Полуавтоматическая сварка
Контакты
Россия, г. Петропавловск-Камчатский, проспект Победы, 2/5 Телефон: +7 (4152) 49-34-33 E-mail: [email protected]
г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: +7 (4152) 33-73-83 E-mail: [email protected] WhatsApp +79098904703
Сервисный Центр 8(9638) 315-063 E-mail: [email protected]
|
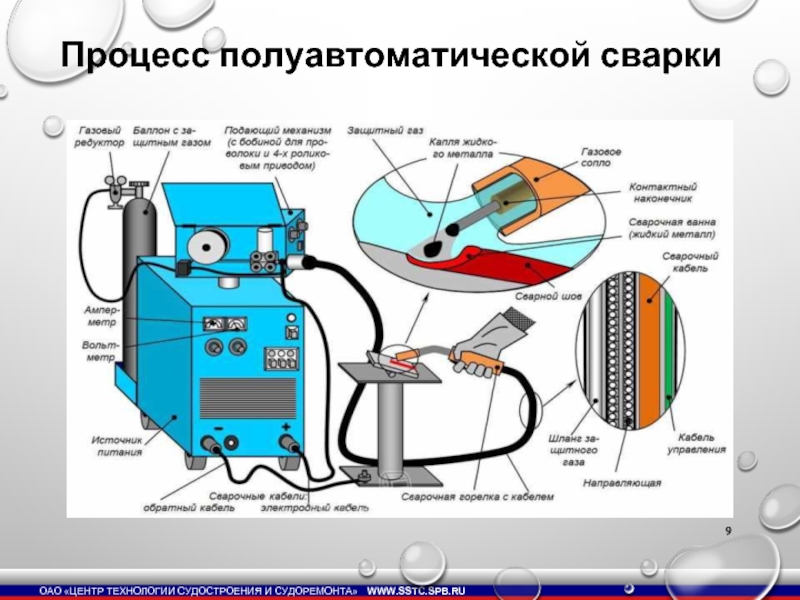
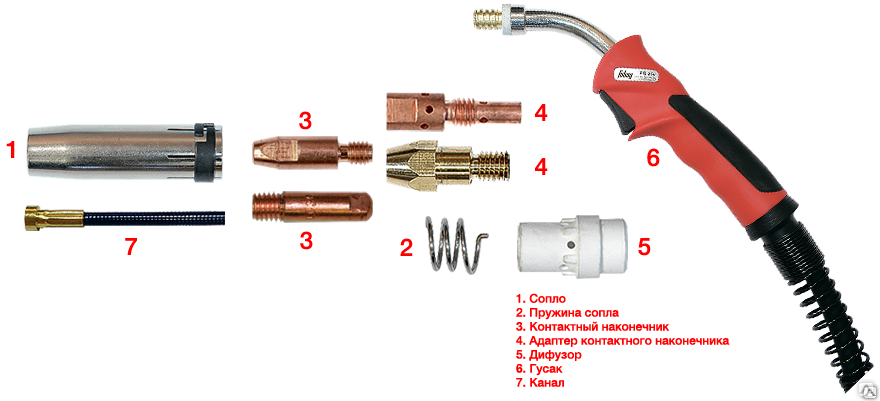
УНИВЕРСАЛЬНЫЕ ПОЛУАВТОМАТЫ Универсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами. Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей — сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля. Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа. Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.
Сопло горелки — на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы — от 5 до 10 часов непрерывной работы. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены. Проверка горелки перед сваркой Режимы полуавтоматической сварки
|



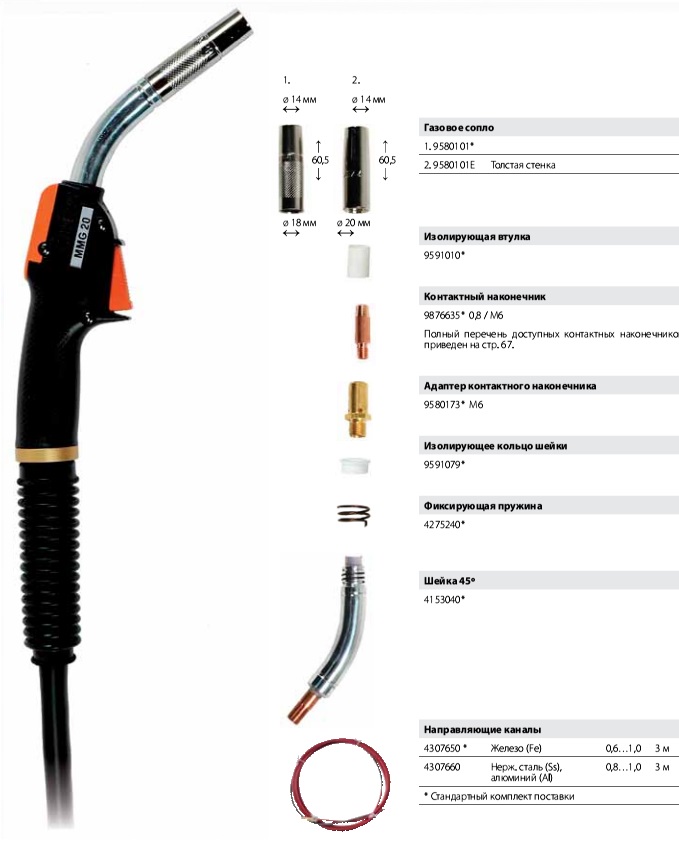


 Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход — сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки — через каждые полгода.
Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход — сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки — через каждые полгода.зачем он нужен и как его использовать?
Время чтения: 8 минут
Полуавтоматическая сварка — одна из самых часто используемых в профессиональной и полупрофессиональной среде. Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.
Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.
Для сварки полуавтоматом вам понадобится электродная проволока, газовый баллон и ваши навыки. Этого достаточно для формирования качественных и долговечных швов. В этой статье мы подробно объясним, что такое сварочный полуавтомат и как он функционирует, а также для чего нужен такой сварочный аппарат. Вы узнаете принцип работы полуавтомата, его разновидности и особенности применения.
Содержание
Сварочный полуавтомат: устройство и принцип работы
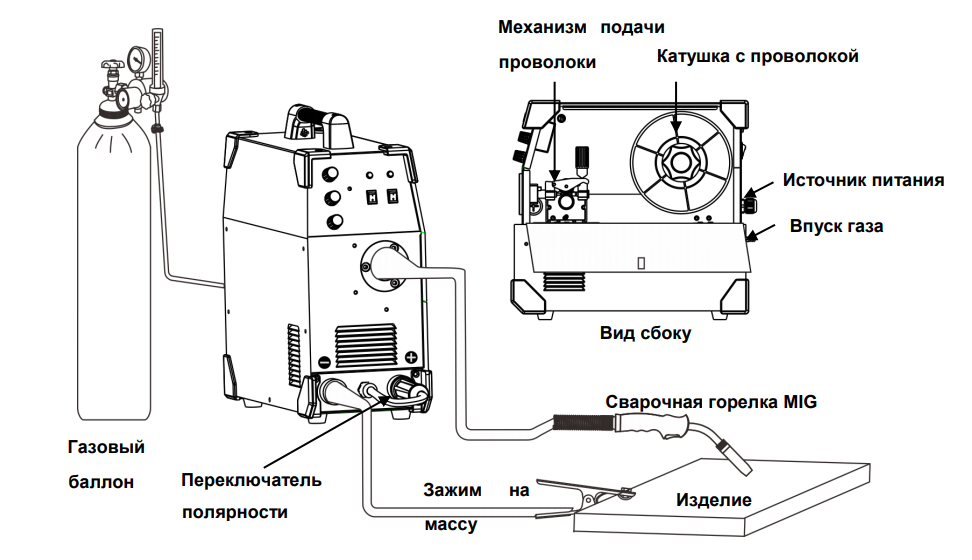
Полуавтомат — это инверторный сварочный аппарат, применяемый для TIG сварки и MIG/MAG сварки. Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.
А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.
Полуавтомат получил свое название из-за механизма, подающего сварочную проволоку в зону сварки. Механизм работает в полуавтоматическом режиме, отсюда и многочисленные словосочетания «сварка полуавтоматом», «полуавтоматическая сварка» и т.д.
Принцип работы полуавтоматической сварки прост. В подающий механизм устанавливается бобина с проволокой, которая во время сварки подается в сварочную зону, так что нет необходимости часто сменять электроды, как при ручной дуговой сварке. Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Некоторые преимущества полуавтоматической сварки:
- Высокое качество сварных швов
- Высокая производительность сварки
- Технология проста и понятна в эксплуатации
- Широкая сфера применения
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Аппараты для бытовой сварки можно использовать для несложного ремонта кузова авто или забора. Их стоимость редко превышает 300$. Профессиональному полуавтомату под силу сварка профильной трубы и сложных металлоконструкций. Если вы выбираете полуавтомат для сварки трубопроводов, то присмотритесь именно к профессиональным и полупрофессиональным моделям. В этой статье мы подробно рассказываем, как сварить газовые трубы полуавтоматом. Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.
Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов. Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Читайте также: Сварочный полуавтомат Электроприбор ПДГ Искра 200
Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.
В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.
Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Вместо заключения
Сварочный аппарат полуавтомат — это технологичный и современный тип сварочного оборудования. В этой статье мы постарались подробно и понятно объяснить, как работает полуавтомат и в целом каков принцип работы сварочного инверторного оборудования.
Сварка полуавтомат пригодится вам на даче, если вы хотите выполнять более сложный ремонт, на СТО, если важно качество швов при работе с кузовом, и в цеху при сварке сложных металлоконструкций.
Как вам статья?
Из каких элементов состоит основная сварочная полуавтоматическая система?
Literature guidesConcept explainersWriting guidePopular textbooksPopular high school textbooksPopular Q&ABusinessAccountingBusiness LawEconomicsFinanceLeadershipManagementMarketingOperations ManagementEngineeringAI and Machine LearningBioengineeringChemical EngineeringCivil EngineeringComputer EngineeringComputer ScienceCybersecurityData Structures and AlgorithmsElectrical EngineeringMechanical EngineeringLanguageSpanishMathAdvanced MathAlgebraCalculusGeometryProbabilityStatisticsTrigonometryScienceAdvanced PhysicsAnatomy and PhysiologyBiochemistryBiologyChemistryEarth ScienceHealth ScienceHealth & NutritionNursingPhysicsSocial ScienceAnthropologyGeographyHistoryPolitical SciencePsychologySociology
Learn
Напишите
плюс
журнал в
Сварка: принципы и приложения (список курсов MindTAP)8th Edition
ISBN: 9781305494695
. ? См. похожие книги
? См. похожие книги
Сварка: принципы и применение (список курсов MindTap)
Дуговая сварка металлическим газом. 1R
Глава 11, Задача 1R
Из каких элементов состоит основная сварочная полуавтоматическая система?
Детали, из которых состоит базовая полуавтоматическая сварочная система.
Оборудование для полуавтоматической сварки GMA: источник питания, подача защитного газа, схема переключения, сварочная горелка, трубопровод, устройство подачи электрода, подача электрода, силовые кабели, регулярная подача защитного газа и шланг для защитного газа.
Базовая полуавтоматическая сварочная установка GMA состоит из элементов, перечисленных ниже:
- Источник питания:
Источник питания необходим для поддержания работы оборудования без перерывов и послаблений сварщика.
- Подача защитного газа:
Подача защитного газа необходима для предотвращения окисления сварного шва.

- Регулятор расходомера защитного газа:
Для полуавтоматической сварочной машины требуется расходомер для регулировки количества защитного газа, необходимого для сварки.
- Шланг защитного газа:
Это основной компонент, необходимый для подачи защитного газа из баллона в сварочную горелку.
- Цепь переключателя:
Это схема, которая содержит контроль тока, напряжения и скорости перемещения электродного пистолета.
- Сварочный пистолет:
Сварочная горелка является основным компонентом, необходимым для удержания электрода в нужном положении во время процесса сварки.
- Трубопровод и контроль сварки:
Кабелепровод необходим для защиты электрода от повреждения и деформации при подаче электрода от устройства подачи к пистолету.
- Устройство подачи электродов:
Электрод должен подаваться с постоянной скоростью для лучшего качества сварки, таким образом, требуется устройство подачи электрода, чтобы обеспечить подачу электрода к сварному шву с постоянной скоростью.
- Силовые и рабочие кабели:
Силовые кабели необходимы для подачи питания к машине, так как ток, протекающий через электрод, имеет большую силу тока, для этого требуются сильноточные кабели, которые могут выдерживать ток большой величины.
Заключение:
Таким образом, оборудование для полуавтоматической сварки GMA включает в себя источник питания, подачу защитного газа, схему переключения, сварочную горелку, трубопровод, устройство подачи электродов, подачу электродов, силовые кабели, защитный газ и защитный газ. газовый шланг.
Хотите увидеть больше полных решений, подобных этому?
Подпишитесь сейчас, чтобы получить доступ к пошаговым решениям миллионов задач из учебников, написанных экспертами в данной области!
шеврон_левый
Предыдущий CHEVRON_LEFT
ГЛАВА 10, Задача 27R
CHEVRON_RINGE
Следующая CHEVRON_RIGHT
ГЛАВА 11, Задача 2R10
WELDVIND: Принцип и приложения (MIDTAP ED). ISBN: 9781305494695
ISBN: 9781305494695Автор: Ларри Джеффус
Издатель: Cengage Learning
Бесполезно? См. похожие книги
Сварка: принципы и применение (список курсов MindTap)
Дуговая сварка металлическим газом. 1R
Почему «сварщик GMAW» в настоящее время известен как оператор сварки, а не как сварщик?
Перейти к основному содержанию
САРАТ К ДЖОЛЛИ
САРАТ К ДЖОЛЛИ
Помощь NOV в удовлетворении/превышении требований, потребностей и ожиданий клиентов и заинтересованных сторон.
Опубликовано 3 июня 2016 г.
+ Подписаться
S o мы на одной волне, поэтому вы здесь, сначала меня тоже смутило, почему «сварщик» GMAW не сварщик, а он / она известен как сварщик. Перед этим мы хотим понять, кто сварщик и оператор сварки. Как мы уже говорили ранее в моей другой статье «Как квалифицировать WPS?», Сварщик тот, кто выполняет ручную (например, SMAW) или полуавтоматическую сварку. А тот, кто работает на машине или автоматическом (например, GMAW) сварочном аппарате, называется оператором сварки 9.0003
Перед этим мы хотим понять, кто сварщик и оператор сварки. Как мы уже говорили ранее в моей другой статье «Как квалифицировать WPS?», Сварщик тот, кто выполняет ручную (например, SMAW) или полуавтоматическую сварку. А тот, кто работает на машине или автоматическом (например, GMAW) сварочном аппарате, называется оператором сварки 9.0003
Но все же это сбивает с толку, что я чувствовал, что сварщик SMAW и «сварщик GMAW» делают одно и то же но с разной техникой, факт НЕ !!! Большинство из нас думает так же. И TWI говорит, что «В процессе MIG/MAG (GMAW) используется полуавтоматическое, механизированное или автоматическое оборудование. При полуавтоматической сварке скорость подачи проволоки и длина дуги контролируются автоматически, но скорость перемещения и положение проволоки находятся под ручное управление.»
«Скорость подачи проволоки и длина дуги контролируются автоматически», что является первой подсказкой для нашего ответа, они просто подразумевали под приведенным выше цитированием то, что GMAW обладает свойством автоматической саморегуляции длины дуги. !!! о, еще одно дерьмо 😀
!!! о, еще одно дерьмо 😀
Хорошо, что это за «Автоматическая саморегулировка длины дуги»? Есть ли доказательства? ДА, доказательство того, что называется наукой, для этой науки мы просто отклоняемся от пути к другой теме «Характеристики источника питания». Все мы знаем, что такое OCV (Характеристики разомкнутой цепи). Чтобы зажечь дугу, требуется относительно высокое напряжение для образования искры между электродом и основным металлом. После создания стабильной дуги между основным металлом и электродом ток и напряжение в сварочной цепи будут вести себя как пара :), я имею в виду, что после создания стабильной дуги между током и напряжением будет связь, эта связь известна как источник питания. характеристики, и они представляют собой характеристики постоянного тока двух типов и характеристики постоянного напряжения.
Снова вопрос! это основная проблема всякий раз, когда я пытаюсь решить 1 вопрос, ответ дает дополнительные 30 вопросов, может быть, это предложение «купи 1, получи 30».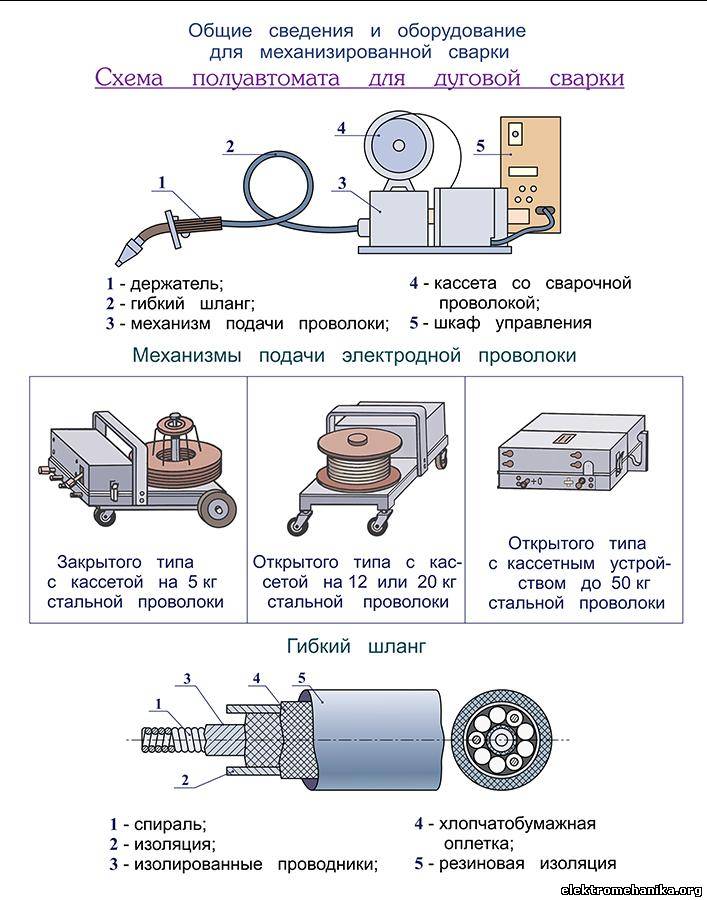
В любом случае, что такое чара постоянного тока? и постоянное напряжение чара? Это мы узнаем по некоторым графикам
Постоянный ток чара. предпочтительнее для SMAW и GTAW (ручная сварка). И длина дуги прямо пропорциональна напряжению дуги, тогда сварщик пытается изменить длину дуги (GR-1) с A на B и с B на C, но соответствующее изменение тока X, Y и Z, но это очень мало по сравнению с изменением длины дуги/напряжения дуги. Следовательно, мы можем заключить, что даже если длина дуги изменяется, ток всегда будет постоянным при ручной сварке. Из-за формы кривой постоянный ток обугливается. также известный как падающие характеристики.
Теперь мы можем поговорить о чаре постоянного напряжения. этот чар. предпочтительнее для процесса сварки с механизмом подачи проволоки (GMAW,FCAW,SAW)
Скорость подачи проволоки и ток напрямую связаны, так что при увеличении тока скорость подачи увеличивается, и соответственно увеличивается прогорание скорость для поддержания длины дуги/напряжения.
Принцип действия данного типа источника питания показан в ГР-2
«Сварщик» устанавливает напряжение В и ток Y на источнике питания. Если длина дуги уменьшается до С (из-за изменения профиля сварного шва или движения руки сварщика вверх и вниз при полуавтоматической сварке), сварочный ток кратковременно увеличивается до Z. Чем выше ток Z, тем выше скорость прогорания, и это возвращает длину дуги (и напряжение дуги) к предварительно установленному значению.
Аналогичным образом, если длина дуги увеличивается, ток быстро падает до X, а скорость выгорания уменьшается, так что длина дуги возвращается к предварительно установленному уровню B. Таким образом, хотя напряжение дуги немного меняется во время сварки изменения тока, которые восстанавливают напряжение до заданного значения, происходят очень быстро, так что можно считать, что напряжение остается постоянным.
Теперь из этих объяснений мы понимаем, что дуга GMAW управляется самим механизмом, а не «сварщиком», поэтому она автоматическая! . Поднимитесь наверх и прочтите еще раз, кто сварщик, а кто сварщик.
Поднимитесь наверх и прочтите еще раз, кто сварщик, а кто сварщик.
Тогда вам ясно, что нет GMAW сварщика, а есть только сварщик!!!
PS : Если есть какие-либо возражения относительно вышеуказанной статьи, пожалуйста, отправьте электронное письмо по адресу [email protected] или используйте поле для комментариев.
Возьмите эту историю из Второй мировой войны, пока вы устанавливаете организационные цели.
18 сент. 2021 г.
Говорите на понятном всем языке
26 фев. 2021 г.
«Качество» «Время» «Стоимость» реальный опыт работы.
