Штамповка деталей из листового металла: технология, прессы
Изготовление деталей с помощью штамповки занимает ведущее место в технологии обработки металлов давлением и используется в разных отраслях промышленности.
Особое значение имеет штамповка металлических изделий из листового проката. В ее основе лежит пластическое деформирование металла без его нагрева с помощью специальных штампов. Такой способ пластической деформации деталей широко применяется для изготовления деталей разных размеров и сложных форм с большой точностью, что невозможно осуществить с помощью других способов обработки.
Они используются для сборки крупногабаритных изделий машиностроительной отрасли, в автомобилестроении и судостроении, а также в приборостроительной сфере и быту, где часто требуются различные миниатюрные детали.
Технология штамповки деталей из металлических листов и ее виды
Штамповкой называют процесс придания деталям нужной формы и получение определенного документами размера путем механического воздействия на них с помощью давления. Основное направление штамповки – это производство деталей из заготовок, в качестве которых используется листовой прокат. Под действием сдавливающего усилия заготовка подвергается деформации и приобретает нужную конфигурацию.

Различают штамповку, выполненную горячим способом с нагревом заготовки и холодным способом без ее предварительного нагрева. Штамповка деталей из листового металла осуществляется без их предварительного нагрева.
Деформацию давлением с нагревом заготовки используют при изготовлении деталей из металла, не обладающего достаточной пластичностью, и в основном применяют при производстве небольших партий объемных изделий из металлического листа, имеющего толщину в пределах 5 миллиметров.
Технологический процесс горячей штамповки металла во многом совпадает с последовательностью операций холодной обработки заготовок. Отличие состоит в предварительном нагреве исходных заготовок в печах до температуры, обеспечивающей пластичность металла. При этом учитывается степень коробления детали при остывании, а также ее утяжка при деформационной обработке, влияющая на ее размер. Чтобы исключить отклонения от требуемых размеров для деталей, полученных горячей штамповкой, делают большие допуски.
Видео:
При производстве штампованных деталей из листового металла в основном используют метод холодной штамповки.
Холодная штамповка листового металла
Технология холодной деформации листового проката с помощью штампов подразумевает изменение формы и размеров изделия с сохранением их первоначальной толщины.
В качестве материала для получения штампованных изделий холодным способом используют полосы, листы или тонкую ленту в основном из низкоуглеродистых и легированных пластичных сталей, а также медных, латунных (содержащих свыше 60% меди), алюминиевых, магниевых, титановых и других пластичных сплавов. Применение для штамповки сплавов, обладающих хорошей пластичностью, связано с тем, что они легко поддаются деформационному изменению.

Для осуществления холодной штамповки листового металла используют различные операции, которые зависят от поставленной задачи достижения определенной формы заготовки. Их подразделяют на разделительные и формоизменяющие воздействия.
1. При разделительных деформациях материал заготовки частично отделяют по заданному контуру. Отделение осуществляется путем сдвига части металла по отношению к основной заготовке. Такими операциями являются резка, вырубка, пробивка и другие.
Рассмотрим, как осуществляются некоторые операции разделительного характера.
Резка
При проведении резки от детали отделяется определенная часть путем ее разрезания по фигурной или прямой линии. Такая разделительная операция выполняется с помощью пресса, выполненного в виде ножниц разной конструкции.
Такая операция предназначена в основном для подготовки заготовки к другим способам обработки.
Пробивка
Операцию, называемой пробивкой, используют для создания в заготовке отверстия разной формы. Часть металла при пробивке из заготовки удаляется совсем, и ее вес уменьшается.
На рисунке показана схема процесса пробивки.
Вырубка
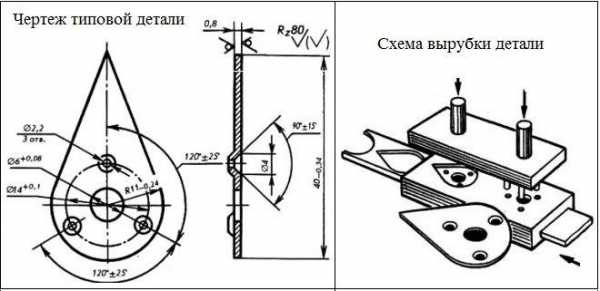
С помощью процесса вырубки металлической детали придают готовый вид изделия, имеющего замкнутый контур.
На рисунке показана схема изготовления детали с помощью вырубки.
2. Формообразующие деформации включают изменение формы и размеров изделия при перемещении его отдельных областей, не приводящем к его общему разрушению. К ним относят вытяжку, гибку, рельефную формовку, скручивание, обжим и другие операции.
Рассмотрим некоторые виды операций, не приводящие к физическому разрушению формы.
Вытяжка
С помощью вытяжки из листовых плоских заготовок получают полые объемные изделия. Например, таким способом изготавливают детали, имеющие форму полусферы, цилиндра, конуса, куба и других видов. На рисунке показаны разные варианты выполнения вытяжки.

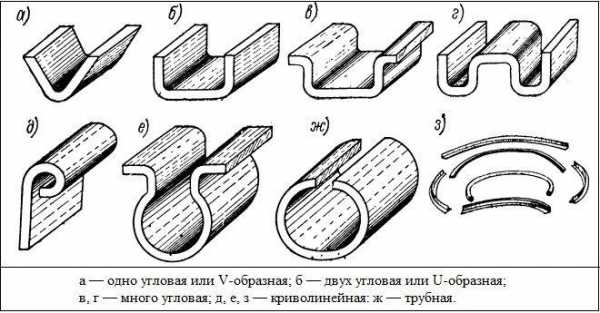
Гибка
С помощью операции гибки листовому изделию придается заданная форма его изгиба. В зависимости от вида гибки такая операция дает возможность получать изогнутые изделия разной конфигурации. Некоторые из них показаны на рисунке.
Рельефная формовка
Этот вид операции подразумевает видоизменение локальных частей изделия, его внешняя конфигурация остается без изменения. На рисунке изображена схемы некоторых операций формовки:
Возможно также применение комбинированных операций, включающих разделение и формообразование одной детали.
Технологический процесс проведения холодной штамповки состоит из этапов, которые связаны с характером деформационной операции и зависят от вида используемого штампового оборудования.
Разработка техпроцесса проводится в следующей последовательности:
- Обозначается структура основных операций, включающая их характер, количество и последовательность выполнения.
- Выполняется расчет первоначальных, промежуточных и готовых размеров детали, а также необходимых деформационных усилий для достижения нужного результата.
- Проводится документальное оформление технологического процесса.
В техпроцесс могут быть внесены дополнительные операции, с помощью которых заготовка приводится к виду, удобному для обработки. К ним относятся очистка, правка листов, нанесение смазки и другие операции.
Видео:
Штамповочный пресс для металла
Все операции холодной штамповки можно осуществлять при наличии специального оборудования, главным из которых является штамповочный пресс. Его устройство может быть на основе механики, либо с использованием гидравлики.

К механическим видам относят:
- эксцентриковые прессы;
- прессы с использованием кривошипно-шатунного механизма.
Для осуществления операций пробивки, вырубки и вытяжка используется штамповочный пресс кривошипного типа.
Устройство и принцип работы пресса кривошипного типа
Любой пресс, предназначенный для штамповки изделий, включает основные узлы, к которым относится: механизм, приводящий его в действие и устройство, осуществляющее непосредственную штамповку.
Действующий механизм – это кривошипный вал, который приводится в движение с помощью электропривода. Для этого электродвигатель при вращении маховика передает вращение кривошипному механизму с помощью зубчатой передачи.
Совершая возвратно-поступательные действия, ползун кривошипа приводит в работу штамповое устройство, которое с усилием давления осуществляет пластическую деформацию.
Основные детали такого пресса выполнены из высокопрочных сталей и дополнительно укреплены с целью придания необходимой жесткости.
Устройство гидравлического пресса
Штамповочный пресс для металла гидравлического типа применяется для создания объемных форм с помощью продавливания металла.
Принцип действия такого механизма основан на давлении жидкости, помещенной в двух резервуарах, которые снабжены поршнями. Резервуары соединены трубопроводом. В результате давления в жидкости, возникающего в момент ее нагнетания в цилиндр из другого резервуара, оно передается на ползун и приводит его в движение. При перемещении ползун с большим усилием продавливает заготовку.
Видео:
Изготовление штампов для холодной штамповки металла
Рабочим устройством любого прессового станка является сам штамп. Он включает две рабочие части, называемые матрицей и пуансоном. В процессе работы подвижной является только верхняя деталь штампа – пуансон, закрепленный на ползуне. Матрица расположена снизу и остается неподвижной.
Деформирование листа осуществляется во время прижимания пуансона к матрице с расположенной на ней заготовкой.
Разработке чертежей и изготовлению штампов для пресса предъявляются повышенные требования, т. к. от их точности зависит правильность формирования изделия.
Выполняются такие работы поэтапно в следующей последовательности:
- составляется эскиз штампа;
- с помощью компьютерной схемы штампа, составленной по специальной программе, проводится проверка рационального раскроя материала;
- при необходимости эскиз корректируется, и уточняются размеры штампа;
- обозначаются места расположения отверстий и их размеры, которые затем будут нанесены на поверхность штампа;
- после окончательного согласования чертежей приступают к изготовлению самого штампа.
Видео:
Современные станки для штамповки изделий оснащены штампами, изготовленными с большой точностью при помощи компьютерных технологических программ.
Загрузка…plavitmetall.ru
Штамповка деталей из листового металла: способы, нормы
Штамповка деталей из листового металла позволяет формировать изделия разной конфигурации в течение небольшого отрезка времени. В качестве исходного материала используется полоса или лента. Разнообразная технология раскроя позволяет получать за 1 удар пресса от 1 до нескольких деталей.
Существуют автоматические линии, которые работают без участия человека. В оборудование устанавливается штамп последовательно действия. Подача ленты осуществляется на 1 шаг в течение определенного отрезка времени. Быстроходные прессы совершают более 100 ударов в минуту, и готовые изделия с такой же скоростью поступают в контейнер.

Штамповка деталей из листового металла
Что собой представляет листовая штамповка
В процессе листовой штамповки идет подача плоской листовой стали в пространство штампа. За один удар пресса можно получить не каждую конфигурацию детали. Существуют сложные изделия, которые формируются за несколько операций. В каждом случае разрабатывается своя технология. Для этого изготавливаются разные штампы. Часто операции совмещаются. Для этого существуют штампы последовательного или совмещенного действия.
В первом случае деталь получается за несколько шагов и на выходе выпадает готовое изделие. В оснастке совмещенного действия несколько операций формируется за один удар. Готовая деталь падает в провальное окно плиты пресса, а отходы остаются на поверхности.
При штамповке простых металлических изделий в работе используются стандартные нормы. Если же идет формоизменение оцинкованного листа, наблюдается повышенный износ рабочего инструмента. Связано это с наличием на поверхности листа цинкового наклепа. Чтобы предотвратить его оседание на рабочем инструменте, при штамповке используется эмульсия. Это значительно увеличивает стойкость штампа.
При проектировании штампов для алюминиевых полос между пуансоном и матрицей закладываются уменьшенные зазоры. Связано это с мягкостью цветного металла.
Изготовление штампов для холодной штамповки металла
Штампы для листовой штамповки представляют собой кубик, состоящий из 2 половинок. Центрирование обеих частей идет через колонки и втулки. Изготовление оснастки состоит из нескольких этапов:
- Разрабатывается проект. Подготавливаются чертежи со всеми размерами.
- Начинается изготовление деталей штампа. Многие размеры на чертеже имеют жесткий допуск, который нужно выдержать до 0,01 мм. Такую точность можно получить только на координатных станках: расточном и шлифовальном. Особенно это касается рабочего инструмента: пуансона и матрицы.
- Некоторые изделия, изготовленные из конструкционной и инструментальной стали, подвергаются термической обработке.
- Затем закаленные детали шлифуются. Наивысшую чистоту поверхности имеют режущие части рабочего инструмента. Шлифовка ведется до получения 10 класса шероховатости поверхности или по новому обозначению 0,16√. Все плоские части деталей: верхних и нижних плит, пуансонодержателя, прокладок, направляющих планок и съемника шлифуются до 8 класса. Согласно новому обозначению — 1,25√.
Некоторые штампованные детали получаются на оснастке, которая изготавливается по новейшей технологии. Согласно новым разработкам в них отсутствуют колонки и втулки. Обе половинки штампа ничем не связаны. К новинке относится встроенный в пуансонодержатель ловитель с фаской 15 мм, сделанной под углом 15 градусов. В матрице существует отверстие, куда ловитель входит по скользящей посадке в конце хода пресса. Это происходит до того, как рабочий инструмент не коснется металла. В итоге совершается совмещение обеих половинок и получается качественная деталь.

Холодная штамповка металла
Технология штамповки
Штамповка листовая представляет собой формоизменения металла. При проектировании штампов ведется расчет усилий по операциям. Часто мощности пресса хватает для получения готового изделия в холодном состоянии. Обычно толщина листа, подающегося в пространство штампа, составляет не более 1 мм.
Если пластичность металла невысокая, то для такого материала необходим подогрев.
Холодная штамповка
В холодном состоянии проводится штамповка листового металла из стали 08 кп, алюминия и неметаллических изделий.
Выполняются следующие операции:
- Резка. Проводится она на специальных гильотинных ножницах. Материал разрезается на мерные заготовки для последующей штамповки.
- Вырубка или пробивка. Относится к разделительным операциям. Для этого специально изготавливаются вырубные и пробивные штампы.
- Гибка. Бывает V- образная и П-образная. При совершении таких операций важно учесть пружинение металла. Для этого заготовка гнется на больший угол. Тогда в свободном состоянии она получается нужного размера.
- Отбортовка. Заранее изготовленное отверстие отбортовывается пуансоном большего размера. Важно выдержать правильный зазор между ним и матрицей, который должен равняться толщине металла.
- Вытяжка. Идет вытягивание круглой заготовки в стакан. Если требуется большая высота, то достигается она за несколько переходов. Для этого изготавливают разные штампы.
Горячая штамповка
Обычно используется при штамповке листа металла толщиной 3–5 мм. Применяется в том случае, когда усилия пресса не хватает для формирования деталей. Таким же способом получается объемная штамповка изделий.

Горячая штамповка
Процесс горячей штамповки принципиально не отличается от холодной. Особенность заключается в том, что предварительно металл подогревается до температуры 1200 градусов. Для этого применяются специальные печи, которые устанавливаются рядом с прессовым оборудованием.
Существуют автоматические линии, работающие без участия человека. На первом этапе идет разогрев заготовки, которая дальше самостоятельно передвигается по конвейеру.
Альтернативные и прогрессивные способы штамповки листового металла
Штамповка изделий листового металла может проходить не только традиционными методами. Существует ряд способов обработки материала, когда отсутствует стандартный инструмент:
- Формоизменение метала резиной. Для этого пуансон и матрица изготавливаются из резины. Несмотря на мягкие рабочие части, удается совершить: гибку, вытяжку, вырубку и пробивку. К преимуществам такого способа относится невысокая цена рабочего инструмента.
- Использование жидкости. Принцип основан на том, что матрица изготавливается из обычного металла. В ней формируется необходимый ручей. Под давлением жидкости ведется заполнение ручья металлом. Его форма соответствует размерам изделия.
- Взрывом. В данном случае, толкающей силой является взрыв, который направляет металл в форму. Применяется для работы с крупногабаритными изделиями, для получения деталей сложной конфигурации.
- Магнитно-импульсный вариант. Принцип основан на создании магнитного поля вокруг заготовки. В итоге такое же поле формируется в самой детали. В результате возникает толкающая сила, которая направляет металл в нужное направление.
Станки и пресса для штамповки
Оборудование для горячей и холодной штамповки имеет много разновидностей:
- Фрикционные прессы. Передача движения происходит за счет трения, возникающего между маховиком и дисками. Такое оборудование используется для листовой штамповки как в горячем, так и в холодном состоянии.
- Кривошипные пресса. Основу составляет кривошипно-шатунный механизм. Работающий электродвигатель передает движение на ползун, закрепленный в направляющих. Он совершает возвратно-поступательные движения. Здесь же встроенный маховик обеспечивает необходимую инерцию. Оборудование не отличается сложностью, легко настраивается и обслуживается. Применяется в холодной штамповке как для небольших, так и для кузовных деталей. Имеет встроенную регулировку частоту ударов. Поэтому, при необходимости, скорость работы меняется. К недостаткам способа относится жесткость удара рабочего инструмента о поверхность заготовки.
- Гидравлические пресса. Основная движущая сила создается жидкостью. Учитывая то, что она несжимаема, идет ее давление на поршень. Дальше оно передается на ползун. К положительным качествам оборудования относится мягкость и большая величина хода. Это сказывается на длительности эксплуатации штампов. Рабочий инструмент не испытывает перегрузок и реже подвергается переточке. К недостаткам относится низкая скорость движения ползуна.
- Станки вальцевого типа. В качестве рабочего инструмента применяются вальцы. Заготовка пропускается сквозь них и приобретает необходимую форму.
Процесс листовой штамповки относится к операциям, в процессе которых за небольшой промежуток времени получается большое количество деталей. Как правило, это не окончательная продукция. В дальнейшем она подвергается другим видам обработки.
metalloy.ru
Холодная штамповка деталей из листового металла
Холодная штамповка деталей из листового металла представляет собой процесс обработки при помощи специального оборудования. Такой способ металлообработки производится под высоким давлением, что дает возможность изготавливать детали любой конфигурации.
Немного истории
О холодной обработке металла было известно еще очень много столетий тому назад, но на то время она не имела такого широкомасштабного производства. В основном ее применяли для изготовления домашней утвари, различных украшений и оружия.
Но благодаря техническому прогрессу такой вид металлообработки, начиная со второй половины XIX века, встал на новый уровень. В результате совершенствования начали изготавливаться новые детали и элементы для промышленности, что, в свою очередь, способствовало стремительному развитию данной отрасли.
Уже в начале XX столетия изготовление штампов для холодной штамповки металла сыграли большую роль в таких отраслях, как автомобилестроение, авиа- и судостроение, а в 50-х годах этого же столетия их стали применять и в ракетостроении.
Краткая характеристика
Изготовление различных деталей путем холодной штамповки – это процесс, что позволяет увеличить прочность изделия, уменьшая его пластичность, тем самым не давая ему возможность в последующем деформироваться под воздействием внешних факторов. В результате заготовки приобретают высокую прочность. Кроме этого, применяемая технология позволяет делать детали высокого качества и точности, при этом существенно экономя затраты на производство.

Холодная штамповка металла (ХШ) представляет собой соответствующие действия, в ходе которых из предоставленного материала изготавливаются изделия нужной формы путем высокого давления, что в результате дает возможность сделать необходимую конфигурацию.
Суть такого процесса заключается в том, что листовые заготовки помещаются на специальное оборудование, которое состоит из неподвижной и подвижной части, что в результате сближения производят деформацию.
Что касается листового металла, из которого делаются заготовки, то в промышленности применяются различные сплавы и виды стали, что без затруднений поддаются деформированию, это, к примеру, такие, как:
- Углеродистая сталь.
- Легированная сталь.
- Медь.
- Латунь (с содержанием более 60% меди).
- Титан.
- Алюминий.
В качестве заготовки используется прокатный лист, полосы и ленты, что имеют толщину металла от 0,2 до 4 мм и хорошо поддаются деформированию.
Виды оборудования
В зависимости от типа изготавливаемых деталей в промышленном производстве выделяют несколько видов штамповочных машин. Это такие, как:
- механический молот;
- прессы, представленные гидравлическими и кривошипными модификациями;
- кузнечно- штамповочные автоматы;
- горизонтально-ковочные машины.
Учитывая, что производство в основном ведется в больших масштабах, то практически все оборудование, автоматизированное. Также применяется и обычный пресс, который полностью контролируется оператором. Но такой вид ХШ применяется в изготовлении небольших партий и не может конкурировать с промышленными аналогами относительно скорости проводимых работ. Хотя это никоим образом не влияет на качество готового изделия.
Кроме этого, стоит отметить, что конструкции прессов можно разделить на:
- Однокривошипные.
- Двухкривошиные.
- Четырехкривошмпные.
- В случае если листовой металл имеет небольшую толщину, то применяется фрикционный пресс.
- Что касается гидравлического штамповочного оборудования, то оно применяется для крупного производства заготовок, что изготавливаются из более толстого металлического листа.
С этого следует, что делать это в домашних условиях не целесообразно и маловероятно, поскольку потребуется для этого специальное оборудование. К тому же осуществление готового изделия на заказ будет намного выгодней, а также качество предоставляемых услуг будет намного выше.
Принцип работы
Пресс ХШ состоит из механизма, который повергает его в работу и устройство, что выполняет непосредственно сам процесс штампования.
Кривошипный пресс. Что касается работающего механизма, то это кривошипный вал, который вращается при помощи электропривода. В результате вращения маховика происходит цепочная передача вращения на кривошипный механизм.
Совершая возвратно-поступательное действие, имеющийся ползун кривошипа повергает в работу непосредственно само устройство. В ходе такого воздействия возникает соответствующее высокое давление, что позволяет осуществлять пластичную деформацию такого металла.
Гидравлический пресс. Принцип работы такого устройства заключается в том, что формирования происходит в ходе придавливания материала с помощью жидкости, что находится в специальных резервуарах, соединенные специальными трубопроводами. В ходе создания давления в одном цилиндре происходит давление на другой, что, в свою очередь, передается на ползун, приводя его в действие. В результате таких усилий продавливается заготовка.
Относительно самого штампа, то он заключает в себя две основные рабочие части, это матрица и пуансон.
Матрица располагается в нижней части оборудования и является неподвижной, а вот пуансон, его движущая часть, что в ходе деформирования прижимается к матрице, на которой располагается соответствующий материал. Таким способом осуществляется формирование на металлической поверхности.
Прогрессивные способы штамповки листового металла
В силу того, что прогресс не стоит на месте, все чаще в производство внедряются инновационные технологии, что существенно упрощают процесс холодной штамповки листового металла. Среди них можно выделить такие, как:
- Штамповка резиной. Такой вид формирования подразумевает собой применение резины в качестве матрицы или пуансона. Зачастую ее используют, когда необходимо изготовить заготовки, что имеет толщину металла не более 2-х миллиметров.
- Штамповка жидкостью. В данном случае формирование происходит за счет, создаваемого давления жидкости. Его в основном применяют для производства деталей с вытянутыми полыми элементами.
- Штамповка взрывом. Этот способ подразумевает собой применение взрывчатых веществ, что в ходе работы образовывают высокое давление, а в результате заготовка становится соответствующей формы. Используется, когда необходимо сделать более сложную форму или же штампованные изделия большого размера.
- Электрогидравлическая штамповка. Формирование происходит в результате возникновения ударной волны, когда используется заряд высокого напряжения, подведенный к жидкости.
Такие методы обработки применяются в зависимости от вида деталей и соответственно изготавливаются на предназначенных для этого машинах. Но для производства более крупных деталей из металла, имеющий большую толщину используется еще один вид формирования – горячая штамповка.
Какие операции подразумевает холодная штамповка?
В зависимости от предназначения штамповка представлена многообразными видами операций, это:
- Разделительные – формирование таким способом осуществляется путем отъединения одной части заготовки от другой при помощи операций в виде резки, пробивки, надрезки, просечки, вырубки и зачистки.
- Формообразующие – в этом случае формирование изделий происходит с наибольшими его изменениями, при этом сохраняя целостность, это, к примеру, кузов автомобиля. Основными действиями являются гибка, закатка краев, отбортовка, вытяжка, формовка, чеканка, обжим, правка.
- Комбинированные – суть операции заключается в том, что при изготовлении одного изделия происходит одновременно несколько действий сразу. Это такие, как гибка и отрезка, вырубка и вытяжка, отбортовка и формовка.
- Штампосборочные – такой метод позволяет в ходе работы соединять несколько заготовок в одну деталь. Примером этого может послужить запрессовка, холодная мягкая сварка, клепка и вальцовка.
Для таких операций на производстве используются гидравлические электромеханические прессы, где применяется усилие не более 100 тонн.
| Технические | Экономические
| Недостатки
|
| С точки зрения производства, то такой способ металлообработки дает возможность делать изделия более твердыми и прочными. Кроме этого, они достаточно легкие. | Возможность широкомасштабного выпуска при минимальном расходе материалов. | К недостаткам относится тот факт, что производимая ХШ листового металла может применяться для изготовления деталей весом не более 1 тонны. |
| Такой процесс позволяет изготавливать необходимые детали самых различных форм, в том числе и сложных конфигураций. | Такой способ позволяет экономить сырье, что, в свою очередь, уменьшает количество отходов. | |
| Возможность получить большое количество деталей с максимальной идентичностью. | При штамповой обработке существенно уменьшается вероятность дополнительной обработки |
Видео: холодная штамповка изделий.
Технология процесса
Каждый технологический процесс подразумевает под собой проведения определенных операций. В данном случае они связаны с формированием листового металла при помощи ХШ, что выполняется на соответственном оборудовании. В его основу входит:
- Изначально обозначается суть операции, основополагающие ее процессы, которые должны будут выполняться в соответствующей последовательности.
- Составление эскиза.
- Следующим этапом является расчет всех размеров на стадии заготовки, формирования и готового изделия.
- Обозначается месторасположение всех необходимых отверстий, углублений и других элементов, что требует соответствующая деталь.
- Обязательно необходимо оформить все стадии процесса с внесением данных с размерами документально.
- После согласования чертежей происходит изготовление изделий.
Но допускается и внесение изменений, применяя дополнительные операции, что способствуют удобной ее обработке. Это может быть правка листового материала, нанесение смазки или другие операции, что потребуются в ходе штамповки.
Предоставленная информация дает полную картину самого процесса ХШ, что проводится на соответствующем оборудовании при использовании специальных материалов. Кроме этого, благодаря внедренным инновациям, применяемая технология дает возможность изготовления высококачественных изделий в промышленных масштабах. А также уменьшая количество отходного материала, что в свою очередь делает такое производство весьма экономным.
metmastanki.ru
Штамповка | Учебные материалы
Штамповкой называют технологические процессы обработки давлением, при осуществлении которых формообразование изделия происходит в условиях ограниченного течения, определяемого формой и размерами полостей (ручьев) рабочих инструментов – штампов.
Схема напряженного состояния заготовки в процессе ее пластического деформирования зависит от типа заготовки. При штамповке изделий из слитков, сортового проката и прессованных прутков схема напряженного состояния, как правило, объемная (всестороннее неравномерное сжатие), поэтому штамповку называют объемной (рисунок 2.10 а, б).
При штамповке деталей из листовых заготовок схему напряженного состояния можно с достаточной степенью точности считать плоской, а штамповку называют листовой (рисунок 2.10 в).
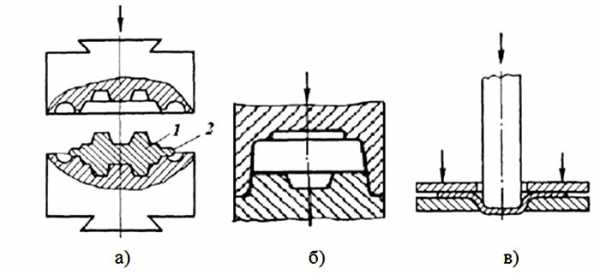
Рисунок 2.10 – Принцип устройства штампов при штамповке металла:
а, б – объемная штамповка: 1 – поковка; 2 – облой; б – листовая штамповка
Изделия, изготовленные объемной штамповкой, называют соответственно штампованными поковками, а изделия, изготовленные листовой штамповкой, деталями, поскольку последние практически идут в сборочные цехи без какой-либо обработки резанием.
Применение объемной штамповки оправдано при серийном и массовом производствах. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Объемной штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приемами свободной ковки.
В зависимости от типа штампа выделяют штамповку в открытых и закрытых штампах.
Штамповка в открытых штампах. Открытый штамп (рисунок 2.10 а) отличается простотой устройства и универсальностью применения, но горячая штамповка в нем связана с образованием заусенца (облоя), который обеспечивает заполнение сложного рельефа полости штампа. Для размещения заусенца в штампе предусматривается специальная канавка. После штамповки заусенец обрезают в штампе на обрезном прессе. Отход металла при этом составляет 5-20%, иногда достигает 50-80%. Штамповкой в открытых штампах можно получать поковки практически всех типов.
Штамповка в закрытых штампах (рисунок 2.10 б) характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование облоя в нем не предусмотрено. При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки.
Существенное преимущество штамповки в закрытых штампах – уменьшение расхода металла, поскольку нет отхода в облой. Поковки, полученные в закрытых штампах, имеют более благоприятную структуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в облой. При штамповке в закрытых штампах металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, чем в открытых штампах. Это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
Объемную штамповку осуществляют при разных температурах исходной заготовки и, в соответствии с температурой, делят на холодную и горячую. Наиболее широкое распространение получила горячая объемная штамповка, которую ведут в интервале температур, обеспечивающих снятие упрочнения.
Горячая объемная штамповка осуществляется с нагревом до температуры 200-1300°С в зависимости от состава сплава и условий обработки. Нагрев заготовки позволяет примерно в 10-15 раз снизить сопротивление деформированию, а также повысить пластичность металла. Исходным материалом для горячей объемной штамповки являются сортовой прокат, прессованные прутки, литая заготовка, в крупносерийном производстве – периодический прокат, что обеспечивает сокращение подготовительных операций.
Масса получаемых изделий от нескольких грамм до 68 тонн, точность размеров поковок зависит от их массы и конфигурации и может быть повышена последующей холодной калибровкой. Процесс горячей объемной штамповки аналогичен по физической сущности свободной ковке, но осуществляется в штампах.
Горячей объемной штамповкой получают поковки, однородные по структуре, сравнительно высокой точности, сложной конфигурации, чего невозможно добиться при свободной ковке. Однако средний коэффициент использования металла при горячей объемной штамповке 0,5 – 0,6 (т.е. до 40 – 50% металла идет в отход), при холодной штамповке этот коэффициент значительно выше.
dprm.ru
Ковка и штамповка
Ковкойназывается обработка металла, находящегося в пластическом состоянии, статическим или динамическим давлением. При ковке изменяется как внешняя форма, так и структура металла. Изделие, полученное ковкой, называют поковкой. Существуют два вида ковки: свободна и в штампах.
Ковка производится либо ударным (динамическим) воздействием на металл, где используется энергия падающих частей молота (механическая ковка), либо медленным (статическим) воздействием, где используется давление пресса.
Свободна ковка
Свободную ковку применяют в условиях серийного и мелкосерийного производства. К операциям ковки относятся вытяжка, осадка, гибка, пробивка, прошивка, рубка и т.д.
При вытяжкедлина поковки увеличивается за счет уменьшения ее поперечного сечения. Разновидностью вытяжки является протяжка, при которой заготовку кантуют после каждого удара.
Осадка — операция, обратная вытяжке. При осадке поперечное сечение поковки увеличивается за счет высоты.
Прошивка отверстий производится с помощью пробойника, называемого прошивнем. Прошивкой получают сквозное отверстие или углубление — (глухая прошивка). На рис.37приведены схемы некоторых операций свободной ковки.
Ковку выполняют на ковочных молотах или гидравлических прессах.
Молоты— машины динамического, ударного воздействия. Продолжительность деформации на них составляет тысячные доли секунды. Металл деформируется за счет энергии, накопленной подвижными (падающими) частями молота к моменту их соударения с заготовкой. Одним из основных типов молотов для ковки являются паровоздушные молоты.
Гидравлические прессы — машины статического действия; продолжительность деформации составляет несколько секунд. Металл деформируется приложением усилия, создаваемого с помощью жидкости, подаваемой в рабочий цилиндр пресса.

Рис.38. Схемы операций ковки: а — двусторонняя прошивка, б-сквоз-
ная прошивка, в-прошивни, г-отрубка, д-топоры, е-гибка,
ж-штамповка в подкладных штампах, з-протяжка
Штамповка
Штамповкой называют ковку в стальных формах-штампах. Производительность штамповки в десятки раз больше, чем свободной ковки. Кроме того, при штамповке достигается значительно большая, чем при свободной ковке, точность размеров и чистота поверхности. Однако штамповка выгодна лишь в массовом и серийном производстве, потому что затраты на изготовление штампового инструмента оправдываются лишь при изготовлении большой партии деталей. Штамповка бывает горячей и холодной, объемной и листовой.
Горячая объемная штамповка(ковка в штампах). Если при свободной ковке металл, теснимый бойками сверху и снизу, может свободно течь в стороны, то при штамповке течение металла ограничивается поверхностями штампа, и заготовка принимает форму его фасонной полости (ручья).
Припуск на механическую обработку при горячей объемной штамповке примерно вдвое меньше, чем при свободной ковке. Горячая штамповка производится на молотах и ковочных машинах.
Штамповка на молотах— наиболее распространенный способ горячей штамповки. Штамп (рис.39,а)состоит из двух частей: верхней 1 и нижней 2. Нижняя часть крепится на штамподержателе, установленным на шаботе, а верхняя — в бабе; крепление каждой части штампа осуществляется клином и шпонкой. Места крепления выполняют в виде “ласточкиного хвоста”. Обе части имеют полости, составляющие ручей, который соответствует форме поковки.

Рис.39. Штамповка заготовок зубчатых колес в одноручьевом штампе
Для штамповки заготовка нагревается до температуры ковки и помещается в нижнюю полость 2 штампа. Под действием ударов верхней части штампа металл течет и заполняет ручей. Излишек металла выдавливается из ручья в кольцевую полость и образует так называемый облой (заусенец) 3 (рис.39,б), который способствует лучшему заполнению полости штампа, препятствуя дальнейшему течению металла в полости разъема штампа. Заусенцы обрезают на прессе в специальном обрезном штампе в горячем или холодном состоянии. По количеству ручьев штампы разделяются на одноручьевые и многоручьевые.
Одноручьевые штампыприменяют для изготовления простых изделий и для штамповки заготовок, предварительно подготовленных свободной ковкой. Эта подготовка состоит в приближении формы заготовки к форме готовой поковки.
Многоручьевые штампы имеют заготовительные, штамповочные и отрезные ручьи. В заготовительных ручьях выполняются операции вытяжки и гибки, в штамповочных — придания заготовке окончательной формы, в отрезных отделения штамповки от прутка (катанной заготовки).
Заготовительные ручьи располагаются по краям штампа, а штамповочные в середине. На рис.40 приведен многоручьевой штамп, а также эскизы исходной заготовки, ее деформирование при выполнении последовательных переходов штамповки и готовая поковка. Заготовка поступает сначала в протяжной ручей 4, где протягивается. Затем ее деформируют в прокатном ручье 3 для утолщения на концах, далее передают в гибочный ручей 1, после чего ее штампуют сначала в предварительном ручье 2, а потом в окончательном ручье 5.

Рис.40. Многоручьвой штамп
В последние годы распространяется безоблойная штамповкав закрытых штампах. При этом достигается значительная экономия металла, отпадает надобность в обрезных прессах и штампах, а также в обрезке облоя и повышаются механические свойства поковок. Для горячей штамповки применяют кривошипные прессы, фрикционные и паровоздушные молоты.
Штамповка на горизонтально-ковочных машинах (ГКМ). В отличие от молотов у ковочных машин ползун движется горизонтально, поэтому эти машины называют горизонтально-ковочными. Такие машины применяют для изготовления поковок, имеющих форму полых или сплошных стержней с утолщением (болтов, заклепок и т.п.), а также для изготовления поковок кольцеобразной формы (втулок, гаек, колец).
Эти машины имеют высокую производительность, обеспечивают получение большой точности, чем при штамповке на молотах, и почти не дают отходов.
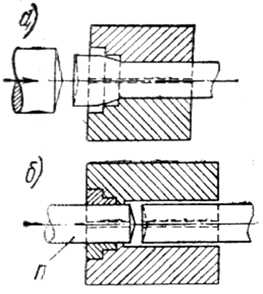
Рис.41.Схема штамповки кольца на ГКМ
Штамповка на ГКМ обычно сводится к выполнению операции высадки нагретой прокатанной заготовки. Штамп имеет два ручья. В первом ручье проводится высадка для получения наружного контура кольца (рис.41,а), во втором ручье (рис.41,б) пуансонП прошивает и выталкивает заготовку. Давление, развиваемое ГКМ, колеблется от 500 до 3000 кН.

Рис.42. Схема вырубки листового материала
Холодная листовая штамповкаприменяется для изделий из листовой стали, алюминия и его сплавов, меди, латуни и др. Простая штамповка сводится к вырезке, вытяжке и гибке. Сложная штамповка представляет собой сочетание перечисленных операций.
Вырубкуприменяют для изготовления из листа плоских деталей; форма контура может быть любой: круг, квадрат и т.д. Этим методом могут также пробиваться отверстия. У штампа для вырубки имеются две основные части (рис.42): матрица 4 и пуансон 1.
При движении вниз пуансон 1 острыми краями рабочего контура срезает часть заготовки. При обратном движении — остаток заготовки 3 упирается в съемник 2 и снимается с пуансона.
Вытяжкойполучают полые изделия из листовой заготовки. Заготовку диаметромD кладут в выточку матрицы (рис.43,а) и вытягивают пуансоном в стакан (рис.43,б). Чтобы не срезать заготовку, края пуансона скругляют.

Рис.43. Схема вытяжки из листовой заготовки
Если зазор амежду матрицей и пуансоном равен толщине заготовки, то толщина стенок изделия остается такой же; если же этот зазор меньше, то стенки становятся тоньше. Для местного изменения формы, например для получения ребер жесткости, заготовку дополнительно формуют в штампах.
Холодную штамповку производят механическими кривошипными, гидравлическими или фрикционными прессами.
Чтобы снять наклеп, некоторые изделия отжигают. Если штампуют в несколько переходов с большой деформацией, то отжигают многократно.
studfiles.net
технология, штампы, станок, пресс и другое оборудование для штамповки листового металла
С помощью листовой штамповки различными отраслями промышленности сейчас производятся изделия в достаточно широкой номенклатуре. Это один из многих способов обработки металла, который используются человеком очень давно.
Общие принципы штамповки
 Процесс производства изделий из металлического листа штамповкой — это основа изготовления многих видов продукции в виде готовых деталей и различных полуфабрикатов. Изделие получается путём деформации листовой заготовки под действием внешнего давления.
Процесс производства изделий из металлического листа штамповкой — это основа изготовления многих видов продукции в виде готовых деталей и различных полуфабрикатов. Изделие получается путём деформации листовой заготовки под действием внешнего давления.
Технология листовой штамповки металла известна ещё из древности, когда таким путём человек научился обзаводиться оружием, когда у него появилась потребность в различных украшениях и предметах бытового назначения. Ещё с середины 18-го века этот способ обработки металла начал совершенствоваться, благодаря чему появились первые технологии серийного производства различных предметов, пользующихся большим спросом у населения. Важно, что штампованные детали в большинстве своём являются высококачественными и обладают отличными свойствами при эксплуатации.
Лишь в 20-м столетии приёмы штамповки листовой стали достигли более высокого производственного уровня. Большим двигателем в развитии этого производства стала автомобильная отрасль, ведь именно путём штамповки получают детали автомобильных кузовов и другие детали любых транспортных средств. Теперь штамповка глубоко внедрена в такие отрасли, как ракетостроение, строительство судов и самолётов. Штамповочная технология стала просто незаменимой в современном машиностроении.
Популярность технологий штамповки объясняется их следующими качествами:
- возможностью наладить механизированные и автоматизированные производственные процессы, роторно-конвейерные линии производства;
- доступностью простых приёмов изготовления металлических полуфабрикатов любых геометрических форм и размеров;
- снижением себестоимости производства высокоточных взаимозаменяемых деталей без последующих обработок абразивными и режущими инструментами.
Следует отметить, что горячая и холодная штамповка листового металла служит надёжной гарантией того, что полученные детали не будут иметь излишней металлоёмкости, их форма будет рациональной, а прочность не уступит исходному материалу. Штамповка листового металла позволяют получать массивные изделия для машиностроительной и судостроительной отраслей, одновременно и филигранные изделия с тонкими стенками для различных бытовых приборов.

Часто предприниматель организует оказание услуг листовой штамповки на заказ. Для этого клиент обязан предоставить ему чертёж требуемой детали и материал, из которого её следует изготовить. Если у заказчика отсутствует нужный листовой материал, он может купить его у производителя. Стоимость таких услуг напрямую связана со сложностью заказываемых деталей. Если для выполнения работы требуется изготовление специального пресса, то стоимость услуги значительно возрастает.
Технологические особенности штамповки
Сырьём для получения изделий методом штамповки являются полосы и листы из стали и других металлов, различные ленты, профилированные заготовки.
Штамповка разделяется на горячую и холодную, но предпочтение производственники всё же отдают холодной, так как в этом случае не требуется энергозатратных операций нагрева исходного материала. Горячая листовая штамповка металла применяется в тех случаях, когда штамповочное оборудование не обладает достаточной мощностью, чтобы деформировать листы большой толщины. Второй причиной применения горячей штамповки является низкая пластичность исходного материала, когда в холодном состоянии его деформации начинают носить не пластичный, а разрушающий характер.
Методы листовой штамповки делят на операции разделительного и формоизменяющего типов. Разделительные операции применяются для получения деформации сдвига по контуру производимой детали из металла.
К разделительным операциям штамповки нужно отнести:
- резку металлических листов гильотинными, дисковыми или вибрационными ножницами по прямой или кривой линии;
- пробивку или прошивку листа для получения в заготовке отверстий требуемой формы и нужного размера;
- вырубку деталей, имеющих замкнутый контур.
Изменение же формы деталей при штамповке не требует разрушения целостности листа, таким путём лишь получают требуемые конфигурации деталей и их заданные размеры.
К формоизменяющим операциям можно причислить:
- отбортовку или создание бортиков на изделии по заданным контурам и размерам;
- вытяжку, благодаря которой на деталях получают различные полости и геометрические формы;
- обжимку, когда конической матрицей получают сужение торцевых участков металлических полых заготовок;
- гибку и формовку, благодаря которым плоские детали получают изогнутую конфигурацию.
При холодной штамповке чаще используют листовой материал из медных или алюминиевых сплавов. Широко используются и листы углеродистой и легированной стали. Нередко штамповке подвергаются материалы неметаллической природы, это заготовки из картона, кожи, пластмассы.
Станки и пресса для штамповки
Работы по штамповке листового металла выполняются с помощью специальных штампов, которые изготавливают из стали инструментального класса. Обычно штамп состоит из двух частей – подвижной и неподвижной. В подвижную часть станка устанавливается пуансон, а в неподвижную – матрица. Это рабочие элементы большинства штампов, именно при сближении их и происходит деформация листового металла и получение штампованных деталей.
 Пуансон и матрицу крепят к рабочим элементам пресса для штамповки листового металла. К исполнительному элементу пресса закрепляется пуансон, а матрицу закрепляют на рабочем столе станка.
Пуансон и матрицу крепят к рабочим элементам пресса для штамповки листового металла. К исполнительному элементу пресса закрепляется пуансон, а матрицу закрепляют на рабочем столе станка.
Рабочие элементы штампов изготавливают из дорогих стальных сплавов инструментального класса. В случаях же штамповки мягких металлов, например, меди, алюминия, для изготовления штампов можно использовать и более дешёвые материалы, включая пластмассы и даже прессованную древесину.
Чтобы понизить себестоимость штамповки больших по размерам и по весу деталей, изготавливаемых малыми партиями, матрицы штампов иногда изготавливают даже из бетона или чугуна. А в качестве пуансона применяют специальный контейнер, заполненный водой. Контейнер размещается над матрицей, опускается вниз до упора. Затем внутри контейнера инициируется пороховой заряд, благодаря которому достигается требуемое давление на обрабатываемый металл. Происходит его деформация и при этом формируется нужная заготовка или готовая деталь.
Основными видами штамповочного оборудования являются станок для листовой штамповки и гильотинные или вибрационные ножницы. Ножницы используют для раскроя металлического листового материала, обычно они легки в эксплуатации и обладают высокой функциональностью. А вот подборку пресса следует производить, исходя из вида операций, которые будут с его помощью выполняться. Часто на производстве устанавливают пресс кривошипного типа, так как его работа очень проста и не требует интенсивного обслуживания.
Разберёмся с этим принципом работы:
- с помощью клиноремённой передачи от двигателя через муфту на кривошип передаётся требуемое вращательное движение;
- шатун, который можно регулировать по длине хода, передаёт своё движение на ползун устройства;
- запуск рабочего хода ползуна с пуансоном осуществляется с помощью педальной муфты.
 Чтобы выполнять прессовку простых по конфигурации деталей, достаточно иметь обычный прессовый станок и штампы для листовой штамповки. Для того же, чтобы штамповать изделия средней и высокой сложности, потребуется особый тип прессового устройства, которое снабжено двумя и более ползунами и более сложные комплекты штампов.
Чтобы выполнять прессовку простых по конфигурации деталей, достаточно иметь обычный прессовый станок и штампы для листовой штамповки. Для того же, чтобы штамповать изделия средней и высокой сложности, потребуется особый тип прессового устройства, которое снабжено двумя и более ползунами и более сложные комплекты штампов.
При обработке металла совершает движение лишь пуансон, который закреплён на ползуне прессового станка. Неподвижная матрица снизу представляет опору, на которой и происходит требуемая деформация листовой заготовки.
Чтобы изготавливать изделия высокой точности и без дефектов, потребуется специальное оборудование, не образующее при воздействии на металл трещин, заусенец, рисок и царапин. При холодной штамповке пуансон должен преодолеть большое сопротивление холодного металла. Таким путём получать изделия сложной формы без дефектов проблематично. Выходом из этой ситуации является горячая штамповка.
Промежуточным этапом между холодной и горячей штамповкой является обработка листового материала давлением или объемная листовая штамповка металла. Заготовка при этом не нагревается предварительно, она также остаётся холодной. Просто движение ползуна с пуансоном происходит в замедленном темпе, а в качестве заготовок используются тонколистовой металл, полоса, лента. При этом способе обработки практически не происходит изменение толщины металлической заготовки, получить же изделия пространственной конфигурации без дефектов вполне возможно. Но для этого требуется применять лишь материалы высокой пластичности, не склонные к деформациям сдвига.
Популярные публикации:
Какой выбрать кузнечный молот?
Технология формовочного литья алюминия своими руками.
Какой купить станок гидроабразивной резки металла?
Покупка оборудования для штамповки
Компании, производящие оборудование для холодной и горячей штамповки металлов, проводят постоянные модификации своих станков с той целью, чтобы оно позволяло получать высококачественные детали и функционировать длительный срок.
К такому оборудованию относятся:
- электрические пресса;
- пневматические пресса;
- гидравлические прессовые устройства.
Продажи производятся непосредственно с сайтов компаний-производителей, где с клиентом предварительно проводятся различные беседы консультационного типа. Большинство этих компаний занимаются изготовлением не только стандартной прессовой техники, но и производят оборудование с учётом требований заказчиков.
Современные гидравлические прессовые станки изготовлены из такого металла, что практически могут создавать деформации любого материала. На сайте производителя клиенту предлагают прессовое оборудование в широкой номенклатуре. Чтобы купить оборудование для листовой штамповки, достаточно оформить свой заказ и произвести предварительную оплату.
Условия доставки заказа в любой регион РФ также нужно обговорить заранее. Компании охотно оказывают транспортные услуги, но уже за дополнительную плату. По дополнительному же договору специалисты поставщика берутся за установку и пуско-наладку поставляемых прессовых устройств. Очень важно при этом не забыть оформить договорённость на гарантийное обслуживание станков, которая предусматривает их бесплатный ремонт в случае выхода из строя в период действия гарантии поставщика.
namillion.com
ШТАМПОВКА ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА [горячая и холодная, оборудование]
[Процесс штамповки деталей из листового металла] позволит вам изготовить плоские или объемные изделия.
Изготовление происходит посредством штампов, которые закреплены на пресс, либо с применением других элементов. Существует два типа листовой штамповки: горячая штамповка и холодный тип.
В статье мы разберем, чем горячая отличается от холодной, какие нормы нужно соблюдать в процессе, а также вы узнаете, можно ли произвести изготовление деталей с помощью этого метода своими руками в домашних условиях.

Как происходит штамповка?
В зависимости от того, какие технологические нормы используются, штамповка деталей может значительно отличаться.
Первый тип штамповки заключается в резке, рубке или пробивке материала – его называют разделительный.
Существует также вариант штамповки, когда происходит формовка, вытяжка, холодное выдавливание и прочие манипуляции с листовым металлом.
Также существуют горячая и холодная штамповки листового металла.
Горячую штамповку используют только на крупном производстве: используя этот метод, происходит изготовление днищ для котла, разнообразных деталей в форме полушарий, буев и пр.
Обычно горячая штамповка используется для изготовления деталей, из которых создают корпуса и другие элементы, связанные с судостроением.
Чтобы получилась объемная или плоская деталь, требуется, прежде всего, часть листового металла толщиной до 4 мм.
Перед началом работы всегда проводится расчет и соблюдаются нормы нагрева – это довольно тонкая и сложная работа, поэтому горячая штамповка не применяется в домашних условиях.
В остальном же технология и расчет аналогичны методу холодной штамповки, о котором мы поговорим дальше.
Видео:
Прежде чем приступать к работе, нужно произвести расчет и составить чертежи деталей, при этом расчет должен учитывать, что металл утягивается во время вырубки, пробивки или гибки.
При горячей штамповке, чтобы нагреть детали, используют специальное оборудование – пламенные печи или печи, работающие на электричестве, либо другое электронагревательное оборудование.
Также нужно следить, чтобы нормы процесса и правильный расчет были соблюдены.
При холодной штамповке пресс создается с помощью давления и подобное оборудование не используется.
Холодный вид штамповки металла более удобен, т.к. в этом случае возможно изготовление изделий законченного вида, которым не нужна дополнительная резка.
Во время штамповки холодного типа бывает изготовлена как объемная, так и плоская деталь крупного или мелкого размера.
В целом же технология штамповки металла выгодная процедура, т.к. она предполагает уменьшение расхода материала при высокой производительности. Особенно это заметно при массовом производстве деталей.
Холодную штамповку деталей производят со сталью углеродистого, либо легированного происхождения, а также сплавами алюминия и меди.
Оборудование холодной штамповки способно обрабатывать не только металлические объекты, но также работать с картоном, кожей, резиной, пластмассой и другими элементами.
Холодная штамповка может быть двух типов: разделительной и формоизменяющей.
Разделительная штамповка металла — это резка, вырубка или пробивка деталей.
Резка деталей заключается в разделении металлической заготовки на части по заранее определенным кривым или прямым линиям.
Резка широко применяется на производстве – с ее помощью делают готовые детали, либо раскраивают листовой металл, разделяя его на полосы нужного размера.
Для резки необходимо специальное оборудование, а именно дисковые или вибрационные, гильотинные или другие профессиональные ножницы.
Технология вырубки листового металла заключается в производстве деталей, имеющих замкнутый контур. А процесс пробивки используют, чтобы сделать в детали отверстия требуемой формы.
Штамповка заготовок может быть произведена как своими руками, так и на заказ. Однако при самостоятельной работе нужно соблюдать предписанные нормы, что не так просто.
Этот процесс включает следующие элементы: гибку, вытяжку, отбортовку, обжим и формовку. С помощью процесса гибки создают детали с изгибом.
Видео:
При вытяжке из плоской заготовки изготавливается объемная полая пространственная деталь.
Путем вытяжки возможно сделать из заготовок объекты цилиндрической, полусферной, коробчатой или конической формы.
При отбортовке на детали делают борты, идущие вокруг наружного контура листа и возле заранее изготовленных отверстий.
Отбортовку используют обычно для обработки концов труб, на которых установлены фланцы.
Процессам обжима подвергается обычно объемная или имеющая полость деталь – с его помощью детали приобретают суженную концевую часть.
Происходит это с использованием конической матрицы с помощью наружного обжатия листового металла. При формовке форма деталей изменяется, сохраняя форму контура снаружи.
Стоит отметить, что чаще всего объемная штамповка изделий из металла делается на заказ, т.к. требуется необходимое оборудование, которое не сделать в домашних условиях.
Что нужно для штамповки?
Технология штамповки деталей из листового металла требует специального оборудования: это ножницы, кривошипный пресс и гидравлический пресс, имеющий несколько шайб и поверхность матрицы.
Также необходимо соблюдать нормы работы и расчет материала.
Для холодной штамповки чаще всего используют гидравлический пресс, т.к. это оборудование бывает разнообразных конструкций и делает возможным изготовление деталей разных форм с уменьшением расхода материала.
Также выбор пресса зависит от работы, которую нужно провести с заготовкой.
К примеру, чтобы сделать вырубку и пробивку, требуется пресс простого действия, который отличается небольшим ходом ползуна и шайб, а также уменьшением расхода материала.
Чтобы произвести вытяжку, нужен пресс, имеющий двойное действие и заметно больший ход ползуна и шайб.
По конструкции прессы бывают однокривошипные, двухкривошипные, четырехкривошипные, но все они отличаются наличием матрицы.
Два последних типа отличаются стволами и ползунами более крупных размеров.
Видео:
Пресс работает за счет наличия клиноременной передачи: непосредственно передача движения осуществляется с помощью пусковой муфты и шайб на кривошипный вал.
С помощью шатуна, способного регулировать длину, движение поступает к ползуну и приводит его в работу.
Ползун движется возвратно-поступательным способом по направлению к столу. Запускается пресс педалью, которая воздействует на муфту. Педаль установлена на сам пресс.
Четырехшатунный пневматический пресс с наличием шайб и матрицы штампует детали с усилием, центр которого находится между шатунами, образующими между собой четырехугольник.
Такое устройство способно делать сложные штампы, благодаря нецентральной нагрузке на ползун. При этом лишнего расхода материала практически не происходит.
Таким образом, можно получить ассиметричные детали из листового металла крупного размера со снижением расхода материала.
Чтобы сделать более сложные изделия, нужен пневматический пресс, имеющий двойное или тройное действие, а также правильный расчет.
Особенность этого оборудования в том, что оно оснащено двумя или тремя ползунами.
В прессе, имеющим двойное действие, внешний ползун осуществляет зажим металлической заготовки посредством буфера, а ползун внутри позволяет сделать вытяжку изделия матрицы.

Сначала начинает двигаться внешний ползун, после достижения им самой крайней нижней точки, он замирает и фиксирует край детали на поверхности матрицы.
Затем в движение приходит внутренний ползун и начинается процесс вытяжки – все это время внешний ползун остается на месте.
После того как работа закончена, второй ползун поднимается вверх, тем самым освобождая заготовку, над которой производится работа. Таким образом и производится объемная или другая деталь с помощью пресса.
Для работы с тонкими листами металла существует специальный фрикционный пресс с наличием шайб, гидравлические же модели используют, главным образом, для создания деталей из толстого листового металла для снижения возможного расхода материала.
Гидравлический пресс отличается большим качеством штамповки материала, благодаря наличию более надежных шайб, матрицы и прочих элементов.
Именно его используют для выполнения большей части работ, связанных со штамповкой листового металла.
Еще один плюс в его пользу для использования на производстве и своими руками в том, что он не подвергается перегрузке, что довольно часто случается во время работы на кривошипном прессе.
Не только станок с прессом требуется для штамповки металла. Для проведения правильной работы с уменьшением расхода материала необходим также станок, имеющий встроенные вибрационные ножницы.
Помимо ножниц, станок имеет короткие ножки. Работа по обработке металла начинается с верхнего ножа, который запускается электродвигателем.
При работе заготовку из листового металла нужно установить на стол, и сдвинуть его в промежуток между ножками сверху и снизу до полного упора.
Подобный вид обработки металла так популярен потому, что количество расхода материала снижено, по сравнению с другими вариантами работы.
Плюс с его помощью может быть создана деталь любого вида: объемная, плоская, конусообразная и т.д.
Расчет требуемого материала можно провести как самостоятельно, так и с помощью специалистов, но, в любом случае, нормы будут ниже, чем при другой обработке металла.
Видео:
При всех своих плюсах, эта обработка металла требует специального оборудования: для работы нужен станок, на котором есть пресс, поверхность матрицы, несколько шайб и другие элементы, а также необходимо соблюдать нормы работы.
Все это делает создание станка своими руками маловозможным, однако заказать изготовление деталей путем штамповки не так дорого, поэтому острая необходимость иметь подобный станок дома, отсутствует.
rezhemmetall.ru