Рекомендации по сварке чугуна
Сварка чугуна — это сложная, но выполнимая задача. В большинстве случаев она представляет собой восстановление чугунных изделий, а не соединение чугуна с другими металлами. Например, ремонт может проводиться на литейном производстве в ходе изготовления чугунных изделий или для устранения дефектов литья, обнаруженных при механической обработке. В частности, ремонт может потребоваться в случае неправильного расположения просверленных отверстий. Часто с помощью сварки восстанавливают сломавшиеся чугунные детали. Учитывая ломкость большинства видов чугуна, поломка чугунных изделий — это не редкость.
Хотя существует много типов чугуна, чаще всего используется серый чугун, и рекомендации в этой статье приведены именно для такого материала.
Чтобы лучше понимать связанные со сваркой чугуна сложности, нужно знать несколько его особенностей. Содержание углерода в чугуне обычно составляет 2-4% — примерно в 10 раз больше, чем в большинстве марок стали. Высокое содержание углерода приводит к образованию графитовых включений. Именно они придают серому чугуну характерный внешний вид на изломе.
Высокое содержание углерода приводит к образованию графитовых включений. Именно они придают серому чугуну характерный внешний вид на изломе.
При литье расплавленный чугун заливают в форму и позволяют ему постепенно остыть. В случае материалов с высоким содержанием углерода медленное остывание позволяет избежать образования трещин. Об этом нужно помнить при сварке чугуна: во время и после сварки изделию нужно позволить медленно остыть или сохранять достаточно низкую температуру для того, чтобы скорость охлаждения не имела большого значения.
Критическая температура для большинства марок чугуна составляет около 788°C. При превышении этой температуры может начаться растрескивание. Хотя дуга в любом случае нагреет материал выше этого значения, очень важно, чтобы чугун не сохранял такую температуру в течение длительного времени.
Выбор электродов
Если после сварки детали предстоит подвергнуть механической обработке, потребуются сварочные материалы с содержанием никеля. Для однопроходной сварки с повышенной жидкотекучестью рекомендуются электроды Lincoln Softweld® 99Ni. Для многопроходной сварки более предпочтительны Softweld 55 Ni. Иногда для корневого шва используются Softweld 99 Ni, после чего следуют заполняющие проходы с применением Softweld 55 Ni. Если нужда в последующей механической обработке отсутствует и допускается ржавление наплавленного металла, можно использовать электроды Lincoln Ferroweld®.
Для однопроходной сварки с повышенной жидкотекучестью рекомендуются электроды Lincoln Softweld® 99Ni. Для многопроходной сварки более предпочтительны Softweld 55 Ni. Иногда для корневого шва используются Softweld 99 Ni, после чего следуют заполняющие проходы с применением Softweld 55 Ni. Если нужда в последующей механической обработке отсутствует и допускается ржавление наплавленного металла, можно использовать электроды Lincoln Ferroweld®.
Нагревать или не нагревать
Как правило, при сварке чугуна рекомендуется проводить предварительный нагрев — причем достаточно сильный. Еще один способ — сохранять чугун прохладным, но не холодным. Ниже будут описаны оба метода. Однако после того, как вы начнете процесс по одному из них, перейти с него на другой будет невозможно.
Техника сварки с предварительным нагревом
Предварительный нагрев чугуна перед сваркой позволит замедлить скорость остывания сварного шва и зоны вокруг него. По возможности всегда рекомендуется проводить нагрев всего изделия. Обычно температура нагрева составляет 260-650°C. Избегайте температуры выше 760 градусов, которая является для такого материала критической. Нагревание должно происходить медленно и равномерно.
Обычно температура нагрева составляет 260-650°C. Избегайте температуры выше 760 градусов, которая является для такого материала критической. Нагревание должно происходить медленно и равномерно.
Проводите сварку на низких токах. Это поможет снизить остаточное напряжение и содержание примесей. В некоторых случаях может понадобиться ограничить длину швов до коротких, приблизительно 3-сантиметровых отрезков, чтобы избежать скапливания остаточного напряжения, которое может привести к растрескиванию материала. В этом также может помочь проковка шва.
После сварки дайте детали постепенно остыть, чтобы сократить скорость остывания и вероятность растрескивания детали.
Техника сварки без предварительного нагрева
Иногда в силу размера детали или других причин предварительный подогрев может быть невозможен. В таком случае деталь нужно сохранять прохладной, но не холодной.
Температуру детали рекомендуется поднять до примерно 38°C. Например, если деталь расположена рядом с двигателем, перед сваркой его можно запустить на несколько минут. Однако деталь должна оставаться достаточно прохладной, чтобы к ней можно было прикоснуться голыми руками.
Однако деталь должна оставаться достаточно прохладной, чтобы к ней можно было прикоснуться голыми руками.
Делайте короткие швы длиной примерно 2-3 см. При такой технике требуется проковка шва после сварки. Дайте сварному шву и детали достаточно времени остыть. Не охлаждайте деталь водой или сжатым воздухом. Вы можете начать сварку в другой зоне детали в то время, пока предыдущая остывает. Все сварочные кратеры должны быть заполнены. По возможности сварка должна вестись в одном направлении, а концы сварных швов — не сходиться вместе.
Заполнение трещин
Из-за особенностей чугуна даже при соблюдении всех правил сварки возле сварного шва могут возникать небольшие трещины. Это может оказаться важным, если деталь должна быть водонепроницаемой. В большинстве случаев протечки можно устранить каким-либо герметиком или позволить им заржаветь в ходе эксплуатации.
Метод соединения шпильками
Одним из методов ремонта крупных поломок больших чугунных деталей является просверливание и нарезание резьбы в отверстиях в поверхностях со скосами для наплавленного металла. После этого в отверстия ввинчиваются стальные шпильки, оставляя над поверхностью 5-6 мм от длины шпильки. Пользуясь вышеописанными методами, шпильки завариваются, а вся поверхность зазора покрывается наплавленным металлом. После этого обе стороны трещины свариваются вместе.
После этого в отверстия ввинчиваются стальные шпильки, оставляя над поверхностью 5-6 мм от длины шпильки. Пользуясь вышеописанными методами, шпильки завариваются, а вся поверхность зазора покрывается наплавленным металлом. После этого обе стороны трещины свариваются вместе.
Сварка чугуна: способы, особенности, техника безопасности
Чем характеризуется? Сварка чугуна существенно отличается от сварки других металлов. Здесь применяется свои технологии и учитываются характерные особенности сплава. Сходу сварщику-новичку будет непросто приварить чугун.
Где востребована? Несмотря на сложность процесса сварка чугунных заготовок широко применяется. Большой популярностью она пользуется при работе с двигателями российской автомобильной «классики». Но это не единственная сфера, где возможна только сварка чугуна.
СОДЕРЖАНИЕ
- 5 ключевых особенностей сварки чугуна
- Подготовка деталей из чугуна к сварке
- Электроды для сварки чугуна
- 3 способа ручной дуговой сварки чугуна
- Технология сварки чугуна полуавтоматом
- Тонкости сварки чугуна TIG-сваркой
- Сварка чугуна газом
- Холодная сварка деталей из чугуна
- Техника безопасности при сварке чугуна
5 ключевых особенностей сварки чугуна
Чугун представляет собой сплав железа и углерода, причем доля углерода должна быть не менее 2,14 %. Также в зависимости от марки в составе чугуна присутствуют различные легирующие добавки и примеси.
Также в зависимости от марки в составе чугуна присутствуют различные легирующие добавки и примеси.
Сварка чугуна имеет специфику, связанную с физическими и химическими свойствами этого сплава, и отличается сложностью. Особенно большие проблемы доставляет сварка чугуна с другими металлами. К примеру, несмотря на сходство химического состава сплавов, сварка чугуна со сталью не такое простое дело, как может показаться. Более того, даже при сварке однородного чугуна нарушение технологического процесса приводит к негативным последствиям:
- Скорость охлаждения влияет на структуру чугуна, и при высокой скорости происходит «отбеливание» поверхности. В этом случае во внешнем слое образуется белый чугун, отличающийся повышенной прочностью, но также хрупкостью и плохой обрабатываемостью.
- Если температурный режим выбран неверно, то из-за этого возможна перекалка сплава в околошовной области и, как результат, нарушение целостности соединения.
- При сварке ванным способом образование газов делает сварные швы пористыми.
 Также бывает затруднительно сформировать шов, поскольку расплавленный чугун обладает высокой текучестью, и он вытекает из ванны.
Также бывает затруднительно сформировать шов, поскольку расплавленный чугун обладает высокой текучестью, и он вытекает из ванны. - Быстрое охлаждение после сварки делает металл хрупким и приводит к появлению трещин в чугуне.
- Наличие окислов кремния на поверхности металла затрудняет сварку. Поскольку температура плавления у них выше, чем у чугуна, то могут остаться непроваренные участки.
 Также бывает затруднительно сформировать шов, поскольку расплавленный чугун обладает высокой текучестью, и он вытекает из ванны.
Также бывает затруднительно сформировать шов, поскольку расплавленный чугун обладает высокой текучестью, и он вытекает из ванны.Читайте также: «Сварочный стол своими руками»
При этом необходимость сварки чугуна возникает часто – в процессе ремонта металлических изделий (например, блока двигателя), в ходе изготовления сварно-литых конструкций, а также для исправления бракованных чугунных деталей. Умение правильно работать с чугуном не только сделает сварочный процесс более комфортным, но и обеспечит качественное и надежное соединение.
Подготовка деталей из чугуна к сварке
Перед сваркой обрабатываемые чугунные поверхности нуждаются в подготовке:
- Прежде всего производятся очистка поверхности от загрязнений и обезжиривание, например, с помощью ацетона или растворителя.
- При работе с тонким чугуном необходимо использовать специальные теплоотводящие подкладки, которые устанавливаются под место сварки. Еще одной предварительной процедурой является разделка кромок, для обработки которых подойдет напильник или углошлифовальная машина с диском по металлу.
- Если требуется заварить трещину, то нужно полностью разделать и очистить ее, а также засверлить по краям во избежание дальнейшего распространения. Для надежности можно целиком вырезать трещину.

При сварке чугуна используются разные способы: горячая, полугорячая и холодная сварка.
Электроды для сварки чугуна
В процессе сварки вместе с электродом сгорает и часть углерода, находящегося в металле, что приводит к появлению пор. Пористость сварного шва негативно влияет на прочность соединения, и потому при сварке чугуна рекомендуется использование электродов, в составе которых есть никель и медь. Присутствие этих металлов в электроде дает следующие преимущества:
- Никель смешивается с железом, но не образует карбидов и не меняет прочности металла. Шов с никелем в процессе сварки не закаляется и сохраняет свою мягкость и податливость для дальнейшей обработки.
- Медь – если сварки требует жаропрочный чугун, то применяются специальные медные электроды. Этот металл не растворяется в железе и не образует соединений с углеродом. В результате получается более твердый шов, однако он будет неоднороден, представляя собой сочетание меди с углеродистым железом.
 Шов с никелем в процессе сварки не закаляется и сохраняет свою мягкость и податливость для дальнейшей обработки.
Шов с никелем в процессе сварки не закаляется и сохраняет свою мягкость и податливость для дальнейшей обработки.Цели и технологические особенности сварки и наплавки чугуна влияют на то, какие электроды наиболее целесообразны в конкретном случае: сейчас на рынке представлен большой ассортимент подобной продукции. Наиболее распространенные электроды:
- Электроды, предназначенные именно для чугуна, имеют в своем наименовании букву Ч, и чаще всего используется марка МНЧ-4. Это универсальные медно-никелевые электроды, пригодные для всех видов чугуна. Сварка чугуна такими электродами при соблюдении технологии позволяет получить прочный и стойкий к коррозии шов.
- Электроды ЦЧ-4 – применяются и при горячей, и при холодной сварке. Главным образом они предназначены для исправления дефекта поверхности путем наплавки или заварки. Также ими можно соединять два металлических сплава – сделать сварку чугуна с нержавейкой, для чего нужна подача постоянного тока малой полярности.
- Несколько видов электродов ОЗЧ используются для сварки чугуна, например ОЗЧ-2 с основой из медной проволоки. Данные электроды пригодны для работы с ковким и серым чугуном, и их сфера использования – холодная сварка.
- Сварочные электроды ОЗЖН-1, в состав которых входит железо, никель и другие металлы, применяются исключительно для холодной сварки. Ими можно заваривать крупные дефекты изделий из чугуна, но электроду требуется предварительная прокалка.

3 способа ручной дуговой сварки чугуна
В настоящее время сварка чугуна производится по-разному, при ручной дуговой сварке используется аппарат с плавящимися или неплавящимися электродами.
При горячем методе ручная дуговая сварка чугуна требует выполнения следующих операций:
- подготовить изделие к обработке,
- предварительно нагреть деталь,
- приварить,
- постепенно охладить.
Читайте также: «Сварка арматуры»
Горячая сварка обеспечивает нагревание металла до 500-600 ?С. Чаще всего при этом используются плавящиеся электроды – чугунные стержни, а также электроды с медной и никелевой основой. Еще сварка чугуна может производиться с помощью угольных, графитовых и вольфрамовых неплавящихся электродов. Рекомендуемые марки для различных видов чугуна:
- Ковкий чугун – ОЗЧ-2, ОЗЧ-6, МНЧ-2, ЦЧ-4.
- Серый чугун – ОЗЖН-1, ОЗЖН-2, МНЧ-2, ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6.
- Высокопрочный чугун – ОЗЖН, ОЗЧ-3, ОЗЧ-4, МНЧ-2.

В процессе сварки чугуна на электроды подается постоянный ток прямой полярности.
Недостатки технологии горячей сварки:
- высокая трудоемкость процесса,
- необходимость обеспечивать равномерный нагрев детали,
- предварительный нагрев и медленное охлаждение требуют значительного времени на выполнение работ,
- высокая стоимость оборудования, необходимого для горячей сварки.
Читайте также: «Оборудование для сварочных работ»
Хотя горячая сварка обеспечивает наилучший результат, она требует и самых высоких затрат. Если к качеству сварки не предъявляются высокие требования и она производится, к примеру, в бытовых условиях, то используются менее трудоемкие и менее сложные способы – полугорячая и холодная ручная дуговая сварка. Выбор электродов здесь широкий – они могут быть чугунными, с медной и никелевой основой, а для заварки декоративного характера допускаются и стальные стержни.
Кроме того, холодная и полугорячая сварка производятся и неплавящимися электродами.
Технология сварки чугуна полуавтоматом
Полуавтоматическая сварка может выполняться по технологии MIG или MAG. Различие между ними состоит в том, какой газ используется – инертный в первом случае и активный во втором.
В остальном процесс сварки чугуна полуавтоматом проходит одинаково: в зону дуги подается проволока (ПП-АНЧ-1, ПП-АНЧ-2, ПП-АНЧ-3 и др.), которая плавится и создает сварное соединение. При этом сварка чугуна полуавтоматом проходит в среде газа, например углекислого, который относится к активным. Газ является изолирующей средой, не допуская попадания атмосферного воздуха в сварочную ванну.
- Наилучшее качество сварки здесь также дает использование горячего метода, когда изделию обеспечивается предварительный нагрев и постепенное охлаждение. Полученный таким способом сварной шов обладает прочностью и сопротивляемостью на разрыв и излом.
- Полугорячий метод допустим, если изделие в процессе эксплуатации будет испытывать незначительные нагрузки.
- Холодный способ следует признать самым простым, но его можно использовать только в том случае, если нет требований по противодействию сварного шва нагрузкам.
Читайте также: «Стыковое сварное соединение»
Полуавтоматическая сварка позволяет обеспечить большую производительность работ, чем при ручном методе, и их результат в большинстве случаев будет вполне удовлетворительным.
Тонкости сварки чугуна TIG-сваркой
Сварка чугуна аргоном – самый дорогой и сложный в плане технологии вариант сварки. Здесь защитным барьером от воздействия окружающего воздуха служит аргон. При сварке чугуна аргоном роль присадки выполняют чугунные, никелевые или алюминиево-бронзовые стержни, хотя последний тип рекомендуется лишь в том случае, если изделие не будет подвергаться воздействию высоких температур. При аргонодуговой сварке чугуна применяются вольфрамовые электроды.
Особенности процесса аргонной сварки чугуна:
- требуется предварительный нагрев изделия во избежание появления трещин,
- использование небольших величин переменного тока,
- соединение осуществляется короткими участками, чтобы контролировать температуру,
- каждый шов необходимо простучать молотком для снятия напряжений,
- остывание должно быть постепенным и медленным.
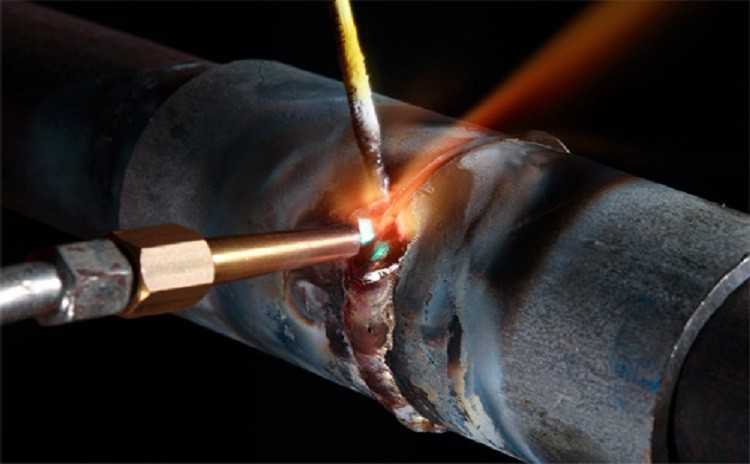
Сварка чугуна газом
Газовая сварка, например, кислородно-ацетиленовой горелкой, дает возможность равномерно прогреть изделие перед свариванием. Скос кромок делают V-образной формы с углом раскрытия 90 градусов, но скашивание рекомендуется только для изделий с толщиной стенок 4 мм и более.
Присадочными прутками являются чугунные стержни, диаметр которых высчитывается по формуле: толщина изделия (в мм) разделить на 2 или толщина изделия (в мм) разделить на 2 + 1 мм. Кроме того, газовая сварка чугуна требует использования флюса (ФСЧ-1, ФСЧ-2, БМ-1 и пр.). Флюсом покрываются присадочные прутки, и его подсыпают в ванну сварки. Флюс выполняет ряд полезных функций:
- защищает ванну сварки от окисления,
- переводит тугоплавкие окислы в легкоплавкие шлаки,
- улучшает сплавляемость,
- повышает жидкотекучесть металла и шлаков.
Читайте также: «Сварка нержавейки аргоном»
Пламя горелки ставится в нормальный или науглероживающий режим. При сварке чугуна, особенно крупных деталей, желательно задействовать две горелки, одна из которых используется для прогрева, а вторая собственно для сваривания.
Замедление процесса остывания обеспечивается покрытием изделия слоем асбеста.
Холодная сварка деталей из чугуна
Холодная сварка чугуна электродом может производиться даже в домашних условиях с помощью инвертора. Это наиболее простой способ, не требующий дополнительного оборудования. Основные виды электродов, используемые в холодной сварке чугуна:
- Медно-железные.
- Медно-никелевые.
- Железно-никелевые.
- Стальные.
- Чугунные.
Наплавка производится путем укладки одного или нескольких валиков сварного шва. Если применяются стальные электроды, то для большей прочности соединения требуется установить шпильки. Ремонт небольших дефектов в основном выполняется электродами с железом и никелем в их составе.
Если площадь обрабатываемой поверхности значительная, то подойдут чугунные электроды с покрытием из графита.
Читайте также: «Сварка нержавейки электродом»
Обратите внимание: при сварке чугуна холодным способом невозможно добиться качественного шва – подобная «обычная» сварка не выдержит серьезных нагрузок. К примеру, холодная сварка для чугуна не дает 100-процентной уверенности, что шов окажется водостойким. Поэтому данный метод применим лишь в отношении деталей с небольшими дефектами и конструкций, которые не являются несущими.
Техника безопасности при сварке чугуна
Проведение сварочных работ требует обязательного соблюдения правил безопасности:
- Электросварка чугуна проводится в помещении только при наличии хорошего освещения и проветривания.
- У аппарата должно быть заземление.
- После завершения сваривания нужно защитить горячую поверхность от попадания влаги.
- Необходимы индивидуальные средства защиты:
- перчатки,
- очки,
- спецодежда.
В целом, если у вас возникла необходимость провести сварочные работы, например выполнить сварку выпускного коллектора из чугуна, то нужно обращаться только к специалистам. Профессиональные сварщики знают особенности работы с чугуном и обеспечат надлежащее качество сварки.
Можно ли сваривать чугун проволокой MIG из мягкой стали?
Всем известно, что чугун хрупкий. Он содержит примеси, такие как углерод, кремнезем в цветных количествах, обычно 2-4. Есть также комбинированные чугуны, которые содержат небольшое количество хрома, никеля, молибдена, меди или других компонентов, добавленных для придания однозначных свойств. Обычно они дают чугуны повышенного качества. Поскольку металл по своей природе слаб, содержащийся в нем углерод заставляет его плавиться и расщепляться при нагревании до определенной точки. В экстремальных сварочных процессах цикл нагрева и охлаждения вызывает развитие и сжатие, что вызывает пластические проблемы во время сжатия. Соответственно, аргентинский чугун плохо поддается сварке без чрезвычайных мер безопасности. Кроме того, гибкие чугуны, подобные ковкому чугуну, гибкому чугуну и чугуну с шаровидным графитом, могут быть эффективно сварены. Для стильных изделий такие чугуны следует сваривать в закаленном состоянии. Чугун можно сваривать линией из мягкой стали. Результатом такого усилия станет быстрогасящийся сварной шов из высокоуглеродистой стали. Скорее всего, вы получите мартенсит, слабый и не поддающийся механической обработке.
ПРОЦЕСС СВАРКИ ЧУГУНА ПРОВОЛКОЙ MS MIG
ОПРЕДЕЛИТЕ СПЛАВ
Обязательно осмотрите все компоненты, чтобы убедиться в отсутствии разрывов давления или других признаков повреждения. Проверка сорта из чугуна . Различные структуры могут казаться относительными, но они меняются в металлургии, а также могут иметь разные температуры растворения, и это может привести к хрупкому сварному шву.
ОЧИСТКА ОТЛИВКИ Тщательно
Не обращая внимания на композит, все отливки перед сваркой должны быть аккуратно сложены. При подготовке заливки к сварке важно удалить весь лицевой материал, чтобы полностью очистить заливку в зоне сварного шва. Удалить косметику, масло и другие посторонние материалы из зоны сварки. Идеально осторожно и постепенно подавать тепло в зону сварки в течение короткого промежутка времени, чтобы вытеснить захваченный газ из зоны сварки основного металла.
Выбор ТЕМПЕРАТУРЫ ПРЕДНАГРЕВАНИЯ
Чугун имеет более низкую температуру размягчения, чем сталь. С более низкой температурой размягчения вы должны быть уверены, что не только правильно измените настройки своего сварочного аппарата, но и будете осторожны с более тонкими кусками чугуна. Все чугуны подвержены растрескиванию под нагрузкой, но этого можно избежать с помощью предварительного нагрева. Для сварки чугуна требуются три процесса.
- Предварительный нагрев
- Низкая тепловая мощность
- Медленное охлаждение
Предварительный нагрев снижает температурный градиент вокруг зоны сварки, снижает пластическую нагрузку и предотвращает появление трещин. Отливка может быть нагрета почти до 500-1200 градусов по Фаренгейту перед сваркой. Если вся деталь не может быть предварительно нагрета, попытайтесь в любом случае прогреть зону сварки до 100 градусов. Приварите всего 1 дюйм, чтобы исключить поломку. Вы можете сшить сварные сегменты и впоследствии вернуться к заполнению отверстий. Скорость охлаждения является еще одним фактором, напрямую влияющим на напряжения в сварном шве. Быстрое охлаждение вызывает отрыв, что делает сварные швы слабыми, безболезненными. С другой стороны, низкое охлаждение снижает напряжение затвердевания и сжатия.
ОБРАБОТКА
Растрескивание происходит естественным образом во время фазы термического сжатия, растягивающее напряжение действует, когда сварной шов остывает и согласуется. В том случае, если давление достигает точки ввода, сварной шов расщепляется. Вероятность поломки можно снизить, применяя компрессионное беспокойство, чтобы противостоять податливому беспокойству во время охлаждения. Сварщики используют систему, называемую проковкой (умеренные удары молотком с шариковым бойком) для получения деформируемого мазка сварного шва, пока сварной шов еще нежный. Проклевка уменьшает опасность расщепления сварного шва и HZ, но, по-видимому, ее следует попробовать при работе с обычно гибким наплавленным металлом.
Контроль охлаждения — последний этап сварки. В этой процедуре используются защитные материалы для замедления охлаждения, как можно было бы ожидать, или применяется прерывистое нагревание сварного шва, чтобы помешать нормальному процессу охлаждения.
steeloncall
30 марта 2020 г.
Как сварить чугун (полезное руководство и лучшие советы, которые вам нужно знать)
Вы когда-нибудь спрашивали себя или своего друга, как сварить чугун или как сварить чугун с палочный сварщик? Что ж, вы находитесь в идеальном месте, чтобы найти ответ на такой вопрос.
Одно из самых распространенных заблуждений о сварке среди тех, кто плохо знаком с этим или совсем не связан со сварочным миром, заключается в том, что один сварщик или один тип сварки ничем не отличается от другого. На самом деле, ничто не может быть дальше от истины. Хотя это все сварка, разные стили сильно отличаются друг от друга и дают разные результаты.
Возьмем, к примеру, сварку чугуна. Этот процесс намного более трудоемок, чем другие виды сварки, и тип металла, с которым они работают, просто поразителен. Чугун может быть довольно прочным, если с ним правильно обращаться. Тем не менее, еще раз, не все типы чугуна одинаковы, поэтому вам нужно знать, с чем вы работаете и как вы работаете с этими материалами в первую очередь.
Итак, давайте посмотрим, что такое сварка чугуна и как вы можете освоить эту полезную технику.
Содержание
Выбор из различных типов Одна из самых важных вещей, о которой следует помнить, это то, что существуют различные типы сварки чугуна. Эти типы сделаны из разных материалов, и неучет этих различий и того, как они сварены, может привести к трещинам или несчастным случаям. Это может стоить сотни или даже тысячи долларов, не говоря уже об угрозе безопасности, которую это может представлять.
Прежде всего, вам необходимо определить, какой чугун вы свариваете и как вы собираетесь с ним работать . Как упоминалось выше, на самом деле существуют разные типы сварки чугуна, и вы не хотите смешивать свои материалы и методы.
Читайте также >> Какой сварочный электрод использовать для чугуна? | Руководство по сварке чугуна
Читайте также >> Почему чугун так трудно сваривается? (Обработка, советы и многое другое)
Читайте также >> Можно ли сваривать чугун с помощью сварочного аппарата с подачей проволоки?
Основные типы чугуна, которые можно сваривать, включают:
- Серый чугун: Это один из наиболее распространенных типов чугуна, пригодных для сварки. Это можно сделать, но, как показано, это непросто и требует некоторой подготовки.
- Белое железо: Это настолько громоздко, что его практически невозможно сварить для всех, кроме самых опытных сварщиков, и даже в этом случае вы должны быть уверены, что оно того стоит.
- Ковкий чугун: Редкий и медленно сваривается, но если вам удастся его найти, это один из наиболее легко свариваемых типов чугуна в этом списке.
- Ковкий чугун: Именно из-за ковкости этого типа железа он практически бесполезен для сварки.
Какой тип чугуна следует пытаться сваривать? Это будет зависеть от типа проекта, над которым вы работаете, и от того, что требует руководство по продукту. Серый чугун на сегодняшний день является наиболее распространенным типом свариваемого чугуна, и о нем следует помнить в остальной части этой статьи.
Это также единственный тип чугуна, который вы должны использовать до тех пор, пока не приобретете больше опыта работы с ним, после чего вы можете попробовать работать с другими типами, если хотите.
Если вы выполняете сварку с другим типом чугуна, вы должны убедиться, что он действительно подходит для вашего проекта.
Наконец, если вы никогда раньше не сваривали чугун, процесс может быть довольно интенсивным, поэтому рекомендуется иметь под рукой кого-то с опытом.
Ремонт чугуна с помощью электродуговой сварки >> Посмотрите видео ниже:
Выбор процесса сваркиТеперь, когда вы выбрали правильный тип чугуна для работы (что, опять же, для нашей предназначен для серого чугуна, и он почти наверняка должен быть для вас), теперь вам нужно подумать о том, как его сварить.
Серый чугун не похож на замазку в руке. Вы не можете просто формировать его по своей воле в небрежной манере. Как уже упоминалось, особенно сложно сваривать чугун, и эта работа может быть намного сложнее, если вы не используете для этой работы сварочный аппарат правильного типа.
В данном случае это сварочный аппарат TIG . В то время как сварочные аппараты MIG чаще используются для многих других сварочных работ, сварка TIG лучше подходит для таких работ, как сварка стали, как и в случае с чугуном.
Для этого есть много причин, не последней из которых является тот факт, что сварщики TIG намного лучше справляются с разбрызгиванием чугуна. Сварщики TIG на самом деле лучше, чем не только MIG, но и сварщики Stick, в значительной степени потому, что они могут избежать повреждения свариваемых поверхностей.
Связанное чтение: В чем разница между сваркой TIG и MIG?
При попытке сварки чугунной поверхности с помощью сварочного аппарата MIG или Stick обычно поднимается столько брызг, что это может привести к серьезным повреждениям, и, учитывая вышеупомянутые проблемы с растрескиванием чугуна, вы не хотите усугублять эти проблемы. дальше. Сварка TIG должна позволить вам избежать этой проблемы.
Если это не вариант, вы можете попробовать альтернативные меры, в частности ацетиленокислородную сварку. Преимущество использования оксиацетилена заключается в том, что он может помочь справиться с экстремальным нагревом, необходимым для эффективной сварки чугуна, что, опять же, может привести к растрескиванию и большему повреждению, если вы не будете осторожны.
Затем идет пайка. На самом деле это не столько сварка, сколько сварка, поскольку это следующий лучший способ, если вы хотите соединить соединения. Пайка включает соединение двух или более деталей вместе путем плавления присадочного металла в соединение, при этом температура плавления присадочного металла поддерживается ниже, чем у металлической детали, в которую он вливается и в конечном итоге прикрепляется.
Связанное чтение: Как работает сварка TIG?
Тем не менее, поскольку все зависит от того, насколько хорошо эти металлы текут и слипаются, необходимо убедиться, что поверхности не ржавые и чистые, чтобы никакие частицы не загрязняли и не усложняли процесс пайки.
Наконец, есть сварка MIG и Stick. Да, мы сказали, что они не лучший выбор из-за серьезных проблем с разбрызгиванием, но если вы выберете расходные материалы, которые смягчают этот фактор, они могут подойти в крайнем случае. Тем не менее, сварка TIG по-прежнему является гораздо лучшим выбором при прочих равных условиях. Вы также должны быть чрезвычайно осторожны, чтобы использовать правильный присадочный металл, иначе сварка MIG и Stick может привести к сильному растрескиванию.
Выбор присадочной проволоки и электродовДалее вам необходимо убедиться, что вы используете правильные расходные материалы и другие компоненты. Как упоминалось выше, для сварщиков MIG это может существенно повлиять на количество брызг и снизить риск повреждения, но это важно и для сварщиков TIG.
Это особенно важно, поскольку попытка сварки чугуна уже похожа на ходьбу по канату, а выбранная вами присадочная проволока может сделать эту проволоку еще более опасной.
Существует лишь несколько избранных присадочных проволок и электродов, которые могут хорошо работать с чугуном, поэтому вам необходимо убедиться, что вы работаете с маркой и моделью, которые явно подходят для этой цели.
Большинство типов присадочной проволоки (и электродов) , которые не изготовлены из чугуна, в частности, из-за слишком быстрого охлаждения, , что является одним из способов возникновения вышеупомянутого растрескивания.
Связанное чтение: Какой сварочный электрод использовать для чугуна?
Кроме того, эти типы расходных материалов и присадочной проволоки могут привести к неправильному сплавлению металлов с чугунными материалами.
Одним из ключевых факторов при выборе правильного типа электрода и расходных материалов является содержание никеля. Никель может быть очень полезен, поскольку он не остывает слишком быстро, а это означает, что вы можете избежать проблем, связанных с ним.
Однако производители расходуемых электродов знают об этом и используют этот факт, чтобы сделать их одними из самых дорогих на рынке. У никеля есть дополнительный недостаток: он не очень хорошо подходит для сварки более толстых листов металла.
В идеале вы хотите работать с соотношением никеля и железа 55/45. Это не только дешевле, чем при сварке только чугуна, но и легче и легче поддается обработке.
При этом работать с ним по-прежнему намного труднее, чем со сварным швом 99% , который имеет более низкий порог усадки, чем железные стержни, что сводит к минимуму риск образования трещин.
При сварке с другими типами железа они могут давать цвета, отличные от чугуна. Нержавеющая сталь, тем временем, при сплавлении с аустенитными свойствами нержавеющей стали не затвердевает так резко и не изменяется так быстро, как другие расходные материалы из железа. Однако он расширяется и сжимается намного больше во время процесса нагрева и охлаждения, поэтому вам нужно это учитывать.
Наконец, если вы занимаетесь пайкой, вы можете обратить внимание на пайку бронзы. Использование этих материалов может быть хорошим способом избежать трещин между стыками.
Как уже упоминалось, вам необходимо поддерживать чистоту поверхности металла. Кроме того, вы должны убедиться, что сами расходные материалы не загрязнены, поэтому уделите время их очистке перед каждым использованием.
Упрочнение может помочь в этом. Это процесс постукивания по мягкому сварному шву ударным молотком (отсюда и название) во время его охлаждения, чтобы проверить стабильность сварного шва и помочь предотвратить растрескивание. Тем не менее, вы должны делать это осторожно, чтобы не деформировать сварной шов.
Регулирование температуры Одним из самых больших споров о том, как сваривать чугун, является метод предварительного нагрева. Тип предварительного нагрева, который лучше всего работает при сварке чугуна, оспаривается: некоторые предпочитают минимальный нагрев, в то время как другие предпочитают другие методы и более высокие и низкие температуры.
Тем не менее, предварительный нагрев необходим, потому что чугун невероятно хрупок по сравнению с другими типами металлов, поэтому вам нужно нагревать его медленно, чтобы вы могли аккуратно работать с ним, когда он расширяется и сжимается. Чугун начинает менять свои свойства примерно при 1400 по Фаренгейту. Сварка при более низких температурах с минимальным нагревом может помочь снизить общую температуру и, таким образом, избежать этого порога.
Однако, несмотря на то, что эти более низкие температуры могут смягчить эти опасения, внутреннее напряжение в чугуне по-прежнему имеет место, что может сказаться на сроке службы сварного шва. Тем не менее, это может привести к более слабому сварному шву, чем другие методы.
Прежде всего, следует подчеркнуть, что чугунному сварному шву нужно дать хорошо и медленно остыть. Не охлаждайте сварной шов водой и не продувайте его концентрированным потоком сжатого воздуха.
Эти быстрые изменения — один из самых верных способов вызвать трещины и потенциально разрушить весь сварной шов. Как правило, чем медленнее остывает чугунный сварной шов (а это может длиться несколько дней), тем лучше.
Часто задаваемые вопросы
Вот несколько часто задаваемых вопросов о сварке чугуна:
Можно ли сваривать чугун с помощью сварочного аппарата MIG?
Можно ли сваривать чугун сварочным аппаратом MIG? Да, можно. Хотя многие специалисты не советуют использовать сварочный аппарат МИГ для сварки чугуна, это вполне возможно. Лучше всего учитывать эти советы, если вы планируете использовать MIG для сварки чугуна.
Чугун бывает разного качества и с разным соотношением железа, углерода и стали, и вы должны быть уверены в чугуне, который собираетесь сваривать. Блоки двигателя, детали двигателя и даже поршни — беспроигрышный вариант, детали из качественного источника (вы можете сделать хорошее предположение о качестве чугуна в зависимости от того, для какой цели служила деталь).
- Используйте специальные электроды на основе никеля. как ваш первый выбор. Это дорого, но позволяет получать сварные швы, поддающиеся механической обработке. Если стоимость является фактором, вы можете рассмотреть стержни из 55% никеля.
- Лучше всего подойдет смесь аргона и углекислого газа в соотношении 80/20, хотя в будущем этот вариант может ржаветь
- Можно использовать проволоку для пайки, но старайтесь избегать металлов, которые будут использоваться для нагружения или будут подвергаться ударам.
- Шпилька может повысить механическую прочность сварного шва, в зависимости от вида работ
- Низкий и медленный способ сварки чугуна MIG
- Предварительно нагрейте утюг и дайте ему медленно остыть
Метод шипования может использоваться для крупных разрывов корпусов больших размеров. по подготовленной поверхности просверливают и наклеивают скотчем отверстия и в резьбовые отверстия вкручивают стальные шпильки.
Хитрость заключается в том, чтобы оставить от 3/16″(5 мм до 1/4″ (6 мм) шпильки над поверхностью. Затем вварить шпильки в чугун и покрыть всю поверхность излома сварным швом. После наплавки две стороны трещины можно заварить
Перед сваркой необходимо:
- Зачистить изделие от всех аксессуаров и внешних нагрузок
- Если есть трещина, просверлите небольшое стопорное отверстие на каждом конце трещины диаметром около 1/8″ (3 мм)
- Очистите трещину фрезерованием или ручным шлифованием, чтобы получился V-образный канал с раскрытием на 60 градусов, достигающим дна трещины. В тонких срезах вам может понадобиться поддержка, чтобы получить полное проникновение в корневой проход.
- Очистите поверхность от жира и загрязнений. Выполните 15-минутное выжигание при температуре 480 градусов по Цельсию (900 по Фаренгейту) и хорошо почистите, чтобы удалить остатки.
Для предварительного нагрева всегда предпочтительнее нагревать весь чугунный корпус, а не только его часть. Если чугун перегреть от комнатной температуры до температуры сварки слишком быстро, он растрескается от напряжения.
Предварительный нагрев может быть выполнен с помощью паяльной лампы для нагрева материала в крайнем случае, идеальная температура предварительного нагрева составляет 260-650 градусов Цельсия.
Чтобы обеспечить медленное охлаждение чугуна и предотвращение растрескивания, сварщики могут обернуть объект изолированным упаковочным одеялом. Если это меньший кусок, его можно поместить в ведро с песком.
Ослабляет ли нагрев чугуна?
Ослабляет ли нагрев чугуна? Нет, самую большую нагрузку на чугун в процессе сварки оказывает не само тепло, а неравномерное распределение тепла в самом процессе сварки. Много раз чугун обвиняли в плохой технике сварки. Принцип заключается в том, как чугун расширяется и сжимается в процессе нагрева.
Ограниченное расширение при нагреве и ограниченное сужение при охлаждении являются двумя основными факторами, вызывающими появление трещин в чугуне. В отличие от стали, которая имеет предел прочности при растяжении намного выше предела текучести, чугун имеет равные предел текучести и предел текучести.
Благодаря углероду в чугуне он не поддается деформациям сжатия (растяжения) до того, как сломается. Чугун не растягивается и не гнется. Обеспечение тепла в 1200 градусов по Фаренгейту позволяет железу создать искусственный предел текучести, позволяя ему растягиваться.
При этом невозможно нагревать чугун в пространстве, которое ограничивает расширение/сжатие, не вызывая напряжения или разрушения . Если чугунный предмет при нагревании закрепить с двух сторон, у него не будет места для расширения, и он может треснуть.
Аналогично, чугунный предмет, нагретый в локализованном зелье, окруженном более холодным металлом, будет препятствовать расширению и треснет. Концевые детали могут быть приварены более простым способом, поскольку они имеют достаточную площадь для расширения без ограничения окружающего материала.
Закалка происходит, когда чугун нагревается выше 1200 градусов, а затем слишком быстро охлаждается. Следует использовать жаростойкие материалы для медленного охлаждения чугуна или, если возможно, изделие следует покрыть песком, чтобы обеспечить изоляцию во время охлаждения.
Таким образом, непостоянный нагрев приводит к растрескиванию/упрочнению, а иногда холодная сварка может повредить чугун без появления трещины. Чугун может сохранять напряжение долгое время, прежде чем треснет
Критическая температура большинства чугунов составляет около 1400 градусов по Фаренгейту. Хотя дуга действительно превышает эти температуры, чугун не должен оставаться при этих температурах в течение длительного времени.
Можно ли сваривать чугун прутком из нержавеющей стали?
Можно ли сваривать чугун с помощью прутка из нержавеющей стали? Да, это возможно, однако стержни из нержавеющей стали не являются идеальным выбором, когда речь идет о сварке чугуна. Большое количество хрома в наполнителе и высокое содержание углерода в чугуне делают карбид хрома очень хрупким 9.0065 .
Прутки стальные могут использоваться для простого ремонта и шпаклевки и подручны при работе с трудно очищаемыми поверхностями
Для сварки чугуна необходим электрод никелевого типа;
- Используйте электрод Tech-Rod 99 для однопроходной сварки,
- Tech-Rod 55 для многопроходной сварки
- Там, где ожидается ржавчина сварного шва, используйте стержневой электрод Lincoln Ferroweld.
Лучшими стержнями для литья являются никелевые и 55% никелевые стержни, которые хорошо подходят для ремонта толстых профилей и имеют более низкий коэффициент расширения, чем стержень из 99% никеля, что означает меньшее количество трещин в линии сплавления.
Можно ли склеивать чугун?
Можно ли склеивать чугун? Нет, склеивание не является подходящим вариантом для несущего чугуна. Имейте в виду, что клей никогда не является альтернативой в чугунных кастрюлях и сковородках или любой чугунной посуде, которая подвергается нагреву . Для небольших предметов и декоративных элементов вы можете легко приклеить чугун, если выполните следующие шаги:
Выберите свой эпоксидный клей
Эпоксидные смолы получают путем полимеризации смеси смолы и отвердителя. Когда смола смешивается с определенным катализатором, начинается отверждение. отверждение — это процесс, когда молекулярные цепи реагируют на химические вещества и образуют ковалентные связи. Они являются отличной альтернативой сварке из-за их отличной адгезии к металлам.
Тщательно очистите поверхность , а затем протрите изделие ацетоном. Это обезжиривание необходимо для того, чтобы клей схватился
Слегка отшлифуйте поверхности , которые будут склеены, наждачной бумагой с зернистостью от 120 до 200. Эта шлифовка обеспечит сцепление клея.
Еще раз протрите ацетоном , чтобы удалить все опилки или порошок, оставшиеся после шлифовки.
Выберите эпоксидную смолу , усиленную сталью, для холодной сварки, обычно называемую жидкой сваркой. Холодный сварной шов состоит из двух трубок, отвердителя и смолы.
Смешайте эпоксидную смолу и отвердитель в равных частях на одноразовом лотке (используйте дюбель или деревянную палочку). Нанесите ровный слой на одну чугунную деталь и вдавите его в другую.
Дать затвердеть примерно на 25 минут или в зависимости от производителя и оставить объект на 24 часа. Из-за особенностей эпоксидного клея процесс отверждения и склеивания занимает несколько часов, поэтому лучше набраться терпения и подождать.
Клей является отличной альтернативой для ремонта сколов или поломок чугуна, но они со временем теряют свои свойства и, скорее всего, в будущем их придется переклеивать.
Становится ли чугун хрупким со временем?
Становится ли чугун хрупким со временем? Да, чугун со временем становится хрупким, потому что долговечность чугунного предмета зависит главным образом от нагрузок и деформаций, которым он подвергается, а также от условий, в которых он хранится . Чугун — невероятно прочный материал, поэтому его так сложно сваривать. Долговечность чугунного предмета в основном зависит от нагрузок и деформаций, которым он подвергается, а также от условий, в которых он хранится.
Чугун не особенно подвержен ржавчине и коррозии, но известен своей чувствительностью к чрезвычайно высоким температурам. Чугунная посуда имеет увеличенный срок службы по сравнению с аналогами из стали и меди, если за ней правильно ухаживать. Он должен быть защищен от экстремальных температур, таких как холодная вода в горячем состоянии, и он может прослужить всю жизнь.
В качестве примера можно привести чугунные трубы, которые можно найти во многих старых домах, которые все еще функционируют спустя 100 лет. Это долговечность, несмотря на постоянное давление воды и длительное время нахождения во влажных условиях под землей.
Серый чугун, наиболее распространенная форма чугуна, имеет прочность на растяжение около 14 МПа (20 000 фунтов на кв. дюйм). Чугун обладает большой прочностью на сжатие, в четыре раза превышающей его прочность на растяжение.
При этом чугун по своей основной структуре является хрупким. Чтобы удерживать такую большую прочность на сжатие, чугун жертвует своей прочностью на растяжение и способностью легко растягиваться и изгибаться.
Чугун содержит примерно 2,11% углерода, что придает ему хрупкость . Но хрупкость не означает, что чугун слаб, чугун может выдерживать невероятно большие нагрузки и поглощать вибрации от тяжелой техники.
Сварка стержнем Ремонт чугуна с помощью сварки Muggy Weld >> Посмотрите видео ниже:
Наше заключениеСварка чугуна на сегодняшний день является одним из самых сложных методов. Он имеет один из самых маленьких погрешностей и чрезвычайно неумолим . Хрупкость материала значительно усугубляет эту трудность. Малейшая ошибка или мельчайшая трещинка могут привести к тому, что все это развалится на части.
Все это означает, что подготовка этих сварных швов занимает гораздо больше времени, чем другие. Поэтому крайне важно следовать шагам, упомянутым выше, а также любым другим советам, которые вы можете найти для безопасной и эффективной сварки чугунных материалов. Потратьте время, чтобы убедиться, что вы не торопитесь и позволяете металлу остывать равномерно и медленно.
Теперь должно быть понятно, почему сварка чугуна считается одной из самых сложных сварок среди сварщиков-профессионалов и любителей. Таким образом, также должно быть очевидно, почему при работе с ними так необходим опыт.
Тем не менее, надеюсь, стало ясно, почему сварка чугуна также вызывает большой интерес у многих. Более редкие фрукты всегда заманчивы, и это, безусловно, верно для сварки чугуна. Это менее распространено, чем другие сварные швы, и также может давать результаты, которые являются уникальными и эстетически привлекательными, если они сделаны правильно.
Следуя описанным здесь шагам и при необходимости обращаясь за помощью к опытному персоналу, вы можете быть уверены, что ваше приключение по сварке чугуна принесет вам результат, достойный затраченных усилий.