Характеристика ножей для гильотины и их обслуживание
Гильотинные ножницы — металлорежущий станок, использующий в своей работе комбинированное действие острого лезвия и большого механического давления. Гильотинные ножи приводятся в действие гидравлическими цилиндрами или механическими рычагами, в зависимости от вида ножниц.
Используются гильотины, в основном, для продольной и поперечной резки листового металла, толщина которого может достигать 60 мм. Многие модели промышленных ножниц по металлу могут резать как фольгу и лист толщиной 0,2 мм, так и арматуру и фасонный прокат. Промышленностью производится более 100 типоразмеров ножей для различных видов гильотинных станков.
Производство гильотинных ножей
Выпускаются гильотинные ножи не только теми предприятиями, которые производят металлообрабатывающие станки. Многие предприятия специализируются на изготовлении именно ножей для гильотин, пресс-ножниц и других металлорежущих станков.

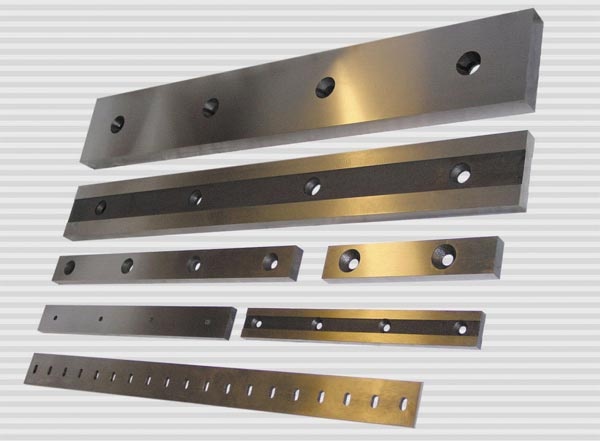
Ножи для гильотины могут достигать длины в 2 метра, а высота — более 10 см. Нож выступает основным рабочим элементом ножниц, его лезвие непосредственно контактирует с металлом, поэтому должно иметь высокую прочность и твердость.
Производятся ножи из сталей различных марок, в основном для этого применяются марки 6ХС, 9ХС, 5ХВ2С, 6ХВ2С, Х12М, SKD-11(Х12МФ), 45NiCrMo16.
Основные ГОСТ для производства ножей — 25306-82 и 5950–73, но многие предприятия делают ножи по ТУ, в которых сохранены все основные требования государственных стандартов, но некоторые изменены в сторону улучшения в связи с появлением новых технологий и материалов.
Ножи для гильотин, кроме резки цветного, нержавеющего и черного металла, могут качественно обрабатывать:
- гофрокартон;
- бумагу;
- пластик;
- профнастил.
Применение стандартных и специальных ножей (длина их может достигать 6 м), позволяет получать ровный прямолинейный рез без деформации кромок материала, появления заусениц и загибов. Кроме стальных ножей для резки металла и других листовых материалов применяются лезвия со вставками из карбида вольфрама. Таки ножи отличаются высокой твердостью и прочностью, но ограничены в количестве заточек.
Заточка гильотинных ножей
При контакте с металлом под большим давлением кромки ножей неизбежно затупляются. Даже при высокой твердости стали (52…59 HRC для холодной резки, 40…50HRC — для горячей) они ограничены в сроке использования. Восстановление режущих свойств производится путем заточки на специальных станках. Изготовление ножей для гильотин производится таким образом, что они обладают двумя режущими кромками, заточенными под определенным углом.
После затупления одной стороны, нож переворачивается на другую. Менять положение ножей следует синхронно, как верхнего подвижного, так и нижнего, закрепленного в станине.
Таким же образом осуществляется и заточка ножей — за один проход должны затачиваться ножи, находящиеся на балке в одном положении.
Видео процесса заточки ножей на производстве:
Заточка ножей для гильотины и их шлифовка может производиться на заточных и плоскошлифовальных станках до 8 раз. Некоторые производители рекомендуют это число увеличить — улучшенные составы стали позволяют продлить срок эксплуатации. Заточка и шлифовка гильотинных ножей алмазными кругами позволяет восстановить рабочие характеристики на 100%. Важно при заточке не нарушить угол, под которым она производилась на заводе. Малейшее отклонение приводит к значительному ухудшению состояния разреза.
Установка ножей на гильотину производится при отключенном от электропитания оборудовании. Нужно следить, чтобы рабочие кромки соответствовали друг другу и находились в том же положении, что и до снятия со станка. Зазор между ножами регулируется. При правильном расстоянии рез получается ровным и с минимальной высотой грата. Зазор должен обеспечивать максимальную высоту реза, при минимальной высоте лома.
Для каждой толщины листа и типа металла устанавливается свой зазор, который приводится в специальной таблице для каждой модели ножниц. У большинства он находится в пределах 0,1-0,7 мм. Зазор должен быть выставлен по всей длине ножа одинаково.
К заточке ножей для гильотины следует подходить со всей серьезностью — это сложная техническая операция, требующая применения специального оборудования и квалифицированных операторов, работающих на нем. Шлифовка ножей — не менее важна, от нее зависит качество реза и состояние кромок материала.
Ножи для гильотинных ножниц — инструмент дорогостоящий и сложный в производстве. Достаточно сказать, что на изготовление стандартного комплекта уходит от четырех до шести недель времени, а на производство нестандартных, по специальному заказу еще больше.
wikimetall.ru
Сталь ножа гильотины

Как известно, гильотинные ножи являются основным режущим органом станков для разрезания разных типов листовых материалов: резинотехники, картона, оргстекла, пластика, а также всевозможных листовых металлоизделий. И если для резки резины или пластмассы не требуется особых усилий, то для качественного разрезания металла необходима прочная сталь ножа гильотины. Высокие требования к материалу изготовления ножей предъявляют не спроста. Поскольку данное оборудование предназначается для продольного и поперечного типов резки как толстых, так и тонких металлических пластин, технические характеристики, которыми обладает выбранная сталь ножа гильотины, должны быть непременно высокими.
Посудите сами: одно дело — разрезать тонкую фольгу под 0,2 миллиметра толщиной, а другое — резать 60-миллиметровую арматуру или же фасонный прокат. При чем не просто разрезать, а порезать максимально точно и аккуратно, не оставляя на ней никаких дефектов в виде заусенец или зазубрин. Специально для этих целей
Собственно, для горячей резки используют марки стали твердостью от 40 до 50 HRC, для холодной резки данный показатель выше и составляет от 51 до 59 HRC. Основная марка стали для ножей гильотины холодной рубки — это инструментальная легированная сталь 6ХВ2С, однако так же достаточно часто используется инструментальная сталь Х12МФ. Если говорить о горячей рубке, то в этом случае основная марка стали для ножей гильотины —это конструкционная жаропрочная сталь 12Х18Н9. Кроме того, активно применяются такие разновидности, как 6ХС, 9ХС, 8ХФ, Х12М, 5ХНВС, 40Х13, Ст45 и множество других видов, технические характеристики и химический состав которых обеспечивают ножам прочность.
Содержание химических элементов в составе различных марок используемой стали
|
C |
Si |
Mn |
S |
P |
Cr |
V |
Fe |
Mo |
W |
Cu |
Ni |
|
Сталь коррозионно-стойкая жаропрочная 12Х18Н9 |
|||||||||||
|
До 0,12 |
До 0,8 |
До 2,0 |
До 0,020 |
До 0,035 |
От 17,0 до 19,0 |
— |
— |
— |
— |
— |
От 8,0 до 10,0 |
|
Сталь коррозионно-стойкая жаропрочная 40Х13 |
|||||||||||
|
От 0,36 до 0,45 |
До 0,8 |
До 0,8 |
До 0,025 |
До 0,030 |
От 12,0 до 14,0 |
— |
— |
— |
— |
— |
— |
|
Сталь инструментальная легированная 8ХФ |
|||||||||||
|
От 0,7 до 0,8 |
От 0,1 до 0,4 |
От 0,15 до 0,45 |
До 0,03 |
До 0,03 |
От 0,4 до 0,7 |
От 0,15 до 0,3 |
97 |
— |
— |
— |
— |
|
Сталь инструментальная штамповая 6ХВ2С |
|||||||||||
|
От 0,55 до 0,65 |
От 0,5 до 0,8 |
От 0,15 до 0,4 |
До 0,03 |
До 0,03 |
От 1 |
— |
93 |
До 0,3 |
От 2,2 До 2,7 |
До 0,3 |
До 0,35 |
|
Сталь инструментальная штамповая Х12МФ |
|||||||||||
|
От 1,45 до 1,65 |
От 0,1 до 0,4 |
От 0,15 до 0,45 |
До 0,03 |
До 0,03 |
От 11 до 12,5 |
От 0,15 до 0,3 |
84 |
От 0,4 до 0,6 |
— |
До 0,3 |
До 0,35 |
|
Сталь инструментальная легированная 5ХНВС |
|||||||||||
|
От 0,5 до 0,6 |
От 0,6 до 0,9 |
От 0,3 до 0,6 |
До 0,03 |
До 0,03 |
От 1,3 до 1,6 |
— |
95 |
— |
От 0,4 до 0,7 |
— |
От 0,8 до 1,2 |
Тем не менее, рано или поздно даже самые высококачественные ножи для гильотин от большого объема работы и тяжелых условий эксплуатации со временем затупляются. В таком случае операторам, работающим за этим оборудованием, нужно незамедлительно остановить станок, высунуть затупленный нож со станины, затем перевернуть его с одной испорченной рабочей стороны на другую, не использованную. Обратите внимание: переворачивать будет необходимо как подвижный верхний нож, так и неподвижный нижний нож, даже если сталь ножа гильотины на одном из них находится в наиболее лучшем состоянии. После того, как перевернутый режущий орган снова затупится, выполняется уже заточка ножей гильотины.
Заточка ножей для гильотины
Заточка ножей для гильотины является сложным процессом. Выполняют ее только опытные мастера с помощью использования специального технологического оборудования, например, заточных ножей. Помимо этапа заточки, для обработки кромок режущих органов, от состояния которых во многом так же зависит качество резки, на плоскошлифовальных станках проводят еще один технологически этап, который называется шлифовка ножей для гильотины. Благодаря этим двум процедурам нож возможно отреставрировать, восстановив практически на 100% все его технические характеристики и вернув данному рабочему органу исходное работоспособное состояние. Однако, в таких процедурах есть еще пара нюансов.
Во-первых, заточка ножей для гильотины должна проводиться не более чем 8 раз за все время эксплуатации. Это обусловлено тем, что любой материал со временем истончается. Тем не менее, некоторые производители заверяют, что количество повторных заточек вполне себе можно увеличить, особенно, если
Очень важным моментом заточки является тот факт, что за один подход необходимо затачивать ножи, которые расположены на одной и той же станине в одинаковом положении. Кроме того, следует учитывать изначальный угол заточки, который был присвоен ножам еще на заводе-изготовителе. Отклонение от данного значения сделает режущие качества намного хуже, и в некоторых случаях будет легче заново изготовить ножи для гильотины, нежели исправить подобный промах. Отреставрированные ножи устанавливаются на отключенный станок в точно таком же положении, в котором они находились до снятия. При этом зазор ножей для гильотины нужно выставить ровно, соблюдая минимальную высоту реза.
Регулируется зазор на гильотине между ножами посредством рычагов управления, которые задействуют нижние направляющие ролики на ножницах. Как правило, у подобных рычагов есть определенное количество стандартных положений фиксации. Самое верхнее из них аналогично минимальному размеру зазора. Вообще же, для конкретных типов материала и каждой толщины разрезаемого листа следует выбирать определенный зазор. Выбрать его можно из таблицы размеров, прилагаемой к каждой модели режущих станков. При этом сам зазор должен быть равномерным по всей длине, ведь только таким способом можно получить ровный сред и избежать возникновения дефектов на поверхностях разрезаемых деталей.

s-agroservis.ru
| № | Название | Модель | Размер, мм |
Цена от |
| 1 | Нож для гильотины | НБ5222 | 360х75х25 | 1850 |
| 2 | Нож для гильотины | НГ5224 | 450х60х16 | 1350 |
| 3 | Нож для гильотины | НД3314Г | 425х60х16 | 1210 |
| 4 | Нож для гильотины | Н313 | 500х120х50 | дог. |
| 5 | Нож для гильотины | Н7120 | 508х70х25 | 2150 |
| 6 | Нож для гильотины | СТД-9А | 510х60х20 | 1800 |
| 7 | Нож для гильотины | Н3121 | 520х75х25 | 2750 |
| 8 | Нож для гильотины | НД3317Г | 520х75х25 | 2750 |
| 9 | Нож для гильотины | НД3318Г | 520х80х25 | 2770 |
| 10 | Нож для гильотины | НА3121 | 540х60х16 | 1475 |
| 11 | Нож для гильотины | НК3416 | 540х60х16 | 1475 |
| 12 | Нож для гильотины | НБ3118 | 540х60х16 | 1475 |
| 13 | Нож для гильотины | НК4318 | 540х60х16 | 1475 |
| 14 | Нож для гильотины | Н475 | 550х60х16 | 1450 |
| 15 | Нож для гильотины | Н475 | 550х60х16 косые | 1770 |
| 16 | Нож для гильотины | Н477 | 550х60х18 косые | 1990 |
| 17 | Нож для гильотины | Н477 | 550х60х22 | 2150 |
| 18 | Нож для гильотины | Н3218Б | 550х60х20 (ф14) | 1950 |
| 19 | Нож для гильотины | Н3118 | 550х60х20 (М12) | 1950 |
| 20 | Нож для гильотины | НГ13 | 550х60х24 (ф18) | 2340 |
| 21 | Нож для гильотины | НГ13 | 550х100х25 | 3750 |
| 22 | Нож для гильотины | НГ13 | 670х60х24 (ф18) | 2820 |
| 23 | Нож для гильотины | НГ13 | 670х65х20 | 2570 |
| 24 | Нож для гильотины | НГ16 | 670х60х25 | 2830 |
| 25 | Нож для гильотины | Н3111 | 550х70х25 (ф18) | 2700 |
| 26 | Нож для гильотины | Н3111 | 570х60х16 | 1600 |
| 27 | Нож для гильотины | Н478 | 570х75х25 (М16) | 2825 |
| 28 | Нож для гильотины | Н478 | 570х75х27 (М16) косые | 3190 |
| 29 | Нож для гильотины | НД3221 | 570х75х25 (М16) | 2825 |
| 30 | Нож для гильотины | НД3221 | 570х75х27 (М16) косые | 3190 |
| 31 | Нож для гильотины | Н478М | 575х70х20(М16) косые | 2300 |
| 32 | Нож для гильотины | Н3118 | 590х60х16(ф14) | 1570 |
| 33 | Нож для гильотины | Н3118 | 590х60х20 | 2065 |
| 34 | Нож для гильотины | Н3118 | 600х140х50 | дог. |
| 35 | Нож для гильотины | Н3121 | 625/310х60х25 | 2600 / 1360 |
| 36 | Нож для гильотины | Н3121 | 650х55х20 | 2050 |
| 37 | Нож для гильотины | Н3121 | 680х55х20 | 2150 |
| 38 | Нож для гильотины | Sт10/2550 | 700/500/186х65 | дог. |
| 39 | Нож для гильотины | Blemedizdelie | 725х50х12.5 | дог. |
| 40 | Нож для гильотины | Blemedizdelie | 730х75х25 | 3400 |
| 41 | Нож для гильотины | НГ474 | 732х74х18(ф18) | 2650 |
| 42 | Нож для гильотины | НА3218 | 795х75х25 | 3700 |
| 43 | Нож для гильотины | SNIA 3150 | 801х99х30 | 5900 |
| 44 | Нож для гильотины | NTH 3150/25 | 800х120х36 | 7900 |
| 45 | Нож для гильотины | ScТР/16/3150 | 810х125х35 | 8070 |
| 46 | Нож для гильотины | ScТР/16/3150 | 860х75х25 | 4170 |
| 47 | Нож для гильотины | ScТР/10/2500 | 870х100х25 | 5400 |
| 48 | Нож для гильотины | ScТР/10/2500 | 885х100х30 | 6650 |
| 49 | Нож для гильотины | Н472 | 900х55х16 | 2500 |
| 50 | Нож для гильотины | Н472 | 1000х100х40 | 10620 |
| 51 | Нож для гильотины | Н407 | 1010х120х25 | 7800 |
| 52 | Нож для гильотины | JAROMET | 1026/513х60х20 | 3700 / 1800 |
| 53 | Нож для гильотины | NTE-Е 3150 | 1055х80х20 | 4650 |
| 54 | Нож для гильотины | НА3221 | 1070х100х30 | 8380 |
| 55 | Нож для гильотины | НБ3118 | 1080х75х20 | 4500 |
| 56 | Нож для гильотины | НА3222 | 1080х100х25 | 6900 |
| 57 | Нож для гильотины | НБ3221 | 1080х100х25 | 6900 |
| 58 | Нож для гильотины | НБ3221 | 1080х100х30 | 8280 |
| 59 | Нож для гильотины | НК3421 | 1080х105х28 | 8500 |
| 60 | Нож для гильотины | НА3222 | 1080х125х30 | 10700 |
| 61 | Нож для гильотины | НБ3222 | 1080х140х35 | 13150 |
| 62 | Нож для гильотины | НА3225 | 1080х165х45 | 18290 |
| 63 | Нож для гильотины | Н478А | 1100х125х30 | 11350 |
| 64 | Нож для гильотины | Н478А | 1100х140х35 | 13250 |
| 65 | Нож для гильотины | Н481 | 1100х140/150х40 | дог. |
| 66 | Нож для гильотины | Н483 | 1100х165х45 | 18526 |
| 67 | Нож для гильотины | Н483 | 1200х80х25 | 5870 |
vsmnn52.ru
Производство ножей для гильотины. — Строительное оборудование

Обработка металла всегда требовала применения специализированного оборудования. Эволюционные преобразования технологических механизмов обусловили создание специального режущего металл станка, который прекрасно справляется с этой работой.
Устройство гильотин для резки металла
Сам термин объединяет промышленное оборудование, предназначенное для рубки и обрезки цветного и черного листового металла (0,1…40 мм толщиной) путем рубящего движения. Конструкция стандартного станка состоит из станины, служащей опорой для подающего стола; упора с градуированной шкалой для осуществления многоразового реза; неподвижного нижнего лезвия; мобильной балки с зафиксированным верхним лезвием; ограничителя уровня подачи металла и прижимного механизма.
Ножи для гильотины производят из особой инструментальной высоколегированной стали, с закалкой высокочастотными токами или с применением наклепа. Режущая кромка отличается совершенной гладкостью поверхности, максимальной остротой и отсутствием каких-либо зазубрин, поскольку иначе произойдет нежелательное изгибание разрезаемого материала, будут появляться сколы или разрез металла будет неполным, что приведет к браку. При необходимости конструкция дополняется специальными высокопрочными вставками, которые увеличивают их эксплуатационные характеристики.
Технология производства ножей для гильотины
Технология производства предусматривает операцию по термообработке, которая повышает прочностные свойства лезвий. При горячей рубке их твердость должна быть в пределах 42-50 HRC, при холодной — 50-58 HRC. При производстве допускаемые колебания размеров — согласно ГОСТ 25306-82. В соответствии с толщиной разрезаемого материала лезвия в процессе эксплуатации подвергают 4-8 заточкам.
Лезвия производятся с 2 или 4 рабочими кромками, в зависимости от модификации они могут затачиваться с одной или двух сторон. Кроме этого, выпускается 2 марки жесткости лезвий из обычных и высокопрочных типов стали.
Установка на гильотинные станки
Ножи, которыми оборудуются станки, складываются из двух модулей длиной 1 м. Устанавливаться в рабочие желоба они могут разными сторонами, что значительно увеличивает продолжительность их службы, поскольку для резки используются разные кромки лезвия. Верхний модуль для рубки металла располагается вертикально под небольшим наклоном 1°30’…2°. Из-за этого наклона создаются благотворные условия для режущих нагрузок. Косой нож перемещается в одной плоскости, производя прямолинейные резы.
Современное гильотинное оборудование
Сегодня представлено большое количество разных вариантов гильотинных ножей по различным ценам. Их стоимость изменяется в широких пределах. Но наиболее востребованы ножи для 5 типов оборудования для резки металла: ручного, гидравлического, пневматического, механического и электромеханического. Это отражено в ассортименте сертифицированных изделий Пинского ОМЗ – завода с заслуженной репутацией поставщика станков для резки металла.
Кроме того, в ассортименте белорусского завода широко представлены высококачественные насосы ЦНС, металлоформы для железобетонных изделий, металлоконструкции, и другое вспомогательное оборудование и запчасти к названной выше продукции.
27.02.2014
lakkk.com
Ножи для гильотинных ножниц
Одним из направлений деятельности компании является продажа гильотинных ножей для резки металла (ножи для гильотин, ножи для пресс-ножниц, ножи для комбинированных и аллигаторных ножниц, ножи для СМЖ и др.), а также запасные части к КПО (муфта-тормоз, фрикционные накладки, резинотехнические изделия, матрицы и пуансоны, бронзовые втулки, пружины и пр.). Мы предлагаем большой выбор гильотинных ножей со склада, а так же изготовление нестандартных ножей по чертежам заказчика. Для изготовления ножей используется сталь марки: 5ХНВС, 6ХВ2С, 9ХФ ГОСТ 5950.
Наши преимущества:
- Инструментальная сталь для производства ножей закупается непосредственно на металлургическом комбинате.
- Ножи проходят специальную, ступенчатую термическую обработку, обеспечивающую оптимальное сочетание твердости, прочности и вязкости (сопротивление ударным нагрузкам).
- Весь комплект ножей шлифуется в угол и за один установ (режущая кромка в одной линии).
- Торцы ножей шлифуются в угол 90 град (беззазорная стыковка ножей).
Благодаря вышеперечисленному удалось существенно увеличить срок службы ножей тем самым, сократив финансовые расходы наших Клиентов, а также время на монтаж, установку, наладку и связанные с этим простои и хлопоты
| № | Модель ножниц | Рамер ножей, мм | В комплекте |
|---|---|---|---|
| 1 | СТД-9А | 510х60х20 | 10 |
| 2 | Н3121 | 520х75х25 | 8 |
| 3 | Н3121 | 625/310х60х25 | 6/2 |
| 4 | НД3318Г | 520х75х25 | 8 |
| 5 | НА3121 | 540х60х16 | 8 |
| 6 | НК3416 | 540х60х16 | 8 |
| 7 | НБ3118 | 540х60х16 | 8 |
| 8 | НК3418 | 540х60х16 | 8 |
| 9 | Н475 | 550х60х16(М12) | 8 |
| 10 | Н475 | 550х60х16(М12)косые | 8 |
| 11 | Н477 | 550х60х18(Ф17)косые | 8 |
| 12 | Н477 | 550х66х22(Ф17) | 8 |
| 13 | Н3218Б | 550х60х20(Ф14) | 8 |
| 14 | Н3118 | 550х60х20(М12) | 8 |
| 15 | Н3118 | 550х60х16(Ф14) | 8 |
| 16 | НГ13 старые | 550х60х24(Ф18) | 8 |
| 17 | НГ13 новые | 670х60х24(Ф18) | 6 |
| 18 | Н3111 | 550х70х25 | 8 |
| 19 | Н478 | 570х75х25/27косые(М16) | 8 |
| 20 | НД3221 | 570х75х25/27косые(М16) | 8 |
| 21 | Н478М | 570х70х20косые(М16) | 8 |
| 22 | St10/2550 | 700/500/186х65х21 | 7/1/1 |
| 23 | Blemedizdelie | 725х50х12,5 | 2 |
| 24 | НГ474 | 732х74х18(Ф18) | 6 |
| 25 | НА3218 | 795х75х25 | 8 |
| 26 | SNIA 3150 | 801х99х30 | 8 |
| 27 | NTH 3150/25 | 800х120х36 | 8 |
| 28 | ScTP/16/3150 | 810х125х35 | 8 |
| 29 | Blemedizdelie | 825х25х12,5 | 2 |
| 30 | ScTP/16/3150 | 860х75х25 | 6 |
| 31 | ScTP/10/2500 | 870х100х25 | 6 |
| 32 | Н472 | 900х55х16 | 6 |
| 33 | Н407 | 1010х120х25 | 6 |
| 34 | JAROMET | 1026/513х60х20 | 4/2 |
| 35 | NTE-E 3150 | 1055х80х20 | 6 |
| 36 | НА3221 | 1070х100х30 | 6 |
| 37 | НБ3118 | 1080х75х20 | 6 |
| 38 | НА3222 | 1080х100х25 | 6 |
| 39 | НБ3221 | 1080х100х25 | 6 |
| 40 | НБ3221 | 1080х100х30 | 6 |
www.stanki-zavod.ru
Изготовление ножей для гильотин и пресс-ножниц
Изготовление ножей для гильотин и пресс-ножниц
Наше предприятия изготавливает различные ножи для рубки металла. Мы выполняем перешлифовку рабочей поверхности ножей, восстановление геометрии поверхности режущих кромок, заточку ножей.
Ножи используются для резки и обрезки кромок черных и цветных металлов на пресс-ножницах и гильотинах, на станках для резки арматуры. Ножи используются также в различных измельчительных установках: агломераторы (грануляторы), дробилки (шредеры), алигаторные ножницы для измельчения металлолома.
Промышленные ножи бывают прямоугольные, круглые, фигурные.
Изготавливаем эксклюзивную продукции, изделие любого размера и формы по чертежам заказчика или по ГОСТ 25306-82, ГОСТ 25454-82.
Ножи изготавливаем с соблюдением всех требований к качеству изделия.
Для ножей используется различные стали: 6XC, 9ХС, 9ХФ, 5ХHBC, 5ХB2C, 6XB2C, ХВГ, ХВСГ, ХГ2М, У8А, Х12Ф1, Х12МФ, ХБВФ, Р6М5, 4Х5В2ФС, 7ХГНМ, 6Х3МФС, 6Х6В3МФС, 8Х6НФТ, 9Х5ВФ, Х6ВФ, 38ХМ.
Традиционные стандартные ножи изготавливаются длиной L = 110-2000 мм, шириной
B = 50-220 мм и толщиной S = 12-120 мм по ТУ14-1-1900-76 твёрдостью для холодной резки металла 52…59 HRC, для резки металла в горячем состоянии — 40…50 HRC.
Ножницы гильотинные используются для выполнения резки листового металла в продольном и поперечном направлениях.
В зависимости от привода ножа гильотины бывают:
- с ручным приводом — способны резать пластмассу, резину и металл небольшой толщины. Они не потребляют энергию, нож приводится в движение человеческой силой через пружинно-рычажный механизм;
- с механическим приводом — приводятся в действие электрическим двигателем через механизм;
- с гидравлическим приводом.
Пресс ножницы (комбинированные) — это оборудование, которое предназначено для резки сортового (профильного), фасонного и полосового проката, квадратной и круглой стали, швеллеров, уголков, круга, двутавра, вырубки открытых пазов, а также для пробивки отверстий прямоугольной, квадратной, круглой или любой другой формы в фасонном, полосовом и листовом прокате, включая пробивку пазов прямоугольной и треугольной формы.
Станки для резки и гибки арматуры предназначены для разделки и формовки арматуры.
Агломераторы или гранулятор предназначены для переработки отходов полимеров, преобразуя их в гранулы – агломерат.
Дробилки — измельчители применяются для дробления материалов с низкой твердостью и прочностью, наряду с повышенной влажностью и вязкостью, а также для измельчения твердых каменных материалов.
В зависимости от вида рабочего органа и способа закрепления рабочих элементов – бил дробилки бывают роторные, стержневые, валковые, щековые, конусные, молотковые.
Шредеры применяются для измельчения различных видов промышленных и бытовых отходов.
Промышленные шредеры исользуются для разрывания практически любых видов материалов. Шредеры могут быть универсальными, для переработки практически любого материала и специализированными, для переработки строительного мусора, с включениями значительного количества металла; отходы деревообработки, деревянные паллеты, ящики с гвоздями; пластмасс.
Аллигаторные ножницы применяются для холодной резки длинномерного лома, заменяя резку металла пламенем горелки.
Ножи для измельчения работают с ударными нагрузками и твердыми материалами, что требует применение специальных легированных сталей и режимов термической обработки. Ножи, закаливают до твердости 62..65 HRC.
Для изготовление ножей агломераторов и дробилок для щепы используют сталь обеспечивающая прочность и стойкость режущей кромки динамическим нагрузкам. Для этих ножей подходит сталь 6XB2C, 4Х5В2ФС, 9ХС, Х12МФ, 6Х6В3МФС, Р6М5. Твердость рабочей части ножей составляет 55…59 HRC.
Ножи для шредеров изготавливают из сталей которые обеспечивают прочность износостойкость. Для этих ножей подходит сталь 6XC, Х6ВФ, Х12МФ, ХГ2М, 7ХГНМ, 6XB2C, 6Х3МФС, 6Х6В3МФС. Твердость рабочей части ножей составляет 60…62 HRC.
Сталь У8 – это углеродистая не легированная сталь, предназначена для условий эксплуатации не вызывающих нагрева режущей кромки. Из этой стали изготавливают режущий и слесарный инструмент. Содержание углерода – 0,78-0,83%, хрома – не более 0,2%. Твердость после закалки в пределах 61-63HRC.
Сталь, остальные марки – это легированные инструментальные стали, применяется для изготовления ножей для резки металла, сталь 6Х3МФС применяется также для изготовления пуансонов с повышенными динамическими нагрузками.
Для закалки сталь У8А нагревают до 780…800 0C. Закалку проводят в воде или в водных растворах солей а также в масле. При закалке в воде заготовку нагревают до 780 0С, при закалке в масле – до 800 0C. После закалки инструментальные углеродистые стали подвергаются низкому отпуску при 150 – 170 0С (рис. 2), снимающего значительную часть закалочных напряжений при сохранении высокой твердости. Формируется структура мартенсит отпуска. Окончательно обработанный инструмент из углеродистой инструментальной стали имеет твердость 57…63 HRC. Углеродистые стали обладают низкой прокаливаемостью не больше 25мм. Заготовки сложной формы с резкими переходами а также с большим отношением ширины к длине подвергаются короблению и деформации. По этому из них изготовляют в основном инструмент небольшой толщины и длины (напильники, ножовочные полотна, хирургический инструмент).
Для изготовления деталей которые имеют большую длину, толщину, сложную форму необходимо использовать легированную инструментальную сталь с необходимыми свойствами.
Для закалки сталь 5ХB2C, 6XB2C нагревают до температуры 900…920 0С, сталь 6Х3МФС нагревают до температуры 980…1000 0С. Закалку выполняют в масле. Отпуск производят при температуре 180 0С. Твердость после окончательной термообработке составляет 55…57 HRC.
Перешлифовка ножей.
В процессе эксплуатации ножи для рубки подвергаются изнашиванию. Циклически действующая нагрузка вызывает усталостное выкрашивание рабочей поверхности лезвия ножа, закруглении режущей кромки, износ ножа по толщине.
Мы выполняем перешлифовку рабочей поверхности ножей, восстановление геометрии поверхности режущих кромок, заточку ножей.
Стоимость услуги по затачивания режущей части ножа зависит от степени износа режущей кромки, длины полотна, угла заточки и соответствено колеблется от 150 до 400 грн.
Прайс-лист на изготовления ножей для рубки арматуры.
|
№ |
Модель ножниць |
Розмір, мм |
Кіль- кість в ком- плекті, шт.
|
Ціна за ком-плект, грн. |
|||
|
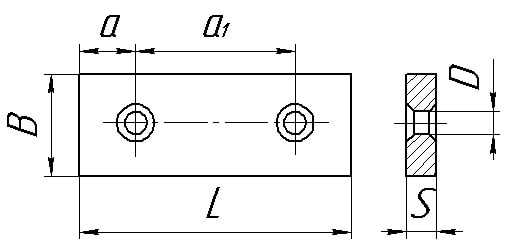
L*B*S |
D/ кільк. отв. |
a |
a1 |
||||
|
1 |
ССК-25 |
36х28х15 |
18/2 |
10 |
16 |
2 |
500 |
|
2 |
СПР12 |
48х30х14 |
М10/2 |
10 |
28 |
2 |
680 |
|
3 |
Н1226 / А-50 |
60х60х20 |
М12/1 |
30 |
|
2 |
800 |
|
4 |
СМЖ-175 |
88х59х24 |
М12/2 |
23 |
42 |
2 |
1420 |
|
5 |
СМЖ-172 |
110х40х18 |
11/2 |
25 |
60 |
2 |
900 |
|
6 |
СМЖ-172А, СМЖ-172БМА |
110х40х18 |
М12/2 |
25 |
60 |
2 |
980 |
|
7 |
СМЖ-322А / С-370 |
110х50х42,5 |
12,5 |
22,5 |
65 |
2 |
1500 |
|
8 |
С-150 |
110х110х20 |
М20 |
55 |
|
2 |
1540 |
|
9 |
С-60 |
110х110х37 |
|
|
|
2 |
1860 |
|
10 |
С-445 / СМЖ-175 |
110х105х35 |
|
|
|
2 |
1980 |
|
11 |
С-445 |
110х120х35 |
|
|
|
2 |
2200 |
|
12 |
СМЖ-322 |
160х50х42,5 |
12,5/2 |
40 |
80 |
2 |
2020 |
|
13 |
GQ-40 |
83х83х26 |
М14/2 |
|
|
2 |
1800 |
|
14 |
GQ-40 |
82х82х16 |
М16/1 (другий ніж без отвора) |
|
|
2 |
1560 |
|
15 |
GQ-50 |
90х90х26 |
М16/2 |
|
|
2 |
1920 |
|
16 |
GQ-40B |
82х70х16 |
|
|
|
2 |
1560 |
|
17 |
GQ-40B |
84х84х16 |
М16/1 (другий ніж без отвора) |
|
|
2 |
1620 |
|
18 |
GQ-50N |
75х90х20 |
|
|
|
2 |
1770 |
|
19 |
GQ-50N |
90×90х20 |
М18/1 (другий ніж без отвора) |
|
|
2 |
1830 |
Изготовление ножей любой сложности. Цены по договоренности.
Прайс-лист на изготовления ножей для дробилок.
|
№ |
Марка/модель ножниц |
Размер, мм |
Коли- чество в комп- лекте |
Сталь |
Цена за нож, грн |
||
|
L |
B |
S |
|||||
|
1 |
Previero |
614х98х24 |
4 |
Х12М |
4500 |
||
|
2 |
Previero |
600х113х24 |
10 |
Х12М |
4800 |
||
|
3 |
Previero |
435х44х18 |
4 |
Х12 |
1500 |
||
|
4 |
Previero |
261,8х44х18 |
2 |
Х12 |
1046 |
||
|
5 |
Previero |
135х86,4х18 |
12 |
Х12 |
1000 |
||
|
6 |
Previero |
114х87х28 |
28 |
Х12 |
900 |
||
budmash.ua
Изготовление ножей для гильотин
Ножи для гильотин (либо гильотинных ножниц) необходимы для резки черного и цветного металла в любом состоянии: и в горячем, и в холодном. Ножи могут производиться и затачиваться как по типовым решениям, так и по индивидуальным нестандартным чертежам, разработанными заказчиками. Как правило, ножи для гильотин рассчитаны на три или четыре переточки. Изготовление ножей для гильотин по времени занимает от одной недели и зависит от его сложности.
Гильотины и гильотинные ножницы позволяют осуществлять рубку металла быстро и качественно. При выборе гильотины полагаются как на масштаб производства, так и на технические характеристики, такие как толщина листа и его прочность, длина реза и другие. На рынке представлены и довольно простые ручные модели гильотин, и весьма сложные гидравлические и электромеханические модели.
Способ работы гильотины одинаковый и не зависит от ее разновидности. Главную роль в процессе разрезания металла играют плоские ножи для гильотин. По этой причине, даже если сама гильотина или гильотинные (листовые) ножницы исполнены на высоком уровне и вобрали в себя немало новейших технологий, низкое качество ножей может испортить устройство.
О качестве ножей для гильотин можно судить по тому, насколько режущая кромка закругляется равномерно и постепенно. Если же процесс раскроя металла сопровождается неравномерным давлением на элементы гильотины, то возможна поломка устройства. Именно по этой причине следует избегать приобретения ножей невысокого качества и обращать внимание на технологии и оборудование их производства.
Высокостойкость ножей – еще один параметр их качества. Применение точных и прочных ножей при раскрое металла не только сократит финансовые расходы, но и обеспечит долговечность применяемой в производстве аппаратуры.
prom-service.com