Сварка чугуна аргоном: как избежать ошибок
Вопросы, рассмотренные в материале:
- Каковы особенности сварки чугуна аргоном
- Какие нужны присадки для сварки чугуна аргоном
- Какова технология сварки чугуна аргоном
- Как проверить качество сварки чугуна аргоном
Одним из популярнейших металлов в нашей стране является чугун. Он представляет собой сплав железа и углерода. Углерод в данном соединении бывает в виде цементита или графита. В зависимости от этого изменяются и сварные способности материала. Состав с цементитом не поддается сварке, а графитовые соединения прекрасно обрабатываются и свариваются. О том, как выполняется сварка чугуна аргоном и какие особенности технологии существуют, мы расскажем в нашей статье.
Особенности сварки чугуна аргоном
Существует несколько способов сварки чугуна аргоном, и все они связаны с определенными трудностями, которые обусловлены свойствами этого материала.

Различные методы соединения металлов позволяют сваривать аргоном чугун с некоторыми разновидностями стали и с другими деталями из чугуна. При этом необходимо учитывать ряд особенностей этого материала и сварочного процесса:
- Перекалка. Сварка чугуна аргоном может стать причиной перекалки околошовной зоны, поскольку чугун плавится при низкой температуре и под воздействием сварочной дуги может перекалиться. В результате вы получите трещины на поверхности. В дальнейшем это место очень сложно обработать и отшлифовать. Трещины станут причиной повышения хрупкости всего изделия. Защита от перекалки чугуна необходима. Подогрев и постепенное остывание заготовки помогают избежать данных проблем.
- Поры. Сварочные работы аргоном по чугуну становятся причиной выделения большого количества углерода. Это трудно заметить в процессе горения дуги, но во время кристаллизации сварочной ванны углерод вытесняется кислородом. В результате он выступает на поверхность, образуя поры. Чтобы защитить обрабатываемый участок чугуна от воздействия окружающей атмосферы, можно применять порошок-флюс. Кроме этого, в сварочный материал добавляют другие элементы, препятствующие выходу углерода. С помощью них можно сделать более прочную и вязкую сварочную ванну.
- Текучесть. Это свойство особенно заметно при работе с тонкими пластинами чугуна. Вследствие высокой текучести материала появляются прожиги, металл может выходить с другой стороны. Для защиты от прожига можно использовать специальные графитовые прокладки. Выполняя на них сварочные действия, сварной шов формируется на подкладке и не продавливается. В результате сохраняется целостность конструкции, которая поддерживается в месте сварки аргоном и не распадается.
Сварка чугуна аргоном проходит по специальной технологии, предусматривающей подготовку металла для последующей обработки. Подготовка состоит из следующих этапов:
- Распил трещин. Многие трещины в чугуне проникают достаточно глубоко. Выполняя сварочные работы аргоном по трещине на заготовке толщиной свыше 4 мм, вы просто заплавите верхнюю часть трещины, а внутри расколотая структура сохранится. В результате сопротивление на излом будет небольшое. Для более эффективной обработки подобных проблемных мест необходимо выполнять распил трещин тонким диском болгарки. Глубина запила зависит от толщины детали.
- Просверливание краев. Иногда край трещины просто не увидеть визуально. В связи с этим желательно просверлить отверстия по краю трещины, не доходя 5 миллиметров до конца разлома. Такие предварительные действия позволяют при выполнении сварочных работ аргоном более эффективно заполнять металлом пространство, что препятствует последующему расколу.
- Разделка кромок. Сварка чугуна аргоном часто сопряжена с перекалкой места соединения. В результате сварной шов становится хрупким. Чтобы этого не произошло, необходимо равномерно прогревать шов по длине, добавляя присадочный металл в место соединения. Грамотная разделка кромок позволит выполнить данную работу более качественно. Чтобы максимально заполнить металлом место соприкосновения толстых пластин во время сварки аргоном, необходимо предварительно сделать скосы кромки под 45°, притупив их у основания на 3-4 мм. Такой участок будет отличаться высокой устойчивостью к излому.
- Подформовка. При сваривании аргоном тонких пластин чугуна может возникать протечка жидкого металла. Чтобы поддержать нагретый участок и предотвратить его деформацию, необходимо пользоваться подкладками из графита.
Выбор присадок для сварки чугуна аргоном
Присадка при сварке чугуна аргоном имеет очень большое значение. Наибольшую популярность в качестве присадочного материала получили чугунные стержни. Самым простым способом является использование чугунных электродов без наружного покрытия.

Сварка чугуна аргоном (ТИГ) выполняется при помощи присадок со следующей маркировкой:
- «А» – при горячем сваривании.
- «Б» – при горячем сваривании с локальным нагревом.
- «НЧ-1» – при полугорячей сварке тонкостенных чугунных заготовок.
- «НЧ-2» – при полугорячей сварке толстостенных чугунных деталей.
- «БЧ» или «ХЧ» – при соединении с повышенными характеристиками износостойкости.
Толщина заготовки влияет на диаметр присадочного стержня. Диаметр присадки составляет приблизительно половину толщины чугуна.
Другим вариантом является использование никелевых присадок при выполнении сварочных работ. В таблице представлены основные типы прутков для сварки чугуна аргоном.
| Марка, тип покрытия, описание | Классификация | Химический состав наплавленного металла | Механические свойства наплавленного металла |
|
OK Tigrod 19. 82 Пруток на основе никеля, устойчивый к коррозии и высокой температуре. Подходит для сварки и наплавки сплавов никеля, сварки разнородных металлов и соединения высоколегированных, коррозионно- и жаростойких сталей. При его использовании получается пластичный шов при низких температурах. В машиностроительной и химической отрасли с помощью этого прутка создаются емкости, трубопроводы и пр. Обычно сварку производят в чистом Ar. Ток = (-) |
ER NiCr Mo – 3/ AWS A5.14 |
C < 0,01 Mо 9,0 Cr 22,0 Nb +Ta 3,5 Fe 0,5 Ni – остальное |
Предел текучести 500 МПа Предел прочности 800 Мпа Удлинение 35% КCV +20 °С 130 Дж — 105 °С 120 Дж — 196 °С 110 Дж |
|
OK Tigrod 19. 85 Пруток из коррозионно- и жаростойкой проволоки на никелевой основе для сварки и наплавки никелевых сплавов, сварки высоко легированных коррозионно- и жаростойких сталей, а также для соединения разнородных металлов. Обычно сварку производят в чистом Ar. |
ER NiCr- 3/ AWS A5.14 |
C < 0,05 Mn 3,0 Cr 21,0 Nb +Ta 2,5 Ni > 67,0 |
Предел текучести 425 МПа Предел прочности 700 Мпа Удлинение 44 % КCV +20 °С 150 Дж — 196 °С 145 Дж |
|
OK Tigrod 19. 92 Пруток на основе никеля, легированный титаном. Подходит для соединения изделий из никеля (мин. 99,6 %), работающих в агрессивной среде. Обычно сварку производят в чистом Ar или смеси Ar-He. Ток = (-) |
ER Ni – 1 / AWS A5.14 |
C 0,02 Mn 0,4 Cu 0,1 Ti 3,0 Al 0,1 Ni > 93,0 |
Предел текучести 300 МПа Предел прочности 500 Мпа Удлинение 27 % КCV +20 °С 190 Дж 0 °С 210 Дж -20 °С 290 Дж |
Технология сварки чугуна аргоном
Соединение чугунных деталей при помощи аргона выполняется так же, как и сваривание других металлов. Технология достаточно однотипная. Выполняется настройка сварочного аппарата, чтобы подавался ток мощностью 40–80 ампер. Данный диапазон мощности позволяет соединять детали разной толщины. Опытным путем вы сможете понять, какая именно мощность подходит для той или иной детали. Главное, чтобы во время сваривания аргоном не было слышно характерного хруста, что свидетельствует о растрескивании шва.
Непосредственно сварной шов можно делать в двух направлениях: двигаясь горелкой впереди присадочного прутка или позади. Качество шва не зависит от направления. При соединении двух толстых заготовок предварительно понадобится сделать Х-образную кромку, а сам шов при сваривании проварить с обеих сторон.

При выполнении сварочных работ аргоном следует обращать внимание на несколько моментов:
- Сварочный присадочный стержень допускается опускать в сварную ванну лишь после его нагрева.
- Не выносите присадку из зоны сваривания до окончания сварочных работ. Хотя при формировании сварного шва после заполнения ванны расплавленным металлом присадочный элемент вам может помешать. Ведь в это время вам необходимо разровнять материал. Правда, для этого необходимы лишь доли секунды, за которые пруток не остынет.
- Работа неплавящимся электродом в аргоне не должна прерываться. В случае приостановки процесса необходимо новый шов начинать с края сделанного ранее и уже затвердевшего.
- Сварка чугуна аргоном выполняется довольно быстро и пламя горелки должно все время двигаться. Если задержаться дольше на одном месте, то чугун сильно нагреется и в этом месте будет испаряться углерод. В результате металл станет более прочным и твердым, что уменьшит его сварные возможности.
- Работать аргоном лучше всего в нижнем положении. Эта позиция не позволит расплавленному металлу под действием собственной тяжести и давления аргона вытечь из сварной ванны.
При сварке аргоном двух толстостенных чугунных болванок между ними может быть слишком большой зазор. В этом случае понадобится сделать несколько слоев наплавки. Для предотвращения появления пор в расплавленном металле желательно иногда перемешивать содержимое сварочной ванны. Своевременное помешивание выведет из металла растворенные в нем газы.
Простая технология сварки чугуна аргоном является довольно эффективным методом. Высокое качество работы будет обеспечиваться медленным охлаждением заготовки естественным путем.
Контроль качества сварки чугуна аргоном
Выполнив сварочные работы аргоном, следует подвергнуть изделие тщательному контролю, чтобы выявить возможные дефекты сварного шва. Визуально вы сможете увидеть крупные дефекты: трещины, подрезы, поры, непровары и пр. Но есть и недостатки, которые глазу не видны. В глубине металла могут быть трещины и другие нарушения структуры, которые можно обнаружить только с помощью специальных приборов.
Современная технология предполагает различные способы контроля качества сварных швов. Они зависят от технического оснащения, способностей к обнаружению различных дефектов и принципа их действия. Все виды контроля сварных швов делятся на неразрушающие и разрушающие. Конечно, методы, не нарушающие целостности детали, являются предпочтительными.
- Внешний осмотр.
Внешний осмотр является начальным уровнем контроля сварных соединений. Он позволяет обнаружить все видимые дефекты и некоторые скрытые. Так, на частый обрыв дуги будет указывать разная высота и ширина шва, его неравномерность. Такие нарушения приводят к непровару.
Для того чтобы выполнить внешний осмотр, необходимо очистить швы от брызг металла, окалины и шлака. Допускается применение 10%-ного раствора азотной кислоты и промывка шва спиртом. Такая обработка помогает очистить поверхность и придать ей матовость. В результате на ней будут более заметными поры и мелкие трещины. Чтобы металл не разъедался, в дальнейшем азотную кислоту необходимо смыть спиртом.
С помощью такого визуального контроля можно увидеть любые трещины, поры, непровары, изменения геометрии шва, наплывы.
Значительно повышает эффективность визуального осмотра использование лупы с 10-кратным увеличением. Такой инструмент даже маленький дефект вынесет на поверхность. В лупу виден любой пережог металла, микротрещинки, малозаметные подрезы. С помощью нее можно следить за изменением состояния какой-либо трещины в процессе эксплуатации.
- Капиллярный контроль.
В основу этого вида контроля заложена капиллярная активность жидкостей. Они могут втягиваться и проникать в мельчайшие каналы на поверхности материала. Такими каналами могут стать поры и трещины сварного шва. Высокая смачиваемость жидкостей и маленький радиус капилляра значительно увеличивают глубину и скорость их проникновения в материал.
Метод капиллярного контроля применим для цветных и черных металлов, для ферромагнитных и неферромагнитных материалов, для керамики, пластмассы и стекла. Этот метод позволяет обнаружить визуально незаметные поверхностные дефекты, а при использовании керосина можно увидеть и сквозной дефект.
Для капиллярного контроля разработан ГОСТ 18442-80 «Контроль неразрушающий. Капиллярные методы. Общие требования».
- Магнитная дефектоскопия.
Качество сварки чугуна аргоном можно проконтролировать с помощью магнитного дефектоскопа. Принцип его действия основан на электромагнетизме. Вокруг изучаемой области создается магнитное поле. При наличии дефектов в этом месте нарушается прохождение электромагнитных линий. Это искажение фиксируется с помощью магнитопорошкового или магнитографического способа. Магнитопорошковый способ подразумевает нанесение на поверхность сварного соединения сухого или влажного ферромагнитного порошка. При наличии дефекта он скапливается в месте нарушения, сигнализируя об этом.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
vt-metall.ru
Сварка чугуна аргоном — технология
Специалисты всегда говорят о том, что сваркой чугуна аргоном всегда должен заниматься только опытный человек, так как она не является простой задачей, даже учитывая весь технологический прогресс. Сам чугун в большей мере используется в машиностроительной сфере благодаря своим особым свойствам.
Он имеет большой по сравнению с другими металлами показатель углерода в своем составе, а именно 2–6 %. Для сварки чугуна применяется именно аргон, потому что это один из самых надёжных способов добиться высокого качества соединения деталей.
Характеристики свариваемости чугуна
Чтобы научиться правильно работать с чугуном, стоит учитывать все его характерные особенности. Если не учесть хоть один из нюансов, сварка станет бесполезной, такое соединение не будет отличаться надёжностью.
Чугун не самый благоприятный материал для сварки, поэтому принято применять дополнительные технологии. К важным свойствам металла относятся:
- Отсутствие пластичности. Это говорит о том, что в процессе работы может происходить перенапряжение отдельных участков деталей, в особенности в месте соединения. Поэтому иногда могут образовываться повреждения в виде трещин, но они проявят себя только через несколько часов после проведения сварочных работ.
- Быстро остывает. Эта особенность влечёт за собой так называемый эффект «отбеливания». Это означает, что на поверхности будет образовываться белый слой металла, который не является благоприятным для дальнейшей обработки.
- Хрупкость. Одно из свойств, создающее очень много проблем при сварке отдельных участков.
- Требуемое количество углерода снижается под воздействием высоких температур. Во время работы углерод начинает выгорать, из-за чего проявляются поры как внутри шва, так и снаружи.
Особенности сварки чугуна аргоном
Применение аргона для сварки чугуна всегда позволяет приблизить качество шва к прочности основного материала. Но добиться такого результата можно только при соблюдении особых правил. Одно из них — это постепенный прогрев зоны стыковки и в дальнейшем её охлаждение. Для чего это делается?
Прогрев обеспечит изменение структуры металла, после чего на свариваемой поверхности будет выделяться графит, что увеличит скромные пластичные свойства чугуна. Чтобы исключить попадание инородных металлов в место сварки, принято использовать графитовые прутки или электроды. Иногда также может использоваться порошковая проволока или специальные чугунные пластины.
После того как сварка чугуна аргоном завершена, готовый шов нужно постепенно охладить. Пытаться сделать это резко — строго запрещается, поэтому воду как охладитель использовать не стоит. Иногда для получения максимально качественного результата специалисты засыпают соединённые детали песком, чтобы охлаждение происходило максимально постепенно.
В промышленности сварщикам чаще всего приходится варить чугун с помощью холодной сварки. Это можно сделать множеством способов, но самую большую популярность получили всего 3 из них:
- использование электродов из цветного металла;
- применение электродов малого диаметра, которые в своем составе имеют минимальный процент углерода;
- использование стального стержня.
Холодный метод сварки позволяет удешевить производство и сэкономить рабочее время. Это также исключает необходимость предварительного нагрева места стыка и затем его охлаждение, что требует вовлечения в процесс дополнительного оборудования и материалов.
Сваривать чугун с помощью аргона рекомендуется на низком сварочном токе, это убережет элементы, находящиеся в сварочной ванне, от смешивания.

Сварка чугуна аргоном в бытовых условиях
Чтобы удачно справиться с чугунными деталями у себя дома, стоит придерживаться нескольких несложных правил:
- Перед тем как начать сваривать конструкцию, нужно тщательно очистить соединяемую поверхность от любого мусора.
- Сварку нежелательно начинать, если конструкция не была до этого прогрета. Для нагрева можно использовать любые подручные средства, генерирующие тепло.
- Всегда нужно использовать небольшой показатель тока.
- Соединение проводят поэтапно, небольшими отрезками в 2,5 см.
- По окончании работ деталь должна остыть постепенно.
Случается, что даже при соблюдении всех правил в металле может сохраниться остаточное напряжение, и оно может пагубно повлиять на долговечность шва. Чтобы избавиться от него, стоит взять небольшой молоток и с умеренной силой простучать им по всей длине соединения.
Заключение
Сварку чугуна можно производить только при наличии специальных знаний. Только опытный сварщик знает обо всех тонкостях, которые помогут добиться качественного соединения. Что касается неопытного человека, то для начала стоит подкопить навыков в этой области и потренироваться на более простых способах стыковки, иначе проделанная работа станет бесполезной.
electrod.biz
Сварка чугуна аргоном: проблематика и решения
Сварка высокоуглеродистых сплавов является трудоемкой операцией, которая требует от сварщика знания рекомендованных технологий, навыков и сноровки, выработанных за определенное время. Столкнувшись первый раз с такой задачей, приходит понимание сложности получения шва с заданной геометрией, физическими свойствами, приближенными к основе свариваемых поверхностей.
Чаще всего происходит незапланированная закалка шва (в данном случае упрочнение металла препятствует дальнейшей обработке детали в целом). Игнорирование самых простых правил сварки приводит к появлению внутренних пор и трещин, снижающих срок и качество эксплуатации. С целью избежать таких дефектов все чаще применяют один из самых действенных способов сварки – аргонодуговой.
Процесс сварки аргонодуговым способом чугуна
Применение данной технологии направлено на получение шва, идентичного по своим физическим и механическим показателям к материалу основы.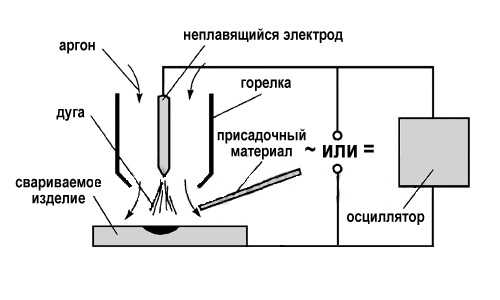
Горячая сварка
Для достижения результата важен температурный режим протекания работ.
Равномерный разогрев зоны наложения будущего шва, постепенное снижение температуры по окончании укладки шва – два ключевых условия качественного выполнения работы.
Пластичность высокоуглеродистых сплавов, в отличие от сталей, намного ниже. Поэтому при изменении температуры весьма вероятны дефекты, связанные с разрушением целостности металла вблизи места сварки.
- Предварительный нагрев элемента способствует выделению графита и улучшению пластики металлической основы. Дополнительное применение графитовых электродов, прутков, порошковой проволоки или пластин из чугуна той же марки способствует гарантии однородности по химическому составу сварного соединения.
- После завершения процесса сварки технология получения качественного стыка не заканчивается. Теперь нужно добиться равномерного охлаждения при низких скоростях. В отличие от нержавеющих сталей, которые поливают водой, чугун не потерпит такой методики. Доказано практикой, что даже равномерное остывание при температуре окружающей среды не всегда может дать ожидаемый результат. В таком случае является оправданным применение экзотермических смесей и покрывающих материалов для изоляции поверхности. В домашних условиях или отсутствии специальных материалов их можно заменить сухим просеянным песком.
 Холодная сварка
Холодная сварка
Для повышения рентабельности производства и уменьшения потерь фонда рабочего времени в промышленных масштабах принято применять холодную сварку чугуна аргоном. Предварительный этап подогрева деталей здесь отсутствует. Вариации такого способа составляют не менее нескольких десятков методов. Основными среди них являются использование никель — стальных, медных и электродов малого диаметра с пониженным содержанием массового процента углерода.
Преимуществом данного способа является его дешевизна и простота процесса, не требующая вовлечения дополнительной оснастки, материалов и контрольно-измерительных приборов температуры и скорости нагрева — охлаждения, как при горячей сварке.
Технологически аргонодуговая сварка высокоуглеродистого сплава обязана вестись на малых токах. Это позволяет уменьшить глубину проникновения в основу базового металла и уменьшить влияние температурных аллотропических превращений в готовом изделии. Такой режим положительно сказывается на снятии напряжений, возникающих в области шва, способствующих разрушению металлической матрицы. Защита процессов, происходящих внутри расплавленной ванны от кислорода, при помощи аргона, снижает появления окислов и пузырьковых дефектов в застывшем металле, а значит, сглаживает основной негативный фактор таких работ – хрупкость места стыка.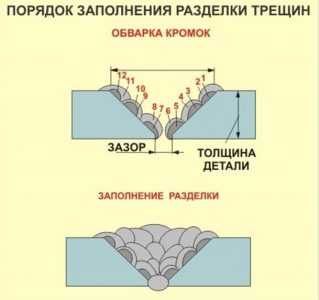
Основные моменты и рекомендации по аргонодуговой сварке чугуна в домашних условиях
Метод получения качественного шва стал возможен благодаря использованию инертного газа для этой процедуры. Отсутствие окислов, их вредного влияния на протекание процессов в расплаве ванны, повышение качества и механических характеристик при динамических нагрузках, отсутствие пор и пузырьков получены благодаря аргону. В горелке использован принцип большей на 38% массы аргона, по сравнению с окружающим воздухом. Следовательно, место сварки надежно защищено «падающим» облаком из этого газа. Экономить на расходе аргона при сварке капризного чугуна абсолютно не стоит. Желательно придерживаться рекомендательных режимов расхода газа из справочной литературы.
Интересная информация. Для понимания разнообразия использования аргонодуговой сварки нужно знать, что для нее существует множество обозначений: РАД (ручная аргонодуговая сварка), ААД (автоматическая аргонодуговая сварка), ААДП (автоматическая аргонодуговая сварка плавящимся электродом). Международная маркировка способа сварки неплавящимся вольфрамовым электродом обозначается как TIG/GTAW. Сварка чугуна аргоном самый распространенный метод для его соединения и ремонта.
Основные правила применения:
- Чистота поверхности свариваемых элементов обеспечит равномерность и однородность шва, поможет избежать появления непредсказуемых фаз с неопределенными свойствами и влиянием на характеристики шва.
- По возможности и экономической обоснованности лучше использовать горячую сварку. Предварительный нагрев и постепенное охлаждение соединяемых элементов способны уменьшить недостаточность навыков и сноровки при работе с железоуглеродистым сплавом.
- Минимизируйте показатели сварочного тока. Это поможет избежать непрогнозируемых термофизических процессов в толще элемента, подверженного соединению.
- Оптимальная длина шва, наложенного за один раз, не должна превышать 25 миллиметров. В случае необходимости большей длины, используется техника каскадного наложения сварочных швов.
Снятие напряжений, которые возникли в шве при производстве справочных работ, можно произвести, применив молоток и простукивание им вдоль линии сварочного соединения.
Сварка чугуна аргоном – технология способная решить многие задачи для конструкторов оборудования и ремонтников.
solidiron.ru
Сварка чугуна аргоном или Перлы интернета — мастерская ВАРИМ БАЙ
Сварка чугуна аргоном или Перлы интернета.
Интернет пестрит информацией об универсальности сварки аргоном, но порой некоторые статьи просто набор слов автора-дилетанта. Вот, например: http://svarkasite.ru/tehnologiya-svarki-chuguna-argonom.html
«Для надежного соединения деталей применяется сварка чугуна аргоном.»
Технология аргоновой сварки имеет свои особенности. Во-первых, сварочные работы с применением аргона проводят после предварительного прогрева чугунных конструкций.
Во-вторых, в качестве расходных сварочных материалов используют специальные вольфрамовые электроды, которые работают в защитной газовой среде, металлические прутки и особые присадочные материалы. Газ аргон защищает сварную ванну от соприкосновения с окружающим воздухом. Благодаря такой защите, сварной шов не имеет вкрапления шлака.
Вольфрамовые электроды практически не оплавляются в процессе работы. Они прекрасно выдерживают высокие температуры. Благодаря вольфраму, сварные швы получаются прочные и высокого качества. Сварка чугуна аргоном используется практически на всех предприятиях, изготавливающих ответственные металлоконструкции из чугуна. С помощью аргона можно сваривать и белый и серый чугун.
Сейчас в интернете можно найти практически все и обо всем. Но где правда, а где откровенный бред, может понять только специалист. Перлы интернета. Зачастую клиенты начитвашись подобного бреда начинают чувствовать себя специалистами в области сварки. Прочитав данную статью задаемся вопросом, а человек, который писал данное СОЧИНЕНИЕ вообще что-нибудь мыслит в сварке? Или данный набор фраз сформирован программистом для поисковых машин, а не для клиентов. Написав комментарии к данной статье, мы попробуем пролить свет на вопрос применения ручной аргонно дуговой сварки, далее РАДС, в простонародье – аргона на сварку чугуна. Скажем сразу, РАДС нами тоже применяется для решения специфических сварочных задач с чугуном, например при реставрации небольших антикварных вещей из чугуна. Просто для каждой задачи у нас есть свое оборудование: ручная дуговая сварка покрытым электродом, полуавтоматическая сварка, РАДС, пайка твердыми и мягкими припоями, газопрошковая наплавка, газосварка и т.д.
Начнем по порядку:
-тезис 1. «На сегодняшний день аргоновая сварка является самым надежным видом сварки всех марок чугуна» это автор так решил?
При аргонно-дуговой сварке теплоемкость пожалуй наиболее сильная, чем при других видах сварки. То есть чугун будет постоянно перегреваться и как следствие вся околошовная зона будет в микро и макротрещинах. О какой надежности речь?
— тезис 2 «в качестве расходных сварочных материалов используют специальные вольфрамовые электроды, металлические прутки и особые присадочные материалы.» Данный тезис говорит о дилетантстве автора и полном незнании как основ РАДС (ручной аргонно-дуговой сварки), так и рынка расходников РАДС. Вольфрамовый электрод лишь условно является расходником, так любую часть сварочного аппарата можно к расходникам отнести. Особо забавляют «особые сварочные материалы». Наверное прутки из дерева особых пород, которые идут в дополнение к «металлическим пруткам». На самом деле присадочные прутки для сварки чугуна аргоно-дуговой установкой применяются в основном железо-никелевые и из различных бронз (оловянистой, алюминиевой, кремнистой). Причем последние – это больше пайка, чем сварка. Расходники, особенно железо-никелевые, очень редкие, дорогие, и во многих случаях малоэффективные, поэтому массового применения аргонная сварка чугуна не получила. Мы не рассматриваем кустарщину по присадочным материалам вроде применения нержавеющей проволоки либо стержней обычных электородов для чугуна у которых ОСОБЫЕ ЛЮБИТЕЛИ аргонно-дуговых установок просто отбивают обмазку.
-тезис 3. «Благодаря защите аргоном, сварной шов не имеет вкрапления шлака, Благодаря вольфраму, сварные швы получаются прочные и высокого качества» И всего-то, зато при применении РАДС чугун интенсивно кипит, происходит интенсивное выгорание графита, как следствие шов, особенно на массивных изделиях без шлака, но С ПОРАМИ, НЕПРОВАРАМИ и ТРЕЩИНАМИ. А тонкостенный чугун лопается от РАДС практически сразу по шву от перегрева. И это, видимо, критерий прочности и качества. Но автору видимо это невдомек, он теоретик. И причем здесь вольфрам?
-тезис 4 «Сварка чугуна аргоном используется практически на всех предприятиях, изготавливающих ответственные металлоконструкции из чугуна». По моему это слишком даже для дилетанта. Какие металлоконструкции изготавливаются из чугуна? Никогда не встречал ни профильных труб, ни двутавров, ни листов ,ни уголка из чугуна. А как без сырьевых заготовок что-то изготавливать?? Автору наверное невдомек, что на предприятиях во первых практически не используют РАДС даже при сварке алюминия и нержавейки 9основных металлов, где она применяется) ввиду крайне низкой производительности и высокой затратности, не то что чугуна, во вторых из чугуна не изготавливают никаких металлоконструкций, тем более ответственных.
— тезис 5 «С помощью аргона можно сваривать и белый чугун». Это вершина инженерных изысканий автора. Думаю, чо пора подавать документы в патентное бюро и на Нобелевскую премию. Еще никому и ничем не удалось сварить белый чугун. В отличие от ограниченно свариваемого серго чугуна, его сварить невозможно.
Читайте статьи вдумчиво, осмысливайте прочитанное. А еще лучше, задумав работу, в которой вы специалистом не являетесь, найдите профессионала. Пекарь должен печь хлеб, строитель — строить. Если сварщик всю жизнь варивший трубопроводы, металлоконструкции, кузовные детали авто предложит Вам свои услуги по сварке чугуна — подумайте. Не может быть человек мастером спорта по всем видам спорта, если его познания по сварке чугуна основаны на вышеизложенных и подобных им статьях и нет практического опыта — результат будет один — испорченное изделие.
varim.by
Сварка чугуна: технологии и особенности металла
Оглавление:
- Виды чугуна
- Характеристика сплава
- Способы сварки
- Правильная подготовка чугуна к сварке
- Как сваривать электросваркой
- Сварка полуавтоматом
- Сварка аргоном
- Газовая сварка
- Сварка инвертором
- Интересное видео
Чугун является прочным металлическим сплавом, который состоит из двух видов металла — железа и углерода. Сплав используется практически во всех сферах жизни, из него делают батареи, сантехнические устройства, посуду, а также оградительные конструкции, детали для автомобилей и станочного оборудования.
Но при изготовлении различных конструкций, требуется знать, как выполняется сварка чугуна, потому что именно от соблюдений важных принципов будет зависеть прочность и износостойкость готового изделия. Данный процесс имеет некоторые трудности и сложности, которых можно избежать только при условии, если будет изучена правильная технология сварки.

Виды чугуна
Перед тем как проводить сварку чугуна в домашних условиях, стоит внимательно рассмотреть разновидности сплава. Виды могут отличаться по степени прочности, тугоплавкости, по степени свариваемости.

Ниже в таблице описаны основные разновидности чугуна.
| Вид | Особенности |
| Белый | В составе белого чугуна весь имеющийся углерод присутствует в форме цементита. Расцветка излома светлая. Этот вид сплава обладает высокой прочностью, по этой причине он подвергается обрабатыванию режущими инструментами. Он используется в виде полупродукта при изготовлении ковкого чугуна. |
| Серый | Весь углерод или его часть присутствует в составе сплава в виде графита. При изломе обычно можно увидеть серый цвет. За счет того что серый чугун обладает высокими литейными качествами его применяют в качестве основного материала для литья. В отличие от белого чугуна достаточно хорошо поддается ковке. |
| Ковкий | Эту разновидность получают при отливке и последующей обработке белого чугуна с образованием графита с хлопьевидной структурой. Данная разновидность сплава в основном используется для изготовления автомобилей, сельскохозяйственных машин, тракторов. |
| Половинчатый или отбеленный | В составе данного вида чугуна углерод может присутствовать в двух формах — в виде графита или цементита. Его применяют в качестве функционального материала для работы в условиях сухого трения, а также для производства деталей с высокой износостойкостью. |
| Высокопрочный | В данном виде сплава имеется шаровидный графит, которые образуется в процессе кристаллизации. Обычно его применяют для изготовления элементов с высокой ответственностью в машиностроении, а также для производства труб с высокой прочностью для водоснабжения, нефте- и газопроводов. |
Характеристика сплава
Процесс сварки чугунных деталей напрямую зависит от особенностей и свойств сплава. По сути, данный металл состоит из двух металлов — железа и углерода. Но если его сравнивать со сталью, то железа в нем выше практически на 2,14 %.
Как было указано выше в соответствии со составом чугун может быть разного вида — белый, серый, половинчатый, высокопрочный. Свойства каждого вида определяются составляющими компонентами.
Сварка по чугуну имеет некоторые сложности. Во время нее достаточно тяжело добиться высокой прочности сварного шва. Это происходит из-за наличия проблем из списка:
- из-за того, что чугун имеет неоднородную структуру, при сваривании шов может сильно растрескаться. Это происходит из-за влияния на него повышенной температуры дуги. В результате этого происходит отбеливание, изменение состава в области сваривания металла;
- сварочные работы по чугуну с применением высокотемпературного влияния электрической дуги вызывают выгорание части углерода из состава сплава. Все это может вызвать образование пор в составе сварного шва. В результате этого сильно снижается прочность сварного шва, ухудшаются характеристики качества;
- при расплавлении чугун приобретает сильно текучую структуру, что вызывает сложности при формировании нормального шва. Чем больше содержание в составе углерода, тем выше степень текучести сплава;
- во время сварки чугуна со сталью может появляться окись в шве, которая вызывает снижение прочности.
Вышеперечисленные особенности металла значительно осложняют процесс сварки по чугуну. Основная сложность состоит в том, что итог может быть не таким, какой его ожидают. Зачастую на поверхности сварного шва появляются поры и трещины при остывании сплава.
Для сварки не стоит применять чугун темно-серого или черного оттенка (в нем имеется высокое содержание графита). Данные разновидности сплавов не стоит варить дома, зачастую это вызывает растрескивание соединения и самой детали.
Способы сварки
Способы сварки чугуна могут выполняться по-разному. Все зависит от того, как будет подготовлен металл к самому процессу. В целом выделяют всего два способа сваривания — холодный и горячий.
Особенности холодной сварки
Технология сварки чугуна холодным способом достаточно легкая. Она не имеет сложностей и особых проблем, главное предварительно изучить ее важные особенности. Также нужно знать, чем сваривают чугун.

Сварка чугуна и стали обычно выполняется с использованием электродов, которые специально предназначены для этого вида сварочного процесса. Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна — фосфор, сера, марганец.
Холодная сварка чугуна с металлом имеет несколько важных особенностей, на которые стоит обратить внимание:
- она проводится электродами с небольшим размером диаметра, также весь процесс осуществляется на малом токе;
- холодная сварка чугуна электродом может проводиться в домашних условиях при маленьком объеме работ, а также если нет возможности для выполнения подогрева деталей;
- холодная сварка может быть проведена стальными электродами при условии, если на швы не будет оказываться нагрузка на растяжение. Идеально подходят медно-никелевые электроды, а также с содержанием в составе меди и железа.
После сваривания нельзя проводить зачистку шва, это связано с его высоким растрескиванием. Слишком быстрое остывание может привести к появлению белого чугуна в области рядом со сварным швом. В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
Особенности горячей сварки
Горячая сварка чугуна является наиболее подходящим методом сваривания в домашних условиях. Во время подогрева сварной шов получается с хорошим качеством, потому что во время этого процесса не возникает отбеливаний металла, а также его закалки.
Горячая сварка стали с чугуном может разделяться на два подвида — местная (частичное прогревание) и общая (полный прогрев всей детали). Для прогревания обычно применяется специальная печь, в которой деталь прогревается равномерно со всех сторон.
Помимо этого выделяют несколько вариантов степени прогрева, которые зависят от показателя температуры:
- горячее прогревание, при котором прогрев происходит под температурой от 500 до 600 градусов Цельсия;
- полугорячее прогревание при температуре от 300 до 400 градусов Цельсия;
- теплое прогревание от 150 до 200 градусов Цельсия.
Технология горячей сварки состоит в нагревании детали до требуемой температуры, которое производится перед началом сваривания, а затем производится медленное охлаждение после завершения процесса.

При нагревании температура не должна быть выше 600-650 градусов Цельсия, в противном случае это может привести к изменению структуры чугуна. Он может стать хрупким, в сварном шве могут образоваться трещины, поры. Обязательно должен соблюдаться неспешный прогрев с выдерживанием скорости до 150 градусов в час.
Процесс охлаждения также должен производиться не слишком быстро. Лучшим вариантом будет деталь оставить в печи, в которой и осуществлялось нагревание. В ней будет медленно происходить остывание.
Правильная подготовка чугуна к сварке
Подготовка чугуна к сварке должна проводиться в обязательном порядке, именно от нее зависит качество готового шва, его прочность, износостойкость. Если этот процесс будет выполнен правильно, то он предотвратить хрупкость и пористость структуры материала, а также устранить возможные дефекты.
Подготовка должна состоять из следующих действий:
- распиливание трещин. Зачастую трещины в чугуне обладают тонкой и глубокой структурой. Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание;
- просверливание краев. При визуальном осмотре детали из чугуна невозможно увидеть точное окончание глубины трещин. По этой причине прежде чем начать сваривание трещины, стоит по ее краям просверлить небольшие отверстия. Отступать от видимого конца разлома требуется на расстояние 5 мм. Если выполнить просверливание краев, то это обеспечит хорошее заполнение металлом внутреннее пространство, а также защитить от продолжения раскола;
- выполнение разделки кромок. Степень свариваемости чугуна может отличаться перекалкой в области соединительного шва, что может привести к повышению хрупкости данного участка. Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;
- проведение подформовки. При сваривании тонкого изделия из чугунного сплава повышается вероятность протекания жидкого металла. По этой причине в этих случаях под изделие требуется подкладывать подкладку из графита, это позволит поддержать прогретую область и сохранит первоначальную форму элемента.
Как сваривать электросваркой
Перед тем как начать сваривание с использованием электродов обязательно нужно внимательно изучить особенности сварки чугуна данного вида. В первую очередь требуется подобрать правильные электроды и специальное оборудование. Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
Повышение хрупкости связано с тем, что в период проведения сварочных работ сплав на сплав из чугуна оказывается высокая закалка. По этой причине сварка электродами котла чугунного и других деталей в промышленных условиях имеет существенные отличия по сравнению с обычной обработкой других изделий. Во время нее требуется проводить нагревание материала до температуры почти 600-650 градусов Цельсия.

Обычно при электросварке используются два вида электродов:
- ОЗЧ-2. Электроды данный модели имеют стержень из медного металла, который покрыт специальным составом с содержанием графита;
- МНЧ-2. Для стержня электродов данного вида применяются разные виды металлов — никель, медь, марганец и железо. Данная модель является самым подходящим вариантом для электросварки чугуна, но она имеет высокую стоимость.
Особенности сварки чугунных деталей с использованием электродов:
- во время электросварки холодным методом необходимо соблюдать определенный темп наложения швов;
- требуется контролирование проведения процесса сваривания, это поможет избежать перегревания поверхности выше установленных показателей;
- сварщик должен производить работы «вразброс», небольшими частями. При этом обязательно должна выполняться проковка и делаться перерывы;
- в связи с тем, что главная особенность чугуна состоит в том, что он достаточно медленно остывает, поэтому чтобы заварить деталь из чугуна может потребоваться некоторый период времени;
- если восстанавливаются дефекты небольшого размера, то дополнительно может потребоваться подложка из графита, это предотвратит вытекание металла.
Сварка полуавтоматом
Сварка чугуна полуавтоматом выполняется достаточно просто, главное внимательно изучить все действия. Обязательным условием для процесса является подготовка детали из чугуна, именно от подготовки будет зависеть показатель прочности сварного шва. Также потребуется специальная проволока для сварки полуавтоматом чугуна.

Чтобы правильно выполнить сварку чугуна полуавтоматом, нужно рассмотреть правильную технологию. Обычно данный метод производиться при помощи трех способов сварки:
- холодная сварка чугуна с использованием сварочной проволоки по чугуну ПП АНЧ-1. Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва;
- полугорячая сварка чугуна полуавтоматом обычной проволокой применяется для сваривания более сложных участков. К примеру, ее используют при установке заплатки на канализационных трубах. Уровень температуры нагревания составляет около 350 градусов Цельсия. Для полугорячей сварки подходит проволока для сварки чугуна ПП АНЧ-2. Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение;
- горячая сварка применяется для изготовления сварных швов с высокой прочностью, которые обладают повышенными качествами на изгиб и излом. Во время него применяется проволока сварочная для чугуна ПП АНЧ-3. Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.
Сварка аргоном
Сварку чугуна аргоном используют многие начинающие сварщики по совету опытных товарищей, часто прибегают к свариванию полуавтоматом в аргоновой среде. Этот метод не оправдывает себя для изделий из чугунных сплавов. Соединение получается как на воздухе с подогревом, но при этом сильно возрастают затраты.
Технология сварки чугуна и стали аргоном обычно предусматривает наличие нейтральной среды. Конечно, в атмосферной среде шов можно получить, но при этом сильно ухудшится его качество. При осуществлении сварки в данной среде в соединении могут образоваться микротрещины, а также будет наблюдаться неравномерная закалка.

Если дополнительно к сварке подать инертный газ аргон, то химический состав в сварочной ванне никак не поменяется. Если применяется аргон, совсем не имеет значения способ сварки. Качество сварных швов получается одинаково хорошее при любом соединении деталей — встык, внахлест, заплатка.
TIG сварка чугуна с использованием аргона считается самым оптимальным вариантом, который позволяет сделать прочный шов. При помощи газа можно варить практически любые сочетания. Если же имеются некоторые сложности с приобретением аргона, то лучше оставить его для соединения чугуна и стали.
Газовая сварка
Газовая сварка чугуна в основном применяется в случаях, когда требуется получение высокопрочного сварного шва, но при условии соблюдения небольшого провара поверхности основного металла. При этом технология газовой сварки чугуна сопровождается применением нескольких режимов наложения шва, от которых будет зависеть качество итогового соединения.
На показатель качества сварного соединения оказывают влияние следующие составляющие:
- виды режимов подаваемого напряжения;
- вид техники накладываемого сварного соединения;
- показатель силы тока;
- скорость прохождения.
Как сварить чугун и сталь дуговой газовой сваркой, чтобы в итоге получить соединение с высокой прочностью без трещин, пор и других дефектов? Для этого требуется соблюдать некоторые требования во время рабочего процесса:
- показатель напряжения дуги должен быть от 18 до 21 В;
- сила тока — 100-120 А;
- скорость прохождения не больше 12 м в час;
- сварные работы должны выполняться с использованием специальных сварных проволок 09Г2СА или ПАНЧ 11 с размером диаметра 1 мм.
Сварка инвертором
Многие неопытные сварщики часто задаются вопросом можно ли сварить чугун и сталь инверторным сварочным аппаратом? Конечно можно, но предварительно следует провести подготовку. Процесс подготовки чугуна должен проводиться с учетом следующих рекомендаций:
- в первую очередь необходимая область зачищается болгаркой. Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;
- после того как будет проведена зачистка верхнего слоя до не окисленного металла требуется выполнить обезжиривание. Данный процесс может выполняться при помощи бензина или любого другого растворителя;
- если требуется заделать трещину, то ее нужно расчистить до полного окончания. После этого в этом месте необходимо просверлить отверстие с размером диаметра 10 мм.
Сварка чугуна инвертором может осуществляться послойно и с использованием опорных элементов — шпилек. Они полностью состоят из стали. Применение данных опорных элементов должно сопровождаться с учетом важных требований:
- размеры данных элементов должны быть точными, их размер диаметра не должен быть больше 40 % от толщины чугуна;
- показатель выступа шпильки над металлом составляет не более 4-6 мм;
- расстояние между ними не должно превышать 6 мм;
- количество используемых шпилек должно зависеть от параметров соединения, но их не должно быть больше 25 % от площади излома.

Также могут применяться электроды, но они должны быть специальными. Проводить заваривание чугуна обычными электродами не рекомендуется. Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Как проводится
Как сваривать чугун при помощи инвертора, чтобы получить хороший и качественный сварной шов? Для этого потребуется изучить важные рекомендации:
- полярность подключения должна быть обратная;
- работа сварочного аппарата должна осуществляться на минимальной мощности, она должна соответствовать толщине чугунного элемента;
- размер длины одного непрерывного сварочного шва не должна быть больше 3-5 сантиметров;
- не должно быть перегревания металла, которое может возникнуть в результате частых перерывов;
- первый и последний слой при многослойном сваривании должен проковываться молотком с небольшим усилием.
Сам процесс сварки может быть многослойным или с использованием шпилек. После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
Многослойная сварка выполняется с использованием электродов. После наплавления первого слоя проводится ковка молотком, она должна делаться на горячую. Если есть доступ к обратной стороне изделия, то также накладывается слой на ней, а затем он проковывается. В конце накладывают следующие слои металла.
Прежде чем ответить на вопрос варится ли сваркой чугун, стоит рассмотреть главные особенности данного сплава. Именно от его вида и структуры зависит выбор определенного вида сварки. Для него могут применяться разные виды сварок — электросварка, полуавтоматом, газовая, аргоном, инвертором. Но чтобы процесс был успешным, требуется провести предварительную подготовку чугуна и стали.
Интересное видео
osvarka.com
Как сварить чугун электросваркой: оборудование, технологии
Для надёжного соединения металлических деталей применяют сварочные аппараты. С помощью этого оборудования можно сделать прочный шов, который выдержит нагрузку в десятки тонн. Сварочное оборудование применяется как на предприятиях, так и в домашних условиях. Начинающие сварщики часто сталкиваются с потребностью в сварке чугунных деталей, но это не так просто. Важно знать, как сварить чугун электросваркой, исходя из особенностей этого сплава.

Сварка чугуна
Особенности сварки чугуна
Способы сварки чугуна отличаются от тех, которые применяются для других металлов и сплавов. Связано это с особенностями материала. Чугун содержит в своём составе до 6% углерода, из-за чего считается хрупким металлом. Из-за этого его свариваемость ухудшается. Негативными факторами для сварки этого материала являются сторонние компоненты, содержащиеся в его составе. К ним относится марганец, фосфор и сера.
При проведении сварочных работ стоит учитывать некоторые особенности:
- Плохой показатель свариваемости из-за необычной структуры материала.
- Готовые соединения не будут обладать высокой прочностью из-за большого количества трещин, образующихся при сварке.
- Расплавленный чугун подвержен окислению.
- Большое количество углерода в составе способствует образованию пор во время сварочных работ.
Промышленные марки чугуна практически не поддаются воздействию сварочного оборудования.
Аппараты и расходные материалы
Чтобы проводить сварочные работы, требуется использовать специальное оборудование. Специалисты рекомендуют использовать аппараты, вырабатывающие постоянный ток (инверторы). Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Для работы инвертора понадобятся расходные материалы в виде электродов. Их диаметр должен быть не менее 3 мм. Сварка чугуна электродами позволяет сделать более качественный шов, чем при работе полуавтоматом. Лучшими расходными материалами для этого сплава считаются ОЗЧ-2 и МНЧ-2.
Чугун можно варит аргоном. Для этого применяется омедненная проволока. Процесс работы с этим оборудованием аналогичен использованию инвертора. С помощью аргоновой сварки можно сваривать пластины толщиной до 4 мм.
Способы сварки
Существует две технологии сварки чугуна — горячая и холодная. Сварщик сам выбирает какую применить в зависимости от обрабатываемых деталей.
Холодный способ сварки
Холодный способ соединения чугунных деталей подразумевает под собой использование специальных расходных материалов. Нельзя использовать обычные стальные электроды. В противном случае получится некачественный шов, который будет состоять преимущественно из вредных компонентов чугуна. При попытках зачистить готовый шов он может треснуть.
Чтобы сделать качественное соединение используются электроды малого диаметра. Работают с ними на малом токе. Холодный способ применяется в тех случаях, когда нужно провести небольшое количество работы без изначального нагревания заготовок.
Горячий способ
Чаще всего, применяется в домашних условиях. При повышении температуры нагрева сварочного шва его качество улучшается. Перед тем как обрабатывать детали электросваркой нужно решить, как будет разогреваться заготовка — частично или целиком.
Особенность технологии горячего способа сварки заключается в том, чтобы перед использованием сварочного аппарата заготовку разогревают, а после окончания работ дать ей самостоятельно остыть. Максимальная температура разогрева деталей — 650 градусов по Цельсию. В противном случае будет разрушена структура материала.
Как варить чугун
Чтобы сделать качественный шов, требуется знать, как варить чугун электросваркой в домашних условиях. Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Подготовительные работы
Перед тем как запускать сварочный аппарат, требуется провести подготовку поверхности. Этапы подготовки:
- Грязь и ржавчину очистить с помощью металлической щётки или наждачной бумаги. Если загрязнения серьёзные или на поверхности чугуна присутствуют окалины, можно использовать болгарку с шлифовальным диском.
- Дополнительно поверхность обезжиривается с помощью растворителя.
- На краях, которые будут свариваться, требуется сделать фаску.
Последним этапом подготовки является зачистка поверхности деталей до металлического блеска. Сделать это нужно вокруг тех мест, которые будут свариваться.

Подготовка поверхности
Сваривание без подогрева
В первую очередь, необходимо купить расходные материалы. Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Сварка с нагревом
Основная проблема растрескивания чугуна в том, что материал без предварительного нагрева резко разогревается и остывает. Из-за этого образуются трещины. Зная, как заваривать чугун горячим методом, можно добиться надёжного соединения деталей.
Этапы проведения сварочных работ:
- Рабочая поверхность зачищается от ржавчины, грязи, краски.
- Сквозные дыры завариваются с помощью специальных форм.
- Детали предварительно разогреваются в индукционных печах до 600 градусов.
- Включается сварочный аппарат. Сварщик должен его настроить на работу при постоянном токе и прямой полярности.
Когда шок готов, заготовку требуется поместить в разогретую печь и выключить её. Они должны остыть вместе.
Меры безопасности
При работе со сварочным оборудованием, требуется соблюдать правила безопасности:
- Не работать с неисправными аппаратами.
- При работе сварочным оборудованием стоять на резиновом коврике.
- При наличии трещин и пор в заготовке не закреплять её над собой.
- Сварочный процесс является вредным для здоровья. Сварщику нужно использовать специальную маску, перчатки и спецодежду.
Нельзя прикасаться к только что сделанному шву.
Соединять детали из чугуна с помощью сварочного оборудования сложнее чем из других материалов. По этой причине требуется знать технологию создания швов, использовать подходящее оборудование и расходники.
metalloy.ru
Сварка чугуна аргоном
В настоящее время чугун широко используется в металлургической, машиностроительной и многих других отраслях промышленного производства. Основными показателя этого металла, являются отличные литейные качества и невысокая себестоимость. Это весьма технологичный материал.
Чугун это по своим химическим свойствам представляет собой сплав железа с углеродом, также в сплавах присутствует кремний, марганец, фосфор и сера и некоторые другие элементы, которые в свою очередь вводят в состав чугуна в виде легирующих добавок для придания чугуну необходимых для того или иного изделия свойств. К числу легирующих элементов относятся такие как магний, хром, никель и другие.
Чугун подразделяется на две группы- 1. белый; 2. серый чугун. Это подразделения осуществляется исходя из структуры чугуна. Серый чугун значительно лучше белого поддается обработке и имеет более низкую степень твердости. В свою очередь чугун разделяют на высокопрочный (с шаровидным графитом) и ковкий.
Получение качественного сварочного шва на чугуне получить достаточно сложно. Сложность заключается в том, что в процессе нагрева при выполнении сварных работ сильно изменяет структуру шва и около шовного пространства. Исходя из этого, чугун считается металлом плохой технологической свариваемостью.
Учитывая эти свойства металла, аргоновая сварка чугуна, является самым надежным технологическим способом. Этот метод способствует получению сварного шва близкого по свойствам металлу, на который он направляется. Этого результата, возможно, добиться за счет длительного и равномерного прогрева и охлаждения детали, что в свою очередь обеспечивает оптимальные условия для образования графита.
Аргоновую сварку серого чугуна лучше всего производить при выполнении предварительного разогрева стали. Для выполнения сварочных работ, используют прутки и присадочные материалы, изготовленные из графитового стержня.
И имеющими диаметр от 6 до 16 миллиметров, и длину 70 сантиметров. В процессе работы используют вольфрамовые электроды и газ аргон, который защищает сварную ванну от попадания воздуха, благодаря чему в сварном шве не образуется шлак. Шов получается ровным без пористых вкраплений.
Вольфрамовый электрод хорош тем, что в процессе сварочных работ он практически не оплавляется и ему не страшны высокие температуры. Из всех существующих видов сварки аргоновая сварка чугуна занимает лидирующее место, за счет высокого качества получаемых сварных соединений.
3g-svarka.ru