Как сделать сигарету своими руками в домашних условиях
Выбор правильной бумаги
Табак располагается в покрытие, изготовленное из бумаги. Бумага является важным компонентом изготовления самокруток, поэтому приобрести ее нужно заблаговременно. Как правило, ее приобретают в специальных магазинах.
Ни в коем случае нельзя использовать первый попавшийся клочок папируса. Это не только испортит вкус изделия, но и сделает самокрутку токсичной. Особенно следует избегать бумаги, которую используют в типографии и на ней нанесен какой-либо шрифт.
Применение подобного материала способно вызвать серьезное отравление и даже привести к развитию болезни легких. А все потому, что чернила, применяемые в типографии, содержат в своем составе огромное количество токсических веществ. При попадании в организм человека, они наносят ему большой вред.
Поэтому сигареты делаются лишь с использованием специальной бумаги. На современном рынке табачной продукции существует большое количество подобного материала, что позволяет выбрать тот, который подойдет больше всего.
1 Преимущества самокруток
Обычные сигареты из табака содержат никотин и смолы, которые сильно вредят здоровью. В поисках решения проблемы человек пришел к альтернативному варианту курения, а именно — курению сигарет из чая. В связи с тем, что таких сигарет нет в продаже, полезным будет умение делать их своими руками.
Несмотря на множество полезных свойств чайного листа, он также оказывает негативное влияние на легкие и сердечно-сосудистую систему, повышает давление. Еще одним неприятным аспектом является послевкусие во рту с обильным выделением слюны.
Подготовка табака
Табак является самым распространенным компонентом самодельной сигареты. Его подготовка — это то, с чего следует начинать работу. Для этого Вам понадобится:
- листья табака;
- лист бумаги;
- противень;
- нож;
- духовка;
- полотенце.
Приступим к работе:
- Если Вы выращиваете табак самостоятельно или знаете, где можно сорвать его листья, то Вам следует знать, что делать это нужно до 11 часов дня. А все потому, что в это время у табака приходится пик активации метаболизма, поэтому его листья будут иметь насыщенный аромат.
- Сушить табак нужно как минимум три недели. Для этого необходимо связать листья в небольшие пучки и развесить их в темном месте, обладающем хорошей циркуляцией воздуха.
- Далее переходим к ферментации. Все листья нужно сложить в полиэтиленовый пакет, завязать его и расположить в темное помещение. Ферментация будет закончена, когда табак приобретет желто-коричневый оттенок.
- Возьмите противень и положите сверху лист бумаги. Листья табака нужно мелко нарезать и высыпать их на бумагу. Следите, чтобы слой был равномерный и не слишком толстый. Далее нужно разогреть духовку до 100 градусов и поставить в нее табак. Не оставляйте его без присмотра. Табак должен потемнеть, а не сгореть.
- Для хранения табака можно использовать стеклянную посуду или хлопчатобумажный мешочек.
В качестве альтернативы табаку можно использовать чай или сбор трав. Если Вы решили бросить курить, то сделать сигарету из чая будет хорошей идеей. В нее можно дополнительно установить фильтр. Этот способ поможет постепенно избавиться от никотиновой зависимости, не подвергая изменения устоявшиеся привычки.
Как сделать сигарету из чая в домашних условиях? Для этого рекомендуется использовать зеленый мелко помеленный чай. Если Вы уже имеете готовую сигарету, то просто высыпьте из нее табак и замените его чаем.
2 Необходимые материалы
Для создания самокруток без табака в домашних условиях понадобятся:
- 1. Высушенные чайные листья;
- 2. Бумага;
- 3. Фильтры.
Высушенные чайные листья (желательно листья зеленого чая) для улучшения вкуса используются с различными специями, например:
- гвоздикой;
- тимьяном;
- жасмином;
- ромашкой;
- сухим коровяком;
- хмелем.
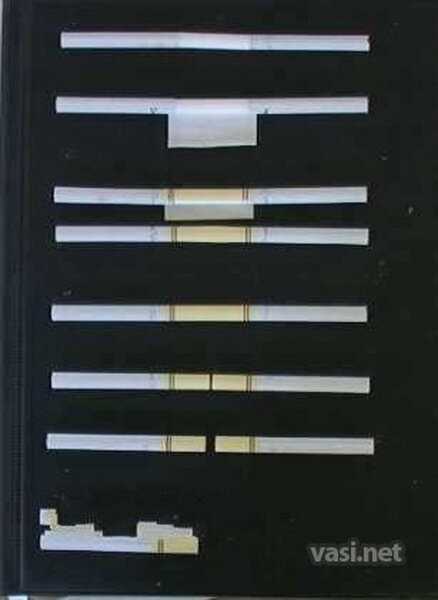
Эта смесь обязательно должна быть высушена и измельчена. Бумагу для самокрутки лучше подбирать специальную: рисовую или из сахарного тростника. Фильтры должны быть либо стандартные, либо пальчиковые. Можно использовать специальную машину для изготовления – она представляет собой закаточный станок, который может иметь разную конструкцию, но принцип действия обычно одинаков.
Можно скручивать самокрутку и без использования машинки, обязательно чистыми руками. В целях гигиены нельзя самокрутку, сделанную своими руками, давать другим людям. Не рекомендуется делать самокрутки из бычков, так как дым сгоревшего чайного листа, прошедший через грязный фильтр, имеет горький привкус и вредит ротовой полости.
Инструкция по изготовлению самокруток
- 1. Равномерно выложить сухую смесь из трав на плоскую поверхность и смочить (лучше использовать распылитель).
- 2. Оставить смесь на пару-тройку часов сушиться на открытом пространстве.
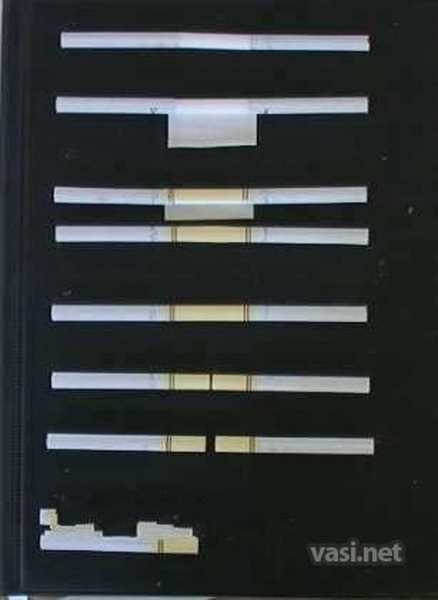
- 3. Заготовленную бумагу разрезать на одинаковые части, необходимые для сворачивания сигарет.
- 4. Смесь из трав выложить на одну из частей бумаги, свернуть в трубочку, при этом крайний участок бумаги оставив пустым.
- 5. Оставшееся место увлажнить и заклеить.

Через несколько минут, когда сигарета подсохнет, ее можно будет курить. Также сделанную самокрутку можно модифицировать при помощи фильтра или мундштука. Помимо экспериментов с составом и вкусом чайной смеси, можно экспериментировать и со смесями из табака для кальяна. Но он содержит никотин, потому чайные листья не так вредны для организма.
Преимущество чайных самокруток перед обычными сигаретами в том, что это увлекательный ритуал. Курильщик может насладиться не только курением качественной сигареты, но и ее самостоятельным изготовлением.
Теперь перейдем непосредственно к процессу изготовления самодельных сигарет. Приготовьте бумагу, табак и фильтр, и можем приступать:
- Берем бумагу. Если Вы решили использовать обычный папирусный материал, то его нужно разрезать на полоски подходящей длины и ширины. Насыпаем щепотку табака на сторону, противоположную от клея и стараемся его равномерно распределить. Полоска клея должна быть в верхней части.
- Кладем фильтр. Его лучше приобретать в специализированном магазине. Можно изготовить модель из кусочка хлопка, но найти этот материал гораздо сложнее, чем приобрести готовое изделие. Также можно изготовить фильтр из спичечного коробка, но он будет очень слабым.
- Перейдем к процессу скручивания. Удерживайте сигарету указательными пальцами и скручивайте ее большими. Табак при скручивании начнет уплотняться. Заклеивать сигарету можно тогда, когда ее консистенция станет однородной. Смачиваем полоску клея и прижимаем к сигарете.
Таким способом можно изготовить самодельную сигарету в домашних условиях. Как видите, в этом нет ничего сложного. Главное — это наличие качественных материалов и немного терпения.
sigarety-sklad.ru
Способ изготовления сигаретных пачек и устройство для его реализации
Настоящее изобретение относится к способу и устройству для изготовления сигаретных пачек, в частности, запечатанных, имеющих акцизные марки и купоны. Согласно изобретению незапечатанные пачки (2а) сигарет, выходящие из упаковочной машины (5), имеют внешнюю поверхность из непрозрачного оберточного материала, к которой прикрепляются акцизная марка (3) и купон (4) в процессе переноса пачек (2а) в заданной последовательности непосредственно к машине (6) для обертывания целлофаном. По достижении машины (6) для обертывания целлофаном каждая пачка (2а) по очереди обертывается листом прозрачного оберточного материала (15), покрывающего обертку из непрозрачного материала, акцизную марку (3) и купон (4). Последний оберточный слой заделывается таким образом, что готовая пачка (2) становится практически воздухонепроницаемой. Такой способ может быть реализован с использованием известного простого оборудования, способного работать с высокой производительностью. Кроме того, наложение акцизной марки и купона согласно изобретению не ухудшает аромата табака. 2 с. и 11 з.п. ф-лы, 4 ил.
Настоящее изобретение относится к способу изготовления сигаретных пачек.В частности, настоящее изобретение относится к способу изготовления запечатанных сигаретных пачек. Обычная сигаретная пачка состоит из упорядоченной группы сигарет, первого слоя мягкого и обычно покрытого металлической фольгой оберточного материала, которым обернуты сигареты, и второго слоя мягкого оберточного материала, обернутого поверх первого слоя, такая сигаретная пачка является пачкой мягкого или сминаемого типа. В качестве варианта второй слой оберточного материала может быть жестким, таким, например, как картон, выполненный в виде вырезанной штампом заготовки, который оборачивается вокруг первой мягкой обертки, образуя пачку жесткого типа с откидывающейся крышкой. Каждая сигаретная пачка независимо от того, является она пачкой мягкого или жесткого типа, заворачивается в соответствующий лист прозрачного материала, обычно целлофанаФормула изобретения
1. Способ изготовления запечатанных сигаретных пачек, имеющих соответствующие акцизные марки (3) и соответствующие купоны (4), при котором собирают в упаковочной машине (5) пачки (2а) сигарет, внешняя лицевая поверхность (10) которых выполнена из непрозрачного оберточного материала, переносят пачки (2а) сигарет непосредственно из упаковочной машины (5) к машине (6) для обертывания целлофаном, обертывают каждую пачку (2а) поверх непрозрачного материала прозрачным материалом (15) и заделывают прозрачный материал таким образом, чтобы образовалась запечатанная пачка (2, 72) сигарет, накладывают акцизную марку (3) на внешнюю поверхность (10) каждой пачки (2а) в процессе их перемещения и накладывают купон (4) на внешнюю поверхность (10) каждой пачки (2а) в процессе их переноса.2. Способ по п.1, при котором собирают пачки (2а), имеющие внешнюю поверхность (10) с двумя параллельными и противоположными большими сторонами (11), двумя параллельными противоположными боковыми сторонами (12) и двумя параллельными торцевыми сторонами (13), при этом купон (4) накладывают на одну из двух больших сторон (11).3. Способ по п.2, при котором акцизную марку (3) накладывают, по меньшей мере, частично на одну из больших сторон (11) пачки (2а) сигарет.4. Способ по п.3, при котором акцизную марку (3), по меньшей мере, частично покрывают сверху купоном (4).5. Способ по п.2 или 3, при котором акцизную марку (3) накладывают частично на одну из больших сторон (11) и частично на боковую сторону (12), примыкающую к упомянутой одной большей стороне (11), путем прикрепления части сначала к упомянутой одной большей стороне (11), а затем путем загиба и разглаживания оставшейся части на упомянутой боковой стороне (12).6. Способ по п.2, при котором акцизную марку (3) накладывают целиком на одну боковую сторону (12), граничащую с одной большей стороной (11).7. Способ по любому из пп.1-6, при котором акцизную марку (3) накладывают до того, как накладывают купон (4).8. Устройство (1, 70) для изготовления запечатанных пачек сигарет, имеющих соответствующие акцизные марки (3) и соответствующие купоны (4), содержащее упаковочную машину (5), собирающую незапечатанные пачки (2а) сигарет с внешней оболочкой из непрозрачного оберточного материала, машину (6) для обертывания целлофаном, которая оборачивает каждую пачку (2а) сигарет поверх непрозрачной оболочки прозрачным материалом (15) для создания соответствующей запечатанной сигаретной пачки (2, 72), устройство (7, 71) переноса, посредством которого незапечатанные пачки (2а) сигарет переносятся непосредственно от упаковочной машины (5) к машине для обертывания целлофаном (6), а также устройство (8), с помощью которого на каждую пачку (2а) сигарет накладывается акцизная марка (3), и устройство (9), с помощью которого на каждую пачку (2а) сигарет накладывается купон (4), при этом устройство (8) для наложения акцизной марки (3) и устройство (9) для наложения купонов (4) расположены вдоль устройства (7, 71) переноса.9. Устройство по п.8, в котором устройство (7) переноса включает прямой конвейер (17), идущий от упаковочной машины (5) к машине (6) для обертывания целлофаном, причем конвейер (17) представляет собой ленту (18) с активным участком (27), над которым установлены устройство (8) для наложения марок (3) и устройство (9) для наложения купонов (4).10. Устройство по п.9, в котором конвейер (17) примыкает к барабану (35), являющемуся частью машины (6) для обертывания целлофаном, таким образом, что пачки (2а) сигарет, перемещающиеся по конвейеру (17), могут переноситься непосредственно к барабану (35).11. Устройство по п.10, в котором устройство (7) переноса включает другой конвейер (25), расположенный над конвейером (17) и примыкающий к барабану (35).12. Устройство по п.11, в котором активный участок (27) устройства (7) переноса является по существу горизонтальным, причем устройство (7) переноса также содержит конвейер (28), представляющий собой ленту (29) с активным участком (32), проходящим параллельно активному участку (27) и таким образом, что пачки (2а) сигарет захватываются между двумя активными участками (27, 32).13. Устройство по п.12, в котором конвейер (17) включает отсеки (25), распределенные вдоль ленты (18) с заданным шагом (Ра), другой конвейер (28) включает отсеки (33), распределенные вдоль ленты (29), при этом и отсеки (25), и отсеки (33) так настроены по времени, что они совпадают друг с другом при прохождении вдоль соответствующих активных участков (27, 32).РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4findpatent.ru
Как производят сигареты — Как это сделано, как это работает, как это устроено — LiveJournal
Каким образом табачные компании ухитряются производить такое невероятное количество сигарет?Это – сигаретосборная машина, построенная немецкой компанией Хауни. Это среднего класса и мощности аппарат, год сборки – 2001. На одной фотографии смотрелось мелковато, поэтому просто постарайтесь представить, что вторая часть расположена под углом 90 градусов к первой слева от нее.

Это устройство на крейсерской скорости выпускает примерно 11 000 (да–да, одиннадцать тысяч) сигарет в минуту (!). На свете существует очень мало оружия подобной скорострельности.

Первый этап: подготовка табачной мешки – того самого резаного табака, что есть внутри сигареты, к сборке. (небольшое отступление: меня всегда от души веселили замечания многих курильщиков типа: «Поменяли пачку – испортился вкус!». Вкус–то, может, и поменялся, но с пачкой это никак не связано. Дело в том, что сигаретосборка, как процесс изготовления сигареты и упаковка сигарет в пачки вообще никак не связаны между собой, дальше вы это легко увидите. Я сам курю больше 20 лет и уверяю вас, прямая зависимость вкуса сигарет от изменения вида пачки – вещь исключительно психологическая.) Табачная мешка может готовиться, где угодно, но в машину она попадает именно через этот вот узел. Главное – равномерное распределение табака по поверхности бумаги.

Из этого устройства резаный табак со строго определенной скоростью при помощи вот этого вакуумного транспортера

сыпется вот сюда

Это – так называемый аппарат табачного штранга, где табак и бумага будут превращаться в бесконечно длинный бумажный цилиндр.
Цилиндр получается так. Вначале бумагу, бобину которой вы видели на снимке вверху и просыпавшийся сверху табак обнимает матерчатая лента, которую затем машина гонит сквозь коническое отверстие, образуя бумажную трубочку. На снимке нет бумаги и табака, аппарат невозможно открыть «на ходу», но сама лента видна на снимке. Направление движения – из нижнего правого угла в левый верхний.

Затем образовавшийся цилиндр, пока еще ничем не скрепленный, попадает под клеевой аппарат, где на один из краев бумаги наносится тонкая полоска клея

Вышедший из под клеевого аппарата шов надо склеить как можно быстрее, для этих целей применяется утюг. Самый настоящий, вот он. Сейчас он в нерабочем положении и откинут вертикально вверх, его нижняя подошва смотрит на нас. Видите желобок? По нему и идет штранг в процессе склейки.

Первая часть процедуры завершена. Теперь у нас есть бесконечно длинная сигарета, которую, в общем–то, уже можно курить. Но остался ряд проблем: нет фильтра, нет маркировки, да и длинна неподходящая для упаковки в пачку. Следовательно, будем резать!
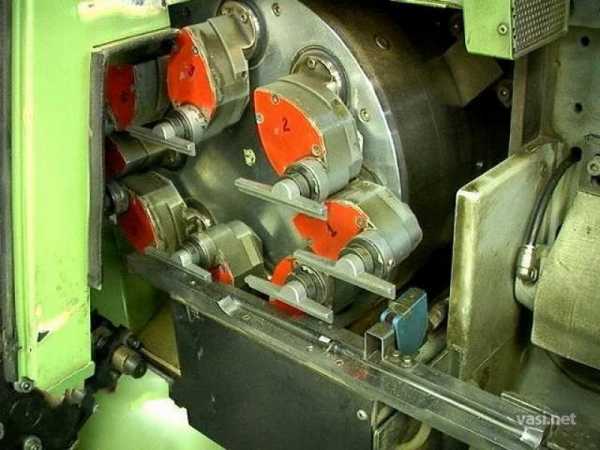
Напоминаю, машина производит 11тыс. сигарет в минуту, соответственно, бумажную трубочку, сделанную из папиросной бумаги, нужно аккуратно, не порвав и не деформировав, 11тыс. раз в минуту перерезать. Как задачка, ничего? Упростим. Дело в том, что на следующем этапе производства штранг режется на двойные сигареты, а, точнее, «курки», поскольку вся сигарета – это «курка» плюс фильтр, так что количество операций по разрезанию резко сокращается и составляет «всего» 5500 раз в минуту.
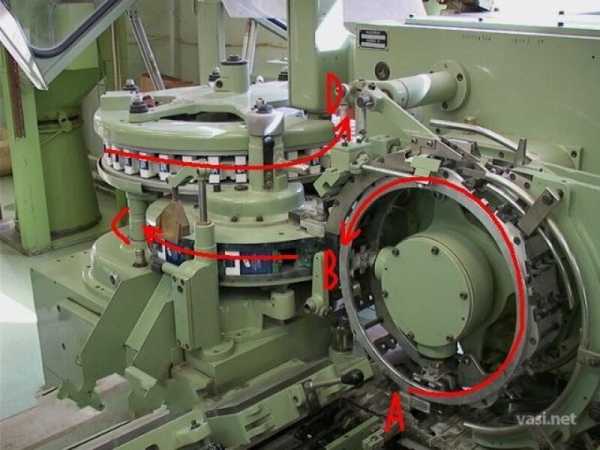
За выполнение этой операции отвечает узел, который вы видите ниже

Пояснение к фотографии. На здоровенном (и очень тяжелом) маховике, установленном под углом относительно вертикальной оси (на снимке он немного правее центра), расположено 2 клинообразных ножа. Табачный штранг, выходящий из трубочки в правой части фото, попадает в так называемые «тюбики» — это рычаг с короткой трубочкой почти по центру снимка. Тюбики, сквозь которые проходит наша бесконечная (до этого момента) сигарета, нужны для того, чтобы поддерживать штранг точно в месте разреза с двух сторон от него.
Более того, делать это точно в момент разреза. Поэтому рычаг с тюбиками очень быстро движется вперед–назад относительно движения штранга, причем в момент движения «вперед» его скорость точно совпадает со скоростью движения самого штранга, а угол установки ножей таков, что в момент прохождения их через тюбики, нож располагается строго вертикально. Немного заморочено получилось, но суть проста. 2250 вращений в минуту – 5500 ударов ножа. Получили 5500 двойных курок, которые уже не единое целое и очень быстро движутся вперед.
Дело осталось за малым – разрезать их еще раз пополам, приклеить к каждой по фильтру, да запихать их в пачку.
Пришло время поменять характер движения наших «недосигарет» из продольного в поперечный. За это отвечает узел с романтичным названием «паук». Вот он на снимке.

Диск, который вы видите на снимке, вращаясь против часовой стрелки, при помощи вакуумных захватов поднимает нарезанные двойные курки по отдельности и отправляет их в приемный барабан.

На всех дальнейших этапах производства сигареты передаются по системе барабанов, удерживаясь вакуумом. Видите желобки на барабанах? Это и есть вакуумные гнезда.
Дальнейшее путешествие сигареты внутри этого узла:

Сюда подаются фильтры, бумага–имитация пробки для фильтров… В ходе этого путешествия двойная курка разрезается вот таким аппаратом…

и претерпевает такие изменения
и становится той самой сигаретой.
Процесс упаковки сигарет в пачки – не менее увлекательное занятие, которое начинается вот с этого:

На фото упаковочная машина производства итальянской компании G.D. Год постройки – 1999. Эти ребята [G.D.] в основном специализируются на производстве машин для упаковки/заворачивания чего угодно. Мощнейший производитель, имеющий в штате абсолютно сумасшедших в своей гениальности инженеров. Когда я смотрю на некоторые их машины, то просто не получается верить в то, что это придумал человек. Если вам нужно упаковать, например, слона, то эти демоны построят вам линию, которая будет заворачивать по 200 слонов в минуту, соблюдая при этом заданную волнистость ушей.
Процесс упаковки сигареты в пачку начинается вот в этом узле. Сформированный блок из 20 сигарет, уложенный на выходе с сигаретосборной машины в 3 слоя по схеме «7–6–7» поступает на так называемые «лапки», которые и перенаправят его на первое колесо главного узла упаковочной машины – модуля формирования пачки.

На следующей фотографии вы видите основной упаковочный узел, обеспечивающий технологический процесс, в ходе которого 20 наших сигарет будут:
А) завернуты в фольгу, на которой будет исполнена перфорация, по которой мы отрываем фольгу после открывания пачки. (В некоторых случаях еще и тиснение. Логотип или надпись «PULL”).
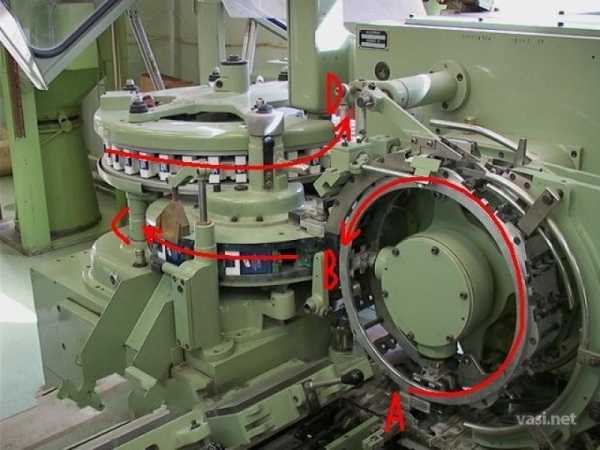
Б) завернуты в жесткую картонную пачку, состоящую из двух элементов, склеенных между собой. Не поленитесь, разберите любую из своих пачек, чтоб посчитать, какое количество движений по сгибу должен выполнить узел, который вы видите ниже:
Пачка проделывает путь от точки входа А, затем передается на нижний барабан в точке В, потом на верхний в точке С, ну и в конце концов уходит дальше на конвейер в точке D. Барабаны при этом движутся не плавно, а толчками, смещаясь на каждом шаге на одну пачку. Принцип «один шаг – одна операция по сгибу–склейке». Из этого сегмента упаковочной машины пачка выходит уже в том виде, в котором ее можно положить в карман, или даже сразу открыть, достать сигарету и закурить, но есть одна проблема – это пока незаконно.
Так что следующий узел никак нельзя обойти вниманием, поскольку именно при помощи этого узла правительство залезает к нам в карман, дорогие курильщики. Перед вами – так называемый «марочный аппарат», который клеит на пачку акцизную марку. Невелика птица с точки зрения технологии, один из самых простых узлов, но контроль там – караул, ибо по стрелке, которая на рисунке сверху вниз, производитель закладывает туда, считай, наличные деньги, ибо оплата государству за акцизные марки осуществляется в режиме «деньги вперед».
Сигареты же идут в нижней части снимка по стрелке справа–налево. Мазок клея, удар Г–образной лапки – и наша пачка узаконена!

Пачка собрана, марка наклеена, теперь осталось упаковать наши сигареты в полиэтилен. Картинка снизу, путь пачки нарисован. Бобины с пленкой – в верхней части снимка.
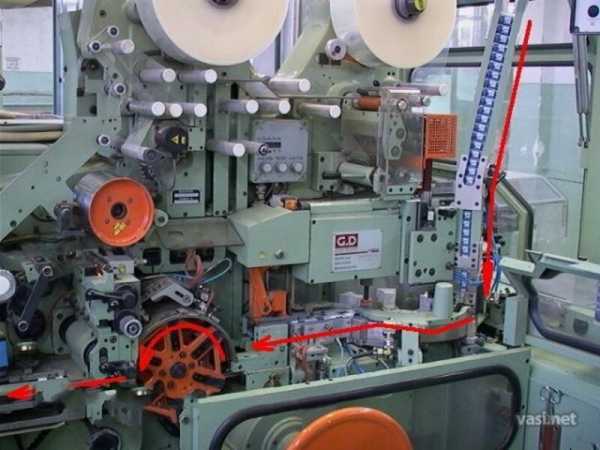
Про упаковку в блок хочу сказать отдельно. Существует несколько способов блокирования. Картонка, бумага, или просто полипропилен. В том формате машины, которую вы видите перед собой, упаковка происходит в обычный полипропилен. Работы там – ровно 2 рычага да утюг. К чему я это пишу – фотографии у меня нет 🙂 Но с точки зрелищности вы ничего не потеряли, честное слово!
Ну и, в конце концов, финишное устройство, из которого наша продукция в коробках по 10 000 штук сигарет в каждой будет отправляться на склад. Пустой короб падает по стрелке сверху (там можно видеть стопку коробок), блоки сигарет, сложенные в 2 уровня по 25 блоков, вталкиваются с дальней от нас стороны, а затем рычаг проталкивает коробку по направлению к складу. В ходе этого движения жестко закрепленные сужающиеся направляющие закрывают крышку и с закрепленных по бокам катушек клеится скотч.

Всё! Товар готов к отправке!
.
Жми на кнопку, чтобы подписаться на «Как это сделано»!
Если у вас есть производство или сервис, о котором вы хотите рассказать нашим читателям, пишите Аслану ([email protected]) и мы сделаем самый лучший репортаж, который увидят не только читатели сообщества, но и сайта Как это сделано
Подписывайтесь также на наши группы в фейсбуке, вконтакте, одноклассниках и в гугл+плюс, где будут выкладываться самое интересное из сообщества, плюс материалы, которых нет здесь и видео о том, как устроены вещи в нашем мире.
Жми на иконку и подписывайся!
kak-eto-sdelano.livejournal.com
машина для изготовления пачек сигарет — патент РФ 2239587
Изобретение относится к машине для изготовления пачек сигарет. Машина содержит первую часть, имеющую питатель, оснащенный множеством выпусков, через которые сигареты подают в первом направлении, вторую часть, имеющую последовательность постоянно действующих транспортеров, расположенных рядом друг с другом, и образующую одну траекторию подачи сигарет и соответствующих пачек, причем траектория подачи расположена во втором направлении, перпендикулярном первому направлению, и третью часть, в которой сушильный транспортер образует множество параллельных траекторий сушки, расположенных в третьем направлении, перпендикулярном второму направлению, и принимающих пачки с одной траектории подачи. Машина имеет более простую конструкцию и меньшие габариты. 14 з.п. ф-лы, 6 ил.
Настоящее изобретение относится к машине для изготовления пачек сигарет.
Пачки сигарет обычно содержат группу сигарет, упакованную в упаковочный материал и включающую заданное количество сигарет, расположенных слоями, и машины для изготовления таких пачек содержат первую часть, в которой сигареты располагают группами, разделенными на слои, вторую часть, в которой группы упаковывают в упаковочный материал, запечатанный с помощью клеящего вещества, третью часть, в которой пачки подают в соответствующие гнезда, каждое из которых предназначено для бережного охвата и поддерживания требуемой формы пачки по мере того, как пачку перемещают вдоль траектории сушки, для обеспечения фиксации клеящего вещества.
Первая часть содержит питатель, имеющий по крайней мере один выпуск с преимущественно вертикальными каналами, вниз по которым сигареты подают под действием их собственного веса, и подачей сигарет сверху и средство для отбора группы или слоя из выпуска и подачи группы или слоя на питающий транспортер для питания последовательности упаковочных дисков, которые образуют участок второй части, предназначенной как для формирования, так и для подачи пачек на формирующий участок сушильного транспортера третьей части.
В ответ на растущую потребность в высокопроизводительных машинах для кондиционирования, постоянно предлагаются технические решения для повышения скорости движения транспортеров и скорости, с которой группы и пачки сигарет передают с одних транспортеров на другие соседние транспортеры. Особенно эффективным для повышения производительности машин для изготовления пачек сигарет было приспособление постоянно движущихся транспортеров взамен обычных транспортеров шагового действия. Постоянно движущиеся транспортеры доказали свою особую эффективность при применении во второй части машины и позволили достичь существенного увеличения скорости перемещения пачек и сигарет, в то же время предохраняя пачки и сигареты от повреждений. По этой причине вторую часть машины для кондиционирования часто называют высокоскоростной частью, а первую и третью части, в которых постоянно движущиеся транспортеры показали меньшую эффективность, называют низкоскоростными частями. Низкая скорость первой части является следствием физических ограничений самих сигарет, которые подают вниз по каналам под действием их собственного веса, и того факта, что любые попытки ускорить движение вниз сигарет приводили к их повреждению, например, к выпадению табака из концов сигарет и к их изгибу, если не к полному перелому. Низкая скорость третьей части, с другой стороны, является следствием продолжительности процесса сушки клеящего вещества, которую обеспечивают путем перемещения пачек с малой скоростью вдоль траектории заданной длины. С другой стороны, уменьшение времени сушки путем использования нагревателей для более быстрой фиксации клеящего вещества приводит только к ускоренной поверхностной сушке вещества и замедленной сушке средней части клеящего вещества и, таким образом, к увеличению полного времени сушки.
Вследствие этого, производительность машины была повышена за счет увеличения количества выпусков питателя и длины траектории сушки, сопряженных с высокоскоростной частью. В патенте Германии №3046065, например, описана машина для изготовления пачек сигарет, содержащая первую часть с двумя выпусками питателя для одновременного формирования двух групп сигарет, которые подают во вторую часть на барабан, содержащий равноотстоящие друг от друга гнезда и действующий в шаговом режиме так, что шаг перемещения равен двум шагам между смежными гнездами. Барабан, в свою очередь, подает группы на упаковочную линию, образованную следующими за ним барабанами, которые подают готовые пачки вдоль одной упаковочной траектории к двум сушильным барабанам, образующим соответствующие параллельные траектории сушки. Другими словами, описанная машина содержит высокоскоростную часть, образованную барабанами шагового действия, но шаги поворота которых в два раза длиннее, чем шаг между гнездами, и две медленные части: первая часть снабжена двумя выпусками, т.е. двумя линиями для формирования групп, и третья часть, образованная двумя сушильными барабанами, т.е. двумя сушильными линиями или траекториями.
Приспособление упаковочных линий постоянного действия было применено для дальнейшего увеличения количества линий замедленного действия, которые, однако, сверх заданного количества, серьезно усложняют машину для изготовления пачек сигарет в целом. С другой стороны, ограничение количества сушильных линий предполагает достаточно длинную траекторию сушки, что приводит к увеличению длины и габаритов машины.
Техническим результатом настоящего изобретения является упрощение конструкции и уменьшение габаритов машины для изготовления пачек сигарет.
Этот технический результат достигается тем, что машина для изготовления пачек сигарет, каждая из которых содержит группу, включающую заданное количество сигарет и заданное количество слоев сигарет, содержит первую часть, имеющую питатель, оснащенный множеством выпусков для подачи сигарет в первом направлении, вторую часть, имеющую последовательность постоянно действующих транспортеров, расположенных рядом друг с другом и образующих одну траекторию подачи, лежащую полностью в одной заданной плоскости и имеющую одну часть, проходящую во втором направлении, перпендикулярном первому направлению, для размещения слоев, поступающих из выпусков, и волнообразную часть для формирования пачки, и третью часть, имеющую сушильный транспортер. Согласно изобретению третья часть образует множество траекторий сушки, расположенных параллельно одна другой в третьем направлении, по существу, перпендикулярном ко второму направлению, и принимающих пачки с одной траектории подачи.
Сушильный транспортер может быть постоянно действующим или транспортером, действующим в шаговом режиме.
Первая часть и третья часть могут быть расположены с одной стороны от заданной плоскости.
Первая часть и третья часть могут быть расположены на соответствующем заданном расстоянии от второй части.
Второе направление может быть по существу горизонтальным, а первое и третье направления — по существу, вертикальными.
Сушильный транспортер может быть бесконечным транспортером, содержащим переднюю ветвь и возвратную ветвь, которые параллельны третьему направлению.
Траектории сушки могут быть расположены в вертикальных плоскостях.
Вертикальные плоскости могут быть перпендикулярны к заданной плоскости.
Второе направление может быть, по существу, горизонтальным, а первое направление — по существу, вертикальным.
Сушильный транспортер может быть бесконечным транспортером, содержащим переднюю ветвь и возвратную ветвь, которые параллельны третьему направлению.
Траектории сушки могут быть расположены в соответствующих горизонтальных плоскостях. Горизонтальные плоскости могут быть перпендикулярны к заданной плоскости.
Машина может содержать загрузочную станцию для загрузки рулонов упаковочного материала и стопок заготовок, которая расположена с противоположной стороны первой части и второй части относительно третьей части во втором направлении.
Загрузочная станция может быть выполнена с возможностью подачи упаковочного материала и заготовок во втором направлении.
Неограничивающий вариант исполнения настоящего изобретения описан ниже со ссылками на прилагаемые чертежи, на которых:
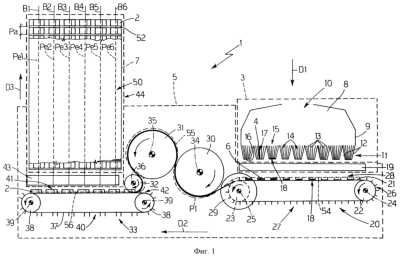
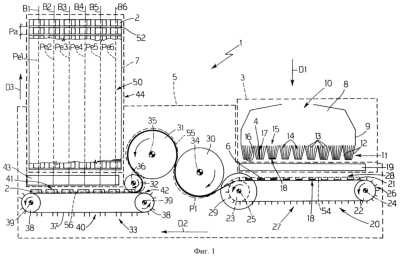
фиг.1 изображает схематический вид сбоку первого варианта исполнения машины для изготовления пачек сигарет согласно настоящему изобретению;
фиг.2 — схематический вид сверху машины, представленной на фиг.1;
фиг.3 — схематический вид спереди машины, представленной на фиг.1;
фиг.4 — схематический вид второго варианта исполнения машины для изготовления пачек сигарет согласно настоящему изобретению;
фиг.5 — схематический вид сверху машины, представленной на фиг.4;
фиг.6 — схематический вид спереди машины, представленной на фиг.4.
Показанная на фиг.1-3 машина 1 для изготовления пачек 2 сигарет содержит часть 3, изображенную пунктирными линиями на фиг.1 и 2, в которую одинаково ориентированные сигареты 4 подают насыпью, часть 5, изображенную пунктирной линией на фиг.1-3, в которой сигареты 4 подают в виде упорядоченных групп 6, которые упаковывают в пачки 2, и часть 7, в которой пачки 2 стабилизируют.
Часть 3 определяется питателем 8, расположенным рядом с частью 5 и содержащим две параллельные стенки 9, вход 10 для сигарет 4 и девять выпусков 11 для сигарет, выставленных в линию по отношению друг к другу под входом 10. Каждый выпуск 11 содержит две боковые стенки 12 и, между боковыми стенками, семь разделительных стенок 13, образующих вместе с боковыми стенками 12 определенное количество в существенной степени вертикальных каналов 14, расположенных между входом 15 и плитой 16, расположенной под выпуском 11. Сигареты 4 имеют соответствующие продольные оси 4а, ориентированные одинаково, и их подают вниз по питателю 8 под действием их собственного веса и преимущественно в вертикальном направлении D1. У выпусков 11 сигареты 4 подают вниз в каналы 14 и движутся вдоль каналов 14 в виде соответствующих колонок 17, сигареты 4 в каждой колонке 17 подают по одной в каждом цикле на нижнюю плиту 16 соответствующего выпуска 11, и каждая сигарета 4, выступающая из каждого выпуска 11, становится частью соответствующего упорядоченного слоя 18 сигарет 4, содержащего заданное количество сигарет 4, равное количеству каналов 14 выпуска 11.
Известное устройство 19 для передачи слоев 18 установлено между частью 3 и частью 5 для подачи слоев 18 к части 5, которая образована питающим транспортером 20, содержащим цепь 21, огибающую два шкива 22, 23, вращаемых относительно соответствующих осей 24, 25. Транспортер 20 содержит также определенное количество ячеек 26, равноудаленных одна от другой, вдоль цепи 21 и предназначенных для приема слоев 18, а цепь 21 содержит нижнюю ветвь 27 и верхнюю ветвь 28, расположенную около девяти выпусков 11, и передающее устройство 19, предназначенное для последовательной подачи трех наложенных один на другой слоев 18 в каждую ячейку 26 для образования группы 6 сигарет 4.
Транспортер 20 также содержит передающее колесо 29, соосное со шкивом 23 и предназначенное для передачи групп 6 известным способом из ячеек 26 транспортера 20 к упаковочному барабану 30. Часть 5 также содержит последующий упаковочный барабан 31, передающий транспортер 32 и выпускной транспортер 33, которые расположены последовательно и определяют вместе с транспортером 20 траекторию подачи P1, расположенную преимущественно в горизонтальном направлении D2 и лежащую в плоскости А. Части 3 и 7 расположены с той же стороны плоскости А и на соответствующем расстоянии L1 и L2 от части 5.
Барабан 30 вращают по часовой стрелке (фиг.1) относительно соответствующей оси 34, перпендикулярной к плоскости А, в то время как барабан 31 вращают против часовой стрелки (фиг.1) относительно оси 35, параллельной оси 34. Барабаны 30 и 31 содержат соответствующие последовательности известных гнезд (на чертежах не показаны), равноудаленных от соответствующих осей 34 и 35 и предназначенных для приема групп 6, в то время как упаковочный материал подают известным способом (на чертежах не показано) вокруг групп 6 для формирования пачек 2. Клеящее вещество наносят известным способом (на чертежах не показано) на упаковочный материал по мере подачи его к барабану 31, а транспортер 32 содержит последовательность известных ячеек (на чертежах не показаны), которые перемещают по часовой стрелке (фиг.1) относительно оси 36 для передачи пачек 2 с барабана 31 на выпускной транспортер 33.
Выпускной транспортер 33 содержит цепь 37, огибающую два шкива 38, вращаемых против часовой стрелки (фиг.1) относительно осей 39, и имеет нижнюю ветвь 40 и верхнюю ветвь 41 и определенное количество ячеек 42, равноудаленных одна от другой вдоль цепи 37 и предназначенных для приема соответствующих пачек 2.
Устройство 43 для передачи пачек 2 размещено между частью 5 и частью 7 и предназначено для съема пачек 2 с верхней ветви 41 транспортера 33 и передачи пачек 2 на сушильный транспортер 44, образующий участок части 7 и предназначенный для сушки упомянутого клеящего вещества.
Как показано на фиг.2 и 3, транспортер 44 расположен вдоль части 5 с той же стороны части 5, что и питатель 8, размещен по существу степени в вертикальном направлении D3 и содержит пару цепей 45, огибающих два шкива 46, 41, которые вращают против часовой стрелки (фиг.3) относительно горизонтальных осей 48, 49, параллельных плоскости А и размещенных одна над другой, для того чтобы разделить транспортер 44 на верхнюю ветвь 50 и нижнюю ветвь 51. Транспортер 44 также содержит последовательность штанг 52, расположенных с одинаковым шагом Ра вдоль цепей 45 и соединяющих цепи 45 так, чтобы образовать между каждой парой смежных штанг 52 шесть ячеек 53, выставленных в линию в направлении D2. Каждая ячейка 53 вмещает соответствующую пачку 2 и ее перемещают вдоль соответствующей траектории Ре (Pe1, Pe2,… Ре6), лежащей в соответствующей плоскости В (В1, В2,… В6), перпендикулярной к плоскости А. В варианте исполнения, не показанном на чертежах, направление D3 — в существенной степени горизонтальное направление, перпендикулярное к плоскости А.
Машина работает следующим образом.
Одинаково ориентированные сигареты 4 подают вниз по питателю 8 в преимущественно вертикальном направлении D1 на плиту 16, чтобы образовать последовательно соответствующие слои 18, каждый из которых содержит заданное количество сигарет 4. С помощью передающего устройства 19 отбирают слои 18 с плит 16 и передают слои 18 в ячейки 26 на транспортер 20 так, чтобы наложить три слоя 18 и так образовать группу 6 сигарет 4. Слои 18, отбираемые циклически, формируют преимущественно в шаговом режиме и достаточно существенный интервал времени оставляют между одним слоем 18 и следующим слоем, чтобы предоставить возможность сигаретам 4 упасть вниз по каналам 14 и образовать следующий слой 18 на соответствующей плите 16. Часть 3 является частью с замедленной скоростью, содержащей девять выпусков 11 для одновременного формирования девяти слоев 18 и, таким образом, трех групп 6 сигарет. Это означает, что замедленная часть 3 содержит три линии для формирования групп 6.
Транспортер 20, барабаны 30, 31 и транспортеры 32, 33 действуют постоянно, чтобы подавать группы 6 и пачки 2 вдоль траектории Р1, которая содержит прямолинейную часть 54, параллельную направлению D2, волнообразную часть 55 и прямолинейную часть 56, также параллельную направлению D2. Это означает, что траектория Р1 по существу параллельна направлению D2, направлена от части 3 к части 7 и лежит в вертикальной плоскости А, которая расположена перпендикулярно осям 4а сигарет 4 в питателе 8.
Передающим устройством 43 передают пачки 2 от части 5 к части 7 так, чтобы одновременно подавать шесть пачек 2 в соответствующие пустые ячейки 53 сушильного транспортера 44, который действует в шаговом режиме, причем каждый шаг перемещения равен шагу Pa. В альтернативном варианте транспортер 44 может действовать постоянно со скоростью перемещения, составляющей одну шестую скорости транспортера 20, барабанов 30, 31 и транспортеров 32, 33 части 5.
Показанная на фиг.4-6 машина 56 для изготовления пачек 2 сигарет содержит часть 57, изображенную пунктирными линиями на фиг.4 и 5, в которой одинаково ориентированные сигареты 4 подают насыпью, часть 58, изображенную пунктирными линиями на фиг.4 и 5, в которой сигареты 4 передают в виде упорядоченных групп 6, которые упаковывают в форме пачек 2, и часть 59, изображенную пунктирными линиями на фиг.4-6, в которой сформированные пачки 2 стабилизируют.
Часть 57 образована питателем 8, по которому одинаково ориентированные сигареты подают в направлении D1. Слои 18 сигарет формируют в части 57 и передают от части 57 к части 58 с помощью устройства 19.
Часть 58 образована питающим транспортером 20, упаковочными барабанами 60, 61, 62 и выпускным транспортером 63. Барабан 60 вращают по часовой стрелке (фиг.4) относительно оси 64, перпендикулярной к плоскости А, барабан 61 вращают против часовой стрелки (фиг.4) относительно соответствующей оси 65, параллельной оси 64, и барабан 63 вращают по часовой стрелке (фиг.4) относительно соответствующей оси 66, параллельно оси 64. Барабаны 60 и 61 содержат соответствующую последовательность известных ячеек (не показано), равноудаленных относительно осей 64 и 65 и предназначенных для приема групп 6 по мере подачи упаковочного материала известным способом относительно групп 6 для формирования пачек 2. Барабан 62 содержит ячейки 67 для передачи незавершенных в изготовлении пачек 2 к выпускному транспортеру 63. Транспортер 63 содержит цепь 68, огибающую шкивы 69 и 70, которые расположены один над другим и которые вращают относительно соответствующих осей 71 и 72, параллельных оси 64. Транспортер 63 также содержит последовательность гнезд 73, размещенных с равным шагом вдоль цепи 68, предназначенных для удерживания незавершенных в изготовлении пачек 2 и для выполнения последующих упаковочных операций, особенно соединения частей незавершенных пачек 2 известным способом с применением клеящего вещества. Транспортер 63 имеет две ветви 74 и 75, параллельные одна другой и направлению D1, и с его помощью транспортируют пачки 2 соответственно вверх и вниз.
Устройство 76 для передачи пачек 2 размещено между частью 58 и частью 59 для съема пачек 2 с ветви 75 транспортера 63 и подачи пачек 2 на сушильный транспортер 77, образующий участок части 59 для сушки упомянутого клеящего вещества.
Устройство 76 (фиг.4-6) расположено вдоль ветви 75 и содержит карусельный транспортер 78, вращаемый против часовой стрелки (фиг.5) относительно вертикальной оси 79, несущий определенное количество гнезд 80, равноудаленных от оси 79. Каждое гнездо 80 содержит шесть уложенных одна на другую пачек 2, которые передают с ветви 75 на сушильный транспортер 77. Сушильный транспортер 77 представляет собой цепной транспортер 81, содержащий два шкива (на чертежах не показаны), которые вращают против часовой стрелки (фиг.5) относительно соответствующих вертикальных осей 82 и 83. Транспортер 81 имеет шесть зигзагообразных траекторий сушки Ре7, Ре8, Ре9, Pe10, Pe11 и Ре12, параллельных друг другу и горизонтальной плоскости С, перпендикулярной плоскости А. Другими словами, траектории сушки Ре7, Ре8, Ре9, Pe10, Pe11 и Ре12 расположены в соответствующих горизонтальных плоскостях С1, С2, С3, С4, С5 и С6, параллельных одна другой и перпендикулярных к плоскости А.
Машина 56 также содержит центральный корпус 84, который несет части 57, 58, 59 и содержит несколько трансмиссий (на чертежах не показаны) и электродвигателей (на чертежах не показаны). Расстояние L3 между осями 82 и 83 меньше, чем ширина W корпуса 84.
Машина 56 содержит станцию 85 загрузки упаковочного материала, где располагают штабель 86 стопок 87 заготовок 88 пачек 2 и где устанавливают рулоны 89 и 90 упаковочного материала на соответствующие оси 91 и 92, перпендикулярные к плоскости А. Загрузочная станция 85 (фиг.4) расположена справа от частей 57 и 58 вблизи корпуса 84 и с противоположной стороны от части 59, если смотреть по направлению D2.
Машина 56 содержит транспортер 93 для подачи стопок 87 из штабеля 86 к барабану 94, вращаемому относительно соответствующей оси 95, перпендикулярной плоскости А, и для распределения заготовок 88 по соответствующим группам 6, подаваемым барабаном 61. Упаковочный материал, сматываемый с рулонов 89 и 90, направляют вдоль соответствующих траекторий 96 и 97 к группам 6, подаваемым барабаном 60. Транспортер 93 и траектории 96 и 97 расположены преимущественно в направлении D2 так, чтобы подавать заготовки 88 и упаковочный материал справа налево на фиг.4. Машина 56 также содержит накопители 98 и 99 и режущие устройства 100 и 101 вдоль траекторий 96 и 97 для отрезания полотен (на чертежах не показаны) известным способом упаковочного материала.
Машина 56 содержит канал 102, расположенный сверху и предназначенный для подачи сигарет 4 в питатель 8.
Машина работает следующим образом.
Сигареты 4 подают вниз по питателю 8 преимущественно в вертикальном направлении D1, чтобы одновременно формировать девять слоев 18 и, таким образом, три группы 6 сигарет таким же способом, как и на машине 1. Это означает, что часть 57 с замедленной скоростью содержит три линии для одновременного формирования трех групп 6.
Транспортер 20 и барабаны 60, 61, 62 действуют постоянно и предназначены для подачи групп 6 и пачек 2 вдоль траектории Р2, которая содержит прямолинейную часть 103, параллельную направлению D2, волнообразную часть 104 и зигзагообразную часть 105. Это означает, что траектория Р1 расположена в направлении D2 от части 57 к части 59 и расположена в вертикальной плоскости А. Прямолинейная часть 103 преимущественно соответствует верхней ветви 28 транспортера 20, волнообразная часть 104 траектории Р2 огибает барабаны 60, 61 и 62, зигзагообразная часть преимущественно представлена ветвями 74 и 75, соединенными около шкива 70.
Транспортер 63 действует известным способом и подает пачки 2 постоянно вдоль ветви 74 и в шаговом режиме вдоль ветви 75. На участке 58 траектории Р2 имеет существенно криволинейную форму и соединяет часть 57 с частью 59 путем передачи групп 6 и пачек 2 в направлении D2.
Передающее устройство 76 действует постоянно и с его помощью передают пачки 2 от части 58 к части 59 так, чтобы одновременно подавать шесть пачек 2 на сушильный транспортер 77, который работает в шаговом режиме.
В альтернативном варианте транспортер 77 может действовать постоянно со скоростью, составляющей одну шестую скорости перемещения транспортера 20.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Машина для изготовления пачек сигарет, каждая из которых содержит группу, включающую заданное количество сигарет и заданное количество слоев сигарет, содержащая первую часть, имеющую питатель, оснащенный множеством выпусков для подачи сигарет в первом направлении, вторую часть, имеющую последовательность постоянно действующих транспортеров, расположенных рядом друг с другом и образующих одну траекторию подачи, лежащую полностью в одной заданной плоскости и имеющую одну часть, проходящую во втором направлении, перпендикулярном первому направлению, для размещения слоев, поступающих из выпусков, и волнообразную часть для формирования пачки, и третью часть, имеющую сушильный транспортер, отличающаяся тем, что третья часть образует множество траекторий сушки, расположенных параллельно одна другой в третьем направлении, по существу, перпендикулярном к второму направлению и принимающих пачки с одной траектории подачи.
2. Машина по п.1, отличающаяся тем, что сушильный транспортер является постоянно действующим.
3. Машина по любому из предыдущих пп.1 и 2, отличающаяся тем, что сушильный транспортер является транспортером, действующим в шаговом режиме.
4. Машина по любому из предыдущих пп.1-3, отличающаяся тем, что первая часть и третья часть расположены с одной стороны от заданной плоскости.
5. Машина по п.4, отличающаяся тем, что первая часть и третья часть расположены на соответствующем заданном расстоянии от второй части.
6. Машина по любому из предыдущих пп.1-4, отличающаяся тем, что второе направление является, по существу, горизонтальным, а первое и третье направления — по существу, вертикальными.
7. Машина по п.6, отличающаяся тем, что сушильный транспортер является бесконечным транспортером, содержащим переднюю ветвь и возвратную ветвь, которые параллельны третьему направлению.
8. Машина по любому из предыдущих пп.1-7, отличающаяся тем, что траектории сушки расположены в вертикальных плоскостях.
9. Машина по п.8, отличающаяся тем, что вертикальные плоскости перпендикулярны к заданной плоскости.
10. Машина по любому из предыдущих пп.1-3, отличающаяся тем, что второе направление является, по существу, горизонтальным, а первое направление — по существу, вертикальным.
11. Машина по п.10, отличающаяся тем, что сушильный транспортер является бесконечным транспортером, содержащим переднюю ветвь и возвратную ветвь, которые параллельны третьему направлению.
12. Машина по любому из предыдущих пп.1-3, отличающаяся тем, что траектории сушки расположены в соответствующих горизонтальных плоскостях.
13. Машина по п.12, отличающаяся тем, что горизонтальные плоскости перпендикулярны к заданной плоскости.
14. Машина по любому из предыдущих пп.1-3, отличающаяся тем, что она содержит загрузочную станцию для загрузки рулонов упаковочного материала и стопок заготовок, которая расположена с противоположной стороны первой части и второй части относительно третьей части во втором направлении.
15. Машина по п.14, отличающаяся тем, что загрузочная станция выполнена с возможностью подачи упаковочного материала и заготовок во втором направлении.
www.freepatent.ru
Как производят сигареты | Как это сделано
Каким образом табачные компании ухитряются производить такое невероятное количество сигарет?
Это – сигаретосборная машина, построенная немецкой компанией Хауни. Это среднего класса и мощности аппарат, год сборки – 2001. На одной фотографии смотрелось мелковато, поэтому просто постарайтесь представить, что вторая часть расположена под углом 90 градусов к первой слева от нее.

Это устройство на крейсерской скорости выпускает примерно 11 000 (да–да, одиннадцать тысяч) сигарет в минуту (!). На свете существует очень мало оружия подобной скорострельности.

Первый этап: подготовка табачной мешки – того самого резаного табака, что есть внутри сигареты, к сборке. (небольшое отступление: меня всегда от души веселили замечания многих курильщиков типа: «Поменяли пачку – испортился вкус!». Вкус–то, может, и поменялся, но с пачкой это никак не связано. Дело в том, что сигаретосборка, как процесс изготовления сигареты и упаковка сигарет в пачки вообще никак не связаны между собой, дальше вы это легко увидите. Я сам курю больше 20 лет и уверяю вас, прямая зависимость вкуса сигарет от изменения вида пачки – вещь исключительно психологическая.) Табачная мешка может готовиться, где угодно, но в машину она попадает именно через этот вот узел. Главное – равномерное распределение табака по поверхности бумаги.

Из этого устройства резаный табак со строго определенной скоростью при помощи вот этого вакуумного транспортера

сыпется вот сюда

Это – так называемый аппарат табачного штранга, где табак и бумага будут превращаться в бесконечно длинный бумажный цилиндр.
Цилиндр получается так. Вначале бумагу, бобину которой вы видели на снимке вверху и просыпавшийся сверху табак обнимает матерчатая лента, которую затем машина гонит сквозь коническое отверстие, образуя бумажную трубочку. На снимке нет бумаги и табака, аппарат невозможно открыть «на ходу», но сама лента видна на снимке. Направление движения – из нижнего правого угла в левый верхний.

Затем образовавшийся цилиндр, пока еще ничем не скрепленный, попадает под клеевой аппарат, где на один из краев бумаги наносится тонкая полоска клея

Вышедший из под клеевого аппарата шов надо склеить как можно быстрее, для этих целей применяется утюг. Самый настоящий, вот он. Сейчас он в нерабочем положении и откинут вертикально вверх, его нижняя подошва смотрит на нас. Видите желобок? По нему и идет штранг в процессе склейки.

Первая часть процедуры завершена. Теперь у нас есть бесконечно длинная сигарета, которую, в общем–то, уже можно курить. Но остался ряд проблем: нет фильтра, нет маркировки, да и длинна неподходящая для упаковки в пачку. Следовательно, будем резать!
Напоминаю, машина производит 11тыс. сигарет в минуту, соответственно, бумажную трубочку, сделанную из папиросной бумаги, нужно аккуратно, не порвав и не деформировав, 11тыс. раз в минуту перерезать. Как задачка, ничего? Упростим. Дело в том, что на следующем этапе производства штранг режется на двойные сигареты, а, точнее, «курки», поскольку вся сигарета – это «курка» плюс фильтр, так что количество операций по разрезанию резко сокращается и составляет «всего» 5500 раз в минуту.
За выполнение этой операции отвечает узел, который вы видите ниже

Пояснение к фотографии. На здоровенном (и очень тяжелом) маховике, установленном под углом относительно вертикальной оси (на снимке он немного правее центра), расположено 2 клинообразных ножа. Табачный штранг, выходящий из трубочки в правой части фото, попадает в так называемые «тюбики» — это рычаг с короткой трубочкой почти по центру снимка. Тюбики, сквозь которые проходит наша бесконечная (до этого момента) сигарета, нужны для того, чтобы поддерживать штранг точно в месте разреза с двух сторон от него.
Более того, делать это точно в момент разреза. Поэтому рычаг с тюбиками очень быстро движется вперед–назад относительно движения штранга, причем в момент движения «вперед» его скорость точно совпадает со скоростью движения самого штранга, а угол установки ножей таков, что в момент прохождения их через тюбики, нож располагается строго вертикально. Немного заморочено получилось, но суть проста. 2250 вращений в минуту – 5500 ударов ножа. Получили 5500 двойных курок, которые уже не единое целое и очень быстро движутся вперед.
Дело осталось за малым – разрезать их еще раз пополам, приклеить к каждой по фильтру, да запихать их в пачку.
Пришло время поменять характер движения наших «недосигарет» из продольного в поперечный. За это отвечает узел с романтичным названием «паук». Вот он на снимке.
Диск, который вы видите на снимке, вращаясь против часовой стрелки, при помощи вакуумных захватов поднимает нарезанные двойные курки по отдельности и отправляет их в приемный барабан.

На всех дальнейших этапах производства сигареты передаются по системе барабанов, удерживаясь вакуумом. Видите желобки на барабанах? Это и есть вакуумные гнезда.
Дальнейшее путешествие сигареты внутри этого узла:

Сюда подаются фильтры, бумага–имитация пробки для фильтров… В ходе этого путешествия двойная курка разрезается вот таким аппаратом…

и претерпевает такие изменения
и становится той самой сигаретой.
Процесс упаковки сигарет в пачки – не менее увлекательное занятие, которое начинается вот с этого:

На фото упаковочная машина производства итальянской компании G.D. Год постройки – 1999. Эти ребята [G.D.] в основном специализируются на производстве машин для упаковки/заворачивания чего угодно. Мощнейший производитель, имеющий в штате абсолютно сумасшедших в своей гениальности инженеров. Когда я смотрю на некоторые их машины, то просто не получается верить в то, что это придумал человек. Если вам нужно упаковать, например, слона, то эти демоны построят вам линию, которая будет заворачивать по 200 слонов в минуту, соблюдая при этом заданную волнистость ушей.
Процесс упаковки сигареты в пачку начинается вот в этом узле. Сформированный блок из 20 сигарет, уложенный на выходе с сигаретосборной машины в 3 слоя по схеме «7–6–7» поступает на так называемые «лапки», которые и перенаправят его на первое колесо главного узла упаковочной машины – модуля формирования пачки.

На следующей фотографии вы видите основной упаковочный узел, обеспечивающий технологический процесс, в ходе которого 20 наших сигарет будут:
А) завернуты в фольгу, на которой будет исполнена перфорация, по которой мы отрываем фольгу после открывания пачки. (В некоторых случаях еще и тиснение. Логотип или надпись «PULL”).
Б) завернуты в жесткую картонную пачку, состоящую из двух элементов, склеенных между собой. Не поленитесь, разберите любую из своих пачек, чтоб посчитать, какое количество движений по сгибу должен выполнить узел, который вы видите ниже:
Пачка проделывает путь от точки входа А, затем передается на нижний барабан в точке В, потом на верхний в точке С, ну и в конце концов уходит дальше на конвейер в точке D. Барабаны при этом движутся не плавно, а толчками, смещаясь на каждом шаге на одну пачку. Принцип «один шаг – одна операция по сгибу–склейке». Из этого сегмента упаковочной машины пачка выходит уже в том виде, в котором ее можно положить в карман, или даже сразу открыть, достать сигарету и закурить, но есть одна проблема – это пока незаконно.
Так что следующий узел никак нельзя обойти вниманием, поскольку именно при помощи этого узла правительство залезает к нам в карман, дорогие курильщики. Перед вами – так называемый «марочный аппарат», который клеит на пачку акцизную марку. Невелика птица с точки зрения технологии, один из самых простых узлов, но контроль там – караул, ибо по стрелке, которая на рисунке сверху вниз, производитель закладывает туда, считай, наличные деньги, ибо оплата государству за акцизные марки осуществляется в режиме «деньги вперед».
Сигареты же идут в нижней части снимка по стрелке справа–налево. Мазок клея, удар Г–образной лапки – и наша пачка узаконена!

Пачка собрана, марка наклеена, теперь осталось упаковать наши сигареты в полиэтилен. Картинка снизу, путь пачки нарисован. Бобины с пленкой – в верхней части снимка.

Про упаковку в блок хочу сказать отдельно. Существует несколько способов блокирования. Картонка, бумага, или просто полипропилен. В том формате машины, которую вы видите перед собой, упаковка происходит в обычный полипропилен. Работы там – ровно 2 рычага да утюг. К чему я это пишу – фотографии у меня нет 🙂 Но с точки зрелищности вы ничего не потеряли, честное слово!
Ну и, в конце концов, финишное устройство, из которого наша продукция в коробках по 10 000 штук сигарет в каждой будет отправляться на склад. Пустой короб падает по стрелке сверху (там можно видеть стопку коробок), блоки сигарет, сложенные в 2 уровня по 25 блоков, вталкиваются с дальней от нас стороны, а затем рычаг проталкивает коробку по направлению к складу. В ходе этого движения жестко закрепленные сужающиеся направляющие закрывают крышку и с закрепленных по бокам катушек клеится скотч.

Всё! Товар готов к отправке!
Источник
kak-eto-sdelano.ru
Выкройка для сигаретной пачки и способ изготовления сигаретной пачки из выкройки
Изобретение относится к области упаковки сигарет. Выкройка для сигаретной пачки содержит внутреннюю часть и корпус с передней и задней сторонами, донышком, крышкой и соединяющими переднюю и заднюю стороны боковыми участками, а также с разрывной кромкой. Боковые участки снабжены предварительно бигованными линиями сгиба для придания внутренней части и корпусу пачки полукруглой формы. Обеспечивается высокая стабильность сигаретной пачки. 2 с. и 4 з.п. ф-лы, 15 ил.
Изобретение относится к выкройке для сигаретной пачки.
Уже известны многочисленные выкройки для сигаретных пачек, например, для так называемых складных колпачковых коробок, у которых плоская выкройка из картона снабжена линиями сгиба и надрезами, и при использовании ее восстанавливают в прямоугольную блочную форму. Из европейской заявки 0545723 А известна выкройка для сигаретной пачки, состоящая из трех не связанных между собой частей. Известная выкройка содержит цельную внутреннюю часть и состоящий из двух частей корпус, причем одна часть корпуса образует колпачок. На корпусе выполнены клеевые клапаны, служащие для образования донышка и крышки. Кроме того, как внутренняя часть, так и корпус снабжены бигованными линиями сгиба, которые обеспечивают полукруглое складывание внутренней части и корпуса. Недостаток этой известной выкройки состоит в том, что клеевые клапаны накладываются только друг на друга и в зоне своих скруглений они не имеют никакого клеевого соединения с внутренней частью или корпусом, так что в этом месте пачка, так сказать, открыта и тем самым обладает низкой стабильностью. Задачей изобретения является создание выкройки для сигаретной пачки нового вида, которая имеет форму со скругленными боковыми гранями, отличную от формы прямоугольного параллелепипеда, и у которой как крышка, так и донышко практически закрыты и тем самым придают пачке высокую стабильность. Для решения этой задачи служит выкройка по п.1 формулы изобретения и способ ее изготовления по п.6. Предпочтительные варианты изобретения являются объектом зависимых пунктов формулы изобретения. Способом согласно изобретению упаковку изготовляют из двух выкроек, а именно выкройки внутренней части и выкройки корпуса. Сначала внутреннюю часть из относительно просто формованной выкройки укладывают вокруг оправки, затем складывают или формуют во внутреннюю часть, а затем склеивают, причем один конец внутренней части остается открытым для повторного удаления оправки на следующем этапе. Преимущественно внутреннюю часть снимают с оправки сразу же после склеивания и помещают в полую оправку, так что внутренняя часть может быть заполнена ее содержимым, т.е., например, сигаретами. После этого внутреннюю часть полностью закрывают и снова извлекают из полой оправки. Эта возможность дает то преимущество, что содержимое или продукт, находящийся теперь в закрытой внутренней части, выполняет функцию оправки. Теперь также очень просто формованную заготовку корпуса укладывают вокруг внутренней части и склеивают. Предпочтительный этап способа, заключающийся в том, что внутреннюю часть уже заранее снимают с оправки и заменяют ее упаковываемым продуктом, имеет то преимущество, что внутренняя часть может быть запечатана уже сразу, а это не происходит при дальнейшем использовании оправки, и что упакованный продукт вместе с внутренней частью образует стабильную оправку, вокруг которой может быть формована выкройка корпуса. Поскольку способ согласно изобретению требует намного меньше операций сгибания и склеивания, упаковки могут быть изготовлены намного быстрее. Наконец, необходимое производственное оборудование имеет менее сложную конструкцию, и потому оно дешевле и менее подвержено сбоям. Этот способ пригоден для изготовления большого числа различных форм упаковок. Особенно предпочтителен этот способ, однако, для изготовления упаковок со скругленными или же полукруглыми продольными сторонами. Для облегчения изготовления скруглений выкройка внутренней части и/или выкройка корпуса могут быть снабжены в зонах скруглений несколькими параллельными, предварительно бигованными линиями сгиба. Таким образом могут быть изготовлены упаковки различных форм сечения. Изобретение более подробно поясняется ниже с помощью примеров выполнения. На чертежах изображено: — фиг.1: внутренняя часть в первой форме выполнения; — фиг.2: корпус в первой форме выполнения; — фиг.3: внутренняя часть во второй форме выполнения; — фиг.4: корпус во второй форме выполнения; — фиг.5: корпус в третьей форме выполнения; — фиг.6: внутренняя часть в третьей форме выполнения; — фиг.7: корпус в четвертой форме выполнения; — фиг.8: внутренняя часть в четвертой форме выполнения; — фиг.9: внутренняя часть в пятой форме выполнения;— фиг.10: корпус в пятой форме выполнения;
— фиг.11: сигаретная пачка, изготовляемая из какой-либо выкройки по фиг. 1-10;
— фиг.12: последовательность этапов способа, показывающая, как из выкройки внутренней части изготовляют внутреннюю картонную коробку с сигаретным блоком;
— фиг. 13: последовательность этапов способа, показывающая заполнение внутренней картонной коробки сигаретным блоком;
— фиг.14А: первая часть последовательности этапов способа, показывающей размещение выкройки наружной картонной коробки вокруг внутренней картонной коробки;
— фиг.14В: вторая часть последовательности этапов способа, показывающей размещение выкройки наружной картонной коробки вокруг внутренней картонной коробки;
— фиг.15: схематичный вид сверху на устройство для изготовления сигаретных пачек. На чертежах одинаковые детали обозначены одинаковыми ссылочными позициями, тогда как к аналогичным или соответствующим деталям добавлен апостроф (‘) или кавычки (»). Выкройки изображены приблизительно в масштабе 1:1. На фиг. 1 показана внутренняя часть 2 первой формы выполнения выкройки для сигаретной пачки, изготовленной слева направо из полосы, в основном, прямоугольной формы, образующей сначала заднюю сторону 14′, к которой примыкает первый боковой участок 18′ с предварительно бигованными линиями 17 сгиба, проходящими по всей ширине выкройки. К снабженному линиями 17 сгиба первому боковому участку 18′ примыкает передняя сторона 12′, переходящая во второй боковой участок 16′, снабженный, как и первый боковой участок 18′, предварительно бигованными линиями 17 сгиба, проходящими по всей ширине выкройки. Ко второму боковому участку 16′ примыкает первый клеевой клапан 19, проходящий не по всей ширине выкройки. На верхнем краю передней стороны 12′ предусмотрен U-образный вырез 21 со скругленными углами 22, служащий для облегчения доступа к сигаретам. К нижнему краю передней стороны 12′ примыкает второй клеевой клапан 23, имеющий приблизительно форму еще не упомянутого донышка 6. Донышко 6 имеет форму прямоугольника, который примыкает к нижнему краю задней стороны 14′, и длина которого соответствует ширине задней стороны 14’. На обеих коротких сторонах прямоугольника выполнено по одной полукруглой поверхности, в результате чего возникает приблизительно овальная форма донышка 6. На другой, противоположной донышку 6 стороне выкройки к задней стороне 14′ примыкает крышка 8, форма которой совпадает с формой донышка 6. На расстоянии от смежного с задней стороной 14′ края 28 донышка 8 одна линия 31 сгиба проходит параллельно краю 28 крышки 8 и заканчивается у надреза 30, проходящего под прямым углом к линии 31 сгиба до верхнего края выкройки. За счет этого образован колпачковый участок 34, посредством которого крышка 8 при готовой сигаретной пачке может быть откинута назад. К передней кромке 29 крышки 8, противоположной краю 28 задней стороны, примыкает третий клеевой клапан 32, склеиваемый позднее с частью передней стороны корпуса 4. К третьему клеевому клапану 32 примыкает также вставной клапан 33, служащий для повторного запирания вскрытой упаковки. На фиг.2 изображен корпус 4, который позднее охватывает склеенную внутреннюю часть 2 и, за исключением донышка 6 и крышки 8, виден у готовой упаковки по фиг.11. Корпус 4 выполнен для этой цели прямоугольным, за исключением четвертого клеевого клапана 40, примыкающего к одной короткой стороне корпуса 4, например к левому боковому участку 18. По верхней половине корпуса 4 проходит волнистая кромка 10 открывания, которая на сплошной части выполнена как линия 10′ реза, а на штриховой части — как шарнирная линия 10». Таким образом, шарнирная линия 10» проходит по задней стороне 14 корпуса 4, тогда как линия 10′ реза кромки 10 открывания проходит по передней стороне 12 и примыкающим боковым участкам 16, 18. На фиг.3 изображен корпус 4′ во второй форме выполнения, соответствующий, в основном, корпусу 4 на фиг.2. Отличие состоит в том, что в зоне передней стороны 12 внизу выполнено донышко 6, а вверху — крышка 8. Далее вверху на задней стороне 14 выполнен пятый клеевой клапан 42, приблизительно совпадающий с крышкой 8. На фиг. 4 изображена внутренняя часть 2′, которая вместе с корпусом 4′ образует изображенную на фиг.11 сигаретную пачку. Внутренняя часть 2′ имеет, в основном, такую же форму, что и передняя сторона 12′ на фиг.1 с примыкающими к ней боковыми участками 16′, 18′, снабженными линиями 17 сгиба. Кроме того, внизу к передней стороне 12′ примыкает второй клеевой клапан 23 для внутренней стороны донышка 6, тогда как вверху выполнен вырез 21 со скругленными углами 22. Следует указать на то, что клеевой клапан 23 для донышка 6 может быть расположен также на корпусе 4′ по фиг.3, что соответствовало бы форме выполнения по фиг. 5. В этом случае внутренняя часть 2′ по фиг.4 имела бы приблизительно прямоугольную форму с прямым нижним краем, тогда как на верхнем краю остается вырез 21 со скругленными углами 22. На фиг. 5 изображена другая форма выполнения корпуса 4», а именно, в основном, по фиг.3, однако с размещенным на задней стороне 14 внизу третьим клеевым клапаном 23 для донышка 6, тогда как к верхнему краю задней стороны 14 примыкает пятый клеевой клапан 42 для крышки 8. Корпус 4» используют целесообразно с внутренней частью, которая состоит, в основном, из пояска 25. Поясок имеет вырез 21 со скругленными углами 22, как это видно в зоне передней стороны 12′ на фиг.1. Поясок 25 проходит, однако, не по всей высоте выкройки, а имеет меньшую приблизительно на 2/3 высоту и нижний край 27, форма которого приблизительно соответствует форме выреза 21. К вырезу 21 справа и слева примыкают крылья 26, снабженные предварительно бигованными линиями 17 сгиба, как у формы выполнения по фиг.1. Предварительно бигованные линии 17 сгиба проходят по всей высоте пояска 25. На фиг. 7 изображена четвертая форма выполнения изобретения, у которой корпус 4»’, в основном, соответствует корпусу 4′ на фиг.3, однако с тем отличием, что донышко 6 не является частью корпуса 4»’, а примыкает к изображенной на фиг.8 внутренней части 2». На фиг. 8 изображена внутренняя часть 2», используемая целесообразно в сочетании с корпусом 4»’ для изготовления сигаретной пачки по фиг.11. Внутренняя часть 2″ имеет, в основном, форму внутренней части 2 на фиг.1, причем отсутствует лишь крышка 8 с клеевым клапаном 32, вставным клапаном 33 и колпачковым участком 34. На фиг. 9 изображена внутренняя часть 2»’ в пятом выполнении выкройки для сигаретной пачки, у которой одинаковые детали, как и у первой формы выполнения по фиг.1, обозначены теми же ссылочными позициями. Обе внутренние части 2 и 2»’ отличаются друг от друга, во-первых, тем, что к задней стороне 14′ вместо крышки 8 примыкает клеевой клапан 42′, а, во-вторых, тем, что в вырезе 21 находится язычок 24, который соединен с вырезом 21 в нескольких точках 44 и при открывании пачки может быть, тем самым, оторван от выреза 21. К верхнему концу язычка 24 примыкает первая лапка 35, длина которой приблизительно соответствует ширине выреза 21, а ширина — приблизительно половине ширины крышки 8 или пятого клеевого клапана 42′. На противоположной стороне к передней стороне 12′ в месте, где у первой формы выполнения на фиг. 1 расположен второй клеевой клапан 23, примыкает вторая лапка 36, длина которой приблизительно соответствует длине донышка 6, а ширина — приблизительно половине его ширины. Кроме того, с нижним концом задней стороны 14′ соединен второй клеевой клапан 23′. При сборке сначала внутреннюю часть 2»’ сгибают вокруг оправки до обеспечения возможности склеивания первого клеевого клапана 19 с внутренней стороной задней стороны 14′, в результате чего образуется замкнутый корпус. После этого первую 35 и вторую 36 лапки загибают внутрь, а затем второй 23′ и пятый 42′ клеевые клапаны загибают на первую 35 и вторую 36 лапки и склеивают с ними. Следует указать на то, что это означает лишь складывание внутренней части для пояснения устройства изготовленной с ней колпачковой коробки, тогда как при описанном выше пояснении не учитывалось вдвигание сигаретного блока. Это поясняется ниже. В боковых участках 16′ и 18′ вблизи верхнего края внутренней части 2»’ и тем самым на краю, позднее смежном с крышкой 8, выполнено, кроме того, по одной C-образной прорези 38, причем их отверстия обращены друг к другу. За счет этого при замкнутой внутренней части 2»’ образуются два выступающих наружу в противоположных направлениях носика, посредством которых удерживается закрытым колпачок пачки. На фиг. 10 изображен относящийся к внутренней части 2»’ корпус 4»» в пятой форме выполнения, отличающийся от корпуса 4 на фиг.2 лишь тем, что к передней стенке 12 корпуса 4″» внизу примыкает донышко 6, а вверху — крышка 8. Кроме того, к задней стенке 14 вверху примыкает третья лапка 37, а внизу — четвертая лапка 39. Третья 37 и четвертая 39 лапки имеют каждая такую же длину, что и ширина передней стенки 14, тогда как ширина каждой из них приблизительно соответствует половине ширины донышка 6 или крышки 8. Кроме того, у пятой формы выполнения к боковым участкам 16 и 18 вверху и внизу примыкает по четыре треугольных клеевых язычка 41, острия которых направлены наружу и которые предусмотрены также для склеивания с донышком 6 и крышкой 8. Благодаря треугольной форме клеевых язычков 41 возможно сгибание боковых участков 16 и 18 в форме полукруга. Ясно, что различные элементы могут быть скомбинированы между собой иным образом всегда с возможностью изготовления сигаретной пачки по фиг.11, даже если выбрать иное расположение отдельных участков стенок. На фиг.12 изображена последовательность этапов способа изготовления внутренней части 2 для сигаретной пачки приблизительно овального сечения. Для этого на первом этапе А плосколежащую выкройку 2 внутренней части с помощью вакуумного отсоса вытягивают из магазина выкроек. Затем на втором этапе В над этой выкройкой 2 располагают оправку 1. После этого на этапе С устанавливают заднюю сторону и боковину внутренней части, образованные из выкройки 2. Затем первый клеевой клапан боковины внутренней части промазывают клеем и на этапе D формуют вокруг оправки 1. Заднюю сторону выкройки 2 внутренней части формуют также вокруг оправки 1, прижимают к промазанному клеем клапану внутренней части и склеивают с ней. После этого одно из донышек-крышек выкройки 2 внутренней части, называемых выше также клеевыми клапанами, промазывают клеем и фальцуют вокруг оправки 1. Затем другое донышко-крышку выкройки 2 внутренней части загибают на уже промазанное клеем донышко-крышку и склеивают с ним. Наконец, на этапе Е склеенную внутреннюю часть 2, открытую на ее головной стороне, снимают с оправки 1. На фиг.13 изображена последовательность этапов способа, показывающая заполнение предварительно изготовленной внутренней части 2. Для этого на этапе F открытую на своей головной стороне внутреннюю часть 2 вдвигают в полую оправку 3. На этапе G завернутый, например, в алюминиевую фольгу сигаретный блок 5 вдвигают в находящуюся в полой оправке 3 внутреннюю часть 2. На этапе Н загибают клапан крышки на головной стороне внутренней части 2 и вдвигают в полую оправку 3. На этапе J закрытую, заполненную сигаретами внутреннюю часть 2 выдвигают из полой оправки 3. На фиг. 14А, 14В изображена последовательность этапов способа, показывающая размещение выкройки 4 корпуса вокруг заполненной внутренней части 2 вплоть до окончательного изготовления сигаретной пачки. Сначала на этапе К плосколежащую выкройку 4 корпуса с помощью вакуумного отсоса вытягивают из магазина выкроек, промазывают клеем по всей поверхности, а затем на этапе L помещают над форматирующим карманом 7. Заполненную внутреннюю часть 2, выполняющую теперь функцию оправки, помещают затем на этапе М на выкройку 4 корпуса и с помощью пуансона 9 вдавливают в форматирующий карман 7 (этап N), в результате чего боковые участки 16, 18 и задняя сторона 14 выкройки 4 корпуса, образующие позднее заднюю сторону сигаретной пачки, загибаются вверх, а боковой участок 18 с помощью форматирующей щеки 11 сгибается вокруг внутренней части 2. Одновременно с этим пуансон 9 возвращается в свое исходное положение (этап O). Часть задней стороны выкройки 4 корпуса деформируют на этапе Р форматирующей щекой 11′. Пуансон 9 давит тогда сверху на часть задней стороны, склеивая ее с внутренней частью 2. На этапе Q форматирующие щеки 11, 11′ снова раскрываются, и пуансон 9 движется вверх в основное положение. После этого окончательно изготовленную сигаретную пачку 13 выталкивают из форматирующего кармана 7. На фиг. 15 изображен схематичный вид сверху на устройство для изготовления сигаретных пачек 13. Сначала выкройки 2 внутренней части, удерживаемые на головном конце устройства в магазине выкроек, транспортируют посредством вакуума в соответствующие положения на первом поворотном столе 15. На нем выкройки 2 обрабатывают во внутренние части согласно этапам А-Е способа. Эти внутренние части передают затем на второй поворотный стол 20, на котором внутренние части заполняют сигаретами согласно этапам F-3 способа. Завернутые, например, в алюминиевую фольгу сигаретные блоки 5 подают по транспортеру. Заполненные внутренние части передают затем на третий поворотный стол 43, на котором осуществляют этапы K-Q способа. Готовые сигаретные пачки 13 отводят от устройства по транспортеру.
Формула изобретения
РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5, Рисунок 6, Рисунок 7, Рисунок 8, Рисунок 9, Рисунок 10, Рисунок 11, Рисунок 12, Рисунок 13, Рисунок 14, Рисунок 15, Рисунок 16findpatent.ru
Машина для изготовления пачек сигарет
Изобретение относится к машине для изготовления пачек сигарет. Машина содержит первую часть, имеющую питатель, оснащенный множеством выпусков, через которые сигареты подают в первом направлении, вторую часть, имеющую последовательность постоянно действующих транспортеров, расположенных рядом друг с другом, и образующую одну траекторию подачи сигарет и соответствующих пачек, причем траектория подачи расположена во втором направлении, перпендикулярном первому направлению, и третью часть, в которой сушильный транспортер образует множество параллельных траекторий сушки, расположенных в третьем направлении, перпендикулярном второму направлению, и принимающих пачки с одной траектории подачи. Машина имеет более простую конструкцию и меньшие габариты. 14 з.п. ф-лы, 6 ил.
Настоящее изобретение относится к машине для изготовления пачек сигарет.
Пачки сигарет обычно содержат группу сигарет, упакованную в упаковочный материал и включающую заданное количество сигарет, расположенных слоями, и машины для изготовления таких пачек содержат первую часть, в которой сигареты располагают группами, разделенными на слои, вторую часть, в которой группы упаковывают в упаковочный материал, запечатанный с помощью клеящего вещества, третью часть, в которой пачки подают в соответствующие гнезда, каждое из которых предназначено для бережного охвата и поддерживания требуемой формы пачки по мере того, как пачку перемещают вдоль траектории сушки, для обеспечения фиксации клеящего вещества.
Первая часть содержит питатель, имеющий по крайней мере один выпуск с преимущественно вертикальными каналами, вниз по которым сигареты подают под действием их собственного веса, и подачей сигарет сверху и средство для отбора группы или слоя из выпуска и подачи группы или слоя на питающий транспортер для питания последовательности упаковочных дисков, которые образуют участок второй части, предназначенной как для формирования, так и для подачи пачек на формирующий участок сушильного транспортера третьей части.
В ответ на растущую потребность в высокопроизводительных машинах для кондиционирования, постоянно предлагаются технические решения для повышения скорости движения транспортеров и скорости, с которой группы и пачки сигарет передают с одних транспортеров на другие соседние транспортеры. Особенно эффективным для повышения производительности машин для изготовления пачек сигарет было приспособление постоянно движущихся транспортеров взамен обычных транспортеров шагового действия. Постоянно движущиеся транспортеры доказали свою особую эффективность при применении во второй части машины и позволили достичь существенного увеличения скорости перемещения пачек и сигарет, в то же время предохраняя пачки и сигареты от повреждений. По этой причине вторую часть машины для кондиционирования часто называют высокоскоростной частью, а первую и третью части, в которых постоянно движущиеся транспортеры показали меньшую эффективность, называют низкоскоростными частями. Низкая скорость первой части является следствием физических ограничений самих сигарет, которые подают вниз по каналам под действием их собственного веса, и того факта, что любые попытки ускорить движение вниз сигарет приводили к их повреждению, например, к выпадению табака из концов сигарет и к их изгибу, если не к полному перелому. Низкая скорость третьей части, с другой стороны, является следствием продолжительности процесса сушки клеящего вещества, которую обеспечивают путем перемещения пачек с малой скоростью вдоль траектории заданной длины. С другой стороны, уменьшение времени сушки путем использования нагревателей для более быстрой фиксации клеящего вещества приводит только к ускоренной поверхностной сушке вещества и замедленной сушке средней части клеящего вещества и, таким образом, к увеличению полного времени сушки.
Вследствие этого, производительность машины была повышена за счет увеличения количества выпусков питателя и длины траектории сушки, сопряженных с высокоскоростной частью. В патенте Германии №3046065, например, описана машина для изготовления пачек сигарет, содержащая первую часть с двумя выпусками питателя для одновременного формирования двух групп сигарет, которые подают во вторую часть на барабан, содержащий равноотстоящие друг от друга гнезда и действующий в шаговом режиме так, что шаг перемещения равен двум шагам между смежными гнездами. Барабан, в свою очередь, подает группы на упаковочную линию, образованную следующими за ним барабанами, которые подают готовые пачки вдоль одной упаковочной траектории к двум сушильным барабанам, образующим соответствующие параллельные траектории сушки. Другими словами, описанная машина содержит высокоскоростную часть, образованную барабанами шагового действия, но шаги поворота которых в два раза длиннее, чем шаг между гнездами, и две медленные части: первая часть снабжена двумя выпусками, т.е. двумя линиями для формирования групп, и третья часть, образованная двумя сушильными барабанами, т.е. двумя сушильными линиями или траекториями.
Приспособление упаковочных линий постоянного действия было применено для дальнейшего увеличения количества линий замедленного действия, которые, однако, сверх заданного количества, серьезно усложняют машину для изготовления пачек сигарет в целом. С другой стороны, ограничение количества сушильных линий предполагает достаточно длинную траекторию сушки, что приводит к увеличению длины и габаритов машины.
Техническим результатом настоящего изобретения является упрощение конструкции и уменьшение габаритов машины для изготовления пачек сигарет.
Этот технический результат достигается тем, что машина для изготовления пачек сигарет, каждая из которых содержит группу, включающую заданное количество сигарет и заданное количество слоев сигарет, содержит первую часть, имеющую питатель, оснащенный множеством выпусков для подачи сигарет в первом направлении, вторую часть, имеющую последовательность постоянно действующих транспортеров, расположенных рядом друг с другом и образующих одну траекторию подачи, лежащую полностью в одной заданной плоскости и имеющую одну часть, проходящую во втором направлении, перпендикулярном первому направлению, для размещения слоев, поступающих из выпусков, и волнообразную часть для формирования пачки, и третью часть, имеющую сушильный транспортер. Согласно изобретению третья часть образует множество траекторий сушки, расположенных параллельно одна другой в третьем направлении, по существу, перпендикулярном ко второму направлению, и принимающих пачки с одной траектории подачи.
Сушильный транспортер может быть постоянно действующим или транспортером, действующим в шаговом режиме.
Первая часть и третья часть могут быть расположены с одной стороны от заданной плоскости.
Первая часть и третья часть могут быть расположены на соответствующем заданном расстоянии от второй части.
Второе направление может быть по существу горизонтальным, а первое и третье направления — по существу, вертикальными.
Сушильный транспортер может быть бесконечным транспортером, содержащим переднюю ветвь и возвратную ветвь, которые параллельны третьему направлению.
Траектории сушки могут быть расположены в вертикальных плоскостях.
Вертикальные плоскости могут быть перпендикулярны к заданной плоскости.
Второе направление может быть, по существу, горизонтальным, а первое направление — по существу, вертикальным.
Сушильный транспортер может быть бесконечным транспортером, содержащим переднюю ветвь и возвратную ветвь, которые параллельны третьему направлению.
Траектории сушки могут быть расположены в соответствующих горизонтальных плоскостях. Горизонтальные плоскости могут быть перпендикулярны к заданной плоскости.
Машина может содержать загрузочную станцию для загрузки рулонов упаковочного материала и стопок заготовок, которая расположена с противоположной стороны первой части и второй части относительно третьей части во втором направлении.
Загрузочная станция может быть выполнена с возможностью подачи упаковочного материала и заготовок во втором направлении.
Неограничивающий вариант исполнения настоящего изобретения описан ниже со ссылками на прилагаемые чертежи, на которых:
фиг.1 изображает схематический вид сбоку первого варианта исполнения машины для изготовления пачек сигарет согласно настоящему изобретению;
фиг.2 — схематический вид сверху машины, представленной на фиг.1;
фиг.3 — схематический вид спереди машины, представленной на фиг.1;
фиг.4 — схематический вид второго варианта исполнения машины для изготовления пачек сигарет согласно настоящему изобретению;
фиг.5 — схематический вид сверху машины, представленной на фиг.4;
фиг.6 — схематический вид спереди машины, представленной на фиг.4.
Показанная на фиг.1-3 машина 1 для изготовления пачек 2 сигарет содержит часть 3, изображенную пунктирными линиями на фиг.1 и 2, в которую одинаково ориентированные сигареты 4 подают насыпью, часть 5, изображенную пунктирной линией на фиг.1-3, в которой сигареты 4 подают в виде упорядоченных групп 6, которые упаковывают в пачки 2, и часть 7, в которой пачки 2 стабилизируют.
Часть 3 определяется питателем 8, расположенным рядом с частью 5 и содержащим две параллельные стенки 9, вход 10 для сигарет 4 и девять выпусков 11 для сигарет, выставленных в линию по отношению друг к другу под входом 10. Каждый выпуск 11 содержит две боковые стенки 12 и, между боковыми стенками, семь разделительных стенок 13, образующих вместе с боковыми стенками 12 определенное количество в существенной степени вертикальных каналов 14, расположенных между входом 15 и плитой 16, расположенной под выпуском 11. Сигареты 4 имеют соответствующие продольные оси 4а, ориентированные одинаково, и их подают вниз по питателю 8 под действием их собственного веса и преимущественно в вертикальном направлении D1. У выпусков 11 сигареты 4 подают вниз в каналы 14 и движутся вдоль каналов 14 в виде соответствующих колонок 17, сигареты 4 в каждой колонке 17 подают по одной в каждом цикле на нижнюю плиту 16 соответствующего выпуска 11, и каждая сигарета 4, выступающая из каждого выпуска 11, становится частью соответствующего упорядоченного слоя 18 сигарет 4, содержащего заданное количество сигарет 4, равное количеству каналов 14 выпуска 11.
Известное устройство 19 для передачи слоев 18 установлено между частью 3 и частью 5 для подачи слоев 18 к части 5, которая образована питающим транспортером 20, содержащим цепь 21, огибающую два шкива 22, 23, вращаемых относительно соответствующих осей 24, 25. Транспортер 20 содержит также определенное количество ячеек 26, равноудаленных одна от другой, вдоль цепи 21 и предназначенных для приема слоев 18, а цепь 21 содержит нижнюю ветвь 27 и верхнюю ветвь 28, расположенную около девяти выпусков 11, и передающее устройство 19, предназначенное для последовательной подачи трех наложенных один на другой слоев 18 в каждую ячейку 26 для образования группы 6 сигарет 4.
Транспортер 20 также содержит передающее колесо 29, соосное со шкивом 23 и предназначенное для передачи групп 6 известным способом из ячеек 26 транспортера 20 к упаковочному барабану 30. Часть 5 также содержит последующий упаковочный барабан 31, передающий транспортер 32 и выпускной транспортер 33, которые расположены последовательно и определяют вместе с транспортером 20 траекторию подачи P1, расположенную преимущественно в горизонтальном направлении D2 и лежащую в плоскости А. Части 3 и 7 расположены с той же стороны плоскости А и на соответствующем расстоянии L1 и L2 от части 5.
Барабан 30 вращают по часовой стрелке (фиг.1) относительно соответствующей оси 34, перпендикулярной к плоскости А, в то время как барабан 31 вращают против часовой стрелки (фиг.1) относительно оси 35, параллельной оси 34. Барабаны 30 и 31 содержат соответствующие последовательности известных гнезд (на чертежах не показаны), равноудаленных от соответствующих осей 34 и 35 и предназначенных для приема групп 6, в то время как упаковочный материал подают известным способом (на чертежах не показано) вокруг групп 6 для формирования пачек 2. Клеящее вещество наносят известным способом (на чертежах не показано) на упаковочный материал по мере подачи его к барабану 31, а транспортер 32 содержит последовательность известных ячеек (на чертежах не показаны), которые перемещают по часовой стрелке (фиг.1) относительно оси 36 для передачи пачек 2 с барабана 31 на выпускной транспортер 33.
Выпускной транспортер 33 содержит цепь 37, огибающую два шкива 38, вращаемых против часовой стрелки (фиг.1) относительно осей 39, и имеет нижнюю ветвь 40 и верхнюю ветвь 41 и определенное количество ячеек 42, равноудаленных одна от другой вдоль цепи 37 и предназначенных для приема соответствующих пачек 2.
Устройство 43 для передачи пачек 2 размещено между частью 5 и частью 7 и предназначено для съема пачек 2 с верхней ветви 41 транспортера 33 и передачи пачек 2 на сушильный транспортер 44, образующий участок части 7 и предназначенный для сушки упомянутого клеящего вещества.
Как показано на фиг.2 и 3, транспортер 44 расположен вдоль части 5 с той же стороны части 5, что и питатель 8, размещен по существу степени в вертикальном направлении D3 и содержит пару цепей 45, огибающих два шкива 46, 41, которые вращают против часовой стрелки (фиг.3) относительно горизонтальных осей 48, 49, параллельных плоскости А и размещенных одна над другой, для того чтобы разделить транспортер 44 на верхнюю ветвь 50 и нижнюю ветвь 51. Транспортер 44 также содержит последовательность штанг 52, расположенных с одинаковым шагом Ра вдоль цепей 45 и соединяющих цепи 45 так, чтобы образовать между каждой парой смежных штанг 52 шесть ячеек 53, выставленных в линию в направлении D2. Каждая ячейка 53 вмещает соответствующую пачку 2 и ее перемещают вдоль соответствующей траектории Ре (Pe1, Pe2,… Ре6), лежащей в соответствующей плоскости В (В1, В2,… В6), перпендикулярной к плоскости А. В варианте исполнения, не показанном на чертежах, направление D3 — в существенной степени горизонтальное направление, перпендикулярное к плоскости А.
Машина работает следующим образом.
Одинаково ориентированные сигареты 4 подают вниз по питателю 8 в преимущественно вертикальном направлении D1 на плиту 16, чтобы образовать последовательно соответствующие слои 18, каждый из которых содержит заданное количество сигарет 4. С помощью передающего устройства 19 отбирают слои 18 с плит 16 и передают слои 18 в ячейки 26 на транспортер 20 так, чтобы наложить три слоя 18 и так образовать группу 6 сигарет 4. Слои 18, отбираемые циклически, формируют преимущественно в шаговом режиме и достаточно существенный интервал времени оставляют между одним слоем 18 и следующим слоем, чтобы предоставить возможность сигаретам 4 упасть вниз по каналам 14 и образовать следующий слой 18 на соответствующей плите 16. Часть 3 является частью с замедленной скоростью, содержащей девять выпусков 11 для одновременного формирования девяти слоев 18 и, таким образом, трех групп 6 сигарет. Это означает, что замедленная часть 3 содержит три линии для формирования групп 6.
Транспортер 20, барабаны 30, 31 и транспортеры 32, 33 действуют постоянно, чтобы подавать группы 6 и пачки 2 вдоль траектории Р1, которая содержит прямолинейную часть 54, параллельную направлению D2, волнообразную часть 55 и прямолинейную часть 56, также параллельную направлению D2. Это означает, что траектория Р1 по существу параллельна направлению D2, направлена от части 3 к части 7 и лежит в вертикальной плоскости А, которая расположена перпендикулярно осям 4а сигарет 4 в питателе 8.
Передающим устройством 43 передают пачки 2 от части 5 к части 7 так, чтобы одновременно подавать шесть пачек 2 в соответствующие пустые ячейки 53 сушильного транспортера 44, который действует в шаговом режиме, причем каждый шаг перемещения равен шагу Pa. В альтернативном варианте транспортер 44 может действовать постоянно со скоростью перемещения, составляющей одну шестую скорости транспортера 20, барабанов 30, 31 и транспортеров 32, 33 части 5.
Показанная на фиг.4-6 машина 56 для изготовления пачек 2 сигарет содержит часть 57, изображенную пунктирными линиями на фиг.4 и 5, в которой одинаково ориентированные сигареты 4 подают насыпью, часть 58, изображенную пунктирными линиями на фиг.4 и 5, в которой сигареты 4 передают в виде упорядоченных групп 6, которые упаковывают в форме пачек 2, и часть 59, изображенную пунктирными линиями на фиг.4-6, в которой сформированные пачки 2 стабилизируют.
Часть 57 образована питателем 8, по которому одинаково ориентированные сигареты подают в направлении D1. Слои 18 сигарет формируют в части 57 и передают от части 57 к части 58 с помощью устройства 19.
Часть 58 образована питающим транспортером 20, упаковочными барабанами 60, 61, 62 и выпускным транспортером 63. Барабан 60 вращают по часовой стрелке (фиг.4) относительно оси 64, перпендикулярной к плоскости А, барабан 61 вращают против часовой стрелки (фиг.4) относительно соответствующей оси 65, параллельной оси 64, и барабан 63 вращают по часовой стрелке (фиг.4) относительно соответствующей оси 66, параллельно оси 64. Барабаны 60 и 61 содержат соответствующую последовательность известных ячеек (не показано), равноудаленных относительно осей 64 и 65 и предназначенных для приема групп 6 по мере подачи упаковочного материала известным способом относительно групп 6 для формирования пачек 2. Барабан 62 содержит ячейки 67 для передачи незавершенных в изготовлении пачек 2 к выпускному транспортеру 63. Транспортер 63 содержит цепь 68, огибающую шкивы 69 и 70, которые расположены один над другим и которые вращают относительно соответствующих осей 71 и 72, параллельных оси 64. Транспортер 63 также содержит последовательность гнезд 73, размещенных с равным шагом вдоль цепи 68, предназначенных для удерживания незавершенных в изготовлении пачек 2 и для выполнения последующих упаковочных операций, особенно соединения частей незавершенных пачек 2 известным способом с применением клеящего вещества. Транспортер 63 имеет две ветви 74 и 75, параллельные одна другой и направлению D1, и с его помощью транспортируют пачки 2 соответственно вверх и вниз.
Устройство 76 для передачи пачек 2 размещено между частью 58 и частью 59 для съема пачек 2 с ветви 75 транспортера 63 и подачи пачек 2 на сушильный транспортер 77, образующий участок части 59 для сушки упомянутого клеящего вещества.
Устройство 76 (фиг.4-6) расположено вдоль ветви 75 и содержит карусельный транспортер 78, вращаемый против часовой стрелки (фиг.5) относительно вертикальной оси 79, несущий определенное количество гнезд 80, равноудаленных от оси 79. Каждое гнездо 80 содержит шесть уложенных одна на другую пачек 2, которые передают с ветви 75 на сушильный транспортер 77. Сушильный транспортер 77 представляет собой цепной транспортер 81, содержащий два шкива (на чертежах не показаны), которые вращают против часовой стрелки (фиг.5) относительно соответствующих вертикальных осей 82 и 83. Транспортер 81 имеет шесть зигзагообразных траекторий сушки Ре7, Ре8, Ре9, Pe10, Pe11 и Ре12, параллельных друг другу и горизонтальной плоскости С, перпендикулярной плоскости А. Другими словами, траектории сушки Ре7, Ре8, Ре9, Pe10, Pe11 и Ре12 расположены в соответствующих горизонтальных плоскостях С1, С2, С3, С4, С5 и С6, параллельных одна другой и перпендикулярных к плоскости А.
Машина 56 также содержит центральный корпус 84, который несет части 57, 58, 59 и содержит несколько трансмиссий (на чертежах не показаны) и электродвигателей (на чертежах не показаны). Расстояние L3 между осями 82 и 83 меньше, чем ширина W корпуса 84.
Машина 56 содержит станцию 85 загрузки упаковочного материала, где располагают штабель 86 стопок 87 заготовок 88 пачек 2 и где устанавливают рулоны 89 и 90 упаковочного материала на соответствующие оси 91 и 92, перпендикулярные к плоскости А. Загрузочная станция 85 (фиг.4) расположена справа от частей 57 и 58 вблизи корпуса 84 и с противоположной стороны от части 59, если смотреть по направлению D2.
Машина 56 содержит транспортер 93 для подачи стопок 87 из штабеля 86 к барабану 94, вращаемому относительно соответствующей оси 95, перпендикулярной плоскости А, и для распределения заготовок 88 по соответствующим группам 6, подаваемым барабаном 61. Упаковочный материал, сматываемый с рулонов 89 и 90, направляют вдоль соответствующих траекторий 96 и 97 к группам 6, подаваемым барабаном 60. Транспортер 93 и траектории 96 и 97 расположены преимущественно в направлении D2 так, чтобы подавать заготовки 88 и упаковочный материал справа налево на фиг.4. Машина 56 также содержит накопители 98 и 99 и режущие устройства 100 и 101 вдоль траекторий 96 и 97 для отрезания полотен (на чертежах не показаны) известным способом упаковочного материала.
Машина 56 содержит канал 102, расположенный сверху и предназначенный для подачи сигарет 4 в питатель 8.
Машина работает следующим образом.
Сигареты 4 подают вниз по питателю 8 преимущественно в вертикальном направлении D1, чтобы одновременно формировать девять слоев 18 и, таким образом, три группы 6 сигарет таким же способом, как и на машине 1. Это означает, что часть 57 с замедленной скоростью содержит три линии для одновременного формирования трех групп 6.
Транспортер 20 и барабаны 60, 61, 62 действуют постоянно и предназначены для подачи групп 6 и пачек 2 вдоль траектории Р2, которая содержит прямолинейную часть 103, параллельную направлению D2, волнообразную часть 104 и зигзагообразную часть 105. Это означает, что траектория Р1 расположена в направлении D2 от части 57 к части 59 и расположена в вертикальной плоскости А. Прямолинейная часть 103 преимущественно соответствует верхней ветви 28 транспортера 20, волнообразная часть 104 траектории Р2 огибает барабаны 60, 61 и 62, зигзагообразная часть преимущественно представлена ветвями 74 и 75, соединенными около шкива 70.
Транспортер 63 действует известным способом и подает пачки 2 постоянно вдоль ветви 74 и в шаговом режиме вдоль ветви 75. На участке 58 траектории Р2 имеет существенно криволинейную форму и соединяет часть 57 с частью 59 путем передачи групп 6 и пачек 2 в направлении D2.
Передающее устройство 76 действует постоянно и с его помощью передают пачки 2 от части 58 к части 59 так, чтобы одновременно подавать шесть пачек 2 на сушильный транспортер 77, который работает в шаговом режиме.
В альтернативном варианте транспортер 77 может действовать постоянно со скоростью, составляющей одну шестую скорости перемещения транспортера 20.
Формула изобретения
1. Машина для изготовления пачек сигарет, каждая из которых содержит группу, включающую заданное количество сигарет и заданное количество слоев сигарет, содержащая первую часть, имеющую питатель, оснащенный множеством выпусков для подачи сигарет в первом направлении, вторую часть, имеющую последовательность постоянно действующих транспортеров, расположенных рядом друг с другом и образующих одну траекторию подачи, лежащую полностью в одной заданной плоскости и имеющую одну часть, проходящую во втором направлении, перпендикулярном первому направлению, для размещения слоев, поступающих из выпусков, и волнообразную часть для формирования пачки, и третью часть, имеющую сушильный транспортер, отличающаяся тем, что третья часть образует множество траекторий сушки, расположенных параллельно одна другой в третьем направлении, по существу, перпендикулярном к второму направлению и принимающих пачки с одной траектории подачи.
2. Машина по п.1, отличающаяся тем, что сушильный транспортер является постоянно действующим.
3. Машина по любому из предыдущих пп.1 и 2, отличающаяся тем, что сушильный транспортер является транспортером, действующим в шаговом режиме.
4. Машина по любому из предыдущих пп.1-3, отличающаяся тем, что первая часть и третья часть расположены с одной стороны от заданной плоскости.
5. Машина по п.4, отличающаяся тем, что первая часть и третья часть расположены на соответствующем заданном расстоянии от второй части.
6. Машина по любому из предыдущих пп.1-4, отличающаяся тем, что второе направление является, по существу, горизонтальным, а первое и третье направления — по существу, вертикальными.
7. Машина по п.6, отличающаяся тем, что сушильный транспортер является бесконечным транспортером, содержащим переднюю ветвь и возвратную ветвь, которые параллельны третьему направлению.
8. Машина по любому из предыдущих пп.1-7, отличающаяся тем, что траектории сушки расположены в вертикальных плоскостях.
9. Машина по п.8, отличающаяся тем, что вертикальные плоскости перпендикулярны к заданной плоскости.
10. Машина по любому из предыдущих пп.1-3, отличающаяся тем, что второе направление является, по существу, горизонтальным, а первое направление — по существу, вертикальным.
11. Машина по п.10, отличающаяся тем, что сушильный транспортер является бесконечным транспортером, содержащим переднюю ветвь и возвратную ветвь, которые параллельны третьему направлению.
12. Машина по любому из предыдущих пп.1-3, отличающаяся тем, что траектории сушки расположены в соответствующих горизонтальных плоскостях.
13. Машина по п.12, отличающаяся тем, что горизонтальные плоскости перпендикулярны к заданной плоскости.
14. Машина по любому из предыдущих пп.1-3, отличающаяся тем, что она содержит загрузочную станцию для загрузки рулонов упаковочного материала и стопок заготовок, которая расположена с противоположной стороны первой части и второй части относительно третьей части во втором направлении.
15. Машина по п.14, отличающаяся тем, что загрузочная станция выполнена с возможностью подачи упаковочного материала и заготовок во втором направлении.
РИСУНКИ
findpatent.ru