как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Содержание:
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.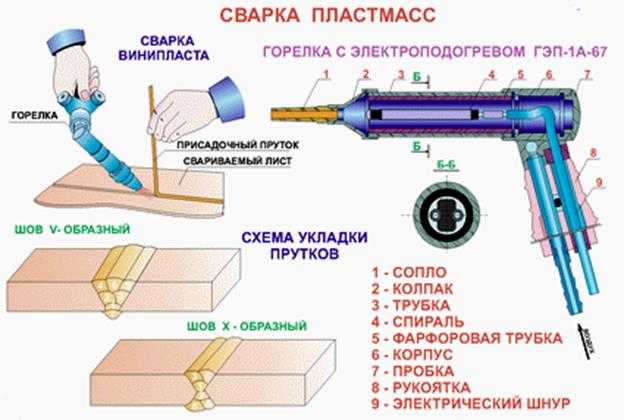
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
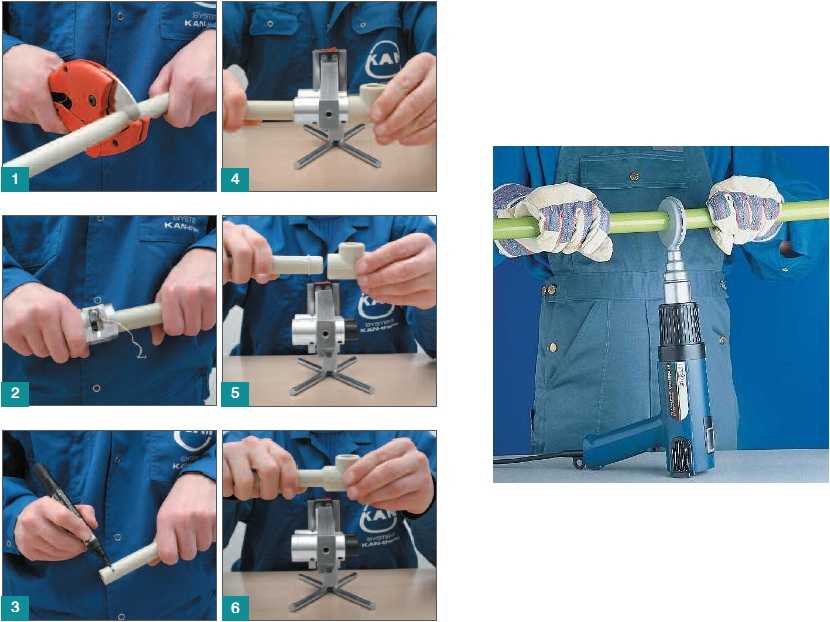
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.

- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».

В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»). .
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.

Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Как спаять полипропиленовые трубы без паяльника: методы пайки
В привычном понимании большинства людей спаивание материалов происходит при помощи паяльника, вне зависимости от того, с какими предметами ведется работа. Несмотря на то, что основная часть работ проделывается именно при помощи этого инструмента, на практике могут использоваться и совершенно другие варианты. Есть несколько способов как спаять полипропиленовые трубы без паяльника. Когда возникла необходимость в ремонте, то под рукой может не быть нужных вещей и тогда приходится использовать альтернативные методы. Пайка без паяльника может снизить затраты на ремонт, а также обеспечить качественное выполнение соединения, что продлит срок службы. При этом необходимо придерживаться правильной технологии, чтобы достичь требуемого результата.
Когда возникла необходимость в ремонте, то под рукой может не быть нужных вещей и тогда приходится использовать альтернативные методы. Пайка без паяльника может снизить затраты на ремонт, а также обеспечить качественное выполнение соединения, что продлит срок службы. При этом необходимо придерживаться правильной технологии, чтобы достичь требуемого результата.
Дополнительные методы могут помочь в работе с трубами любого диаметра, так что если возникают вопросы, можно ли припаять без паяльника толстую трубу, то это будет вполне возможным. Тем не менее, даже при отсутствии паяльника, для работы нужна:
- Аккуратность выполнения соединения;
- Внимательность для отслеживания ситуаций, когда соединение образуется с браком;
- Предварительной подготовки, чтобы увеличить вероятность получения качественного результата;
- Опыт в пайке, чтобы сделать все максимально надежно.
Преимущества и недостатки такой пайки
Рассматривая варианты как спаять без паяльника ту или иную часть полипропиленовых труб можно заметить, что в каждом способе есть свои преимущества и недостатки. К преимуществам такого способа можно отнести:
К преимуществам такого способа можно отнести:
- Отсутствие необходимости в покупке паяльника, если его нет в наличии;
- Возможность использовать простые подручные средства;
- Экономически выгодный процесс создания соединения, который обходится дешевле, чем при использовании паяльника;
- Возможность работы с трубами любого диаметра, как с самыми мелкими, что достаточно легко, так и с более крупными, что потребует больше терпения и опыта.
Здесь же могут присутствовать и недостатки, так как не зря основным рабочим инструментом является паяльник. К негативным моментам как паять без паяльника полипропиленовые трубы относятся следующие пункты:
- Низкая технологичность процесса, которая создает определенные ограничения на ремонтные работы в некоторых областях;
- Здесь сложнее добиться высокого качества за счет того, что большинство инструментов напрямую не предназначено для данной работы;
- Сложно работать с труднодоступными местами, к которым легко можно добраться паяльником;
- Возможность возгорания близлежащих предметов при использовании газовой горелки и баллонов.

Материалы для пайки труб без паяльника
Рассматривая возможные способы как спаять пластиковые трубы без паяльника, нужно помнить о том, что нужно для них использовать. Одним из основных инструментов здесь становится газовая горелка. Она может работать на разных видах газа, что важно при пайке, так как у каждого из них своя температура горения, что влияет на скорость работы, толщину трубы и другие параметры. Газы с больше температурой горения подойдут для труб большего диаметра. Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.
Пайка ПП труб газовой горелкой
Особенности пайки полипропиленовых труб без паяльника
Если предстоит работа по спайке и человек не знает, как припаять полипропиленовые трубы без паяльника, то ему следует действовать по простой инструкции. Здесь существуют следующие основные этапы:
- Сначала нужно подобрать трубы одинакового диаметра, чтобы при спаивании не возникало проблем, так как даже разница в несколько миллиметров создает трудности спаивания. Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
- При отмеривании размеров нужно всегда оставлять 2,5 см, которые затем вплавляются в фитинг. Это относится к спайке новых труб, тогда как ремонт старых, если в них появилась трещина или нет необходимости впайки в фитинг, такой процедуры не требуется.
- Труба и фитинг разогревается при помощи горелки до температуры близкой к температуре плавления. Очень важно, чтобы этот процесс происходил одновременно, так как в ином случае одна из деталей может плохо соединиться с другой.
- Когда полипропилен начинает доходить до температуры плавления и плавится, в этот момент трубы нужно прижать друг к другу с максимальным усилием, но при этом не нарушив геометрию соединения.
- На последнем этапе нужно попросту дождаться пока все остынет и тогда уже можно использовать изделие.
 Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.«Важно!
Перед тем как паять полипропиленовые трубы без паяльника нужно составить схему трубопровода, чтобы впоследствии не было проблем с несовпадением размеров.
 »
»При покупке труб стоит использовать детали от одних и тех же производителей, чтобы их состав и размеры полностью совпадали. В ином случае температура плавления у разных деталей будет отличаться, что приведет к проблемам при спаивании. Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
«Важно!
Не стоит проводить пайку при температуре ниже +5 градусов Цельсия, так как это негативно скажется на данном процессе. Лучше всего все делать в тепле.»
Использование пасты и требования к ней
Паяльная паста представляет собой смесь флюса, смазки и порошка припоя, которая перемешана механическим способом. Ее часто используют, когда подбирают способы как припаять без паяльника какую-либо вещь. Производители выпускают пасты с добавлением серебра, что помогает проводить более сложные процессы спаивания, так как материал становится более податливым.
Использование паяльной пасты для пайки ПП труб
К основным требованиям к паяльной пасте относятся:
- Склеивающие свойства, которые помогают лучше скреплять детали;
- Быстрое расслаивание при использовании, но при этом она не должна окисляться;
- Паста должна сохранять деформацию и при этом быть вязкой;
- Она не должна оказывать никакого влияния на технические свойства материала, который спаивается;
- После нанесения паста не должна оставлять несмываемых остатков;
- Она должна отмываться обыкновенными растворителями;
- Не растекаться за границы ее нанесения.
Использование паяльной ленты для пайки труб
Паяльная лента часто используется для монтажа проводки. Ее широко применяют в бытовых условиях, так как это удобный и простой для использования способ как можно припаять без паяльника различные детали.
Паяльная лента для пайки
Чтобы спаять что-то при помощи такого способа нужно:
- Зачистить поверхность спаиваемых частей от лишних веществ;
- Обмотать место спайки паяльной лентой;
- После этого нужно нагреть место, где располагается лента до того состояния, когда припой начнет расплываться по поверхности;
- Дождаться пока все остынет и удалить оставшийся флюс.

Заключение
Существует несколько весьма эффективных и проверенных способов, как запять без паяльника полипропиленовые трубы и прочие детали. Несмотря на наличие определенных недостатков, во многих случаях такие методики оказываются более приемлемыми, чем покупка паяльника. Некоторые специалисты используют их как основные способы спаивания, что особенно часто встречается в бытовой сфере.
5 распространенных ошибок при сварке растворителем
В следующем видео вы можете получить наши лучшие советы по созданию идеального сварного шва. Кроме того, обязательно избегайте распространенных ошибок, перечисленных ниже, чтобы получить наилучшие результаты.
1. Неправильный выбор цемента для работы
Убедитесь, что вы используете правильный цемент для работы в зависимости от материала трубы, размера трубы и условий работы. Если в вашем проекте используется труба из ХПВХ, обязательно используйте цемент из ХПВХ. Для трубных фитингов из ПВХ используйте ПВХ-клей. Для трубных фитингов из АБС используйте цемент АБС. Если вы используете неправильный цемент, вы не создадите нужный сварной шов.
Если в вашем проекте используется труба из ХПВХ, обязательно используйте цемент из ХПВХ. Для трубных фитингов из ПВХ используйте ПВХ-клей. Для трубных фитингов из АБС используйте цемент АБС. Если вы используете неправильный цемент, вы не создадите нужный сварной шов.
Цементы на растворителях также следует выбирать в зависимости от размера трубы. Чем больше труба, тем более густая вязкость вам нужна. Например, если ваша труба имеет диаметр 6 дюймов, вы можете использовать цемент средней плотности, но если ваша труба имеет диаметр 8 дюймов, вам следует использовать цемент высокой плотности. Вы можете найти максимальный рекомендуемый размер трубы, указанный на банке с цементом. Наконец, убедитесь, что ваш цемент соответствует условиям рабочей площадки. Если вы знаете, что будете работать при температуре ниже 40°F, выберите цемент, состав которого полностью затвердевает при таких температурах, например, всепогодный цемент Oatey, одобренный для применения при температурах до -15°F. Точно так же, если вы будете работать во влажных или влажных условиях, важно выбрать цемент, который разработан для отверждения во влажных условиях, например, Oatey Rain-R-Shine или один из наших цементов с добавлением лавы. Вы также должны учитывать, работаете ли вы с системой питьевой воды или безнапорной системой DWV, и выбрать правильный цемент для этого приложения.
2. Неправильная подготовка трубы
Надлежащая подготовка трубы перед выполнением сварки растворителем помогает снизить вероятность отказа. Чтобы правильно подготовить трубу, необходимо:
- Отрезать трубу под прямым углом – это обеспечивает максимальную площадь поверхности для создания сплавления и прочности соединения, обеспечивая прочное соединение.
- Удаление заусенцев с трубы — если не удалить заусенцы с трубы, кусочки пластика могут вырваться и перемещаться по системе, что может привести к засорению таких элементов, как аэраторы. Заусенцы также могут улавливать определенные типы мусора, что в конечном итоге может привести к блокировке системы DWV.
- Снятие фаски на трубе. Если не снять фаску с трубы или не скосить наружную кромку, острые кромки могут соскребать цемент со стенок фитинга при вставке трубы. Это потенциально может привести к блокировке или утечкам.
- Очистите трубу — убедитесь, что на ней нет грязи или жира, которые могут помешать прилипанию цемента к трубе и уменьшить его способность обеспечивать надлежащее сплавление и прочность соединения или царапать внутреннюю часть фитинга, создавая пути утечки.
- Проверка посадки с натягом. Прежде чем наносить грунтовку или цемент на трубу или фитинг, убедитесь, что сопротивление на 1/3–2/3 ступицы фитинга обеспечивает хорошую посадку с натягом. Фитинги слегка сужаются и предназначены для очень плотного прилегания друг к другу. Если труба и фитинг не подходят друг другу, это может привести к слабому соединению, отслоению трубы или плохому соединению.
3. Пропуск грунтовки* или ее неправильное нанесение
Грунтовка должна использоваться для создания сварного шва на трубах из ПВХ и ХПВХ. Растворители в грунтовке смягчают трубы и фитинги, делая их более пористыми и позволяя цементу образовывать более прочную связь. Нанося грунтовку, убедитесь, что вы наносите ее агрессивно на фитинг, трубу и фитинг еще раз, обязательно повторно погружая его между каждым нанесением. После того, как вы загрунтовали трубу и фитинг, у вас есть 5 минут, чтобы нанести цемент и закончить соединение. Слишком долгое ожидание повлияет на создание хорошего сварного шва.
*Труба из АБС является исключением; никогда не используйте грунтовку для труб из АБС.
4. Не дожидаясь соответствующего времени схватывания и отверждения
После сборки соединения его следует оставить в покое на рекомендуемый период времени. Время схватывания — это количество времени, необходимое для того, чтобы соединение достигло необходимой прочности, чтобы соединение не нарушалось при небольших движениях.
Время отверждения зависит от материала трубы, размера трубы, температуры окружающей среды и влажности. Во влажных зонах подождите 50 % дополнительного времени для полного отверждения сварного шва.
Просмотрите наш обзорный документ для получения дополнительной информации обо всех наших цементных предложениях и времени их отверждения/схватывания. Вы также можете ознакомиться с нашими полными инструкциями по сварке растворителем с использованием цементов Oatey.
5. Недостаточный поток воздуха
По той же причине, по которой вам нужно ждать соответствующего времени отверждения для вашего проекта, в водопроводной системе, где вы завершаете сварку растворителем, должен быть поток воздуха. Без надлежащего воздушного потока растворитель не сможет испариться. Это может привести к выходу из строя трубы или соединения, поскольку растворители продолжают размягчать поверхности труб и фитингов.
Наши советы по созданию идеального сварного шва с использованием растворителя и знания о том, как избежать распространенных ошибок, помогут вам создать долговечные и герметичные соединения.
Соединение труб и фитингов из ПВХ с помощью сварки растворителем
Заинтересованы в локальных системах?
Получайте статьи, новости и видео о системах Onsite прямо в свой почтовый ящик! Войти Сейчас.
Локальные системы + Получать оповещения
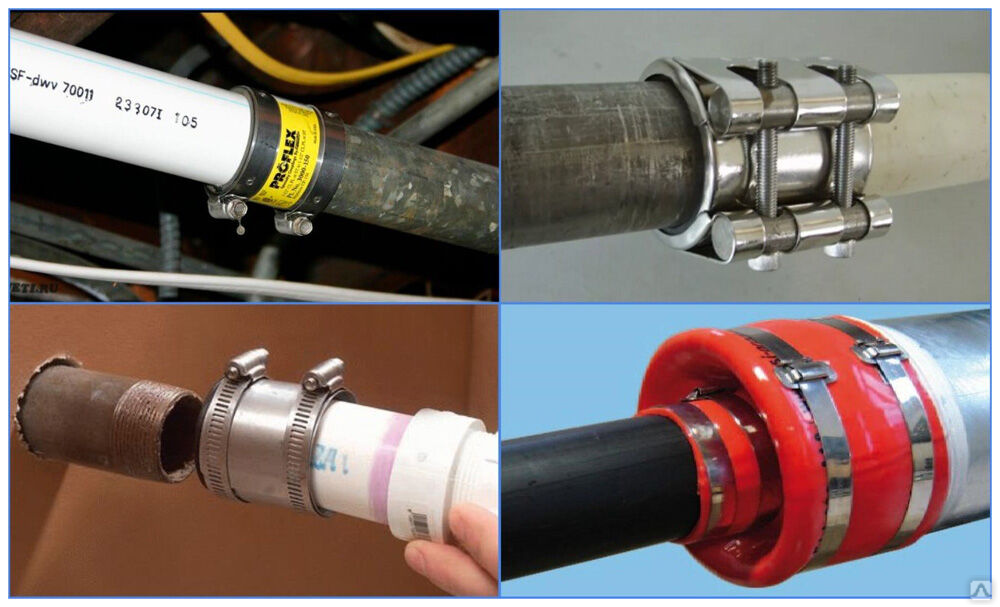
Сварка растворителем, резьбовые соединения, механические соединения и прокладки являются наиболее распространенными методами соединения труб из ПВХ. Для применений в септическом мире наиболее распространены сварные швы с скользящими соединениями. Эти сварные швы с растворителем называются «склеенными», а растворитель — «клеем».
Растворители (грунтовка ПВХ и цемент) выделяют сильные органические пары, поэтому всегда работайте в хорошо проветриваемом помещении. Цемент и грунтовку следует хранить с закрытой крышкой, вдали от источников тепла и открытого огня. Клей следует использовать в течение одного года с даты, указанной на упаковке. Самое главное, необходимо соблюдать все рекомендации производителя.
Существует несколько ключевых моментов, которые следует учитывать при сварке соединений из ПВХ с помощью растворителя:
- Крайне важно, чтобы внешние и внутренние соединяемые поверхности были чистыми и сухими. Если влажных условий избежать не удается, производители предлагают растворители, которые можно использовать под дождем.
- Перед грунтованием и склеиванием необходимо проверить посадку соединения. Если вы допустили ошибку при измерении или если фитинг имеет некруглую форму, проверка соединения позволит сэкономить на покупке фитингов на замену.
- Очиститель ПВХ и грунтовка не взаимозаменяемы. Очиститель используется для удаления производственных смазок и грязи с труб и фитингов. Грунтовки — это растворители, которые используются для размягчения труб и фитингов перед нанесением цемента. Подходящая грунтовка проникает в поверхность и смягчает ее быстрее, чем цемент. Нет замены грунтовке. Многие местные строительные органы указывают фиолетовую грунтовку как средство обеспечения ее использования. Не используйте воду, бензин или любые другие заменители для грунтовки ПВХ-поверхностей.
На рынке представлено множество различных типов грунтовок и клеев. Отличаются они в основном вязкостью. Важно убедиться, что грунтовка и клей подходят для типа трубы, размера и температуры воздуха. Грунтовку и клей ни в коем случае нельзя корректировать или разбавлять. Если они стали желеобразными или их вязкость изменилась, их следует выбросить. Прочтите предупреждающие этикетки и примите необходимые меры предосторожности, такие как средства защиты глаз и кожи.
Грунтовка должна быть нанесена на раструб фитинга и конец трубы, следя за тем, чтобы грунтовка не скапливалась внутри раструба. Необходимо дать время для размягчения поверхности. Количество грунтовки и времени может потребоваться увеличить при низких температурах.
Существуют различные аппликаторы для грунтовки и клея. Дауберы обычно предоставляются поставщиком и могут использоваться на трубах меньшего диаметра. Щетки с натуральной щетиной можно использовать на трубах любого диаметра. Ролики обычно используются для диаметра 4 дюйма и больше. Как правило, выбирайте аппликатор размером не менее половины диаметра трубки.
Для эффективной сварки растворителем нанесите достаточное количество клея, чтобы заполнить зазор между трубой и фитингом. Грунтовка и клей растворяют две поверхности. Когда труба вставляется в фитинг, две поверхности смешиваются и становятся одной по мере испарения грунтовки и клея. Соединение укрепляется по мере затвердевания ПВХ, поэтому необходимо дать ему полностью затвердеть, чтобы достичь полной прочности.
Важно использовать правильный тип клея. Внимательно прочитайте этикетку, так как неправильный клей может расплавить трубу. Нанесите кистью слой клея с рейтингом ASTM, такого как АБС, ПВХ или стирол, который соответствует типу используемой трубы и фитинга. По мере увеличения толщины стенки трубы требуется более вязкий клей. Клей необходимо нанести как на внутреннюю часть фитинга, так и на внешнюю часть трубы. Используйте правильное количество клея на внутренней стороне фитинга, потому что избыток клея будет выталкиваться внутрь фитинга при вставке трубы. Не допускайте, чтобы цемент скапливался или стекал внутрь фитинга. Детали должны быть собраны быстро, пока цемент еще влажный. Если он высохнет до того, как вы соедините детали, вам придется повторно нанести клей.
Полностью вставьте трубу в фитинг, повернув ее на четверть оборота для равномерного распределения клея. Изгиб разбивает линии вставки и помогает распределить клей. Соединение необходимо крепко удерживать в течение 15–30 секунд, чтобы соединение не расползлось, а клей начал затвердевать. Сотрите излишки клея, которые образуются на внешней стороне соединения, чтобы излишки клея не продолжали растворять трубу.
Соединение нельзя трогать, пока оно не схватится. Время, необходимое шву для первоначального схватывания, зависит от температуры и влажности воздуха. Обязательно используйте грунтовку и цемент, соответствующие погодным условиям. В приведенной ниже таблице указано рекомендуемое время начальной установки.
Соединение не следует подвергать испытанию давлением, пока оно полностью не затвердеет. Точное время отверждения зависит от температуры, влажности и размера трубы. В таблице ниже указано рекомендуемое время отверждения.
Об авторе: Сара Хегер, доктор философии, исследователь и преподаватель программы очистки сточных вод на месте в Центре водных ресурсов Университета Миннесоты, где она также получила степень в области сельского хозяйства и биосистем. инженерия и наука о водных ресурсах. Она выступает на многих местных и национальных учебных мероприятиях по проектированию, установке и управлению септическими системами и связанным с ними исследованиям. Хегер является избранным президентом Национальной ассоциации по переработке сточных вод на местах и входит в состав Международного комитета NSF по системам очистки сточных вод. Задайте Heger вопросы о проектировании, установке, обслуживании и эксплуатации септических систем, отправив электронное письмо по адресу kim.