Как аргоном варить? Описание процесса и инструкция
Сварка аргоном способна защитить поверхности из металла от проникновения кислорода и вредных примесей. Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Аргон относится к разряду инертных газов, поэтому в среде не происходит его соединения с внешними газами и сплавами.
Многие задаются вопросом о том, как аргоном варить алюминий или нержавейку. Техника будет описана в этой статье.

Как варится алюминий?
Как аргоном варить алюминий? Следует отметить, что при работе с этим металлом без такого типа сварки не обойтись, так как от кислорода он возгорается. Этот способ обеспечивает получение высококачественного шва. Дуга образуется при помощи электрода на вольфрамовой основе. Такой электрод может прослужить долго. Между электродом из вольфрама и деталью, предназначенной для сварки, зажигается дуга. В зону горения производится подача алюминиевой проволоки. Сварка производится на узком участке при быстром перемещении электрода. Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Что нужно для сварочных работ аргоном?
Аргоновый аппарат для сварки алюминия включает следующие составляющие:
- источник питания током;
- баллон с аргоном;
- устройство для подачи присадочной проволоки.
Подготовка алюминиевой поверхности
Можно ли варить аргоном неочищенную поверхность? С алюминия обязательно нужно удалить грязь, жир и машинное масло. Сделать это можно при помощи растворителя. Если толщина свариваемых деталей составляет более 4 мм, то необходимо разделать кромки.

Специалисты советуют варить алюминий в листах толщиной 4 мм только встык.
Перед тем как приступить к сварке алюминия, мастер должен поинтересоваться, какова толщина листа и ширина кромок. Защита кромок осуществляется напильником или наждачным станком. Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
Особенности сварки алюминия аргоном
Как варить алюминий аргоном? Для качественного выполнения сварки металла этим способом следует прибегнуть к использованию вольфрамовых электродов. Диаметр их должен составлять 1,5-5,5 мм. Электрод держится под углом в 80 градусов. Присадочная проволока находится под прямым углом. Максимальная длина дуги должна составлять 3 мм.
При соблюдении этих правил расход материалов будет экономным. При работе присадочная проволока должна перемещаться спереди от горелки. Электрод и присадочная проволока при сварке алюминия должны передвигаться вдоль сварного шва. Поперечные движения делать нельзя.
При сваривании тонких листов алюминия в роли подкладки может выступить нержавейка. Так будет обеспечен повышенный отвод тепла от зоны работы, и риск прожога станет значительно меньше. Понизится и расход энергии, так как работа будет выполнена быстрее.

Плюсы и минусы сварки алюминия аргоном
Сварка изделий из алюминия в аргоновой среде обладает рядом плюсов по сравнению с другими способами. Сварной шов обладает одинаковой глубиной проплавления по всей протяженности.
К минусам этого типа сварки можно отнести сложность оборудования. При сварке аргоном нужна точная настройка всех элементов устройства. Проволока должна подаваться в рабочую зону постепенно. С этой целью правильно настраивают аппарат подачи. Если подача проволоки будет проводиться неритмично, то горение дуги будет прерывистым. Это вызовет повышенный расход аргона и электрической энергии. Для качественного сваривания алюминия мастер должен обладать должным опытом. Теоретические знания и советы полезными в этом деле не будут.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка аргоном с применением плавящего электрода
Как правильно варить аргоном, применяя плавящие электроды? Сваривание нержавейки с употреблением покрытых электродов дает возможность получить швы высокой прочности. Если у вас нет высоких требований к качеству соединения, то следует применить именно сварку аргоном.
В ассортименте имеется достаточно широкий ряд электродов. Каждый из них предназначен для определенного типа нержавейки. Если мастер знает тип свариваемой стали, то без труда подберет нужный вид. Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.

Как правило, работу осуществляют с применением обратного постоянного уровня. Нужно работать так, чтобы проплавление шва происходило в меньшей степени. С этой целью применяются небольшие по диаметру электроды. Следует стремиться к тому, чтобы тепловая энергия выделялась в небольшом количестве. Профессионалы в области сварки отмечают, что при работе с нержавейкой следует применять электроэнергию на 20% слабее, чем при сваривании обыкновенной стали.
Электроды обладают низким значением теплопроводности и высоким электрическим сопротивлением. По этой причине употребление высоких токов недопустимо. При нарушении этого правила, электроды будут подвержены перегреванию и разрушению. По этой причине электроды для нержавеющей стали подвержены более быстрому плавлению, чем те, при помощи которых свариваются обычные стали.
Для сохранения устойчивости шва к ржавлению нужно сделать его охлаждение быстрым. К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Как варить нержавейку вольфрамовым электродом?
Как варить нержавейку аргоном, применяя вольфрамовые электроды? Следует отметить, что такой способ применим в том случае, если требуется сварка предмета из тончайшей нержавейки и получение высококачественных сварных швов. К примеру, сварка аргоном посредством вольфрамовых электродов подходит для труб из нержавейки, по которым происходит транспортировка газов или жидкостей под давлением.

Как правильно варить аргоном нержавейку? Работа проводится при подаче переменного или постоянного тока. Переменный тип подходит для сварки алюминия.
Перед тем как приступить к работе, надо подготовить присадочную проволоку к работе. Хорошо, если она будет обладать более высоким уровнем легирования, чем у нержавейки или алюминия. При работе с вольфрамовым электродом нельзя производить колебательные движения. Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
В ванну для сварки не должен попадать вольфрам. Можно использовать бесконтактный поджог дуги. Также ее можно поджечь на пластине из угля или графита с последующим переносом на основной металл.
По завершении процесса не следует отключать подачу аргона сразу. Сделать это надо примерно через 15 секунд. Таким образом, можно избежать чрезмерного окисления горячего рабочего электрода. Так он сможет прослужить дольше.

Как сваривать нержавейку полуавтоматом в среде аргона?
Как аргоном варить нержавейку, применяя полуавтомат. Этот метод сварки получил широкое распространение, так как обеспечивает высокий уровень производительности и позволяет получать прочные швы. Для повышения качества сварки в проволоку добавляется никель.
Такой тип сварки подходит для соединения материалов большой толщины. В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Применяется ряд техник, позволяющих сваривать нержавейку полуавтоматом:
- сваривание посредством короткой дуги;
- сваривание посредством струйного переноса;
- применение импульсного режима.
Струйный перенос применяется для сваривания металлов большой толщины, а короткой дугой соединяют более тонкие предметы.
Плюсом импульсного метода является то, что этот процесс наиболее контролируем. Металл проволоки подается в ванну для сварки импульсами. Каждый из них является отдельной сварочной каплей. Этот режим способствует уменьшению среднего значения тока дуги, что является важным при сварке нержавейки. При импульсном режиме металл практически не разбрызгивается. Это дает возможность расходовать материалы экономно и увеличивать уровень производительности за счет сокращения времени, которое требуется для зачистки шва.
В статье было описано, как варить аргоном алюминий и нержавейку.

Данный тип сварки как нельзя лучше подходит для алюминиевой поверхности. Также существует ряд различных техник сваривания нержавейки посредством аргона. Каждый мастер должен выбирать подходящий для конкретного случая вариант.
fb.ru
Как варить аргоном — практические советы и видео
Аргонодуговой сваркой называют технологический процесс соединения между собой изделий из различных металлов и их сплавов путем расплавления их электродугой в защитной среде инертного газа, в частности, аргона. Хоть этот процесс и представляет собой разновидность электродуговой сварки, но по техническому применению он является более технологически сложным, поэтому и постараемся разобраться, как варить аргоном на практике.
Немного теории
Инертный газ аргон относится к группе так называемых «благородных» газов, что определяется его валентностью и вытекающими из этого основными физико-химическими свойствами,  которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
Таким образом, инертный газ аргон позволяет практически полностью изолировать расплавленный высокотемпературной плазмой электродуги свариваемый металл от атмосферного воздуха, а, точнее, от кислорода, находящегося там. Являясь почти на 40% тяжелее основных атмосферных газов, он с легкостью вытесняет все другие газы из зоны электросварки и тем самым позволяет изолировать сварочную ванну от негативного влияния кислорода.
Особенности аргонной сварки
Электросварка в защитной среде аргона, особенно в последнее время, становиться все более популярней как у опытных сварщиков, так и у простых обывателей, прежде всего из-за своей доступности. 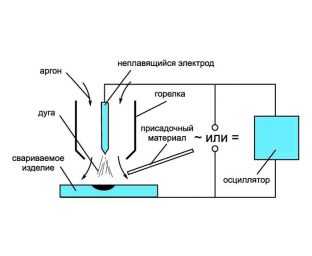 Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Стоит отметить, что главным критерием востребованности аргоновой сварки является область ее применения, а точнее, ее способность, в отличие от других видов сварки, производить соединение различных металлов. Таких, как:
- нержавеющие и высоколегированные стали,
- серый чугун,
- алюминий,
- титан,
- медь и ее сплавы.
Причем это не полный перечень материалов, но и он во многом неосуществим для обычной электродуговой или газовой ацетиленовой сварки.
Ну и основным достоинством электродуговой сварки в среде аргона является качество сварного шва, которое также практически недостижимо при других видах сварки.
Как правильно варить аргоном
Для начинающих и любителей стоит сразу оговориться, что сварка аргоном является довольно сложным технологическим процессом, который требует не только прочных знаний металловедения, но и определенных навыков и опыта сварочных работ. При этом, если учитывать далеко немалую стоимость самого газа аргона, лучше всего начинать тренироваться и пробовать набить руку на сварке различных деталей, к примеру, из нержавеющей стали. И только посмотрев видео сварки аргоном в виде уроков для начинающих, а также приобретя достаточный опыт и теоретические знания, стоит приступать к сварке цветных металлов и их различных сплавов.
Аргонная сварка является как бы симбиозом технологий электродуговой и газопламенной сварки, но с существенными техническими различиями. К примеру, газовая среда аргона:
- с одной стороны, способствует формированию и поддержанию токопроводящей плазмы, что значительно облегчает как розжиг электродуги, так и способствует более быстрому прогреву и расплавлению кромок свариваемых соединений, тем самым обеспечивая формирование качественного шва;
- с другой стороны, постоянный поток газа охлаждает сварочный шов, не позволяя образоваться различным температурным деформациям в виде трещин и пор, что также способствует качеству сварки.
Техника сварки аргоном имеет ряд особенностей и требует для применения на практике обучения. Мы лишь можем дать вам несколько основных советов, которые необходимо знать и применять при выполнении аргонной сварки своими руками, а именно:
- Проведение аргонодуговой сварки требует тщательной подготовки поверхности, то есть края заготовок необходимо механически до блеска зачистить от окислов и остатков грязи с помощью напильника или наждачной бумаги. А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
- Обязательно перед началом выполнения сварочных работ надо выставить, согласно технологической карте, режимы сварочного тока, интенсивность подачи сварочной проволоки и расход потока инертного газа в строгом соответствии с видом, толщиной и материалом свариваемых изделий.
- Подачу инертного газа нужно отрегулировать так, чтобы аргон подавался к месту сварки на 20 секунд раньше, чем зажигается электродуга, а прекращалась его подача не ранее 10 секунд после завершения процесса сварки.
- Для исключения контакта свариваемого металла с содержащимся в естественной атмосфере активным кислородом необходимо, чтобы сварочная проволока и неплавящийся электрод постоянно находился в защитной зоне аргоновой среды.
- Подачу присадочной проволоки следует производить под углом к неплавящемуся электроду и сварочной ванне перед горелкой, стараясь избегать различных поперечных движений, что позволит обеспечить более качественный сварочный шов.
- Стараться производить колебания горелкой, направленные вдоль оси сварочной ванны, не совершая лишних поперечных движений, что позволит сформировать более узкую полосу сварочного шва.
- По окончании сварочных работ необходимо производить заваривание кратера при пониженной силе тока путем его регулировки ручкой реостата. Ни в коем случае не стоит прекращать сварной шов резким обрывом электродуги сразу отводя горелку в сторону, так как это резко понизит его качество.
- Сварочную проволоку или неплавящийся электрод рекомендуется располагать ближе к сварочной ванне, поддерживая по возможности минимальное расстояние между ними. Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.
Выполнение этих правил и рекомендаций не только позволит значительно облегчить сам процесс сварки аргоном, но и станет залогом качественной работы.
Рекомендации по выбору оборудования
Оборудование для аргонной сварки бывает двух типов:
- MAG или Metal Inert Gas, что представляет собой вид электродуговой сварки, которая осуществляется за счет плавления металлической проволоки в защитной среде аргона или другого инертного газа, как правило, при ее автоматической подаче;
- TIG или Tungsten Insert Gas, что подразумевает дуговую электросварку с помощью неплавящегося вольфрамового электрода также в защитной среде аргона, но при необходимости с ручной подачей присадочной проволоки.
Сварочное оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.
оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.
Так, аргонная сварка типа MAG производится сварочной проволокой, которая автоматически подается с помощью механического податчика, расположенного внутри сварочного аппарата. В данном случае, сварочная проволока:
- служит проводником сварочного тока;
- поддерживает электродугу, являясь электродом;
- служит материалом для наплавления и соединения металла.
Сварочное оборудование для аргонной сварки типа TIG работает с помощью неплавящегося электрода, который выполнен из тугоплавкого вольфрама. На него и подается сварочный ток для поддержания электродуги. Но в этом случае с TIG сваркой можно производить соединение деталей только за счет сплавления металлов самих свариваемых деталей, если позволяет их толщина. Когда же необходимо добавить дополнительный материал для наплавления, как при MAG сварке, для этого используют специальную присадочную проволоку, но уже путем ручной подачи к месту сварки.
Отсюда и главное различие MAG и TIG оборудования в устройстве основного рабочего органа — специальной горелки и соединительного рукава.
При MAG сварке через рукав в автоматическом режиме поступает аргон и сварочная проволока, по которой, в свою очередь, и протекает сварочный ток.
В случае с TIG сваркой — изолированный рукав состоит также из шланга подачи защитного газа, но еще имеет силовую оплетку или провод, передающий сварочный ток на горелку, внутри которой располагается цанговый держатель для закрепления вольфрамового электрода.
Сегодня на рынке можно не только с легкостью подобрать хороший и недорогой сварочный аппарат для аргонной сварки по технологии MAG или TIG, но и найти комбинированное оборудование, укомплектованное для возможности работы по двум этим технологиям, правда, несколько дороже по цене.
К примеру, за относительно невысокую цену можно приобрести для собственного использования мультифункциональное инверторное оборудование фирмы SPARK. Так, линейка сварочных полуавтоматов MultiARC предназначается для выполнения высококачественных и максимально комфортных сварочных работ по трем наиболее востребованным технологиям MMA, MIG и TIG сварки.
Если у вас есть свой опыт в использовании аргонной сварки, поделитесь им в блоке комментариев.
wikimetall.ru
Как варить аргоном? Что следует учитывать?
Часто появляется потребность сваривать металлы (алюминий, медь, нержавейку, титан и т.д.), которые практически не поддаются сварке с помощью обычного оборудования, однако для создания неразъемных соединений этих материалов успешно используется аргоновая сварка. Она может осуществляться как на стандартном оборудовании промышленного производства, так и на самодельном. Однако процесс требует определенных навыков и знаний, и без них он обречен на неудачу. В этой статье мы рассмотрим, как варить аргоном и что следует при этом учитывать.
Особенности процесса
 Во время аргонно-дуговой сварки используется среда инертного газа аргона, защищающего свариваемые металлы от окисления, что положительно сказывается на качестве шва. Такой процесс может проводиться вручную, или в автоматическом или полуавтоматическом режиме, с помощью плавкого или неплавкого электрода.
Во время аргонно-дуговой сварки используется среда инертного газа аргона, защищающего свариваемые металлы от окисления, что положительно сказывается на качестве шва. Такой процесс может проводиться вручную, или в автоматическом или полуавтоматическом режиме, с помощью плавкого или неплавкого электрода.
В качестве неплавкого электрода, как правило, используется стержень из вольфрама, что обусловлено очень высокой тугоплавкостью этого металла. С аргоновой сваркой становится возможным надежное соединение металлов, очень трудно свариваемых традиционными методами, а также разноименных материалов.
Так, среди преимуществ аргоновой сварки можно назвать следующие:
- Аргон – инертный газ, надежно защищающий свариваемые металлы от окисления;
- Металл нагревается в достаточно небольшой области, за счет чего хорошо сохраняет свою форму;
- Высокая мощность дуги позволяет достигать хорошей производительности работы;
- Технические приемы при процессе достаточно просты, за счет чего он доступен любому;
- Возможность сваривания деталей, которые не соединяются другим способом, при этом шов получается аккуратным и эстетичным.
Особенности техники работы
Чтобы правильно, уверенно и продуктивно варить аргоном, следует знать технологию и соблюдать ряд рекомендаций, которые делают процесс легче и повышают качество шва. Приведем их по порядку.
- Следует держать минимальную величину дуги, для этого неплавкий электрод должен быть расположен как можно ближе к металлу. Увеличение дуги отрицательно сказывается на глубине проплавления детали и повышает ширину шва, что ведет к ухудшению качества сварки.
- Как правило, варить аргоном нужно, совершая лишь одно движение – вдоль шва. Это позволяет сделать шов более узким и привлекательным эстетически. С покрытыми электродами такого достичь не удается.
- Чтобы предотвратить окисление свариваемых материалов, внимательно следите за тем, чтобы присадочная проволока и неплавкий электрод все время были в зоне защиты аргоном.
- Резкая подача присадочной проволоки приводит к интенсивному разбрызгиванию материала. Поэтому сварочную проволоку следует подавать плавно – этот навык приходит на практике.
- По проплавленности шва можно судить о его качестве. Можно руководствоваться формой сварочной ванны – если она удлинена по направлению сваривания, то проплавленность хорошая, если она круглая или овальная – металл проплавлен недостаточно.
- Держите присадочную проволоку под углом к материалу, не делая поперечных движений. Это позволит обеспечить более узкий и равномерный шов.
- По окончанию работы кратер заваривается уменьшением силы тока посредством реостата. Будет неправильно обрывать дугу и отводить горелку, это сильно снижает защиту шва.
- Не забывайте про необходимость обезжиривания и очистки свариваемых материалов перед сваркой.
Эти простые рекомендации позволят лучше варить нержавейку и другие материалы. Опять-таки, для того, чтобы научиться правильно варить аргоном, необходима некоторая практика.
к меню ↑Параметры режимов
Чтобы обеспечить высокое качество сварки, необходимо подобрать оптимальные сварочные режимы, обеспечивающие наиболее эффективную сварку.
- Полярность и направление подбираются согласно качествам свариваемых материалов. Как правило, постоянный ток с прямой полярностью используется для стали и сплавов. Сварку магния и алюминия проводят на обратной полярности, чтобы быстрее разрушать окисную пленку.
- Сварочный ток определяется свариваемыми материалами, полярностью тока и толщиной электрода. Точные данные нужно подбирать, руководствуясь справочными материалами либо личным опытом.
- Напряжение дуги определяется ее длиной, и размер дуги должен быть минимальным, чтобы напряжение снижалось. С возрастанием напряжения качество сварки снижается.
- Расход аргона устанавливается так, чтобы поток целиком изолировал свариваемые детали от воздействия воздуха.
Подбор правильных режимов – достаточно сложная задача, однако с ней помогают справляться справочные материалы, а с опытом приходит понимание процесса.
к меню ↑Модернизация сварочных аппаратов
Часто для аргоновой сварки применяют оборудование, изначально для этого не предназначенное, но переоборудованное под проведение этого сварочного процесса. Для того, чтобы сделать это, понадобятся два дополнительных узла.
Осциллятор – применяется для бесконтактного разжигания дуги. Поскольку ряд причин не позволяет зажигать дугу касанием электрода об металл, осциллятор создает высоковольтный разряд, который пробивает слой аргона.
Балластный реостат необходим для регуляции силы тока и выбора оптимальных показателей сварки, к примеру, чтобы сваривать нержавейку, нужны другие параметры, чем для сварки алюминия.
к меню ↑Заключение
Мы рассмотрели, как правильно проводиться сварка аргоном и какие рекомендации для этого следует учитывать. Надеемся, что этот материал поможет вам проводить сварку более качественно и достигать лучших показателей.
Похожие статьиgoodsvarka.ru
Все особенности сварки аргоном в статье и видео урок для начинающих
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки. Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов: легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Аргонная сварка основные принципы работы
 Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Осциллятор.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
 Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло. Оно выполняет две защитные функции : сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.

Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее . Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Как правильно варить аргоном: советы мастера
Покупая личный аппарат обратите внимание на маркировку. Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана.
instrument.guru
Как варить нержавейку аргоном: инструкция и рекомендации
К категории нержавеющих относятся высоколегированные стали с выраженной устойчивостью к воздействию коррозии. Главным легирующим компонентом в составе данных материалов является хром. В зависимости от класса нержавейки, в ее состав может входить до 20% этого легирующего элемента. Помимо этого, сталь может содержать такие компоненты, которые будут повышать ее антикоррозионные характеристики и придавать определенные физико-механические свойства. К числу таких элементов относятся титан, никель, молибден и пр. Нержавейка и алюминий относятся к числу материалов, варка которых требует соблюдения определенных условий. Перед тем как варить нержавейку, следует ознакомиться с некоторыми ее особенностями. И алюминий, и нержавейку можно варить аргоном. Перед тем как варить аргоном, нужно ознакомиться с особенностями обрабатываемого материала и соответствующим образом подготовить его к работе.

Сварка в среде аргона — высотехнологический процесс, который позволяет получать высококачественные сварные швы при выполнении малых объемов сварочных работ.
Что нужно учитывать при варке нержавейки аргоном?
Перед тем как варить аргоном, изучите следующие важные свойства алюминия и нержавейки. Так, нержавеющая сталь имеет практически в 2 раза меньшую теплопроводность, чем низкоуглеродистые стали. В результате концентрация теплоты в процессе выполнения сварочных работ будет увеличиваться, за ней будет повышаться и проплавление материала в месте соединения. Данное свойство нержавейки обуславливает необходимость снижения силы тока в среднем на 20%, если сравнивать его с аналогичным показателем при работе с обычными сталями.Нержавейка, как и алюминий, характеризуется довольно большим коэффициентом линейного расширения. При варке изделий из нержавейки из-за этого свойства отмечается существенная литейная усадка. Она приводит к увеличению деформации материала при выполнении сварки и после нее. Если между свариваемыми заготовками из нержавейки или алюминия не будет достаточного зазора, могут появиться существенные трещины.
Процесс аргоновой сварки.
Нержавейка и алюминий характеризуются высоким электрическим сопротивлением. При работе с такими материалами электродами из высоколегированных сталей последние будут очень сильно нагреваться. Для исключения негативного эффекта хромоникелевые электроды выпускаются длиной до 35 см.
Нержавеющая сталь теряет свою высокую антикоррозийную способность при работе с ней в неправильном термическом режиме. Данное явление известно как межкристаллитная коррозия. Физико-химическая природа явления сводится к тому, что при повышении температуры до 500°С и больше по краям зерен начинает образовываться карбид хрома и железа. В дальнейшем эти зерна становятся очагами коррозии. Избавляться от такого неприятного явления можно разными способами. Один из них предполагает быстрое охлаждение любыми доступными методами, вплоть до банального поливания свариваемого материала холодной водой, чтобы свести уменьшение коррозийной устойчивости к минимуму. Однако важно учитывать, что охлаждать алюминий водой нельзя, да и в случае со сталями этот метод подходит исключительно для хромоникелевых аустенитных материалов.
Как подготовить нержавейку к варке?
И алюминий, и нержавеющая сталь требуют соответствующей подготовки перед работой. Существует несколько способов варки нержавеющей стали. Наибольшее распространение получили следующие:
Режимы сварочных работ в среде инертных газов.
- Работа с использованием покрытых электродов.
- Применение вольфрамового электрода.
- Полуавтоматический режим сварки с применением нержавеющей проволоки.
Каждый из этих методов имеет свои особенности и подходит для выполнения конкретного перечня работ. В процессе варки нержавейки аргоном вам понадобятся:
- Сварочный аппарат.
- Электроды. Подбираются в соответствии с характеристиками обрабатываемого материала.
- Нержавеющая проволока.
- Стальная щетка.
- Растворитель.
Прежде чем сваривать детали, нужно обработать их кромки. Делается это почти так же, как и в случае работы с низкоуглеродистыми сталями. Особенность лишь одна: чтобы обеспечить свободную усадку шва, при создании сварного стыка нужно делать некоторый зазор. Конечно же, в разумных пределах.
Перед работой нужно зачистить поверхности кромок. Для этого воспользуйтесь стальной щеткой. Также кромки нужно промыть растворителем. Подойдет ацетон либо авиационный бензин. Такая обработка позволяет избавиться от жира и является обязательной. Ведь при наличии жира устойчивость дуги будет снижаться и в шве начнут появляться поры.
Инструкция и рекомендации по варке покрытыми электродами
Метод аргоновой сварки с применением плавящегося электрода.
Варка нержавеющей стали с применением покрытых электродов позволяет получать швы нормального качества безо всяких проблем. Поэтому если очень высоких требований к качеству соединения вы не предъявляете, то отдавайте выбор в пользу именно этого метода сварки.
Существует достаточно много типов электродов, каждый из них подходит для работы с нержавеющими сталями определенного состава. Вся эта информация приводится в ГОСТе. Зная марку свариваемой стали, вы сможете без проблем определить, какие электроды нужно использовать для работы с ней. Выбирайте такие электроды, которые не будут снижать коррозионную устойчивость материала и портить его механические характеристики.
Как правило, работа ведется с применением обратного постоянного уровня. Нужно стараться делать все так, чтобы шов проплавлялся как можно меньше. Используйте для работы небольшие по диаметру электроды. Нужно, чтобы тепловой энергии выделялось минимальное количество. Ранее отмечалось, что при работе с нержавеющей сталью нужно использовать ток на 15-20% слабее, чем при варке простой стали, не забывайте об этом.
Электроды имеют низкое значение теплопроводности и высокое электрическое сопротивление. Из-за этого применять высокие токи нельзя. При нарушении данного правила электроды будут перегреваться и разрушаться. По этим же причинам электроды для нержавейки плавятся быстрее, чем те, с использованием которых варятся обычные стали. И неопытных сварщиков это обычно очень удивляет.
Для сохранения коррозионной устойчивости шва нужно сделать все, чтобы он охлаждался как можно быстрее. К примеру, вы можете охлаждать его при помощи медных прокладок или воздухом. Если обрабатываемая вами нержавеющая сталь относится к категории хромоникелевых аустенитных, вы можете охлаждать ее даже при помощи воды.
Инструкция по сварке вольфрамовым электродом
Схема движения электрода.
Такой режим применяется в тех случая, когда нужно сварить изделия из очень тонкой нержавейки или получить сварное соединение высокого качества. К примеру, сварка аргоном с использованием вольфрамовых электродов лучше всего подходит для нержавеющих труб, по которым транспортируются газы или жидкости под давлением.
Работа ведется на переменном либо постоянном токе. Переменный подходит для работы с алюминием. Полярность тока — прямая. Используется аргон. Прежде чем приступать к сварке, следует подготовить присадочную проволоку к работе. Лучше, если она будет иметь более высокую, чем у нержавейки или алюминия, степень легирования.
При работе электродом нельзя совершать колебательных движений: из-за них защитное пространство зоны сварки нарушится, металл шва окислится. Обратную сторону шва нужно защищать от воздуха путем поддува аргона.
При работе стремитесь к тому, чтобы в сварочную ванну не попадал вольфрам. Можете применять бесконтактный поджог дуги. Также ее можно зажигать на угольной либо графитовой пластине с дальнейшим переносом на основной металл.
Когда сварочные работы будут завершены, не нужно выключать подачу аргона сразу. Сделайте это примерно через 15 секунд. Этим вы исключите чрезмерное окисление нагретого рабочего электрода. Так он прослужит заметно дольше.
Как варить нержавейку полуавтоматом в среде аргона?
Данный метод сварки является наиболее предпочтительным. Он обеспечивает максимально высокую производительность и позволяет получать швы очень хорошего качества. С целью повышения качества сваривания в проволоку добавляется никель.
Процесс сварки нержавеющей стали полуавтоматом в среде аргонов лучше всего подходит для соединения толстых материалов. В данном случае скорость сваривания будет максимальной. Следовательно, увеличится и производительность. Защитной средой в таких условиях является смесь из углекислого газа и аргона. За счет углекислого газа повышается смачиваемость на краях шва.
Существует несколько техник, которые позволяют варить нержавейку полуавтоматом, а именно:
- Сварка короткой дугой.
- Работа со струйным переносом.
- Импульсный режим.
Струйный перенос подходит для сварки толстых металлов, а короткая дуга — для более тонких изделий.
Среди преимуществ импульсного режима можно выделить то, что он является наиболее контролируемым процессом. Металл проволоки подается в сварочную ванну импульсно. Каждый из таких импульсов — это отдельная сварочная капля. Этот режим позволяет уменьшать среднее значение тока дуги, что является очень важным при работе с нержавейкой, т.к. тепловложение и зона термического влияния уменьшаются.
Помимо этого, импульсный режим практически полностью исключает брызги металла. Это позволяет существенно экономить расходные материалы и повышать производительность за счет уменьшения времени, необходимого для зачистки шва.
Таким образом, существует несколько режимов варки нержавейки аргоном. Выберите наиболее подходящий для вашего случая. Удачной работы!
moyasvarka.ru
Как варить аргоновой сваркой или 6 советов по сварке TIG
Помните об этих советах при использовании аргоновой сварки, они помогут сохранить вам время и деньги, и гарантируют качественный сварной шов. Применяя следующие шаги в подготовке и настройке помогут вам избежать выполнить работу в срок и избежать трат и аварийных ситуаций или последующих переделок в процессе сварки.
В дуговой сварке вольфрамовым электродом в среде аргона есть определенные моменты не замечая которых есть риск снижения качества и прочности сварных швов. Знание как решить эти вопросы может сократить время и стоимость при аварийных ситуациях и избежать переделок. Выбор правильного оборудования и расходников, следование некоторым ключевым приемам в настройке и подготовке к сварке поможет вам сделать работу правильно. Рассмотрим 6 советов которые максимально влияют на успех.
1.Правильный выбор материала
Как в большинстве сварочных процессах, один из главных факторов который вы должны рассматривать это тип материала который вы будете сваривать и его характеристики. Также важно знать каким воздействиям будут подвергаться сварные швы в процессе эксплуатации.Эти факторы влияют на выбор присадочного металла который лучше всего подходят для применения. Например, если нужно анодировать материал после сварки или конечный продукт должен выдержать пескоструйную обработку, выбирайте присадочный металл способный выдержать специфические механические и химические требования необходимые для выполнения технических условий. Эти условия особенно важны когда свариваются такие металлы как алюминий и нержавейка, из- за склонности к разрушению и трещинообразованию. К тому же некоторые металлы и сплавы требуют предварительный и последующий подогрев, который также влияет на выбор присадочного металла.
При сварке алюминия и его сплавов всегда необходимо точно определять какой сплав вы свариваете и подбирать соответствующий присадочный металл. Производители присадочного металла обычно предлагают таблицы или другие инструменты обеспечивающие справочной информацией обо всех сплавах производящихся на сегодняшний день.
2.Выбор правильного вольфрама
Основа процесса аргоновой сварки это вольфрамовый не плавящийся электрод обеспечивающий током сварочную дугу. От правильного выбора вольфрамового электрода зависит весь процесс. Толщина свариваемого металла и сварочный ток два важных фактора при выборе электрода.
Вольфрамовые электроды выпускаются различного диаметра от 0,8 — 6,0мм и стандартной длины 175мм. Возможна другая длина но стоят такие электроды дороже. Электрод состоит как из чистого вольфрама так и в смеси с редкоземельными металлами и оксидами.Что бы избежать путаницы в различных типах электродов конец каждого электрода помечается производителем определенным цветом. В зависимости от свариваемого металла вы можете выбрать чистый вольфрам обычный для сварки алюминия на переменном токе, или цериевый, лантановый или торированный. Каждый вид применяется при определенных условиях и материале. Цериевые электроды имеют широкое применение в аргоновой сварке, тогда как торированные и лантановые для сварки нержавейки и редких сплавов. Торированный вольфрам обеспечивает много преимуществ из-за своей высокой способности к эмиссии электронов которая обеспечивает образование сварочной дуги.Однако,торированный электрод содержит низкий уровень радиоактивных веществ, поэтому при работе с ним необходимо соблюдать технику безопасности.
3.Поддерживай чистоту
Чистота кромок свариваемых деталей очень важна не зависимо от способа сварки, но особенно это относится к аргоновой сварке.Загрязнение приводит к образованию пор и к последующим переделкам и трате материала.Эти факторы делают чистоту кромок необходимой особенно при работе с таким материалами как титан и алюминий.Вы всегда должны очищать основной металл от масла, смазки и грязи перед сваркой во избежания загрязнения сварочных швов.Необходимо использовать чистящие средства с чистой, сухой, мягкой тканью. Если вы работаете с титаном то ткань должна быть безворсовой.Брать титан в руки необходимо нитриловыми перчатками, которые устойчивы к маслу и смазке.Осторожно выбирайте тип чистящего средства оно не должно содержать хлор, который может быть причиной травления при выгорании.
С присадочным материалом необходимо обращаться должным образом. Содержите концы проволоки в чистоте и сухости, проволоку необходимо хранить в закрытых контейнерах. Контроль за окружающей средой очень важен для предотвращения окисления присадочного металла. Должное хранение основного металла другой немаловажный фактор. Например, основной материал из алюминия должен всегда хранится на стойках, а не лежать друг на друге для минимизации риска окисления. Избегать перекрестное загрязнение также важно, абразивная пыль от предшествующего материала может легко загрязнить сварной шов. Необходимо использовать для каждого материала отдельные круги и щетки. Абразивная пыль от титана и магния огнеопасна. Зачистку таких материалов необходимо производить отдельно и вдали от огня.
4.Используйте зажимы и струбцины
Должное зажатие свариваемых деталей при аргоновой сварке необходимо для предотвращения деформации и других проблем.Тонкий металл особенно нуждается в качественном прижиме в нескольких местах для предупреждения деформации. Некоторые изделия особенно трудно фиксировать. Возможно вам понадобиться так называемая «третья рука»(third hand) приспособление для фиксации и поддержки готовых для сварки частей. Третья рука есть в различных формах и дизайнах. Также необходим устойчивый стол для сварки. Используйте опору к которой можно прислонится или опереть локоть в течении сварки.Эти приготовления могут показаться трудоемким процессом и в некоторых случаях занимает больше времени чем сам процесс сварки,но они необходимы для создания устойчивой поддержки которая устранит непреднамеренные помехи и случайные движения сварщика.
5.Контролируйте сварные швы
Чтобы быть уверенным что все приготовления были правильны вы должны выполнить пробный шов на похожем материале.Не жалейте время на этот шаг, он вам поможет избежать проблемы в будущем, особенно если у вас единственный экземпляр материала или ответственные сварные швы.
Использование похожих материалов для тестовой сварки также помогает убедится в правильности техники выполнения сварки и дает понятие как ведет себя материал при заданных параметрах сварки.
6.Используйте газовые линзы
Горелка с газовыми линзам(на рисунке с лева) для улучшения газовой защиты.
Покрытие газом основного материала имеет прямое влияние на сварочные швы. Используйте газовые линзы, которые меняют поток газа через сопло для улучшения газовой защиты и видимости свариваемого соединения.Расходные материалы для передней части горелки включают: газовая чаша, цанга, цангодержатель, задний колпачок.Газовая линза заменяет тело цанги которая является стандартным для горелок используемых в аргоновой сварке. Стандартное тело цанги имеет четыре отверстия для распространения газа.Газовая линза имеет многослойный экран через который поток газа равномерно распространяет защитный газ вокруг вольфрама и вдоль сварочной дуги и ванны.Газовые линзы обеспечивают намного лучшую защиту для сварочной ванны что очень важно для сварки нержавеющей стали, алюминия,титана.
Понравилось это:
Нравится Загрузка…
Похожее
donweld.ru
Аргонодуговая сварка подвластна каждому желающему
Что такое аргонодуговая сварка? Читатель наверняка встречал это понятие раньше: упоминания в статьях о сварке, предложения пройти обучение — курсы аргонодуговой сварки, какие-то видео в интернете и т.д. В этой статье мы рассмотрим процесс аргонодугового процесса и осветим ее основные особенности.
Новичок может всегда стать профессионалом, если есть желание
Аргонно-дуговая сварка – это соединение металла, при котором для защиты сварочного процесса используется аргон. За исключением этого факта, процесс аргонодуговой сварки и обычная дуговая сварка отличаются немногим. Аргон является инертным газом. За счет своей химической инертности он не реагирует со свариваемыми материалами и защищает их от воздействия атмосферных газов: кислорода, азота, углекислого газа, водяных паров и других веществ, могущих повредить процессу сварки.
Аргонодуговая сварка: принцип работы
Дуговая сварка с помощью аргона выглядит так: сварщик выполняет сваривание деталей при помощи дугового сварочного аппарата. Сварочная зона защищается аргоном. За счет того, что аргон тяжелее воздуха, он вытесняет воздух из зоны сварки и позволяет эффективно изолировать ее. При этом подача аргона осуществляется непрерывно – с помощью специального устройства, обеспечивающего дозированную подачу аргона в сварочную зону. Для этого на электрод надевается специальная трубка – газовое сопло, из которого и выдувается аргон. Это напоминает процесс кислородной резки металла. Кроме этого, аргонодуговая работа с металлом может осуществляться и в специальном боксе, заполняемом аргоном перед процессом сваривания. Лучше понять, как происходит аргонно-дуговое соединение деталей, вы можете, просмотрев подходящее видео.
Для такой сварки могут использоваться плавящиеся и неплавящиеся электроды. Последние, как правило, изготавливаются из вольфрама, обеспечивающего должную тугоплавкость и устойчивость электрода.
Немного о токах
Обычная дуговая сварка и аргонодуговая различаются еще и тем, что дуга зажигается не привычным способом – касанием электродом сварочной поверхности, а с помощью специального устройства – осциллятора. Аргон гораздо сложнее ионизируется, чем воздух, и привычным способом дугу зажечь не получится. Осциллятор же подключается к электроду и создает высокочастотные и высоковольтные импульсы, которые легко разжигают дугу. Здесь стоит учесть и то, что при касании металла вольфрамовым электродом произойдет его оплавление и загрязнение.

Горелка для сварщика, как кисть для художника
Плавкими электродами варят и без осциллятора – пары железа, появляющиеся при касании, ионизируются гораздо легче, чем аргон, и поэтому осциллятор не нужен.
Для соединения большинства материалов используется постоянный ток, так как при аргонодуговой сварке разогрев анода и катода происходит неравномерно. Постоянный ток дает возможность передавать максимум энергии на деталь и минимум – на электрод. Переменный ток используется лишь для сварки алюминия – он позволяет эффективнее разрушать пленку окиси алюминия.
Аргонодуговая сварка: где применяется?
Область применения аргонодугового процесса – соединение цветных металлов и легированных сталей. Аргонодуговая сварка позволяет получать исключительное качество шва, чем и обусловлено ее применение для сваривания ценных материалов и ответственных конструктивных узлов. Сварщик, владеющий этим методом, может больше и ценится выше, поэтому пройти обучение – бесспорно полезный шаг.
Как научиться варить аргонодуговой сваркой?
Здесь есть два решения. Первое – это пройти обучение аргонной сварке, записавшись на специальные курсы. Проходя курсы, вы не только обучитесь аргонной сварке на практике, но и узнаете множество ценной информации. Многое зависит от того, какие курсы вы выберете – выбирайте курсы, опираясь на опыт знакомых, отзывы в интернете, или руководствуйтесь здравым смыслом: изучите программу, которую предлагают курсы, и, опираясь на теоретическую часть, сделайте выбор.
Второе решение – научиться самостоятельно. Пройти обучение помогут статьи, рекомендации, видео процесса, а также опыт знакомых. В принципе, если у вас есть необходимое оборудование, просмотр видео и чтение тематических статей вполне может научить вас полноценно использовать этот ценный метод соединения металла.
zavarimne.ru