Производство профилированного бруса от строительной компании «Таежный дом»
Компания «Таежный дом» в Кирове производство бруса осуществляет в собственном цеху, имеется своя сушильная камера. Материал соответствует качеству премиум.
Стоимость профилированного бруса под проект:
- естественной влажности
- камерной сушки
Вы можете заказать домокомплект из профилированного бруса по одному из наших готовых проектов или по своему проекту:
075.jpg
080.jpg
083.jpg
085.jpg
086.jpg
087.jpg
065.jpg
068.jpg
Профилированный брус получают методом обработки на станке стволов деревьев хвойных пород. У массива сохраняется целостность, природная структура. Изменяется только форма, что позволяет возводить качественные стены домов без щелей между венцами. Налаженное компанией «Таежный дом» производство профилированного бруса в Кирове происходит на современном оборудовании под постоянным контролем каждого процесса.
Основные разновидности профилированного бруса
Для строительства домов подходит сухой брус. Получить его сразу после обработки сырого кругляка невозможно без предварительной подготовки. По типу сушки различают 2 вида материала:
- Брус камерной сушки содержит от 16 до 20% влажности. Возведенный из него дом дает усадку не больше 1-2%. Сушке сначала подвергают бревно, после чего идет его распиловка, придание заготовке квадратной формы. При такой технологии соединительные пазы, нарезанные станком, сохраняют свою геометрию. Цена профилированного материала принудительной сушки дороже, что объясняется затратой энергоресурсов на работу камеры.
- Брус естественной сушки сохраняет влажность от 30% и выше. По цене он дешевле из-за отсутствия дополнительных затрат на камерную сушку. Однако стены дома из бруса естественной влажности способны давать усадку до 10-15%. Они плохо поглощают защитные пропитки, лакокрасочные материалы. Возведенные постройки оставляют в зиму для досушки.


По стандартам ГОСТ длина профилированного бруса 3 или 6 м. Для венцов дома оптимально использовать материал толщиной от 200 мм, иначе эффект теплосбережения будет утрачен. Профилированный брус толщиной от 100 до 120 мм пойдет на внутренние перегородки, для строительства хозяйственных и других нежилых построек.
Во время производства профилированного бруса выполняют нарезку профиля. По типу соединительных элементов различают следующие виды материала:
- Одношипный профиль представляет собой нарезанный с одной стороны шип, а на другой – паз аналогичной формы.
- Двушипный профиль соответственно состоит из нарезанных двух шипов и пазов. Их фаски бывают прямые и косые.
- Гребенка состоит из большого количества пазов и шипов. Профиль популярен тем, что из-за плотного прилегания не требуется дополнительное утепление.
- Финский профиль представляет собой один паз и шип, но на гребнях присутствует внутренний и внешний скос.
Благодаря профилю, венцы стен деревянных домов плотно прилегают друг к другу, не смещаются, исключается вероятность образования щелей.
Этапы производства домокомплекта из профилированного бруса
Получить качественный строительный материал доступно при наличии хорошего сырья, соблюдении технологии обработки, постоянном контроле качества каждого процесса. В цеху компании «Таежный дом» производство профилированного бруса происходит следующим образом:
- После приемки древесины от поставщика и проверки контроля качества сырье идет на сушку в камеру (если предусмотрена такая технология).
- Подготовленное бревно перед подачей в станок оператор проверяет на отсутствие дефектов.
- Заготовке придают квадратную форму отпиливанием с 4 сторон горбыля. Брус поступает на профилирование в пятишпиндельный станок. За один проход одновременно происходит калибровка и нарезка профиля.
- Во время профилирования с 4 сторон заготовки станком снимается слой древесины. Под ним могут проявиться скрытые дефекты в виде прогрызенных ходов насекомых, гниль, трухлые участки. На этом этапе важен тщательный контроль, помогающий отбраковать плохой брус.
- Качественные заготовки подвергают дошлифовке. За процессом слетит оператор. Если станок пропустил участок древесины, его дошлифовывают ручным инструментом.
- После шлифовки брус отправляют на станок проходного типа, где он медленно перемещается по роликам. Из форсунок на все стороны заготовки подается антисептик
- На разметочном рольганге выполняют торцевание, придают заготовке нужную длину. При необходимости вырезают проявившиеся дефекты.
- Детали, предназначенные для формирования оконных и дверных проемов, обрабатывают на чашкорезном станке. Пазы нарезают согласно проекту под обсадочные коробки. Заготовки маркируют, чтобы не перепутать.
- Следующим этапом идет изготовление деталей домокомплекта методом фрезерования угловых соединений. Точная настройка фрез позволяет получить идеальную геометрию чаш. После соединения венцов на доме образуется не продуваемый замок или так называемый «теплый угол».
- Брус поступает на сверление. Цель процесса – подготовить отверстия под скрытую проводку, нагеля или шпильки.
- Повторным торцеванием придают заготовке стандартную длину.
- Все детали домокомплекта маркируют, складывают в пачку.
 На этом этапе важен тщательный контроль, помогающий отбраковать плохой брус.
На этом этапе важен тщательный контроль, помогающий отбраковать плохой брус.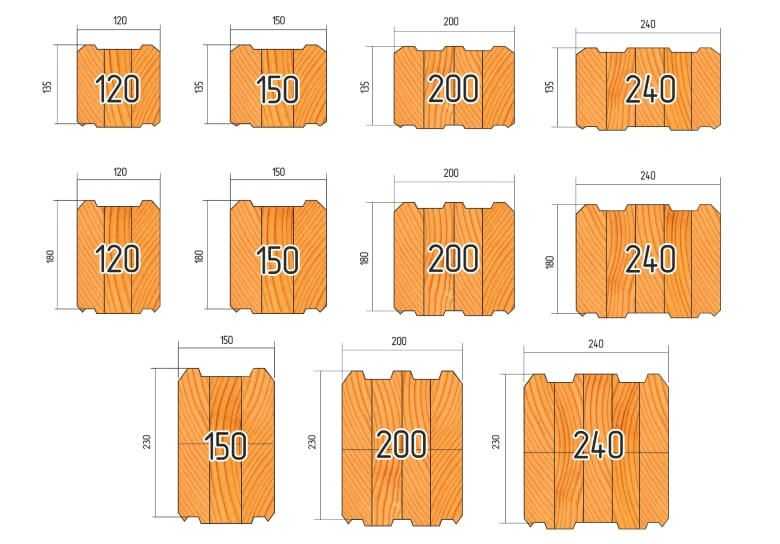 После соединения венцов на доме образуется не продуваемый замок или так называемый «теплый угол».
После соединения венцов на доме образуется не продуваемый замок или так называемый «теплый угол».Пакуют домокомплект из профилированного бруса пленкой объемом по 3-4 м3. Каждую деталь домокомплекта по маркировке проверяют, чтобы она соответствовала требованиям проекта.
Компания «Таежный дом» в Кирове производство бруса осуществляет в собственном цеху, имеется своя сушильная камера. Материал соответствует качеству премиум. Дешевый брус от недобросовестных производителей не рекомендуем использовать для строительства дома. Цена снижена за счет некачественной древесины, использования устаревшего оборудования. Отсюда происходит растрескивание, образуются щели между плохо нарезанным профилем.
067.jpg
070.jpg
Строительство из клееного бруса
Строительство домов из клееного бруса
Производство и строительство из профилированного бруса
060.jpg
061.jpg
063.jpg
Производство профилированного бруса из зимнего леса
Производство профилированного бруса в Кирове
Дома из профилированного бруса от производителя
Домокомплект из профилированного бруса от производителя
Домокомплект из клееного бруса от производителя
Производство клееного бруса из зимнего леса
Производство клееного бруса в Кирове
Производство профилированного бруса
Дома из профилированного бруса в Кирове
Проекты из профилированного бруса в Кирове
Домокомплект из профилированного бруса в Кирове
Домокомплект из клееного бруса в Кирове
Домокомплект из клееного бруса
Производство клееного бруса
Дома из профилированного бруса
Проекты из профилированного бруса
Домокомплект из профилированного бруса
Производство профилированного бруса по низким ценам
Если вы решили начать строительство дома, то наверняка задумались о том, какой материал выбрать. Мы готовы предложить вам отличное современное решение — клееный брус.
Мы готовы предложить вам отличное современное решение — клееный брус.
Преимущества данного пиломатериала очевидны: он экологичный, обладает высокой теплоизоляцией. Его внешний вид — даже без дополнительной отделки — смотрится очень стильно. Материал практически не поддается усадке, то есть вероятность того, что он потрескается, практически равна нулю.
Но самое главное, что, несмотря на все свои положительные эксплуатационные характеристики, клееный брус является одним из самых экономичных материалов для строительства дома или бани. И в настоящее время найти и купить его — не проблема.
Это достаточно распространенный материал на строительном рынке. Он пользуется большим спросом именно благодаря оптимальному соотношению цены и качества. Однако, прежде чем совершать покупку, стоит обратить внимание как на продавца, так и на производителя клееного бруса.
Обе стороны должны иметь лицензию на право осуществлять производство бруса. А также их продукция в обязательном порядке должна иметь сертификат соответствия государственным стандартам.
Качественный материал отличается своим внешним видом — на нем вы не увидите ни одного дефекта (сучок, щель или трещина). Все элементы для одного сруба должны быть одинакового диаметра. И все — обработаны специальными веществами, которые защищают дерево от жучков, плесени и даже от огня.
Мы осуществляем изготовление клееного бруса в соответствии с самыми высокими требованиями, которые предъявляются к данному виду продукции. Таким образом, мы обеспечиваем строительство по-настоящему качественных домов, способных прослужить вам не одно десятилетие.
Получить более полную информацию о нашей продукции и услугах вы сможете, обратившись по телефону: 8 (495) 542 66 23 или 8 (916) 655 87 91.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
по изготовлению стенового клееного бруса
2010г.
Настоящие технические условия распространяются на клееный брус,
профилированный для малоэтажных зданий.
1.ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1.Профиль детали, номинальные размеры поперечного сечения, их наименование и марки должны соответствовать в приложении или согласно технической документации изготовителя или по согласованию с потребителем.
1.2.Длина деталей устанавливается по спецификации изготовителя или потребителя.
1.3.При отсутствии спецификации клееный брус изготавливают следующей длины( в мм) клееный брус профильный
6 000 : 9 000 : 12 000
1.4.Предельные отклонения от номинальных размеров деталей не должны быть более ( мм) :
По высоте + 1,0
По ширине + 1,5
По толщине + 1,0
По высоте паза + 0,5
1.5.Номинальные размеры поперечного сечения профилированного бруса:
190 х 200
Профилированный брус
Параметр | Величина | Единица измерения |
Высота бруса h Ширина бруса a | 190 200 | мм мм |
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1.Брус клееный изготавливается по требованиям настоящего технического условия технологической документации, утвержденной в установленном порядке.
2.2.Влажность бруса при его изготовлении и приемке должна быть в пределах 10 + 2%.
2.3.Толщина склеиваемых деталей в брусе должна быть в пределах 20- 45 мм. Детали могут быть как цельными, так и склеенными по длине на шиповое, зубчатое соединение.
2.4. Декоративная и огнебиозащитная обработка выполняется по согласованию с заказчиком по техпроцессам, утвержденным в установленном на предприятии порядке.
2.5.Доски бруса склеиваются на гладкую фугу. Допустимы отклонения по толщине не более 0,2 мм.
2.6.Сращивание досок по длине на зубчатые клеевые соединения для лицевых поверхностей допускается от 400 мм (по согласованию с заказчиком) для внутренних досок минимальная длина заготовки на сращивание 200 мм длина ши г. Киров
СПЕЦИФИКАЦИЯ (ТЕХНИЧЕСКИЕ УСЛОВИЯ)
НА СТРОИТЕЛЬНЫЙ КЛЕЕНЫЙ МНОГОСЛОЙНЫЙ
ПРОФИЛИРОВАННЫЙ БРУС
Производство: в соответствии с нормами DIN 1052-1/A1
Породы древесины: сосна,ель
Склейка: клей на основе полиуретана в соответствии с нормативом EN 204 группа D4
Толщина ламелей: в соответствии с нормами DIN 1052-1/A1, не менее 28 мм и не более 45 мм
Сечение бруса: ш 200 x в 190 мм
Класс прочности: S10, S13
Качество
поверхности: профилированная
строганная поверхность, профиль без уплотнителя
2-хпазовый (2-хзубный), брус отторцован под углом 900.
Требования по качеству ламелей:
№ | Показатель, признак, порок древесины, его расположение | Требования по поверхностям | |
внешняя ламель, кромка внутренней ламели | пласть внутренней ламели | ||
1. | Влажность | 9– 11% * | 9 – 11% * |
2. | Цвет | естественный | — — — |
3. | Сучки, сросшиеся и несросшиеся здоровые и табачные круглые и овальные на наружной кромке | допускаются в любом количестве | — — — |
4. | Сучки темного цвета | допускаются не более 3 шт. на метр не более Ø 30 мм | допускаются в любом количестве |
5. | Сучки загнившие и гнилые | не допускаются | допускается |
6. | Заделка дефектов пробкой | допускается | — — — |
7. | Смоляные кармашки на пласти | допускаются не более 8 см | допускается |
8. | Заделка дефектов лодочкой | допускается | — — — |
9. | Сердцевина | допускается | допускается |
10. | Засмолок на пластях и кромках | допускается | допускается |
11. | Заболонь твердая | не допускается | допускается |
12. | Обзол | не допускается | не допускается |
13. | Синева | не допускается | допускается |
14. | Сращивание | допускается одно сращивание на длине более 0,4 м | допускается длиной не менее 0,2 м |
15. | Непроклей | не допускается | не допускается |
16. | Непрострог | не допускается | не допускается |
17. | Распил | радиальный, полурадиальный, тангенциальный | радиальный, полурадиальный, тангенциальный |



* — максимальная влажность древесины после транспортировки бруса и отгрузки Покупателю – 16%.
па 15 мм.
3.ТРЕБОВАНИЕ БЕЗОПАСНОСТИ И ОХРАНЫ ОКРЖАЮЩЕЙ СРЕДЫ.
3.1.Применяемые для изготовления бруса клеи разрешены к применению органами государственного санитарного надзора и имеют гигиеническое заключение.
3.2.При изготовлении, транспортировке и погрузочно-разгрузочных работах соблюдаются требования настоящих ТУ и СНиП 2001.
3.3.При производстве
изготовления бруса обеспечивается выполнение требований пожарной безопасности по ГОСТ 12. 1.004
1.004
3.4.Утилизация бруса является безотходной и не приносит вреда окружающей среде.
3.5.При оценке экологической безопасности бруса следует учитывать положения СТО БДП – 3 – 94.
4.МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ.
4.1.На каждом брусе, прошедшем приемку и поставляемом заказчику, должны быть нанесены несмываемой краской при помощи трафарета или штампа следующие маркировочные знаки:
-марка и номер конструкции по спецификации индустриальной части проекта.
4.2.Брус следует хранить рассортированным по типам и размерам, уложенным таким образом, чтобы исключить деформации.
4.3.При транспортировке и хранении брус должен быть защищен от увлажнения, загрязнения и механических повреждений.
4.4.Брус должен отгружаться заказчику упакованным в полиэтиленовую пленку с 6-ти сторон или в закрытом транспорте.
4.5.Укладку бруса в транспортные средства следует производить
правильными устойчивыми рядами с надежным закреплением, предохраняющим от
смешения и ударов во время перевозки.
4.6.Подъем. погрузку и разгрузку бруса следует производить краном с применением специальных захватных устройств или гибких ремней.
4.7.Сбрасывание бруса при разгрузке, транспортировке и погрузке запрещается.
4.8.К комплекту деталей из стенового клееного бруса следует прилагать:
-отгрузочную спецификацию;
5.СПИСОК ДОКУМЕНТОВ.
В настоящих технических условиях приведены ссылки на нормативные документы.
ГОСТ 166
ГОСТ 427
ГОСТ 2140
ГОСТ 7016
ГОСТ 7502
ГОСТ 8486
ГОСТ 15612
ГОСТ
15613.
ГОСТ 16588
ГОСТ 17005
ГОСТ 19414
ГОСТ 20850 ГОСТ 25884
ГОСТ 27812
ГОСТ 30244
ГОСТ 30402
ГОСТ 6782.1
ГОСТ 7307
СанПиН 47-88
СТО БДП- 3-94
ГОСТ 18321 | Штангенциркули.
Линейки измерительные металлические. Технические условия.
Пороки древесины. Классификация. Трещины и определения, способы измерения.
Изделия из древесины, древесных материалов. Параметры неровности поверхности.
Рулетки измерительные металлические. Технические условия.
Пиломатериалы хвойных пород. Технические условия.
Изделия из древесины и древесных материалов. Методы определения параметров шероховатости поверхностей.
Древесина клееная. Методы определения предела прочности зубчатых клеевых соединений при статистическом изгибе.
Пилопродукция и древесные детали. Методы определения влажности.
Конструкции деревянные клееные. Методы определения водостойкости клеевых соединений.
Древесина клееная массивная. Общие требования к зубчатым клеевым соединениям.
Конструкции
деревянные клееные. Конструкции деревянные клееные. Метод определения прочности клеевых соединений на послойное скалывание.
Древесина клееная массивная. Метод испытания клеевых соединений на раскалывание.
Материалы строительные. Методы испытания на горючесть.
Материалы строительные. Методы испытания на воспламеняемость.
Пиломатериалы из древесины хвойных пород. Величина усушки.
Детали из древесины и древесных материалов. Припуски на механическую обработку.
Предельно-допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны.
Здания малоэтажные, жилые. Общие требования обеспечения экологической безопасности.
Статистический контроль качества. Методы случайного отбора выборок штучной продукции. |
 4
4 Технические условия.
Технические условия. Общие технические условия.
Общие технические условия.Процесс производства древесины
Декоративные деревянные молдинги добавляют отчетливый штрих и улучшают внешний вид интерьеров и экстерьеров, к которым они применяются. Когда дело доходит до архитектуры, деревянные молдинги — это, по сути, контур или очертание краев и поверхностей, и каждый дизайн придает комнате другой вид и ощущение. Деревянные молдинги, которые мы обрабатываем в Sculptform, включают в себя планки Click-on, облицовку с выступом и канавкой и экраны Click-on.
Иногда клиенты чувствуют себя ограниченными размерами реек, доступными на рынке, и рады открыть для себя широкий ассортимент нашей продукции.
Ступеньки от леса до участка
Между поиском древесины и ее подготовкой к установке проходит довольно много времени. Процесс начинается с вырубки деревьев на месте их происхождения, транспортировки на лесопилку, где они грубо распиливаются, а затем они отправляются на наш завод, где они нарезаются по размеру и проходят через нашу формовочную машину, где они обрабатываются в соответствии с требованиями проекта.
Лесозаготовки
Лесозаготовки, или коммерческие рубки, включают вырубку деревьев для продажи в виде древесины или целлюлозы. Древесина используется для строительства таких вещей, как дома или мебель, а целлюлоза используется для изготовления бумаги и бумажных изделий. Мы поставляем древесину из различных регионов, в том числе из экологически чистых источников, различных пород.
Фрезерование
Каждое срубленное дерево стратегически фрезеруется, чтобы можно было использовать большое количество древесины. Это достигается вырезанием из дерева различных фигур и получением как можно большего количества материала; это обеспечивает множество длин меньшего размера.
Транспортировка на завод
Лесоматериалы доставляются на наш завод в необработанном состоянии, где они сортируются на поддонах. Затем поддоны передаются в нашу печь для сушки. Находясь в печи, древесина медленно высушивается до стандартного диапазона ЭМС, что обычно занимает от 4 до 6 недель. Этот процесс значительно уменьшает любое движение древесины.
Этот процесс значительно уменьшает любое движение древесины.
Механически обработанная
Каждый кусок древесины обрабатывается на нашем заводе в соответствии с проектными требованиями, чтобы он был гладким на ощупь и демонстрировал красоту древесины.
Упаковано и отправлено на объект
Когда наши продукты готовы к установке, они упаковываются и отправляются непосредственно на объект проекта.
Процесс формования
Фрезерный станок отвечает за формование каждого куска древесины в требуемую форму/профиль. Каждый кусок древесины режется с помощью насадки режущей головки, чтобы создать желаемую форму. Мы используем ряд различных профилей режущей головки в зависимости от необходимого профиля. Для того, чтобы формовщик мог обрабатывать кусок древесины с помощью режущих ножей, он должен иметь плоскую поверхность со всех четырех сторон.
Машина состоит из очень тяжелой стальной основы для устойчивости. В верхней части расположен вертикальный шпиндель, к которому прикручен блок с фрезами. Шпиндель управляется механизмом, который определяет, сколько и где режущий профиль режет древесину.
Шпиндель управляется механизмом, который определяет, сколько и где режущий профиль режет древесину.
Регулируемая направляющая и ограждения определяют границы реза, а также предотвращают слишком близкое расположение рук оператора к режущим инструментам. Защитный кожух предназначен для обеспечения давления на заготовку, чтобы она очень прочно удерживалась на столе.
Ограничения по размеру
Фрезерный станок с шпиндельной головкой может формовать деревянную рейку размером до 200×80 мм, что намного больше, чем наш стандартный размер 42×42 мм. Поэтому наше оборудование не является фактором, ограничивающим размер нашей продукции из древесины. Наличие большого количества древесины определяет коммерческую жизнеспособность наших форматов продукции.
Размер нашей продукции зависит от того, что мы можем получить от лесопильных заводов. Небольшие размеры доступны, но более крупные куски древесины довольно сложно достать. Большие куски древесины требуют вырубки больших деревьев, что не всегда возможно. Это приводит к тому, что время выполнения заказа увеличивается на несколько месяцев, а также увеличивается стоимость.
Это приводит к тому, что время выполнения заказа увеличивается на несколько месяцев, а также увеличивается стоимость.
Мышление лесопильных заводов состоит в том, чтобы получить максимальную отдачу от бревна, чтобы уменьшить потери. Поэтому, когда осматривают бревно, смотрят, как лучше всего превратить это в деньги — наиболее востребованные размеры. Это хорошо, но это просто означает, что нам нужно сообщить лесопилке, какой размер нам нужен (создать спрос), когда они рубят дерево, и это означает, что время выполнения заказа может увеличиться на несколько месяцев. Если это большой размер, им нужно выбрать более крупные деревья для регистрации, которые не всегда выделяются. Как правило, мы покупаем древесину, которая есть на складе, но если она большого размера, на которую мало спроса, скорее всего, у них не будет запаса.
Очень сложно получить обрешетку размером более 50 мм из-за невозможности закупать большие куски древесины в больших количествах. Наименьший размер бруса, который мы можем изготовить, составляет 22 мм, так как нам нужна ширина бруса, чтобы обеспечить прочность.
Более экономично взять два меньших куска древесины и склеить их вместе. Однако это не услуга, которую мы предлагаем, поскольку клей может прилипнуть к ножам инструментов и привести к разбалансировке ножей, что приведет к снижению качества отделки.
Возможности крепления
Для реек большего размера, которые крепятся к основанию с помощью фиксирующего винта, мы рекомендуем использовать более крупный винт и большее их количество. Если используется система Click-on Batten, монтажные направляющие необходимо установить ближе друг к другу, чтобы обеспечить дополнительную поддержку и предотвратить смещение. Возможно, также потребуется добавить механическое крепление (винт), чтобы помочь зажиму выдержать вес.
Варианты профилей
См. полный ассортимент здесь
Пользовательские профили
Часто продукты с пользовательским профилем выбираются для достижения желаемого дизайнерского замысла проекта. Хорошей новостью является то, что пользовательские профили могут быть быстро изменены и бесплатны для крупных проектов.
Если с нами поделились предложениями и они стали популярными, мы обычно добавляем их в наш ассортимент! Например, профили каннелюры и купола начинались как специальные профили, но теперь являются частью нашего стандарта из-за высокого спроса.
Есть вопросы?
В основе каждого проекта лежат наши клиенты. Наша работа — передать общую картину и мельчайшие детали. Мы ваш активный партнер по дизайну: мы выслушаем, что вам действительно нужно, и будем работать с вами, чтобы убедиться, что работа выполнена правильно.
Если у вас есть какие-либо вопросы о деревянном профиле, вы можете связаться с нами ниже.
КОНТАКТЫ
Заявка на патент США на способ производства профилированных элементов пола из деревянного материала Заявка на патент (Заявка № 200
065 от 02.04.2009)1. ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Изобретение относится к способу изготовления профилированных элементов перекрытий из деревянного материала. Указанные элементы снабжены, по меньшей мере, одним покрывающим фланцем, имеющим закругленную продольную кромку и выступающим из основания. Указанный способ начинается с предварительно профилированного элемента, состоящего из профилированных элементов пола, соединенных друг с другом вдоль продольной кромки посредством соединительной кромки. Профилированные элементы пола отделяются друг от друга после приклеивания покровного слоя к предварительно профилированному элементу в области видимых сторон последующих профилированных элементов пола путем механической обработки соединительной кромки на стороне профилированного элемента, обращенной от видимая сторона.
Указанные элементы снабжены, по меньшей мере, одним покрывающим фланцем, имеющим закругленную продольную кромку и выступающим из основания. Указанный способ начинается с предварительно профилированного элемента, состоящего из профилированных элементов пола, соединенных друг с другом вдоль продольной кромки посредством соединительной кромки. Профилированные элементы пола отделяются друг от друга после приклеивания покровного слоя к предварительно профилированному элементу в области видимых сторон последующих профилированных элементов пола путем механической обработки соединительной кромки на стороне профилированного элемента, обращенной от видимая сторона.
2. ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
Для снижения трудоемкости изготовления профилированных накладок с покрытием с лицевой стороны известен способ (ЕР 0 862 976 А1), который основан на предварительно профилированный элемент, соответствующий, по меньшей мере, двум подлежащим изготовлению закрывающим полосам, которые соединяются на одной продольной кромке видимой стороны и соединяются посредством соединительной кромки на стороне, обращенной от видимой стороны. Предварительно профилированный элемент наносится на профилированную поверхность, образующую соединяемую видимую сторону, до того, как соединительная кромка обрабатывается со стороны, противоположной видимой стороне, и разделяется на отдельные закрывающие полосы. Этот известный способ производства требует сплошной профилированной поверхности, проходящей через область стыкового шва, если накладные планки предназначены для покрытия приклеенной маскировочной пленкой, и поэтому не подходит в данном случае для напольных планок, у которых накладные планки выступают из основания. и снабжены закругленными продольными кромками, образующими клиновидную выемку в области стыка, прерывающую сплошную профилированную поверхность.
Предварительно профилированный элемент наносится на профилированную поверхность, образующую соединяемую видимую сторону, до того, как соединительная кромка обрабатывается со стороны, противоположной видимой стороне, и разделяется на отдельные закрывающие полосы. Этот известный способ производства требует сплошной профилированной поверхности, проходящей через область стыкового шва, если накладные планки предназначены для покрытия приклеенной маскировочной пленкой, и поэтому не подходит в данном случае для напольных планок, у которых накладные планки выступают из основания. и снабжены закругленными продольными кромками, образующими клиновидную выемку в области стыка, прерывающую сплошную профилированную поверхность.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Следовательно, целью изобретения является создание способа изготовления по меньшей мере двух профилированных элементов пола, описанных в начале, таким образом, чтобы покрывающий слой мог быть приклеен к предварительно профилированный элемент простым способом, несмотря на клиновидную выемку, образованную между примыкающими продольными краями последующих профилированных элементов пола, так что видимая сторона профилированных элементов пола, полученных из предварительно профилированного элемента с покрытием, полностью покрыта.
Изобретение решает эту задачу путем приклеивания полос облицовочного слоя, соответствующих отдельным профилированным элементам пола, к предварительно профилированному элементу, который образует соединительную площадку, перекрывающую клиновидную выемку между закругленными продольными кромками со стороны пола. фланец обшивки, обращенный от видимой стороны, загнув обращенные друг к другу краевые участки, заходящие в клиновидную выемку в клиновидную выемку между закругленными продольными кромками накладной планки, и приклеив их к продольным кромкам перед соединительный участок на нижней стороне защитного фланца срезан.
Поскольку для каждого из последующих краевые участки могут быть загнуты в клиновидные выемки и приклеены к закругленным продольным кромкам таким образом, чтобы вся видимая площадь профилированных элементов пола, включая закругленные продольные кромки полки покрытия, могла быть покрыта облицовочным слоем перед соединительная площадка, перекрывающая эти продольные кромки на стороне, обращенной к покрытию, срезается для разделения элементов профилированного пола, которые до этого времени изготавливались вместе. Необходимо лишь следить за тем, чтобы выступ краевых участков полос облицовочного слоя, выступающих в клиновидную выемку, был достаточным для покрытия кривизны продольных кромок.
Необходимо лишь следить за тем, чтобы выступ краевых участков полос облицовочного слоя, выступающих в клиновидную выемку, был достаточным для покрытия кривизны продольных кромок.
Для этой цели может быть предусмотрена соединительная кромка предварительно профилированного элемента для соединения пространственно разделенных продольных краев полки покрытия и слой покрытия, проходящий поперек и за пределы клиновидной выемки между закругленными продольными краями фланца покрытия приклеить к предварительно профилированному элементу до того, как слой покрытия будет разорван в клиновидной выемке на полосы, прижат к закругленным продольным кромкам и приклеен к ним в виде полос. Приклеивание покровного слоя, который является общим для создаваемых профилированных элементов пола, на предварительно профилированный элемент перекрывающим образом, обеспечивает более простые условия для прикрепления покровного слоя. Однако должен быть предусмотрен зазор между сторонами примыкающих продольных кромок путем соответствующего расширения соединительной площадки, чтобы обеспечить достаточно широкую площадь кромки между этими продольными кромками для отдельных полос, изготовленных таким образом, чтобы каждый из отдельных изгибов продольной кромки закрывался. после разрыва покровного слоя в области клиновидной выемки. Однако расширение соединительной площадки увеличивает объем, подлежащий обработке.
после разрыва покровного слоя в области клиновидной выемки. Однако расширение соединительной площадки увеличивает объем, подлежащий обработке.
Если необходимо избежать большего результирующего использования материала, полосы облицовочного слоя могут быть приклеены друг к другу на предварительно профилированный элемент в клиновидной выемке между закругленными продольными краями краевых участков, перекрывающих покрытие фланца до того, как перекрывающиеся краевые участки загибаются в клиновидную выемку и прижимаются к закругленным продольным кромкам полки покрытия. Перехлест краевых участков полос облицовочного слоя обеспечивает такую ширину выступающих в клиновидную выемку краевых участков полос облицовочного слоя, которая необходима для покрытия продольной кромочной кривизны, несмотря на непосредственно примыкающие профилированные элементы перекрытия, с тем, чтобы соединительная кромка можно свести к минимуму.
Наличие предварительно профилированного элемента, из которого могут быть получены два или более профилированных элемента пола, создает благоприятные условия для автоматизированного серийного производства, поскольку, среди прочего, предварительно профилированный элемент имеет большую собственную прочность, чем отдельные профилированные элементы, и также может лучше транспортироваться, особенно если предварительно профилированный элемент снабжен по крайней мере одной направляющей канавкой в области соединительной площадки между профилированными элементами пола, поскольку в этом случае предварительно профилированный элемент можно сразу транспортировать по направляющему пазу. перед обработкой соединительной кромки, что не только повышает точность производства, но и позволяет увеличить скорость обработки.
перед обработкой соединительной кромки, что не только повышает точность производства, но и позволяет увеличить скорость обработки.
Способ в соответствии с изобретением будет описан более подробно со ссылкой на чертеж.
РИС. 1 показано поперечное сечение изготавливаемого профилированного элемента пола,
фиг. 2 показан вид спереди предварительно профилированного элемента для изготовления двух профилированных элементов пола в соответствии с изобретением,
. На фиг. 3-9 показано изготовление двух профилированных элементов пола, как показано на фиг. 1 в соответствии с изобретением на основе последовательных методологических шагов,
РИС. 10 — изображение варианта выполнения предварительно профилированного элемента, соответствующего фиг. 2 для изготовления профилированных элементов пола по фиг. 1,
РИС. 11 и фиг. 12 показано изготовление профилированного элемента пола с помощью предварительно профилированного элемента в соответствии с фиг. 10 на основе двух методологических шагов,
10 на основе двух методологических шагов,
ФИГ. 13 показан предварительно профилированный элемент для изготовления другого профилированного элемента пола в представлении, соответствующем фиг. 2,
РИС. 14 и фиг. 15 показано изготовление профилированных элементов пола из предварительно профилированного элемента на фиг. 13 на основе двух методологических шагов,
РИС. 16 показан вид спереди предварительно профилированного элемента для изготовления заготовок для профилированного элемента пола,
. На фиг. 17 показан предварительно профилированный элемент, покрытый покровным слоем на основе фиг. 16 в разрезе и
РИС. 18 показан профилированный элемент пола, изготовленный из заготовки, полученной в соответствии с фиг. 17 с дополнительными профилированными элементами, полученными из заготовки.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ
Профилированный элемент пола 1 , который должен быть изготовлен в соответствии с вариантом, показанным на фиг. 1 снабжен основанием 4 , которое может быть вставлено в направляющую пола 2 в зазоре между двумя элементами пола 3 , и фланцем покрытия 5 , выступающим из этого основания 4 , который перекрывает примыкающий пол элементы 3 . Видимая сторона фланца покрытия 5 имеет защитный слой 7 , проходящий по его закругленным продольным краям 6 , который может состоять из декоративной пленки, ламината, шпона или аналогичного материала и приклеивается к видимой стороне защитного фланца 5 .
1 снабжен основанием 4 , которое может быть вставлено в направляющую пола 2 в зазоре между двумя элементами пола 3 , и фланцем покрытия 5 , выступающим из этого основания 4 , который перекрывает примыкающий пол элементы 3 . Видимая сторона фланца покрытия 5 имеет защитный слой 7 , проходящий по его закругленным продольным краям 6 , который может состоять из декоративной пленки, ламината, шпона или аналогичного материала и приклеивается к видимой стороне защитного фланца 5 .
Производство такого профилированного элемента пола 1 происходит из предварительно профилированного элемента 8 , состоящего из деревянного материала, как показано на РИС. 2. Этот предварительно профилированный элемент 8 включает в себя два профилированных элемента пола 1 , которые упираются в области своих закругленных продольных краев 6 и соединены соединительной площадкой 9 на нижней стороне полки покрытия 5 , обращенной от видимой стороны, с упомянутой площадкой, образующей две параллельные направляющие канавки 10 , проходящие вдоль продольной оси профилированного элемента. Кроме того, предусмотрены припуски на усиление 11 в районе последующего фланца покрытия 5 , которые также снабжены направляющими канавками 10 .
Кроме того, предусмотрены припуски на усиление 11 в районе последующего фланца покрытия 5 , которые также снабжены направляющими канавками 10 .
Покрывающий слой 7 приклеен к предварительно профилированному элементу 8 , в частности, в виде двух полос 12 , лицевые краевые участки 13 которых заходят в клиновидную выемку 14 между закругленными продольные кромки 6 последующих профилированных элементов пола 1 перекрывают друг друга, как показано на ФИГ. 3 и 4. Это перекрытие необходимо для достижения ширины краевых участков 13 , соответствующий длине дуги кривизны продольных кромок 6 и, следовательно, полностью покрывающий закругленные продольные кромки 6 . В соответствии с фиг. 4, из двух полос 12 облицовочного слоя 7 , снабженных клеем, полоса, ближайшая к предварительно профилированному элементу 8 , сначала приклеивается к предварительно профилированному элементу 8 с помощью прижимной ролик 15 , перед краевыми секциями 13 этой полосы 12 , выступающей за закругленные продольные кромки 6 , прижимаются и приклеиваются к закругленным продольным кромкам 6 предварительно профилированного элемента с помощью профилированных роликов 16 в соответствии с ИНЖИР. 5. В то же время другая полоса 12 облицовочного слоя 7 может быть приклеена к предварительно профилированному элементу 8 с помощью прижимного ролика 15 9.0083, чтобы затем приклеить перекрывающиеся краевые секции 13 к закругленным продольным кромкам 6 с помощью профилированных роликов 16 таким же образом, как полосы 12 , ранее приклеенные. В соответствии с фиг. 7, может быть предусмотрен дополнительный формующий валик 17 для улучшения прижатия краевых участков 13 полос 12 , загнутых в клиновидную выемку 14 , к закругленным продольным кромкам 6 в области их примыкания.
5. В то же время другая полоса 12 облицовочного слоя 7 может быть приклеена к предварительно профилированному элементу 8 с помощью прижимного ролика 15 9.0083, чтобы затем приклеить перекрывающиеся краевые секции 13 к закругленным продольным кромкам 6 с помощью профилированных роликов 16 таким же образом, как полосы 12 , ранее приклеенные. В соответствии с фиг. 7, может быть предусмотрен дополнительный формующий валик 17 для улучшения прижатия краевых участков 13 полос 12 , загнутых в клиновидную выемку 14 , к закругленным продольным кромкам 6 в области их примыкания.
После покрытия видимых сторон последующих профилированных элементов пола 1 полосами 12 облицовочного слоя 7 , соединительной площадкой 9 и припусками усиления 11 в области закрывающий фланец 5 можно обработать. Предпочтительно, если эта обработка может предшествовать обрезке краевых участков 13 полос 9.0082 12 на внешних сторонах предварительно профилированного элемента 8 , как показано на РИС. 8. Для этого предварительно профилированный элемент 8 с клеевым покрывающим слоем 7 прижимается к направляющей линейке 19 с помощью прижимного ролика 18 с упомянутой направляющей линейкой 19. с направляющими выступами, входящими в направляющие пазы 10 предварительно профилированного элемента 8 . Боковые триммеры 20 располагаются на транспортируемом таким образом предварительно профилированном элементе, с помощью которого внешние краевые участки 13 клеевого покровного слоя 7 могут быть обработаны с требуемой точностью. Как показано на фиг. 9, профилированные элементы пола 1 затем отделяются от предварительно профилированного элемента 8 путем механической обработки соединительной кромки 9 и припусков на усиление 11 , в частности, с помощью резца 9 с соответствующим профилем.
Предпочтительно, если эта обработка может предшествовать обрезке краевых участков 13 полос 9.0082 12 на внешних сторонах предварительно профилированного элемента 8 , как показано на РИС. 8. Для этого предварительно профилированный элемент 8 с клеевым покрывающим слоем 7 прижимается к направляющей линейке 19 с помощью прижимного ролика 18 с упомянутой направляющей линейкой 19. с направляющими выступами, входящими в направляющие пазы 10 предварительно профилированного элемента 8 . Боковые триммеры 20 располагаются на транспортируемом таким образом предварительно профилированном элементе, с помощью которого внешние краевые участки 13 клеевого покровного слоя 7 могут быть обработаны с требуемой точностью. Как показано на фиг. 9, профилированные элементы пола 1 затем отделяются от предварительно профилированного элемента 8 путем механической обработки соединительной кромки 9 и припусков на усиление 11 , в частности, с помощью резца 9 с соответствующим профилем. 0082 21 , который можно дополнить пильным диском 22 . Предварительно профилированный элемент 8 , идущий от направляющей линейки 19 к фрезе 21 , поддерживается в рабочей зоне фрезы прижимными роликами 23 , соответствующими двум элементам профилированного пола . 1 . Эта система направляющих позволяет точно обрабатывать предварительно профилированный элемент 8 и два профилированных элемента пола 1 даже при более высоких рабочих скоростях.
0082 21 , который можно дополнить пильным диском 22 . Предварительно профилированный элемент 8 , идущий от направляющей линейки 19 к фрезе 21 , поддерживается в рабочей зоне фрезы прижимными роликами 23 , соответствующими двум элементам профилированного пола . 1 . Эта система направляющих позволяет точно обрабатывать предварительно профилированный элемент 8 и два профилированных элемента пола 1 даже при более высоких рабочих скоростях.
Кроме того, предварительно профилированный элемент 8 , соответствующий изображенному на РИС. 10 также можно использовать в качестве основы для изготовления профилированного элемента пола 1 , такого как показанный на фиг. 1. Предварительно профилированный элемент 8 на фиг. 10 отличается только от показанного на фиг. 2 тем, что закругленные продольные кромки 6 , обращенные друг к другу, на двух следующих друг за другом профилированных элементах пола 1 расположены с зазором между их сторонами в пределах предварительно профилированного элемента 8 , что приводит к более широкой соединительной площадке 9 между продольными кромками 6 по сравнению с фиг. 2. Больший зазор между двумя профилированными элементами пола 1 позволяет наносить облицовочный слой 7 на предварительно профилированный элемент 8 одним куском, перекрывая клиновидную выемку 14 , образованную между закругленными продольные кромки 6 , а покрывающий слой наносится для последующего разделения на две полосы 12 , как видно на фиг. 11, где режущий инструмент обозначен соответствующим образом. Краевые участки 13 полос 12 , полученные после разделения и выступающие в клиновидную выемку 14 , благодаря увеличенному зазору между продольными кромками 6 , обращенными друг к другу, имеют достаточную ширину для полного длина дуги кривизны продольных краев 6 , чтобы их можно было покрыть.
2. Больший зазор между двумя профилированными элементами пола 1 позволяет наносить облицовочный слой 7 на предварительно профилированный элемент 8 одним куском, перекрывая клиновидную выемку 14 , образованную между закругленными продольные кромки 6 , а покрывающий слой наносится для последующего разделения на две полосы 12 , как видно на фиг. 11, где режущий инструмент обозначен соответствующим образом. Краевые участки 13 полос 12 , полученные после разделения и выступающие в клиновидную выемку 14 , благодаря увеличенному зазору между продольными кромками 6 , обращенными друг к другу, имеют достаточную ширину для полного длина дуги кривизны продольных краев 6 , чтобы их можно было покрыть.
Следовательно, в некоторых случаях только соединительный участок 9 и припуски на арматуру 11 после обрезки краевых частей 13 полки наружного покрытия 5 в предварительно профилированном элементе 8 для получения профилированных элементов пола 1 в соответствии с фиг. 1. На фиг. 12 участки, подлежащие механической обработке, обозначены штриховкой.
1. На фиг. 12 участки, подлежащие механической обработке, обозначены штриховкой.
Конечно, способ производства в соответствии с изобретением может быть использован для различных профилированных элементов пола, поскольку важным аспектом является не форма каждого профилированного элемента, а тот факт, что профилированные элементы пола снабжены как минимум одним покрытием фланец 5 с закругленным продольным краем 6 . Чтобы проиллюстрировать этот момент, на фиг. 13 показан предварительно профилированный элемент 8 для изготовления профилированных элементов пола 1 для ступени. После того, как покрывающий слой 7 в виде двух полос 12 , перекрывающих друг друга в клиновидной выемке 14 , склеен клеем в соответствии с фиг. 3 и 4, их краевые участки загнуты в клиновидную выемку 14 , соответствующую фиг. 5-7 и приклеиваются к закругленным продольным кромкам 9. 0082 6 защитного фланца 5 . Так как плечо 24 профилированного элемента пола 1 перекрывает стояк, внешний край 13 полос 12 облицовочного слоя 7 должен быть направлен вокруг видимой стороны этого плеча 24. . Это означает, что припуск на механическую обработку 25 на внутренней стороне этого выступа 24 облегчает обрезку покрывающего слоя 7 в этом краевом участке, когда этот припуск на механическую обработку удаляется, как показано заштрихованной областью на фиг. 14. Вслед за этим соединительная земля 9 можно обработать в соответствии с РИС. 15, чтобы закончить два профилированных элемента пола 1 и отделить их друг от друга.
0082 6 защитного фланца 5 . Так как плечо 24 профилированного элемента пола 1 перекрывает стояк, внешний край 13 полос 12 облицовочного слоя 7 должен быть направлен вокруг видимой стороны этого плеча 24. . Это означает, что припуск на механическую обработку 25 на внутренней стороне этого выступа 24 облегчает обрезку покрывающего слоя 7 в этом краевом участке, когда этот припуск на механическую обработку удаляется, как показано заштрихованной областью на фиг. 14. Вслед за этим соединительная земля 9 можно обработать в соответствии с РИС. 15, чтобы закончить два профилированных элемента пола 1 и отделить их друг от друга.
Заготовки профилированных элементов пола 1 также могут быть изготовлены с использованием способа производства в соответствии с изобретением, как показано на фиг. 16-18. Заготовки 26 , которые обозначены штрихпунктирными линиями в предварительно профилированном элементе 8 на фиг. 16, с лицевой стороны покрыты покровным слоем 7 из предварительно профилированного элемента 8 , соответствующего фиг. с 3 по 7. Для отделения заготовок 26 от предварительно профилированного элемента 8 , снабженного защитным слоем 7 , необходимо обработать соединительную площадку 9 между двумя заготовками 26 . в соответствии с заштрихованной областью на фиг. 17 перед изготовлением профилированного элемента пола 1 и двух дополнительных профилированных элементов 27 из заготовки 26 , полученные таким образом в соответствии с фиг. 18, а именно простым разрезом по плоскости сечения 28 , обозначенной штрихпунктирными линиями. Подобно фиг. 1, профилированный элемент пола 1 , изготовленный из заготовок 26 , имеет основание 4 и закрывающий фланец 5 , выступающий из основания 4 , с закругленными продольными кромками 6 .
16-18. Заготовки 26 , которые обозначены штрихпунктирными линиями в предварительно профилированном элементе 8 на фиг. 16, с лицевой стороны покрыты покровным слоем 7 из предварительно профилированного элемента 8 , соответствующего фиг. с 3 по 7. Для отделения заготовок 26 от предварительно профилированного элемента 8 , снабженного защитным слоем 7 , необходимо обработать соединительную площадку 9 между двумя заготовками 26 . в соответствии с заштрихованной областью на фиг. 17 перед изготовлением профилированного элемента пола 1 и двух дополнительных профилированных элементов 27 из заготовки 26 , полученные таким образом в соответствии с фиг. 18, а именно простым разрезом по плоскости сечения 28 , обозначенной штрихпунктирными линиями. Подобно фиг. 1, профилированный элемент пола 1 , изготовленный из заготовок 26 , имеет основание 4 и закрывающий фланец 5 , выступающий из основания 4 , с закругленными продольными кромками 6 .