способ изготовления сигаретных пачек и устройство для его реализации — патент РФ 2228286
Настоящее изобретение относится к способу и устройству для изготовления сигаретных пачек, в частности, запечатанных, имеющих акцизные марки и купоны. Согласно изобретению незапечатанные пачки (2а) сигарет, выходящие из упаковочной машины (5), имеют внешнюю поверхность из непрозрачного оберточного материала, к которой прикрепляются акцизная марка (3) и купон (4) в процессе переноса пачек (2а) в заданной последовательности непосредственно к машине (6) для обертывания целлофаном. По достижении машины (6) для обертывания целлофаном каждая пачка (2а) по очереди обертывается листом прозрачного оберточного материала (15), покрывающего обертку из непрозрачного материала, акцизную марку (3) и купон (4). Последний оберточный слой заделывается таким образом, что готовая пачка (2) становится практически воздухонепроницаемой. Такой способ может быть реализован с использованием известного простого оборудования, способного работать с высокой производительностью. Кроме того, наложение акцизной марки и купона согласно изобретению не ухудшает аромата табака. 2 с. и 11 з.п. ф-лы, 4 ил.ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Способ изготовления запечатанных сигаретных пачек, имеющих соответствующие акцизные марки (3) и соответствующие купоны (4), при котором собирают в упаковочной машине (5) пачки (2а) сигарет, внешняя лицевая поверхность (10) которых выполнена из непрозрачного оберточного материала, переносят пачки (2а) сигарет непосредственно из упаковочной машины (5) к машине (6) для обертывания целлофаном, обертывают каждую пачку (2а) поверх непрозрачного материала прозрачным материалом (15) и заделывают прозрачный материал таким образом, чтобы образовалась запечатанная пачка (2, 72) сигарет, накладывают акцизную марку (3) на внешнюю поверхность (10) каждой пачки (2а) в процессе их перемещения и накладывают купон (4) на внешнюю поверхность (10) каждой пачки (2а) в процессе их переноса.2. Способ по п.1, при котором собирают пачки (2а), имеющие внешнюю поверхность (10) с двумя параллельными и противоположными большими сторонами (11), двумя параллельными противоположными боковыми сторонами (12) и двумя параллельными торцевыми сторонами (13), при этом купон (4) накладывают на одну из двух больших сторон (11).3. Способ по п.2, при котором акцизную марку (3) накладывают, по меньшей мере, частично на одну из больших сторон (11) пачки (2а) сигарет.4. Способ по п.3, при котором акцизную марку (3), по меньшей мере, частично покрывают сверху купоном (4).5. Способ по п.2 или 3, при котором акцизную марку (3) накладывают частично на одну из больших сторон (11) и частично на боковую сторону (12), примыкающую к упомянутой одной большей стороне (11), путем прикрепления части сначала к упомянутой одной большей стороне (11), а затем путем загиба и разглаживания оставшейся части на упомянутой боковой стороне (12).6. Способ по п.2, при котором акцизную марку (3) накладывают целиком на одну боковую сторону (12), граничащую с одной большей стороной (11).7. Способ по любому из пп.1-6, при котором акцизную марку (3) накладывают до того, как накладывают купон (4).8. Устройство (1, 70) для изготовления запечатанных пачек сигарет, имеющих соответствующие акцизные марки (3) и соответствующие купоны (4), содержащее упаковочную машину (5), собирающую незапечатанные пачки (2а) сигарет с внешней оболочкой из непрозрачного оберточного материала, машину (6) для обертывания целлофаном, которая оборачивает каждую пачку (2а) сигарет поверх непрозрачной оболочки прозрачным материалом (15) для создания соответствующей запечатанной сигаретной пачки (2, 72), устройство (7, 71) переноса, посредством которого незапечатанные пачки (2а) сигарет переносятся непосредственно от упаковочной машины (5) к машине для обертывания целлофаном (6), а также устройство (8), с помощью которого на каждую пачку (2а) сигарет накладывается акцизная марка (3), и устройство (9), с помощью которого на каждую пачку (2а) сигарет накладывается купон (4), при этом устройство (8) для наложения акцизной марки (3) и устройство (9) для наложения купонов (4) расположены вдоль устройства (7, 71) переноса.9. Устройство по п.8, в котором устройство (7) переноса включает прямой конвейер (17), идущий от упаковочной машины (5) к машине (6) для обертывания целлофаном, причем конвейер (17) представляет собой ленту (18) с активным участком (27), над которым установлены устройство (8) для наложения марок (3) и устройство (9) для наложения купонов (4).10. Устройство по п.9, в котором конвейер (17) примыкает к барабану (35), являющемуся частью машины (6) для обертывания целлофаном, таким образом, что пачки (2а) сигарет, перемещающиеся по конвейеру (17), могут переноситься непосредственно к барабану (35).11. Устройство по п.10, в котором устройство (7) переноса включает другой конвейер (25), расположенный над конвейером (17) и примыкающий к барабану (35).12. Устройство по п.11, в котором активный участок (27) устройства (7) переноса является по существу горизонтальным, причем устройство (7) переноса также содержит конвейер (28), представляющий собой ленту (29) с активным участком (32), проходящим параллельно активному участку (27) и таким образом, что пачки (2а) сигарет захватываются между двумя активными участками (27, 32).13. Устройство по п.12, в котором конвейер (17) включает отсеки (25), распределенные вдоль ленты (18) с заданным шагом (Ра), другой конвейер (28) включает отсеки (33), распределенные вдоль ленты (29), при этом и отсеки (25), и отсеки (33) так настроены по времени, что они совпадают друг с другом при прохождении вдоль соответствующих активных участков (27, 32).www.freepatent.ru
Станок для производства сигарет с фильтром: оборудование для сигаретного бизнеса
Качество сигарет производимых на нашем оборудование для изготовления сигарет более высокое, что соответственно дает больше прибыли по сравнению с сигаретами, которые продаются на рынке.
Потенциальные покупатели нашего оборудования для сигарет вскоре отказываются от работы по импорту сигарет, а концентрируются на собственном производстве и продаже собственных сигарет. У них появляются большие возможности, чтобы начать свою собственную компанию с новым брендами.
Возможности оборудования для сигарет
Производство сигарет начиная непосредственно с листьев свежего табака.
Производство сигарилл ( Cigarillo ) — имитация, как сигареты.
Для работе на сигаретном оборудование достаточно пары часов обучения
Наше оборудование для сигарет могут работать 24 часа в сутки и 7 дней в неделю.
Сигаретная линия.Производительность 140 п/мин
Приблизительная цена полной линии для изготовления и упаковки сигарет с фильтром в твердую пачку, 2000 сиг/мин, 140 пачек/мин.
- станок для изготовления сигарет без фильтра Mark 8 (Molins Великобритания),
- станок для присоединения фильтра MAX 3 (Hauni Германия),
- станок для упаковки сигарет в пачки HLP (Molins Великобритания),
- станок для целлофанирования пачек,
- станок для укладки пачек в блоки
- станок для целлофанирования блоков,
- станок для наклейки акцизной марки,
- соединительные конвейеры.
Срок сборки подобной сигаретной линии – от 2,5 до 3 месяцев. Монтаж и запуск данной сигаретной линии – 20 дней. Гарантия на данную сигаретную линию — 1 год. Цена сигаретной линии производительностью 140 пачек/мин — 560 000 $US
Фото сигаретной линии. Производительность 140 п/мин
Сигаретная линия MARK 8
Цена полной сигаретной линии для изготовления и упаковки сигарет с фильтром в твердую пачку, 2000 сиг/мин, 140 пачек/мин — 420 000 $USА.
Сигаретная линия упакована и готова к отгрузки. В случае необходимости в течении недели линию соберут и запустят чтобы клиент увидел перед отгрузкой как она работает
В сигаретную линию входят: станок для изготовления сигарет без фильтра Mark 8 (Molins Великобритания), станок для присоединения фильтра MAX 3.8 (Hauni Германия). А также оборудование для упаковки сигарет.
Все станки сигаретной линии полностью восстановлены, согласованы между собой и укомплектованы новым электронным оборудованием в 2013.
Фото сигаретной линии MARK 8
Сигаретная линия Skoda
Данная сигаретная линия Skoda переделанная для выпуска в твердой пачке.
Работает идеально.
Цена полной сигаретной линии Skoda320 тыс долл США. Есть в наличие на складе.
Смотреть фото сигаретной линии Skoda
Оборудование для сигарет Фото
Технические характеристики оборудования для производства сигарет
- Габариты: 2660х1300х1900 мм.
- Вес: 3100 кг.
- Производительность: до 7000 сигарет/мин.
- Общая длина сигарет с фильтром: 65-120 мм(без отборочного барабана).
- Общая длина сигарет с фильтром: 65-100 мм(с отборочным барабаном).
- Длина сигаретного штранга: 55-90 мм.
- Длина фильтропалочки: 60-150 мм.
- Длина фильтров(с 6-кратным резом): 10-25 мм.
- Длина фильтров(с4-кратным резом): 16-35 мм.
- Диаметр сигарет: 6-9 мм.
- Диаметр фильтров: 0,05-0,1 мм меньше диаметра изготавливаемой сигареты.
- Ширина ободковой бумаги: 28-90 мм.
- Напуск ободка на курку: не менее 4 мм.
- Диаметр бобины ободковой бумаги: до 450 мм.
- Внутренний диаметр кольца ободковой бумаги: 65 или 120 мм.
- Полная электрическая мощность: 7,2 кВА.
- Номинальная мощность: 5,25 кВт.
- Давление воздуха: 6 бар.
- Расход воздуха: 12 м.куб./ч.(очищенный от влаги и масла).
- Вакуум: самообеспечение.
Другая модель сигаретного оборудования
- Габариты: 2884х2640х2900 мм.
- Вес: станина 2650 кг.
- Дистрибутор 1400 кг.
- Воздушная установка 460 кг.
- Максимальная скорость штранга: 300 м в минуту.
- Производительность: 4000 резов в мин.
- Длина курки: 54-90 мм.
- Диаметр курки: 6,6-9,09 мм.
- Потребляемая мощность: 17,5 кВА.
- Давление воздуха: 5 бар.
- Расход воздуха: 4 м.куб./ час (очищенный от влаги и масла).
- Вакуум: 0,65 бар.
- Производительность вакуумнасоса не менее: 28,0 м.куб.
- Полная электрическая мощность: 4,0 кВА
- Сигаретная бумага высокотлеющая: до 6000 м.
- Диаметр кольца: 120 мм.
- Внешний диаметр: до 620 мм.
Мы способны подобрать сигаретное оборудование любых размеров необходимых для вас.
Оборудование для производства сигарет цена
У нас можно купить оборудование для производства сигарет по самым лояльным ценам.
Наши мастера при необходимости обучат ваших работников работе на сигаретном оборудование. Также возможна продажа «под ключ».
kvartal-sobitii.ru
Upakovano.ru знакомит читателей с процессом производства и упаковки сигарет на фабрике Yesmoke Tobacco S.p.A. в Турине, Италия
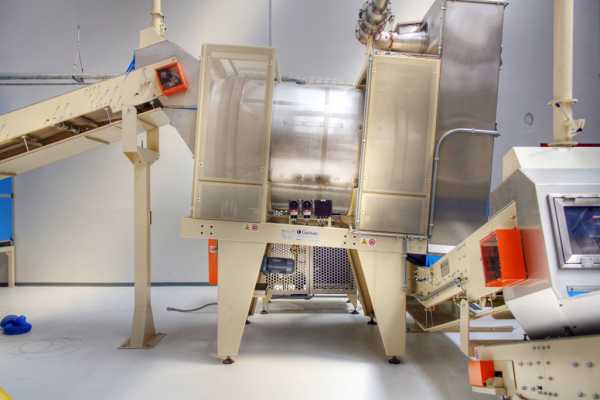
Сегодня на табачном производстве изготовление сигарет автоматизировано с помощью новейшего оборудования. Фото: corbisimages.com
Upakovano.ru знакомит читателей с процессом производства и упаковки сигарет на фабрике Yesmoke Tobacco S.p.A. в Турине, Италия.
Yesmoke — это первая компания, которая вступила в открытые соревнования с крупными табачными производителями. Фирма представляет на рынке сигарету уровня «premium brand», произведенную с использованием самого передового оборудования.
Primary GARBUIO — Процесс обработки табака
После выдержки табака на складе, табак направляется на заключительный этап обработки в соответствии с рецептами смеси, используемой для производства различных типов сигарет.
Этот процесс включает в себя такие этапы, как нарезка кипы табака, дальнейшее кондиционирование, смешивание для приготовления различных наполнителей, измельчения, сушку и ароматизацию табачной смеси. По завершению этого процесса сырье полностью готово для производства сигарет.
Вертикальный слайсер
На этой линии происходит нарезка тюков табака с помощью вертикального ножа, оптимизируя вес тюков для того, чтобы ускорить разделение внутри аппарата. Затем нарезка подается по конвейеру в DCCC (барабан для кондиционирования и дубления).

Линия для нарезки тюков табака

DCCC — барабан для кондиционирования и дубления
Эта машина представляет собой барабан, в котором происходит процесс кондиционирования и дубления табака. Ломтики табака после ломтерезальной машины по вибрирующей ленте поступают в барабан, где они измельчаются, увлажняются паром и обогащаются ароматизированными наполнителями, сохраняя при этом высокое качество табака.

Барабан для кондиционирования и дубления табака

Силос
Силос предназначен для смешивания и хранения нарезанного табака, поступающего из барабана DCCC на специальных тележках. Увлажненная и ароматизированная табачная мешка для улучшения своих характеристик выдерживается в силосах, прежде чем поступить на производство сигарет.

Табачная мешка удерживается в силосах, чтобы улучшились её характеристики

Табачный шредер
Эта машина нарезает табак, поступающий в нее из силосной трубы. Смесь, уровень которой измеряется специальными датчиками, поступает в прессовальное устройство, где прессуется с помощью специальной ленты и нарезается по установленным размерам 5 ножами, расположенными в определенном порядке внутри вращающегося барабана.

Табачная смесь прессуется и нарезается по установленным размерам

Сушильный цилиндр
Эта машина используется для сушки табака который поступает туда из шредера во влажном виде. Измельченную смесь сушат совместным действием горячего воздуха, поступающим через цилиндр, и паровой батарей, расположенной по всей поверхности цилиндра.

Смесь табака сушат совместным действием горячего воздуха

Пылеуловитель для табачной пыли
Этот компонент системы не оказывает непосредственного влияния на производственный процесс. Пылеуловитель оснащен специальным фильтром, который фильтрует пыльный воздух на производственной линии в момент выхода смеси из сушки. Пыль собирается в специальных контейнерах, а затем складируется.

Минифидер/Mini Feeder
Эта машина используется для, добавления специально обработанных волокнистых смесей табачного листа в нарезанную и высушенную табачную мешку. Волокнистую смесь размещают внутри минифидера с помощью специального преспособления (так называемого самосвала), которая автоматически дозируется в мешке. За правильным исполнением этой операции следят специальные весы, расположенные под лентой конвейера.

Ароматизационный барабан
Основной функцией барабана прямого кондиционирования с рециркуляцией является нанесение соуса любого вида ароматизатора на компоненты табака, тем самым улучшая и гомогенизируя его ароматические свойства. Соус подаётся через комбинированную форсунку на выходе барабана. Мелкадисперсный соус распыляется прямо в центральный канал вращающихся компонентов табака. Этот процесс полностью автоматизирован, что позволяет осуществлять однородное нанесение ароматизаторов.
Барабан наносит соус любого вида ароматизатора на компоненты табака

Силосные установки для обработанного табака и автоматическая всасывающая система
Это является заключительной частью линии по первичной обработке табака и состоит она из 4 силосов, которые используются в качестве промежуточного хранилища между фазами обработки табака. Именно в них благодаря выдержке улучшаются качественные характеристики табака. Из силосов, с помощью специальных автоматических всасывающих систем табак подается на линию по производству сигарет.

Линия по первичной обработке табака состоит из четырех силосов

Процесс производства сигарет и их упаковка
По окончанию первичного процесса обработки сырья, табак готов к непосредственному производству сигарет. Мы подошли ко второй производственной фазе, которая заключается в производстве самой настоящей сигареты и ее последующей расфасовки и упаковки в пачки по 20 штук, а затем в блоки по 200 сигарет и в короба по 50 блоков в каждом.
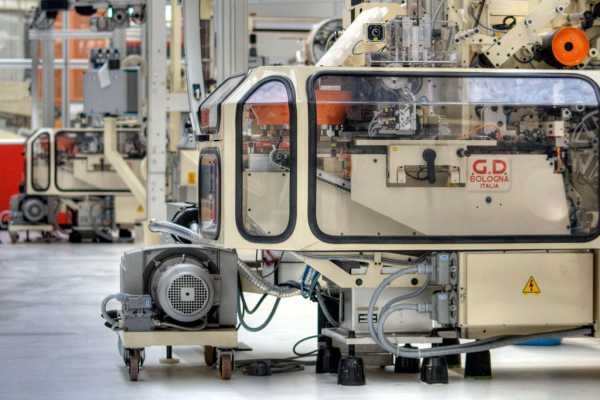
Процесс создания сигареты — Maker G.D 121/G.D AF12
Линия G.D производит 12.000 сигарет в минуту. Нарезанный табак из силосов попадает на G.D 121., где происходит автоматический контроль качества. Полученный материал превращают в непрерывный двойной поток (смесь бумаги и нарезанного табака) который подается в приспособление GD AF12.

Приспособление по установке фильтра на сигареты с одной стороны получает, так называемые стержни фильтров из системы по производству сигаретных фильтров, Molins PM5, потом нарезает их и припаевает их к оставшейся части сигареты (бумажному цилиндру, наполненному табаком), поступающей из G.D 121, получая, таким образом, готовую сигарету.

Заключительной операцией является бурение фильтра с помощью лазерных технологий ROFIN для обеспечения стабильной вентиляции сигареты. Важно отметить, что весь процесс производства, вплоть до автоматической смене бабины с бумагой, полностью автоматизирован и беспрерывен.

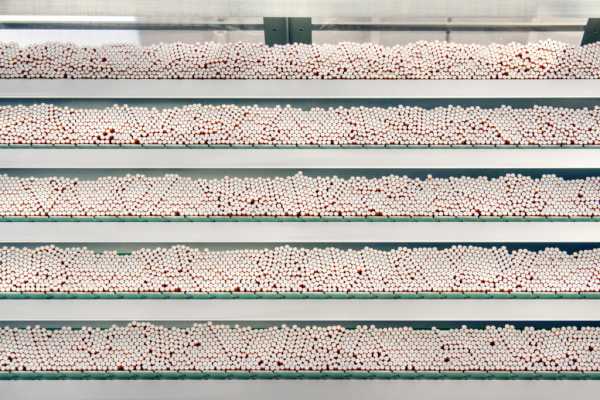
Складирование и хранение сигарет — Buffer G.D B21
G.D B21 является складом, организованным по типу FIFO (First In — First Out), позволяющем прослеживать весь путь продукта. Используется для соединения напрямую производственной и упаковочной линии в процессе производства сигарет. Сигареты, поступающие с производственной линии, складируются в специальном Буфере, откуда постепенно происходит их забор в упаковочные установки.

Система складирования Buffer G.D B21, работающая по принципу First In — First Out
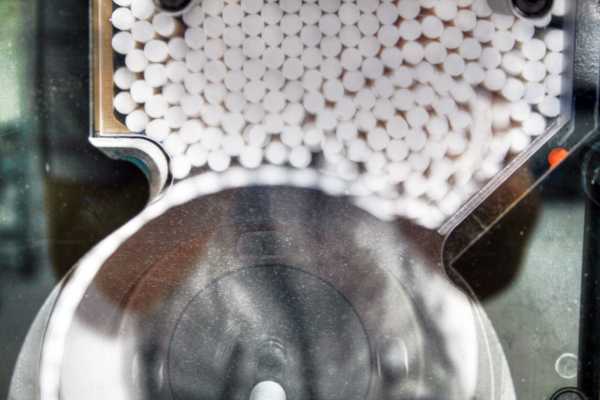
Установка по упаковке сигарет — Packer G.D X3
G.D X3 — это устройство, предназначенное для упаковки сигарет. Оно автоматически осуществляет забор готового продукта из Буфера обмена G.D B21. и последовательно установленных колесных систем формирует сигаретную пачку, которая после этого должна будет только быть обернутой в так называемый целлофан.

Упаковщик Packer G.D X3 автоматически формирует сигаретную пачку
Целофанирование сигаретных пачек и формирование сигаретных блоков — G.D C600Pack—OW
C600/Pack-OW упаковывает в термоусадочную полипропиленовую пленку сигаретные пачки поступающие из установки Packer G.D X3, затем добавляет государственную маркировку и специальную отрывную ленту. Упакованные таким образом пачки сортируются в партии по 10 штук и направляются в устройство по производству сигаретных блоков, установленному в конце линии. Блоки по 100 сигарет в каждом, направляются затем на линию, где они укладываются в картонные короба.
Аппарат для упаковки в термоусадочную полипропиленовую пленку G.D C600Pack—OW
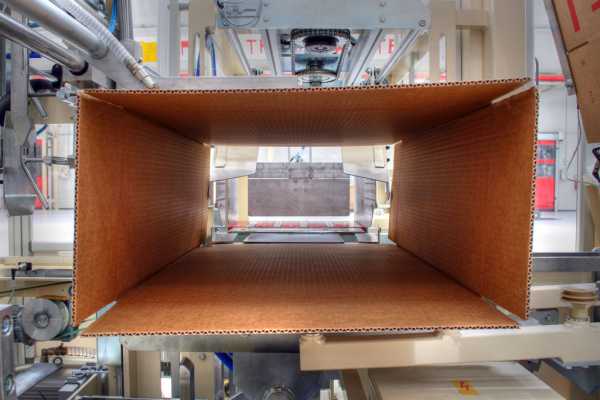
Вертикальный автоматический упаковщик-картонер — Senzani SBNE
Senzani SBNE — это компактный вертикальный автоматический упаковщик-картонер с выходом картонной тары на определенном уровне от земли. Упаковщик получает блоки сигарет с линии G.D, формируя из них два штабеля, которые проталкиваются в свою очередь, внутрь картонной тары до ее полного наполнения. Наполненная таким образом коробка закрывается с помощью высокотемпературной запайки и затем обматывается специальной лентой.

Вертикальный упаковщик-картонер от Senzani SBNE
Вторичный процесс — Процесс производства и система по распределению фильтров
Для производства фильтров Yesmoke использует самые передовые технологические достижения.
Сигаретный фильтр является одним из самых важных и деликатных элементов, отвечающий за баланс всех компонентов, входящих в состав сигареты. Качество сигаретных фильтров постоянно контролируются экспертами нашей лаборатории.
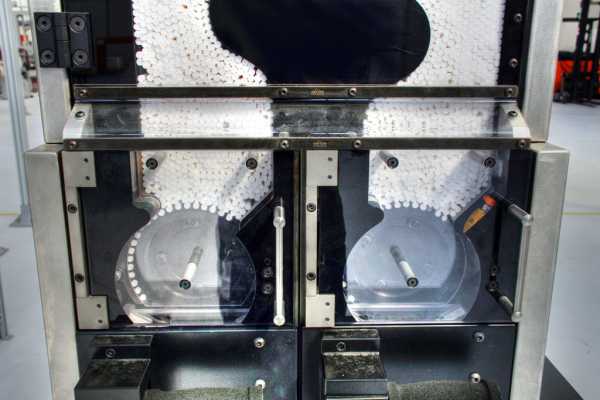
Производство сигаретных фильтров и их складирование — Molins PM5/TO6E & FlexLink filter buffer
PM5E/TO6E представляет собой комплексную систему для производства стержней из ацетат целлюлозных фильтров.TO6E способен обрабатывать все типы ацетат целлюлозы и жидкого пластификатора. Он оснащен легким доступом ко всем элементам управления. Все составные части этого агрегата надежно защищены прозрачными защитными поверхностями.

Готовые фильтры вводятся в буфер FlexLink, расположенный над двумя линиями Molins, откуда потом по транспортировочным лентам попадают в Pegasus 3000, который в свою очередь распределяет их между производственными линиями.
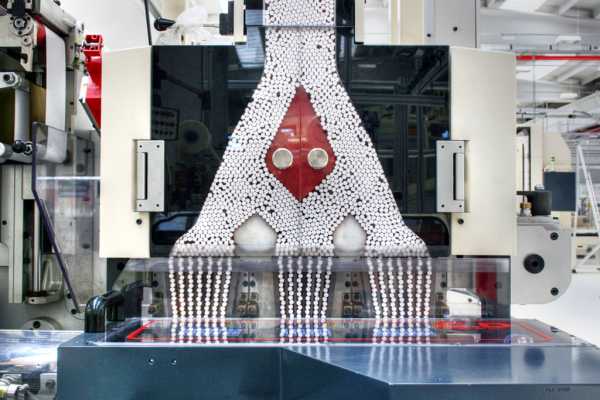
Система по распределению сигаретных фильтров — Molins Pegasus 3000
Molins Pegasus 3000 является распределительной системой для сигаретных фильтров. Фильтры, выходящие из Molins PM5/TO6E подаются с помощью сжатого воздуха на производственную линию. Эта модульная система. Каждый дистрибутивный модуль полностью автономен, оснащен отдельным двигателем, блоком питания и контролем подачи воздуха.

Система Molins Pegasus 3000 подает сигаретные фильтры на производственную линию с помощью сжатого воздуха
Складирование готовых сигаретных фильтров
Сигаретные фильтры с помощью транспортной ленты доставляют на склад, здесь робот в автоматическом режиме формирует паллеты.
Формирование паллет с помощью автоматического робота — ABB IRB 660/FlexLink
Это быстрая и высокопроизводительная машина. Робот получает картонную тару, наполненную сигаретными блоками с производственных линей, и позиционирует их на специальные платформы. Дизайн и сама система по формированию паллет спроектированы компанией FlexLink.

www.upakovano.ru
Упаковка для табака — типография Арбат
Рекомендуемый тираж от 500 печатных листов формата А1.
Упаковка для табака из картона – изготовление в типографии «Арбат»
Картонная сигаретная пачка, изготовленная в типографии «Арбат» в Москве, может стать выгодным маркетинговым ходом, гарантирующим рост продаж. В соответствии с желаниями заказчика, мы применяем различные виды послепечатной обработки картона, среди которых:
- ламинация,
- тиснение фольгой («под золото», «серебро» или разноцветной),
- тиснение конгревное,
- УФ-лакирование – сплошное и выборочное,
- вырубка,
- вклейка окошек,
- УФ-лакирование – сплошное и выборочное,
- эмбоссирование
- склейка до шести точек.
При производстве упаковки для табака, в типографии «Арбат» мы используем следующие виды картона:
- упаковочный материал, толщиной до 0,8 мм, плотностью от 200 до 350 г/м2,
- макулатурный картон, толщиной до 0,8 мм, плотностью от 180 до 350 г/м2,
- картон с ламинацией, толщиной до 0,8 мм, плотностью от 180 до 350 г/м2,
- металлизированный материал (картон с припрессовкой фольги различных оттенков и голографического покрытия с разными эффектами), толщиной от 0,8 мм, плотностью от 200 до 350 г/м2.
Окончательная стоимость изделия зависит от выбранного материала и способов послепечатной обработки.
Картонная упаковка для табака может быть выполнена в разных вариантах, например:
- мягкая пачка для сигарет,
- жёсткая пачка, имеющая шарнирную крышку,
- пачка со скользящей крышкой,
- пачка со скруглёнными углами,
- пачка нетрадиционного формата типа perfume box,
- коробка для сигар, курительной смеси для трубки или кальяна, со съёмной крышкой и т.д..
Современное оборудование типографии «Арбат» и высокий профессионализм сотрудников – ключ к созданию узнаваемого имиджа продукции и компании-изготовителя табачных изделий.
Решили заказать упаковку для табака Москве? Для консультации свяжитесь с нами по бесплатному номеру 8 (800) 333 94 14, а также по московскому номеру +7 (495) 988 49 00 или закажите обратный звонок на сайте. Пишите нам в любое время на электронную почту [email protected]. Менеджер детально ответит на все вопросы и рассчитает точную стоимость заказа.
Также мы организуем оперативную доставку по регионам РФ силами транспортных компаний (ЖелДорЭкспедиция, Деловые Линии, ПЭК и другие).arbat-t.ru
ПРОИЗВОДСТВО СИГАРЕТ СВОИМИ РУКАМИ
КУРЕНИЕ УБИВАЕТ!! ИСПОЛЬЗОВАТЬ,ТОЛЬКО ПРИ Б.П.!!! ДЛЯ БАРТЕРА С ВРАГАМИ!!!! ДЕЛО ТАБАК . ЧАСТЬ 3.ПРОИЗВОДСТВО СИГАРЕТ СВОИМИ РУКАМИ
Первичная сырьевая обработка табака:
К первичной сырьевой обработке табака относятся: сортировка на товарные
сорта, а также упаковка в тюки или кипы для транспортировки, хранения и ферментации. После ферментации табачное сырье является продукцией для изготовления курительных изделий.
Прежде чем приступить к сортировке табака, необходимо его подготовить, то есть добиться его оптимальной влажности (16…20%), при которой табачные листья хорошо поддаются разглаживанию при стосовой обработке и сортировке, лучше всего выдерживают механические нагрузки.
Перед началом сортировки табак отволаживают в гаванках, предварительно подобранных по способу сушки, очередности ломки, окраске листьев. Такой предварительный подбор гаванок облегчает сортировку и последующую тюковку. В первую очередь готовят к сортировке низкокачественное сырье, так как оно при хранении существенно не изменяется.
В районах, где влажность воздуха достаточно высокая, отволаживание табака производится непосредственно в хранилищах.
Для этого гаванки развешивают в сараях пореже, а на ночь открывают в помещении окна и двери. В тех случаях, когда табак не поддается отволаживанию в сарае из-за недостаточной влажности воздуха, можно сбрызнуть пол водой. Если и это не помогает, то гаванки на ночь раскладывают на дворе на специально подготовленной площадке. Чтобы гаванки равномерно увлажнялись, их несколько раз за ночь переворачивают с одной стороны на другую, а к утру убирают, чтобы на гаванки не попала роса.
В районах с низкой влажностью воздуха (Крым, Средняя Азия) табак отволаживают в специально оборудованных погребах-подвалах. Стенами подвала могут быть вертикальные обрезы земли глубиной 2 м, укрепленные плетнем, обмазанные глиной, а кровлю толщиной 15…20 см легко сделать из глины и соломы. Пол устраивают из галечника.
Гаванки в подвале навешиваются на жерди диаметром 6 см и длиной 4,5 м, которые укладываются на стропила через каждые 40 см. На полу устанавливают деревянные корыта длиной 340 см, шириной 70 сми высотой 11 см, в которые, если воздух в подвале недостаточно влажный, наливают воду. Если нет корыт, то допускается поливка водой пола и стен подвала перед загрузкой его гаванками. При этом крайние гаванки не должны соприкасаться со стенами подвала, а концы навешенных гаванок должны быть на расстоянии не менее 20 см от пола или корыт.
После того как табак отволожится до необходимой влажности, гаванки постепенно заносят в помещение, где производятся сортировка табачных листьев на товарные сорта, обработка и упаковка их в соответствии с требованиями ГОСТа, если данное табачное сырье будет сдаваться на государственные заготовительные пункты, которые, кстати, обязаны оказывать методическую и материальную помощь всем табаководам, выращивающим табак для сдачи, производить инструктаж по возделыванию и сырьевой обработке табака, оформлять образцы товарных сортов по ГОСТу, обеспечивать тароматериалами, тюковочными ящиками и пресс-формами для упаковки табака.
Листья 1-й и 2-й ломок составляют основную массу сырья 3-го и 4-го сортов. Технически зрелые листья — основная масса сырья 1-го и 2-го сортов. Недозрелые листья содержат больше воды. После сушки такие листья остаются зелеными или приобретают бурую окраску. Обладая большой способностью поглощать влагу из воздуха (большая влагоемкость), они легко портятся при хранении (плесневеют). Недозрелые листья табака обладают неприятным вкусом и запахом.
Переспелые листья очень хрупки, потому что у них небольшая плотность, они имеют темную окраску и характеризуются «пустотой» в курении- табак из них безвкусный и неароматный. Из-за своих низких курительных качеств недозрелые и перезрелые табачные листья относятся только к самым низким товарным сортам.
Одним из основных признаков качества табака является окраска листьев, которая в сильной степени зависит от способа сушки табака. Табаки огневой сушки имеют светло-желтую окраску. При солнцевой сушке получается сырье, окрашенное в желто-оранжевый цвет (сухие районы табаководства) или в красно-коричневые тона (влажные районы). Недотомленные листья имеют прозелень, а перетомленные — темную окраску.
Табаки различных способов сушки и степени томления, конечно, сортируются и упаковываются отдельно, так как имеют свои специфичные вкусовые достоинства. Листья, имеющие желтый, оранжевый и оранжево-красный цвета, относят к 1-му и 2-му сортам. К 3-му сорту принадлежат листья всех других цветов и етттенков, кроме почерневших (последние составляют 4-й сорт).
В высшие сорта допускаются листья с незначительными механическими повреждениями, которые ухудшают горючесть готовых изделий и понижают волокнистость листьев, что недопустимо при фабричной переработке.
Повреждения табачных листьев в результате различных болезней, а также насекомыми, естественно, снижают курительные достоинства табака. Поэтому в высшие товарные сорта допускаются лишь листья с незначительными односторонними подобными повреждениями.
Несортовое табачное сырье — обрывки листьев размером менее 20 см, которые не проходят через сито с круглыми отверстиями диаметром 5 мм. Такое табачное сырье называется «фарматура», его в незначительных количествах добавляют в курительные изделия низших сортов. Ашлак- это листья, высохшие на стебле в поле, отличающиеся малой «материальностью» и хрупкостью ткани листовой пластинки.
Ашлаковые листья добавляют в курительные изделия низших сортов.
К чисто скелетным (вкусовым) табакам относят Трапезунд, Остролист, Переможец, к ароматическим — Дюбек, Самсун, Остроконец. Промежуточное место занимает Американ, который при распространении его на восток или на север от Южного Крыма в большей степени проявляет вкусовые качества. То же, как уже отмечалось, происходит с Дюбеком, который на Южном берегу Крыма дает ароматичное сырье, а в степной зоне Крыма и на черноземах Краснодарского края — вкусовое.
Давно замечено, что там, где выращивают виноград хорошего качества, получается и табак с наилучшими курительными достоинствами.
Различают несколько разновидностей упаковки в тюки высушенных табачных листьев: шнуровую, стосовую (наиболее распространены), а также папушованную, басмой, упрощенную и др.
При шнуровой тюковке сортировка листьев ведется непосредственно на шнуре. Для этого шнур складывается вдвое и подвешивается на стене. Сначала на шнуре удаляют листья, не соответствующие сорту основной массы табака, затем все оставшиеся листья одного сорта сдвигают вплотную, шнур разрезают на части (по длине тюка) и укладывают прямо в специальные ящики.
Тюковочные ящики — формы из фанеры — не имеют дна и крышки. Ящик устанавливают на 3 тюковочные палки, перевязанные шпагатом в 2 местах на расстоянии 20 см от краев. Концы палок должны выступать с каждой стороны тюка на 4 см. На каждый тюк требуется 6 палок — 3 нижних и 3 верхних. На нижние палки укладываются первые порции табака, а верхние палки накладываются сверху тюка после его изготовления и связываются шпагатом с нижними палками.
При шнуровой тюковке шнуры с табаком укладывают в ящик в 2 ряда черешками к стенке. Концы шнуров укладывают внутрь тюка. Число рядов в тюке 12…14. Отобранные ранее со шнура листья не выбрасывают, а рассортировывают и отдельными пачками укладывают в тюковочные ящики с соответствующим табаком. Шнуровой способ тюковки, как правило, применяется лишь для обработки низкокачественных листьев нижних ломок. При стосовой тюковке и обработке табака листья снимают со шнура, каждый лист разглаживают на колене, устанавливают его сорт и складывают по сортам в отдельные пачки, называемые стосами.
***
Укладка листьев в пачке производится так, чтобы пластинка одного листа точно ложилась на пластинку другого, а черешок и средняя жилка образовали одну линию. Пачки крупнолистных табаков составляются из 12…20 листьев, а мелколистных из 25…30 листьев. При стосовой тюковке уменьшается количество песка и земли на листьях, появляется возможность более тщательно подобрать листья по цвету, сорту и размеру. В тюковочный ящик, установленный на палки, укладывают сортировочный табак в 2 ряда черешками к стенкам ящика (верхушками внутрь), один ряд против другого. Для придания большей прочности тюку с коротких его сторон (в конце каждого ряда) закладываются заломы из 2 пучков листьев, согнутых вдоль средней жилки. Ширина тюков зависит от длины листьев, масса тюка 25…30 кг вместе с палками.
Затаривают табак и в стандартные кипы с помощью ручного прессаметаллического ящика длиной 50 см, шириной 30 см и высотой 82,5 см. 3 стенки ящика и дно соединены между собой неразъемно, а передняя стенка разборная, из досок шириной 20…25 см
В задней стенке имеется прорезь для ввода скобы при фиксации кипы между 2 деревянными накладками после окончательной прессовки. На задней же стенке приварена ось, на которой вращается консольно закрепленный винт. При загрузке табака в пресс-форму винт отводят в сторону, а во время прессования устанавливают по центру ящика. Перед загрузкой табака в пресс-форму в пазы боковых стенок устанавливают нижнюю доску передней стенки, а на дно кладут деревянную накладку и сверху укладывают обшивочную ткань (боковину). Листья укладывают
в пресс-форму в разглаженном или неразглаженном виде черешками к боковым стенкам. Можно загружать пресс-форму табаком произвольно (натрусом) небольшими порциями массой 2 кг.
Листья при укладке обязательно разравнивают и сначала прессуют вручную доской. Количество слоев должно быть не менее 12…15.
После того как пресс-форму заполняют табаком до верхнего края передней доски, табак прессуют винтом. Перед последним прессованием на табак накладывают еще одну боковину и кладут верхнюю деревянную накладку. Запрессованную кипу фиксируют при помощи металлических скоб После установки обеих скоб винт выкручивают и кипу извлекают из прессформы. Кипу 3…4 ^выдерживают в скобах между накладками, поэтому для непрерывной работы пресс-формы необходимо иметь несколько комплектов накладок и скоб. Перед снятием скоб и накладок боковины сшивают в 3…4 местах После этого скобы сбивают, снимают деревянные накладки и кипу центруют (стягивают) с 2 открытых сторон толстым шпагатом, конец которых завязывают петлей. Вес кипы — 22 кг.
Упаковка табака в тюки и кипы необходима при сдаче табака на заготовительные пункты. Такая необходимость имеется в крестьянских
хозяйствах, когда табак выращивается в больших количествах. Табаководы-любители, возделывающие табак для себя, могут хранить табак в
отсортированном виде в любых приспособленных для этого ящиках, корзинах или «лавах» — укладка табака на полу вдоль стены черешками наружу. Высота «лавы» до 1 м.
Заключение:
Свежевысушенный табак для курения малопригоден, так как в нем содержится большое количество белковых веществ, ухудшающих вкусовые качества при курении: дым имеет неприятный запах, вызывает ощущение горечи, раздражает горло. В процессе длительного хранения в табаке идет самоферментация, в результате чего распадаются белковые вещества, повышаются курительные достоинства табака по вкусу, ароматичности, душистости.
Изготовить табак, удовлетворяющий всем требованиям к ароматичности и вкусовым достоинствам, из табачного сырья, выращиваемого в одном месте, практически невозможно. Для получения полноценных табачных изделий того или иного вида требуется смесь разнообразных табаков по ботаническим и товарным сортам, а также по районам произрастания. Подобрать табак по своему вкусу можно только после дегустации — пробного курения. Например, для начала можно взять 10…12 листьев разной спелости (недозрелые, зрелые и перезрелые) в равных количествах и разных ломок. Из всех листьев выдергивается средняя жилка с черешком. Затем эти листья следует сложить в пачку, согнуть вдоль и поперек, нарезать острым ножом на мелкие части в количестве на одну закурку, тщательно перемешать и закурить.
Если чувствуется сильная крепость, то, значит, нужно уменьшить количество зрелых листьев, а взамен добавить перезрелые. Если чувствуется чрезмерная горечь, уменьшите количество недозрелого табака, а взамен положите зрелые листья. Отметим, что листья верхних ломок улучшают вкусовые качества и повышают ароматичность, а листья нижних ломок снижают курительные качества,
которые во многом зависят и от цвета пластинки листа. Листья желтого, оранжевого и красного цвета имеют улучшенные курительные качества. С помощью проб разных смесей добиваются необходимого достоинства курительного табака по вкусу и аромату.
Установим оптимальный состав смеси, ее используют для нарезки курительного табака, которую производят при его влажности 17…20% (в этом случае листья легко сгибаются и не крошатся при резке, образуя резаное волокно табака 0,6 мм по ширине).
После подготовке табака перейдем к самому процессу производства сигарет:
Машинка для сворачивания сигарет (рис. 1 и 2) состоит из колодки, на которой происходит скручивание и заворачивание в папиросную бумагу порции табака, рамки с роликом и тканевой ленты, укрепленных на основании.
Производство сигарет своими руками
Рис. 1 Машинка в сборе:
1 — табак; 2 — папиросная бумага; 3 — «шпатель» для нанесения клея; 4 — колодки.
Рис. 2 Конструкция машинки:
1 — рамка; 2 — лента; 3 — колодка; 4 — основание; 5 — ролик.
Колодку собирают из сухих липовых или осиновых досок-заготовок толщиной 15-20 мм, которые запиливают лобзиком с припуском 1-2 мм и склеивают под прессом клеем ПВА. Ширина колодки определяется желаемой длиной сигареты (можно сделать несколько колодок, если вы хотите изготавливать сигареты разной длины).
Основание (рис. 3) машинки делают из стального или алюминиевого листа толщиной 2 мм. При сгибании уделите внимание параллельности ребер основания. Для последнего, вообще говоря, лучше найти кусок подходящего швеллера. Отверстия в основании и колодке целесообразнее сверлить в сборе, после подгонки колодки к основанию. При этом все до одного отверстия делают строго перпендикулярно корпусу будущей машинки (иначе вместо сигарет получатся какие-нибудь «козьи ножки»).
Рамку (рис. 4) машинки выполняют из стального 2-миллиметрового листа. В рамке крепят обкаточный ролик, который вытачивают из прутка серебрянки диаметром 8-10 мм или изготавливают из стальной трубки такого же диаметра. После установки рамки и колодки на основание поверхность колодки окончательно доводят до кондиции при помощи стамески, напильников и наждачной бумаги. Особое внимание уделите обработке той зоны поверхности колодки, на которой производится формирование сигареты: зазор между роликом и поверхностью колодки там должен быть не более 1 мм. Тканевую ленту шириной, равной ширине колодки, вырезают из плотного тонкого синтетического материала с помощью паяльника – в этом случае не будет разлохмачивания кромок ткани. На концах ленты загибают петли длиной 35-40 мм. Образованные петли служат для закрепления ленты на машинке пальцами, которые делают из гвоздей диаметром 3,5 — 4 мм. Общая длина ленты составляет 270 мм.
Работа на машинке заключается в следующем. Рамку устанавливают в крайнее левое (по рисунку) положение, в котором обкаточный ролик опирается на выступ колодки. В углубление, образовавшееся в тканевой ленте, закладывают порцию табака, на верх колодки на ткань кладут лист папиросной бумаги, край которого слегка смазывают клеем при помощи «шпателя» из лезвия безопасной бритвы. После этого рамку переводят в крайнее правое (по рисунку же) положение и готовая сигарета скатывается на стол (или в специально изготовленную коробочку).
Затем все изготовленные сигареты надо немного подсушить и можно употреблять.
В качестве клея подойдет жидкий крахмальный клейстер.
Отверстия для пальцев в колодке служат для регулировки глубины выемки в ленте, служащей для закладки порции табака, что в некоторой степени определяет «калибр» сигареты. Попутно заметим, что диаметр стандартных круглых сигарет составляет 7,62 мм. В данном случае «калибр» в основном определяется дозой табака. Поэтому в процессе изготовления сигарет желательно подобрать какую-либо мерную емкость, которая значительно упростит и ускорит процесс.
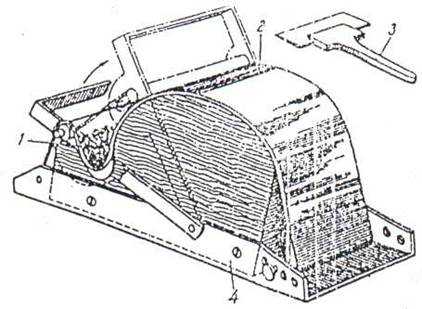
Рис. 1 Машинка в сборе:
1 — табак; 2 — папиросная бумага; 3 — «шпатель» для нанесения клея; 4 — колодки.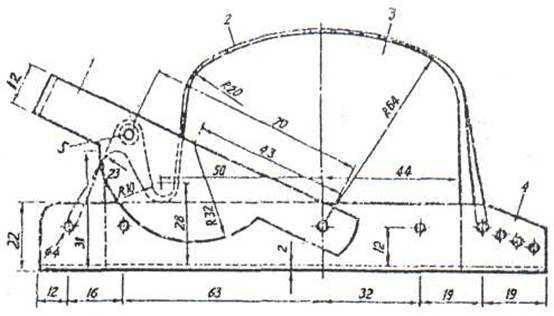
Рис. 2 Конструкция машинки:
1 — рамка; 2 — лента; 3 — колодка; 4 — основание; 5 — ролик.
Pис. 3 Основание.
Рис. 4 Pамка.
shkola-v-blog.ru
Способ изготовления сигаретных пачек и устройство для его реализации
Настоящее изобретение относится к способу и устройству для изготовления сигаретных пачек, в частности, запечатанных, имеющих акцизные марки и купоны. Согласно изобретению незапечатанные пачки (2а) сигарет, выходящие из упаковочной машины (5), имеют внешнюю поверхность из непрозрачного оберточного материала, к которой прикрепляются акцизная марка (3) и купон (4) в процессе переноса пачек (2а) в заданной последовательности непосредственно к машине (6) для обертывания целлофаном. По достижении машины (6) для обертывания целлофаном каждая пачка (2а) по очереди обертывается листом прозрачного оберточного материала (15), покрывающего обертку из непрозрачного материала, акцизную марку (3) и купон (4). Последний оберточный слой заделывается таким образом, что готовая пачка (2) становится практически воздухонепроницаемой. Такой способ может быть реализован с использованием известного простого оборудования, способного работать с высокой производительностью. Кроме того, наложение акцизной марки и купона согласно изобретению не ухудшает аромата табака. 2 с. и 11 з.п. ф-лы, 4 ил.
Настоящее изобретение относится к способу изготовления сигаретных пачек.В частности, настоящее изобретение относится к способу изготовления запечатанных сигаретных пачек. Обычная сигаретная пачка состоит из упорядоченной группы сигарет, первого слоя мягкого и обычно покрытого металлической фольгой оберточного материала, которым обернуты сигареты, и второго слоя мягкого оберточного материала, обернутого поверх первого слоя, такая сигаретная пачка является пачкой мягкого или сминаемого типа. В качестве варианта второй слой оберточного материала может быть жестким, таким, например, как картон, выполненный в виде вырезанной штампом заготовки, который оборачивается вокруг первой мягкой обертки, образуя пачку жесткого типа с откидывающейся крышкой. Каждая сигаретная пачка независимо от того, является она пачкой мягкого или жесткого типа, заворачивается в соответствующий лист прозрачного материала, обычно целлофана® или пропилена, края которого заделываются таким образом, чтобы полученная оболочка стала воздухонепроницаемой. Сигаретные пачки изготавливаются с помощью оборудования, включающего упаковочные машины с устройствами подачи упомянутого оберточного материала и обертывания им определенным образом соответствующих групп сигарет, и машины для упаковки в целлофан, состоящей из устройств подачи отдельных целлофановых листов, устройств для обертывания, в которых пачки обертываются этими листами, и устройств запечатывания, где целлофановая обертка заделывается определенным образом. Помимо этих операций по желанию заказчиков некоторых стран предусматривается возможность прикрепления к каждой сигаретной пачке марки таможенного сбора (акцизной марки) перед обертыванием в целлофан. Марка, означающая, что с пачки взят государственный акцизный сбор в стране продажи, остается видной через прозрачную обертку. Подобным образом в некоторых странах практикуется вставка в каждую пачку печатных купонов. Такой купон представляет собой отдельный листок или сложенную полоску бумаги, содержащую рекламное сообщение или рисунок, являющийся предметом коллекционирования, и обычно вставляется между первой оберткой и второй оболочкой, являющейся в зависимости от типа пачки мягким оберточным материалом или жестким картоном.Установлено, что качество товара страдает, когда купон находится в непосредственном контакте с первым слоем оберточного материала, так как испаряющаяся с поверхности купона типографская краска ухудшает аромат табака. Кроме того, оборудование, используемое обычно в производстве сигаретных пачек как с акцизными марками, так и с купонами, довольно сложное, так как в нем должна быть предусмотрена возможность распределения купонов среди пакующих устройств, осуществляющих разглаживание листов оберточного материала и запечатывание пачек.Традиционное упаковочное оборудование усложняется введением приспособлений для распределения купонов по пакующим устройствам и вставки их в пачки, в результате чего отдельные этапы процесса обертывания замедляются, а производительность всей системы снижается.Технической задачей настоящего изобретения является создание способа производства сигаретных пачек с соответствующими акцизными марками и купонами и запечатанной оболочкой, лишенного недостатков, присущих известным технологиям. В частности, технической задачей настоящего изобретения является создание способа производства запечатанных сигаретных пачек с соответствующими акцизными марками и купонами, который мог бы быть реализован с использованием известного простого оборудования, способного работать с высокой производительностью. Технической задачей изобретения также является создание оборудования для изготовления герметично запечатанных сигаретных пачек.Данные технические задачи решаются за счет того, что согласно изобретению в способе изготовления запечатанных сигаретных пачек, имеющих соответствующие акцизные марки и соответствующие купоны, собирают в упаковочной машине пачки сигарет, внешняя лицевая поверхность которых выполнена из непрозрачного оберточного материала, переносят пачки сигарет непосредственно из упаковочной машины к машине для обертывания целлофаном, обертывают каждую пачку поверх непрозрачного материала прозрачным материалом и заделывают прозрачный материал таким образом, чтобы образовалась запечатанная пачка сигарет, накладывают акцизную марку на внешнюю поверхность каждой пачки в процессе их переноса и накладывают купон на внешнюю поверхность каждой пачки в процессе их переноса. Предпочтительно собирают пачки, имеющие внешнюю поверхность с двумя параллельными и противоположными большими сторонами, двумя параллельными противоположными боковыми сторонами и двумя параллельными торцевыми сторонами, при этом купон накладывают на одну из двух больших сторон.Предпочтительно акцизную марку накладывают, по меньшей мере, частично на одну из больших сторон пачки сигарет. Предпочтительно акцизную марку, по меньшей мере, частично покрывают сверху купоном.Предпочтительно акцизную марку накладывают частично на одну из больших сторон и частично на боковую сторону, примыкающую к упомянутой одной большей стороне, путем прикрепления части сначала к упомянутой одной большей стороне, а затем путем загиба и разглаживания оставшейся части на упомянутой боковой стороне.Предпочтительно акцизную марку накладывают целиком на одну боковую сторону, граничащую с одной большей стороной. Предпочтительно акцизную марку накладывают до того, как накладывают купон.Технические задачи также решаются за счет того, что устройство для изготовления запечатанных пачек сигарет, имеющих соответствующие акцизные марки и соответствующие купоны, согласно изобретению содержит упаковочную машину, собирающую незапечатанные пачки сигарет с внешней оболочкой из непрооберточного материала, машину для обертывания целлофаном, которая оборачивает каждую пачку сигарет поверх непрозрачной оболочки прозрачным материалом для создания соответствующей запечатанной сигаретной пачки, устройство переноса, посредством которого незапечатанные пачки сигарет переносятся непосредственно от упаковочной машины к машине для обертывания целлофаном, а также устройство, с помощью которого на каждую пачку сигарет накладывается акцизная марка, и устройство, с помощью которого на каждую пачку сигарет накладывается купон, при этом устройство для наложения акцизной марки и устройство для наложения купонов расположены вдоль устройства переноса. Предпочтительно устройство переноса включает прямой конвейер, идущий от упаковочной машины к машине для обертывания целлофаном, причем конвейер представляет собой ленту с активным участком, над которым установлены устройство для наложения марок и устройство для наложения купонов.Предпочтительно конвейер примыкает к барабану, являющемуся частью машины для обертывания целлофаном, таким образом, что пачки сигарет, перемещающиеся по конвейеру, могут переноситься непосредственно к барабану.Предпочтительно устройство переноса включает другой конвейер, расположенный над конвейером и примыкающий к барабану.Предпочтительно активный участок устройства переноса является по существу горизонтальным, причем устройство переноса также содержит конвейер, представляющий собой ленту с активным участком, проходящим параллельно активному участку и таким образом, что пачки сигарет захватываются между двумя активными участками.Предпочтительно конвейер включает отсеки, распределенные вдоль ленты с заданным шагом, другой конвейер включает отсеки, распределенные вдоль ленты, при этом и те, и другие отсеки настроены по времени так, что они совпадают друг с другом при прохождении вдоль соответствующих активных участков.Далее изобретение подробно рассматривается на конкретном примере со ссылкой на прилагаемые чертежи, на которых фиг.1 — вид сбоку оборудования для реализации способа согласно настоящему изобретению в первом варианте; для наглядности некоторые детали опущены; на фиг.2 — вид в перспективе сигаретной пачки, изготовленной на оборудовании, представленном на фиг.1; на фиг.3 — вид в перспективе оборудования для реализации способа согласно настоящему изобретению во втором варианте, для наглядности некоторые детали опущены; на фиг.4 показан вид в перспективе сигаретной пачки, изготовленной на заявленном оборудовании, представленном на фиг.1.На фиг.1 позицией 1 обозначено оборудование, посредством которого изготавливаются запечатанные сигаретные пачки 2, каждая из которых снабжена соответствующей акцизной маркой 3 и соответствующим купоном 4 или рекламным вкладышем. Оборудование 1 включает упаковочную машину 5, машину 6 для обертывания целлофаном, соединенную с упаковочной машиной 5 посредством передающего устройства 7, устройство 8 для распределения и прикрепления акцизной марки 3 и устройство 9 для распределения и прикрепления купона 4, расположенных вдоль передающего устройства 7. Очевидное преимущество пачки на фиг.2 состоит в том, что запечатанная сигаретная пачка 2 включает пачку 2а, у которой внешняя поверхность 10 в незапечатанном состоянии представляет собой непрозрачный оберточный материал; пачка имеет форму параллелепипеда с двумя большими сторонами 11, двумя боковыми сторонами 12, двумя торцевыми сторонами 13 и двенадцатью ребрами 14, образованными сторонами 11, 12 и 13. На пачке 2 имеется акцизная марка 3 прямоугольной формы, часть которой накладывается на большую сторону 11, а другая часть переходит на боковую сторону 12; практически марка 3 сгибается под прямым углом и охватывает ребро 14, образованное большей стороной 11 и боковой стороной 12. Купон 4, обычно имеющий прямоугольную форму и размер меньший, чем большая сторона 11, накладывается на ту же поверхность, на которой размещается марка 3 таким образом, что частично перекрывает ее. И, наконец, сигаретная пачка 2 включает слой 15 прозрачного целлофана, обертывающего пачку 2а, который прилегает к внешней поверхности 10, акцизной марке 3 и купону 4. Упаковочная машина 5 включает отводящее устройство 16, при помощи которого пачки 2а направляются от машины 5 к передающему устройству 7.Передающее устройство 7 включает ленточный конвейер 17, идущий от упаковочной машины 5 к машине 6 для обертывания целлофаном, в котором ремень 18 натянут на валики 19, 20 и 21, вращающиеся вокруг соответствующих осей 22, 23 и 24, расположенных перпендикулярно к плоскости фиг.1. Ремень 18 разделен планками 26, перпендикулярными направлению движения ремня, на отдельные отсеки 25, которые равномерно распределены по всей длине ремня с заданным шагом Ра. Ремень 18 включает активный участок 27, идущий вдоль строго горизонтального направления подачи D сигаретных пачек, который состоит из части 27а, расположенной вблизи упаковочной машины 5, и части 27б, находящейся вблизи машины для обертывания целлофаном 6. Передающее устройство 7 имеет также ленточный конвейер 28, расположенный над конвейером, обозначенным цифрой 17, который включает ремень 29, натянутый на валики 30 и 31, а также активный участок 32, параллельный и обращенный лицом к вышеупомянутой части 27б. Этот ремень аналогичным образом разделен перпендикулярными к направлению движения сигаретных пачек планками 34 на отсеки 33, равномерно распределенные по всей его длине с таким же шагом Ра, как и у отсеков 25.Машина для обертывания целлофаном 6 включает барабан 35, с помощью которого осуществляется обертывание сигаретных пачек; барабан 35 вращается вокруг оси, параллельной осям 22, 23 и 24 валиков, и имеет множество пазов 37 с боковыми сторонами 38 и дном 39, в каждый из которых заходит по одной пачке 2а. Помимо этого машина 6 для обертывания целлофаном имеет суппорт 40, несущий барабан 41 с целлофановой лентой 42 и устройство 43, при помощи которого лента 42 сматывается с барабана и разделяется на отдельные листы 15, а также устройство 44, которое переносит нарезанные целлофановые листы 15 к установленному между ленточным конвейером 17 и барабаном 35 устройству 45 для заделки целлофановой оболочки, а также направляет пачки 2а от передающего устройства 7 в пазы 37 барабана 35 таким образом, что каждая из них перед входом в соответствующий паз 37 захватывает с собой соответствующий лист 15.Устройства 8 и 9 для распределения и прикрепления акцизных марок 3 и купонов 4 расположены друг за другом вдоль направления подачи D пачек, над начальной частью 27а активного участка 27. Первое устройство 8 включает каркас 46, поддерживающий барабан 47, вращающийся вокруг оси 48, перпендикулярной плоскости фиг.1 и расположенной над начальной частью 27а активного участка 27, и принимающий барабан 49, вращающийся строго по касательной к барабану 47 вокруг оси, обозначенной цифрой 50, и примыкающий к устройству 51, в которое попадают акцизные марки 3 из магазина 52. Точнее, барабаны 47 и 49 имеют цилиндрические поверхности 53 и 54 с равномерно распределенными засасывающими полостями 55 и 56, которые удерживают акцизные марки 3 при переносе их из магазина 52 к пачке. На каркасе 46 сбоку от цилиндрической поверхности 53 барабана 47 расположено также устройство 57 с клеящим веществом, служащее для нанесения его на каждую акцизную марку 3.Аналогичным образом купоны 4 распределяются и закрепляются устройством 9, которое включает каркас 58, поддерживающий барабан 59, вращающийся вокруг оси 60, перпендикулярной плоскости фиг.1 и расположенной над начальной частью 27а активного участка 27, и принимающий барабан 61, вращающийся точно по касательной к барабану 59 вокруг оси, обозначенной цифрой 62 и примыкающий к устройству 63, в которое попадают купоны 4 из магазина 64. Эти барабаны 59 и 61 имеют также цилиндрические поверхности 65 и 66 с равномерно распределенными засасывающими полостями 67 и 68, которые удерживают купоны 4 при переносе их из магазина к пачке. На каркасе 58 сбоку от цилиндрической поверхности 65 барабана 59 расположено также устройство с клеящим веществом 69, служащее для нанесения его на каждый купон 4.Во время работы незапечатанные пачки 2а поступают одна за другой из отводящего устройства 16 упаковочной машины 5 на активный участок 27 ленточного конвейера 17, попадая в соответствующие отсеки 25, при этом пачка ложится большей стороной 11 на ремень 18, а ее торцевые стороны 13 располагаются параллельно направлению подачи D. Каждая пачка 2а занимает соответствующий отсек 25 и продвигается непрерывно в направлении подачи D с заданным шагом Р к машине 6 для обертывания целлофаном, переносимая ремнем 18 и соответствующей планкой 26. В процессе продвижения пачек 2а первое устройство 8, размещающее и закрепляющее акцизные марки 3, направляет их одну за другой к пачкам 2а, занимающим соответствующую часть 27а активного участка 27. Экстрактор 51 принимает марки 3 из находящейся в магазине 52 стопки по одной за раз и передает их на цилиндрическую поверхность 54 принимающего барабана 49, на котором они удерживаются соответствующей всасывающей полостью 56. Таким образом, марки 3 передаются в определенной последовательности от магазина 52 к всасывающим полостям 56 принимающего барабана 49, а оттуда к всасывающим полостям 55 барабана 47. Марки 3 вращаются на барабане 47 так же, как и он, против часовой стрелки, как показано на фиг.1, и в конечном итоге переносятся на пачки 2а. В процессе переноса марки 3 проходят мимо устройства с клеящим веществом 57, которое наносит его на поверхность каждой из них.Всасывающие полости 55 на барабане 47 размещены на нем с таким же шагом Ра, что и отсеки 25 на конвейере 17, и их движение синхронизировано с движением отсеков таким образом, что участок марки 3 закрепляется на обращенной кверху лицевой поверхности пачки 2а. Как только марка 3 закрепляется на пачке, соответствующая пачка 2а передвигается по направлению к наносящему и закрепляющему купоны 4 устройству с выступающей не приклеенной частью.Аналогичным образом второе наносящее и закрепляющее устройство 9 переносит купоны 4 последовательно один за другим к пачкам 2а, лежащим на начальной части 27а активного участка 27.Экстрактор 63 забирает купоны 4 из находящейся в магазине 64 стопки по одному за раз и передает их на цилиндрическую поверхность 66 принимающего барабана 61, на котором они удерживаются соответствующими всасывающими полостями 68. Таким образом, купоны 4 передаются в определенной последовательности от магазина 64 к всасывающим полостям 68 принимающего барабана 61, а оттуда к всасывающим полостям 67 барабана 59. Купоны 4 вращаются на барабане 59 так же, как и он, против часовой стрелки, как показано на фиг.1, и в конечном итоге переносятся на пачки 2а. В процессе переноса купоны 4 проходят мимо устройства с клеящим веществом 69, которое наносит слой этого вещества на поверхность каждого из них.Всасывающие полости 67 на барабане 59 размещены с таким же шагом Ра, что и отсеки 25 на конвейере 17, и их движение синхронизировано с движением отсеков таким образом, что купон закрепляется на обращенной кверху лицевой поверхности пачки 2а, закрывая частично марку 3. Как только купон 4 закрепляется на пачке, соответствующая пачка 2а передвигается по направлению к машине для обертывания целлофаном 6 вместе с купоном 4 и частично приклеенной маркой 3.Теперь пачки 2а продвигаются вдоль части активного участка 27, обозначенной 27б, при этом одна большая сторона 11, обращенная вниз, контактирует с находящимся под ней ремнем 18, а другая большая сторона 11, обращенная кверху, контактирует с находящимся над ней ремнем 29. Другими словами, пачка 2а, продвигающаяся вдоль этой части 27б активного участка 27, занимает одновременно отсек 25 нижнего конвейера 17 и отсек 33 верхнего конвейера 28 и проталкивается в направлении подачи D при помощи планок 26 и 34 обоих конвейеров. Планки 34 верхнего конвейера устанавливаются с таким же шагом, что и планки 26 нижнего конвейера, при этом их движение синхронизировано таким образом, что каждая верхняя планка 34 располагается точно над нижней планкой 26 и прижимает выступающий участок марки 3 к боковой стороне 12 пачки 2а, удерживая ее в этом положении при продвижении пачки 2а к машине 6 для обертывания целлофаном.Лист 15 оберточного материала продвигается машиной 6 для обертывания целлофаном по направлению к устройству 45 для заделывания краев, которое расположено между выходом из активного участка 27 и барабаном 35, и удерживается там в положении, перпендикулярном направлению подачи D.Барабан 35 периодически останавливается в таком положении, чтобы боковые стенки 38 каждого паза поочередно строго совпадали с активным участком 27 нижнего ремня 18 и активным участком 32 верхнего ремня 29. Во время остановки пачка 2а, уже укомплектованная акцизной маркой 3 и купоном 4, направляется внутрь паза 37, поджидающего ее у устройства 45 для заделывания краев. На пути перемещения пачки 2а от передающего устройства к машине 6 для обертывания целлофаном лист 15 перехватывается пачкой 2а и оборачивается вокруг нее, принимая U-образную форму. Затем барабан 35 поворачивается, унося пачку 2а вместе с акцизной маркой 3, купоном 4 и оберточным листом 15, в который она упаковывается и запечатывается машиной 6 для обертывания целлофаном обычным способом (не показано) для получения запечатанной сигаретной пачки 2, изображенной на фиг.2.Оборудование 70, приведенное в качестве примера на фиг.3, включает упаковочную машину 5 и машину 6 для обертывания целлофаном, расположенные под прямым углом друг к другу, устройство 8, распределяющее и прикрепляющее акцизные марки 3, и устройство 9, распределяющее и прикрепляющее купоны 4, также расположенные под прямым углом друг к другу, устройство 71 переноса, которое переносит незапечатанные пачки 2а от упаковочной машины 5 к машине 6 для обертывания целлофаном вдоль пути, обозначенного Р1.Это устройство 71 используется для изготовления запечатанных пачек 72 сигарет, изображенных на фиг.4 и включающих в себя пачку 2а с акцизной маркой 3, прикрепленной к одной из боковых сторон 12, и купон 4, прикрепленный к одной из больших сторон 11, которые обернуты листом целлофана 15. Устройство 71 переноса включает первый ленточный конвейер 73, отходящий от упаковочной машины 5, второй конвейер 74, идущий в одном направлении с первым конвейером, а также конвейер 75, подходящий к машине для обертывания целлофаном 6 и расположенный перпендикулярно к второму конвейеру 74, и перегрузочный механизм 76, расположенный между двумя последними конвейерами 74 и 75.Первый конвейер 73 включает ремень 77, натянутый на двух валиках 78, вращающихся вокруг соответствующих строго горизонтальных осей 79, и имеет активный участок 80, вдоль которого пачки 2а сигарет вынуждены перемещаться в определенном направлении подачи D1.Второй конвейер 74, идущий в том же направлении подачи D1, включает платформу 81 и идущую вдоль части платформы пару ленточных конвейеров 82а и 82в, направленных параллельно и обращенных лицом друг к другу. Каждый из этих конвейеров 82а и 82в включает соответственно ремни 83а и 83в, натянутые на соответствующие пары валиков 84а и 84в, вращающиеся вокруг точно вертикальных осей 85а и 85в, перпендикулярных осям 79 вышеупомянутых валиков 78. Кроме того, конвейеры 82а и 82в включают соответствующие активные участки 86а и 86в, направленные параллельно и обращенные лицом друг к другу, между которыми проходит каждая пачка 2а, захватываемая за обе свои большие стороны 11. Помимо этого функциональной частью конвейера 74 являются два ролика 87 а и 87в, которые вращаются относительно вертикальных осей 88а и 88в и занимают часть платформы 81 за двумя ленточными конвейерами 82а и 82в, расположенными параллельно и обращенными лицом друг к другу. Платформа 81 имеет поверхность 89, вдоль которой пачки 2а перемещаются ленточными конвейерами 82а и 82в и роликами 87а и 87в по направлению к полке, обозначенной цифрой 90. Полка 90 находится в одной плоскости с платформой 82 и примыкает к перегрузочному механизму 76, который представляет собой барабан 91, который оснащен парами штырьков, распределенными равномерно по его цилиндрической окружности, и вращающийся вокруг горизонтальной оси 93. Оба штырька 92 каждой пары, распределенные по окружности барабана 91, устанавливаются на определенном расстоянии друг от друга с тем условием, чтобы полка 90 свободно проходила по своей ширине между каждой парой этих штырьков 92.Конвейер, обозначенный позицией 75, проходит между перегрузочным механизмом 76 и машиной для обертывания целлофаном 6 и включает ремень 94, натянутый на два валика 95, вращающихся вокруг соответствующих строго горизонтальных осей 96. Ремень 94 разбит на отсеки 97, равномерно распределенные по всей его длине и отделяющиеся друг от друга планками 98, и имеет строго горизонтальный активный участок 99.Позицией 100 обозначено выпускное устройство упаковочной машины 5, из которого выходят пачки 2а и направляются на первый конвейер 73, на активном участке 80 которого они стоят на своей боковой поверхности 12.Акцизные марки 3 распределяются соответствующим устройством 8, расположенным выше второго конвейера 74 непосредственно над ленточными конвейерами 82а и 82в, таким образом, чтобы каждая акцизная марка 3 прикреплялась к соответствующей пачке 2а, движущейся между ремнями 83а и 83в, в то время как купоны 4 распределяются устройством 9, расположенным над поперечным конвейером 75, таким образом, чтобы купон 4 мог быть прикреплен к каждой пачке 2а, движущейся вдоль активного участка 97.В процессе работы незапечатанные пачки 2а передаются выпускающим устройством 100 упаковочной машины 5 на активный участок 80 первого конвейера 73 и перемещаются вдоль направления подачи D1 ко второму конвейеру 74 с определенной первой скоростью VI. Пачки 2а затягиваются одна за другой между двумя расположенными лицом друг к другу вертикальными конвейерами 82а и 82в своими большими поверхностями 11, находящимися в контакте с активными участками 86а и 86в обоих ремней, и перемещаются вдоль платформы 81 со скоростью V2, меньшей первой скорости VI. Таким образом движение пачек 2а замедляется, и они выстраиваются вдоль конвейеров 82а и 82в вплотную друг к другу, соприкасаясь соответствующими торцевыми поверхностями 13.Точнее говоря, пачки 2а перемещаются между двумя обращенными лицом друг к другу конвейерами 82а и 82в, стоя одной из своих боковых сторон на поверхности 89 платформы 81, при этом большие поверхности 11 обращены к ремням 83а и 83в, в то время как вторая боковая поверхность 12 обращена кверху и готова к наложению на нее акцизной марки 3. Акцизные марки 3 распределяются и прикрепляются таким же образом, как это было описано для приведенного ранее примера на фиг.1. После того как марки 3 уже прикреплены, движение пачек 2а ускоряется за счет роликов 87а и 87в, в результате чего пачки дистанцируются друг от друга и, продвигаясь одна за другой, по очереди попадают на полку 90, где задерживаются. Вращение перегрузочного механизма 76 приводит к тому, что каждая пара штырьков 92 входит в контакт с пачкой 2а, находящейся на полке 90, после чего этими штырьками 92, расположенными по обеим сторонам соответствующего ремня 94, в целях избежания контакта между перегрузочным механизмом 76 и конвейером 75, пачка 2а забирается и переносится к отсеку 97 следующего конвейера 75. В результате пачки 2а переносятся таким образом, что каждая из них попадает в отсек 97 конвейера 75 своей большей стороной 11, обращенной к поверхности ремня 94. Пока пачки 2а продвигаются вдоль конвейера 75, купоны 4 накладываются на их обращенную кверху большую сторону 11 по одному на каждую пачку таким же образом, который описывался ранее в примере, приведенном на фиг.1.Формула изобретения
1. Способ изготовления запечатанных сигаретных пачек, имеющих соответствующие акцизные марки (3) и соответствующие купоны (4), при котором собирают в упаковочной машине (5) пачки (2а) сигарет, внешняя лицевая поверхность (10) которых выполнена из непрозрачного оберточного материала, переносят пачки (2а) сигарет непосредственно из упаковочной машины (5) к машине (6) для обертывания целлофаном, обертывают каждую пачку (2а) поверх непрозрачного материала прозрачным материалом (15) и заделывают прозрачный материал таким образом, чтобы образовалась запечатанная пачка (2, 72) сигарет, накладывают акцизную марку (3) на внешнюю поверхность (10) каждой пачки (2а) в процессе их перемещения и накладывают купон (4) на внешнюю поверхность (10) каждой пачки (2а) в процессе их переноса.2. Способ по п.1, при котором собирают пачки (2а), имеющие внешнюю поверхность (10) с двумя параллельными и противоположными большими сторонами (11), двумя параллельными противоположными боковыми сторонами (12) и двумя параллельными торцевыми сторонами (13), при этом купон (4) накладывают на одну из двух больших сторон (11).3. Способ по п.2, при котором акцизную марку (3) накладывают, по меньшей мере, частично на одну из больших сторон (11) пачки (2а) сигарет.4. Способ по п.3, при котором акцизную марку (3), по меньшей мере, частично покрывают сверху купоном (4).5. Способ по п.2 или 3, при котором акцизную марку (3) накладывают частично на одну из больших сторон (11) и частично на боковую сторону (12), примыкающую к упомянутой одной большей стороне (11), путем прикрепления части сначала к упомянутой одной большей стороне (11), а затем путем загиба и разглаживания оставшейся части на упомянутой боковой стороне (12).6. Способ по п.2, при котором акцизную марку (3) накладывают целиком на одну боковую сторону (12), граничащую с одной большей стороной (11).7. Способ по любому из пп.1-6, при котором акцизную марку (3) накладывают до того, как накладывают купон (4).8. Устройство (1, 70) для изготовления запечатанных пачек сигарет, имеющих соответствующие акцизные марки (3) и соответствующие купоны (4), содержащее упаковочную машину (5), собирающую незапечатанные пачки (2а) сигарет с внешней оболочкой из непрозрачного оберточного материала, машину (6) для обертывания целлофаном, которая оборачивает каждую пачку (2а) сигарет поверх непрозрачной оболочки прозрачным материалом (15) для создания соответствующей запечатанной сигаретной пачки (2, 72), устройство (7, 71) переноса, посредством которого незапечатанные пачки (2а) сигарет переносятся непосредственно от упаковочной машины (5) к машине для обертывания целлофаном (6), а также устройство (8), с помощью которого на каждую пачку (2а) сигарет накладывается акцизная марка (3), и устройство (9), с помощью которого на каждую пачку (2а) сигарет накладывается купон (4), при этом устройство (8) для наложения акцизной марки (3) и устройство (9) для наложения купонов (4) расположены вдоль устройства (7, 71) переноса.9. Устройство по п.8, в котором устройство (7) переноса включает прямой конвейер (17), идущий от упаковочной машины (5) к машине (6) для обертывания целлофаном, причем конвейер (17) представляет собой ленту (18) с активным участком (27), над которым установлены устройство (8) для наложения марок (3) и устройство (9) для наложения купонов (4).10. Устройство по п.9, в котором конвейер (17) примыкает к барабану (35), являющемуся частью машины (6) для обертывания целлофаном, таким образом, что пачки (2а) сигарет, перемещающиеся по конвейеру (17), могут переноситься непосредственно к барабану (35).11. Устройство по п.10, в котором устройство (7) переноса включает другой конвейер (25), расположенный над конвейером (17) и примыкающий к барабану (35).12. Устройство по п.11, в котором активный участок (27) устройства (7) переноса является по существу горизонтальным, причем устройство (7) переноса также содержит конвейер (28), представляющий собой ленту (29) с активным участком (32), проходящим параллельно активному участку (27) и таким образом, что пачки (2а) сигарет захватываются между двумя активными участками (27, 32).13. Устройство по п.12, в котором конвейер (17) включает отсеки (25), распределенные вдоль ленты (18) с заданным шагом (Ра), другой конвейер (28) включает отсеки (33), распределенные вдоль ленты (29), при этом и отсеки (25), и отсеки (33) так настроены по времени, что они совпадают друг с другом при прохождении вдоль соответствующих активных участков (27, 32).РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4www.findpatent.ru
Сигаретная пачка — один из обликов картонной упаковки
Сигаретная пачка, на первый взгляд, не особенно отличается от обычной упаковки из картона, предназначенной для мелкой продукции, разве только имеет более сложную форму. Тем не менее, при создании такой упаковки необходимо учитывать не только ее дизайн, но и требования стандартов, вкусы потребителей и стремление не отстать от раскрученных западных марок.
Несколько фактов из истории
Хотя курительный табак был известен давно, сигареты появились в конце XIX века. Тогда же и потребовалась тара для их хранения. Это были коробки из жести и дерева самых разных размеров, рассчитанные на различное количество сигарет. И только чуть позже появилась картонная упаковка. Причем изначально в нее упаковывалась самая дорогая папиросная продукция. В индустриальную эпоху сигаретная упаковка из картона стала доступна и производителям массовых сортов сигарет.
Какой бывает сигаретная пачка?
Современная сигаретная пачка — это плотная бумажная или картонная упаковка в виде параллелепипеда, в которую помещаются 20 сигарет. Есть и специальные упаковки на 10—25 штук, но это скорее исключение, чем правило.
Поскольку пачку сигарет постоянно носят с собой, то ее качество должно соответствовать особым требованиям:
- она должна быть прочной и удобной;
- обеспечивать защиту от пыли, влаги и других воздействий извне;
- сохранять аромат табака.
Сегодня табачные фабрики занимаются изготовлением упаковки из картона двух видов:
- мягкой пачки, которая в основном используется для недорогой продукции;
- жесткой упаковки, которая не сминается и имеет шарнирную крышку.
Яркие решения табачной индустрии
Компании-производители табачной продукции используют картонную пачку не только как упаковку для сигарет. Их оригинальный подход к сигаретной пачке — это не что иное, как реклама своего товара. Именно поэтому при оформлении дорогих сигарет большое внимание уделяется нескольким элементам:
Шрифту, который легко читаться с расстояния 1,5 м, бывает прямым или витиеватым и должен соответствовать названию товара.
Цветовому решению. Довольно давно производители заключили негласный договор, согласно которому пачки ментоловых сигарет оформляются в зеленых тонах, легкие — в серо-голубых, а классические — в красных или бордовых.
Тиснение и конгрев. Чтобы, взяв в руки сигаретную пачку, получить приятное ощущение, стали использовать тиснение фольгой и конгрев. А яркий блеск упаковки можно обеспечивать способом бронзирования.
Нестандартные конструкции. В мире используют довольно оригинальные конструкции, например, плоскую пачку с двумя отделениями. Хотя на российском рынке такая упаковка пока не встречается.
Несмотря на обилие существующих марок сигарет, их дизайн можно назвать консервативным. Курильщики привыкли к оформлению своей любимой марки, поэтому производители редко идут на эксперимент.
Изображение:
www.bv-karton.ru