Пуансоны и матрицы на заказ от производителя
ООО Металлообрабатывающий завод «ЛИРА» предлагает изготовление матриц и пуансонов для любого вида пресс-ножниц (НГ5223, НГ5222, НВ5222,НВ5221 и т.д.).
Ввиду того, что в процессе работы пуансоны и матрицы подвергаются воздействию больших силовых и тепловых нагрузок, мы производим их из высокостойких сталей Х12МФ и 6ХВ2С.
Для рассмотрения возможности изготовления просим прислать чертежи или эскизы необходимых Вам матриц и пуансонов на электронную почту [email protected] и [email protected] или сделать заказ через форму на сайте. Также можно проконсультироваться с нашими специалистами по телефонам 8(831)225-01-97, 228-70-10, 228-70-40, 218-06-94
Мы с удовольствием ответим на все интересующие Вас вопросы!
Обратите внимание ножи могут изготавливаться по любым размерам! — сделать заказМатрицы и пуансоны представляют собой качественные металлические изделия, используемые в металлообрабатывающей промышленности, на штамповочном и прессовом производстве.
Пуансон – важная деталь инструмента, необходимая для штамповки и прессования материалов. При прессовании пуансон давит на заготовку и выдавливает ее через матрицу, в результате чего получаются детали необходимой формы.
Изготовление пуансонов и матриц для нас очень ответственный и важный этап производства.
Вам требуется изготовление промышленных ножей различного назначения — Звоните 8 (831) 225 01 97
На сайте нашей компании вы можете найти большой выбор продукции для вашего предприятия. Что такое пуансон и матрица? Поговорим об этом ниже. Ни один штамповочный и прессовый рабочий процесс не может обойтись без пуансона. Эта деталь используется при штамповке и обработке металла. Чтобы проштамповать готовые элементы на изделие производится непосредственное давление. Именно для производства такой тех. операции и предназначается пуансон. Конструкция детали бывает:
- Вырубной.
- Просечной.
- Прошивочный.
- Пробивной.
В момент прессования пуансон начинает давить на заготовку, которая выдавливается через матрицу. Так как деталь работает при больших нагрузках, ее делают из стали высокой прочности. Она устойчива к деформации под действием перепадов температур. Пуансоны и матрицы Вы можете заказать на нашем сайте. Также мы готовы выполнить изготовление на заказ по чертежам, эскизам и образцам клиента. Цена на производство рассчитывается в индивидуальном порядке.
Матрица принцип работы
Чтобы получить необходимую сложную форму изделия надо использовать матричную конструкцию, которая может быть сделана из различного материала: резина, полиуретан, сталь и т. п. Эта деталь может иметь несколько разновидностей:
- Простая.
- Сложная.
- Комбинированная.
Особо сложные конструкции используются не часто, их делают по спецзаказу. Если вам нужны высококачественные матрицы и пуансоны обращайтесь к менеджеру нашего металлообрабатывающего завода. Специалист оформит сделку. Проконсультироваться по возникшим вопросам можно по представленному на сайте телефонному номеру или по электронной почте. Будем рады новому сотрудничеству!
Пуансон и штамп
На качестве поверхности среза сказывается притупление режущих кромок элементов, а также неточное распределение зазора по контуру. Если вам нужна консультация профессионального мастера, который объяснит, как правильно установить зазор просто позвоните нам.
Звоните или оставляете заявку на сайте
Согласуем чертежи и стоимость изготовления
Изготавливаем и доставляем в оговоренные сроки
promnoji.ru
Производство пуансонов и матриц
Формообразующая оснастка — это пуансоны и матрицы. Без этих приспособлений некоторые детали изготовить не представляется возможным. Для этой цели прессы, штампы и другое оборудование специально оснащается матрицами и пуансонами. Если они правильных геометрических размеров и с нормальным внешним видом, то и выпускаемые изделия будут качественнее.
Форму изделия образует, как правило, открытый короб — матрица. Они бывают двух типов: простые и комбинированные. Простые матрицы – применяются для изготовления, только одного вида изделий, комбинированные — для двух и более видов изделий. Наша компания выполняет заказы на изготовление матриц, применяемых в различных отраслях производства.
 |  |  | ||
| Комбинированные матрицы | Простые матрицы | Пуансоны |
Конструкция, совпадающая с матрицей – называется пуансон. Он также широко применяется в металлообработке, прессование металлов и при производстве строительных изделий. Пуансоны различаются по конструкции. Они бывают — пробивные, прошивные, просечные, вырубные. Пуансон часто используется как пресс, при помощи которого заготовку продавливают через матрицу. Пуансоны и матрицы быстро изнашиваются. Срок их использования варьируется в зависимости от сферы использования, и составляют от 4-х до шести лет. Конфигурация и назначение штампов и их составных частей очень разнообразны. Мы используем особые технологии для изготовления оснастки без дефектов: трещин, зазоров, заусениц. Пуансоны цилиндрической формы процесс шлифования проходят в два этапа, далее полировка и затачивание. Конечная обработка производится при помощи фрезерных и строгальных станков.
Фасонный пуансон изготавливается путем технологического оттиска. Потом при температуре 780 градусов по Цельсию деталь закаливают в термопечи около 8 минут, далее финишная обработка.
Оснастку более сложного контура изготавливают в основном при помощи фрезерного и строгального оборудования. Для изготовления матрицы такого же размера используется такое же оборудование. Чем качественнее изготовлены пресс-формы и точнее линия среза пуансона, штамп будет менее изнашиваться, и срок его использования будет больше.Индивидуальный подход к каждому клиенту – это главный принцип работы специалистов нашей компании «Станметалломаркет». Все разработки будут выполнены с учетом пожеланий наших клиентов. Приобретение качественного оборудования поможет Вам в реализации планов и решении поставленных Вами задач.
stanmetallomarket.ru
Матрицы, пуансоны — СТАНКОФИНЭКСПО
Главная / Матрицы, пуансоны

Матрицы и пуансоны

 Почётный_гражданин_города_Вологды
Почётный_гражданин_города_Вологды  Матрицы на слайдер
Матрицы на слайдер  Матрицы и пуансоны
Матрицы и пуансоны  Матрицы и пуансоны медалей и монет
Матрицы и пуансоны медалей и монет  матрица и пуансон монеты
матрица и пуансон монетыДля изготовления изделий методом штамповки или отливки, применяются матрица и пуансон. Это формообразующие части, между которыми заливается расплавленный материал, либо располагается заготовка для получения различных пресс-форм и металлоконструкций.
Матрица – это элемент, формообразующий будущее изделие. Стенки матрицы параллельны друг другу, с отсутствием крышки. Существуют простые, сложные и комбинированные виды матриц.
Виды пуансонов:
Классифицируется по способу воздействия на заготовку и типу конструкции:
1. Пробивные;
2. Прошивные;
3. Просечные;
4. Вырубные.
Выбор материалов для матриц и пуансонов.
Необходимо заострять внимание на материале, из которого будут производиться штампы и пуансоны. Чем хуже подобрана сталь, тем производительность оборудования будет ниже.
Объемные пуансоны, сложной формы, изготавливаются из высокохромистых и высокоуглеродистых сплавов стали.
Для изготовления штампов простых видов — используются углеродистые инструментальные стали У8А – У11А.
Специалисты СТАНКОФИНЭКСПО грамотно подберут лучшие материалы для минимального износа, штампов и пуансонов.
Особенности производства матриц, пуансонов
Пуансоны и матрицы — это быстроизнашивающиеся детали, расходные части периодически подлежат замене. Матрицы и пуансоны в среднем эксплуатируются 4 — 6 лет, в зависимости от сферы использования. Составные части вибропресса или штампа выпускают различные конфигурации и назначения. Определяется это размерами, типом и формой производимых металлических деталей или бетонных изделий.
Оснастка наших вибропрессовальных и штамповочных станков имеет ровную поверхность без заусениц и зазоров, трещин и рванин.
Изготовление фасонных пуансон производится оттиском, деталь же проходит закалку при температуре 780 градусов в течении 8мин.) и подвергается финишной обработке.
Для производства оснастки со сложным контуром используется фрезерные и строгальные станки, так же учитывается соответствующие размеры детали, на этом же оборудовании изготавливаются матрицы. Идеально чистую линию среза гарантирует высококачественно произведенные пресс-формы, при минимальном износе штампа с максимальной точностью.
Выбрав наше производство, вы получите высококачественно изготовленные пресс-формы, пуансоны с идеально точной линией среза. Срок эксплуатации и минимальный износ штампа, произведенного нашим оборудованием значительно превысит ваши ожидания.
Производство матрицы, пуансоны в России.
Производство матриц и пуансонов — это сложный, профессиональный процесс, требующий применения высокоточного оборудования. Инновационные разработки и достижения в металлообработке позволяют нам выполнять задачи, связанные с производством деталей на высочайшем уровне, соблюдая технические нормы и правила в соответствии с ГОСТ. Возможно производство матриц и пуансон в единичных количествах по индивидуальным чертежам, размерам заказчика.
sfe.su
Пуансоны и матрицы. Изготовление на заказ
Пуансоны и матрицы. Изготовление на заказ
Заказывая у нас пуансоны и матрицы, вы можете не сомневаться в высоком уровне качества нашей продукции. Тип стали, которая пойдет на производство пуансонов, обсуждается индивидуально с каждым обратившимся к нам. Есть следующие, часто встречающиеся виды пуансонов и матриц:
- Гибочные. Используются в тех случаях, когда необходимо сгибание металла по линии.
- Формовочные. Используются при необходимости придания листу металла объемной формы.
- Вырубные. Применяются при обработке контура листа.
ООО «ИжСпецОснастка» осуществляет полный цикл производства матриц и пуансонов. Благодаря этому, гарантируется высокий уровень качества деталей на всех этапах производства, а также происходит непрерывный процесс совершенствования технологий. Наличие специалистов с высоким уровнем опыта позволяет производить детали отличного качества и в кратчайшие сроки, постоянно применяются новые технологии термообработки, шлифовки и маркировки.
Постоянным спросом у покупателей пользуются пуансоны гибочного типа. В процессе работы с деталями данного типа нужно знать, что постоянные нагрузки делают их достаточно хрупкими. Кроме того, на пуансоны постоянно действуют высокие температуры. При использовании деталей в холодных процессах, лучше осуществлять заказ изделий, обладающих повышенными показателями прокаливаемости, а для горячих – с высокой степенью износоустойчивости. Все особенности будущей детали обсуждаются персонально с клиентом на предварительной стадии заказа. Пуансоны изготавливаются в несколько этапов:
- Отрезка заготовки с необходимыми параметрами.
- Механическая обработка подготовительного характера.
- Шлифование в черновую.
- Закалка, окончательное шлифование, доводка профиля.
- Заточка детали.
Все этапы производства пуансонов осуществляются при помощи самого современного оборудования. Детали проходят объемную или поверхностную термическую обработку.
izhspo.ru
ЗАЗОРЫ МЕЖДУ МАТРИЦЕЙ И ПУАНСОНОМ
Установление направления зазора зависит от того , какие размеры детали ( наружные или внутренние ) надо выдержать .При вырубке величина детали определяется размером матрицы , и зазор назначается за счет уменьшения размеров пуансона .При пробивке отверстия его размер определяется пуансоном , поэтому расчетным размером является размер пуансона , а зазор назначается за счет увеличения размера матрицы. Таблица 4.2 Допуски на изготовление круглых вырубных и пробивных пуансонов и матриц
Размеры матриц и пуансонов определяются по следующим зависимостям : — при вырубке наружного контура : ; . — при пробивке отверстий : ; . Здесь Dм , Dп,dм , dп — диаметры матрицы и пуансона при вырубке и пробивке соответственно ; zmin – зазор между матрицей и пуансоном ; — припуск на износ инструмента , — допуск на изготовление матрицы и пуансона.
Припуск на износ инструмента — определяется точностью штампуемой детали : при 0,1 = ; при 0,1 , где поле допуска детали , указанное на чертеже. При вырубке детали допуск на матрицу принимают по 7-му квалитету точности с посадкой по Н7 ( при толщине листа s<4 мм) и допуск на пуансон соответственно по h6 . При пробивке отверстия допуск на пуансон принимается по 7-му квалитету с посадкой по h6, а на матрицу – по Н7. При раздельном изготовлении матриц и пуансонов сумма абсолютных значений и не должна превышать разности между наименьшими и наибольшими зазорами : + <zmax-zmin . Если при назначении табличных допусков и это неравенство не соблюдается то допуски следует уменьшить. При любой технологии изготовления вырубных штампов необходимо чтобы , <0,3 . Пример расчета .
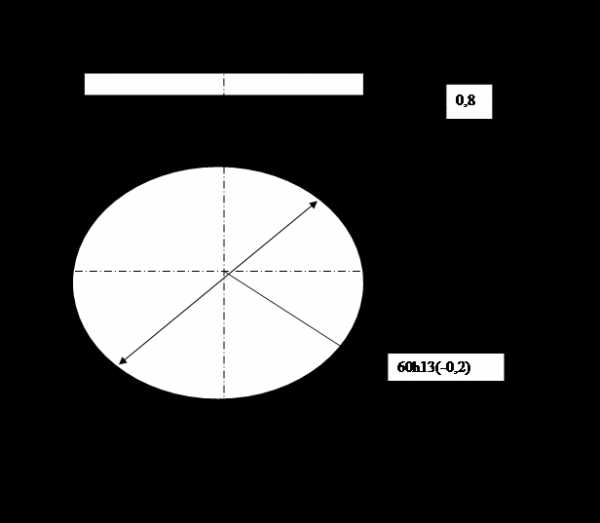
Рис. 4.8. Чертеж детали получаемой вырубкой
Рассчитаем исполнительные размеры матрицы и пуансона штампа. В соответствии с чертежом допуск на наружный диаметр составляет , т.к. , то припуск на износ инструмента мм. Значения зазоров между матрицей и пуансоном по таб.4.1 : Zmin=0,075 ; Zmах=0,140. Размеры рабочих деталей штампа для вырубки деталей : =60-0,16=59,84мм ,
=60-0,16-0,075=59,765мм. Допуски на изготовление матрицы и пуансона выбирают по таб.4.2 и 7-му квалитету точности : т.к. s<мм , то =+0,030 мм и = -0,020 мм. Выполняем проверку : 0,030+0,020<0,140-0,075.
Окончательные рабочие размеры матрицы и пуансона : 59,840Н7(+0,030) , 59,765(-0,020). Расчетное усилие пробивки P= KLSτср , где К = 1,3…3 ( коэффициент затупления режущих кромок ) , L – периметр среза , τср = (0,6…0,7)σв . При вырубке и пробивке пуансон плотно охватывается металлом . Для снятия металла с пуансона следует приложить усилие
Рсн= 0,1Р .
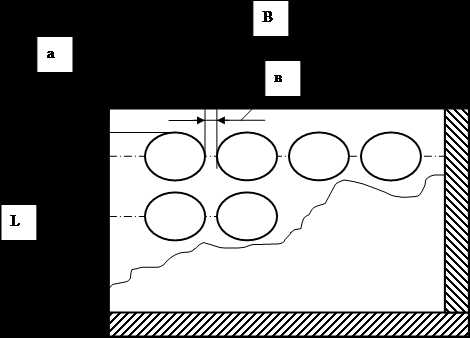
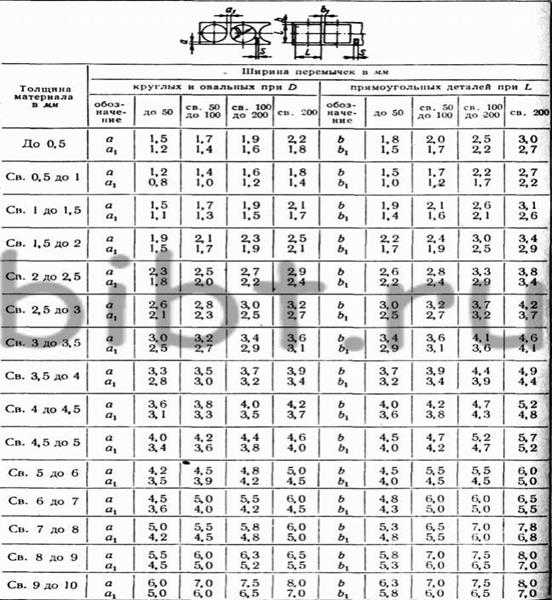
5. Карты раскроя по двум вариантам ( однорядный раскрой и двурядный ), расчет размеров полосы и коэффициенты использования материала полосы и листа для каждого из вариантов (стр.198-211). Величина перемычек между вырубаемыми заготовками «в» — междетальная – и от края заготовки до края полосы (листа, рулона, ленты) «а» — боковая ( рис. 4.23)– зависят от формы и размеров заготовки, толщины и марки штампуемого материала, вида раскроя и способа подачи полосы в штамп. Рис.4.23. Карта раскроя материала. В зависимости от перечисленных факторов ширина перемычки изменяется от 0,8 до 5,0 мм – при S < 4,0 мм и от 3,1 до 9,0 мм — при S = (4…10) мм. Перемычка «а», как правило, превышает по величине перемычку «в» .Определение перемычек производится по таблицам .4.8. Таблица 4.8. Величины перемычек . При штамповке деталей имеющих круглую форму КИМ1 полосы можно определить следующим образом: КИМ1= — при однорядном раскрое ; КИМ1= — при двухрядном раскрое, где D- диаметр детали ; а и в – размер внешней и внутренней перемычек. Если полоса отрезается от листа , а лист раскраивается на полосы , то в общем случае общий будет равен : =КИМ1*КИМ2 , где КИМ2 – коэффициент использования листа при раскрое на полосы. КИМ2= , где — суммарная площадь вырезанных из листа полос , — площадь листа. 6. Расчет технологических переходов для вытяжки , эскизы получаемых на каждом переходе изделий и расчет усилия вытяжки (стр./ 183-190) ; Это образование полой детали из плоской или полой заготовки . Процесс вытяжки характеризуется коэффициентом вытяжки кi= di / Di-1 , где di и Di-1 — диаметры детали и заготовки соответственно ; i- номер операции вытяжки . От правильности выбора коэффициента вытяжки зависит качество вытягиваемого изделия и экономичность процесса . Рекомендуемые значения коэффициентов вытяжки приведены в таблице 4.7. Таблица 4.4 |
stydopedia.ru
Изготовление самодельных блесен штампом, отливка пуасона блесен
Кроме самодельных блесен из подручных материалов, их можно еще изготавливать штампом, создав свою форму для штамповки. Хотя сам процесс изготовления такой формы достаточно трудоемок, он себя вполне оправдывает, так как с помощью описанной технологии можно сделать любое количество прекрасных самодельных блесен, аналогичных вашим любимым.
Штамп для самодельных блесен изготавливается следующим образом. Берется прямоугольный кусок мягкого дерева, например сосновой доски. К его концу шурупами через отверстия для заводных колец крепится блесна, естественно, без них. Далее следует обвести карандашом контур блесны. Теперь можно открутить блесну и из дерева сделать конус, к которому потом с одной стороны опять прикрутить блесну. С другой стороны следует прикрутить рейки из дерева.
Свободное пространство между блесной и деревом, а также все щели и неровности на конусе замазываются пластилином, а конус и блесна смазываются литолом или какой-нибудь другой смазкой. Делается это для того, чтобы модель не прилипала к гипсу.
Пустая коробка подходящего размера заливается жидким гипсом. Конус модели погружается в нее так, чтобы рейка опиралась на края коробки. Обратите внимание, что от поверхности блесны до дна коробки желательно оставить 2—3 см. Хорошо в гипс положить тонкую проволоку — арматуру для прочности формы. После отвердения гипса конус можно удалить — форма для отливки пуансона готова.
Блесну можно снять, очистить от смазки и пластилина и снова использовать на рыбалке. Полученная гипсовая форма смазывается литолом, изготавливается арматурный каркас из проволоки. Концы проволоки длиной 10—15 см обрезать не нужно — позже они будут использованы для крепления.
Полученную форму нужно залить гипсом. После отвердения готовый гипсовый конус удаляется — для этого и используются оставленные концы проволоки. Если вы все сделали правильно, то форма для отливки матрицы готова. Теперь, если необходимо, можно прочистить следы шурупов, которыми крепилась блесна при изготовлении модели.
Отливка пуансона проста — гипсовая форма заливается алюминиевым сплавом. Первая отливка обычно получается плохо — пока гипсовая форма не нагрелась. Гипс выдерживает 4—5 отливок, из которых можно выбрать пуансон нормального качества.
Для отливки матрицы берется железная посуда, сверху накладывается рейка из железа, к которой с помощью свободных концов проволоки крепится гипсовый конус. Необходимо следить, чтобы крепление было параллельно рейке. Форма заливается алюминиевым сплавом. Обычно уже вторая отливка получается достаточно качественной.
Края получившейся матрицы обычно закруглены, и их можно подчистить острым резаком. Пуансон же необходимо обработать напильником, чтобы входил в матрицу. Алюминий довольно легко обрабатывается.
Металлургия в описываемом методе — самое сложное. Все остальное можно сделать в домашних условиях, а вот расплавить алюминий в домашних условиях трудновато — слишком высока температура плавления. Но, поискав, вы наверняка сможете найти мастерскую, где вам помогут с этой проблемой. Алюминиевое сырье для производства такой матрицы — старые блоки цилиндров и поршни от мотоциклов. Можно повторно использовать и отбракованные матрицы.
После того как вы изготовили матрицы для штамповки, изготовление самих блесен не представляет никакой сложности. Сначала изготавливается шаблон, по которому вырезается заготовка блесны. Заготовка вкладывается в матрицу, накрывается пуансоном, и одного удара тяжелого молотка для изготовления блесны вполне достаточно.
Блесны штампуются из меди и латуни толщиной до 2,5—3,0 мм. Таким способом можно изготавливать и двухсторонние биметаллические блесны. Заготовки штампуются отдельно, потом сверлятся и скрепляются двумя заклепками. Форма готовой блесны корректируется окончательной штамповкой.
По материалам книги «Рыбацкие снасти и охотничье снаряжение своими руками. Изготовление и ремонт».
Сторожев Константин.
Другие статьи схожей тематики :
- Добыча пропитания для выживания при минусовых температурах в северных и арктических условиях, мидии, моллюски, морские огурцы, ловля рыбы.
- Изготовление, плетение, вязание сетей, простые узлы, предварительные расчеты, последовательность начала вязания сетей, окраска готовой сети.
- Добыча еды в тропическом лесу, употребление в пищу червей, личинок и термитов, ловля рыбы, изготовление остроги для ловли рыбы.
- Приготовление ухи в котелке на костре, рецепты ухи и супа-пюре из крупной и мелкой рыбы, креветок и кальмаров.
- Самодельная палатка и киль для надувной лодки, материалы, порядок изготовления и монтажа.
- Прикормки и привады для ловли рыбы, состав, требования, рецепты, способы приготовления и использования на рыбалке.
- Растительные насадки для ловли рыбы, виды, рецепты изготовления насадок, прикормка, комбинированные растительные насадки-бутерброды.
survival.com.ua