Чугун. Особенности технологических процессов. На что обратить внимание.
Главная / Литейное производство / Достоинства чугунных отливок перед металлическими сплавами.
Открытие металла человеком дало сильный толчок в истории человечества. Сначала появилась бронза, затем и железо, что в итоге в ходе эволюционных изменений привело к технологическому прогрессу. Несмотря на то, что первый из металлов, который научились обрабатывать, была бронза, железо и его сплавы стали лидирующими в производстве. Правда сейчас человек умеет обрабатывать практические любые металлы, может получать сверхлёгкие и сверхпрочные сплавы, железо и чугун занимаю одно из первых мест по значимости. Литье из чугуна — имеет собственные технологические особенности процесса.
Особенности производства чугуна
Первая выплавка железа была произведена примерно в 12 веке до н.э.. С того момента суть процесса изменилась не намного, но технологические решения стали более эффективные. Железо выплавляют последние 100 лет практически по одной и той же технологии. Железная руда в огромной доменной печи разогревается коксом, который горит с помощью подающегося воздуха. В результате реакции восстановления, оксиды железа из руды реагируют с частью угля. В реакции образуется чистое железо в расплавленном состоянии. Температура плавления железа примерно около 1600 С. Когда всё железо их руды восстановилось, его сливают в расплавленном состоянии, по специальным формам, где оно застывает. Чугун — это – собственно сплав железа и углерода (от 2,5 % до 5%). Получают чугун так же как и железо, в доменных печах, при этом процесс плавки ведут несколько иначе, таким образом сразу получая чугун из руды, миную повторную переплавку чистого железа. Чугун плавиться при меньшей температуре, от 1100 до 1300 С. Есть и другие методы получения железа из руды, они так же используются на различных металлургических заводах.
Железная руда в огромной доменной печи разогревается коксом, который горит с помощью подающегося воздуха. В результате реакции восстановления, оксиды железа из руды реагируют с частью угля. В реакции образуется чистое железо в расплавленном состоянии. Температура плавления железа примерно около 1600 С. Когда всё железо их руды восстановилось, его сливают в расплавленном состоянии, по специальным формам, где оно застывает. Чугун — это – собственно сплав железа и углерода (от 2,5 % до 5%). Получают чугун так же как и железо, в доменных печах, при этом процесс плавки ведут несколько иначе, таким образом сразу получая чугун из руды, миную повторную переплавку чистого железа. Чугун плавиться при меньшей температуре, от 1100 до 1300 С. Есть и другие методы получения железа из руды, они так же используются на различных металлургических заводах.
Чугун, в отличии от простого железа обладает своими уникальными качествами.
- Чугун практически не ржавеет, в отличие от нелегированного железа;
- Чугун хорошо выдерживает нагрев, вплоть до 1000 С, железо при такой температуре очень быстро покрывается окалиной, то есть, выгорает;
- Чугун имеет низкую пластичность, хрупок, но вместе с тем он хорошо обрабатывается электрическим и механическим инструментом;
- Литьё чугуна – это наиболее простой и недорогой процесс;
- У чугуна есть несколько разновидностей, которые так же легко получить, как и простой серый чугун.


Чугун для литья поступает на фабрики и заводы в чушках, здесь из него производят уже готовые изделия. Наиболее простой, и дешёвый способ литья чугуна производят в глиняно-песчаные формы. В детстве, наверное, каждый строил песочные замки и лепил фигурки из глины. Так же и здесь, в специально приготовленную форму из песка, глины и некоторых дополнительных компонентов выливают расплавленный чугун. Чугун обладает хорошей литьевой текучестью, чтобы избежать некоторой усадки металла, формы делают немного больше по размеру. Самый простой и наглядный пример литья чугуна – это чугунных батареи, которые 20-30 лет назад использовали повсеместно. Да и сейчас их делают и используют, потому как это наиболее недорогие батареи для отопления.
Литьё чугуна по ГОСТ
Несмотря на наличие других технологий литья чугуна, литьё в землю, или песчано-глиняные формы наиболее распространено. Есть и другие способы литья, они используются, когда нужно получить изделие с другими характеристиками.
Литьё чугуна позволяет получить сотни тысяч разнообразных изделий, от небольших деталей дли станков и механизмов, до многотонных изделий для ледоколов и атомных станций. Чугун будет востребован ещё ближайшие 100 лет, пока его нечем заменить.
КАК СДЕЛАТЬ ЗАКАЗ?
Если у вас возникли вопросы или вы хотите узнать цены, обращайтесь в отдел сбыта по телефону:
+7 (4842) 75-10-21 (многоканальный)
или на e-mail:
zsm-mk@yandex.ru
Профессиональные сотрудники предоставят Вам дополнительную информацию и помогут оформить заявку.
Отправляя заявку я даю свое согласие на обработку моих персональных данных
Производство чугуна и стали | Материал для подготовки к ЕГЭ (ГИА) по химии на тему:
Материал для подготовки к ЕГЭ, ОГЭ
Производство чугуна и стали
Этапы производства
2
1 этап – обогащение руды
Железная руда (железняки магнитный Fe3O4 , красный Fe2O3 , бурый FeOOH)
Кокс (углерод, полученный при разложении каменного угля без доступа воздуха – его коксовании)
Флюсы (доломит MgCO3*Ca CO3 , известняк Ca CO3 ), необходимы для удаления примесей.
2 этап – выплавка чугуна (содержание углерода ≥ 2 % )
Процесс непрерывный, производится в доменных печах
Реакции, проходящие в доменной печи – восстановление железа из оксидов
Fe2O3 + 3 C → 2 Fe + 3 CO – Q
Fe2O3 + 3 CO → 2 Fe + 3 CO2 + Q
Виды выплавляемых чугунов:
Название чугуна | Свойства | Использование |
Белый (передельный) | Содержит углерод в виде цементита(Fe3С), хрупкий | Переплавка в сталь |
Серый | Содержит графит, менее хрупок | Изготовление радиаторов, моховых колес, скульптуры |
Сверхпрочный | Содержит добавки Mg, высокопрочный | Коленвалы двигателей |
Зеркальный | Содержит добавки Mn | Раскислитель (восстановитель) в производстве стали |
3 этап – выплавка стали (содержание углерода ≤ 1,9 % )
Химические реакции
Выжигание лишнего углерода | Восстановление окисленного железа раскислителями |
2C + O2 → 2CO
Fe3С + 2O2 → CO + 3FeO | Mn + FeO → MnO + Fe MnO + SiO2 → MnSiO3 |
Виды сталеплавильных печей
Виды печей | Особенности производства, преимущества |
Мартеновская печь | Периодический процесс (6-8 ч). |
Кислородный конвертер | Периодический процесс ( 40 мин.). Суммарная производительность выше – 2 млн.т. в год |
Дуговая электропечь | Периодический процесс. Высокая температура ≥ 30000, возможно перемешивание, изменение скорости нагрева, время протекания процесса. Получение легированных сталей более высокого качества |
 900 т стали за одну плавку – можно разливать в крупную форму
900 т стали за одну плавку – можно разливать в крупную формуСпособы обработки стали
Прокатка
Ковка
Штамповка
Волочение
Прессование
Чугун: производство, состав, типы, свойства и использование
РЕКЛАМА:
В этой статье мы обсудим: 1. Производство чугуна 2. Состав чугуна 3. Типы 4. Свойства 5. Использование 6. Отливки 7. Типы отливок 8. Характеристики хорошего литья 9. Дефекты литья.
Производство чугуна: Чугун производится переплавкой чугуна с коксом и известняком. Это переплавление производится в печи, известной как вагранка. Она более или менее похожа на доменную печь, но меньше по размеру. Его форма цилиндрическая диаметром около 1 м и высотой около 5 м. На рис. 10-2 показана типичная вагранка.
Это переплавление производится в печи, известной как вагранка. Она более или менее похожа на доменную печь, но меньше по размеру. Его форма цилиндрическая диаметром около 1 м и высотой около 5 м. На рис. 10-2 показана типичная вагранка.
Работа вагранки также аналогична работе доменной печи. Сырье подается сверху. Вагранка работает прерывисто и открыта сверху. После того, как сырье размещено, топка топится и через фурмы продувается воздух. Поток воздуха холодный, так как примеси в чугуне удаляются путем окисления.
РЕКЛАМА:
Примеси чугуна частично удаляются, а относительно чистое железо извлекается в расплавленном состоянии со дна печи. Шлак также удаляют с верхней части чугуна через равные промежутки времени. Расплавленный чугун подается в формы требуемой формы для формирования так называемых чугунных отливок.
Состав чугуна n: Чугун содержит от 2 до 4 процентов углерода. Кроме того, он содержит различные примеси, такие как марганец, фосфор, кремний и сера.
Марганец делает чугун хрупким и твердым. Поэтому его количество должно быть ниже 0,75 процента или около того.
РЕКЛАМА:
Фосфор увеличивает текучесть чугуна. Он также делает чугун хрупким, и когда его количество составляет более 0,30%, полученному чугуну не хватает прочности и обрабатываемости. Его процентное содержание иногда составляет от 1 до 1,5 для получения очень тонких отливок.
Кремний соединяется с частью железа и образует твердый раствор. Он также удаляет связанный углерод из формы графита. Если его количество меньше 2,50%, то уменьшается усадка и обеспечивается более мягкое и качественное литье.
Сера делает чугун хрупким и твердым. Это также не позволяет осуществлять плавное охлаждение в песчаных формах. Его присутствие вызывает быстрое затвердевание чугуна и, в конечном итоге, приводит к образованию пузырей и песчаных дыр. Содержание серы должно быть ниже 0,10%.
Типы чугуна:Ниже приведены разновидности чугуна:
РЕКЛАМА:
(1) Серый чугун
(2) Белый чугун
(3) Чугун крапчатый
(4) Отбеленный чугун
РЕКЛАМА:
(5) Ковкий чугун
(6) Чугун с шаровидным графитом или ковкий чугун
(7) Упрочненный чугун.
(1) Серый чугун:
РЕКЛАМА:
Готовится из серой свиньи. Цвет серый с крупнокристаллической структурой. Он мягкий и легко тает. Он несколько слаб по силе. Широко используется для изготовления отливок.
(2) Белый чугун:
Цвет серебристо-белый. Он твердый и с трудом плавится. Это не легко работает на машине. Его нельзя использовать для деликатного литья.
(3) Пятнистый чугун:
Является промежуточным сортом между серым и белым чугуном. Излом этого сорта пятнистый. Этот сорт используется для небольших отливок.
(4) Закаленный чугун:
Охлаждение заключается в закалке одной части чугуна и размягчении другой части. Эта разновидность чугуна затвердевает на определенной глубине от внешней поверхности и обозначается белым железом. Внутренняя часть корпуса отливки мягкая и изготовлена из серого чугуна. Он используется для придания изнашиваемой поверхности отливкам.
(5) Ковкий чугун:
Состав этой разновидности чугуна подобран таким образом, что он становится ковким.
Затем его нагревают примерно до 1050°C и выдерживают в течение нескольких часов или дней с последующим медленным охлаждением. В течение всего процесса связанный углерод восстанавливается, а графит осаждается в виде темперированного углерода. Применяется для железнодорожной техники, автомобилей, трубопроводной арматуры, сельскохозяйственных орудий, дверных креплений, петель и т. д.
Ковкий чугун легко поддается механической обработке. Деформируется без разрыва. Кроме того, он обладает лучшей устойчивостью к коррозии.
(6) Чугун с шаровидным графитом или ковкий чугун:
В настоящее время ковкий чугун заменяется чугуном с шаровидным графитом или ковким чугуном. Процесс его изготовления намного проще, чем ковкого чугуна. Обработку марганцем проводят для чугуна. Марганец увеличивает содержание углерода в железе и препятствует образованию свободного графита в чешуйчатой форме.
Обработку марганцем проводят для чугуна. Марганец увеличивает содержание углерода в железе и препятствует образованию свободного графита в чешуйчатой форме.
Этот вид чугуна используется для изготовления труб для водопровода и канализации благодаря его высокой прочности, пластичности и хорошей коррозионной стойкости.
(7) Упрочненный чугун:
Эта разновидность чугуна получается путем плавления чугуна с кованым ломом. Доля кованого лома составляет от ¼ до 1/7 веса чугуна.
Свойства чугуна :Ниже приведены свойства чугуна:
(i) Если его поместить в соленую воду, он станет мягким.
(ii) Он может быть закален путем нагревания и резкого охлаждения, но не может подвергаться отпуску.
(iii) Не может намагничиваться.
(iv) Не подвержен ржавчине.
(v) Легкоплавкий.
(vi) Он твердый, но и хрупкий.
(vii) Он не пластичен и, следовательно, не может использоваться для поглощения толчков и ударов.
(viii) Температура плавления около 1250°С.
(ix) Усаживается при охлаждении. Этот факт необходимо учитывать при изготовлении моделей или форм для литейных работ.
(x) Структура зернисто-кристаллическая с беловатым или сероватым оттенком.
(xi) Удельный вес 7,5.
(xii) Ему не хватает пластичности, поэтому он не подходит для ковки.
(xiii) Он слаб на растяжение и силен на сжатие. Прочность на растяжение и сжатие чугуна среднего качества соответственно 150 Н/мм 2 и 600 Н/мм 2
(xiv) Два куска чугуна не могут быть соединены клепкой или сваркой. Они должны быть соединены гайками и болтами, которые крепятся к фланцам. Отверстия для болтов и т.п. либо высверливаются, либо заливаются в отливке.
Использование чугуна : Не рекомендуется использовать чугун в горизонтальном направлении для тяжелых или переменных нагрузок или в местах, где есть вероятность малейшего удара. Чугун внезапно трескается и ломается при ударах, перегрузке или пожаре, не предупреждая о приближающемся разрушении при таких нагрузках.
Чугун внезапно трескается и ломается при ударах, перегрузке или пожаре, не предупреждая о приближающемся разрушении при таких нагрузках.
Чугун, используемый в работах, должен быть прочным, мелкозернистым серым металлом, без отверстий для воздуха, песка, дефектов и с ровной поверхностью. Он должен быть достаточно мягким, чтобы его можно было легко разрезать как зубилом, так и сверлом.
Ниже приведены важные области применения чугуна:
(i) Для изготовления цистерн, водопроводных, газовых и канализационных труб, крышек люков и сантехнического оборудования.
(ii) Для изготовления декоративных отливок, таких как кронштейны, ворота, фонарные столбы, винтовые лестницы и т. д.
(iii) Для изготовления деталей машин, не подвергающихся сильным ударам.
(iv) Для изготовления сжимаемых элементов, таких как колонны зданий, основания колонн и т. д.
(v) Для подготовки сельскохозяйственных орудий.
(vi) Для подготовки рельсовых кресел, вагонных колес и т. д.
д.
Для изготовления обычной отливки в песчаные формы обычно применяется следующая процедура:
(i) Готовится шаблон, напоминающий отливаемое изделие. Как правило, изготавливается из твердой древесины. Его внутренняя поверхность окрашена или покрыта воском, чтобы придать готовому изделию гладкую поверхность. Если шаблон будет использоваться несколько раз, его можно сделать даже из алюминия, латуни или чугуна. Размеры рисунка сохраняются немного больше, примерно на 10 процентов в каждом направлении, чтобы учесть усадку.
(ii) Шаблон обычно делится на две части:
(а) Верхняя часть и
(б) Нижняя часть.
Каждая порция помещена в прямоугольную рамку из дерева или металла. Эта рамка известна как колба.
(iii) Пространство между опокой и моделью засыпается сырым песком или суглинком и забивается влажным формовочным песком.
(iv) Вертикальные отверстия в песке служат вентиляционными трубами.
(v) Когда песок достаточно высохнет, рисунок аккуратно снимается. Таким образом, готовится форма. Его очищают и ремонтируют для получения расплавленного металла.
(vi) Две части формы помещаются одна над другой, и расплавленный металл заливается в форму.
(vii) После остывания металла отливку вынимают и тщательно затирают или скалывают неровности, образовавшиеся на отливке.
Типы отливок :Ниже приведены различные типы отливок:
(1) Центробежное литье
(2) Холодное литье
(3) Литье под давлением
(4) Полое литье
(5) Литье в песчаные формы
(6) Вертикальное литье в песчаные формы.
(1) Центробежное литье:
При этом типе литья расплавленный металл заливают во вращающиеся формы. Количество металла следует тщательно определять и точно контролировать. Формы имеют цилиндрическую форму и изготовлены из металла.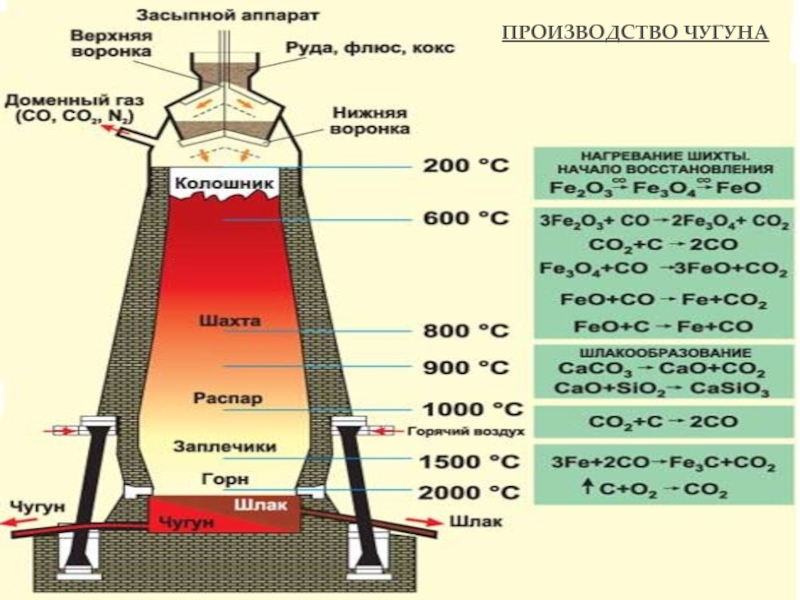 Расплавленный металл равномерно распределяется под действием центробежной силы и удерживается до тех пор, пока не затвердеет. Этот метод обычно используется для изготовления труб, и установлено, что эти отливки более прочные и компактные, чем обычные отливки.
Расплавленный металл равномерно распределяется под действием центробежной силы и удерживается до тех пор, пока не затвердеет. Этот метод обычно используется для изготовления труб, и установлено, что эти отливки более прочные и компактные, чем обычные отливки.
(2) Охлажденное литье:
В этом типе литья внешняя поверхность затвердевает за счет резкого охлаждения или охлаждения, а внутренняя поверхность остается сравнительно мягкой. Форма либо изготавливается из металла, либо облицовывается металлом. Горячий расплавленный металл внезапно охлаждается или охлаждается, когда он вступает в контакт с металлической поверхностью формы.
Таким образом, внешняя поверхность внезапно становится твердой, а внутренняя поверхность становится мягкой и вязкой из-за сжатия расплавленного металла. Этот тип литья применяется для получения изнашиваемой поверхности, например, в случае шин и осевых отверстий колес железнодорожных вагонов и т. д.
(3) Литье под давлением:
При этом типе литья расплавленный металл заливают в металлические формы под давлением. Эти отливки дешевые, гладкие и компактные. Они не требуют никакой финишной обработки, кроме удаления лишнего металла.
Эти отливки дешевые, гладкие и компактные. Они не требуют никакой финишной обработки, кроме удаления лишнего металла.
(4) Полое литье:
В этом типе литья форма изготавливается как обычно, и твердый стержень подвешивается в середине формы, образуя полость. Толщина отливки определяется пространством между стержнем и формой. В это кольцевое пространство заливают металл и, когда он остынет, форму извлекают и извлекают стержень. Эта отливка используется для изготовления полых колонн, труб, свай и т. д.
(5) Литье в песчаные формы:
Это обычный тип литья, процедура которого описана выше.
(6) Вертикальное литье в песчаные формы:
В этом типе литья песчаная форма и твердый стержень удерживаются в вертикальном положении. Этот метод литья используется для подготовки чугунных труб к подводу воды под давлением.
Характеристики хорошего литья :Хорошее литье должно обладать следующими качествами или характеристиками:
(i) Края и углы должны быть острыми, идеальными и чистыми.
(ii) Свежий излом должен иметь мелкозернистую текстуру голубовато-серого цвета.
(iii) Не должно быть пузырьков воздуха, трещин и т.п.
(iv) Он должен быть достаточно мягким для сверления или долбления.
(v) Он должен быть однородным по форме и соответствовать требованиям проекта.
(vi) Его внешняя поверхность должна быть гладкой.
Дефекты литья :Отливки в песчаные формы широко используются, и если в процессе литья в песчаные формы не будут приняты надлежащие меры предосторожности, существует вероятность развития следующих дефектов:
(1) Холодный короткий:
Этот дефект образуется на стыке двух потоков расплавленного металла. Если эти потоки не объединятся должным образом, в месте соединения образуется холодное замыкание.
(2) Чертеж:
При этом типе дефекта металл затвердевает до того, как форма полностью заполнена. Она может развиваться либо из-за недостаточно жидкого состояния металла, либо из-за недостаточного прохода для входа металла в форму.
(3) Отверстия:
Если вентиляционных отверстий недостаточно, воздух и газы захватываются, что в конечном итоге приводит к пористой отливке с отверстиями.
(4) Соты:
Этот дефект в отливке вызывает расплавление поверхностного песка.
(5) Лифты и смены:
Это внешние дефекты отливки, обычно возникающие из-за неправильного размещения сердечника.
(6) Корка:
При этом типе дефекта видны чешуйки на отливке. Это происходит, когда песок очень тяжелый и прилипает к отливке.
(7) Отек:
При неправильной трамбовке форм происходит вздутие отливки.
Главная ›› Машиностроение ›› Материалы ›› Металлы ›› Чугун
Чугунное литье | Сделано и обработано в США
Перейти к содержимомуОсновы чугунного литьяPenny Korff2017-09-16T07:06:24+00:00
Чугунное литье 101
Чугунное литье представляет собой производственный процесс, при котором расплавленный материал заливают в форму , содержащую полую полость желаемой формы, а затем дают затвердеть. Затвердевшая деталь также известна как отливка, которая выталкивается или выламывается из формы для завершения процесса. Материалы для литья обычно представляют собой металлы или различные материалы для холодного отверждения, которые отверждаются после смешивания двух или более компонентов вместе; примерами являются эпоксидная смола, бетон, гипс и глина. Чугунное литье чаще всего используется для изготовления сложных форм, которые в противном случае было бы трудно или неэкономично изготовить другими методами.
Затвердевшая деталь также известна как отливка, которая выталкивается или выламывается из формы для завершения процесса. Материалы для литья обычно представляют собой металлы или различные материалы для холодного отверждения, которые отверждаются после смешивания двух или более компонентов вместе; примерами являются эпоксидная смола, бетон, гипс и глина. Чугунное литье чаще всего используется для изготовления сложных форм, которые в противном случае было бы трудно или неэкономично изготовить другими методами.
Методы литья чугуна:
Металл
Литье металлов является одним из наиболее распространенных процессов литья. Металлические модели дороже, но они более стабильны по размеру и долговечны. Металлические модели используются там, где требуется серийное производство отливок в больших количествах.
Гипс, бетон и смола
Гипс и другие материалы химического отверждения, такие как бетон и пластиковая смола, могут быть отлиты с использованием одноразовых форм для отходов, как указано выше, многоразовых «штучных» форм или форм, изготовленных из небольших твердых материалов. кусков или из гибкого материала, такого как латексная резина (который, в свою очередь, поддерживается внешней формой). При заливке гипса или бетона поверхность материала плоская и непрозрачная. Часто на поверхность наносятся местные средства. Например, живопись и травление могут быть использованы таким образом, чтобы создать вид металла или камня. В качестве альтернативы материал изменяется в процессе начального литья и может содержать цветной песок, чтобы придать ему вид камня.
кусков или из гибкого материала, такого как латексная резина (который, в свою очередь, поддерживается внешней формой). При заливке гипса или бетона поверхность материала плоская и непрозрачная. Часто на поверхность наносятся местные средства. Например, живопись и травление могут быть использованы таким образом, чтобы создать вид металла или камня. В качестве альтернативы материал изменяется в процессе начального литья и может содержать цветной песок, чтобы придать ему вид камня.
Заливая бетон, а не гипс, можно создавать скульптуры, фонтаны или сиденья для наружного использования. Имитация высококачественного мрамора может быть сделана с использованием определенных химически затвердевших пластиковых смол (например, эпоксидной или полиэфирной) с добавлением порошкообразного камня для окраски, часто с использованием нескольких цветов. Последнее является распространенным средством изготовления умывальников, столешниц для умывальников. и душевые кабины, с умелой работой с несколькими цветами, что приводит к имитации узоров окрашивания, которые часто встречаются в натуральном мраморе или травертине.
Литье в песчаные формы
Литье в песчаные формы — один из самых популярных и простых видов литья, который использовался на протяжении веков. Литье в песчаные формы позволяет производить меньшие партии, чем литье в постоянные формы, и по очень разумной цене. Этот метод не только позволяет производителям создавать продукты с низкими затратами, но у литья в песчаные формы есть и другие преимущества, такие как операции очень небольшого размера. От отливок, которые помещаются на ладони, до платформ для поездов (одна отливка может создать целую платформу для одного железнодорожного вагона) — все это можно сделать с помощью литья в песчаные формы. Литье в песчаные формы также позволяет отливать большинство металлов в зависимости от типа песка, используемого для форм.
Литье в песчаные формы требует времени в несколько дней, а иногда даже недель для производства с высокой производительностью (1–20 штук в час на пресс-форму) и не имеет себе равных при производстве крупных деталей.