необходимое оборудование, применяемые электроды, технология процесса
Точечная сварка – один из видов контактной сварки, представляющий собой термомеханический процесс. Принцип работы состоит в том, что электрический ток проходит между электродами через металл, разогревает его и доводит до плавления. В результате две металлические детали соединяются в конкретной точке. В точке сварки образуется маленькая круглая отметина – ядро сварной точки.
Содержание
- 1 Сферы применения
- 2 Режимы точечной сварки
- 3 Мягкий режим
- 4 Жесткий режим
- 5 Необходимое оборудование
- 6 Применяемые электроды
- 7 Технологический процесс
- 8 Преимущества и недостатки
Сферы применения
В производстве такая сварка применяется для соединения заготовок разной и одинаковой толщины: это могут быть пересекающиеся стержни, стальные листы, цветные сплавы, двутавры, уголки и иные профильные заготовки. Такой способ эффективен при сварке автомобильных и тракторных деталей и железнодорожных вагонов.
Нашлось применение точечной сварки и в домашних условиях. С помощью купленных или самодельных сварочных аппаратов проводят ремонт электрических кабелей, деталей микроэлектроники, бытовой техники и многого другого.
Режимы точечной сварки
Точечная сварки применяется в двух режимах: мягком и жёстком.
Мягкий режим
Мягкий режим проводится с применением умеренной силы тока (до 100 ампер), из-за этого место соединения деталей нагревается более плавно. Однако данный режим занимает больше времени по сравнению с жёстким.
Благодаря невысокой мощности сварочного аппарата, не возникает высокой нагрузки на электрическую сеть, а сам агрегат будет стоить не так дорого.
На этом режиме рекомендуется сваривать легированную сталь и сталь с высоким содержанием углерода.
Примерная стоимость аппаратов для точечной сварки на Яндекс.маркетЖесткий режим
Жёсткий режим осуществляется при помощи мощного оборудования и с применением сильного давления на электроды. Это обеспечивает высокую скорость и производительность сварки.
Это обеспечивает высокую скорость и производительность сварки.
Однако для использования такого режима необходимо дорогое мощное оборудование, электрические сети подвергаются существенным нагрузкам.
Жёсткий режим применяется при сварке заготовок большой толщины, алюминиевых листов, медных сплавов и стойкими к коррозии сталями.
Необходимое оборудование
В зависимости от режима, в котором планируется вести работу, выбирается соответствующее оборудование. Сегодня в магазинах имеется большой ассортимент аппаратов для точечной сварки.
На крупных предприятиях устанавливаются дорогостоящие станки для данного типа сварки. Такой станок имеет высокую функциональность и может работать с самым разным металлом. Цена может меняться в зависимости от типа установленного на станке трансформатора.
Существуют легкие компактные аппараты для использования в быту. В их комплект входят трансформатор невысокой мощности, а также клещи.
Самым популярным аппаратом считается споттер. Он имеет самую низкую цену, но в комплекте отсутствуют специальные клещи. При этом ток передаётся через вывод, который присоединён к детали и электроду.
Он имеет самую низкую цену, но в комплекте отсутствуют специальные клещи. При этом ток передаётся через вывод, который присоединён к детали и электроду.
Споттер имеет достаточно простую схему работы, а качество работы соответствует всем требованиям.
Применяемые электроды
Выбор вида электродов имеет большое влияние на качество сварочного шва. Электроды являются сменными, поэтому необходимо подбирать наилучшее решение для каждого конкретного случая.
Важнейшими параметрами являются высокая тепло- и электропроводимость. Медные электроды полностью соответствую этим требованиям. Также часто применяются бронзовые сплавы. Иногда вместо электрода используется электролитическая медь.
Ещё одним важным параметром является толщина электрода. Нужно помнить, что диаметр электрода в 2-3 раза должен превышать толщину свариваемых изделий.
Примерная стоимость электродов на Яндекс.маркетТехнологический процесс
Процесс точечной сварки проводится по следующим этапам:
- Свариваемые элементы складываются внахлёст.

- В месте будущего соединения элементы зажимают между двумя электродами. Эти электроды, будучи подключёнными к трансформатору, проводят ток к месту сварки.
- С подачей тока происходит нагрев свариваемых деталей в точке, которая зажата между электродами.
- Необходимо подождать, пока внутренние слои металла достигнут пластичности.
- После выключения тока нужно некоторое время осуществлять давление на электроды. Это делается для того, чтобы расплавленный метал нормально кристаллизировался.
После проведения работы на месте сварки можно увидеть литую точку сварного соединения.
Преимущества и недостатки
Как и любой другой способ, точечная сварка имеет свои преимущества и недостатки.
Преимущества:
- Такой вид сварки позволяет достичь высокой скорости проведения работы. Благодаря высокой температуре нагрева, два куска металла соединяются быстро и равномерно. В результате удаётся избежать деформации соединяемых деталей. Поэтому такая разновидность сварки широко применяется в автомобилестроении.
- Скромные затраты на проведение такой работы позволяют применять эту технологию для массового производства. Также сварочный процесс можно автоматизировать.
- Точечная сварка позволяет значительно экономить электроэнергию по сравнению с другими, более энергоёмкими способами.
- Данный способ соединения металлов достаточно прост и известен очень давно. Технологический процесс подробно описан и широко применяется.
Недостатки:
- Точечный метод сварки не используется для соединения слишком толстых деталей. В противном случае, шов может получиться недостаточно крепким и детали можно будет легко разбить.

- Требуется достаточно большая площадь для места проведения сварочных работ.
- Внешний вид соединённых деталей не отличается особой привлекательностью. Зачастую точечную сварку применяют в тех местах, которые скрыты от человеческих глаз.
- Проведение такого вида сварки является очень опасным занятием. Необходимо соблюдать все меры предосторожности во избежание различного рода травм. Сварщику приходится работать с высоким напряжением тока, кроме того, необходима хорошая защита от искр и брызг металла.
Обслуживание и ремонт контактной сварки – особенности
Как работает точечная сварка, где востребована. Что в себя включает обслуживание споттера перед включением. Часто встречающиеся неисправности аппаратов точечной сварки. Преимущества профессионального ремонта.
Для прочного и аккуратного сваривания металлических листов небольшой толщины хорошо себя зарекомендовала контактная (точечная) сварка. Подходит для соединения широкого спектра металлических деталей, но более востребована для кузовного ремонта.
Подходит для соединения широкого спектра металлических деталей, но более востребована для кузовного ремонта.
При точечной сварке соединение двух деталей происходит в определенной точке контакта поверхности металла с электродом.
Высокомощный, высокочастотный, но короткий импульс тока обеспечивает плавление и соединение деталей в одной точке. Никаких брызг расплавленного металла, остается только небольшая отметка в зоне соприкосновения электрода с металлической поверхностью.
Контактная сварка быстрая, аккуратная, точная, удобная в применении. Однако без обслуживания непременно вызовет немало проблем. В таком случае увеличивается риск преждевременного выхода из строя сварочного оборудования.
Обслуживание аппарата точечной сварки
Контактная точечная сварка предполагает источник питания, сварочные кабели, рабочий орган с рукояткой и электродом (зажимные клещи). Это состав мобильного, компактного сварочного аппарата, который применяется для кузовного ремонта, — споттера.
Чтобы аппарат работал исправно весь срок эксплуатации, отведённый производителем, необходимо правильно и своевременно его обслуживать. И, конечно, не нарушать правила использования.
Это несложно.
Обслуживание включает в себя:
- Визуальный контроль источника сварочного тока, рабочего органа и кабелей;
- Удаление пыли, грязи, любых посторонних включений с корпуса прибора;
- Внутреннюю чистку аппарата;
- Проверку надежности контактов.
Перед включением нужно обязательно проверить все составляющие сварки на наличие внешних дефектов.
Если возникли какие-либо проблемы во время работы оборудования, диагностику силовой части и электроники, ремонт следует доверить профессионалам. Инверторные и трансформаторные аппараты достаточно сложно устроены, необходимы знания, опыт, специальное оборудование. Попытки решить проблему самостоятельно могут привести к возникновению новых неисправностей, замыканию, пожару, удару током. Будьте внимательны!
Будьте внимательны!
В каких случаях потребуется профессиональный ремонт аппарата
Источник питания контактной сварки, как мы уже сказали, может выйти из строя, если долго не обслуживался, применялся с нарушением эксплуатационных правил, неправильно. Также причиной может стать нестабильная питающая сеть. Возможно, производственный брак.
Потребуется профессиональный ремонт контактной сварки в следующих случаях:
- Источник тока подключен к сети, но сварочный процесс начать не удается;
- Нестабильная, слабая сварка;
- Загорается индикатор перегрева;
- Металл прожигается;
- Аппарат отключается во время работы.
Возможен выход из строя силового блока, поломка электроники, переключателя, неисправность системы охлаждения… В любом случае при возникновении проблем со сварочным оборудованием верным решением будет обратиться в сервисный центр.
Почему ремонт сварочного оборудования нужно доверить профессионалам
Вышел из строя споттер? Самостоятельный ремонт аппарата контактной сварки может обернуться новыми поломками, коротким замыканием, пожаром, ударом током.
Преимущества такого решения:
- Профессиональная диагностика. Специалисты сервиса могут определить точную причину поломки уже в день обращения, озвучить цену и срок восстановления оборудования.
- Профессиональный ремонт с гарантией качества. Вы точно получаете оборудование в рабочем состоянии. Если случится повторная поломка в период действия гарантии, вам ее устранят бесплатно.
- Обслуживание. Специалисты сервисного центра полностью подготовят аппарат к использованию. Дадут рекомендации по долгосрочной и беспроблемной эксплуатации.
- Экономия денежных средств. В большинстве случаев ремонт споттера обходится дешевле покупки нового аппарата. Вы экономите не только деньги, но и свободное время.
Плюс специализированные сервисные центры сегодня предоставляют услуги срочного ремонта и доставки оборудования.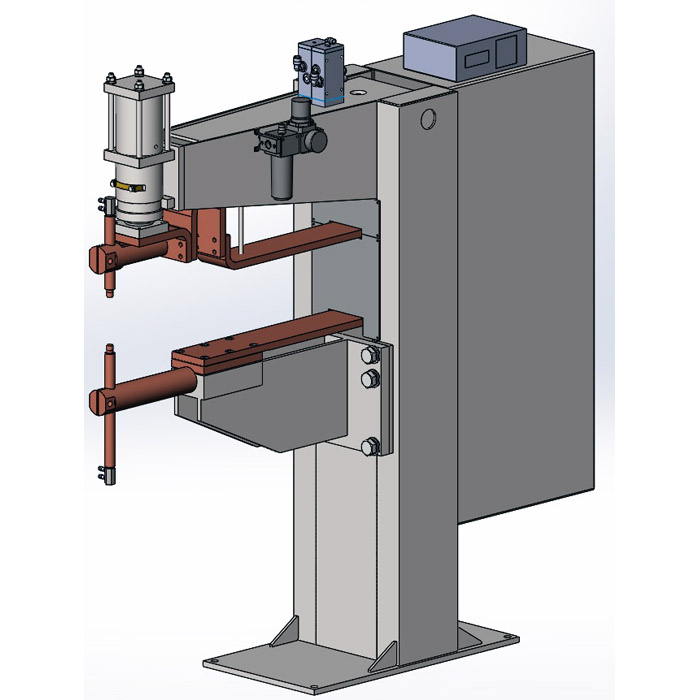 Вполне реально получить восстановленный аппарат в день обращения или на следующие сутки, не заботясь о его перевозке. Это очень удобно.
Вполне реально получить восстановленный аппарат в день обращения или на следующие сутки, не заботясь о его перевозке. Это очень удобно.
Что такое точечная сварка? | Ваше полное руководство по точечной сварке и определения
Точечная сварка — это тип сварки сопротивлением, при которой сопротивление используется для сварки двух или более металлических листов вместе с использованием давления и тепла на свариваемую деталь.
В процессе точечной сварки используются два электрода из медного сплава, чтобы сосредоточить сварочный ток на небольшой площади и скрепить листы. Этот процесс включает в себя давление и электрический ток, который создает тепло через канал тока через резистивные материалы, такие как низкоуглеродистые стали.
Содержание
- 1 Как работает точечная сварка?
- 2 Материалы, подходящие для точечной сварки
- 3 Где используется точечная сварка?
Как работает точечная сварка?
Точечная сварка представляет собой тип сварки сопротивлением и является одним из старейших сварочных процессов, при котором два или более листа металла соединяются вместе без каких-либо присадочных материалов.
Точечная сварка с приложением давления и тепла к зоне сварки с использованием электродов из медного сплава. Эти электроды проводят электрический ток через сегменты сварки. По мере плавления материала детали сплавляются. В этот момент ток отключают и поддерживают давление от электродов. Это позволяет расплавленному «самородку» затвердеть и создать соединение.
Электрический ток использует электроды из медного сплава для передачи тепла заготовке, создающей сварной шов. Причина, по которой медь используется для электродов, заключается в том, что она может поддерживать высокую теплопроводность и имеет низкое электрическое сопротивление по сравнению с большинством других металлов. Это гарантирует, что тепло создается в заготовках, а не в электродах.
Степень нагрева зависит от трех факторов:
- теплопроводность
- электрическое сопротивление металла
- время подачи тока
Формула, используемая для выражения тепла:
Q=I 2 Rt
Q = тепловая энергия
I = ток
R = электрическое сопротивление
ток 60 90 90 t = время, в течение которого применяется 1 Материалы, подходящие для точечной сварки Точечная сварка характеризуется более низкой теплопроводностью и более высоким электрическим сопротивлением. Из-за этого сталь является легким материалом для точечной сварки, а низкоуглеродистая сталь — лучшим материалом для точечной сварки. С другой стороны, высокоуглеродистые стали не являются идеальными материалами для точечной сварки, потому что они часто разрушаются или трескаются в сварных швах, и образуются твердые или хрупкие микроструктуры.
Из-за этого сталь является легким материалом для точечной сварки, а низкоуглеродистая сталь — лучшим материалом для точечной сварки. С другой стороны, высокоуглеродистые стали не являются идеальными материалами для точечной сварки, потому что они часто разрушаются или трескаются в сварных швах, и образуются твердые или хрупкие микроструктуры.
Оцинкованная сталь с цинковым покрытием требует для сварки более высоких сварочных токов, чем сталь без покрытия. К сожалению, в случае цинковых сплавов медные электроды быстро повреждают поверхность, что приводит к ухудшению качества сварки. Точечная сварка оцинкованных сталей требует частой замены электродов или необходимости «зачистки» поверхности электрода. .
Другие материалы, обычно используемые для точечной сварки:
- Нержавеющая сталь (аустенитные и ферритные сорта)
- Никелевые сплавы
- Титан
Температура плавления алюминия низкая, несмотря на то, что алюминий имеет такие же теплопроводность и электрическое сопротивление, как медь. Эта низкая точка сварки делает сварку возможной. Поскольку алюминий имеет низкое сопротивление, для сварки материала требуется очень высокий уровень тока. Например, алюминий потребляет в два-три раза больший ток, чем сталь той же толщины.
Эта низкая точка сварки делает сварку возможной. Поскольку алюминий имеет низкое сопротивление, для сварки материала требуется очень высокий уровень тока. Например, алюминий потребляет в два-три раза больший ток, чем сталь той же толщины.
Всего после пары сварок алюминий повреждает поверхность медных электродов. Это означает, что стабильно качественной сварки добиться крайне сложно. В результате этой трудности в торговле встречаются только специальные применения алюминия. К счастью, развиваются новые технологические разработки, которые помогают обеспечить стабильную высококачественную точечную сварку алюминия.
Другим материалом, который можно соединять контактной точечной сваркой, является медь и ее сплавы. Однако точечная сварка меди не может быть просто выполнена с помощью традиционного электрода для точечной сварки из медного сплава, потому что тепло, создаваемое электродами и обрабатываемой деталью, слишком похоже.
Для сварки меди лучше всего использовать электрод из сплава с повышенным электрическим сопротивлением и температурой плавления, намного превышающей температуру плавления меди. Например, намного выше, чем 1976 градусов по Фаренгейту.
Например, намного выше, чем 1976 градусов по Фаренгейту.
Электродные материалы, обычно используемые для точечной сварки меди:
- Молибден
- Вольфрам
Где используется точечная сварка?
Отрасли, в которых используется точечная сварка:
- Автомобильный
- Аэрокосмическая промышленность
- Строительство и строительство
- Медицинские здания и сооружения
- Металлическая мебель
- Рельс
- Бытовая техника
- Электроника
Точечная сварка может быть легко автоматизирована при использовании роботов и манипуляционных систем. Это делает его идеальным для процесса соединения в производственных линиях большого объема. В течение последних 100 лет точечная сварка была основным способом соединения стальных автомобилей.
Что это? И как это работает?
Точечная сварка обычно используется для сварки листового металла. Это простой процесс, но есть много причин, по которым что-то может пойти не так, если у вас нет опыта точечной сварки.
Это простой процесс, но есть много причин, по которым что-то может пойти не так, если у вас нет опыта точечной сварки.
Эта статья расскажет вам об основах процесса точечной сварки и о том, как он работает, о типичных применениях, подходящих материалах и типичных проблемах, с которыми вы можете столкнуться.
Что такое точечная сварка?
Электроды медные аппарата точечной сваркиТочечная сварка — это процесс сварки сопротивлением, используемый в основном для сварки двух или более металлических листов вместе. Это достигается приложением давления и электрического тока к зоне точечной сварки. Необходимое тепло вырабатывается внутренним сопротивлением металла электрическому току.
Электрический ток и давление подаются электродами из медного сплава, наконечники которых расположены на противоположных сторонах металлических деталей. Вырабатываемое тепло плавит металл, в то время как давление электродов сжимает расплавленный металл, образуя сварной шов.
Это называется точечной сваркой, потому что этот метод сварки создает крошечный точечный сварной шов, который выглядит как точка. Сварной шов, созданный между медными электродами, также иногда называют самородком.
Для чего используется точечная сварка?
Роботизированная точечная сварка для сборки каркаса кузова автомобильной деталиТочечная сварка используется для соединения электропроводящих металлических листов и проволочных сеток. Обычно он используется для сварки тонких металлов, но толщина более 1 дюйма возможна только при использовании специального оборудования для тяжелых условий эксплуатации.
В основном используется для производства автомобилей. У одного автомобиля обычно более 1000 точечных сварных швов на панелях кузова. С помощью роботов для точечной сварки это делается за считанные секунды. Но мастерские по обработке листового металла используют менее изощренные методы при работе с кузовом автомобиля.
Точечная сварка сопротивлением также используется в таких отраслях, как аэрокосмическая, железнодорожная, обрабатывающая, электронная, строительная, аккумуляторная и других. Почти повсеместно роботы для точечной сварки завершают этот процесс сварки в промышленных условиях.
Почти повсеместно роботы для точечной сварки завершают этот процесс сварки в промышленных условиях.
Ручной аппарат для точечной сварки является полезным дополнением к любому сварочному цеху. Хотя он не автоматизирован, он может помочь вам создавать сложные формы с меньшими усилиями по сравнению со сваркой TIG или MIG. Кроме того, большинство работ, требующих контактной точечной сварки, трудно выполнить без нее.
Pros
- Точечная сварка сопротивлением позволяет за короткое время передать высокую энергию в сосредоточенное место
- Сваривает любой проводящий металл
- Относительно прост в исполнении – снижает требуемые навыки оператора
- Экономит время и силы по сравнению с другими процессами сварки
- Наилучший метод для достижения надлежащей прочности сварного шва с тонким металлом без прожога
- Доступно множество типов электродов для точечной сварки для сварки различных металлических сплавов
- Обеспечивает быструю и эффективную сварку
- Электроды решают проблему теплопроводности, отводя тепло от места сварки
- Сварка сопротивлением создает контролируемые воспроизводимые сварные швы
- Это проверенный временем сварочный процесс, для которого доступно множество литературы
- Высокоэффективное использование сварочного тока
Минусы
- Нельзя точечно сваривать металл, если одна сторона недоступна
- Точечная сварка сопротивлением может упрочнить самородок и материал вокруг него, что приведет к трещинам
- Может повлиять на химические и физические свойства металла заготовки.
 Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металлов
Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металлов - Выдает очень маленькое напряжение (1-20В). Таким образом, любое колебание может повлиять на качество точечной сварки
- В зависимости от типа и толщины металла может потребоваться частый ремонт
Как работает точечная сварка?
Давайте рассмотрим процесс точечной сварки, начав с обзора типичного аппарата ручной точечной сварки. Это простой трехэтапный процесс, но он также имеет много переменных, о которых я расскажу ниже.
Основы аппарата для точечной сварки
Сердце всех аппаратов для точечной сварки состоит из блока питания и сварочных электродов. Трансформатор увеличивает выходную силу тока примерно до 10-12 000 А, но снижает напряжение где-то между 1-20 В. Цифры будут различаться в зависимости от типа, марки и модели аппарата для точечной сварки.
Типичный переносной аппарат для точечной сварки, который вы, скорее всего, будете использовать, также будет включать в себя трансформатор, электрододержатели, электроды, рычаг и баллон давления.
Эти ручные машины имеют меньшую мощность, чем промышленное оборудование для точечной сварки сопротивлением.
Выравнивание заготовок и металлических листов
Перед выполнением первой контактной точечной сварки необходимо выровнять заготовки. Имейте в виду, что возможны деформации и искажения.
Первые несколько точечных сварных швов должны быть расположены стратегически. Если возможно, расположите их так, чтобы одна мешала другой деформировать металл.
Повторное использование листового металла затруднено, если сварной шов смещен. Лучше начинать со свежих металлических кусочков, чтобы заготовка покоробилась.
Применение давления электрода
Затем вы должны выбрать тип электрода и приложить давление к точке, где вы хотите выполнить точечную сварку. В большинстве случаев вы можете использовать стандартные медные электроды. Но в зависимости от свариваемого металла может потребоваться использование вольфрамово-медных, вольфрамовых или молибденовых электродов.
Существуют также медно-хромовые и медно-хромо-циркониевые электроды, применяемые при сварке высоко- и низкоуглеродистых сталей. Стандарт ISO 5182 подробно описывает все электроды для контактной сварки.
После того, как вы точно поместите кончики электродов на металл, вам нужно применить давление. Вы достигаете этого, используя рычаг при работе с переносным аппаратом для точечной сварки.
Пропускание тока через электроды
Щелчок переключателя позволяет току проходить через электроды в металлические детали. Внутреннее сопротивление плавит металл, а давление электродов затвердевает.
Количество тепла, выделяемого металлом, зависит от электрического сопротивления металла, теплопроводности и продолжительности подачи тока. Теплота выражается следующим уравнением:
Q = I2Rt
«Q» — тепло, «I» — ток, «R» — электрическое сопротивление, а буква «t» обозначает продолжительность приложенного тока.
Переменные для точечной сварки
Весь процесс точечной сварки можно изменить, применяя различное давление, потребляемую мощность и длительность тока.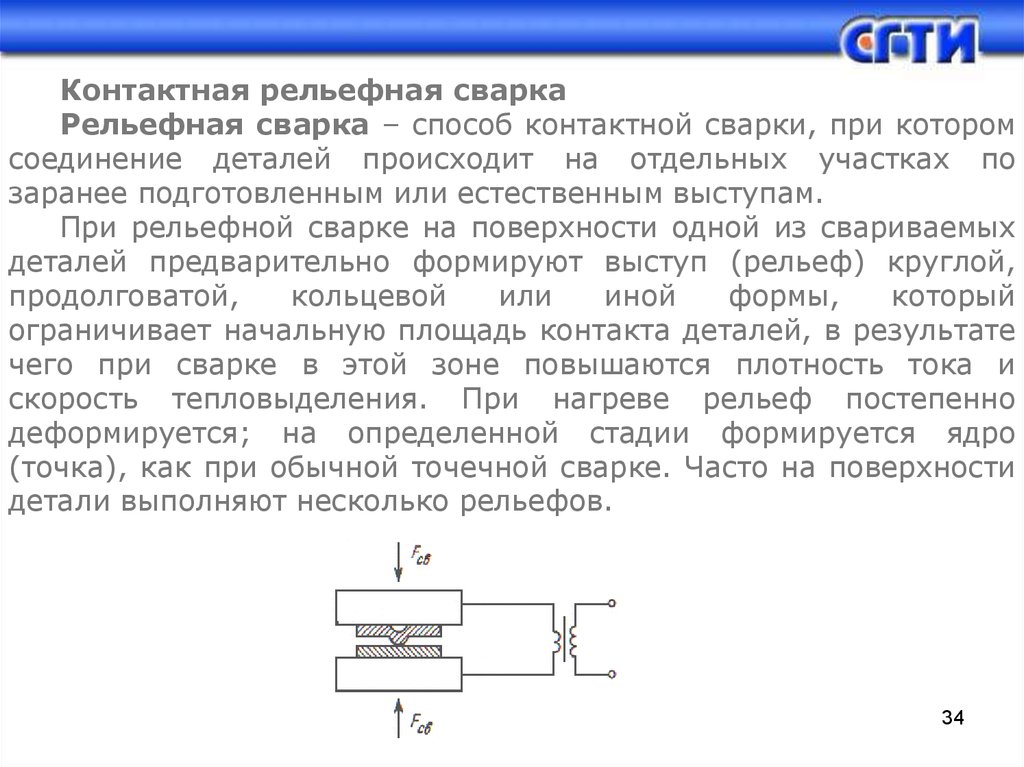 Эти модификации позволяют сваривать разные виды металла, толщину и добиваться разных результатов точечной сварки.
Эти модификации позволяют сваривать разные виды металла, толщину и добиваться разных результатов точечной сварки.
Сила электрода
Сила электрода сжимает металлические листы вместе, и вам придется приложить значительное усилие, чтобы получить качественный сварной шов. Чем сильнее приложенная сила, тем ниже сопротивление из-за лучшего контакта и меньшего выделения тепла. Поэтому, если проект требует более высокого усилия на электроде, вам необходимо увеличить ток, чтобы компенсировать более низкое сопротивление металла.
Типичное усилие составляет около 90 Н на мм2. Однако благодаря «грибовидному» наконечнику электрода на аппарате для точечной сварки площадь поверхности контакта между электродом и листовым металлом увеличивается по мере сварки. Это связано с тем, что поверхность металла будет трансформироваться, чтобы соответствовать форме наконечника электрода, и тогда стороны наконечника также будут соприкасаться с металлом. Таким образом, чтобы сохранить одинаковое усилие электрода на детали во время процесса сварки, вам необходимо постепенно увеличивать приложенное усилие.
Время сжатия
Время сжатия — это интервал между моментом, когда вы прикладываете усилие к электроду, и началом протекания тока. Задержка сварочного тока необходима, потому что она позволяет достичь надлежащего усилия на электроде. Это также помогает при износе электродов, искрении и межфазном вытеснении.
Хотя увеличение времени обжатия улучшает качество точечной сварки, оно увеличивает стоимость точечной сварки. В основном это связано с тем, что это занимает больше времени и приводит к уменьшению количества сварных швов в единицу времени.
Время сварки
Время сварки — это период, когда через металлические детали протекает активный электрический ток. Он рассчитывается с использованием циклов линейного напряжения. Время сварки трудно определить, поскольку оно зависит от реакции точки сварки.
Факторы, которые следует учитывать при определении времени сварки:
- Время сварки должно быть как можно короче. Это предотвращает проплавление, коробление и защищает электроды
- При сварке толстого листа должна получиться крупка большого диаметра
- Если ваше оборудование не может обеспечить необходимый сварочный ток и усилие электрода, вы можете компенсировать это увеличением времени сварки до точки .
- При сварке листового металла толщиной более 2 мм может потребоваться разделить время сварки на несколько импульсов, чтобы избежать перегрева

Время выдержки
Время выдержки необходимо для затвердевания сварного шва. Этот период начинается после окончания времени сварки, а электроды еще приложены к металлу.
Электроды охлаждают сварной шов, отводя тепло от пятна. Не следует перебарщивать со временем выдержки, поскольку слишком большой приток тепла к электродам может ускорить их износ. Кроме того, если свариваемый металл имеет высокое содержание углерода, длительное время выдержки может привести к хрупкости сварных швов.
Точечная сварка различных материалов
Возможна точечная сварка ряда металлов и сплавов. Но для достижения качественных контактных сварных швов требуется особый подход для каждого типа металла.
Углеродистая сталь
Низкоуглеродистая сталь используется во всех процессах сварки, включая контактную точечную сварку. Благодаря высокому электрическому сопротивлению и низкой теплопроводности мягкая сталь идеально подходит для точечной сварки.
Благодаря высокому электрическому сопротивлению и низкой теплопроводности мягкая сталь идеально подходит для точечной сварки.
Стали с повышенным содержанием углерода (>0,4%) плохо поддаются точечной сварке. Они имеют тенденцию образовывать твердые и хрупкие микроструктуры при сильном тепловом воздействии. Поэтому требуется специальная термообработка после сварки, чтобы уменьшить вероятность растрескивания. Это делает высокоуглеродистую сталь непригодной для точечной сварки.
Оцинкованная сталь покрыта цинком и требует более высокого электрического тока, чем сталь без покрытия. Это сложная задача для точечных сварщиков, потому что медные электроды быстро разрушаются при контакте с цинковыми сплавами. Электроды приходится часто заменять или «заправлять» резаком. С помощью резака удаляются загрязненные поверхности и изменяется форма электрода.
Нержавеющая сталь
Нержавеющая сталь чувствительна к высоким концентрированным источникам тепла. Но можно точечной сваркой. Существует множество методов и переменных, которые необходимо правильно настроить в зависимости от типа нержавеющей стали, толщины и требований к отделке. При работе с этим металлом всегда полезно получить спецификацию производителя и проверить предлагаемые требования к сварке.
Существует множество методов и переменных, которые необходимо правильно настроить в зависимости от типа нержавеющей стали, толщины и требований к отделке. При работе с этим металлом всегда полезно получить спецификацию производителя и проверить предлагаемые требования к сварке.
Медно-кобальт-бериллиевые электроды часто используются для точечной сварки нержавеющей стали. Они обеспечивают оптимальную прочность на растяжение и электропроводность.
Алюминий
Алюминий является наиболее сложным металлом для точечной сварки. Это потому, что это отличный проводник тепла и электричества. Электричество проходит через него без особого сопротивления, и выделяется меньше тепла. Кроме того, тепло быстро рассеивается от сварного шва и затрудняет формирование жидкой лужи.
Единственный способ точечной сварки алюминия — использовать сварочный ток в два-три раза больше, чем при сварке стали. Вот почему для этого требуется аппарат для точечной сварки с трехфазным входом. Кроме того, аппарат точечной сварки должен иметь конденсаторную систему. Это позволяет ему «заряжаться» и накапливать электричество, а затем мгновенно разряжать значительное количество энергии. В результате генерируемая мощность будет выше, чем может проводить алюминий, и листы будут сплавляться друг с другом.
Кроме того, аппарат точечной сварки должен иметь конденсаторную систему. Это позволяет ему «заряжаться» и накапливать электричество, а затем мгновенно разряжать значительное количество энергии. В результате генерируемая мощность будет выше, чем может проводить алюминий, и листы будут сплавляться друг с другом.
Точечная сварка сопротивлением любого алюминиевого сплава значительно ухудшает качество электродов уже после нескольких сварок. Поэтому точечная сварка алюминия в больших объемах не является приемлемым вариантом.
Медь
Медь можно сваривать точечной сваркой. Но неудивительно, что стандартные медные электроды для точечной сварки не работают. Молибденовые и вольфрамовые электроды являются основным выбором для точечной сварки меди. Эти металлы имеют высокое электрическое сопротивление и температуру плавления.
Распространенные проблемы при точечной сварке
Некоторые из наиболее заметных проблем при точечной сварке:
- Брызги ухудшают внешний вид
- Стоимость электродов может быстро возрасти
- Снижение качества сварки из-за смещения электрода
- Холодные сварные швы исключительно слабые
- Отпечаток электрода на металлической поверхности
- Сварка слишком близко к краю может ухудшить качество сварки
Завершение сварки
Точечная сварка — это специализированный процесс, используемый, в основном, для листового металла и хорошо подходящий для определенных применений.