Сварка чугуна: технологии и особенности металла
Содержание:
- Виды чугуна
- Характеристика сплава
- Способы сварки
- Правильная подготовка чугуна к сварке
- Как сваривать электросваркой
- Сварка полуавтоматом
- Сварка аргоном
- Газовая сварка
- Сварка инвертором
- Интересное видео
Чугун является прочным металлическим сплавом, который состоит из двух видов металла — железа и углерода. Сплав используется практически во всех сферах жизни, из него делают батареи, сантехнические устройства, посуду, а также оградительные конструкции, детали для автомобилей и станочного оборудования.
Но при изготовлении различных конструкций, требуется знать, как выполняется сварка чугуна, потому что именно от соблюдений важных принципов будет зависеть прочность и износостойкость готового изделия.
Виды чугуна
Перед тем как проводить сварку чугуна в домашних условиях, стоит внимательно рассмотреть разновидности сплава. Виды могут отличаться по степени прочности, тугоплавкости, по степени свариваемости.
Ниже в таблице описаны основные разновидности чугуна.
| Вид | Особенности |
| Белый | В составе белого чугуна весь имеющийся углерод присутствует в форме цементита. Расцветка излома светлая. Этот вид сплава обладает высокой прочностью, по этой причине он подвергается обрабатыванию режущими инструментами. Он используется в виде полупродукта при изготовлении ковкого чугуна. |
| Серый | Весь углерод или его часть присутствует в составе сплава в виде графита. При изломе обычно можно увидеть серый цвет. За счет того что серый чугун обладает высокими литейными качествами его применяют в качестве основного материала для литья. В отличие от белого чугуна достаточно хорошо поддается ковке. При изломе обычно можно увидеть серый цвет. За счет того что серый чугун обладает высокими литейными качествами его применяют в качестве основного материала для литья. В отличие от белого чугуна достаточно хорошо поддается ковке. |
| Ковкий | Эту разновидность получают при отливке и последующей обработке белого чугуна с образованием графита с хлопьевидной структурой. Данная разновидность сплава в основном используется для изготовления автомобилей, сельскохозяйственных машин, тракторов. |
| Половинчатый или отбеленный | В составе данного вида чугуна углерод может присутствовать в двух формах — в виде графита или цементита. Его применяют в качестве функционального материала для работы в условиях сухого трения, а также для производства деталей с высокой износостойкостью. |
| Высокопрочный | В данном виде сплава имеется шаровидный графит, которые образуется в процессе кристаллизации. Обычно его применяют для изготовления элементов с высокой ответственностью в машиностроении, а также для производства труб с высокой прочностью для водоснабжения, нефте- и газопроводов. Обычно его применяют для изготовления элементов с высокой ответственностью в машиностроении, а также для производства труб с высокой прочностью для водоснабжения, нефте- и газопроводов. |
Характеристика сплава
Процесс сварки чугунных деталей напрямую зависит от особенностей и свойств сплава. По сути, данный металл состоит из двух металлов — железа и углерода. Но если его сравнивать со сталью, то железа в нем выше практически на 2,14 %.
Как было указано выше в соответствии со составом чугун может быть разного вида — белый, серый, половинчатый, высокопрочный. Свойства каждого вида определяются составляющими компонентами.
Сварка по чугуну имеет некоторые сложности. Во время нее достаточно тяжело добиться высокой прочности сварного шва. Это происходит из-за наличия проблем из списка:
- из-за того, что чугун имеет неоднородную структуру, при сваривании шов может сильно растрескаться. Это происходит из-за влияния на него повышенной температуры дуги.
 В результате этого происходит отбеливание, изменение состава в области сваривания металла;
В результате этого происходит отбеливание, изменение состава в области сваривания металла; - сварочные работы по чугуну с применением высокотемпературного влияния электрической дуги вызывают выгорание части углерода из состава сплава. Все это может вызвать образование пор в составе сварного шва. В результате этого сильно снижается прочность сварного шва, ухудшаются характеристики качества;
- при расплавлении чугун приобретает сильно текучую структуру, что вызывает сложности при формировании нормального шва. Чем больше содержание в составе углерода, тем выше степень текучести сплава;
- во время сварки чугуна со сталью может появляться окись в шве, которая вызывает снижение прочности.
Вышеперечисленные особенности металла значительно осложняют процесс сварки по чугуну. Основная сложность состоит в том, что итог может быть не таким, какой его ожидают. Зачастую на поверхности сварного шва появляются поры и трещины при остывании сплава.
Для сварки не стоит применять чугун темно-серого или черного оттенка (в нем имеется высокое содержание графита). Данные разновидности сплавов не стоит варить дома, зачастую это вызывает растрескивание соединения и самой детали.
Данные разновидности сплавов не стоит варить дома, зачастую это вызывает растрескивание соединения и самой детали.
Способы сварки
Способы сварки чугуна могут выполняться по-разному. Все зависит от того, как будет подготовлен металл к самому процессу. В целом выделяют всего два способа сваривания — холодный и горячий.
Особенности холодной сварки
Технология сварки чугуна холодным способом достаточно легкая. Она не имеет сложностей и особых проблем, главное предварительно изучить ее важные особенности. Также нужно знать, чем сваривают чугун.
Сварка чугуна и стали обычно выполняется с использованием электродов, которые специально предназначены для этого вида сварочного процесса. Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна — фосфор, сера, марганец.
Холодная сварка чугуна с металлом имеет несколько важных особенностей, на которые стоит обратить внимание:
- она проводится электродами с небольшим размером диаметра, также весь процесс осуществляется на малом токе;
- холодная сварка чугуна электродом может проводиться в домашних условиях при маленьком объеме работ, а также если нет возможности для выполнения подогрева деталей;
- холодная сварка может быть проведена стальными электродами при условии, если на швы не будет оказываться нагрузка на растяжение.

После сваривания нельзя проводить зачистку шва, это связано с его высоким растрескиванием. Слишком быстрое остывание может привести к появлению белого чугуна в области рядом со сварным швом. В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
Особенности горячей сварки
Горячая сварка чугуна является наиболее подходящим методом сваривания в домашних условиях. Во время подогрева сварной шов получается с хорошим качеством, потому что во время этого процесса не возникает отбеливаний металла, а также его закалки.
Горячая сварка стали с чугуном может разделяться на два подвида — местная (частичное прогревание) и общая (полный прогрев всей детали). Для прогревания обычно применяется специальная печь, в которой деталь прогревается равномерно со всех сторон.
Помимо этого выделяют несколько вариантов степени прогрева, которые зависят от показателя температуры:
- горячее прогревание, при котором прогрев происходит под температурой от 500 до 600 градусов Цельсия;
- полугорячее прогревание при температуре от 300 до 400 градусов Цельсия;
- теплое прогревание от 150 до 200 градусов Цельсия.

Технология горячей сварки состоит в нагревании детали до требуемой температуры, которое производится перед началом сваривания, а затем производится медленное охлаждение после завершения процесса.
При нагревании температура не должна быть выше 600-650 градусов Цельсия, в противном случае это может привести к изменению структуры чугуна. Он может стать хрупким, в сварном шве могут образоваться трещины, поры. Обязательно должен соблюдаться неспешный прогрев с выдерживанием скорости до 150 градусов в час.
Процесс охлаждения также должен производиться не слишком быстро. Лучшим вариантом будет деталь оставить в печи, в которой и осуществлялось нагревание. В ней будет медленно происходить остывание.
Правильная подготовка чугуна к сварке
Подготовка чугуна к сварке должна проводиться в обязательном порядке, именно от нее зависит качество готового шва, его прочность, износостойкость. Если этот процесс будет выполнен правильно, то он предотвратить хрупкость и пористость структуры материала, а также устранить возможные дефекты.
Подготовка должна состоять из следующих действий:
- распиливание трещин. Зачастую трещины в чугуне обладают тонкой и глубокой структурой. Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание;
- просверливание краев. При визуальном осмотре детали из чугуна невозможно увидеть точное окончание глубины трещин. По этой причине прежде чем начать сваривание трещины, стоит по ее краям просверлить небольшие отверстия. Отступать от видимого конца разлома требуется на расстояние 5 мм. Если выполнить просверливание краев, то это обеспечит хорошее заполнение металлом внутреннее пространство, а также защитить от продолжения раскола;
- выполнение разделки кромок.

- проведение подформовки. При сваривании тонкого изделия из чугунного сплава повышается вероятность протекания жидкого металла. По этой причине в этих случаях под изделие требуется подкладывать подкладку из графита, это позволит поддержать прогретую область и сохранит первоначальную форму элемента.
Как сваривать электросваркой
Перед тем как начать сваривание с использованием электродов обязательно нужно внимательно изучить особенности сварки чугуна данного вида. В первую очередь требуется подобрать правильные электроды и специальное оборудование. Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
В первую очередь требуется подобрать правильные электроды и специальное оборудование. Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
Повышение хрупкости связано с тем, что в период проведения сварочных работ сплав на сплав из чугуна оказывается высокая закалка. По этой причине сварка электродами котла чугунного и других деталей в промышленных условиях имеет существенные отличия по сравнению с обычной обработкой других изделий. Во время нее требуется проводить нагревание материала до температуры почти 600-650 градусов Цельсия.
Обычно при электросварке используются два вида электродов:
- ОЗЧ-2. Электроды данный модели имеют стержень из медного металла, который покрыт специальным составом с содержанием графита;
- МНЧ-2. Для стержня электродов данного вида применяются разные виды металлов — никель, медь, марганец и железо. Данная модель является самым подходящим вариантом для электросварки чугуна, но она имеет высокую стоимость.

Особенности сварки чугунных деталей с использованием электродов:
- во время электросварки холодным методом необходимо соблюдать определенный темп наложения швов;
- требуется контролирование проведения процесса сваривания, это поможет избежать перегревания поверхности выше установленных показателей;
- сварщик должен производить работы «вразброс», небольшими частями. При этом обязательно должна выполняться проковка и делаться перерывы;
- в связи с тем, что главная особенность чугуна состоит в том, что он достаточно медленно остывает, поэтому чтобы заварить деталь из чугуна может потребоваться некоторый период времени;
- если восстанавливаются дефекты небольшого размера, то дополнительно может потребоваться подложка из графита, это предотвратит вытекание металла.
Сварка полуавтоматом
Сварка чугуна полуавтоматом выполняется достаточно просто, главное внимательно изучить все действия. Обязательным условием для процесса является подготовка детали из чугуна, именно от подготовки будет зависеть показатель прочности сварного шва. Также потребуется специальная проволока для сварки полуавтоматом чугуна.
Также потребуется специальная проволока для сварки полуавтоматом чугуна.
Чтобы правильно выполнить сварку чугуна полуавтоматом, нужно рассмотреть правильную технологию. Обычно данный метод производиться при помощи трех способов сварки:
- холодная сварка чугуна с использованием сварочной проволоки по чугуну ПП АНЧ-1. Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва;
- полугорячая сварка чугуна полуавтоматом обычной проволокой применяется для сваривания более сложных участков. К примеру, ее используют при установке заплатки на канализационных трубах. Уровень температуры нагревания составляет около 350 градусов Цельсия. Для полугорячей сварки подходит проволока для сварки чугуна ПП АНЧ-2.
 Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение;
Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение; - горячая сварка применяется для изготовления сварных швов с высокой прочностью, которые обладают повышенными качествами на изгиб и излом. Во время него применяется проволока сварочная для чугуна ПП АНЧ-3. Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.
Сварка аргоном
Сварку чугуна аргоном используют многие начинающие сварщики по совету опытных товарищей, часто прибегают к свариванию полуавтоматом в аргоновой среде. Этот метод не оправдывает себя для изделий из чугунных сплавов. Соединение получается как на воздухе с подогревом, но при этом сильно возрастают затраты.
Технология сварки чугуна и стали аргоном обычно предусматривает наличие нейтральной среды. Конечно, в атмосферной среде шов можно получить, но при этом сильно ухудшится его качество. При осуществлении сварки в данной среде в соединении могут образоваться микротрещины, а также будет наблюдаться неравномерная закалка.
При осуществлении сварки в данной среде в соединении могут образоваться микротрещины, а также будет наблюдаться неравномерная закалка.
Если дополнительно к сварке подать инертный газ аргон, то химический состав в сварочной ванне никак не поменяется. Если применяется аргон, совсем не имеет значения способ сварки. Качество сварных швов получается одинаково хорошее при любом соединении деталей — встык, внахлест, заплатка.
TIG сварка чугуна с использованием аргона считается самым оптимальным вариантом, который позволяет сделать прочный шов. При помощи газа можно варить практически любые сочетания. Если же имеются некоторые сложности с приобретением аргона, то лучше оставить его для соединения чугуна и стали.
Газовая сварка
Газовая сварка чугуна в основном применяется в случаях, когда требуется получение высокопрочного сварного шва, но при условии соблюдения небольшого провара поверхности основного металла. При этом технология газовой сварки чугуна сопровождается применением нескольких режимов наложения шва, от которых будет зависеть качество итогового соединения.
На показатель качества сварного соединения оказывают влияние следующие составляющие:
- виды режимов подаваемого напряжения;
- вид техники накладываемого сварного соединения;
- показатель силы тока;
- скорость прохождения.
Как сварить чугун и сталь дуговой газовой сваркой, чтобы в итоге получить соединение с высокой прочностью без трещин, пор и других дефектов? Для этого требуется соблюдать некоторые требования во время рабочего процесса:
- показатель напряжения дуги должен быть от 18 до 21 В;
- сила тока — 100-120 А;
- скорость прохождения не больше 12 м в час;
- сварные работы должны выполняться с использованием специальных сварных проволок 09Г2СА или ПАНЧ 11 с размером диаметра 1 мм.
Сварка инвертором
Многие неопытные сварщики часто задаются вопросом можно ли сварить чугун и сталь инверторным сварочным аппаратом? Конечно можно, но предварительно следует провести подготовку. Процесс подготовки чугуна должен проводиться с учетом следующих рекомендаций:
- в первую очередь необходимая область зачищается болгаркой.
 Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;
Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку; - после того как будет проведена зачистка верхнего слоя до не окисленного металла требуется выполнить обезжиривание. Данный процесс может выполняться при помощи бензина или любого другого растворителя;
- если требуется заделать трещину, то ее нужно расчистить до полного окончания. После этого в этом месте необходимо просверлить отверстие с размером диаметра 10 мм.
Сварка чугуна инвертором может осуществляться послойно и с использованием опорных элементов — шпилек. Они полностью состоят из стали. Применение данных опорных элементов должно сопровождаться с учетом важных требований:
- размеры данных элементов должны быть точными, их размер диаметра не должен быть больше 40 % от толщины чугуна;
- показатель выступа шпильки над металлом составляет не более 4-6 мм;
- расстояние между ними не должно превышать 6 мм;
- количество используемых шпилек должно зависеть от параметров соединения, но их не должно быть больше 25 % от площади излома.

Также могут применяться электроды, но они должны быть специальными. Проводить заваривание чугуна обычными электродами не рекомендуется. Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Как проводится
Как сваривать чугун при помощи инвертора, чтобы получить хороший и качественный сварной шов? Для этого потребуется изучить важные рекомендации:
- полярность подключения должна быть обратная;
- работа сварочного аппарата должна осуществляться на минимальной мощности, она должна соответствовать толщине чугунного элемента;
- размер длины одного непрерывного сварочного шва не должна быть больше 3-5 сантиметров;
- не должно быть перегревания металла, которое может возникнуть в результате частых перерывов;
- первый и последний слой при многослойном сваривании должен проковываться молотком с небольшим усилием.
Сам процесс сварки может быть многослойным или с использованием шпилек. После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
Многослойная сварка выполняется с использованием электродов. После наплавления первого слоя проводится ковка молотком, она должна делаться на горячую. Если есть доступ к обратной стороне изделия, то также накладывается слой на ней, а затем он проковывается. В конце накладывают следующие слои металла.
Прежде чем ответить на вопрос варится ли сваркой чугун, стоит рассмотреть главные особенности данного сплава. Именно от его вида и структуры зависит выбор определенного вида сварки. Для него могут применяться разные виды сварок — электросварка, полуавтоматом, газовая, аргоном, инвертором. Но чтобы процесс был успешным, требуется провести предварительную подготовку чугуна и стали.
Интересное видео
Как варить чугун | Особенности сварки чугуна
Сваривать чугун очень сложно, и далеко не каждый специалист берется за эту работу. Тем не менее, выполнить ее можно даже в домашних условиях. Особенности процесса, требования к подготовке, выбор расходных материалов – об этом и многом другом идет речь в статье.
СОДЕРЖАНИЕ
- Чугун как материал
- Особенности сварки чугуна
- Подготовка
- Технология сварки по чугуну
- Горячая
- Полугорячая
- Холодная
- Способы сварки чугуна
- Ручная дуговая сварка
- Неплавящимися электродами
- Холодная, полугорячая и автоматическая
- Аргонодуговая
- Газовая
- Электрошлаковая (ЭШС)
- Лазерная
- Контактная
- Плазменная пайка
- Многослойная сварка по технологии отжигающих валиков
- Сварка чугуна с применением стальных шпилек
- Работа инвертором в импульсном режиме
- Наплавка чугуна
- Как варить чугун электросваркой/электродом в домашних условиях
- Чем варить чугун
- Преимущества и недостатки ручной сварки чугуна
- Техника безопасности
Чугун как материал является сплавом углерода и железа. Помимо основных в составе содержатся и дополнительные компоненты – легирующие добавки. Данная смесь является сложной для выполнения сварочных работ. Но несмотря на специфику, их можно выполнить даже в домашних условиях. Существуют методы, позволяющие исправить дефекты литья, изношенность или разрушение частей чугунной конструкции. Больше того, чугун можно соединять со стальными деталями.
Помимо основных в составе содержатся и дополнительные компоненты – легирующие добавки. Данная смесь является сложной для выполнения сварочных работ. Но несмотря на специфику, их можно выполнить даже в домашних условиях. Существуют методы, позволяющие исправить дефекты литья, изношенность или разрушение частей чугунной конструкции. Больше того, чугун можно соединять со стальными деталями.
Чугун как материал
Чугун делится на два вида. Более светлый принято называть белым: на изломе он имеет светло-серый почти что белый цвет. Углерод в его составе представлен в виде цеменита. Такой материал характеризуется высокой хрупкостью и не поддается механической обработке. Он редко применятся для производства разного рода продукции и не подлежит сварке.
После дополнительной обработки белого чугуна, а именно – длительного плавления при температуре 1000 градусов Цельсия – получается другой вид чугуна – серый. В отличие от первого продукт более технологичен, может подвергаться механической обработке и сварке. Он используется для производства широкого ассортимента деталей, устойчивых к вибрации и механическим нагрузкам. Ковкий чугун востребован в производстве сельхозтехники, машин, станков, судов и множества иного оборудования.
Он используется для производства широкого ассортимента деталей, устойчивых к вибрации и механическим нагрузкам. Ковкий чугун востребован в производстве сельхозтехники, машин, станков, судов и множества иного оборудования.
| Вид чугуна | Содержание углерода | Форма углерода | Свойства | Маркировка |
|---|---|---|---|---|
| серый | 3,2-3,5 | Пластинчатый графит | Малая усадка, хорошо льется, высокая текучесть в расплавленном состоянии | СЧ-10 СЧ-35 |
| белый | 2,14-6,67 | Цементит (карбид железа) | Твердость, хрупкость, большая усадка, не поддается механической обработке | |
| ковкий | 2,4-3,0 | Хлопьевидный графит | Пластичность, хорошие механические свойства, устойчивость к коррозии | КЧ33-8 |
| высокопрочный | 3,2-3,8 | Шаровидный графит | Жидкотекучесть, почти не образует горячих трещин малая усадка | ВЧ60-2 |
Если в состав ковкого вида материала ввести определенное количество легирующих добавок, то получится высокопрочный чугун. Материал применяется в производстве труб высокого давления, ответственных деталей для автомобильной промышленности и машиностроения. На изломе цвет такого чугуна будет иметь серебристо-серый оттенок. Углерод в его составе представлен графитом. Этот тип широко используется в качестве конструкционного материала, обрабатывается режущим токарным инструментом, обладает износостойкостью, отличными литейными показателями, устойчивостью к вибрациям.
Материал применяется в производстве труб высокого давления, ответственных деталей для автомобильной промышленности и машиностроения. На изломе цвет такого чугуна будет иметь серебристо-серый оттенок. Углерод в его составе представлен графитом. Этот тип широко используется в качестве конструкционного материала, обрабатывается режущим токарным инструментом, обладает износостойкостью, отличными литейными показателями, устойчивостью к вибрациям.
Особенности сварки чугуна
Материал наделен специфическими свойствами, которые оказывают влияние на процесс чарки. Основные из них:
- Быстрое остывание влечет за собой так называемый эффект отбеливания. На поверхности образуется тонкая пленка белого чугуна непригодного к механической обработке из-за высокой хрупкости.
- Неверная установка температурного режима, из-за чего возле шва образуется множество микротрещин.
- Во время сварки в ванночке образуется большое количество газов, что может привести к повышенной пористости сварного соединения.

- Чугун обладает высокой текучестью, что усложняет образование сварочного шва, поскольку расплав такой консистенции быстро вытекает из ванны.
- Большая теплоемкость металла, из-за чего он прогревается и охлаждается неравномерно. В сочетании с хрупкостью «разнобой» температур приводит к образованию трещин.
- Окисления кремния инициирует образование тугоплавких оксидов. В результате образуются непровары.
Несмотря на приличный список трудностей сварка чугуна является востребованным и весьма распространенным способом ремонта, а также изготовления новых сварно-литых изделий. Но сварщикам необходимо тщательно анализировать исходные данные, внимательно подбирать способ и расходники для сварки. От этого зависит и качество будущего сварного соединения, и комфорт во время выполнения работ.
Подготовка
От того, насколько грамотно будут выполнены подготовительные работы, во многом зависит наличие или отсутствие дефектов. Трещины в чугуне отличаются тонкой и глубокой структурой. Чтобы избавиться от них, необходимо разделать кромки на всю глубину. Для этих целей можно прибегнуть к простым механическим методам – шлифование или вырубка, а можно использовать термическую обработку – дуговую или кислородную резку.
Чтобы избавиться от них, необходимо разделать кромки на всю глубину. Для этих целей можно прибегнуть к простым механическим методам – шлифование или вырубка, а можно использовать термическую обработку – дуговую или кислородную резку.
По длине разделка должна быть больше видимой части трещины примерно на 5 миллиметров по каждой из сторон. Ближе к краю разделочная канавка должна становиться мельче с тем, чтобы в конечном итоге выйти вровень с поверхностью заготовки. По глубине разделка сквозных дефектов делается на 1-2 мм меньше от толщины стенок изделия. Относительно несквозных трещин, то здесь наоборот: разделка должна превышать трещину по глубине на 1-2 мм как минимум.
Грамотная разделка кромок позволяет исключить перекалку чугуна. Если все сделать правильно, то металл будет прогреваться равномерно по всему участку. Для этого нужно следить, чтобы скос кромок был ровно 45 градусов. Важно, чтобы кромки были лишены острых углов. Поверхность зачищать желательно наждачной бумагой, пескоструйным аппаратом, болгаркой или же обычной щеткой по металлу. Если некоторые загрязнения механическим путем удалить не получается, то можно прибегнуть к термической обработке.
Если некоторые загрязнения механическим путем удалить не получается, то можно прибегнуть к термической обработке.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Чугунные детали с тонкими стенками свариваются с помощью графитовых форм. Они служат в качестве подкладки. Благодаря такому приему, температура равномерно распределяется по всему объему и сохраняется первоначальная форма заготовки.
Технология сварки по чугуну
Существует две широко используемые технологии сварки чугунных деталей. Они разделяются в зависимости от температурного режима процесса, а также наличия или отсутствия предварительного прогрева заготовок.
Горячая
Способ разработан для промышленного производства. Для домашних мастерских он малопригоден, поскольку разогреть заготовки до температуры в 600-650 градусов Цельсия в гараже без специального оборудования не получится. Технология предварительного прогрева дает возможность исключить образование трещин в наплаве.
Важно обеспечить равномерный подогрев заготовок. Избежать разницы температуры основного изделия и сварочного шва принципиально важно. В противном случае высока вероятность разлома. Перед нагревом детали фиксируются в нужном положении. Это необходимо для того, чтобы избежать внутреннего напряжения, которое может привести к трещинам.
Не нужно перегревать заготовки. Если температуру предварительного прогрева довести до 750 градусов Цельсия, то чугун попросту начнет плавиться.
Полугорячая
Процесс полностью идентичен горячей предварительной подготовке. Разница заключается только в поддержании температурного режима. В данном случае заготовки прогреваются до температуры 400-450 градусов. Технология используется как на производстве, так и в небольших мастерских.
Холодная
Предварительный прогрев заготовок не требуется. Технология используется повсеместно, в том числе и в быту. Она оправдана в том случае, когда нет оборудования для предварительной подготовки, а соединения чугуна носит разовый или нерегулярный эпизодический характер. Качество сварного шва невысокое. Улучшить надежность сварного соединения удается путем использования специальных электродов.
Качество сварного шва невысокое. Улучшить надежность сварного соединения удается путем использования специальных электродов.
Способы сварки чугуна
Ручная дуговая сварка
Универсальный вариант, позволяющий работать со всеми технологиями соединения чугуна – горячей, полугорячей и холодной. Для каждого метода подбираются расходные материалы. Ручную дуговую сварку с предварительной подготовкой деталей выполняют в несколько этапов:
- подготовка стыка;
- нагрев заготовок;
- сварка;
- охлаждение.
Для соединения ковкого чугуна применяются электроды таких марок: ОЗЧ-2, МНЧ-2, ЦЧ-4, ОЗЧ-6. Серый чугун сваривается расходниками ОЗЧ-2, МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЖН-1 и ОЗЖН-2. Высокопрочные марки соединяются электродами ОЗЖН, МНЧ-2, ОЗЧ-3 и ОЗЧ-4. Сварочный шов формируется при больших настройках показателей силы тока непрерывным способом. Какие конкретно должны быть настройки силы тока зависит от марки электрода.
Какие конкретно должны быть настройки силы тока зависит от марки электрода.
Недостатки технологии:
- сварочный процесс является трудоемким;
- равномерно нагреть рабочую зону достаточно сложно;
- для выполнения работы требуется много времени;
- необходимое для сварки оборудование стоит дорого.
В случаях, когда к качеству шва не предъявляются строгие требования, можно прибегнуть к технологии полугорячего или даже холодного сваривания чугуна. Электроды можно выбрать обычные стальные. Если есть возможность, то лучше использовать электроды чугунные с медной и никелевой основой.
Неплавящимися электродами
Используется широкий спектр расходных материалов – вольфрамовые, графитовые, угольные. Для присадки подходят специальные прутки, в состав которых входит никель, медь, алюминий и другие металлы. Зона формирования шва защищается посредством инертных газов. Чаще всего используется аргон или же флюс на основе буры. Касательно технологии, то оптимальным вариантом является AC TIG – выполнение сварочных работ вольфрамовыми электродами в защитной среде от источника переменного тока.
Касательно технологии, то оптимальным вариантом является AC TIG – выполнение сварочных работ вольфрамовыми электродами в защитной среде от источника переменного тока.
Холодная, полугорячая и автоматическая
Можно прибегнуть к технологии MIG (выполняется в среде защитного инертного газа) или MAG (в облаке активного газа). Процесс происходит следующим образом. В зону сварки подается проволока, где под воздействием высокой температуры она плавится и образует соединительный шов. Это происходит в защищенной среде, так как непрерывно подается инертный газ, изолирующий соединение от атмосферного воздуха.
Горячая сварка полуавтоматом применяется в случаях, когда необходимо сделать сварное соединение очень качественным, когда стык должен обладать хорошими показателями сопротивляемости на разлом и разрыв. Чтобы свести к минимуму количество микротрещин, охлаждать шов следует постепенно.
Технология полугорячей сварки применяется в тех ситуациях, когда шов в процессе эксплуатации будет испытывать сравнительно небольшие нагрузки. Холодная технология подходит, если не планируется нагрузка на сварное соединение.
Холодная технология подходит, если не планируется нагрузка на сварное соединение.
Полуавтоматическая сварка подразумевает непрерывную подачу расходного материала в рабочую зону. Это дает возможность сократить расход времени на выполнения работ. В случае соединения чугунных деталей посредством полуавтомата можно рассчитывать на хороший и посредственный результат.
Аргонодуговая
TIG-метод характеризуется сложностью сварочного процесса. В качестве защитного газа, обеспечивающего изоляцию рабочего пространства и отсекающего атмосферный воздух, является аргон. Оптимальный вариант присадочного материала – алюминиево-бронзовые или никелевые прутки. В случаях, когда сварное соединение в процессе эксплуатации будет подвергаться воздействию высокой температуры, то следует использовать никелевые присадки и вольфрамовые электроды.
Технология TIG требует от исполнителя соблюдения ряда требований:
- Перед сваркой заготовки нужно прогреть. Это позволит уменьшить количество трещин.

- Выбирается переменный ток небольшой величины.
- Чтобы исключить перегрев металла, соединять нужно короткими участками.
- Каждый из участков следует проковывать (простукивать молоточком), чтобы снять внутреннее напряжение чугуна.
- По окончанию работы сварочный шов должен остывать медленно.
Газовая
Важно равномерно прогреть заготовки перед началом работ. Поэтому подготовка занимает больше времени. Постепенный продолжительный нагрев снижает вероятность возникновения участков с белым налетом. Обработка кромок тоже требуется при условии, что их толщина превышает 4 миллиметра. Делается V-образный скос с углом раскрытия 90 градусов.
Присадочными материалами служат чугунные стержни. Важно правильно подобрать их толщину. Она высчитывается по следующему алгоритму. Толщину стенки заготовок нужно разделить пополам. Это и будет диаметр стержня. Он может отклоняться от полученного результата на 1 миллиметр в большую сторону. Помимо этого, нужно использовать флюс. Хорошо подходят марки ФСЧ-1, БМ-1, ФСЧ-2. Флюсом желательно покрыть присадку и плюс к этому добавить его в сварочную ванну. Материала должно быть в достатке, поскольку он выполняет ряд важных функций:
Помимо этого, нужно использовать флюс. Хорошо подходят марки ФСЧ-1, БМ-1, ФСЧ-2. Флюсом желательно покрыть присадку и плюс к этому добавить его в сварочную ванну. Материала должно быть в достатке, поскольку он выполняет ряд важных функций:
- защищает от окисления сварочную ванночку;
- повышает сплавляемость разнородных включений;
- тугоплавкие окислы переводятся в легкоплавкие шлаки;
- повышается текучесть расплава.
Сварочное пламя должно быть среднего уровня. Соединение выполняется в нижнем положении. Крупные заготовки обрабатываются горелками. Чтобы шов остывал медленней, его покрывают слоем асбеста.
Электрошлаковая (ЭШС)
Технология используется для соединения деталей из серого чугуна и дает возможность получить соединение с удовлетворительными показателями. При соблюдении требований технологического процесса исключается образование пор, трещин, отбеленных участков и ряда иных эффектов. Данный метод является оптимальным в случаях, когда требуется исправить дефекты чугунных отливок, то есть в ситуации, когда планируется наплавить большое количество металла. ЭШС востребована для производства массивных конструкций из высокопрочного чугуна. В качестве расходных материалов используются чугунное литье в виде пластин и флюсы.
ЭШС востребована для производства массивных конструкций из высокопрочного чугуна. В качестве расходных материалов используются чугунное литье в виде пластин и флюсы.
Лазерная
Безопасный метод для высококачественного сваривания чугуна. Технологи позволяет получить сварное соединение без трещин. Существует две ее разновидности:
- С индукционным нагревом. Заготовки могут нагреваться как предварительно, так и во время работы. При помощи термической обработки снимается внутреннее напряжение, понижается количество трещин; а наплав получается умеренно мягким, без избыточной твердости. Естественно, что и скорость выполнения работ значительно вырастает.
- С присадкой. Метод эффективен для соединения чугуна между собой и с конструкционной, закаленной, цементованной сталью. Способ используется в производстве корпусов разных агрегатов, осей, шестерен, прочих деталей и узлов в машиностроении и других отраслях промышленности.
Контактная
Оптимальный вариант для работы с трубами разного диаметра. Требуется предварительный нагрев и оплавление стыков соединяемых заготовок. В таком случае исключается образование закалочных структур. Сварные соединения отличаются высокой плотностью.
Требуется предварительный нагрев и оплавление стыков соединяемых заготовок. В таком случае исключается образование закалочных структур. Сварные соединения отличаются высокой плотностью.
Плазменная пайка
В структуре чугуна присутствует графит, затрудняющий адгезию между припоем и поверхностью материала. Его нужно убрать. Сделать это проще всего пескоструйным аппаратом. Далее поверхность при температуре 600-700 градусов Цельсия обрабатывается флюсом №№209 или 284. После этого кромки необходимо обезжирить ацетоном, растворителем либо щелочным раствором. Паять можно как паяльником, так и газовой горелкой с использованием хористоцинковых флюсов.
Для пайки при низких температурах подходят легкосплавные припои, в том числе и оловянно-свинцовые. Для высокотермического соединения подходят медны и серебряные припои.
Многослойная сварка по технологии отжигающих валиков
Способ используется для устранения трещин на деталях с тонкими стенками – до 8 миллиметров. Формируются валики последовательно с таким расчетом, чтобы каждый новый термически воздействовал на предыдущий слой. Тем самым уменьшается твердость наплава.
Тем самым уменьшается твердость наплава.
Предварительно трещина разделывается: V-образная обработка, угол раскрытия составляет 45 градусов. На каждую из кромок предварительно наваривают подготовительные валики, а на них – отжигающие. Валики накладываются небольшими участками длиной до 50 мм.
Каждый переход от одного участка к другому должен быть неспешным, чтобы металл успел остыть до температуры 50-60 градусов Цельсия. В это момент валики нужно проковывать и сбивать окалину. Подготовительные валики наносятся раньше, а, следовательно, лучше прогреваются и медленнее остывают. В закаленной части металл частично отпускается и нормализуется. Когда формирование валиков по обе стороны трещины завершено, то накладывается, собственно, сварной шов. Он тоже формируется такими же небольшими отрезками.
Сварка чугуна с применением стальных шпилек
Металл шва может отслаиваться, что делает зону плавления наиболее уязвимым местом. Чтобы более равномерно распределить нагрузку во время остывания и связанной с ним усадки, применяются так называемые «завертыши» — стальные шпильки. Если толщина стенок заготовки превышает 6 мм, то кромки предварительно срезаются под углом 45 градусов.
Если толщина стенок заготовки превышает 6 мм, то кромки предварительно срезаются под углом 45 градусов.
Потом насверливаются отверстия в шахматном порядке, в которые вкручиваются стальные шпильки. Они частично выступают на поверхности. По кругу завертыши обвариваются, после чего формируется слой наплава способом наложения отжигающих валиков. Особенность шва заключается в том, что большую часть механических нагрузок принимают на себя стальные шпильки, в то время как шов испытывает воздействия небольшой силы.
Работа инвертором в импульсном режиме
Суть метода заключается в том, что основной сварочный ток дополняется наложенными поверх него высокочастотными импульсами большей силы. Соотношение величины силы тока и длительности импульса регулируется в настройках аппарата и поддерживается автоматически. Технология способствует:
- улучшению качества и прочности сварного соединения;
- повышению уровня контроля дуги и управления процессом;
- повышается эффективность сварки;
- понижается вероятность прожога металла;
- шов получается аккуратным.

Чередование импульса и пауз заменяет необходимость выполнять сложные действия кончиком стержня. Метод не подходит для соединения деталей, которые будут испытывать вибрации, тряску и удары.
Наплавка чугуна
Выполняется работа электродами следующих марок:
- ОЗЖН-1. Подходя для устранения серьезных дефектов литья или обработки.
- МНЧ-2. Применяются для наплавки ответственных соединений. Предварительный нагрев поверхности не требуется.
- ОЗЧ-2. Наплавка серого и ковкого чугуна.
Работа газовой наплавки основана на тепловой энергии, которая выделяется в результате горения ацетилена, а также его заменителей, и кислорода. Расходными материалами служат флюсы и легкие прутки.
Как варить чугун электросваркой/электродом в домашних условиях
Небольшие дефекты ненагруженных соединений можно исправить самостоятельно. Если к качеству сварки не предъявляются требования прочности, а важна герметичность, то вполне можно прибегнуть к самой простой технологии – холодной сварки.
При таком способе соединения нельзя сильно повышать температуру в рабочей зоне. Поэтому шов формируется прерывистыми участками, длина которых не превышает 50 миллиметров. Время о времени необходимо делать перерывы, чтобы металл остыл до температуры 50 градусов. Тем самым понижается вероятность образования трещин.
Не допустить перегрева металла намного проще, если варить при постоянном токе, а электрод подключить к положительной клемме, то есть работать с обратной полярностью. Как дополнительный способ борьбы с перегревом – постоянное зигзагообразное перемещение кончика электрода.
Скорость движения электродом необходимо постоянно контролировать. Если двигать стержнем быстро, то будут образовываться непровары. Если же делать это слишком медленно, то можно перегреть и даже прожечь металл.
Чем варить чугун
Физико-химические особенности чугуна требуют внимательного отношения к выбору расходных материалов. Строение электрода очень простое – металлический стержень, покрытый специальным составом. Важно, чтобы стержень был выполнен из совместимого с чугуном металла. Покрытие стержня при нагревании выделяет газ, который служит защитной средой для зоны сварки.
Важно, чтобы стержень был выполнен из совместимого с чугуном металла. Покрытие стержня при нагревании выделяет газ, который служит защитной средой для зоны сварки.
| Диаметр электрода, мм | Толщина свариваемых деталей, мм | Сила сварочного тока, А |
|---|---|---|
| 2,5 | 2 | 65-80 |
| 3 | до 5 | 90-100 |
| 4 | 5 и более | 130-160 |
| 5 | от 10 до 13 | 180-220 |
В таблице приведены основные характеристики для сваривания заготовок в нижнем положении для чугунных электродов. Медно-никелевые расходники на 30% состоят из меди и на 65 – из никеля. Они используются, если не требуется прочный сварной шов. Качество соединения получается удовлетворительным, а сам шов поддается механической обработке.
Преимущества и недостатки ручной сварки чугуна
Достоинства:
- экономичность;
- можно выполнить работы без защитного газа;
- можно заварить конструкция в труднодоступных местах;
- мобильность;
- простота использования оборудования.

Недостатки:
- образование шлака в зоне шва;
- результат определяется умением специалиста;
- невысокая производительность;
- нет возможности автоматизировать отдельные операции.
Техника безопасности
Работа на производственном участке подразумевает обязательную аттестацию специалиста. Рабочее место в обязательном порядке должно быть оснащено системой приточно-вытяжной вентиляции. А также следует неукоснительно придерживаться основных правил, независимо от места работы – в цеху или домашней мастерской:
- для безопасности сварочный аппарат нужно заземлить;
- пользоваться средствами защиты – костюм, маска, одежда;
- сваривание чугуна в домашних условиях должно выполняться в хорошо освещенном и проветриваемом помещении;
- на рабочем месте должен присутствовать огнетушитель;
Новичкам желательно выполнять работы под присмотром опытного специалиста. Они поможет справиться с трудностями и добавит начинающему сварщику уверенности.
Они поможет справиться с трудностями и добавит начинающему сварщику уверенности.
Можно ли сваривать чугун со сталью? И как это сделать — WeldPundit
В то время как сталь является наиболее распространенным металлом для сварки, чугун — нет. Часто возникает вопрос, можно ли сваривать чугун со сталью, поскольку эти два металла совершенно разные.
Большинство типов чугуна можно сваривать со сталью с помощью соответствующих сварочных материалов и четко определенной процедуры, учитывающей их механические и химические различия. Однако соединение этих металлов вместе не рекомендуется для критических работ, поскольку они очень разные. Процедура похожа на обычную сварку чугуна, поскольку сваривать его труднее, чем сталь.
Сварка чугуна со сталью не рекомендуется для сварных швов, которые должны выдерживать сильные или частые механические или термические нагрузки.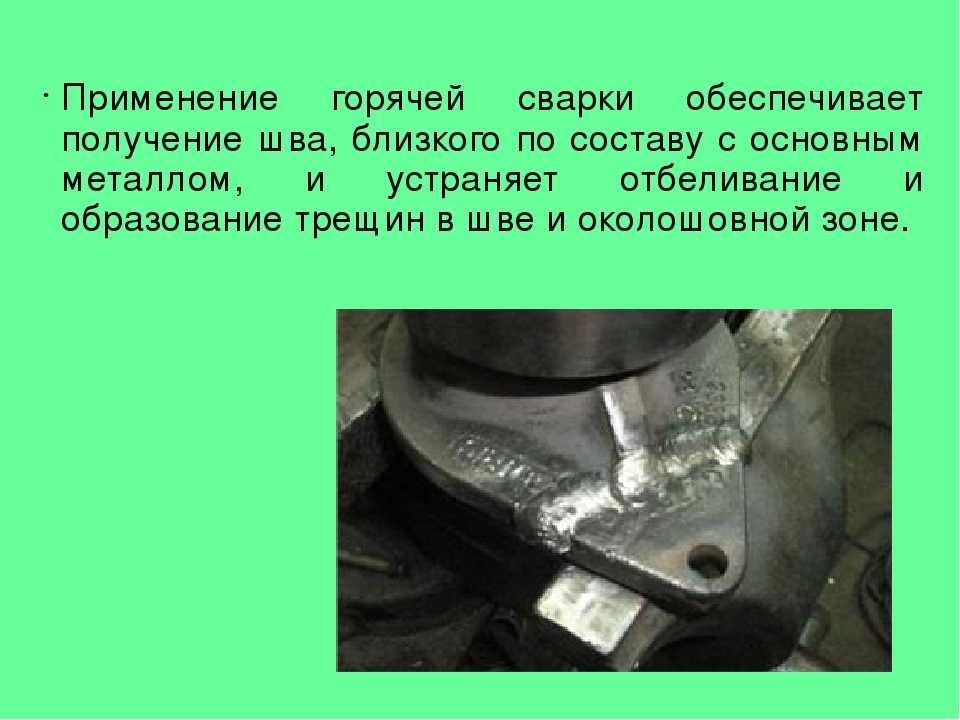 Но вы можете сваривать их для простых проектов, например, для ремонта простых отливок или изготовления каких-либо произведений искусства из этих материалов.
Но вы можете сваривать их для простых проектов, например, для ремонта простых отливок или изготовления каких-либо произведений искусства из этих материалов.
Если вы новичок в сварке чугуна, на Weldpundit есть статья о свариваемости чугуна для начинающих.
Содержание
- В чем разница между чугуном и сталью?
- Как лучше всего сваривать чугун со сталью?
- Можно ли использовать сварку MIG?
- Можно ли использовать сварку TIG?
- Как приварить чугун к стали?
- Альтернативный способ сварки чугуна со сталью
- Заключение
- Можно ли сваривать чугун с нержавеющей сталью?
- Можно ли сваривать чугун с оцинкованной сталью?
В чем разница между чугуном и сталью?
Основное различие между чугуном и сталью заключается в содержании углерода. Чугун имеет 1,7-4% углерода, а сталь 0,05-1,7%. Кроме того, чугун имеет большее количество кремния, а также большее количество примесей. Эти различия влияют на такие характеристики, как литейность, свариваемость, твердость, пластичность, температура плавления и скорость усадки.
Эти различия влияют на такие характеристики, как литейность, свариваемость, твердость, пластичность, температура плавления и скорость усадки.
1. Наиболее существенным отличием является содержание углерода
Углеродистые стали представляют собой простые сплавы. Их свариваемость зависит от того, сколько в них углерода:
- Наиболее распространенным типом стали является низкоуглеродистая или мягкая сталь . Он содержит всего 0,05-0,30% углерода и, безусловно, является самым легким металлом для сварки.
- После этого идет среднеуглеродистая сталь с содержанием углерода 0,30-0,50%, которую трудно сварить. Это потому, что при остывании он становится твердым и ломким и может треснуть. Во избежание растрескивания среднеуглеродистая сталь нуждается в предварительном нагреве.
- Далее следует высокоуглеродистая сталь с содержанием углерода 0,50-0,90%, которую очень трудно сваривать. Высокоуглеродистая сталь требует более высокого предварительного нагрева и дополнительной термической обработки после сварки, чтобы предотвратить ее хрупкость.

- Наконец, сталь с сверхвысоким уровнем содержания углерода 0,90-1,70% редко сваривается. Это потому, что он используется для закаленных инструментов и оборудования, а металлургические изменения, вызванные сварочным теплом, не позволят ему служить своей первоначальной цели.
Поскольку высокоуглеродистые стали очень трудно свариваются, легко понять, что чугун, который обычно содержит 3-3,5% углерода, исключительно трудно сваривается. Существует четыре основных типа чугуна:
- Серый чугун является наиболее распространенным. Он очень хрупок и почти не обладает пластичностью (эластичностью). Это делает серый чугун очень легко растрескивающимся, особенно когда он остывает. Чтобы избежать растрескивания, вы предварительно нагреваете отливку и предотвращаете ее быстрое охлаждение после сварки. Однако в некоторых случаях, упомянутых ниже, вы можете сваривать серый чугун без предварительного нагрева.
- Белый чугун слишком твердый и хрупкий и практически не поддается сварке.
 То же самое относится ко всем высоколегированным чугунам .
То же самое относится ко всем высоколегированным чугунам . - Ковкий чугун представлял собой белый чугун, который прошел термообработку и приобрел пластичность. По этой причине он поддается сварке с меньшей вероятностью растрескивания, чем серый чугун. Однако без дополнительной термической обработки тепло сварки сделает ковкий чугун более твердым и лишит пластичность зоны термического влияния (ЗТВ). ЗТВ – это область рядом со сварным соединением.
- Ковкий (или шаровидный) чугун приобретает пластичность за счет добавления легирующих элементов, таких как магний. Подобно ковкому чугуну, он имеет меньшую вероятность растрескивания, но теряет пластичность в ЗТВ.
Огромное количество углерода делает чугун хрупким еще до его сварки. В результате быстрое расширение, вызванное теплом сварки, может привести к его растрескиванию.
После сварки горячее железо становится еще тверже, по мере остывания становится еще более хрупким. Если он сжимается быстро, он треснет в нескольких точках.
Если он сжимается быстро, он треснет в нескольких точках.
Содержащийся в нем углерод также может мигрировать в металл сварного шва, делая его твердым и хрупким.
2. Их температура плавления также различается
Еще одно различие между двумя металлами заключается в их температуре плавления .
Чугун имеет более низкую температуру плавления 2200 °F (1205 °C). С другой стороны, углеродистая сталь плавится при температуре от 2600 ° F (1425 ° C) до 2800 ° F (1540 ° C) в зависимости от состава.
Эта разница огромна, и вы должны помнить об этом, когда будете сваривать эти металлы вместе.
3. Они имеют разное изменение объема при высоких температурах
Изменения объема при расширении и сжатии при сварке также различаются.
Серый чугун остается прежним, и если силы расширения или сжатия станут достаточно сильными, он сломается. Ковкий и ковкий чугун незначительно расширяется и сжимается. Это снизит риск взлома.
Это снизит риск взлома.
С другой стороны, сталь расширяется и сжимается гораздо сильнее, чем чугун. Эти движения добавят дополнительную нагрузку на чугунную сторону и увеличат вероятность растрескивания. Это основной недостаток стального компонента.
4. Чугун содержит много примесей
По своей природе чугун, особенно низкокачественные отливки, содержат различные примеси, такие как:
- Свободный углерод.
- Сера и фосфор.
- Масло и смазка.
- Песок.
- Воздушные зазоры.
Эти примеси смешиваются в луже и вызывают множество дефектов, таких как пористость и горячее растрескивание. Сталь намного чище по сравнению с ней.
Чугун также обладает более высокой износостойкостью, стойкостью к истиранию и коррозии. Он также может поглощать вибрации намного лучше, чем сталь.
Как лучше всего сваривать чугун со сталью?
Процесс сварки электродами (SMAW) в сочетании с никелевыми сварочными прутьями является лучшим процессом для сварки чугуна со сталью. Кроме того, надлежащий нагрев до и после сварки с последующим медленным охлаждением дает наилучшие шансы избежать растрескивания. Тем не менее, для легких работ можно обойтись без предварительного и послесварочного нагрева.
Кроме того, надлежащий нагрев до и после сварки с последующим медленным охлаждением дает наилучшие шансы избежать растрескивания. Тем не менее, для легких работ можно обойтись без предварительного и послесварочного нагрева.
Сварка стержнем имеет много преимуществ, которые в целом делают ее лучшим методом сварки чугуна со сталью:
- Сварка стержнем обеспечивает отличный ручной контроль тепла, поступающего в металл.
- Имеет различные сварочные стержни, предназначенные для сварки чугуна со сталью.
- Все чугунные присадочные металлы дороги, но вы можете купить небольшую упаковку стержней весом 1 фунт (450 г).
- При сварке электродом (и других процессах дуговой сварки) можно обойтись без предварительного нагрева, если вы используете чугунные никелевые стержни.
- Это переносной процесс, более удобный для полевых работ.
Вот статья о том, как сварить чугун.
Лучшие электроды для сварки стержнями
Лучшим электродом для сварки чугуна со сталью является ENiFe-CI. После этого вы можете использовать ENi-CI или ENiCu. Стальной стержень ESt и обычные сварочные стержни не рекомендуются, поскольку они не обеспечивают пластичность металла шва и высокую степень усадки. В результате они не могут противостоять сжимающим силам, исходящим от стального компонента.
После этого вы можете использовать ENi-CI или ENiCu. Стальной стержень ESt и обычные сварочные стержни не рекомендуются, поскольку они не обеспечивают пластичность металла шва и высокую степень усадки. В результате они не могут противостоять сжимающим силам, исходящим от стального компонента.
Сварочные прутки для чугуна имеют проволоку на основе никеля и флюсовое покрытие, обеспечивающее:
- Сварной металл с малым расширением и усадкой.
- Низкое проникновение.
- Низкое поглощение углерода.
- Кроме того, их металл сварного шва поддается механической обработке, поэтому его можно сверлить или резать.
Электрод ENiFe-CI или ENi55 e содержит никель ( Ni ), железо ( Fe ) и изготовлен для чугуна ( CI ). В целом, это лучший стержень, поскольку он препятствует поглощению углерода чугуном, предотвращая затвердевание металла сварного шва. Кроме того, наплавленный металл ENi55 обладает высокой пластичностью и устойчив к растрескиванию, вызванному попаданием примесей в отливку.
Кроме того, наплавленный металл ENi55 обладает высокой пластичностью и устойчив к растрескиванию, вызванному попаданием примесей в отливку.
Стержень ENi-CI или ENi99 также может сваривать разнородные металлы, но он не так эффективен, как ENiFe-CI. Кроме того, он дороже и может треснуть, если в отливке есть примеси. Преимущество этого стержня в том, что он оставляет мягкий и поддающийся механической обработке металл сварного шва.
Стержень ENiCu обладает высокой пластичностью, но меньшей прочностью и более чувствителен к поглощению углерода.
Можно ли использовать стержни из мягкой стали?
При сварке чугуна со сталью стержнем из ЭСт или обычными стержнями, такими как Е7018, Е6013 или, что еще хуже, Е6011, высок риск образования трещин. Эти стержни будут начинаться как низкоуглеродистые стержни и заканчиваться высокоуглеродистым наплавленным металлом без пластичности. В результате наплавленный металл сильно усаживается, растягивая и растрескивая чугун.
Стержень EST изготовлен из чугуна, но наплавленный металл не обладает пластичностью. Он подходит для небольших ремонтных сварных швов на сером чугуне, но может треснуть, если одна из частей стальная.
Было бы лучше использовать эти стержни для небольших ремонтных сварных швов или малоценных проектов. Если вы решите их использовать, вам потребуется более высокий предварительный и послесварочный нагрев, чем обычно, и безупречная процедура сварки.
В Weldpundit уже есть подробная статья о электродах для сварки чугуна.
Если вы хотите избежать высокой стоимости никелевых стержней, постарайтесь приобрести хотя бы один или два. Во-первых, используйте их для сварки поверхности чугунной детали. Это называется намазывание маслом . Этот метод герметизирует чугунную сторону, поэтому углерод или примеси не могут выйти за пределы новой никелевой поверхности. После этого вы можете использовать другие более дешевые стержни, такие как ESt или даже E7018, чтобы сварить его со стальным компонентом.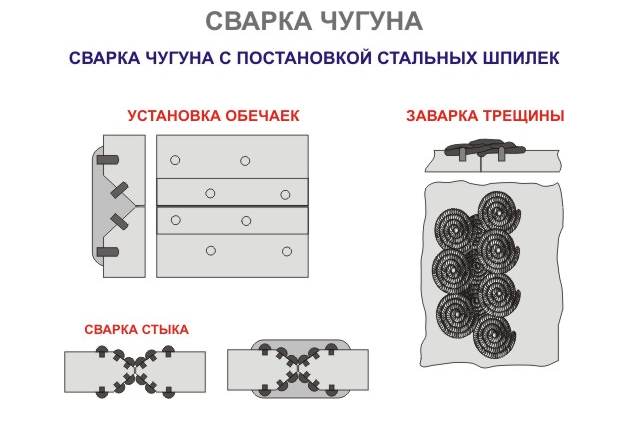
Можно ли использовать сварку MIG?
Вы можете сваривать чугун со сталью MIG, используя: режим переноса короткого замыкания, никелевую проволоку, предназначенную для чугуна, защитный газ 75 % аргона и 25 % гелия, а также соответствующую процедуру. Большим недостатком сварки MIG является высокая стоимость никелевой проволоки и дополнительного газа.
Проволока ERNiFe-CI лучше всего подходит для сварки чугуна со сталью. Но самая маленькая двухфунтовая (900 г) никелевая катушка обойдется вам более чем в 100 долларов.
Кроме того, вы должны добавить дополнительные расходы на соответствующий защитный газ. Для режима короткого замыкания производители проводов рекомендуют использовать газовую смесь 75% аргона и 25% гелия.
Но вы также можете использовать тримикс для нержавеющей стали, если он у вас уже есть. В любом случае, оба они стоят больше, чем обычные защитные газы для стали.
Использование проволоки из мягкой стали , такой как ER70S-6, не рекомендуется даже для легких работ, поскольку она имеет высокий риск растрескивания, аналогичный или более серьезный, чем стержни для дуговой сварки.
Однако, если вы хотите попробовать, используйте 75% аргона и 25% газа CO2, так как он обеспечивает более низкое проникновение, чем 100% CO2.
Можно ли использовать сварку TIG?
Вы можете сваривать чугун со сталью методом TIG, используя никелевые стержни, изготовленные для чугуна, такие как ERNiFe-CI или ERNi-CI, и соответствующую процедуру. При сварке TIG очень важно, чтобы как основной металл (особенно чугун), так и присадочный металл были абсолютно чистыми.
Использование стержней из мягкой стали , таких как ER70S-6, не рекомендуется, поскольку они имеют высокий риск растрескивания, аналогичный или более серьезный, чем стержни для дуговой сварки.
Полное удаление флюса с никелевого сварочного стержня и сварка TIG с его использованием является лучшим вариантом.
Как сварить чугун со сталью?
Наиболее распространенный сценарий — это когда у вас есть декоративная отливка из серого чугуна со сломанной частью, и вы хотите заполнить недостающую часть мягкой сталью, так как ее легко найти и с ней легко работать. Перед началом убедитесь, что на вас надеты все необходимые средства индивидуальной защиты.
Перед началом убедитесь, что на вас надеты все необходимые средства индивидуальной защиты.
1. Идентификация металлов
Первым шагом является определение металлов. Наиболее распространенным железом является серое железо, но может быть шанс, что у вас есть ковкое или шаровидное железо. Важно быть уверенным в природе чугунной детали.
Если вы ошибетесь при определении стального компонента, процедура, которую вы будете использовать, все равно будет работать с большинством сталей.
Есть еще одна причина проверить чугунную деталь. Это может быть литая сталь, а не чугун. Это хорошо, потому что литая сталь гораздо лучше поддается сварке, и вам не нужна строгая процедура и дорогие присадочные металлы, которые нужны железу.
В Weldpundit уже есть подробная статья о том, как идентифицировать металлы. Если вы не уверены, какой у вас чугун, сварите его с присадочным металлом NiFe-CI.
2. Очистите оба металла
Металлы, трудно свариваемые, требуют чистых соединений, а чугун часто содержит множество различных примесей. Очистите не менее 1 дюйма (2,5 см) рядом с соединением до блеска металла.
Очистите не менее 1 дюйма (2,5 см) рядом с соединением до блеска металла.
Можно использовать болгарку или пескоструй. Наконец, используйте напильник для удаления остатков углерода или абразивного материала.
Если чугунный компонент впитал масло, вы можете использовать газовую горелку и предварительно нагреть ее, чтобы сжечь масло. Или вы можете использовать обезжириватели без хлора для удаления масла.
Никогда не используйте продукт, содержащий хлор, при сварке, поскольку электрическая дуга или газовое пламя могут выделять из него различные ядовитые газы.
Вот статья о том, как защитить себя от сварочного дыма и газов.
3. Подготовьте шов
Если вы используете никелевый присадочный металл, скосы должны быть не менее 35 градусов, чтобы улучшить текучесть вялого металла шва.
Лучший способ снять фаску с чугунной стороны – молотком и долотом. Таким образом, вы избежите загрязнения пористого литья абразивами.
Вторым лучшим способом является использование прямошлифовальной машины с твердосплавными жерновами.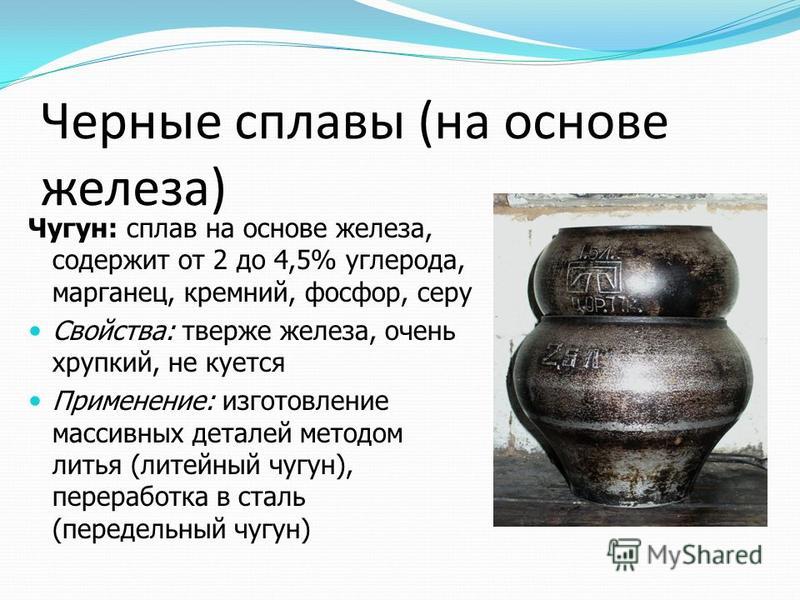 Но будьте осторожны с любым летящим мусором.
Но будьте осторожны с любым летящим мусором.
Наконец, можно использовать угловую шлифовальную машину малого диаметра. Будьте осторожны, чтобы не нагреть чугун слишком сильно. Не должно быть обесцвечивания. Затем с помощью напильника удалите остатки абразивного материала.
4. Предварительный нагрев соединения
Предварительный нагрев предотвратит неравномерность температуры в чугуне и снизит риск растрескивания, особенно при остывании. Вы можете предварительно разогреть духовку или газовую горелку.
Вы можете проверить температуру с помощью палочек для измерения температуры сварки. Типичная температура предварительного нагрева серого чугуна составляет 500 ° F (260 ° C). Вы можете использовать цифровой инфракрасный термометр, но они не так надежны.
Пока вы не закончите сварку, следите за тем, чтобы температура оставалась неизменной. При необходимости снова нагрейте металлы.
5. Наварить мелкие валики, разбросанные по стыку
Вы не можете начать сварку сплошного валика, даже если предварительно нагрели металлы. Чугунная деталь будет поглощать слишком много тепла и заполнится многочисленными трещинами. Вместо этого приварите маленькие валики размером 1 дюйм (2,5 см) , разбросанные по стыку, а не рядом с предыдущим.
Чугунная деталь будет поглощать слишком много тепла и заполнится многочисленными трещинами. Вместо этого приварите маленькие валики размером 1 дюйм (2,5 см) , разбросанные по стыку, а не рядом с предыдущим.
Некоторые дополнительные советы:
- Так как одна сторона из чугуна, а другая из стали, дугу или пламя следует сфокусировать немного больше на компоненте из мягкой стали, если вы используете газокислородное оборудование. Таким образом, вы:
- Меньше тепла поступает в чугун, что защищает его от быстрого расширения, а при охлаждении возникает меньшее остаточное напряжение.
- Предотвращает попадание большого количества углерода и примесей в ванну.
- Подать больше тепла стальному компоненту, так как он имеет более высокую температуру плавления.
- Лучше всего приварить прямые валики (или стрингеры) без плетения.
- Скорость перемещения должна быть высокой, чтобы чугун не перегревался.

- Сохранить короткую дугу .
- Используйте наименьшую возможную силу тока .
- Избегайте запуска дуги на чугуне, но на стыке или на предыдущих валиках.
- Всегда засыпать кратер . Если есть зазор, усадочные силы могут его расколоть.
- Если появится трещина , остановите и просверлите отверстия на обоих концах, чтобы она не расширялась. Затем скосите его и сварите.
- Если заброс нерегулярный, Сначала сварите более толстые участки.
- Наденьте рабочий (или заземляющий) зажим на отливку для лучшего соединения, особенно при сварке MIG.
6. Зачеканить каждую бусину
Зачеканка – это процесс многократного удара по каждой бусине небольшим закругленным молотком со средней силой.
Проклевка предотвращает усадку металла сварного шва и очень важна, поскольку одна сторона стальная. Как уже упоминалось, сталь будет тянуть чугун, и он может треснуть.
Если вы не используете присадочные металлы на основе никеля, упрочнение имеет первостепенное значение, и вы никогда не должны забывать об этом.
7. Повторный нагрев перед тем, как дать металлам остыть
После завершения сварки необходимо убедиться, что металлы имеют по крайней мере одинаковую температуру предварительного нагрева и равномерно распределены. Проверьте температуру и при необходимости подогрейте металлы.
8. Защитите металлы, чтобы они могли медленно остывать
Наиболее важным шагом для предотвращения растрескивания чугунной детали является покрытие ее изоляцией по мере остывания. Если вы использовали печь для предварительного нагрева, используйте ее снова, чтобы медленно охладить металлы.
В противном случае вы можете использовать сварочные покрытия, аналогичный материал из стекловолокна или сухой песок. Сварка небольшой детали из мягкой стали с чугуном с помощью сварочного аппарата и стержня ENiFe-CI
Можно ли сваривать их без предварительного нагрева?
Если вы не можете или не хотите использовать предварительный нагрев для сварки чугуна со сталью, то вы должны: использовать только присадочный металл на основе никеля, наваривать очень короткие валики, разбросанные по всему стыку, и никогда не забывать проковывать их. Наконец, дайте каждому валику полностью остыть перед повторной сваркой.
Наконец, дайте каждому валику полностью остыть перед повторной сваркой.
Имейте в виду, что холодная сварка не дает наилучших результатов. Но этого вполне достаточно, так как сварка чугуна со сталью предназначена для некритичных проектов.
Наиболее важные этапы здесь:
- Всегда используйте никелевый присадочный металл, чтобы получить преимущества от отсутствия усадки, высокой пластичности и низкого поглощения углерода.
- Перед повторной сваркой каждый валик должен остыть. Вы должны касаться шарика голой рукой , но не допускать, чтобы она опустилась ниже 100 °F (38 °C).
Не рекомендуется пропускать этап предварительного нагрева, если вы хотите использовать обычный присадочный металл. Чугунная деталь и металл сварного шва почти наверняка заполнятся трещинами при остывании.
Без предварительного нагрева вы также пропустите шаги 7 и 8.
Альтернативный способ сварки чугуна со сталью
Сварка обеспечивает проникновение в основной металл, обеспечивая прочное соединение. Но это также основная причина появления трещин. Если вашему проекту не нужна эта сила, вы можете использовать метод сварки припоем для соединения чугуна со сталью.
Но это также основная причина появления трещин. Если вашему проекту не нужна эта сила, вы можете использовать метод сварки припоем для соединения чугуна со сталью.
Сварка пайкой похожа на сварку плавлением, но использует другой присадочный металл на основе меди. Оборудование и конструкция соединения одинаковые.
Этот метод плавит только присадочный металл, но не основной металл. Это значительно улучшает сцепление чугуна со сталью без образования трещин. Это также дешевле, чем использование никелевых стержней.
Но ему не хватает прочности и термостойкости сварки плавлением. Кроме того, он всегда оставляет золотистую бусину.
У Weldpundit есть статья, в которой обсуждается, когда лучше паять или сваривать чугун.
ОбъявленияЗаключение
Чугун и сталь очень разные. Поэтому соединение их не рекомендуется для критических работ, поскольку соединение может выйти из строя в тяжелых условиях эксплуатации.
Для достижения наилучших результатов используйте никелевый наполнитель, такой как NiFe-CI. Предварительный нагрев хотя бы чугунной детали повысит вероятность успеха. Всегда обеспечивайте медленное охлаждение чугуна.
Если ваш проект не требует прочности или термостойкости сварки, пайка пайкой является отличной альтернативой.
Вопросы по теме
Можно ли сваривать чугун с нержавеющей сталью?
Можно сваривать чугун с нержавеющей сталью. Тем не менее, это не рекомендуется для каких-либо критических работ, потому что эти два металла имеют очень разные механические и химические свойства. Но вы можете сваривать эти металлы вместе для простых проектов, например, для художественных работ.
Существует три основных типа нержавеющей стали. Аустенитные, ферритные и мартенситные. Аустенитная сталь является наиболее популярной и свариваемой. Если магнит не прилипает к нержавеющей стали, значит, она аустенитная. Популярными являются марки 304 и 316.
Сварка чугуна с нержавеющей сталью затруднена, поскольку они очень разные:
- Чугун – хрупкий металл.
 Даже ковкие чугуны не могут конкурировать с пластичностью аустенитной нержавеющей стали.
Даже ковкие чугуны не могут конкурировать с пластичностью аустенитной нержавеющей стали. - Нержавеющая сталь обладает гораздо более высокой прочностью на растяжение (насколько вы можете тянуть ее, прежде чем она сломается) и коррозионной стойкостью.
- Чугун остается твердым под воздействием тепла сварки и сохраняет свою форму. Нержавеющая сталь, с другой стороны, имеет огромную скорость расширения и сжатия, которая создаст огромную нагрузку на чугунную сторону и расколет ее.
Лучшим присадочным металлом для сварки чугуна с нержавеющей сталью является NiFe-CI, а затем Ni-CI. Они имеют самую низкую степень усадки и помогают противостоять изменениям объема компонентов из нержавеющей стали.
Так как нержавеющая сталь сильно расширяется и сжимается, лучше избегать предварительного нагрева и холодной сварки деталей.
Можно ли использовать присадочный металл из нержавеющей стали?
Плохая идея сваривать чугунную деталь с использованием присадочного металла из нержавеющей стали, такого как 309 или 312. Они популярны для сварки разнородных металлов, но чугун содержит слишком много углерода.
При образовании лужи углерод в железе и хром в присадочном металле химически соединяются с образованием карбидов хрома. Это очень твердый и хрупкий материал, который сразу же треснет, когда бусина начнет остывать.
Кроме того, поскольку хром больше не является свободным для предотвращения коррозии, буртик и стальная ЗТВ будут ржаветь.
Сварка нержавеющей стали с чугуном методом намазывания
Техника намазывания очень полезна для защиты нержавеющей стали от углерода. Сначала вы свариваете поверхность чугунной детали никелевым присадочным металлом.
После этого вы можете использовать более дешевый присадочный материал из нержавеющей стали, такой как 309L, для приваривания никелевой поверхности к детали из нержавеющей стали.
Так как эти два металла очень разные, вы можете рассмотреть другие методы соединения, такие как сварка пайкой. Или даже использовать болтовые или эпоксидные изделия, если они могут удерживать металлы в зависимости от их размера, формы и условий эксплуатации.
Можно ли сваривать чугун с оцинкованной сталью?
Чугун можно сваривать с оцинкованной сталью, если предварительно удалить цинковое покрытие. После этого это похоже на сварку чугуна с типичной сталью. В качестве альтернативы вы можете использовать метод сварки пайкой, так как он дает хорошие результаты, не повреждая цинковое покрытие.
Оцинкованная сталь имеет прочно прикрепленный к поверхности слой цинка для предотвращения ржавчины. Цинк имеет низкую температуру кипения . Если его сварить, он испарится, создав большой шлейф вредных паров. Если вы вдохнете эти пары, вы заболеете металлической лихорадкой (ссылка на pubmed).
Кроме того, если цинк попадет в ванну, это может вызвать горячее растрескивание вдоль борта. Даже если не произойдет немедленного растрескивания, полученный валик будет иметь много дефектов, таких как пористость, что сделает его более слабым.
Поэтому, если вы хотите сваривать оцинкованную сталь, вы должны снять покрытие не менее чем на 2 дюйма (5 см).
После этого лучше всего использовать присадочный металл NiFe-CI, так как он допускает наличие остаточного цинка в стали.
Сварка твердым припоем очень эффективна при соединении разнородных металлов. Он не плавит основной металл и не повреждает цинковое покрытие. Полученный шарик достаточно прочен, чтобы удерживать небольшие и средние проекты для некритической работы.
Если металлы, которые вы соединяете, большие и тяжелые, лучшим вариантом будет сварка.
Другие статьи Weldpundit
- Как сваривать чугун в среде инертного газа: с предварительным подогревом и без него
- Как сваривать чугун в среде инертного газа: с предварительным нагревом и без него
- Можно ли сваривать нержавеющую сталь с углеродистой сталью? Руководство для начинающих.
- Как приклеить нержавеющую сталь к углеродистой стали: шаг за шагом.
- Можно ли научиться сварке самостоятельно? Что вам нужно.
- Сварочная маска Запотевает? 10 способов предотвратить это.
- Устройства понижения напряжения (VRD) при сварке: Руководство для начинающих.
Руководство по сварке чугуна
Чугун трудно, но не невозможно сварить. В большинстве случаев сварка чугуна предполагает ремонт отливок, а не соединение отливок с другими элементами. Ремонт может производиться в литейном цехе, где производятся отливки, или может производиться для устранения дефектов литья, обнаруженных после механической обработки детали. Неправильно обработанные чугунные детали могут потребовать ремонтной сварки, например, когда отверстия просверлены в неправильном месте. Часто сломанные чугунные детали ремонтируют сваркой. Сломанные чугунные детали не являются чем-то необычным, учитывая хрупкость большей части чугуна.
Несмотря на то, что существует множество типов чугуна, наиболее распространенным является серый чугун, и данные рекомендации относятся к этому типу материала.
Несколько фактов о чугуне помогут понять проблемы сварки. Чугун обычно имеет содержание углерода от 2% до 4%, что примерно в 10 раз больше, чем в большинстве сталей. Высокое содержание углерода приводит к тому, что углерод образует чешуйки графита. Этот графит придает серому чугуну его характерный внешний вид при изломе.
При изготовлении отливок расплавленный чугун заливают в форму и дают ему медленно остыть. Когда этому высокоуглеродистому материалу дают медленно остыть, можно делать отливки без трещин. Помнить об этом полезно при сварке чугуна: во время и после сварки отливка должна либо медленно охлаждаться, либо должна поддерживаться достаточно прохладной, чтобы скорость охлаждения не имела значения.
Критическая температура большинства чугунов составляет около 1450 градусов по Фаренгейту. При этой температуре возникают условия, которые могут привести к растрескиванию. Хотя дуга нагревает отливку до температуры выше этого уровня, важно, чтобы отливка не находилась при этой температуре в течение длительного периода времени.
Выбор электрода
Если деталь будет обрабатываться после сварки, потребуется электрод никелевого типа. Используйте электрод Tech-Rod® 99 для однопроходных сварных швов с высоким разбавлением. Tech-Rod® 55 предпочтительнее для многопроходных сварных швов. Иногда корневые швы выполняются с помощью Tech-Rod 99, а затем заполняющие проходы с помощью Tech-Rod 55. Для сварных швов, где не требуется механическая обработка и где ожидается, что сварной шов будет ржаветь, как чугун, штучный электрод Lincoln Ferroweld® может использоваться.
Нагревать или не нагревать
Обычно предпочтительнее сваривать чугун с предварительным подогревом — и в больших количествах. Но есть еще один способ успешно сварить чугун — охладить его — не холодным, а холодным. Ниже будут описаны оба способа. Однако, выбрав метод, придерживайтесь его. Держите ее горячей или прохладной, но не меняйте лошадей посреди ручья.
Методы сварки с предварительным подогревом
Предварительный нагрев чугунной детали перед сваркой снижает скорость охлаждения сварного шва и области вокруг сварного шва. Всегда предпочтительнее нагревать всю отливку, если это возможно. Типичные температуры предварительного нагрева составляют 500-1200 градусов по Фаренгейту. Не нагревайте выше 1400 градусов по Фаренгейту, так как это поместит материал в критический температурный диапазон. Предварительно нагрейте деталь медленно и равномерно.
Сварка на слабом токе, чтобы свести к минимуму примеси и остаточные напряжения. В некоторых случаях может быть необходимо ограничить сварные швы небольшими сегментами длиной примерно 1 дюйм, чтобы предотвратить накопление остаточных напряжений, которые могут привести к растрескиванию. В этом отношении также может помочь проковка сварных швов.
После сварки дайте детали медленно остыть. Обертывание отливки изолирующим одеялом или закапывание ее в сухой песок поможет замедлить скорость охлаждения и уменьшить склонность к растрескиванию.
Методы сварки без предварительного нагрева
Размер отливки или другие обстоятельства могут потребовать проведения ремонта без предварительного нагрева. В этом случае деталь должна быть прохладной, но не холодной.
Повышение температуры литья до 100 градусов по Фаренгейту полезно. Если деталь находится на двигателе, можно запустить ее на несколько минут, чтобы получить эту температуру. Никогда не нагревайте отливку до такой температуры, что вы не сможете положить на нее голую руку.
Сделайте короткие сварные швы длиной примерно 1 дюйм. В этом методе важна проклевка после сварки. Дайте сварному шву и отливке остыть. Не ускоряйте скорость охлаждения водой или сжатым воздухом. Можно сваривать другую область отливки, пока предыдущий сварной шов остывает. Все кратеры должны быть заполнены. По возможности шарики должны располагаться в одном направлении, и желательно, чтобы концы параллельных шариков не совпадали друг с другом.
Герметизация трещин
Из-за свойств чугуна крошечные трещины имеют тенденцию появляться рядом со сварным швом даже при соблюдении надлежащих процедур. Если отливка должна быть водонепроницаемой, это может стать проблемой.