назначение поворотных, настольных стальных тисков различных размеров (140, 150, 200, 250 мм)
Вернуться в список статей
Тиски слесарные представляют собой инструмент, который используют в целях закрепления деталей и заготовок при проведении сборочных и слесарных работ.
Данный вид оборудования является неотъемлемым атрибутом мастерских, где предлагаются услуги ремонта. Кроме того, эти приборы подходят и для использования в бытовых условиях – их нередко можно встретить в обычном гараже. Тиски слесарные также широко применяются на различных предприятиях – в таких случаях предпочтение отдается профессиональным устройствам.
В данной статье будут освещены следующие вопросы:
- Назначение тисков
- Конструкционные особенности
- Основные характеристики
- Стуловые, параллельные и ручные тиски
- Стационарные и поворотные тиски
- Отличия стальных и чугунных тисков слесарных
- Советы по выбору инструмента
Назначение слесарных тисков
Тиски слесарные выполняют функцию фиксации деталей разных форм и размеров, без чего практически невозможна дальнейшая обработка изделия. Использование этого приспособления позволяет качественно выполнять работы двумя руками, что очень удобно и практично. При этом обрабатываемую заготовку не нужно удерживать в определенном положении, а значит, мастер может полностью сконцентрироваться на выполнении конкретной задачи. В основном слесарные тиски используются для резки, сверления, строгания, шлифования, сборки и разборки различных механизмов и узлов.
Использование этого приспособления позволяет качественно выполнять работы двумя руками, что очень удобно и практично. При этом обрабатываемую заготовку не нужно удерживать в определенном положении, а значит, мастер может полностью сконцентрироваться на выполнении конкретной задачи. В основном слесарные тиски используются для резки, сверления, строгания, шлифования, сборки и разборки различных механизмов и узлов.
Конкретную модель стоит выбирать, предварительно определившись с видом работ, которые планируется проводить, и размером обрабатываемых деталей. Для решения вышеперечисленных задач чаще всего используют тиски слесарные настольные, конструкция которых предполагает работу без дополнительных механизмов, при этом руки мастера остаются свободными.
Конструкционные особенности
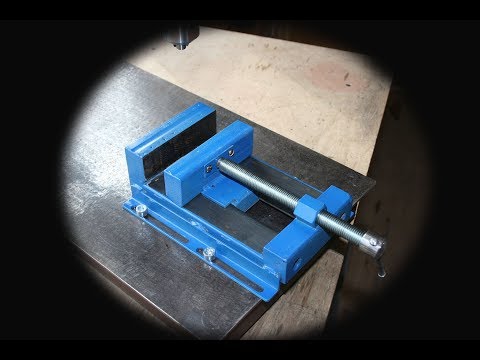
Конструкция настольных моделей представляет собой две параллельные губки, одна из которых неподвижна и является цельной частью корпуса, а вторая движется вдоль винта и прижимает обрабатываемое изделие. При этом большое значение играет размер губок, в которые крепится изделие (тиски слесарные 200, 250 и т. д.). Само приспособление фиксируется специальными болтами к рабочей поверхности (к столу или станку) и, как правило, остается несъемным на протяжении всего рабочего процесса. Корпус заканчивается наковальней или зажимом – в зависимости от конкретной модификации, эти элементы также могут отличаться по размерам. Чтобы правильно выбрать настольные слесарные тиски, необходимо учесть все конструкционные особенности инструмента.
При этом большое значение играет размер губок, в которые крепится изделие (тиски слесарные 200, 250 и т. д.). Само приспособление фиксируется специальными болтами к рабочей поверхности (к столу или станку) и, как правило, остается несъемным на протяжении всего рабочего процесса. Корпус заканчивается наковальней или зажимом – в зависимости от конкретной модификации, эти элементы также могут отличаться по размерам. Чтобы правильно выбрать настольные слесарные тиски, необходимо учесть все конструкционные особенности инструмента.
Основные характеристики
Выбирая крепежные приспособления, нужно опираться на характеристики конкретной модели и учитывать задачи, которые планируется выполнять. Наиболее значимыми параметрами считаются:
- Размер губок – должен соответствовать габаритам обрабатываемой детали. Как правило, ширина указывается в названии самой модели – например, тиски слесарные 200 мм;
- Диапазон и глубина захвата – эти параметры определяют, как сильно по глубине и ширине прибор способен охватить обрабатываемую заготовку;
- еометрические размеры и вес – данные характеристики имеют огромное значение в плане удобства выполнения работ;
- Прочность и твердость материалов исполнения – чем прочнее материал изготовления, тем качественнее считается инструмент;
- Наличие расширенного функционала – к примеру, тиски слесарные поворотные оснащены специальным механизмом, позволяющим делать процесс обработки заготовки более комфортным и маневренным.
 Таким образом, сокращаются трудозатраты, освобождается время на выполнение других заказов. Следовательно, мастерские могут принимать в работу большее количество заказов, что приводит к увеличению прибыли.
Таким образом, сокращаются трудозатраты, освобождается время на выполнение других заказов. Следовательно, мастерские могут принимать в работу большее количество заказов, что приводит к увеличению прибыли.
Стуловые и параллельные тиски слесарные (150 мм, 200 мм, 250 мм)
Сегодня принято различать стуловые, параллельные и ручные модификации. Первый вариант предполагает крепление на краю стола, и основное его преимущество заключается в возможности быстрой установки и такого же быстрого демонтажа. При необходимости их можно оперативно убрать, и такие модели удобны в хранении. Эти инструменты также выпускаются в различных модификациях – например, тиски слесарные 150 мм.
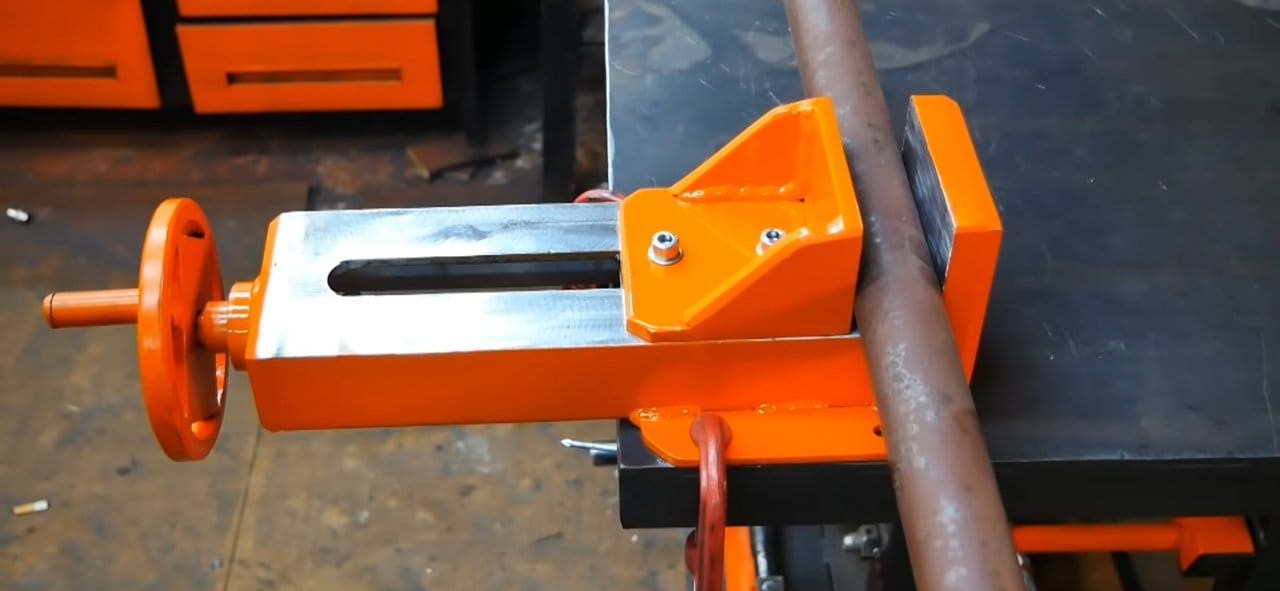
Параллельные модели более распространены и состоят из пары пластин, одна из которых неподвижна, а вторая – перемещается посредством винта и резьбовой втулки. В основании таких приборов имеются специальные отверстия, в которые вставляют крепежные винты для фиксации на верстаке. Устройства в этой модификации наиболее востребованы (особенно параллельные тиски слесарные 200мм или 250мм) и подходят для решения многих задач, связанных с обработкой длинных изделий.
Особенностью ручных моделей является необходимость фиксации зажима руками, что может быть не очень удобно при выполнении обработки. Приспособления в данном исполнении также выпускаются разных размеров, при этом наиболее популярной модификацией считаются ручные тиски слесарные 200 мм.
Стационарные и поворотные тиски слесарные
Параллельные модели имеют внутреннюю классификацию, которая подразумевает разделение на следующие модификации:
- Поворотные устройства. Основание поворачивается вокруг собственной оси и фиксируется в заданном положении. Таким образом, обработка осуществляется в разы легче. Во избежание повреждения заготовки, на пластины надевают специальные накладки из пластмассы, дерева или мягкого металла. Тиски слесарные поворотные пользуются наибольшей популярностью среди потребителей;
- Стационарные приспособления. Эти устройства неподвижны, и их можно зафиксировать в одном положении только при установке. Как и поворотные аналоги, эти устройства выпускаются в разных исполнениях, и наибольшим спросом пользуются тиски слесарные 200 мм.
Отличия стальных и чугунных тисков
Материал изготовления также играет немаловажную роль в плане качества и точности обработки. Сегодня при производстве этих приборов в основном используют сталь или чугун, которые проявили себя с положительной стороны. Каждый из указанных материалов имеет свои особенности, которые в совокупности определяют качество готовых слесарных тисков любого размера, будь то 250 мм, 200мм или 150 мм.
Некоторые сплавы чугуна отличаются повышенной прочностью и устойчивостью к разрушениям. Так, изделия из ферритного чугуна ценятся больше, поскольку они примерно в десять раз прочнее приборов, изготовленных из обычного серого чугуна.
Инструменты из стали также обладают рядом преимуществ и достаточно востребованы на современном рынке. Тиски слесарные стальные отличаются прочностью, но по сравнению с чугунными приспособлениями, имеют гораздо меньший вес, что в конечном счете облегчает процесс обработки. Лучшим материалом для изготовления считается высокопрочная кованая сталь, прошедшая закалку, – такие модели способны прослужить долгие годы.
Помимо материала изготовления, стоит помнить и о параметрах самого прибора. Так, тиски слесарные 150 мм подходят для обработки деталей средних размеров, а устройства с пометкой 75 мм можно использовать только при работе с мелкими изделиями.
Советы по выбору
Выбирая фиксирующие приспособления для выполнения слесарных работ, важно позаботиться о том, чтобы прибор был максимально удобен в эксплуатации, ведь только в таком случае можно обеспечить качественную обработку. Как правило, к тискам выдвигаются следующие требования:
- Соответствие длины хода габаритам обрабатываемой детали. Тиски слесарные 250 мм не подойдут для работы с мелкими изделиями, и наоборот, приспособления с пометкой 75 мм нельзя использовать для обработки крупных деталей. ;
- Запас надежности и прочности. Тиски являются как бы продолжением верстака, поэтому они должны противостоять ударным и механическим нагрузкам, которые неизбежны в процессе выполнения работы. ;
- Хорошая фиксация детали.
 Тиски слесарные 250 мм (или аналогичные приборы в других исполнениях) должны обеспечивать надежное крепление обрабатываемого изделия на верстаке. Чтобы обеспечить данное условие, нужно выбирать качественное фиксирующее устройство нужного размера, предварительно определившись с типом планируемой обработки и точными габаритами деталей. Оптимальными считаются тиски слесарные 140-250 мм – из этого диапазона можно выбрать подходящий вариант. ;
Тиски слесарные 250 мм (или аналогичные приборы в других исполнениях) должны обеспечивать надежное крепление обрабатываемого изделия на верстаке. Чтобы обеспечить данное условие, нужно выбирать качественное фиксирующее устройство нужного размера, предварительно определившись с типом планируемой обработки и точными габаритами деталей. Оптимальными считаются тиски слесарные 140-250 мм – из этого диапазона можно выбрать подходящий вариант. ; - Надежность крепления на станке. Помимо хорошей фиксации самой детали, важно надежно закрепить прибор на станке, что позволит полностью исключить нежелательные вибрации и колебания при выполнении работ. ;
- Возможность поворота. Стационарные приборы уже несколько устарели, и сегодня большой популярностью пользуются тиски слесарные поворотные, которые позволяют ориентировать обрабатываемое изделие под нужным углом.
Правильно выбранные фиксирующие приборы способны облегчить и ускорить рабочий процесс. По сравнению с другими характеристиками, величина хода устройства имеет определяющее значение, и на этот параметр нужно обращать внимание в первую очередь.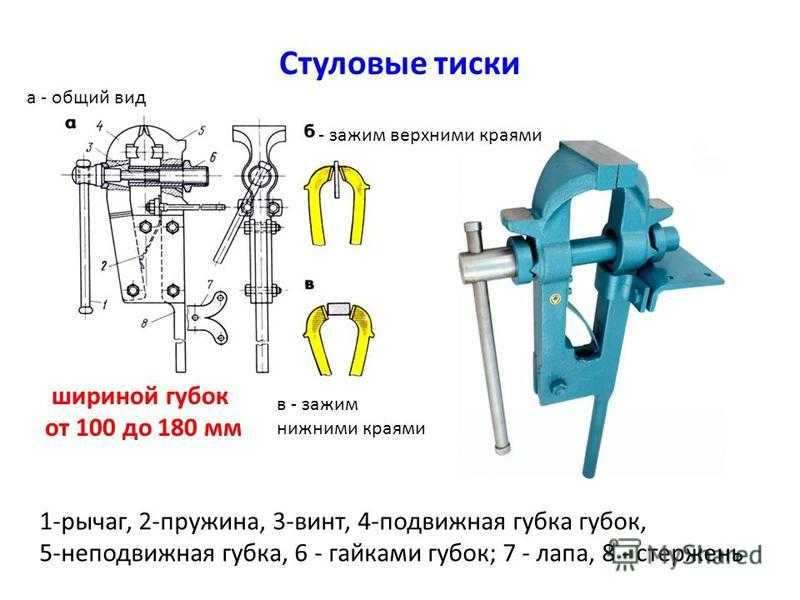
На нашем сайте вы можете купить необходимый инструмент по доступной цене. Для этого перейдите в каталог и изучите представленную в наличии продукцию. Доставим товар в любой регион России.
Как заварить чугунные тиски: можно ли сварить
Содержание
- Насколько сложно варить чугун в домашних условиях
- Подготовка чугуна к обработке
- Разновидности используемых для чугуна электродов
- Как сделать самостоятельно
- Техника безопасности
- Какие методы сварки применяются для тисков
- Сваривание тисков инвертором
- С помощью плавящихся электродов
- С электродами общего назначения
- С электродами с чугунным покрытием
- Сварка неплавящимся электродом в аргоне или под флюсом
- Видео о сваривании чугунных тисков
Чугун — сплав, состоящий из железа, углерода и легирующих добавок.![]() Детали из него часто используются как в промышленности, так и в быту. Несмотря на высокую прочность, этот материал сравнительно хрупкий, поэтому домашним и профессиональным сварщикам надо знать, как правильно работать с ним и как заварить чугунные тиски или другие изделия из этого металла.
Детали из него часто используются как в промышленности, так и в быту. Несмотря на высокую прочность, этот материал сравнительно хрупкий, поэтому домашним и профессиональным сварщикам надо знать, как правильно работать с ним и как заварить чугунные тиски или другие изделия из этого металла.
Насколько сложно варить чугун в домашних условиях
Хотя это и непростой процесс, но соединять чугунные детали или заваривать в них трещины можно и дома. Сварщик должен знать технологию выполнения таких работ и быть готовым к следующим трудностям:
- сплав обладает высокой текучестью, поэтому сварочные работы лучше выполнять в нижнем положении заготовок;
- в расплавленном состоянии чугун выделяет газы, которые попадают в шов, из-за чего его качество ухудшается;
- при нарушении температурных показателей чугун перекаливается, из-за чего в нем появляются поры, а в сварных швах — дополнительные напряжения;
- при быстром или неравномерном нагреве/охлаждении соединения в нем появляются трещины.

При работе с чугуном учитывают его особенности, проводят качественную подготовку соединяемых изделий и правильно выбирают режим.
Подготовка чугуна к обработке
Чтобы создать качественный и прочный шов, важно правильно провести подготовительные работы.
Порядок выполнения:
- очистка свариваемых поверхностей от имеющихся загрязнений и пыли;
- обезжиривание очищенных поверхностей ацетоном или другим растворителем;
- подготовка подкладок для отведения тепла, они используются при соединении тонких заготовок;
- разделка кромок, она выполняется перед соединением тонкостенных деталей, делают это напильником или с помощью УШМ;
- обработка трещин, их засверливают по краям и разделывают по всей длине или вырезают трещину, а затем ее края заокругливают;
- подогрев изделия проводится в зависимости от способа сваривания (холодный или горячий).
Разновидности используемых для чугуна электродов
С чугунными заготовками работают специальными электродами с маркировкой СВ-08 А и СВ-08 или используют для этого материала универсальные расходники:
- ЦЧ-4 — применяются для работы при любой температуре и позволяют создавать ровное и прочное соединение.

- ЭМЧС — основа сделана из низкоуглеродистой стали, на нее нанесена трехслойная обмазка. В процессе горения электрода вокруг него создается газозащитный слой, предохраняющий шов от окисления и образования в нем включений воздуха.
- Ficast NiFe K — такие стержни выполнены из железоникелевого сплава, предназначены для сварки чугуна и стали.
- МНЧ-1 — сделаны из сплава меди, никеля и монель-металла, что увеличивает их стоимость. Применение этих расходных материалов позволяет получать качественный шов, который потом легко обрабатывать.
Как сделать самостоятельно
Качественные электроды для работы с чугуном можно приобрести не в каждом строительном магазине, стоимость их достаточно высокая. Многие опытные сварщики и домашние мастера делают расходники для сварки чугуна самостоятельно.
Электрод можно сделать самостоятельно.Для этого понадобятся стержни общего назначения (АНО-4 или УОНИ), медная проволока толщиной 1,5-2 мм.
Процесс изготовления простой, достаточно накрутить проволоку на выбранный электрод.

Можно использовать и другой вариант, для его реализации понадобятся:
- жидкое стекло;
- медные прутья диаметром до 5 мм;
- измельченная обмазка, снятая со стержней общего назначения;
- металлический порошок.
В этом случае процесс изготовления состоит из таких этапов:
- Нарезка медных прутьев на отрезки необходимой длины. Зачистка их поверхности наждачной бумагой и обезжиривание.
- Подготовка покрывающего состава. Для этого тщательно толкут обмазку, снятую со стержня, и в равной пропорции смешивают ее с металлическим порошком. Затем в подготовленную смесь вводят 30% жидкого стекла, снова все хорошо перемешивают.
- Создание электрода. Готовые прутья несколько раз опускают в подготовленный состав, пока на них не образуется покрытие толщиной 1,5-2 мм.
- Сушка стержней. Их размещают вертикально и оставляют на открытом воздухе.
- Прокаливание. Для этого самодельные изделия помещают в духовку, температура которой в пределах +200-250°С.
Качество самостоятельно сделанных электродов будет немного ниже, чем тех, что приобретены в магазине, но с их помощью также можно надежно соединять или восстанавливать чугунные детали, при этом режим работы выбирают такой же, как и при использовании фирменных расходников.
Техника безопасности
При любых сварочных работах чугун не является исключением, важно соблюдать правила безопасности:
- если работа выполняется в помещении, то оно должно хорошо проветриваться и иметь качественное освещение;
- обязательно надо использовать заземление;
- чугунные детали не должны быстро охлаждаться, поэтому при работе с ними их надо защищать от влаги;
- сварщик обязательно должен работать в огнестойком костюме и обуви, рукавицах, защитной маске.
Какие методы сварки применяются для тисков
Для восстановления работоспособности чугунных тисков можно использовать такие методы сварки:
- Горячая.
 Это самый распространенный способ, позволяющий получать качественное соединение. Перед свариванием деталей их поверхность при помощи газовой или жидкотопливной горелки или в печах нагревают до +600-650°С. Это помогает избежать перекалки и напряженности в месте сварки, а также появления соединений, имеющих высокую температуру плавления. Дома реализовать такую технологию сложно. Кроме правильного нагрева, надо еще знать, когда можно начинать работу, как остудить заготовки и другие нюансы.
Это самый распространенный способ, позволяющий получать качественное соединение. Перед свариванием деталей их поверхность при помощи газовой или жидкотопливной горелки или в печах нагревают до +600-650°С. Это помогает избежать перекалки и напряженности в месте сварки, а также появления соединений, имеющих высокую температуру плавления. Дома реализовать такую технологию сложно. Кроме правильного нагрева, надо еще знать, когда можно начинать работу, как остудить заготовки и другие нюансы. - Полугорячая. Идентична предыдущему методу, но в этом случае нагрев заготовок проводится до +300-350°С.
- Холодная. Здесь проведение нагрева деталей не предусмотрено, но есть ряд технологических особенностей, их несоблюдение приведет к получению некачественного и непрочного шва. Этим методом чаще всего сваривают чугун в домашних условиях.
Сваривание тисков инвертором
Для сварки чугуна нужна средняя температура, поэтому работать по такому металлу электросваркой можно в гараже или на даче. Удобнее всего делать это инверторным аппаратом.
Удобнее всего делать это инверторным аппаратом.
С помощью плавящихся электродов
Для выполнения таких работ используют плавящиеся электроды, в их составе есть медь или никель. Необходимо делать прерывистые швы, но они не должны быть короче 3 см, рабочая температура до +80°С и надо давать изделиям остывать. Сварка проводится обратной полярностью. Работу чаще выполняют холодным способом.
Указанный метод сваривания проводится 2 способами:
- С применением шпилек с резьбой. Их вкручивают в кромки деталей, которые будут сваривать. Чтобы избежать перегрева, эти элементы располагают вразброс. На размер шпилек влияет толщина заготовок: диаметр 0,3-0,4 толщины изделия, но не более 12 мм; вкручивают на глубину не более 1,5 диаметра шпильки и не больше половины толщины заготовки; высота выступания над поверхностью — 0,75-1,2 диаметра. После установки этих элементов их обваривают по кругу, наплавляя слой за слоем металл. Затем заполняют расстояние между шпильками.
- С применением многослойной сварки.
 Работу выполняют после проведения разделок кромок, на них не должно быть острых углов. Наплавку начинают с краев и движутся к центру. Первый слой — основной, на этом этапе особенно важно соблюдать режим сварки. Следующие слои проковывают и не охлаждают, это не касается первого и облицовочного.
Работу выполняют после проведения разделок кромок, на них не должно быть острых углов. Наплавку начинают с краев и движутся к центру. Первый слой — основной, на этом этапе особенно важно соблюдать режим сварки. Следующие слои проковывают и не охлаждают, это не касается первого и облицовочного.
С электродами общего назначения
Если выполняется разовая работа с чугуном, чтобы сэкономить и не покупать специальные расходники, можно работать и стержнями общего назначения. Ими выполняют многослойную сварку, порядок проведения работ такой же, как описано раньше, где использовались прутки, покрытые цветными металлами.
Использование стальных расходников при сварке чугунных деталей не позволяет создавать прочный шов. Чтобы получить более качественный результат, первый слой делают специальным электродом ЦЧ-4, а следующие выполняют стальным прутком.
При сварке таким способом наиболее слабое место — околошовная зона. В ней образуется много трещин и повышается хрупкость.
В ней образуется много трещин и повышается хрупкость.
В результате таких дефектов происходит отслоение наплавленного металла. Применять данный метод для создания ответственных соединений нельзя.
С электродами с чугунным покрытием
Этот вариант подходит для выполнения работ холодным или полугорячим методом. Для улучшения структуры шва рекомендуется делать небольшой прогрев места сваривания.
Сваривание тисков возможно электродами с чугунным покрытием.Такие стержни покрыты специальной обмазкой. Они предназначены для исправления дефектов в изделиях, выполненных методом чугунного литья. Чаще всего используют такие марки электродов: ОЗБ-2М, МНЧ-1, ОЗЧ-1. Работу выполняют постоянным или переменным током. Расчет его величины проводят таким образом: на 1 мм диаметра требуется 50-60 А.
Сварка неплавящимся электродом в аргоне или под флюсом
Технология проведения работ предусматривает наличие защитной среды (аргон или флюс). Присадку делают из чугуна, в который добавляют медь, алюминий, никель. Работают угольными, графитовыми или вольфрамовыми неплавящимися стержнями.
Работают угольными, графитовыми или вольфрамовыми неплавящимися стержнями.
Чтобы шов был качественным, сварку выполняют с соблюдением таких правил:
- поверхность хорошо очищают от грязи и жира;
- соединяемые детали фиксируют в нескольких местах;
- предварительно прогревают место соединения, необходимость этого этапа зависит от вида чугуна, из которого сделаны соединяемые детали;
- присадочный прут подают под углом 20-30°;
- работы выполняют при небольшом токе;
- сваривание проводят поэтапно: проваривают 2-3 см, затем проковывают этот отрезок небольшим молотком;
- после сварки детали охлаждают постепенно, нельзя допускать резкого снижения температуры.
Такой метод сварки чугуна требует больших затрат труда и финансов, а также есть некоторые сложности соблюдения технологии, поэтому его используют редко.
Видео о сваривании чугунных тисков
Сваривать чугунные изделия или заделывать в них появившиеся повреждения можно не только в заводских условиях, но и дома.
Если домашний умелец имеет опыт проведения сварочных работ, то, выбрав один из существующих методов, электроды и режим выполнения работ, он сможет самостоятельно прочно и качественно заварить тиски или любое другое изделие из чугуна. Для того чтобы проще было разобраться в технологическом процессе, надо посмотреть тематические видео, и тогда трудностей при выполнении таких работ возникать не должно.
Как безопасно пользоваться верстачными тисками?
Woodward Fab
Слесарные тиски являются важным и неотъемлемым инструментом, используемым в металлообработке, деревообработке и некоторых других производственных процессах.
Как использовать тиски в полной мере?
В основном слесарные тиски используются для широкого спектра работ. Таким образом, важно выбрать соответствующие тиски в зависимости от их применения. Вот что вам нужно соблюдать при безопасном использовании слесарных тисков.
- При использовании тисков обязательно закрывайте лицо и глаза щитком и защитными очками или защитными очками.
- Убедитесь, что слесарные тиски надежно прикреплены к рабочему столу, вставив болты в правильном порядке. Кроме того, убедитесь, что верстак или стол плотно закреплены на своем основании.
- Тиски должны быть установлены таким образом, чтобы их неподвижная губка немного выступала за рабочий стол. В этом поможет интерференция длинных кусков. Просто старайтесь не отрывать взгляда от рабочей поверхности и наблюдать, держится ли рабочий стол или другие поверхности под давлением.
- Прежде чем пытаться зажать заготовку в тисках, проверьте тиски на наличие повреждений, трещин или других повреждений.
- Держите материал и тиски в практически совместимом диапазоне, чтобы противодействовать вибрации во время работы, такой как пиление, документирование и т. д.
- Держите все движущиеся части и струны смазанными, чистыми и свободными от сколов.

- Используйте вкладыши губок в верстачных тисках, когда есть возможность обозначить работу.
Чего следует избегать при использовании слесарных тисков
Есть определенные вещи, которых следует избегать при использовании слесарных тисков. Ниже приведены некоторые полезные указания:
- Не расширяйте губки тисков больше, чем они предназначены.
- Не затягивайте тиски сильнее, чем требуется.
- Никогда не ремонтируйте настольные тиски с помощью пайки или сварки, так как это повлечет за собой нарушение гарантии.
- Никогда не используйте удлинитель рукоятки для увеличения зажимного веса.
- Не используйте тиски с наименьшим зазором.
- При наличии стрессового разрушения немедленно замените деталь или тиски.
При всех соображениях безопасности качество настольных тисков оказывает огромное влияние на безопасность сотрудников. Таким образом, для качественной покупки необходимо нанять надежного поставщика, такого как Woodward Fab.![]() Компания имеет широкий ассортимент чугунных тисков, которые обеспечивают превосходный захват, а также блестящие результаты. Эти металлообрабатывающие устройства подходят практически для всех рабочих столов и обеспечивают точность на каждом этапе процесса. Оснащенный прочной конструкцией из массивного чугуна и кованой стали немецкого качества, инструмент обеспечивает надежную работу и точность зажима.
Компания имеет широкий ассортимент чугунных тисков, которые обеспечивают превосходный захват, а также блестящие результаты. Эти металлообрабатывающие устройства подходят практически для всех рабочих столов и обеспечивают точность на каждом этапе процесса. Оснащенный прочной конструкцией из массивного чугуна и кованой стали немецкого качества, инструмент обеспечивает надежную работу и точность зажима.
Связанный пост:
- 8 промышленных применений тисков Woodward Fab
- Как правильно выбрать тиски для металлообработки?
 Возьмем, к примеру, слова «тиски» и «тиски». Я знаю, что большинство людей считают, что это одно и то же слово, но с разными вариантами написания для регионов. И хотя это играет роль, мы по-прежнему рассматриваем здесь две разные вещи. Позвольте мне объяснить разницу между «пороками» и «пороками».
Возьмем, к примеру, слова «тиски» и «тиски». Я знаю, что большинство людей считают, что это одно и то же слово, но с разными вариантами написания для регионов. И хотя это играет роль, мы по-прежнему рассматриваем здесь две разные вещи. Позвольте мне объяснить разницу между «пороками» и «пороками».Порок против тисков: что лучше?
Технически оба правильны. Это просто зависит от того, о чем вы говорите, а иногда и от того, где вы находитесь.
«Порок» — это существительное, и мы используем его, чтобы описать вещи, от которых мы зависим или сильно зависим.
«Тиски» выглядят так, как будто это британское написание слова «тиски», и это правильно, но изначально они были созданы для описания инструмента, используемого для зажима и удержания вещей вместе. Вы также увидите, что он используется для других инструментов, таких как тиски или верстачные тиски.
Они являются омофонами друг друга, то есть звучат одинаково, но имеют разное значение. Но ждать! Я же говорил вам, что они имеют одинаковое значение, не так ли? Давайте рассмотрим это дальше.
Что такое порок?
Слово «порок», написанное через букву «С», на самом деле имеет массу разных значений!
- Вредная привычка или аморальное поведение, например, курение или употребление алкоголя.
- Устройство, используемое для удержания предметов вместе или на месте, например, слесарные тиски.
- Депутат или какой-то заместитель или канцлер, например вице-президент.
- Различные инструменты, используемые для резки или придания формы предметам; долото для тисков, захваты для тисков и т. д.
- Неисправность или дефект в чем-то, например, если в здании есть трещина в фундаменте, будет пороком в фундаменте.
Что такое тиски?
Технически «тиски» — это правильное написание механического инструмента, который мы используем, чтобы крепко удерживать объекты на месте во время работы. У него две параллельные челюсти, которые открываются и закрываются с помощью винтового или рычажного механизма.
Тиски в основном используются в хобби или профессиях, таких как деревообработка, металлообработка и другие профессии, требующие удержания материалов на месте.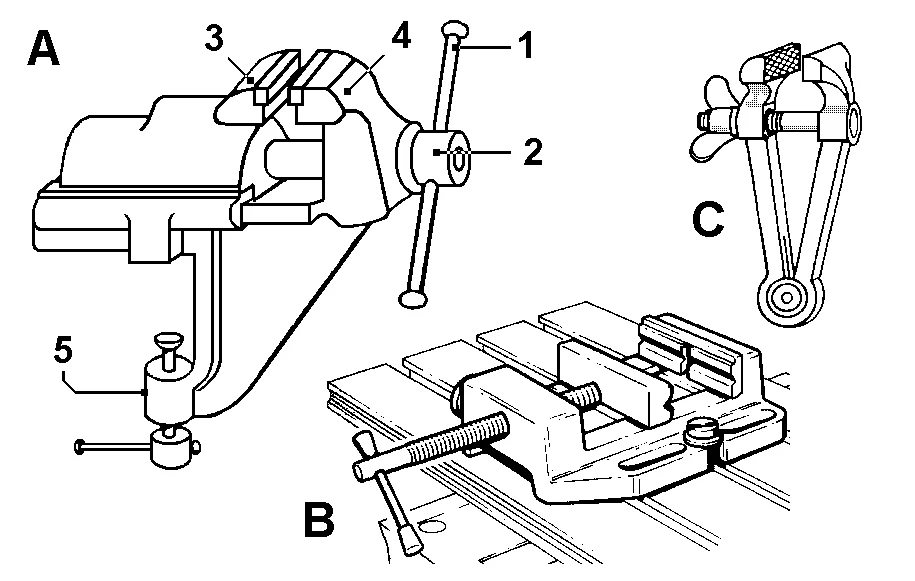 Лично я использую тиски, когда распыляю краску на края книги специального издания. Это помогает держать все страницы плотно упакованными, чтобы они не слипались.
Лично я использую тиски, когда распыляю краску на края книги специального издания. Это помогает держать все страницы плотно упакованными, чтобы они не слипались.
Пороки и пороки как одно целое
Итак, вот где все становится запутанным. Хотя они оба имеют свои собственные определения, вы также можете использовать оба написания для описания зажимного инструмента, потому что это то, что принято в британском английском. Но, чтобы избежать путаницы, придерживайтесь более распространенного американского написания «порок» для плохих привычек и «тиски» для инструмента.
Это тише или наоборот?
Это распространенная фраза, которую мы используем для обозначения «в любом случае» или «наоборот». Чтобы написать это правильно, используйте «наоборот».
Какое множественное число у слова Vice?
Множественное число слова «порок» — «порок».
- У него было много пороков, в том числе курение, пьянство и тяжелые наркотики.
Что еще можно сказать о пороке?
Это просто! Но на всякий случай приведу примеры и для инструмента, и для привычки.
Плохая привычка
- Грех
- Безнравственность
- Разврат
- Коррупция
- Злоба
- Беззаконие
- Зло
- Правонарушение
Инструмент
- Зажим
- Захваты
- Пресс
Как вы используете Vice в предложении?
Вот несколько предложений, демонстрирующих использование слова «порок» во всех его формах.
- Пороки моего покойного брата включали такие вещи, как онлайн-азартные игры и пьянство.
- Сегодня мне позвонил заместитель директора, чтобы поговорить о поведении моего сына.
- Вице-президент нашей компании отвечает за надзор за отделом продаж, где я работаю.
- Мой муж, плотник, использовал тиски, чтобы зажать два куска дерева на месте, пока строил мою книжную полку.
- Мы наняли инженера-строителя, и он обнаружил дефект в фундаменте здания, который нужно исправить.
- Он любит эту собаку и наоборот.
