими же качествами, как и металл детали.
Для горячей сварки полуавтоматом применяют присадочные пруты марки «А». Если был нагрет только шов, то лучше выбирать присадку марки «Б». Если чугун имеет большую толщину, то при холодном способе применяют марку НЧ-1, при небольшой толщине НЧ-2. Для них нужно использовать горелки ГЗУ-1-62 и ГЗМ-1-62
У автоматов используется порошковая проволока, основой которой является кремний. Согласно классификации, для сварки небольших дефектов подойдет проволока марки ПП-АНЧ-1. При ее использовании деталь нагревать ненужно.
Для толстых и предварительно разогретых деталей подойдет марка ПП-АНЧ-2, температура должна быть до 350 градусов. Настройки сварочного аппарата в зависимости от толщины могут колебаться:
- сила тока: 120-600 А;
- напряжение: 24-36 В;
- вылет проволоки: 15-30 мм;
- расход газа: 5- 20 л;
Для всех разогретых до 600 градусов чугунных деталей подойдет ПП-АНЧ-3.
Для того чтобы сварить Высокопрочный чугун необходима проволока ПП-АНЧ-5. Характеристики аппарата во время использования этого материала:
- сила тока: 140-500 А;
- напряжение: 24-36 В;
- вылет проволоки: 15-50 мм;
- расход газа: 5- 20 л;
Заварку дефектов при отливах делают маркой ППСВ-7.
Для более эффективного схватывания шва, свариваемые поверхности обрабатываются специальным флюсом. Ни в коем случае нельзя использовать припои в основу которых составляет фосфор. Это приводит к образованию соединений железа и фосфора, которые по своим свойствам очень хрупкие. Лучше избегать припоев на основе меди, так как у них высокая температура плавления. Перегрев металла в швах приводит к образованию белого чугуна, который после этого приобретает хрупкие свойства, а также перестает свариваться.
Технологии сварки
В сеть включается сварочный аппарат, проверяется его рабочее состояние. Далее производятся необходимые настройки. Для сварки чугуна требуется использовать низкий сварочный ток, для того чтобы избежать смешивания элементов в сварочной ванне. Расход газа устанавливается на отметке 5-8 л/мин. По ротаметру, или 0,2 бар по барометру.
При горячем способе нужно подогреть места свариваемых чугунных частей. Выделяют три варианта: горячий (t=500-600C), полугорячий (t=300-400C), теплый (t=150-200C). Это способствует выделению графита, также увеличивается пластичная способность металла. Выше 600 градусов прогревать нельзя, иначе в чугуне наступают необратимые изменения. При всем при этом нагревание должно проходит плавно, не больше 250 градусов в час. Производить нагрев можно любым доступным способом, но лучше использовать печь, горн или колодец.
После этого свариваемые детали крепко фиксируются, чтобы избежать неприятных последствий, если они зашевелятся. Присадочная проволока, также, как и поверхность свариваемых частей очищается от грязи. Если она содержалась в упаковке, то достаточно протереть ацетоном.
Далее, в одну ручку берется горелка со сваркой, в другую припой, и начинается сам процесс. Присадочный материал подается к месту сварки под углом приблизительно 30 градусов и на расстоянии сантиметра от сопла. Сначала части «прихватываются» в нескольких местах, чтобы обеспечить правильную и надежную стыковку. После этого шов проваривается небольшими участками, не больше 3 см, чтобы его не перегреть. Перегрев может привести к увеличению хрупкости, или образованию трещин.
Когда шов превратится в единое целое, крайне важно обеспечить плавное снижение температуры всей детали. Для этого можно поместить ее в нагретую печь, в которой ее нагревали, и выключить, если такая имеется. Существует вариант с упаковыванием детали в негорючий материал, который хорошо держит тепло. Одним из самых простых способов плавно остужение является засыпание детали в песок. Эта процедура поможет избежать появления трещин, вследствие резкого перепада температуры. Скорость остывания зависит от размера детали. Самые большие могут остывать до нескольких суток.
В отличии от горячего способа холодный в значительной степени экономит рабочее время, однако, возникает гораздо больше сложностей. Он гораздо дешевле предыдущего варианта. Данный способ не требует предварительного нагрева.В качестве присадочного материала обычно используется никель-стальных прутков. Процесс самой сварки почти не отличается. Необходимо также делать небольшие по размеру швы. Для снижения внутреннего напряжения шов нужно обработать при помощи ударов молотком. Его вес должен составлять приблизительно 1,2 кг, боек выбирается закругленного типа. Удары наносятся сразу же после проварки каждого куска. Они делаются несильными.
Во всех случаях не стоит перегревать чугун, чтобы не образовались поры и трещины. Если метал тонкий, то он может лопнуть по всей длине. Могут образовываться каленые структуры.
Использование аргонной сварки для соединения и ремонта чугуна имеет как свои преимущества, так и недостатки. К преимуществам можно отнести: надежный и равномерный шов, небольшой нагрев сварных деталей, увеличение скорости сварки. Недостатки у нее имеются следующие: необходимость приобретения сложного оборудования, обязательное наличие специальных знаний и опыт выполнения подобных работ. Несмотря на это, данный вид сварки остается одни из самых популярных видов при работе с различными видами чугуна. Во время выполнения работ в аргонной среде необходимо соблюдать технологию сварки, а также технику безопасности.
www.m-deer.ru