Особенности производства и свойства текстолита
Текстолит— слоистый материал наоснове пропитанной связующим составом ткани. Наравне сдругими пластиками онпринадлежит кчислу самых востребованных изобретений человечества. Современную электротехническую иэнергетическую промышленность, атакже машиностроение невозможно представить без использования этого удивительного материала, отличающегося многими замечательными эксплуатационными свойствами.
Прежде всего, текстолит имеет высокую механическую
прочность. Это, всовокупности снизким коэффициентом трения илегкостью вобработке,
делает его идеальным конструкционным материалом. Детали изтекстолита (шкивы,
кулачки, ролики, шестерни имногие другие) гораздо меньше подвергаются истиранию,
чем иханалоги изстали или бронзы, что всвою очередь, продляет срок ихслужбы.
Детали изтекстолита изготавливают наобычных металлорежущих станках путем сверления,
фрезерования, штампования испомощью других видов механической обработки.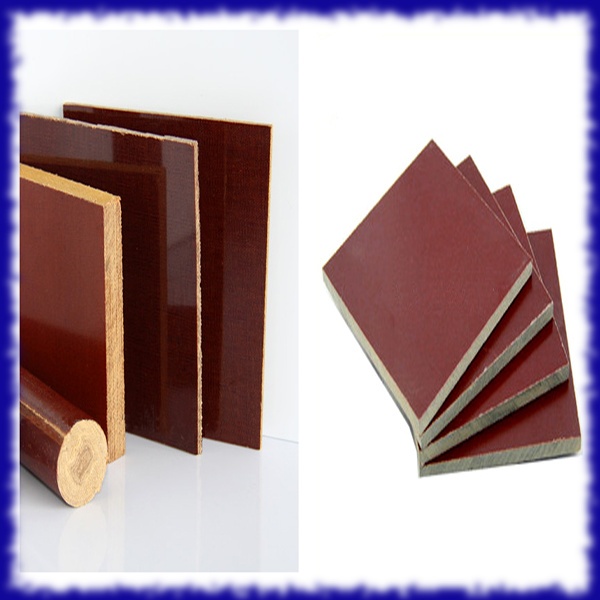
Небольшая плотность— еще одно достоинство текстолита. Будучи материалом, достаточно стойким квоздействию разного рода агрессивных сред (бензин, масла, растворы солей, слабые щелочи икислоты), текстолит находит применение ивхимической промышленности.
Изделия изтекстолита могут эксплуатироваться при температуре от-40до+105ºС инормальной относительной влажности воздуха; вкачестве рабочей среды имподходит ивоздух, итрансформаторное масло. Допустимая частота тока— 50Гц.
Текстолит, как иремни, рукава, ткань асбестовая идругие изделия изрезины, асбеста, фторопласта иполимеров, выпускается предприятиями АТИ иРТИ, однако процесс производства текстолита имеет свои особенности.
Текстолит изготавливается путем горячего прессования. Готовые изделия могут иметь одну издвух основных форм: листа или стержня. Остановимся вначале наспецифике производства текстолита листовой формы.
Для начала берутся отдельные полотна
хлопчатобумажной или искусственной ткани (как правило, миткаль, бязь, полиэфир
или вискоза), сшиваются между собой инаматываются ввиде рулонов наспециальные
оправки.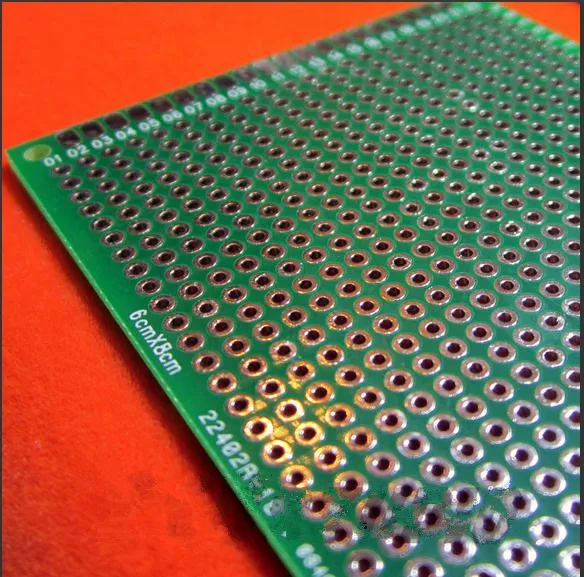
Затем наступает этап пропитки, впроцессе которой ткань погружают вемкость, наполненную термоактивной искусственной смолой (фенолформальдегидной, эпоксидной, полиэфирной, фурановой или крезолформальдегидной). Чтобы смола небыла слишком вязкой, еепредварительно прогревают до30-40˚С.
После того, как ткань как следует пропитается, ееотжимают при помощи валиков ипроводят промежуточный контроль качества, проверяя, нетли наееповерхности потеков, нерасправимых складок, непропитанных участков или крошек смолы.
Затем пропитанную ткань отправляют вснабженную калориферами шахту— сушиться. Врезультате сушки, которая происходит при температуре 120˚С,изткани удаляются летучие соединения (влага, свободный фенол испирт).
Далее высушенную ткань нарезательной машине вновь нарезают наотдельные полотнища, изкоторых сооружают пакеты. Эти пакеты поступают вмногоэтажный пресс— итак начинается этап прессования.
Процесс прессования распадается
нанесколько стадий. Вначале пакеты прогреваются донужной температуры, затем
выдерживаются дотех пор, пока неотвердеют, инаконец, охлаждаются, причем
процесс охлаждения также осуществляется под давлением.
Вначале пакеты прогреваются донужной температуры, затем
выдерживаются дотех пор, пока неотвердеют, инаконец, охлаждаются, причем
процесс охлаждения также осуществляется под давлением.
В некоторых случаях полуфабрикат текстолита после прессования вновь нагревают. Такая дополнительная тепловая обработка углубляет процесс поликонденсации лака иликвидирует внутренние напряжения внутри структуры материала.
Теперь осталось подровнять края свежеизготовленных листов или плит (это производится сиспользованием дисковых пил)— итекстолит готов. Доперемещения насклад ему останется лишь пройти испытания накачество вотделе технического контроля.
Текстолит вформе стержней изготавливают
схожим образом. Разница заключается лишь втом, что после окончания процесса
сушки пропитанную ткань нарезают неналисты, аназаготовки стержней. Оттолщины
ткани зависит диаметр стержней, поэтому для производства стержней смалым диаметром
берется самая тонкая ткань.
Текстолит свойства — Справочник химика 21
Пластмассы на основе фенолоформальдегидных смол получили название фенопластов, на основе мочевино-формальдегидных смол — аминопластов. Наполнителями фенопластов и аминоплас-тов служат бумага или картон (гетинакс), ткань (текстолит), древесина, кварцевая и слюдяная мука и др. Фенопласты стойки к действию воды, растворов кислот, солей и оснований, органических растворителей, трудногорючи, атмосферостойки, являются хорошими диэлектриками. Используются в производстве печатных плат, корпусов электротехнических и радиотехнических изделий, фольгированных диэлектриков. Аминопласты характеризуются высокими диэлектрическими и физико-механическими свойствами, устойчивы к действию света и УФ-лучей, трудногорючи, стойки к действию слабых кислот и оснований и многих растворителей. Они могут быть окрашены в любые цвета. Применяются для изготовления электротехнических изделий (корпусов приборов и аппаратов, выключателей, плафонов, тепло- и звукоизоляционных материалов и др.
Механические свойства пластмасс с наполнителем в значительной степени зависят от свойств и количества наполнителя. Для некоторых из них (текстолит, стеклопластики) особенно важна ориентация волокон или ело-ев бумаги (ткани), составляющих наполнитель. Но даже и при неблагоприятном направлении разрушающих нагрузок пластмассы с наполнителями обнаруживают высокую прочность в условиях криогенных температур. [c.155]
Важнейшее значение среди слоистых пластмасс имеет текстолит, широко применяемый в машиностроении, благодаря сочетанию высокой механической прочности, близкой к прочности металлов, с типичными для пластмасс достоинствами водо- и химической стойкостью, антифрикционными свойствами, легкостью и т. д. [c.241]
Текстолит на основе капронового или найлонового наполнителя характеризуется повышенными механическими свойствами, очень малым водопоглощением и незначительными диэлектрическими потерями. Кроме того, на его свойства мало влияют изменения относительной влажности окружающего воздуха.
Кроме того, на его свойства мало влияют изменения относительной влажности окружающего воздуха.
Текстолит широко применяется в машиностроении благодаря сочетанию высокой механической прочности с водо- и химической стойкостью, антифрикционными свойствами, легкостью и т. д. [c.173]
Текстолит не растворим в воде, характеризуется высокими антифрикционными свойствами, сопротивлением ударным нагрузкам. Из-за низкой теплопроводности текстолитовых вкладышей необходимо подводить к ним охладительную смазку для этой цели пригодна любая смазка. Хорошим смазочным материалом является вода. [c.65]
Свойства текстолита определяются рядом факторов и, в первую очередь, характером наполнителя (ткани) и связующего (смолы), а также их соотношением. Обычно в текстолите содержится 30—45% смолы. Механическая прочность текстолита повышается с увеличением удельной прочности исходной ткани, а также с уменьшением ее толщины. В зависимости от способа плетения ткани имеют неодинаковую прочность в разных направлениях.
Благодаря высоким антифрикционным свойствам текстолитовые вкладыши могут работать без масляной смазки, но при водяном орошении трущихся частей, так как текстолит плохо проводит тепло. Добавка графита к текстолиту в процессе изготовления повышает его теплопроводность и антифрикционные свойства. Применение текстолитовых подшипников на прокатных станах дает значительное по сравнению с вкладышами из цветных металлов удлинение срока службы. [c.245]
Гетинакс, прочный материал с удовлетворительными диэлектрическими свойствами, используется в электротехнической промышленности. Текстолит, близкий по свойствам к гетинаксу, на-
Свойства древесная мука слюда и асбест гетинакс стекло- текстолит [c. 52]
52]
В технике получение феноло-формальдегидных смол и изделий из них часто проводят в две стадии (как и в описанных выше опытах) сначала из фенола или его гомологов изготовляют резолы или новолачные смолы, которые затем (в чистом виде или с наполнителями) превращают в нерастворимый и неплавкий материал—пластмассу путем нагревания под давлением в формах для получения готовых изделий. В зависимости от примененного наполнителя пластмассы такого рода имеют различные свойства и названия—текстолит (с тканями), стеклопластики (со стеклянным волокном), фаолит (с асбестом и песком) и др. В бакелита и карболитах наполнителем обычно является древесная мука, либо наполнитель отсутствует. [c.340]
Слоистые пластмассы не обладают высокой стойкостью к действию кислот и щелочей. Слоистые материалы разрушаются щелочами, как и все феноло-формальдегидные пластмассы. К действию кислот слоистые материалы проявляют некоторую стойкость, но все же подвергаются разрушению. Например, текстолит при действии концентрированной соляной кислоты при комнатной температуре подвергается разрушению, а при 80° он разрушается уже при действии 10%-ной серной кислоты. Под действием воды и ее паров механические свойства текстолита несколько возрастают. [c.175]
Например, текстолит при действии концентрированной соляной кислоты при комнатной температуре подвергается разрушению, а при 80° он разрушается уже при действии 10%-ной серной кислоты. Под действием воды и ее паров механические свойства текстолита несколько возрастают. [c.175]
Галоидуглеводороды в отсутствии воды не взаимодействуют с большинством металлов, однако при наличии влаги они вызывают сильную коррозию металлов, что необходимо учитывать при зарядке пожарной аппаратуры. Жидкая фаза состава 4НД корродирует стальные пластины (сталь марки 3) со скоростью 0,01 г/ м .ч), что соответствует оценке стойкие . Сухой бромистый этил в жидкой и паровой фазе незначительно корродирует цветные металлы медь, латунь, свинец. Однако алюминиево магниевые сплавы энергично реагируют с бромистым этилом. Для защиты аппаратуры от корродирующего действия галоидуглеводородов можно применять хромированные или кадмированные покрытия. По литературным данным, за рубежом для этих целей используют покрытая из лака или свинца.
Текстолит обладает более высокими механическими свойствами, чем фаолит. Данные о химической стойкости текстолитовых труб (ТУ МХП 1471—47) в серной кислоте разноречивы. Можно считать, что при правильном изготовлении и соответствующем качестве исходных материа.чов текстолитовые трубы пригодны для транспортирования серной кислоты концентрацией до 50% при температуре до 80° и давлении до 3 ати.
 Диаметры труб обычно не превышают 150 мм. Трубы из текстолита следует обязательно покрывать бакелитовым лаком (для повышения их химической стой кости). [c.188]
Диаметры труб обычно не превышают 150 мм. Трубы из текстолита следует обязательно покрывать бакелитовым лаком (для повышения их химической стой кости). [c.188] Для изготовления касок- (ее составных частей) применяют различные пластмассы, искусственную кожу, репсовую, капроновую или шелковую ленту (тесьму), поролон. Для производства корпусов используют пластические материалы полиэтилен низкого давления акри-лонитрилбутадиенстирол (пластик АБС), слоистый пластик типа текстолита, винипласт, стекловолокнистый пластик дев, пресс-материал АГ-4С. Корпуса, выполненные из полиэтилена низкого давления и пластика АБС, отличаются легкостью, хорошей устойчивостью к агрессивным химическим средам, имеют стабиль ные прочностные свойства в интервале температур от 40 до минус 25°С. Применяемые текстолит и стеклонаполненные материалы обладают большой прочностью, а также морозо- и теплостойкостью по сравнению с полиэтиленом, НО имеют большую массу. Внутреннюю оснастку изготавливают из полиэтилена высокого давления, хлопчатобумажной, репсовой или капроновой тесьмы. . [c.115]
. [c.115]
С. превосходит текстолит и гетинакс ко прочностным характеристикам, теплостойкости, влаго- и хим-стойкости, электроизоляционным свойствам и длительности срока службы, асботекстолит — по физико-механич. характеристикам. [c.256]
Нек-рые из А. п. (текстолит, древесные пластики) обладают хорошими антифрикционными свойствами асбопластики имеют хорошие фрикционные свойства (коэфф. трения без смазки 0,3—0,4). [c.103]
Свойства текстолита. Текстолит выпускается в виде листов различной толщины (от 0,2 до 100 мм) размером 1000X1500 мм. Свойства его зависят от типа ткани, содержания олигомера, условий прессования. Так, текстолит на основе тяжелых тканей имеет большую ударную вязкость, чем на основе легких тканей. Прочность его повышается также с увеличением числа слоев ткани в единице толщины материала. При недостаточном содержании смолы понижается прочность склеивания слоев ткани. Текстолит имеет высокие физико-механические показатели (особенно разрушающее напряжение при сжатии и ударную вязкость), но эти показатели ухудшаются в условиях повышенной влажности. Текстолит может длительное время выдерживать температуру 90—105 °С при работе под нагрузками. [c.66]
Текстолит может длительное время выдерживать температуру 90—105 °С при работе под нагрузками. [c.66]
Свойства текстолита определяются рядом факторов и, в первую очередь, характером наполнителя (ткани) и связующего (смолы), а также весовым соотношением между ними. Обычно в текстолите содержится 30-ь40% смолы. Механическая прочность текстолита повышается с увеличением удельной прочности исходной ткани, а также с уменьшением ее толщины. В зависимости от способа плетения, ткани имеют различную прочность в различных направлениях. [c.241]
Получены три вида слоистых пластиков стеклотекстолит, где в качестве наполнителя применяли стеклоткань ЭИ-125,. гетинакс из бумаги электроизоляционной пропиточной ЭИП-66Б, и текстолит из хлопчатобумажной ткани (разрушающее усилие, МПа, по основе 7,0, по утку — 3,8). Физикомеханические свойства слоистых пластиков приведены в-табл. 1. Прочностные показатели стеклотекстолитов при растяжении не обладали анизотропией в зависимости от направления волокон наполнителя, так как стеклоткань ЭИ-125-равнопрочностная по утку и основе. [c.73]
[c.73]
Текстолит — слоистый пластик коричневого цвета с характерной волокнистой структурой. Текстолит получают методом горячего прессования хлопчатобумажных тканей, пропитанных бакелитовыми смо-ла.ми. Обрабатывается резанием и штампованием. Выпускается марки А (с повышенными электрическими характеристиками) и марки Б (с повышенными механическими свойствами) в виде плит, листов и стержней. Обладает высокой ударной вязкостью и стойкостью к истиранию. Из него изготавливаются каркасы контуров и катушек трансформаторов, расшивочные панели и другие установочные детали. Недостатки — существенное возрастание диэлектрических потерь из-за гигроскопичности в результате растрескивания бакелита, высокая стоимость. [c.31]
Гетинакс — слоистый пластик, получаемый так же, как текстолит, но вместо хлопчатобумажной ткани используется бумажная масса. По своим свойствам и внешнему виду является аналогом гек-столита. Выпускается в виде прутков и листов четырех марок А — повышенная электропрочность, Б — повышенные механические свойства, В — высокочастотный, Г —с повышенной защитой от влажности. [c.31]
[c.31]
Материал трубопроводов для перекачивания жидкостей выбирается в зависимости от свойств перекачиваемой жидкости. В промышленности органических полупродуктов находят применение стальные, чугунные, свинцовые, медные, алюминиевые, керамические, стальные гуммированные и текстол итовые трубопроводы, а также трубопроводы из специальных сталей и других материалов. [c.132]
Некоторые экспериментаторы при отжиге охлаждали обтюраторы в метаноле или других органических веществах, чем достигалось восстановление окисленной поверхности меди, однако, в обычной практике это не вызывается необходимостью. С течением времени металл теряет приоберетенную при отжиге пластичность, поэтому долго хранящиеся медные обтюраторы требуют повторного отжига. Там, где рабочая среда разрушает обтюратор, а также там, где материал обтюратора загрязняет продукт или образует взрывчатые соединения (ацетиленистая медь), медь заменяется другим металлом, так, например, в присутствии аммиака применяют алюминий. В условиях более высоких давлений ставят иногда лат нь, отожженное железо и т. п., как обладающие более высокими механическими свойствами. Неметаллические обтюраторы делают из вулканизированной фибры, картона, бумаги, паронита, асбеста, текстолита, кожи, резины и различных пластикатов. При этом надо учитывать, что резина из натурального каучука может применяться при температуре около 100°, кожа растительного дубления до 40°, хромовая до 70°, фибра примерно до 160°, промасленный картон и бумага до 200°. Текстолит, резина на синтетическом каучуке и пластикаты применяются при более низких температурах при высоких температурах стоек асбест, но начиная с 480° он довольно быстро теряет кристаллизационную воду и разрушается. Для жидкостей асбест вообще непригоден. Для этих целей лучше применять паронит или другие композиции асбеста с каучуком. В этих случаях иногда применяют комбинированные прокладки из асбеста с Металлической оболочкой. [c.182]
В условиях более высоких давлений ставят иногда лат нь, отожженное железо и т. п., как обладающие более высокими механическими свойствами. Неметаллические обтюраторы делают из вулканизированной фибры, картона, бумаги, паронита, асбеста, текстолита, кожи, резины и различных пластикатов. При этом надо учитывать, что резина из натурального каучука может применяться при температуре около 100°, кожа растительного дубления до 40°, хромовая до 70°, фибра примерно до 160°, промасленный картон и бумага до 200°. Текстолит, резина на синтетическом каучуке и пластикаты применяются при более низких температурах при высоких температурах стоек асбест, но начиная с 480° он довольно быстро теряет кристаллизационную воду и разрушается. Для жидкостей асбест вообще непригоден. Для этих целей лучше применять паронит или другие композиции асбеста с каучуком. В этих случаях иногда применяют комбинированные прокладки из асбеста с Металлической оболочкой. [c.182]
Текстолит поделочный. Применяют в качестве технического поделочного материала главным образом в машиностроении. Текстолит толщиной до 8 м называется листовым, а свыше этой толщины—плиточным. Выпускают трех марок ПТК, ПТ и ПТ-1, различающихся плотностью применяемого текстоля и физико-механическим свойствами. [c.745]
Применяют в качестве технического поделочного материала главным образом в машиностроении. Текстолит толщиной до 8 м называется листовым, а свыше этой толщины—плиточным. Выпускают трех марок ПТК, ПТ и ПТ-1, различающихся плотностью применяемого текстоля и физико-механическим свойствами. [c.745]
Текстолиты выгодно сочетают достаточную механическую прочность с низкой плотностью, высокой вибростойкостью, износоустойчивостью и хорошими диэлектрическими свойствами, которыесохраняются до 100—125 °С. Текстолит обладает высокой водо- и маслостойкостью он достаточно стабилен во времени,-особенно по сравнению с древеснослоистыми пластиками ДСП (наполнитель — древесный шпон). [c.179]
Области применения армированных пластиков. Широкий диапазон механич., электроизоляционных, теплофизич. и специальных свойств А. п. и разнообразные технологич. возможности переработки явились причиной применения их в различных отраслях народного хозяйства. Об областях применения А. п. см. Асбопластики, Волокнит, Гетинакс, Древесно-слоистые пластики, Стеклопластики, Текстолит. [c.103]
п. см. Асбопластики, Волокнит, Гетинакс, Древесно-слоистые пластики, Стеклопластики, Текстолит. [c.103]
К первой группе относятся полихлорвиннловые пластмассы (винипласт, винидур). Ко второй группе—фенолформальдегидные пластмассы с минеральными наполнителями (фаолит, бакелитовые пресс-порошки). В качестве антикоррозиопных материалов наиболее широко применяется фаолит, текстолит, винипластовый пластикат. Применение полимерных материалов открывает путь к дальнейшему развитию и прогрессу народного хозяйства. Они перестали быть заменителями природных веществ, а являются новыми веществами, обладающими ценными свойствами, зачастуто отсутствующими у природных материалов. [c.11]
Высокими механическими свойствами обладает текстолит, изготовленный на основе эпоксифурановых смол (табл. 1У-39). Эти смолы обладают хорошей химической стойкостью. [c.260]
Текстолит. Форма производства и марки.Плюсы и минусы.Особенности
Текстолит является диэлектрическим конструкционным материалом, применяемым для изготовления печатных плат, а также шестерен, втулок, подшипников. Отличается высокой прочностью, эластичностью, температурной устойчивостью, что позволяет проводить на нем пайку. Материал поддается обработке ручным инструментом.
Отличается высокой прочностью, эластичностью, температурной устойчивостью, что позволяет проводить на нем пайку. Материал поддается обработке ручным инструментом.
Из чего состоит текстолит
Это композитный материал, состоящий из полимера и армирующих слоев. В его основе чаще всего используется бакелит, полиэфирная или эпоксидная смола. В качестве армирующего материала применена ткань. Так как она залита полимером, то не контактирует с воздухом или влагой. За счет этого ткань долго сохраняет армирующие качества. Изделие не боится влаги, перепадов температур в пределах своего диапазона.
По сути, текстолит можно назвать разновидностью слоистого пластика. Его получают методом прессования. Куски полотна пропитывают в полимере и складывают слоями в форму. Затем они спрессовываются и оставляются под давлением и нагревом до застывания смолы.
При производстве текстолита красители не используются, за редким исключением. В связи с этим материал имеет естественный цвет полимера, которым связываются слои ткани. Обычно оттенок варьируется от темно-коричневого до светло-желтого.
Обычно оттенок варьируется от темно-коричневого до светло-желтого.
При производстве текстолита возможно образование в нем раковин и рытвин. Пустые полости формируются за счет пузырьков воздуха. Наличие мелких пустот допускается. От их количества и размера зависит сорт текстолита. Если дефектов много, то изделие имеет меньшую механическую стойкость, в частности к воздействию на слом.
Форма производстваПроизводственные предприятия выпускают из текстолита заготовки в виде:
- Листов.
- Стержней.
- Втулок.
Листы текстолита благодаря прочности, стойкости к коррозии и диэлектрическим качествам используют как основу печатных плат. На них наносятся дорожки из токопроводящего материала, согласно схеме, и выполняется пайка радиодеталей (резисторов, транзисторов, диодов, микросхем и т.д.). В последнее время для этой цели чаще всего используется стеклотекстолит, в основе которого вместо ткани применено стекловолокно. Этот материал прочнее при аналогичной толщине. Листы текстолита большого сечения используются для изготовления обшивок, в частности при сборке электрооборудования, работающего под высоким напряжением. Подобная обшивка ударопрочная, не пропускает электрический ток.
Этот материал прочнее при аналогичной толщине. Листы текстолита большого сечения используются для изготовления обшивок, в частности при сборке электрооборудования, работающего под высоким напряжением. Подобная обшивка ударопрочная, не пропускает электрический ток.
Листы текстолита могут иметь толщину от 0,5 до 100 мм. Самые тонкие применяются для изготовления уплотнительных прокладок, а также миниатюрных печатных плат, к примеру, для электронных часов, фитнес браслетов и т.д.
Стержни из текстолита используются как токарные заготовки для изготовления шестеренок, звездочек и прочих деталей сложных механизмов. Нужно отметить, что с появлением твердых полимеров с низким коэффициентом скольжения, а также стеклотекстолита, применение стержней текстолита отошло на второй план.
Текстолитовые втулки применяются в качестве диэлектрических креплений при сборке электрооборудования. Они используются как связующий элемент между электрической частью оборудования и его токопроводящим корпусом. Текстолитовые втулки более надежные, чем резиновые, кроме этого они легко обрабатываются, долго служат.
Текстолитовые втулки более надежные, чем резиновые, кроме этого они легко обрабатываются, долго служат.
Материал отличается простотой обработки. Его можно:
- Сверлить.
- Фрезеровать.
- Резать.
- Шлифовать.
- Точить.
Для этого используется то же оборудование, что и для работы с металлами. Так как внутри текстолита имеются волокна, то при разрезе или другой обработке на его поверхности образовывается бахрома. В связи с этим его невозможно обработать до состояния идеального гладкого глянца. Чтобы ее уменьшить, поверхность можно смазывать различными пропитками для дерева, чтобы подклеить волокна к основанию. Это актуально при использовании текстолита для изготовления рукояток, накладок, панелей.
При работе с текстом желательно использовать средства индивидуальной защиты органов дыхания. Его мелкая пыль содержит фенолформальдегидные смолы. Они раздражают слизистые оболочки, но не являются токсичными, поэтому не могут вызвать отравление. Главной предосторожностью при работе с текстолитом считается недопустимость его нагрева свыше +400°С. При этой температуре он начинает разлагаться. В образованных при этом испарениях присутствуют фенол и углеводороды.
Главной предосторожностью при работе с текстолитом считается недопустимость его нагрева свыше +400°С. При этой температуре он начинает разлагаться. В образованных при этом испарениях присутствуют фенол и углеводороды.
В зависимости от типа используемой для армирования ткани и полимера, различают следующие марки текстолита:
- ПТ.
- ПТК.
- ПТМ.
- А и Б.
- ПТН.
- ПГТ.
ПТ – это поделочный текстолит. В его основе используется обычная хлопчатобумажная ткань. Благодаря этому материал недорогой и весьма распространенный. Обычно он представлен в виде стержней. Из него изготавливают рядовые детали, рассчитанные на небольшие нагрузки. Марка ПТ часто используется для изготовления рукояток ножей, топоров. Срок службы таких накладок выше, чем у деревянных.
ПТК – это конструкционная разновидность поделочного текстолита. В его основе также используется хлопчатобумажная ткань. Отличием материала является более качественная обрабатываемость. Из него можно изготавливать мелкие точные детали. Шестерни, червячные механизмы и втулки из ПТК могут прослужить дольше металлического аналога в 10 раз, при условии небольшой нагрузки. Это объясняется устойчивостью материала к трению и перегреву. Диапазон использования текстолита данной марки немного выше, и составляет от -40°C до +105°С. Материал плохо передает температуру, поэтому слабо греется.
Из него можно изготавливать мелкие точные детали. Шестерни, червячные механизмы и втулки из ПТК могут прослужить дольше металлического аналога в 10 раз, при условии небольшой нагрузки. Это объясняется устойчивостью материала к трению и перегреву. Диапазон использования текстолита данной марки немного выше, и составляет от -40°C до +105°С. Материал плохо передает температуру, поэтому слабо греется.
ПТМ – это узкоспециализированная марка. Такой текстолит обладает химической устойчивостью к трансформаторному маслу. Его можно использовать как изоляционный материал внутри корпуса трансформаторов. Кроме химической стойкости он обладает более высоким температурным диапазоном эксплуатации до +120°С. В связи с этим его также можно использовать для изготовления шестерен и звездочек, если они эксплуатируются рядом с источником нагрева.
К маркам А и Б относится электротехнический материал. Он в первую очередь применим для изготовления печатных плат. Он также имеет устойчивость к трансформаторному маслу. Марки А и Б отличаются высокой изоляционной способностью. Текстолиты этого типа делают тонкими, и только в виде листов.
Марки А и Б отличаются высокой изоляционной способностью. Текстолиты этого типа делают тонкими, и только в виде листов.
ПТН изготавливается на основе нетканого материала. За счет этого он обладает высокими прочностными характеристиками. ПТН предназначен специально для изготовления различных силовых деталей. Марка более сложная в обработке за счет твердости. Из нее делают защитные панели, реже прокладки.
ПГТ содержит в составе графит и термореактивное связующее. За счет этого материал обладает самой высокой влагоустойчивостью. Обычно применяется для изготовления уплотнительных элементов для трубопроводов и насосов. Не разделяется на слои в теплой воде.
По технологии текстолита изготавливаются и другие материалы, которые по сути являются его модификаций. Примерами могут быть стеклотекстолит и асботекстолит. Последний изготавливается на основе асбестовой ткани. Ее волокна способны выдерживать большие температуры. Данный материал может использоваться при изготовлении деталей тормозных устройств, механизмов сцепления. Он стойкий к трению. Из него вырезаются прокладки для двигателей, горячих трубопроводов. Постоянная безопасная рабочая температура такого модифицированного асбестовыми волокнами текстолита повышена до +200ºC. При этом он способен нормально переносить кратковременный нагрев до 1800-45000ºC. Это позволяет его использовать при строительстве ракет, авиатранспорта, военной техники, ядерных реакторов.
Он стойкий к трению. Из него вырезаются прокладки для двигателей, горячих трубопроводов. Постоянная безопасная рабочая температура такого модифицированного асбестовыми волокнами текстолита повышена до +200ºC. При этом он способен нормально переносить кратковременный нагрев до 1800-45000ºC. Это позволяет его использовать при строительстве ракет, авиатранспорта, военной техники, ядерных реакторов.
Текстолит является достаточно распространенным материалом при изготовлении различного оборудования. Он используется как дешевый легкий заменитель металла, а также диэлектрик.
К его главным преимуществам можно отнести:
- Малая масса.
- Минимальное линейное расширение.
- Высокая прочность.
- Дешевизна.
- Стойкость к коррозии.
Изделия из текстолита в несколько раз легче металла. За счет этого шестерни, звездочки, втулки и прочие детали из него могут использоваться при изготовлении облегченных механизмов. В последние десятилетия материал начал отходить на второй план, так как во многих случаях его превосходят, капролон, фторопласт и прочие полимеры. Несмотря на это, он по-прежнему является самым востребованным при изготовлении печатных плат. Он не пропускает электрический ток и отличается высокой устойчивостью к слому.
Трущиеся силовые детали из текстолита далеко не вечные. В большинстве случаев они нуждаются в замене каждые 3 года. Это также является причиной возрастания популярности аналогов текстолита из числа полимеров.
При нагреве и охлаждении материал практически не меняет свои размеры. За счет этого токопроводящие дорожки на его поверхности в случае использования листов в качестве плат сохраняют свою целостность. Более дорогостоящая техника имеет платы из стеклотекстолита, так как они прочнее и более устойчивые к нагреву, а их коэффициент линейного расширения еще ниже. Однако стоимость стеклотекстолита выше, поэтому для производства бюджетных плат по-прежнему используется обычный текстолит. Материал отличается простотой изготовления, поэтому несмотря на наличие более качественных аналогов, он по-прежнему будет занимать нишу в области производства электрооборудования.
Похожие темы:
Стеклотекстолит. Состав и применение. Свойства и особенности
Стеклотекстолит – это диэлектрический материал, широко применяемый для изготовления трущихся деталей механизмов, а также электроизоляторов. Является разновидностью текстолита, но содержит вместо тканевых волокон стекловолокно, за счет чего обладает более высокими эксплуатационными качествами.
Из чего состоит стеклотекстолит
Это композитный материал. В его основе используется стеклоткань. Она укладывается слоями по всей толще материала. Между собой слои пропитываются и скрепляются полимером. В его качестве может использоваться полиэфирная или эпоксидная смола, также возможно применение бакелита.
Присутствие в качестве армирующих слоев стеклоткань существенно повышает рабочие и физические качества стеклотекстолита. Он выдерживает на 50°C более высокую температуру, чем обычный текстолит. Эти качества позволяют его применять для производства печатных плат. Даже тонкие пластины стеклотекстолита выдерживают существенную деформационную нагрузку, которая возникает в момент монтажа на разъемы платы различных микросхем, оборудования и т.п.
Для производства стеклоткани для стеклотекстолита используется бой стекла. Таким образом, изготовление материала несет определенную пользу для экологии. Стеклотекстолит отличается от текстолита основой. У первого она из стеклоткани, у второго из хлопчатобумажной ткани. Стекловолокно само по себе лучше и долговечней натуральных волокон. За счет этого изделие из него лучше как в плане долговечности, так и в температурной и механической устойчивости.
ГОСТ допускает производство стеклотекстолита светло-зеленого и коричневого цвета. Преимущественно он именно первого оттенка. Ближе к коричневому чаще всего делают только обычный текстолит. Нужно отметить, что продажа изделий из стеклотекстолита осуществляется преимущественно на развес вне зависимости от их формы.
Что делают из стеклотекстолитаСтеклотекстолит одновременно сочетает в себе прочность, стойкость к трению, а также электроизоляционные качества. Благодаря этому его используют для производства различных изделий.
Из него делаются заготовки трех типов:
- Листы.
- Втулки.
- Стержни.
Листы или плиты стеклотекстолита имеют толщину от 0,5 мм до 100 мм. Более тонкие отличаются большей хрупкостью, поэтому применяются только для изготовления тонких мелких деталей. Стержни и втулки из стеклотекстолита выпускаются в диаметре от 8 до 200 мм.
Из стеклотекстолита производят:
- Шестерни.
- Подшипники скольжения.
- Втулки.
- Прокладки.
- Шайбы.
- Детали станков.
- Диэлектрические рукояти на инструмент.
- Печатные платы для электроприборов и т.п.
Значительную долю всей продукции из стеклотекстолита занимают фольгированные листы. Они являются заготовкой для изготовления печатных плат в домашних условиях. Для этого используется несложная технология. На заготовке прорисовывается рисунок платы защитным лаком. Затем она помещается в хлорное железо, раствор лимонной кислоты или другое активное вещество. В ванне происходит бурная химическая реакция, и открытые не защищенные поверхности фольги растворяются. Под лаком остаются прорисованные дорожки. Затем плата сверлиться согласно разработанной схеме и на нее паяются микросхемы, диоды, транзисторы, резисторы и т.д.
Способы обработкиМатериал отлично поддается обработке. В этом плане он похож на пластик, но является более твердым. С ним сложнее работать, чем с древесиной.
При обработке стеклотекстолита возможно выполнение:
- Пиления.
- Сверления.
- Фрезерования.
- Шлифовки.
Для этого используются инструменты с оснасткой для работы с металлами. К примеру, при необходимости разрезать стеклотекстолитовое изделие или болванку применяется ножовка по металлу с мелкими зубьями.
После обработки поверхность стеклотекстолита становится матовой. Для возврата глянца его необходимо шлифовать мелкозернистой наждачной бумагой Р1000 и мельче. После этого можно отполировать поверхность или просто смазать ее маслом. Оно заполняет поры, и придает поверхности необходимый блеск. Подобную обработку можно делать, к примеру, при изготовлении из втулок стеклотекстолита рукояток ножей или другого ручного инструмента.
При обработке стеклотекстолита электроинструментом нужно стараться его не перегревать. При нагреве до температуры больше чем +400°C от материала выделяется ядовитый дым. Он не смертельный, но содержит вредные для человека вещества. Также при шлифовке или пиления стеклотекстолита нужно избегать вдыхания опилок. Они собираются в воздухе в виде легкой взвеси. В связи с этим нужно работать в средствах индивидуальной защиты органов дыхания или же подключить вытяжку над рабочим местом.
Допускается обработка стеклотекстолита на токарном станке с использованием обычных резцов по металлу, напильников, наждачной бумаги. Это очень быстрый и безопасный способ для производства любого изделия, будь то шестерня, втулка или другая цилиндрическая деталь.
Марки материалаТак как для изготовления стеклотекстолита могут использоваться различные связующие вещества, то конечные свойства материала существенно отличаются. На фоне этого ГОСТами предусмотрены различные его марки.
СТЭФ – это классическая марка стеклотекстолита, используемая в первую очередь для изготовления печатных плат в электроприборы. Для армирования листов применяются лоскуты стеклоткани с крупной ячейкой. Связующими для них могут вступать различные смолы.
СТЭФ1 – является практически полным аналогом предыдущей марки за тем исключением, что сделана из стеклоткани с очень мелкой ячейкой. Благодаря этому подобное изделие отличается в разы большей прочностью. Материал обычно используется для изготовления мелких трущихся деталей. Он хорошо поддается механической обработке. Материал может эксплуатироваться в условиях с постоянной температурой +250°C. Однако способен переносить кратковременный перегрев до уровня +750°C. Благодаря данным качествам стеклотекстолит СТЭФ1 применяется для изготовления электроизоляции для оборудования, которое сильно разогревается, к примеру втулок и шайб в духовку.
КАСТ-В – это абсолютно безопасная разновидность стеклотекстолита, при нагреве которой не выделяется ядовитый дым. Также пыль образованная при его обработке тоже не вызывает отравление организма при вдыхании в больших количествах. В состав материала входят специальные стабилизирующие добавки. За счет этого полимер в сочетании со стекловолокном отличается еще большей прочностью. Также он хорошо противостоит воздействию огня.
На самом деле существует более 10 марок стеклотекстолита, каждая из которых имеет определенное назначение. В большинстве случаев для изготовления почти всех деталей может использоваться материал любой марки, они все прочные и стойкие к износу. Однако для очень специфических условий эксплуатации марка материала является важной, так как все ее особенности в таком случае себя проявят с положительной стороны.
Характеристики материалаСтеклотекстолит разных марок может отличаться между собой по сложности обработки и сроку службы. Считается, что трущиеся детали из него нужно менять каждые 3 года, что в принципе является растяжимым утверждением, которое больше привязано к интенсивности эксплуатации.
Стеклотекстолит имеет много положительных качества:
- Большая плотность.
- Прочность на сжатие 800-1800 кг/см2.
- Водопоглощение 0,95%.
- Стойкость к возгоранию.
- Высокая прочность.
- Является диэлектриком.
- Низкая стоимость.
- Малый удельный вес.
- Легкость обработки.
Повышенная твердость материала препятствует его быстрому износу при трении. Также он имеет очень малое линейное расширение. Это крайне важное его качество, особенно для плат. Во время работы они сильно неравномерно разогреваются, что впрочем, никак не сказывается на их целостности.
Стеклотекстолит является очень прочным материалом как на свою толщину. Он выдерживает нагрузку при сжатии в зависимости от марки в пределах 800-1800 кг/см2. Кроме этого его прочность на изгиб достигает уровня 1500-4000 кг/см2, а на растяжение – 2000-4000 кг/см2. Столь высокий разброс в предельной прочности зависит не только от марки, но и фактической температуры материала при которой происходит воздействие.
Прочное сцепление слоев стеклотекстолита позволяют ему нормально переносить вибрационные нагрузки. Это крайне важно для шестеренок, втулок, подшипников. Материал не расслаивается при эксплуатации в сложных условиях, практически не стирается.
Уровень водопоглощения стеклотекстолита составляет всего 0,95%. То есть, он не станет проводником электрического тока даже в случае вымачивания в воде. Низкая впитываемость также делает материал отличным решением для изготовления втулок, рукояток для инструмента.
Материал отличается химической нейтральностью. Он практически никогда не вступает в реакцию с агрессивными веществами. В связи с этим его применяют для изготовления различных деталей механизмов в химическом производстве.
Детали из стеклотекстолита благодаря прочности материала не нужно делать массивными и толстостенными. Благодаря этому они отличаются легкостью, не утяжеляют конструкции, где применяются. Стеклотекстолит легко сверлить, точить и обрабатывать другими способами. За счет этого он является главным материалом в сфере своего применения. Он существенно превосходит пластик, так как не склонен к трещинообразованию, оплавлению при относительно небольшом нагреве и деформации.
Похожие темы:
экскурсия на завод Технотех / Блог компании Madrobots / Хабр
Сегодня мы выступим в немного непривычном для себя амплуа, будем рассказывать не о гаджетах, а о технологиях, которые стоят за ними. Месяц назад мы были в Казани, где познакомились с ребятами из Навигатор-кампуса. Заодно побывали на расположенном близко (ну, относительно близко) заводе по производству печатных плат — Технотех. Этот пост — попытка разобраться в том, как же все-таки производят те самые печатные платы.Итак, как же все-таки делают печатные платы для наших любимых гаджетов?
На заводе умеют делать платы от начала и до конца — проектирование платы по вашему ТЗ, изготовление стеклотекстолита, производство односторонних и двухсторонних печатных плат, производство многослойных печатных плат, маркировка, проверка, ручная и автоматическая сборка и пайка плат.
Для начала, я покажу, как делают двухсторонние платы. Их техпроцесс ничем не отличается от производства односторонних печатных плат, кроме того, что при изготовлении ОПП не производят операции на второй стороне.
О методах изготовления плат
Вообще, все методы изготовления печатных плат можно разделить на две большие категории: аддитивные(от латинского additio -прибавление) и субтрактивные (от латинского subtratio—отнимание). Примером субтрактивной технологии является всем известный ЛУТ(Лазерно-утюжная технология) и его вариации. В процессе создания печатной платы по этой технологии мы защищаем будущие дорожки на листе стеклотекстолита тонером от лазерного принтера, а затем стравливаем все ненужное в хлорном железе.
В аддитивных методах проводящие дорожки, наоборот, наносятся на поверхность диэлектрика тем или иным способом.
Полуаддитивные методы(иногда их еще называют комбинированными. ) — нечто среднее между классическими аддитивными и субтрактивными. В процессе производства ПП по этому методу часть проводящего покрытия может стравливаться(иногда почти сразу после нанесения), но как правило это происходит быстрее/проще/дешевле, чем в субтрактивных методах. В большинстве случаев, это следствие того, что большая часть толщины дорожек наращивается гальваникой или химическими методами, а слой, который подвергается травлению — тонкий, и служит лишь в качестве проводящего покрытия для гальванического осаждения.
Я покажу именно комбинированный метод.
Изготовление двухслойных печатных плат по комбинированному позитивному методу(полуаддитивный метод)
Изготовление стеклотекстолита
Процесс начинается с изготовления фольгированного стеклотекстолита. Стеклотекстолит — это материал, состоящий из тонких листов стекловолокна(они похожи на плотную блестящую ткань), пропитанных эпоксидной смолой и спрессованных стопкой в лист.
Сами полотна стекловолокна тоже не слишком просты — это плетеные(как обычная ткань в вашей рубашке) тонкие-тонкие нити обычного стекла. Они настолько тонкие, что могут легко гнуться в любых направлениях. Выглядит это примерно вот так:
Увидеть ориентацию волокон можно на многострадальной картинке из википедии:
В центре платы, светлые участки — это волокна идут перпендикулярно срезу, участки чуть темнее — параллельно.
Или например на микрофотографии tiberius, насколько я помню из этой статьи:
Итак, начнем.
Стекловолоконное полотно поступает на производство вот в таких бобинах:
Оно уже пропитано частично отвержденной эпоксидной смолой — такой материал называется препрегом, от английского pre-impregnated — предварительно пропитанный. Так как смола уже частично отверждена, она уже не такая липкая, как в жидком состоянии — листы можно брать руками, совсем не опасаясь испачкаться в смоле. Смола станет жидкой только при нагреве фольги, и то лишь на несколько минут, прежде чем застыть окончательно.
Нужное количество слоев вместе с медной фольгой собирается вот на этом аппарате:
А вот сам рулон фольги.
Далее полотно нарезается на части и поступает в пресс высотой в два человеческих роста:
На фото Владимир Потапенко, начальник производства.
Интересно реализована технология нагрева во время прессования: нагреваются не части пресса, а сама фольга. На обе стороны листа подается ток, который за счет сопротивления фольги нагревает лист будущего стеклотекстолита. Прессование происходит при сильно пониженном давлении, для исключения появления воздушных пузырей внутри текстолита
При прессовании, за счет нагрева и давления, смола размягчается, заполняет пустоты и после полимеризации получается единый лист.
Вот такой:
Он нарезается на заготовки для плат специальным станком:
Технотех использует два вида заготовок: 305х450 — маленькая групповая заготовка, 457х610 — большая заготовка
После этого к каждому комплекту заготовок распечатывается маршрутная карта, и путешествие начинается…
Маршрутная карта — это вот такая бумажка с перечнем операций, информацией о плате и штрих-кодом. Для контроля выполнения операций используется 1С 8, в которую внесена вся информация о заказах, о техпроцессе и так далее. После выполнения очередного этапа производства сканируется штрихкод на маршрутном листе и заносится в базу.
Сверловка заготовок
Первый этап производства однослойных и двухслойных печатных плат — сверление отверстий. С многослойными платами все сложнее, и я расскажу об этом позже. Заготовки с маршрутными листами поступают на участок сверловки:
Из заготовок собирается пакет для сверловки. Он состоит из подложки(материал типа фанеры), от одной до трех одинаковых заготовок печатных плат и алюминиевой фольги. Фольга нужна для определения касания сверла поверхности заготовки — так станок определяет поломку сверла. Еще при каждом захвате сверла он контролирует его длину и заточку лазером.
После сборки пакета он закладывается вот в этот станок:
Он такой длинный, что мне пришлось сшивать эту фотку из нескольких кадров. Это швейцарский станок фирмы Posalux, точной модели, к сожалению не знаю. По характеристикам он близок вот к этому. Он ест
Программа разрабатывается отдельно, и подгружается по сети. Все что надо сделать оператору — отсканировать штрихкод партии и заложить пакет из заготовок внутрь. Емкость инструментального магазина: 6000 сверл или фрез.
Рядом стоит большой шкаф со сверлами, но оператору нет необходимости контролировать заточку каждого сверла и менять его — станок все время знает степень износа сверл — записывает себе в память сколько отверстий было просверлено каждым сверлом. При исчерпании ресурса сам меняет сверло на новое, старые сверла останется выгрузить из контейнера и отправить на повторную заточку.
Вот так выглядят внутренности станка:
После сверловки в маршрутном листе и базе делается отметка, а плата отправляется
Очистка, активация заготовок и химическое меднение.
Хоть станок и пользуется своими «пылесосом» во время и после сверловки, поверхность платы и отверстий все равно надо очистить от загрязнений и подготовить к следующей технологической операции. Для начала, плата просто очищается в моющем растворе механическими абразивами
Надписи, слева направо: «Камера зачистки щетками верх/низ», «Камера промывки», «Нейтральная зона».
Плата становится чистой и блестящей:
После этого в похожей установке проводится процесс активации поверхности.
После этого, последовательно проходя несколько ванн в еще одной похожей установке заготовка обзаводится тонким(меньше микрона) слоем меди в отверстиях.
Дальше этот слой гальваникой наращивается до 3-5 микрон — это улучшает стойкость слоя к окислению и повреждениям.
Нанесение и экспонирование фоторезиста, удаление незасвеченных участков.
Дальше плата отправляется в участок нанесения фоторезиста. Нас туда не пустили, потому что он закрыт, и вообще, там чистая комната, поэтому ограничимся фотографиями через стекло. Нечто подобное я видел в Half-Life(я про трубы, спускающиеся с потолка):
Собственно вот зеленая пленка на барабане — это и есть фоторезист.
Далее, слева направо(на первой фотографии): две установки нанесения фоторезиста, дальше автоматическая и ручная рамы для засветки по заранее подготовленным фотошаблонам. В автоматической раме присутствует контроль, который учитывает допуск по совмещению с реперными точками и отверстиями. В ручной рамке маска и плата совмещаются руками. На этих же рамах экспонируется шелкография и паяльная маска. Дальше — установка проявки и отмывки плат, но так как мы туда не попали, фотографий этой части у меня нет. Но там ничего интересного — примерно такой же конвейер как в «активации», где заготовка проходит последовательно несколько ванн с разными растворами.
А на переднем плане — огромный принтер, который эти самые фотошаблоны печатает:
Вот плата с нанесенным, экспонированным и проявленным:
Обратите внимание, фоторезист нанесен на места, на которых в дальнейшем не будет меди — маска негативная, а не позитивная, как в в ЛУТ-е или домашнем фоторезисте. Это потому, что в дальнейшем наращивание будет происходить в местах будущих дорожек.
Это тоже позитивная маска:
Все эти операции происходят при неактиничном освещении, спектр которого подобран таким образом, чтобы одновременно не оказывать влияния на фоторезист и давать максимальную освещенность для работы человека в данном помещении.
Люблю объявления, смысл которых я не понимаю:
Гальваническая металлизация
Теперь настал через ее величества — гальванической металлизации. На самом деле, ее уже проводили на прошлом этапе, когда наращивали тонкий слой химической меди. Но теперь слой будет наращён еще больше — с 3 микрон до 25. Это уже тот слой, который проводит основной ток в переходных отверстиях. Делается это вот в таких ваннах:
В которых циркулируют сложные составы электролитов:
А специальный робот, повинуясь заложенной программе, таскает платы из одной ванны в другую:
Один цикл меднения занимает 1 час 40 минут. В одной паллете могут обрабатываться 4 заготовки, но в ванне таких паллет может быть несколько.
Осаждение металлорезиста
Следующая операция представляет собой еще одну гальваническую металлизацию, только теперь осаждаемый материал не медь, а ПОС — припой свинец-олово. А само покрытие, по аналогии с фоторезистом называется металлорезистом. Платы устанавливаются в раму:
Эта рама проходит несколько уже знакомых нам гальванических ванн:
И покрывается белым слоем ПОС-а. На заднем плане видна другая плата, еще не обработанная:
Удаление фоторезиста, травление меди, удаление металлорезиста
Теперь с плат смывается фоторезист, он выполнил свою функцию. Теперь на все еще медной плате остались дорожки, покрытые металлорезистом. На этой установке происходит травление в хитром растворе, который травит медь, но не трогает металлорезист. Насколько я запомнил, он состоит из углекислого аммония, хлористого аммония и гидрооксида аммония. После травления платы выглядят вот так:
Дорожки на плате — это «бутерброд» из нижнего слоя меди и верхнего слоя гальванического ПОС-а. Теперь, другим еще более хитрым раствором проводится другая операция — слой ПОС-а убирается, не затрагивая слой меди.
Правда, иногда ПОС не убирается, а оплавляется в специальных печах. Или плата проходит горячее лужение(HASL-процесс) — когда она опускается в большую ванну с припоем. Сначала она покрывается канифольным флюсом:
И устанавливается вот в такой автомат:
Он опускает плату в ванну с припоем и тут же вытаскивает ее обратно. Потоки воздуха сдувают лишний припой, оставляя лишь тонкий слой на плате. Плата получается вот такая:
Но на самом деле метод немного «варварский» и не очень действует на платы, особенно многослойные — при погружении в расплав припоя плата переносит температурный шок, что не очень хорошо действует на внутренние элементы многослойных плат и тонкие дорожки одно- и двухслойных.
Гораздо лучше покрывать иммерсионным золотом или серебром. Вот тут очень хорошая информация о иммерсионных покрытиях, если кому интересно.
Мы не побывали на участке иммерсионных покрытий, по банальной причине — он был закрыт, а за ключом было идти лень. А жаль.
Электротест
Дальше почти готовые платы отправляются на визуальный контроль и электротест. Электротест — это когда проверяются соединения всех контактных площадок между собой, нет ли где обрывов. Выглядит это очень забавно — станок держит плату и быстро-быстро тыкает в нее щупами. Видео этого процесса можно посмотреть у меня в инстаграме(кстати, подписаться можно там же). А в виде фото это выглядит вот так:
Та большая машина слева — и есть электротест. А вот и сами щупы ближе:
На видео, правда, была другая машинка — с 4 щупами, а тут их 16. Говорят, гораздо быстрее всех трех старых машинок с четырьмя щупами вместе взятых.
Нанесение паяльной маски и покрытие контактных площадок
Следующий технологический процесс — нанесение паяльной маски. То самое зеленое(ну, чаще всего зеленое. А вообще оно бывает очень разных цветов) покрытие, которое мы видим на поверхности плат. Подготовленные платы:
Закладываются вот в такой автомат:
Который через тонкую сеточку размазывает полужидкую маску по поверхности платы:
Видео нанесения, кстати, тоже можно посмотреть в инстаграме(и подписаться тоже:)
После этого, платы сушатся, пока маска перестанет липнуть, и экспонируются в той же желтой комнате, что мы видели выше. После этого, неэкспонированная маска смывается, обнажая контактные пятачки:
Потом их покрывают финишным покрытием — горячим лужением или иммерсионным нанесением:
И наносят маркировку — шелкографию. Это белые(чаще всего) буковки, которые показывают, где какой разъем и какой элемент тут стоит.
Она может наносится по двум технологиям. В первом случае все происходит так же, как и с паяльной маской, отличается лишь цвет состава. Она закрывает всю поверхность платы, потом экспонируется, и неотвержденные ультрафиолетом участки смываются. Во втором случает ее наносит специальный принтер, печатающий хитрым эпоксидным составом:
Это и дешевле, и гораздо быстрее. Военные, кстати, не жалуют этот принтер, и постоянно указывают в требованиях к своим платам, что маркировка наносится только фотополимером, что очень огорчает главного технолога.
Изготовление многослойных печатных плат по методу металлизации сквозных отверстий:
Все, что я описал выше — касается только односторонних и двухсторонних печатных плат(на заводе их, кстати, никто так не называет, все говорят ОПП и ДПП). Многослойные платы(МПП) делаются на этом же оборудовании, но немного по другой технологии.
Изготовление ядер
Ядро — это внутренний слой тонкого текстолита с медными проводниками на нем. Таких ядер в плате может быть от 1(плюс две стороны — трехслойная плата) до 20. Одно из ядер называется золотым — это означает, что оно используется в качестве реперного — того слоя, по которому выставляются все остальные. Ядра выглядят вот так:
Изготавливаются они точно так же, как и обычные платы, только толщина стеклотекстолита очень мала — обычно 0,5мм. Лист получается такой тонкий, то его можно изгибать, как плотную бумагу. На его поверхность наносится медная фольга, и дальше происходят все обычные стадии — нанесение, экспонирование фоторезиста и травление. Итогом этого являются вот такие листы:
После изготовления дорожки проверяются на целостность на станке, который сравнивает рисунок платы на просвет с фотошаблоном. Кроме этого, существует еще и визуальный контроль. Причем реально визуальный — сидят люди и смотрят в заготовки:
Иногда какая-то из стадий контроля выносит вердикт о плохом качестве одной из заготовок(черные крестики):
Этот лист плат, в которой случился дефект все равно изготовится полностью, но после нарезки бракованная плата пойдет в мусор. После того, как все слои изготовлены и проверены, наступает черед следующей технологической операции.
Сборка ядер в пакет и прессование
Это происходит в зале под названием «Участок прессования»:
Ядра для платы выкладываются вот в такую стопочку:
А рядом кладется карта расположения слоев:
После чего в дело вступает полуавтоматическая машина прессования плат. Полуавтоматичность ее заключается в том, что оператор должен по ее команде подавать ей ядра в определенном порядке.
Перекладывая их для изоляции и склеивания листами препрега:
А дальше начинается магия. Автомат захватывает и переносит листы в рабочее поле:
А затем совмещает их по реперным отверстиям относительно золотого слоя.
Дальше заготовка поступает в горячий пресс, а после прогрева и полимеризации слоев — в холодный. После этого мы получаем такой же лист стеклотекстолита, который ничем не отличается от заготовок для двухслойных печатных плат. Но внутри у него
Сверловка заготовок
При сборке пакета ОПП и ДПП для сверловки его не нужно центровать, и его можно собирать с некоторым допуском — все равно это первая технологическая операция, и все остальные будут ориентироваться на нее. А вот при сборке пакета многослойных печатных плат очень важно привязаться к внутренним слоям — при сверловке отверстие должно пройти насквозь все внутренние контакты ядер, соединив их
Это рентгеновский сверлильный станок, который видит сквозь текстолит внутренние металлически реперные метки и по их расположению сверлит базовые отверстия, в которые вставляются крепежи для установки пакета в сверлильный станок.
Металлизация
Дальше все просто — заготовки сверлятся, очищаются, активируются и металлизируются. Металлизация отверстия связывает между собой все медные пяточки внутри печатной платы:
Таким образом, завершая электронную схему внутренностей печатной платы.
Проверка и шлифы
Дальше от каждой платы отрезается кусочек, который шлифуется и рассматривается в микроскоп, для того, чтобы удостовериться, что все отверстия получились нормально.
Эти кусочки называются шлифы — поперечно срезанные части печатной платы, которые позволяет оценить качество платы в целом и толщину медного слоя в центральных слоях и переходных отверстиях. В данном случае, под шлиф пускают не отдельную плату, а специально сделанные с краю платы весь набор диаметров переходных отверстий, которые используются в заказе. Шлиф, залитый в прозрачный пластик выглядит вот так:
Фрезеровка или скрайбирование
Далее платы, которые находятся на групповой заготовке необходимо разделить на несколько частей. Делается это либо на фрезерном станке:
Который фрезой вырезает нужный контур. Другой вариант — скрайбирование, это когда контур платы не вырезается, а надрезается круглым ножом. Это быстрее и дешевле, но позволяет делать только прямоугольные платы, без сложных контуров и внутренних вырезов. Вот скрайбированная плата:
А вот фрезерованная:
Если заказывалось только изготовление плат, то на этом все заканчивается — платы складывают в стопочку:
Оборачивается все тем же маршрутным листом:
И ждет отправки.
А если нужна сборка и запайка, то впереди есть еще кое-что интересное.
Сборка
Дальше плата, если это необходимо поступает на участок сборки, где на нее напаиваются нужные компоненты. Если мы говорим о ручной сборке — то все понятно, сидят люди(кстати, в большинстве своем женщины, когда я к ним зашел, у меня уши в трубочку свернулись от песни из магнитофона «Боже, какой мужчина»):
И собирают, собирают:
А вот если говорить о автоматической сборке, то там все гораздо интереснее. Происходит это вот на такой длинной 10-метровой установке, которая делает все — от нанесения паяльной пасты до пайки по термопрофилям.
Кстати, все серьёзно. Там заземлены даже коврики:
Как я говорил, начинается все с того, что на неразрезанный лист с печатными платами устанавливают вместе с металлическим шаблоном в начало станка. На шаблон густо намазывается паяльная паста, и ракельный нож проходя сверху оставляет точно отмерянные количества пасты в углублениях шаблона.
Шаблон поднимается, и паяльная паста оказывается в нужных местах на плате. Кассеты с компонентами устанавливаются в отсеки:
Каждый компонент заводится в соответствующую ему кассету:
Компьютеру, управляющему станком, говорится где какой компонент находится:
И он начинает расставлять компоненты на плате.
Выглядит это вот так(видео не мое). Можно смотреть вечно:
Аппарат установки компонентов называется Yamaha YS100 и способен устанавливать 25000 компонентов в час(на один тратится 0.14 секунды).
Дальше плата проходит горячую и холодные зоны печки(холодная — это значит «всего» 140°С, по сравнению с 300°С в горячей части). Побыв строго определенное время в каждой зоне со строго определенной температурой, паяльная паста плавится, образуя одно целое с ножками элементов и печатной платой:
Запаянный лист плат выглядит вот так:
Все. Плата разрезается, если нужно и упаковывается, чтобы вскоре уехать к заказчику:
Примеры
Напоследок, примеры того, что технотех может делать. Например, конструирование и изготовление многослойных плат(до 20 слоев), включая платы для BGA компонентов и HDI платы:
C со всеми «номерными» военными приемками(да, на каждой плате вручную ставится номер и дата изготовления — этого требуют военные):
Проектирование, изготовления и сборка плат практически любой сложности, из своих или из компонентов заказчика:
И ВЧ, СВЧ, платы с металлизированным торцом и металлическим основанием(фотографий этого я не сделал, к сожалению).
Конечно, они не конкурент резониту в плане быстрых прототипов плат, но если у вас от 5 штук, рекомендую запросить у них стоимость изготовления — они очень хотят работать с гражданскими заказами.
И все-таки, в России производство еще есть. Что бы там не говорили.
Напоследок можно отдышаться, поднять глаза на потолок и попытаться разобраться в хитросплетениях труб:
Что почитать?
Субтрактивный комбинированный позитивный метод в домашних условиях
ДПП в картинках
Несколько разных технологий изготовления ДПП и МПП
Производство в фотографиях(правда, без описания)
История и современное производство текстолита
Развитие производства материалов, подобных текстолиту, получило с бурным ростом радиоэлектроники, когда понадобились твердые изоляционные материалы, на которые можно химически осаждать слой проводника (медь, золото и т. п.) и которые выдерживают температуру плавления олова.
Текстолит (лат. textus − ткань, греч. lithos − камень) − слоистый пластик на тканевой основе (стеклянной, хлопчатобумажной, асбестовой, синтетической) с пропиткой из синтетических смол. Этот электроизоляционный материал обладает высокой прочностью, которая мало зависит от температуры. Применяется в производстве судовых корпусов, подшипниковых вкладышей, электротехнических деталей. Текстолит на основе стеклоткани с формальдегидной смоляной пропиткой – стеклотекстолит – используется для изготовления печатных плат для компьютерной и офисной техники. Асбестовые текстолиты – это отличный фрикционный материал, также используется для теплозащиты ракет.
Одна из составляющих текстолита – смола – считается одним из лучших материалов, получившим широкое применение в строительстве. Изначально использовались смолы растительного и животного происхождения. К первым относились:
- природный янтарь, являющийся застывшей природной смолой,
- канифоль, используемая для пайки,
- натуральный каучук,
- копал, служивший для приготовления различных лаков.
Среди животных смол более известен шеллак, использовавшийся в производстве грампластинок (до середины XX века) и лаковых покрытий, а также в качестве глазури и в пиротехнике. Поскольку шеллак добывался только в юго-восточных странах, а также из-за трудоемкости процесса обработки, считался самым дорогим материалом.
В конце XIX века был найден способ синтезирования синтетических смол, и шеллак заменила фенолформальдегидная смола. Первым ее синтезировал немец Адольф Байер в 1872 г. В процессе нагревания смеси формальдегида и фенола, между их молекулами происходит химическое взаимодействие, в результате которого образовался полимер и молекула воды. Основную проблему составляла хрупкость полученного материала. К тому же реакцию необходимо было проводить при температуре 140 – 180°С. В итоге переходящая в пар вода становилась причиной образования пустот и вздутий.
Это проблему решил американский ученый Л. Х. Бакеланд, проведя ряд экспериментов и исследований в начале 1900-х годов. Он добавил в реакционную смесь древесную муку в качестве наполнителя, в результате чего хрупкость полученного полимера значительно снизилась. Также нашел способ избежать образования пустот путем проведения синтеза при повышенном давлении. Полученный таким способом полимер получил имя своего открывателя – бакелит. В 1910 году производство бакелита получило промышленные масштабы.
Бакелит характеризуется высокими показателями жесткости и прочности. Благодаря электроизоляционным свойствам бакелит широко применяется в производстве розеток, вилок, патронов для ламп и прочей электроаппаратуры.
Из бакелита стали производить слоистый прессованный материал на бумажной основе – гетинакс. Его получают из пропитанной смолой, прессованной бумаги. В случае нагревания гетинакс может обуглиться, но не потеряет свое жесткости.
Позднее бумагу заменили тканью, получив новый вид твердого полимерного материала – текстолит. Для повышения теплоизоляционных свойств обычную тканевую основу заменяют асбестовой тканью или стекловолокном.
Вес, толщина и другие размеры листового текстолита
Текстолит представляет собой слоистое изделие, которое получают путем прессования из простого слоя хлопчатобумажной ткани. Сама ткань используется на различных промышленных предприятиях и отличается в показателях плотности. Очень часто для текстолита применяют для изделий как: хлопок, бязь и шифон. Но прежде чем рассматривать особенности изделия, давайте определим вес, толщину и другие размеры текстолита. Он включает в себя четыре вида:
- листовой
- стержневой
- стеклотекстолит
- стеклоткань
Начнем разбирать параметрические данные с первой разновидности текстолита.
ЛистовойДля этого типа текстолита характерно требование ГОСТ 5-78. От этого стандарта будет зависеть марка и все параметры материала. Листовой текстолит делиться на три вида:
- ПТ (поделочный)
- ПТК (поделочный конструкционный)
- ПТМ (поделочный для трансформаторного масла)
|
Тип |
a |
b |
s |
m 1 листа |
|
ПТ |
770 |
1400 |
6 |
11 |
|
980 |
980 |
25 |
39 |
|
|
1 |
1,5 |
|||
|
12 |
20 |
|||
|
50 |
77 |
|||
|
980 |
1980 |
5 |
16 |
|
|
15 |
46 |
|||
|
2 |
6,5 |
|||
|
3 |
10 |
|||
|
25 |
73 |
|||
|
6 |
18 |
|||
|
60 |
61 |
|||
|
1010 |
1020 |
30 |
45 |
|
|
1020 |
1020 |
10 |
16 |
|
|
10 |
31 |
|||
|
8 |
25 |
|||
|
1030 |
8 |
12,5 |
||
|
40 |
60 |
|||
|
3 |
5 |
|||
|
16 |
24 |
|||
|
1020 |
1200 |
12 |
41 |
|
|
1020 |
2020 |
1 |
4 |
|
|
1030 |
2 |
3 |
||
|
6 |
9 |
|||
|
4 |
6 |
|||
|
5 |
8 |
|||
|
15 |
23 |
|||
|
1030 |
1030 |
20 |
30 |
|
|
1050 |
1180 |
20 |
21 |
|
|
25 |
43 |
|||
|
ПТК |
1050 |
1180 |
15 |
26 |
|
10 |
17 |
|||
|
1 |
1,5 |
|||
|
0,5 |
1 |
|||
|
6 |
11 |
|||
|
5 |
9 |
|||
|
20 |
35 |
|||
|
4 |
7 |
|||
|
40 |
67 |
|||
|
50 |
87 |
|||
|
3 |
5 |
|||
|
25 |
43 |
|||
|
8 |
15 |
|||
|
40 |
69 |
|||
|
12 |
21 |
|||
|
30 |
51 |
|||
|
ПТМ |
1060 |
2440 |
5 |
18,1 |
|
6 |
21,73 |
|||
|
7 |
25,35 |
|||
|
8 |
28,97 |
|||
|
9 |
32,59 |
|||
|
10 |
36,21 |
|||
|
12 |
43,45 |
|||
|
14 |
50,69 |
|||
|
16 |
57,94 |
|||
|
18 |
65,18 |
|||
|
20 |
72,42 |
|||
|
25 |
90,52 |
|||
|
30 |
108,63 |
|||
|
35 |
126,73 |
|||
|
40 |
144,84 |
|||
|
45 |
162,94 |
|||
|
50 |
181,05 |
|||
|
60 |
217,26 |
|||
|
70 |
253,47 |
По вышеуказанному стандарту текстолит окрашивается в желтый или коричневые цвета, обращая внимание, на химический состав. Также полный перечень характеристик изделия прежде всего будет зависеть от выбора ткани. И по всем этим свойствам можно определить какая марка и размеры текстолита.
Текстолит стерженьСтержневой материал изготавливается по ГОСТ 5358-74. Для его производства применяют хлопчатобумажную ткань, марка которой — ЭИ-2 и ЭТ (с бязью).
|
a |
s |
m 1 листа |
|
550 |
8 |
0,05 |
|
15 |
0,1 |
|
|
18 |
0,2 |
|
|
20 |
0,3 |
|
|
25 |
0,4 |
|
|
30 |
0,7 |
|
|
40 |
1 |
|
|
50 |
1,5 |
|
|
60 |
2 |
|
|
80 |
4 |
|
|
100 |
6 |
|
|
1000 |
8 |
0,1 |
|
18 |
0,4 |
|
|
15 |
0,3 |
|
|
20 |
0,5 |
|
|
25 |
0,8 |
|
|
30 |
1,1 |
|
|
40 |
2 |
|
|
50 |
3,1 |
|
|
60 |
4,5 |
|
|
80 |
8 |
|
|
100 |
12 |
|
|
120 |
17 |
|
|
130 |
19 |
|
|
140 |
23 |
|
|
150 |
26 |
|
|
160 |
28 |
Стержневой текстолит производится методом прессования и наматывания слоев хлопчатобумажной ткани, которая пропитана эпоксидной смолой.
А еще стержневое изделие не причиняет вреда человеку и способно обладать высокими физическими и химическими свойствами. Также благодаря своим уникальным характеристикам, данный продукт обладает повышенным уровнем износостойкости и является не горючим изделием. На многих производствах используют стержневой тип.
СтеклотекстолитЭтот материал производится по ГОСТ 12652-74 и может проявить повышенный уровень устойчивости к электричеству, тепловому излучению, химическим веществам и механическим нагрузкам.
|
a |
b |
s |
m 1 листа |
|
980 |
980 |
0,5 |
1 |
|
4 |
8,4 |
||
|
2 |
4,2 |
||
|
1980 |
0,5 |
2,1 |
|
|
1 |
4,2 |
||
|
2 |
8,8 |
||
|
3 |
12,2 |
||
|
1000 |
1000 |
20 |
57 |
|
1020 |
1030 |
1 |
2,1 |
|
3 |
6,4 |
||
|
1020 |
1220 |
0,5 |
1,4 |
|
1 |
2,5 |
||
|
1,5 |
3,7 |
||
|
2 |
5 |
||
|
3 |
8 |
||
|
4 |
10 |
||
|
2020 |
4 |
18 |
|
|
1220 |
1020 |
20 |
70,5 |
|
2000 |
1000 |
20 |
114 |
|
1580 |
1030 |
50 |
87 |
В состав стеклотекстолита входит небольшое количество слоев стеклоткани, которые могут склеиваться, с помощью метода горячего прессования. А в отличие от листового и стержневого текстолита, ему характерны еще более высокие требования. Он отлично термоустойчив, имеет отличное удельное сопротивление и уникальные особенности по электроизоляции.
СтеклотканьВ большинстве случаев стеклоткань используется не только в разных отраслях промышленности, но и в деятельности человека. Очень часто его применяют как изоляционное покрытие для трубопровода. Но а также из него делают стеклопластик. Стеклоткань нужна еще для производства защитной одежды для пожарников, сварщиков и металлургов.
Теперь разберем какие параметрические данные характерны стеклоткани.
|
a |
b |
s |
m 1 кв. м |
|
100 |
1000 |
0,16 |
0,155 |
|
100 |
1000 |
0,14 |
0,135 |
|
250 |
1000 |
0,17 |
0,207 |
Стоит отметить, что еще из этой продукции делают хозяйственные предметы. В сантехнике это изделие необходимо для производства душевой кабины, септика и биотуалета.
Стеклоткань является безопасным изделием как в экологическом, так и в биологическом плане и не выделяет вредных веществ.
Область применения этого материала очень широкая. А вот в медицине из него изготавливают протезы, костыли, трости и зубные пломбы. Иными словами можно сказать, что стеклоткань является легким и очень жизненно важным материалом.
Таким образом, текстолит имеет несколько разновидностей: листовой, стержневой, стеклотекстолит и стеклоткань. У каждого из этих материалов были разобраны размеры, а также их вес, который напрямую зависит от длины, ширины и толщины изделия.
Фенольные смолы (промышленные ламинаты) — Total Plastics, Int’l
Фенольные смолы (промышленные ламинаты)
Цвет:
Натуральный и черный. Позвоните в TPI, чтобы узнать о доплатах.
Описание:
Фенольные смолы, также известные как Micarta®, Textolite® и Spauldite®, представляют собой твердый, плотный материал, получаемый путем приложения тепла и давления к ряду слоистых материалов, таких как бумага или ткань, с последующей пропиткой их синтетической смолой. Слоистый материал обычно состоит из целлюлозной бумаги, хлопчатобумажной ткани, синтетической ткани, стеклоткани или нетканых материалов.После того, как слои нагреваются и прикладывается давление, слои превращаются в термореактивный промышленный ламинат высокого давления.
Особенности:
- Отличная диэлектрическая прочность
- Хорошая обрабатываемость
- Хорошая стабильность размеров
- Хорошая механическая прочность
- Сорта ткани (лен и холст) более жесткие и менее хрупкие, чем сорта бумаги .
- Способен выдерживать сильные ударные нагрузки, повторяющиеся напряжения изгиба и обладает хорошей износостойкостью
- Марки стеклоткани обладают отличной прочностью на удар / растяжение и хорошей термостойкостью / электрическим сопротивлением
Ссылки:
Таблица марок фенолов
Доступные размерыЛИСТ
Размеры листов: 36 x 48, 48 x 48, 48 x 96 дюймов
Цены на половину листа с наценкой 10%.
—Толщина -. 031 «.046» .062 «.093» .125 «.187» .250 «.312» .375 «.500» .625 «.750» .875 «1» 1.25 » 1,5 дюйма 1,75 дюйма 2 дюйма 2,5 дюйма 3 дюйма 3,5 дюйма 4 дюйма
ТЯГА
Фенольный стержень изготавливается из плоского многослойного листа. Материал разрезают на полосы и на токарном станке превращают в пруток.
Длина: случайная 48 дюймов для всех сортов. Поставляется белье длиной 6 футов.
— Диаметр — 1/16 дюйма 3/32 дюйма 1/8 дюйма 5/32 дюйма 3/16 дюйма 1/4 дюйма 5/16 дюйма 3/8 дюйма 7/16 дюйма 1/2 дюйма 9/16 «5/8» 3/4 «7/8» 1 «1-1 / 8» 1-1 / 4 «1-3 / 8» 1-1 / 2 «1-5 / 8» 1-3 / 4 «2» 2-1 / 4 «2-1 / 2» 2-3 / 4 «3» 3-1 / 4 «3-1 / 2» 3-3 / 4 «4» 4-1 / 2 «5 «6»
СТЕРЖЕНЬ ПРОФИЛЬНЫЙ
Длина: от 36 до 48 дюймов
— Диаметр — 1/4 дюйма 5/16 дюйма 3/8 дюйма 7/16 дюйма 1/2 дюйма 9/16 дюйма 5/8 дюйма 3/4 дюйма 7/8 «1» 1-1 / 4 «1-3 / 8» 1-1 / 2 «1-5 / 8» 1-3 / 4 «2» 2-1 / 4 «2-3 / 8»
ТРУБКА
Длина: от 36 дюймов до 48 дюймов
—I.D. и OD — 3/16 ”5/16” 1/4 ”3/8” 1/4 ”1/2” 5/16 ”7/16” 3/8 ”1/2” 3/8 ” 5/8 дюйма 7/16 дюйма 9/16 дюйма 1/2 дюйма 5/8 дюйма 1/2 дюйма 3/4 дюйма 5/8 дюйма 3/4 дюйма 5/8 дюйма 7/8 дюйма 3/4 дюйма 7 / 8 ”3/4” 1 ”7/8” 1 ”7/8” 1-1 / 8 ”1” 1-1 / 8 ”1” 1-1 / 4 ”1-1 / 4” 1-3 / 8 ”1-1 / 4” 1-1 / 2 ”1-3 / 8” 1-1 / 2 ”1-3 / 8” 1-5 / 8 ”1-1 / 2” 1-5 / 8 ” 1-1 / 2 «1-3 / 4» 1-5 / 8 «1-3 / 4» 1-3 / 4 «1-7 / 8» 1-3 / 4 «2» 2 «2-1 / 8 ”2” 2-1 / 4 ”2” 2-1 / 2 ”2-1 / 4” 2-1 / 2 ”2-3 / 8” 2-5 / 8 ”2-1 / 2” 2- 3/4 дюйма 2-3 / 4 дюйма 3 дюйма 3 дюйма 3-1 / 4 дюйма
Существует более тысячи различных размеров фенольных трубок разных марок.Чтобы помочь вам удовлетворить ваши потребности в фенольных трубках, мы перечисляем наиболее распространенные размеры и сорта в нашем инвентаре. Для получения информации о размерах, не указанных в списке, обращайтесь по телефону, чтобы узнать цены и наличие.
Китай текстолит, текстолит Производители, Поставщики, Цена
Цена FOB для Справки: US $ 2.15-2,3 / кг
Мин. Заказ: 1000 кг
Цена FOB для Справки: 1,4–1,8 $ / кг
Мин. Заказ: 50 кг
Цена FOB для Справки: 1-2 доллара США.5 / кг
Мин. Заказ: 500 кг
Цена FOB для Справки: US $ 15,68 / шт.
Мин. Минимальный заказ: 50 Штука
Цена FOB для Справки: US $ 3-6.5 / шт.
Мин. Минимальный заказ: 50 Штука
Цена FOB для Справки: US $ 1-10 / штука
Мин. Минимальный заказ: 50 штук
Цена FOB для Справки: US $ 2.15-2,3 / кг
Мин. Заказ: 1000 кг
Цена FOB для Справки: 1,75–2,35 долл. США / кг
Мин. Заказ: 50 кг
Цена FOB для Справки: US $ 1.2-1,8 / кг
Мин. Заказ: 500 кг
Цена FOB для Справки: 1,2–1,8 $ / кг
Мин. Заказ: 500 кг
Цена FOB для Справки: US $ 2.15-2,3 / кг
Мин. Заказ: 1000 кг
Цена FOB для Справки: 1,8-4,5 $ / кг
Мин. Заказ: 500 кг
Цена FOB для Справки: US $ 1.4-1,8 / кг
Мин. Заказ: 50 кг
Цена FOB для Справки: 2,15–2,3 $ / кг
Мин. Заказ: 1000 кг
Цена FOB для Справки: US $ 1.2-1,8 / кг
Мин. Заказ: 500 кг
Цена FOB для Справки: 2,15–2,3 $ / кг
Мин. Заказ: 1000 кг
Цена FOB для Справки: US $ 0.6 / шт.
Мин. Минимальный заказ: 100 Штука
Цена FOB для Справки: 1,1–2,3 долл. США / кг
Мин. Заказ: 500 кг
Цена FOB для Справки: US $ 1-10 / штука
Мин.Минимальный заказ: 50 штук
Цена FOB для Справки: 1,4–1,8 $ / кг
Мин. Заказ: 50 кг
Цена FOB для Справки: 1,4–1,8 $ / кг
Мин.Заказ: 50 кг
Цена FOB для Справки: 0,3–3,00 $ / шт.
мин. Минимальный заказ: 1 шт.
Цена FOB для Справки: 1,4–1,8 $ / кг
Мин.Заказ: 50 кг
Цена FOB для Справки: 1,8-4,5 $ / кг
Мин. Заказ: 500 кг
Цена FOB для Справки: 1,8-4,5 $ / кг
Мин.Заказ: 500 кг
Цена FOB для Справки: 2,15–2,3 $ / кг
Мин. Заказ: 1000 кг
Цена FOB для Справки: 1,5–2,3 долл. США / кг
Мин.Заказ: 500 кг
Цена FOB для Справки: 2,15–2,3 $ / кг
Мин. Заказ: 1000 кг
Не нашли то, что хотите?
Easy Sourcing
Размещайте запросы на поставку и быстро получайте расценки.
Предупреждение о продукте
Будьте в курсе того, что нового и популярного на рынке.
{{}}} {{imgUrl.split (‘,’). map (функция (picSrc) {}} {{})}}Самодельный текстолит.Текстолит — что это? Свойства и характеристики Поделки из PCB
Здесь я расскажу, как сделать текстолит своими руками. Материал очень полезен. Он прочен, не впитывает влагу, прочен, легко поддается обработке.
На самом деле это пластик, но пластик армирован волокнами ткани, что придает не только дополнительную прочность, но и красоту, поэтому мы постараемся позаботиться о красоте получаемого материала.
Итак, текстолит состоит из клея (эпоксидной смолы) и хлопчатобумажной ткани.Мне пришло в голову запутаться с изготовлением печатной платы, когда я искал из чего сделать рукоять для ножа, наткнулся на кусок обычной заводской печатной платы, думаю, выйдет хорошая рукоятка, но цвет и фактура мне совсем не подходили, поэтому я решил попробовать сделать что-нибудь покрасивее.
Эпоксидная смола купить легко, первая ткань, которая пришла мне в голову, были старые джинсы, к тому же они были синими с одной стороны и белыми с другой, потом получился интересный узор, похожий на рисунок дерева.
Взял джинсы, разрезал их на кусочки нужного мне размера, затем расстелил на столе пищевую пленку, отрезал 2 деревянных бруска, чтобы потом зажать между ними будущий текстолит, обернул их пищевой пленкой, ЗАТЕМ одел одноразовые медицинские резиновые перчатки и начали готовить эпоксидный клей. Готовила эпоксидку в обычной жестяной банке. Большинство людей пренебрегают инструкциями на упаковке эпоксидной смолы. Отвердителя стараются добавить побольше, побольше, чтобы он быстрее застыл, никто не считает нужным его вообще нагревать, однако при увеличении количества отвердителя, хотя клей быстрее застывает, он становится каменным, более хрупким, менее эластичный, а значит, страдает прочность, кроме того, будет происходить более медленное затвердевание, поэтому лучший клей пропитает ткань.Теперь о нагреве — нагретые компоненты клея не только легче вынуть из бутылок и перемешать, нагретый клей лучше пропитает ткань. в общем, желательно держать клей в СЛЕГКО нагретом состоянии во время процесса склеивания. Сразу скажу, что занижала впитываемость ткани и пришлось 2 раза перемешивать клей, это теоретически нежелательно, потому что как бы вы ни старались точно дозировать компоненты, пропорции скорее всего будут немного отличаться, и в результате свойства конечного продукта немного отличаются, но на практике я так не думаю.так что есть какая-то заметная разница, но тем не менее.
Вернемся к луженой эпоксидной смоле.
Я взял кусочки джинсов по одному, окунул их в банку с клеем, немного «трясясь» в клее, пропустил их между пальцами, чтобы удалить излишки клея, и наложил на один из блоков. завернутый в пищевую пленку. Изнаночную сторону кладу на изнаночную, лицевую на лицевую, в моем случае это сделало будущий рисунок детали крупнее и отчетливее .. При этом надо постараться, чтобы не было воздуха пузыри между створками..
В общем, здесь можно включить фантазию на полную катушку и использовать различные комбинации тканей, сочетания слоев, можно попробовать пропитать что угодно. Представьте себе, что кто-то из ваших домочадцев ходит по дому со словами «где мои любимые теплые носки», и вы довольным взглядом пожимаете плечами, крутите в руках нож с ручкой из самодельного текстолита и вставляете его в ножны , которые в прошлой жизни были чьими-то сапогами :)) Или, скажем, вы можете сделать рукоять ножа из любой своей одежды, которая имеет для вас какое-то символическое значение, но которую вы никогда не наденете, ведет нож с историей , что-то вроде талисмана;)
Приложив последний лоскут, я прижал весь этот «бутерброд» вторым бруском, завернутым в пленку, сверху обмотал пищевой пленкой и сдавил в тисках (это приведет к потере излишков эпоксидной смолы). вытечь, нужно позаботиться, чтобы не достать тиски и все вокруг) довольно сильно сдавили, после чего оставили в покое на 12 часов для сжатия, также можно использовать струбцины или просверлив отверстия в стержнях, стянуть их болтами, или сделав кольца из прочной веревки и надев их на края о Для стержней затяните их с закруткой, например, двумя гвоздями по 150 мм.В общем, у кого какие возможности и кому удобнее.
После полного отверждения текстолит готов к использованию в любом проекте.
Досталась такая ручка
Так получилось, что мне понадобилась перемотка кадра. Сломан преобразователь напряжения в зарядном устройстве — вышел из строя трансформатор. Остался без намоток и вдобавок треснул каркас. На рынке я даже не нашел похожих, подходящих к нужным мне. Итак, мне пришлось сделать совершенно новый.
Как выйти из сложной ситуации
Конечно покупать стеклопластик в той ситуации мне не повезло.Использовать бумажный аналог нереально. Потом меня осенило. Сделать стеклопластик нужно самостоятельно. К тому же так приятно воспроизводить уроки в кружке судомоделизма в полевых условиях. Сразу вспомнилась «эпоксидка» и то, как делали пластиковые модели кораблей. Вы не поверите, но мне это удалось с первого раза.
Итак, чтобы сформировать лист стеклопластика (обозначим его СТ), вам понадобится пара листов оргстекла. Сразу оговорюсь, что эпоксидной смолой он не обклеен.Также приготовьте строительный фен, но подойдет и обычный. Более того, с помощью такого агрегата можно регулировать температуру воздушного потока. Однако нам не нужен слишком теплый термостат.
Каким будет количество и толщина слоев стекловолокна, как в результате будет наш лист СТ. Чтобы продемонстрировать процесс изготовления, я вырезал три куска стекловолокна (фото 1). Итак, у нас будет лист КТ толщиной один сантиметр и три десятых миллиметра.
Приготовим несколько кусков стеклопластика необходимого размера… Готовим клей. Количество «эпоксидки» мы определим сами. Положите на стол лист оргстекла и налейте на материал немного смолы. Его необходимо распределить так, чтобы он соответствовал размеру обрезков стеклопластика. Сверху положите кусок ткани. Включаем фен. Под струями теплого воздуха хорошо размазывается стеклоткань. Если смолы не хватает, добавьте ее. Тщательно пропитав этот кусок, расстилаем следующий лоскут. По окончании поэтапного наслоения накрываем нашу заготовку еще одним куском оргстекла.
Постоянно наблюдайте, не образуются ли пузырьки воздуха внутри наших слоев. (Для наглядности см. Фото №2).
Вместо фиксаторов можно использовать самодельный груз: мелкий песок и холщовый мешок в виде стандартной подушки, чтобы в него поместилось около двадцати килограммов песка. Для аккуратности обозначу параметры сумки: от пятидесяти до пятидесяти см. Учтите, что если мешок сделан из другого материала, то песок необходимо промыть, иначе будет образовываться ненужная пыль.
На третьем фото вы увидите наш КТ лист.Получилось 150х180мм. Далее из него я создал и трансформаторные, и дроссельные рамы, и даже корпуса для своих моделей.
Как подготовить доску с изображением орла для производства
Подготовка к производству состоит из 2 этапов: проверка ограничений процесса (DRC) и создание файлов Gerber
DRC
Каждый производитель печатных плат имеет технологические ограничения по минимальной ширине дорожек, расстоянию между дорожками, диаметрам отверстий и т. Д. Если плата не соответствует этим ограничениям, производитель откажется принять плату в производство.
При создании файла платы технологические ограничения по умолчанию устанавливаются из файла default.dru в каталоге dru. Обычно эти ограничения не соответствуют ограничениям реальных производителей, поэтому их необходимо изменить. Можно настроить ограничения непосредственно перед созданием файлов Gerber, но лучше всего сделать это сразу после создания файла платы. Для установки ограничений нажмите кнопку DRC
.Распорки
Перейдите на вкладку «Зазор», где вы задаете зазоры между проводниками.Мы видим 2 раздела: Разные сигналы и Одинаковые сигналы . Разные сигналы — определяет промежутки между элементами, принадлежащими разным сигналам. Одинаковые сигналы — определяет промежутки между элементами, принадлежащими одному сигналу. При перемещении между полями ввода изображение изменяется, показывая значение вводимого значения. Размеры могут быть указаны в миллиметрах (мм) или тысячных долях дюйма (мил, 0,0254 мм).
Расстояния
Вкладка Distance определяет минимальные расстояния между медью и краем платы ( Copper / Dimension ) и между краями отверстий ( Drill / Hole )
Минимальные размеры
На вкладке «Размеры» для двусторонних плат имеют смысл 2 параметра: Minimum Width — минимальная ширина проводника и Minimum Drill — минимальный диаметр отверстия.
Ремни
Вкладка Restring используется для установки размеров полос вокруг переходных отверстий и контактных площадок выходных компонентов. Ширина фланца задается в процентах от диаметра отверстия, и вы можете установить ограничение на минимальную и максимальную ширину. Для двусторонних плат имеют смысл параметры: Контактные площадки / Верхний , Контактные площадки / Нижний (контактные площадки на верхнем и нижнем слое) и Переходные отверстия / Внешний (переходные отверстия).
Маски
Вкладка «Маски» устанавливает зазоры от края контактной площадки до паяльной маски ( Stop ) и паяльной пасты ( Cream ).Зазоры устанавливаются в процентах от меньшего размера колодки, и вы можете установить предел минимального и максимального зазора. Если производитель платы не указывает особых требований, вы можете оставить значения по умолчанию на этой вкладке.
Параметр Предел определяет минимальный диаметр переходного отверстия, которое не будет маскироваться. Например, если вы определите 0,6 мм, переходные отверстия диаметром 0,6 мм или меньше будут закрыты маской.
Проведение проверки
После установки ограничений перейдите на вкладку Файл … Вы можете сохранить настройки в файл, нажав кнопку Сохранить как … … В дальнейшем для других плат вы можете быстро загрузить настройки ( Загрузить … ).
При нажатии кнопки Применить установленные технологические ограничения применяются к файлу печатной платы. Это влияет на слои tStop, bStop, tCream, bCream … Кроме того, переходные отверстия и контактные площадки выходных компонентов будут изменены в соответствии с ограничениями, указанными на вкладке Restring .
Нажатие кнопки Проверка запускает процесс управления ограничениями. Если плата соответствует всем ограничениям, в строке состояния программы появится сообщение Нет ошибок … Если плата не прошла контроль, появится окно DRC Errors
Окно содержит список DRC ошибки с указанием типа ошибки и слоя. Если дважды щелкнуть строку, область платы с ошибками будет показана в центре главного окна. Типы ошибок:
слишком маленький зазор
Диаметр отверстия слишком мал
пересечение путей с разными сигналами
фольга слишком близко к краю платы
После исправления ошибок нужно снова запустить контроль и повторять эту процедуру до тех пор, пока все ошибки не будут устранены.Теперь плата готова к выводу в файлы Gerber.
Создание файлов Gerber
В меню Файл выберите CAM Processor … Появится окно CAM Processor .
Набор параметров создания файлов называется заданием. Задание состоит из нескольких разделов. Раздел определяет параметры вывода одного файла. По умолчанию у Eagle есть задание gerb274x.cam, но у него есть 2 недостатка. Во-первых, нижние слои отображаются в зеркальном отображении, а во-вторых, файл сверления не отображается (для создания сверления потребуется выполнить еще одну задачу).Поэтому подумайте о создании работы с нуля.
Нам нужно создать 7 файлов: границы платы, медь сверху и снизу, шелкография сверху, паяльная маска сверху и снизу и сверло.
Начнем с границ платы. В поле Раздел введите название раздела. Проверяем, что в группе Style установлено только поз. Координаты , Оптимизировать и Заполнить подушечки … Из списка Устройство выберите GERBER_RS274X … В поле ввода File вводится имя выходного файла. Файлы удобно размещать в отдельной директории, поэтому в этом поле мы вводим% P / gerber /% N.Edge.grb. Это означает каталог, в котором находится исходный файл платы, подкаталог gerber , имя исходного файла платы (без расширения .brd ) с добавленным в конце .Edge.grb … Обратите внимание, что подкаталоги не являются создается автоматически, поэтому вам нужно будет создать подкаталог перед созданием файлов gerber в каталоге проекта.В полях Смещение введите 0. В списке слоев выберите только слой Размер … На этом создание раздела завершено.
Чтобы создать новый раздел, щелкните Добавить … В окне появится новая вкладка. Установите параметры раздела, как описано выше, повторите процесс для всех разделов. Конечно, у каждой секции должен быть свой набор слоев:
медь сверху — сверху, контактные площадки, переходные отверстия
медь снизу — снизу, контактные площадки, переходные отверстия
шелкография сверху — tPlace, tDocu, tNames
маска сверху — tStop
нижняя маска — bStop
сверление — сверло, Отверстия
и имя файла, например:
медь сверху -% P / гербер /% N.TopCopper.grb
медное дно -% P / gerber /% N. BottomCopper.grb
шелкография сверху -% P / gerber /% N. TopSilk.grb
маска сверху -% P / gerber /% N. TopMask.grb
нижняя маска -% P / gerber /% N.BottomMask.grb
сверло -% P / gerber /% N.Drill.xln
Для файла детализации устройство вывода ( Устройство ) должно быть EXCELLON , но не GERBER_RS274X
Следует иметь в виду, что некоторые производители плат принимают только файлы с именами в формате 8.3, то есть не более 8 символов в имени файла, не более 3 символов в расширении. Учтите это при указании имен файлов.
Получаем следующее:
Затем открываем файл платы ( File => Open => Board ). Убедитесь, что файл платы сохранен! Нажимаем Process Job — и мы получаем набор файлов, которые можно отправить производителю платы. Обратите внимание — помимо самих файлов Gerber также будут созданы информационные файлы (с расширениями .gpi или .dri ) — отправлять их не нужно.
Вы также можете отображать файлы только из отдельных разделов, выбрав нужную вкладку и нажав Раздел процесса .
Перед отправкой файлов производителю платы полезно предварительно просмотреть результат с помощью программы просмотра Gerber. Например, ViewMate для Windows или Linux. Также полезно сохранить плату в формате PDF (в редакторе платы кнопка File-> Print-> PDF) и загрузить этот файл производителю вместе с герберами.В остальном они тоже люди, это поможет им не ошибаться.
Технологические операции при работе с фоторезистом СПФ-ВЩ
1. Подготовка поверхности.
а) очистка шлифовальным порошком (Маршалит) крупностью М-40, промывка водой
б) травление 10% -ным раствором серной кислоты (10-20 сек), промывка водой
в) сушка при Т = 80- 90 гр. C.
г) проверка — если в течение 30 сек.на поверхности остается сплошная пленка — подложка готова к использованию,
если нет, повторить все сначала.
2. Нанесение фоторезиста.
Фоторезист наносится на ламинатор Т-образными валками = 80 гр. Ц. (см. инструкцию по работе с ламинатором).
Для этого горячая подложка (после сушильного шкафа) одновременно с пленкой с ролика SPF направляется в зазор между роликами, а полиэтиленовая (матовая) пленка — на медную сторону поверхности. .После прижатия пленки к подложке ролики начинают двигаться, при этом полиэтиленовая пленка снимается, а слой фоторезиста накатывается на подложку. Сверху остается лавсановая защитная пленка. После этого пленка SPF обрезается со всех сторон по размеру подложки и выдерживается при комнатной температуре в течение 30 минут. Выдержку разрешают от 30 минут до 2 суток в темноте при комнатной температуре.
3. Экспозиция.
Облучение через фотошаблон осуществляется на установках СКТСИ или И-1 с УФ-лампами типа ДРКТ-3000 или ЛУФ-30 с разрежением вакуума 0.7-0,9 кг / см2. Время экспозиции (для получения снимка) регулируется самой установкой и подбирается экспериментально. Шаблон должен быть хорошо прижат к основанию! После экспонирования заготовку выдерживают 30 минут (допускается до 2 часов).
4. Проявление.
После экспонирования осуществляется процесс рисования. Для этого с поверхности подложки снимается верхний защитный слой — пленка лавсана. После этого заготовку окунают в раствор кальцинированной соды (2%) при Т = 35 гр.Ц. Через 10 секунд запускается процесс удаления незажженной части фоторезиста поролоновым тампоном. Время проявления подбирается опытным путем.
Затем подложку снимают с проявителя, промывают водой, протравливают (10 сек) 10% -ным раствором h3SO4 (серной кислоты), снова водой и сушат в духовке при Т = 60 гр.С.
Полученный узор не должен отслаиваться.
5. Получившийся рисунок.
Полученный рисунок (слой фоторезиста) устойчив к травлению в:
— хлористом железе
— соляной кислоте
— сульфате меди
— царской водке (после дополнительного отверждения)
и других растворах
6.Срок годности фоторезиста СПФ-ВЩ.
Срок годности СПФ-ВЩ 12 месяцев. Хранение осуществляется в темном месте при температуре от 5 до 25 грамм. Ц. Вертикальный, завернутый в черную бумагу.
Из листа гетинакса толщиной 1,5-2 мм изготавливается плата необходимого размера, затем по габаритам платы вырезается пластина из медной фольги толщиной не более 0,1 мм. Одну сторону гетинакса, а также фольгу очищаем мелкой наждачной бумагой, чтобы они стали шероховатыми (заодно кладем фольгу на стекло), затем обезжириваем (промываем спиртом, ацетоном или эфиром), сушим хорошо и смазать фольгу и гетинакс тонким слоем клея БФ-2 и просушить на воздухе (около 10 минут), после чего наносится второй слой клея и фольга прикладывается к гетинаксу, следя за тем, чтобы пузырьки воздуха между фольгой и гетинаксом.Гетинакс с наклеенной фольгой зажимают между двумя металлическими пластинами, а между фольгой и металлической пластиной необходимо проложить два-три листа ватман.
В качестве прижима можно использовать струбцины или саморезы, для которых просверливаются отверстия по краям металлических пластин. Собранный таким образом мешок выдерживают 1 час при комнатной температуре, а затем 1,5-2 часа при температуре 100-150 ° С. Если размер заготовки небольшой, то пакет можно прижать к глажке. поверхность утюга с термостатом.
Если площадь заготовки большая, то собранный пакет укладывают горизонтально, так, чтобы пластина, к которой прижимается фольга, оказалась сверху, а на нее кладут горячий утюг. После выдержки при высокой температуре пакет должен остыть до комнатной температуры, после чего фольгированный гетинакс снимается.
Если разобрать неохлаждаемый корпус, гетинакс в фольге может сильно покоробиться.
Похожие сообщения
Многие люди знают, что нельзя злоупотреблять солнечными ваннами.Но мало кто задумывался о том, что включенный телевизор, электробритва или даже обычная лампа излучают не менее вредное для нас излучение. До не давнего времени …….
В любительской практике можно использовать следующие методы. 1. Налейте в стакан теплую воду и растворите в ней столовую ложку поваренной соли … Затем концы проводов, подключенных к клеммам …… опускаются в воду.
Неудивительно, что современные наушники имеют некоторые рабочие особенности, которые вам необходимо знать. Наушники позволяют слушать музыкальные программы на любом уровне громкости, не мешая окружающим.Наряду с этим, использование наушников …….
Для соединения проволоки из высокоомных сплавов (нихрома, константана, никелина, манганина и др.) Существует несколько простых способов сварки без использования специальных инструментов. 1. Концы свариваемых проволок зачищаются, скручиваются и пропускаются …….
Если необходимо заменить неисправную деталь (резистор, конденсатор, транзистор и т. Д.), Не отпаивайте ее от платы, так как это может привести к отслаиванию печатных проводников от базы… … ..
Когда доступен лазерный принтер, радиолюбители используют технологию изготовления печатных плат под названием LUT. Однако такое устройство есть далеко не в каждом доме, так как даже в наше время оно довольно дорогое. Также существует технология изготовления с использованием фоторезистивной пленки. Однако для работы с ним понадобится еще и струйный принтер. Уже проще, но сама пленка достаточно дорогая, и начинающему радиолюбителю сначала лучше потратить имеющиеся средства на хорошую паяльную станцию и прочие аксессуары.
Можно ли в домашних условиях сделать печатную плату приемлемого качества без принтера? Да. Может. К тому же, если все сделать так, как описано в материале, это займет совсем немного денег и времени, а качество будет на очень высоком уровне … В любом случае электричество по таким дорожкам «пробежит» с большим удовольствием.
Перечень необходимых инструментов и расходных материалов
Начать стоит с подготовки инструментов, приспособлений и расходных материалов, без которых просто не обойтись. Для реализации самого бюджетного способа изготовления печатных плат в домашних условиях вам потребуется следующее:- Программа для проектирования.
- Прозрачная пластиковая пленка.
- Узкая лента.
- Маркер.
- Фольга из стекловолокна.
- Наждачная бумага.
- Спирт.
- Ненужная зубная щетка.
- Инструмент для сверления отверстий диаметром от 0,7 до 1,2 мм.
- Хлорид железа.
- Пластиковый контейнер для травления.
- Кисть для рисования красками.
- Паяльник.
- Припой.
- Флюс жидкий.
Программ для разработки печатных плат сегодня существует огромное количество, но для начинающего радиолюбителя Sprint Layout — самый простой вариант. Интерфейс прост в освоении, пользоваться можно бесплатно, есть огромная библиотека, включающая общие радиокомпоненты.
Полиэтилен нужен для передачи картинки с монитора. Лучше использовать более жесткую пленку, например, из старых книжных обложек. Для крепления к монитору подойдет любая лента. Лучше взять узкую — ее будет легче отклеить (эта процедура не вредит монитору).
На маркерах стоит остановиться подробнее, так как это больная тема. Для переноса рисунка на полиэтилен в принципе подойдет любой вариант. Но для рисования на фольгированном стекловолокне нужен специальный маркер. Но есть небольшая хитрость, как сэкономить и не покупать достаточно дорогие «специальные» маркеры для рисования печатных плат. Дело в том, что по своим свойствам эти изделия абсолютно не отличаются от обычных перманентных маркеров, которые в любом канцелярском магазине продаются в 5-6 раз дешевле.Но на маркере обязательно должна быть надпись «Постоянный». Иначе ничего не получится.
Можно взять любой фольгированный стеклопластик. Лучше, если он будет толще. Новичкам работать с таким материалом намного проще. Для его очистки вам понадобится наждачная бумага зернистостью около 1000 единиц, а также спирт (есть в любой аптеке). Последний расходный материал можно заменить жидкостью для смешивания лака для ногтей, которая есть в любом доме, где живет женщина. Однако этот продукт пахнет довольно отвратительно и долго не исчезает.
Для сверления доски лучше иметь специальную мини-дрель или гравер. Однако можно пойти и более дешевым путем. Достаточно купить цангу или кулачковый патрон для небольших сверл и приспособить его к обычной бытовой дрели.
Хлорид железа можно заменить другими химическими средствами, в том числе теми, которые, вероятно, уже есть у вас дома. Например, подойдет раствор лимонной кислоты в перекиси водорода. Информацию о том, как приготовить альтернативные композиции хлористого железа для травильных плит, можно без проблем найти в Интернете.Единственное, на что стоит обратить внимание, это емкость для такой химии — она должна быть пластиковой, акриловой, стеклянной, но не металлической.
Более подробно о паяльнике, припое и жидком флюсе рассказывать не приходится. Если к вопросу изготовления печатной платы дошел радиолюбитель, то, вероятно, он уже знаком с этими вещами.
Разработка и перенос чертежа платы в шаблон
Когда все вышеперечисленные инструменты, приспособления и расходные материалы подготовлены, можно приступать к разработке платы.Если производимое устройство не является уникальным, то его проект будет намного проще скачать из сети. Подойдет даже обычное изображение в формате JPEG.Хотите пройти более сложный путь — нарисуйте доску сами. Этот вариант часто неизбежен, например, в ситуациях, когда у вас нет точно таких же радиодеталей, которые необходимы для сборки оригинальной платы. Соответственно, заменяя комплектующие на аналоги, нужно выделить для них место на стеклопластике, отрегулировать отверстия и гусеницы.Если проект уникальный, то доску придется разрабатывать с нуля. Для этого необходимо указанное выше программное обеспечение.
Когда макет платы готов, остается только перенести его на прозрачный шаблон. Полиэтилен крепится непосредственно к монитору скотчем. Далее просто переводим имеющийся рисунок — дорожки, пятна контакта и так далее. Для этих целей лучше всего использовать тот же перманентный маркер. Он не стирается, не растекается и хорошо виден.
Подготовка фольги из стекловолокна
Следующий этап — подготовка стеклопластика. Для начала ее нужно обрезать по размеру будущей доски. Лучше делать это с небольшим запасом. Для резки фольгированного стекловолокна можно использовать один из нескольких методов.Во-первых, материал отлично распиливается ножовкой по металлу. Во-вторых, если у вас есть гравер с отрезными кругами, им будет удобно пользоваться. В-третьих, стеклопластик можно разрезать канцелярским ножом по размеру. Принцип резки такой же, как и при работе стеклорезом — в несколько проходов наносится леска, затем материал просто обламывается.
Теперь необходимо в обязательном порядке очистить медный слой стекловолокна от защитного покрытия и оксида. Лучше, чем шлифование, решения этой проблемы нет. Размер зерна взят от 1000 до 1500 единиц. Цель — получить чистую блестящую поверхность. Снимать медный слой до зеркального блеска не стоит, так как мелкие царапины от наждачной бумаги увеличивают сцепление поверхности, что понадобится в дальнейшем.
В заключение осталось только очистить фольгу от пыли и следов пальцев.Для этого используйте спирт или ацетон (жидкость для снятия лака). После обработки не трогайте медную поверхность руками. Для последующих манипуляций за край хватаем стеклоткань.
Комбинация шаблона и стекловолокна
Теперь наша задача — совместить узор, полученный на полиэтилене, с подготовленным стеклопластиком. Для этого пленка размещается в желаемом месте и позиционируется. Остатки заворачиваются на изнаночную сторону и скрепляются таким же скотчем.
Сверление отверстий
Перед сверлением рекомендуется каким-либо образом закрепить стеклотекстолит с шаблоном на поверхности. Это обеспечит большую точность, а также исключит резкое поворачивание материала во время прохода сверла. если у вас есть сверлильный станок для таких работ, описанной проблемы не возникнет вообще.Просверливать отверстия в стекловолокне можно на любой скорости. Кто-то работает на малых оборотах, кто-то на высоких.Опыт показывает, что сами сеялки служат намного дольше при работе на малых скоростях. Из-за этого их труднее сломать, согнуть и повредить заточку.
Отверстия просверливаются прямо в полиэтилене. Будущие пятна контакта, нарисованные на шаблоне, будут служить ориентирами. Если этого требует проект, оперативно меняем сверла на нужный диаметр.
Отрисовка дорожек
Затем шаблон удаляется, но не выбрасывается. Мы по-прежнему стараемся не трогать медное покрытие руками.Чтобы нарисовать дорожки, мы используем маркер, всегда постоянный. Это хорошо видно по следу, который он оставляет. Рисовать лучше за один проход, так как после застывания лака, входящего в состав перманентного маркера, вносить правки будет очень сложно.В качестве ориентира мы используем тот же полиэтиленовый шаблон. Вы также можете рисовать перед компьютером, ссылаясь на исходный макет, на котором есть отметки и другие пометки. По возможности лучше использовать несколько маркеров с разной толщиной наконечника.Это позволит улучшить рендеринг как тонких контуров, так и больших полигонов.
После нанесения рисунка обязательно выждите некоторое время, необходимое для окончательного застывания лака. Можно даже сушить феном. От этого будет зависеть качество будущих треков.
Офорт и очистка следов от маркера
Теперь самое интересное — травление доски. Есть несколько нюансов, о которых мало кто упоминает, но они существенно влияют на качество результата.В первую очередь готовим раствор хлорного железа согласно рекомендациям на упаковке. Обычно порошок разбавляют водой в соотношении 1: 3. И вот первый совет. Сделайте раствор более насыщенным. Это поможет ускорить процесс, а нарисованные дорожки не отвалятся, пока все не проржавело.Сразу вторая наводка. Ванну с раствором рекомендуется погрузить в горячую воду … Можно нагреть в металлической посуде. Повышение температуры, как мы знаем из школьной программы, значительно ускоряет химическую реакцию, которой является травление нашей доски.Сокращение времени процедуры играет нам на руку. Дорожки, отмеченные маркером, довольно нестабильны, и чем меньше они закиснут в жидкости, тем лучше. Если при комнатной температуре травить плату в хлорном железе около часа, то в теплой воде этот процесс сокращается до 10 минут.
В заключение еще один совет. Во время процесса травления, хотя он и ускоряется нагревом, рекомендуется постоянно перемещать доску, а также счищать продукты реакции малярной кистью.Совмещая все вышеперечисленные манипуляции, вытравить лишнюю медь вполне возможно всего за 5-7 минут, что для данной технологии просто отличный результат.
По окончании процедуры доску необходимо тщательно промыть под проточной водой. Потом сушим. Осталось только смыть следы с маркера, которые все еще покрывают наши дорожки и пятна. Делается это тем же спиртом или ацетоном.
Лужение печатных плат
Перед лужением обязательно еще раз зачистите слой меди наждачной бумагой.Но теперь делаем это очень аккуратно, чтобы не повредить гусеницы. Самый простой и доступный метод лужения — традиционный, с использованием паяльника, флюса и припоя. Также можно использовать розовые или древесные сплавы. Также на рынке есть так называемое жидкое олово, которое может значительно упростить задачу.Но все эти новые технологии требуют дополнительных затрат и некоторого опыта, поэтому классический метод лужения тоже подходит впервые. На очищенные дорожки наносится жидкий флюс.Далее припой собирается на жало паяльника и распределяется по меди, оставшейся после травления. Здесь важно прогреть дорожки, иначе припой может не «прилипнуть».
Если у вас все еще есть сплавы Rose или Wood, то их можно использовать без технологий. Они просто замечательно плавятся паяльником, легко распределяются по дорожкам, не запутаются, что будет только плюсом для начинающего радиолюбителя.
Заключение
Как видно из вышесказанного, бюджетная технология изготовления печатных плат в домашних условиях действительно доступна и недорого.Ни принтера, ни железа, ни дорогой фоторезистивной пленки не нужно. Воспользовавшись всеми вышеперечисленными советами, вы легко сможете сделать самые простые электронные, не вкладывая в это много денег, что очень важно на ранних этапах радиолюбительства.Прочность текстолита, армированного органическими волокнами и стекловолокном, при плоском напряжении
Соколов Е.А., Максимов Р.Д. Прогнозирование упругих характеристик гибридного текстолита // Механика механики. Композитн. Матер., № 4. С. 705–711 (1979).
Google Scholar
Р. Д. Максимов, Э. Плюм З., Соколов Е.А. Температурная зависимость прочности тканевого композита при плоском напряжении // Механика химии. Полим., 1978, № 3. С. 452–457.
Google Scholar
Соколов Е.А., Крегер А.Ф., Максимов Р.Д. Сравнительный анализ анизотропии прочности текстолитов, армированных стекловолокном и органическими волокнами // Механика химии.Полим., 1978, № 5. С. 841–847.
Google Scholar
Максимов Р.Д. Вариант описания температурной зависимости прочности текстолита, армированного органическими волокнами, при плоском напряжении // Механика механики. Полим., 1978, № 6. С. 1034–1037.
Google Scholar
Максимов Р.Д., Соколов Е.А. Влияние температуры на геометрию прочностной поверхности анизотропного материала // Свойства и применение полимерных материалов при низких температурах. Якутск, 1977, с.197–209.
Мальмейстер А. К. Геометрия теорий прочности // Механика механики. Полим., № 4. С. 519–534 (1966).
Google Scholar
Э. Плюм З., Максимов Р. Д. Определение компонент тензора прочности поверхности анизотропных материалов // Изв. Полим., 1978, № 1. С. 51–54.
Google Scholar
Б. Розен, С. Кулькарни и П.Мак-Лафлин, “Механизмы усталости и разрушения слоистых композитов”, В кн .: Неупругие свойства композитов, Москва (1978), с. 33–103.
Гуняев Г.М., Румянцев А.Ф., Федькова Н.Н., Машинская Г.П., Бардина Н.П., Степанычев Е.И. Полифибровые композиты // Авиационные материалы, №2, Москва (1977). С. 46–55.
Google Scholar
Тамуж В.П., Тетерс Г.А. Проблемы механики композитов // Механика композитов.Композитн. Матер., 1979, № 1. С. 34–45.
Google Scholar
Э. Плюм З. Определение компонент тензоров прочности поверхности // Алгоритмические программы. 1978, № 1. С. 46.
Google Scholar
Упитис З. Т., Рикардс Р. Б. Исследование зависимости прочности композита от структуры арматуры при плоском напряжении // Механика механики.Полим., 1976, № 6. С. 1018–1024.
Google Scholar
Самодельный текстолит. Простой способ сделать фольгированные поделки гетинакс из печатной платы своими руками
Здесь я расскажу, как сделать текстолит своими руками. Материал очень полезен. Он прочен, не впитывает влагу, прочен, легко поддается обработке.
На самом деле это пластик, но пластик армирован волокнами ткани, что придает не только дополнительную прочность, но и красоту, поэтому мы постараемся позаботиться о красоте получаемого материала.
Итак, текстолит состоит из клея (эпоксидной смолы) и хлопчатобумажной ткани. Мне пришло в голову запутаться с изготовлением печатной платы, когда я искал из чего сделать рукоять для ножа, наткнулся на кусок обычной заводской печатной платы, думаю, выйдет хорошая рукоятка, но цвет и фактура мне совсем не подходили, поэтому я решил попробовать сделать что-нибудь покрасивее.
Эпоксидная смола купить легко, первая ткань, которая пришла мне в голову, были старые джинсы, к тому же они были синими с одной стороны и белыми с другой, потом получился интересный узор, похожий на рисунок дерева.
Взял джинсы, разрезал их на кусочки нужного мне размера, потом расстелил на столе пищевую пленку, отрезал 2 деревянных бруска, чтобы потом между ними зажал будущий текстолит, обмотал пищевой пленкой, ЗАТЕМ одел одноразовые медицинские резиновые перчатки и приступили к приготовлению эпоксидного клея. Готовила эпоксидку в обычной жестяной банке. Большинство людей пренебрегают инструкциями на упаковке эпоксидной смолы. Отвердителя стараются добавить побольше, побольше, чтобы он быстрее застыл, никто не считает нужным его вообще нагревать, однако при увеличении количества отвердителя, хотя клей быстрее застывает, он становится каменным, более хрупким, менее эластичный, а значит, страдает прочность, кроме того, чем медленнее будет происходить отверждение, тем лучше клей пропитает ткань.Теперь о нагреве — нагретые компоненты клея не только легче вынуть из бутылок и перемешать, нагретый клей лучше пропитает ткань. в общем, желательно держать клей в СЛЕГКО нагретом состоянии во время процесса склеивания. Сразу скажу, что занижала впитываемость ткани и пришлось 2 раза перемешивать клей, это теоретически нежелательно, потому что как бы вы ни старались точно дозировать компоненты, пропорции скорее всего будут немного отличаться, и в результате свойства конечного продукта немного отличаются, но на практике я так не думаю.так что есть какая-то заметная разница, но тем не менее.
Вернемся к луженой эпоксидной смоле.
Я взял кусочки джинсов по одному, окунул их в банку с клеем, немного «выжатый» в клее, пропустил их между пальцами, чтобы удалить излишки клея, и наложил на одну из планок. завернутый в пищевую пленку. Изнаночную сторону кладу на изнаночную, лицевую на лицевую, в моем случае это сделало будущий рисунок детали крупнее и отчетливее .. При этом надо постараться, чтобы не было воздуха пузыри между створками..
В общем, здесь можно включить фантазию на полную катушку и использовать различные комбинации тканей, сочетания слоев, можно попробовать пропитать что угодно. Представьте себе, что кто-то из ваших домочадцев ходит по дому со словами «где мои любимые теплые носки», и вы довольным взглядом пожимаете плечами, крутите в руках нож с ручкой из самодельного текстолита и вставляете его в ножны , которые в прошлой жизни были чьими-то сапогами :)) Или, скажем, вы можете сделать рукоять ножа из любой своей одежды, которая имеет для вас какое-то символическое значение, но которую вы никогда не наденете, ведет нож с историей , что-то вроде талисмана;)
Приложив последний лоскут, я прижал весь этот «бутерброд» вторым бруском, завернутым в пленку, сверху обмотал пищевой пленкой и зажал в тисках (это приведет к тому, что излишки эпоксидной смолы потекут). вытечь, нужно позаботиться о том, чтобы не получить тиски и все вокруг) достаточно сильно сжать, после чего оставить в покое на 12 часов для сжатия, вы также можете использовать зажимы или просверлить отверстия в стержнях, чтобы снять их с помощью болтов, или сделав кольца из прочной веревки и надев их по краям стержней, затяните их, скручивая, например, двумя гвоздями по 150 мм.В общем, у кого какие возможности и кому комфортнее.
После полного отверждения текстолит готов к использованию в любом проекте.
Досталась такая ручка
Печатная плата Представляет собой диэлектрическую основу, на поверхности и в объеме которой нанесены токопроводящие дорожки в соответствии с электрической схемой. Печатная плата предназначена для механического скрепления и электрического соединения между собой путем пайки установленных на ней выводов электронных и электротехнических изделий.
Операции вырезания заготовки из стеклопластика, сверления отверстий и травления печатной платы для получения токоведущих дорожек вне зависимости от способа нанесения рисунка на печатную плату выполняются по одной и той же технологии.
Ручная техника нанесения
Дорожки печатной платы
Подготовка шаблона
Бумага, на которой нарисована разводка печатной платы, обычно тонкая и для более точного сверления отверстий, особенно в случае использования самодельного сверла ручной работы, чтобы сверло не уходило в сторону, нужно сделать это более плотный.Для этого нужно наклеить выкройку печатной платы на более плотную бумагу или тонкий плотный картон с помощью любого клея, например ПВА или Момент.
Резка заготовки
Подбирается заготовка из фольгированного стеклопластика подходящего размера, на заготовку накладывается шаблон печатной платы и обводится по периметру маркером, мягким простым карандашом или штриховкой острым предметом.
Далее нарезается стеклопластик по линиям, проведенным ножницами по металлу или вырезается ножовкой по металлу.Отрежьте быстрее ножницами и без пыли. Но нужно учитывать, что при резке ножницами стеклоткань сильно гнется, что несколько ухудшает прочность приклеивания медной фольги и при необходимости пайки элементов дорожки могут отслоиться. Поэтому, если доска большая и с очень тонкими дорожками, то ее лучше отрезать ножовкой по металлу.
Шаблон выкройки печатной платы приклеивается на вырезанную заготовку с помощью клея.
Так как клей схватывается всего за несколько минут, можно сразу приступать к сверлению отверстий под радиодетали.
Просверливание отверстий
Просверливать отверстия лучше всего на специальном мини-сверлильном станке твердосплавным сверлом диаметром 0,7-0,8 мм. Если мини-сверлильный станок недоступен, то можно просверлить отверстия маломощной дрелью с помощью простого сверла. Но при работе универсальной ручной дрелью количество сломанных сверл будет зависеть от твердости вашей руки.Одного сверла явно недостаточно.
Если сверло не зажимается, то можно обернуть его хвостовик несколькими слоями бумаги или одним слоем наждачной бумаги. Можно плотно намотать виток на хвостовик до витка тонкой металлической проволоки.
После завершения сверления проверяется, все ли отверстия просверлены. Это хорошо видно, если посмотреть на печатную плату на свету. Как видите, пропущенных отверстий нет.
Топографический чертеж
Для защиты от разрушения мест фольги на стекловолокне, которые будут токопроводящими путями, при травлении они должны быть закрыты маской, устойчивой к растворению в водном растворе.Для удобства рисования дорожек их лучше предварительно наметить мягким простым карандашом или маркером.
Перед нанесением разметки обязательно удалить следы клея. Момент, с которым был приклеен шаблон печатной платы. Поскольку клей не очень твердый, его легко удалить, прикатав пальцем. Поверхность фольги также необходимо обезжирить тряпкой любыми средствами, например, ацетоном или белым спиртом (так называется очищенный бензин), также можно использовать любое моющее средство для мытья посуды, например Ферри.
Разметив дорожки печатной платы, можно приступать к рисованию их рисунка. Для нанесения дорожек хорошо подходит любая водостойкая эмаль, например, алкидная эмаль серии ПФ, разбавленная до подходящей консистенции растворителем из белого спирта. Вы можете рисовать дорожки с помощью разных инструментов — стеклянной или металлической ручки для рисования, медицинской иглы и даже зубочистки. В этой статье я покажу вам, как рисовать дорожки печатной платы с помощью плоскости для рисования и балерины, которые предназначены для рисования на бумаге чернилами.
Раньше компьютеров не было, и все рисунки рисовались простыми карандашами на ватманской бумаге, а затем переводились чернилами на кальку, с которой делались копии с помощью копировальных аппаратов.
Рисунок начинается с контактных площадок, которые нарисовала балерина. Для этого вам необходимо отрегулировать зазор скользящих губок ручки для рисования балерины на необходимую ширину линии, а для установки диаметра круга отрегулировать второй винт, отводя ручку для рисования от оси вращения.
Далее карандаш балерины заполняется кистью краской на длину 5-10 мм. Краска ПФ или ГФ лучше всего подходит для нанесения защитного слоя на печатную плату, так как сохнет медленно и позволяет спокойно работать. Краску марки NC также можно использовать, но работать с ней сложно, так как она быстро сохнет. Краска должна хорошо ложиться и не растекаться. Перед нанесением краску необходимо развести до жидкой консистенции, постепенно добавляя в нее подходящий растворитель при интенсивном перемешивании и пробуя рисовать на кусках стекловолокна.Для работы с краской удобнее всего перелить ее во флакон с маникюрным лаком, в обороте которого есть кисточка, стойкая к растворителям.
После настройки полетного контроллера балерины и получения требуемых параметров линии можно приступать к нанесению контактных площадок. Для этого в отверстие вставляется острая часть оси и основание балерины вращается по кругу.
При правильной настройке строгального станка и желаемой консистенции краски вокруг отверстий на печатной плате получаются круги идеально круглой формы.Когда балерина начинает плохо рисовать, оставшаяся сухая краска удаляется из зазора пера для рисования тканью, и перо для рисования заполняется свежим. Чтобы очертить все отверстия на этой печатной плате кругами, потребовалось всего две заправки фидера и не более двух минут времени.
Когда круглые контактные площадки нарисованы на доске, вы можете начать рисовать токопроводящие дорожки с помощью рисованного строгального станка. Подготовка и настройка ручного устройства для повторного кормления ничем не отличается от подготовки балерины.
Единственное, что дополнительно понадобится, это плоская линейка, с кусочками резины толщиной 2,5-3 мм, приклеенными с одной стороны по краям, чтобы линейка во время работы не скользила и стеклопластик, не касаясь линейка, может беспрепятственно проходить под ней. В качестве линейки лучше всего подходит деревянный треугольник, он устойчив и одновременно может служить опорой для руки при рисовании печатной платы.
Чтобы печатная плата не скользила при прорисовке дорожек, желательно положить ее на лист наждачной бумаги, представляющий собой два листа наждачной бумаги, склепанных бумажными боками.
Если при рисовании контуров и кругов они соприкасаются, то никаких действий предпринимать не следует. Необходимо дать краске на печатной плате высохнуть до состояния, при котором она не будет пачкаться при прикосновении, и удалить острием ножа лишнюю часть рисунка. Чтобы краска высохла быстрее, доску нужно поместить в теплое место, например, на батарею отопления зимой. Летом — под лучами солнца.
Когда узор на печатной плате нанесен полностью и все дефекты устранены, можно переходить к его травлению.
Технология рисования печатных плат
с использованием лазерного принтера
При печати на лазерном принтере изображение, сформированное тонером с фотобарабана, на который лазерный луч нанес изображение, электростатически переносится на бумажный носитель. Тонер удерживается на бумаге, сохраняя изображение, только за счет электростатики. Чтобы закрепить тонер, бумага скручивается между валиками, один из которых представляет собой термическую печь, нагретую до температуры 180-220 ° C. Тонер плавится и проникает в текстуру бумаги.После охлаждения тонер затвердевает и плотно прилегает к бумаге. Если снова нагреть бумагу до 180–220 ° C, тонер снова станет жидким. Именно это свойство тонера используется для переноса изображения токопроводящих дорожек на печатную плату в домашних условиях.
После того, как файл с печатной платой будет готов, его нужно распечатать на лазерном принтере на бумаге. Обратите внимание, что изображение печатной платы по данной технологии должно смотреться со стороны установки деталей! Струйный принтер для этих целей не подходит, так как работает по другому принципу.
Подготовка бумажного шаблона для переноса чертежа на печатную плату
Если вы печатаете рисунок печатной платы на обычной бумаге для оргтехники, то из-за ее пористой структуры тонер проникает глубоко в основную часть бумаги и при переносе тонера на печатную плату большую его часть. останется в газете. Кроме того, возникнут трудности с удалением бумаги с печатной платы. Придется надолго замочить в воде.Поэтому для изготовления фотошаблона вам понадобится бумага, не имеющая пористой структуры, например, фотобумага, подложка из самоклеящихся пленок и этикеток, калька, страницы из глянцевых журналов.
Я использую кальку из старых запасов в качестве бумаги для печати дизайна печатной платы. Калька очень тонкая и на ней невозможно распечатать шаблон, она застревает в принтере. Для решения этой проблемы перед печатью на кальке необходимого размера нанесите по углам каплю любого клея и приклейте ее на лист офисной бумаги формата А4.
Этот метод позволяет печатать рисунок печатной платы даже на самой тонкой бумаге или пленке. Чтобы толщина тонера изображения была максимальной, перед печатью необходимо настроить «Свойства принтера», отключив экономичный режим печати, а если эта функция недоступна, то выберите самый грубый тип бумаги, например как картон или что-то подобное. Вполне возможно, что хороший отпечаток не получится с первого раза, и придется немного поэкспериментировать, выбрав лучший режим печати для лазерного принтера.В полученном отпечатке чертежа дорожки и контактные площадки печатной платы должны быть плотными, без зазоров и размазывания, так как ретушь на этом технологическом этапе бесполезна.
Осталось вырезать кальку по контуру и шаблон для изготовления печатной платы будет готов и можно переходить к следующему шагу, перенося изображение на стеклопластик.
Перенос рисунка с бумаги на стеклопластик
Перенос дизайна печатной платы — самый ответственный шаг.Суть технологии проста, бумага стороной с напечатанным рисунком дорожек печатной платы наносится на медную фольгу из стеклопластика и прижимается с большим усилием. Далее этот бутерброд нагревают до температуры 180-220 ° C, а затем охлаждают до комнатной температуры. Бумага отслаивается, а рисунок остается на печатной плате.
Некоторые мастера предлагают перенести рисунок с бумаги на печатную плату с помощью электрического утюга. Я пробовал этот метод, но результат был нестабильным.Трудно одновременно нагреть тонер до желаемой температуры и равномерно прижать бумагу по всей поверхности печатной платы, поскольку тонер затвердевает. В результате узор не передается полностью, и в узоре дорожек печатной платы появляются разрывы. Утюг мог быть недостаточно горячим, даже если регулятор был установлен на максимальный нагрев утюга. Не хотелось вскрывать утюг и регулировать термостат. Поэтому я использовал другую технологию, менее трудоемкую и обеспечивающую стопроцентный результат.
Наклеил кальку с напечатанным на ней узором на обрезанную по размеру и обезжиренную ацетоном печатную плату. Поверх кальки я приложил для более равномерного давления пятки листов офисной бумаги. Полученный пакет положили на лист фанеры и сверху накрыли листом такого же размера. Весь этот бутерброд был зажат зажимами с максимальной силой.
Осталось подогреть приготовленный бутерброд до температуры 200 ° С и остудить. Электрическая духовка с терморегулятором идеально подходит для разогрева.Достаточно поместить созданную конструкцию в шкаф, дождаться достижения заданной температуры и через полчаса снять доску, чтобы она остыла.
Если у вас нет электрической духовки, вы также можете использовать газовую духовку, отрегулировав температуру с помощью ручки подачи газа с помощью встроенного термометра. Если градусника нет или он неисправен, то могут помочь женщины, подходящее положение ручки регулятора, при котором выпекаются пироги.
Так как торцы фанеры были покороблены, на всякий случай зажал их дополнительными хомутами.чтобы избежать такого явления, печатную плату лучше зажать между металлическими листами толщиной 5-6 мм. Можно просверлить в их углах отверстия и зажать печатные платы, прикрутить пластины саморезами и гайками. M10 будет достаточно.
Через полчаса структура остынет настолько, что тонер затвердеет, плату можно снимать. При первом взгляде на снятую печатную плату становится ясно, что тонер с кальки перешел на плату идеально.Калька плотно и равномерно ложится по линиям отпечатанных дорожек, колец подушечки и маркировочных букв.
Калька легко отделялась практически от всех следов печатной платы; калька удалялась влажной тканью. Но все же не обошлось без пробелов в нескольких местах на отпечатанных дорожках. Это может произойти в результате неравномерной печати на принтере или оставшейся грязи или коррозии на стекловолоконной фольге. Промежутки можно закрасить любой водостойкой краской, лаком для ногтей или ретушировать маркером.
Чтобы проверить пригодность маркера для ретуши печатной платы, нужно провести им линии на бумаге и смочить бумагу водой. Если линии не размыты, значит, маркер подходит для ретуши.
Лучше всего протравить печатную плату в домашних условиях в растворе хлористого железа или перекиси водорода с лимонной кислотой. После травления тонер можно легко удалить с отпечатанных дорожек тампоном, смоченным в ацетоне.
Затем высверливаются отверстия, лужатся токопроводящие дорожки и контактные площадки, заделываются радиоэлементы.
Печатная плата с установленными на ней радиодетелями приняла такой вид. В результате получился блок питания и переключения для электронной системы, дополняющий обычный унитаз функцией биде.
Травление печатной платы
Для удаления медной фольги с незащищенных участков фольгированного стекловолокна при изготовлении печатных плат в домашних условиях радиолюбители обычно используют химический метод. Печатная плата помещается в травильный раствор, и в результате химической реакции медь, не защищенная маской, растворяется.
Рецепты травильных растворов
В зависимости от наличия комплектующих радиолюбители используют одно из решений, приведенных в таблице ниже. Растворы для травления ранжированы в порядке их популярности радиолюбителями в домашних условиях.
| Название решения | Композиция | сумма | Кухонная техника | Преимущества | недостатки |
|---|---|---|---|---|---|
| Перекись водорода плюс лимонная кислота | Пероксид водорода (H 2 O 2) | 100 мл | Растворить лимонную кислоту и поваренную соль в 3% растворе перекиси водорода | Доступность компонентов, высокая скорость травления, безопасность | Не хранится |
| Лимонная кислота (C 6 H 8 O 7) | 30 г | ||||
| Поваренная соль (NaCl) | 5 г | ||||
| Водный раствор хлорида железа | Вода (H 2 O) | 300 мл | Растворить хлорид железа в теплой воде | Достаточная скорость травления, многоразовая | Низкая доступность хлорида железа |
| Хлорид железа (FeCl 3) | 100 г | Перекись водорода плюс соляная кислота | Пероксид водорода (H 2 O 2) | 200 мл | Налейте 10% -ную соляную кислоту в 3% -ный раствор перекиси водорода | Высокая скорость травления, многоразовая | Требуется высокая точность |
| Соляная кислота (HCl) | 200 мл | ||||
| Водный раствор медного купороса | Вода (H 2 O) | 500 мл | Поваренную соль растворить в горячей воде (50-80 ° C), а затем сульфат меди | Наличие компонентов | Токсичность сульфатом меди и медленное травление, до 4 часов |
| Сульфат меди (CuSO 4) | 50 г | ||||
| Поваренная соль (NaCl) | 100 г | ||||
Травление печатных плат в металлической посуде не допускается … Для этого нужно использовать тару из стекла, керамики или пластика. Допускается слив отработанного травильного раствора в канализацию.
Травильный раствор перекиси водорода и лимонной кислоты
Раствор на основе перекиси водорода с растворенной в нем лимонной кислотой — самый безопасный, доступный и самый быстрый рабочий раствор. Из всех перечисленных решений это лучшее по всем критериям.
Перекись водорода можно купить в любой аптеке. Он продается в виде жидкого 3% раствора или таблеток под названием гидроперит.Для получения жидкого 3% раствора перекиси водорода из гидроперита 6 таблеток массой 1,5 грамма необходимо растворить в 100 мл воды.
Кристаллы лимонной кислоты доступны в любом продуктовом магазине в пакетиках по 30 или 50 грамм. Поваренную соль можно найти в любом доме. 100 мл травильного раствора достаточно для удаления медной фольги толщиной 35 мкм с печатной платы площадью 100 см 2. Отработанный раствор не хранится и не может быть использован повторно. Кстати, лимонную кислоту можно заменить уксусной, но из-за резкого запаха придется протравить печатную плату на открытом воздухе.
Травильный раствор хлористого железа
Второй по популярности травильный раствор — водный раствор хлорида железа. Раньше он был самым популярным, так как на любом промышленном предприятии хлорное железо достать было несложно.
Травильный раствор не требователен к температуре, схватывается достаточно быстро, но скорость травления снижается по мере расходования хлорида железа в растворе.
Хлорид железа очень гигроскопичен и поэтому быстро впитывает воду из воздуха.В результате на дне банки появляется желтая жидкость. Это не влияет на качество компонента, и такой хлорид железа подходит для приготовления травильного раствора.
Если использованный раствор хлорида железа хранится в герметичном контейнере, его можно использовать повторно. Для регенерирования достаточно влить в раствор железные гвозди (они сразу покроются рыхлым слоем меди). Оставляет трудноудаляемые желтые пятна при контакте с любой поверхностью. В настоящее время раствор хлористого железа для изготовления печатных плат используется реже из-за его дороговизны.
Травильный раствор на основе перекиси водорода и соляной кислоты
Превосходный травильный раствор, обеспечивает высокую скорость травления. Соляную кислоту при интенсивном перемешивании вливают в 3% -ный водный раствор перекиси водорода тонкой струйкой. Заливать перекись водорода в кислоту недопустимо! Но из-за наличия в травильном растворе соляной кислоты при травлении доски нужно соблюдать большую осторожность, так как раствор разъедает кожу рук и портит все, на что попадает.По этой причине не рекомендуется использовать в домашних условиях травильный раствор с соляной кислотой.
Травильный раствор на основе медного купороса
Способ изготовления печатных плат с использованием сульфата меди обычно применяется, когда невозможно изготовить травильный раствор на основе других компонентов из-за их недоступности. Сульфат меди является токсичным химическим веществом и широко используется для борьбы с вредителями в сельском хозяйстве. Кроме того, время травления печатной платы составляет до 4 часов, при этом необходимо поддерживать температуру раствора на уровне 50-80 ° С и обеспечивать постоянную смену раствора на протравленной поверхности.
Технология травления печатных плат
Для травления доски в любом из вышеперечисленных травильных растворов подойдет стеклянная, керамическая или пластиковая посуда, например, из молочных продуктов. Если у вас под рукой не оказалось емкости подходящего размера, то вы можете взять любую коробку из плотной бумаги или картона подходящего размера и застелить ее внутри полиэтиленовой пленкой. В емкость наливают травильный раствор и на ее поверхность рисунком вниз кладут печатную плату. Из-за сил поверхностного натяжения жидкости и небольшого веса доска будет плавать.
Для удобства можно приклеить пробку от пластиковой бутылки к центру доски с помощью клея. Заглушка будет одновременно выполнять роль ручки и поплавка. Но есть опасность, что на плате образуются пузырьки воздуха и медь в этих местах не подвергнется коррозии.
Чтобы обеспечить равномерное травление меди, вы можете положить печатную плату на дно контейнера, выложить ее вверх дном и иногда покачивать чашу рукой. Через некоторое время, в зависимости от раствора для травления, начнут появляться участки, свободные от меди, а затем медь полностью растворится по всей поверхности печатной платы.
После окончательного растворения меди в травильном растворе печатную плату вынимают из ванны и тщательно промывают под проточной водой. Тонер удаляется с дорожек тряпкой, смоченной ацетоном, а краска хорошо удаляется тряпкой, смоченной в растворителе, который был добавлен в краску для получения желаемой консистенции.
Подготовка печатной платы к установке радиодеталей
Следующим шагом будет подготовка печатной платы к установке радиоэлементов.После снятия краски с доски дорожки необходимо обработать круговыми движениями мелкой наждачной бумагой. Увлекаться не нужно, ведь медные дорожки тонкие и их можно легко отшлифовать. Достаточно нескольких проходов абразивом низкого давления.
Далее токопроводящие дорожки и контактные площадки печатной платы покрыты спиртово-канифольным флюсом и припаиваются электрическим паяльником. чтобы отверстия на печатной плате не затягивались припоем, нужно немного пощупать жало паяльника.
После завершения изготовления печатной платы остается только вставить радиодетали в намеченные места и припаять их выводы к местам. Перед пайкой ножки деталей необходимо смочить спиртово-канифольным флюсом. Если ножки радиодеталей длинные, то перед пайкой их необходимо обрезать бокорезами до выступа длиной 1-1,5 мм над поверхностью печатной платы. Завершив установку деталей, нужно удалить остатки канифоли с помощью любого растворителя — спирта, белого спирта или ацетона.Все они успешно растворяют канифоль.
Потребовалось не более пяти часов, чтобы реализовать эту простую схему емкостного реле от трассировки печатной платы до создания рабочего прототипа, что намного меньше, чем макет на этой странице.
Так получилось, что мне понадобилась перемотка кадра. Сломан преобразователь напряжения в зарядном устройстве — вышел из строя трансформатор. Остался без намоток и вдобавок треснул каркас. На рынке я даже не нашел похожих, подходящих к нужным мне.Итак, мне пришлось сделать совершенно новый.
Как выйти из сложной ситуации
Конечно покупать стеклопластик в той ситуации мне не повезло. Использовать бумажный аналог нереально. Потом меня осенило. Сделать стеклопластик нужно самостоятельно. К тому же так приятно воспроизводить уроки в кружке судомоделизма в полевых условиях. Сразу вспомнилась «эпоксидка» и то, как делали пластиковые модели кораблей. Вы не поверите, но мне это удалось с первого раза.
Итак, чтобы сформировать лист стеклопластика (обозначим его СТ), вам понадобится пара листов оргстекла.Сразу оговорюсь, что эпоксидной смолой он не обклеен. Также приготовьте строительный фен, но подойдет и обычный. Более того, с помощью такого агрегата можно регулировать температуру воздушного потока. Однако нам не нужен слишком теплый термостат.
Каким будет количество и толщина слоев стекловолокна, как в результате будет наш лист СТ. Чтобы продемонстрировать процесс изготовления, я вырезал три куска стекловолокна (фото 1). Итак, у нас будет лист КТ толщиной один сантиметр и три десятых миллиметра.
Подготовим несколько кусков стеклопластика нужного размера. Готовим клей. Количество «эпоксидки» мы определим сами. Положите на стол лист оргстекла и налейте на материал немного смолы. Его необходимо распределить так, чтобы он соответствовал размеру обрезков стеклопластика. Сверху положите кусок ткани. Включаем фен. Под струями теплого воздуха хорошо размазывается стеклоткань. Если смолы не хватает, добавьте ее. Закончив тщательно пропитать этот кусок, расстилаем следующий лоскут.По окончании поэтапного наслоения накройте нашу заготовку еще одним куском оргстекла.
Постоянно наблюдайте, не образуются ли пузырьки воздуха внутри наших слоев. (Для наглядности см. Фото №2).
Вместо зажимов можно использовать самодельный груз: мелкий песок и холщовый мешок в виде стандартной подушки, чтобы в него поместилось около двадцати килограммов песка. Для аккуратности обозначу параметры сумки: от пятидесяти до пятидесяти см. Учтите, что если мешок сделан из другого материала, то песок необходимо промыть, иначе будет образовываться ненужная пыль.
На третьем фото вы увидите наш КТ лист. Получилось 150х180мм. Затем я использовал его для создания рам трансформаторов и дросселей и даже корпусов для своих моделей.
Из листа гетинакса толщиной 1,5-2 мм изготавливается плата необходимого размера, затем по габаритам платы вырезается пластина из медной фольги толщиной не более 0,1 мм. Одну сторону гетинакса, а также фольгу очищаем мелкой наждачной бумагой, чтобы они стали шероховатыми (одновременно кладем фольгу на стекло), затем обезжириваем (промываем спиртом, ацетоном или эфиром), хорошо просушиваем и смазать фольгу и гетинакс тонким слоем клея БФ-2 и просушить на воздухе (около 10 минут), после чего наносится второй слой клея и фольга прикладывается к гетинаксу, следя за тем, чтобы в нем не было воздуха. пузыри между фольгой и гетинаксом.Гетинакс с наклеенной фольгой зажимают между двумя металлическими пластинами, а между фольгой и металлической пластиной следует прокладывать два-три листа ватмана.
В качестве прижима можно использовать струбцины или саморезы, для которых просверливаются отверстия по краям металлических пластин. Собранный таким образом мешок выдерживают 1 час при комнатной температуре, а затем 1,5-2 часа при температуре 100-150 ° С. Если размер заготовки небольшой, то пакет можно прижать к глажке. поверхность утюга с термостатом.
Если площадь заготовки большая, то собранный пакет укладывают горизонтально, так, чтобы пластина, к которой прижимается фольга, оказалась сверху, а на нее кладут горячий утюг. После выдержки при высокой температуре пакет должен остыть до комнатной температуры, после чего фольгированный гетинакс снимается.
Если разбирать неохлаждаемый корпус, то гетинакс в фольге может сильно покоробиться.
Похожие сообщения
Многие знают, что нельзя злоупотреблять солнечными ваннами.Но мало кто задумывался о том, что включенный телевизор, электробритва или даже обычная лампа излучают не менее вредное для нас излучение. До не давнего времени …….
В любительской практике можно использовать следующие методы. 1. Налейте в стакан теплую воду и растворите в ней столовую ложку поваренной соли. Затем концы проводов, подключенных к клеммам …… опускаются в воду.
Неудивительно, что современные наушники имеют некоторые рабочие особенности, которые вам необходимо знать. Наушники позволяют слушать музыкальные программы на любом уровне громкости, не доставляя неудобств окружающим.Наряду с этим, использование наушников …….
Для соединения проволоки из высокоомных сплавов (нихрома, константана, никелина, манганина и др.) Существует несколько простейших способов сварки без использования специальных инструментов. 1. Концы свариваемых проволок зачищаются, скручиваются и пропускаются …….
Если необходимо заменить неисправную деталь (резистор, конденсатор, транзистор и т. Д.), Не отпаивайте ее от платы, так как это может привести к отслаиванию печатных проводников от базы… … ..
Когда доступен лазерный принтер, радиолюбители используют технологию изготовления печатных плат под названием LUT. Однако такое устройство есть далеко не в каждом доме, так как даже в наше время оно довольно дорогое. Также существует технология изготовления с использованием фоторезистивной пленки. Однако для работы с ним понадобится еще и струйный принтер. Уже проще, но сама пленка достаточно дорогая, и начинающему радиолюбителю сначала лучше потратить имеющиеся средства на хорошую паяльную станцию и прочие аксессуары.
Можно ли в домашних условиях сделать печатную плату приемлемого качества без принтера? Да. Может. Более того, если вы сделаете все так, как описано в материале, вам потребуется совсем немного денег и времени, а качество будет на очень высоком уровне. В любом случае по таким дорожкам электрический ток будет «бегать» с большим удовольствием.
Перечень необходимых инструментов и расходных материалов
Начать стоит с подготовки инструментов, приспособлений и расходных материалов, без которых просто не обойтись. Для реализации самого бюджетного способа изготовления печатных плат в домашних условиях вам потребуется следующее:- Программа для проектирования.
- Прозрачная пластиковая пленка.
- Узкая лента.
- Маркер.
- Фольга из стекловолокна.
- Наждачная бумага.
- Спирт.
- Ненужная зубная щетка.
- Инструмент для сверления отверстий диаметром от 0,7 до 1,2 мм.
- Хлорид железа.
- Тара пластиковая для травления.
- Кисть для рисования красками.
- Паяльник.
- Припой.
- Флюс жидкий.
Программ для разработки печатных плат сегодня существует огромное количество, но для начинающего радиолюбителя Sprint Layout будет самым простым вариантом. Интерфейс прост в освоении, пользоваться можно бесплатно, есть огромная библиотека, включающая общие радиокомпоненты.
Полиэтилен нужен для передачи картинки с монитора. Лучше использовать более жесткую пленку, например, из старых книжных обложек. Для крепления к монитору подойдет любая лента. Лучше взять узкую — ее будет легче отклеить (эта процедура не вредит монитору).
На маркерах стоит остановиться подробнее, так как это больная тема. Для переноса рисунка на полиэтилен в принципе подойдет любой вариант. Но для рисования на фольгированном стекловолокне нужен специальный маркер. Но есть небольшая хитрость, как сэкономить и не покупать достаточно дорогие «специальные» маркеры для рисования печатных плат. Дело в том, что по своим свойствам эти изделия абсолютно не отличаются от обычных перманентных маркеров, которые в любом канцелярском магазине продаются в 5-6 раз дешевле.Но на маркере обязательно должна быть надпись «Постоянный». Иначе ничего не получится.
Можно взять любой фольгированный стеклопластик. Лучше, если он будет толще. Новичкам работать с таким материалом намного проще. Для его очистки вам понадобится наждачная бумага зернистостью около 1000 единиц, а также спирт (есть в любой аптеке). Последний расходный материал можно заменить жидкостью для смешивания лака для ногтей, которая есть в любом доме, где живет женщина. Однако этот продукт пахнет довольно отвратительно и долго не исчезает.
Для сверления доски лучше иметь специальную мини дрель или гравер. Однако можно пойти и более дешевым путем. Достаточно купить цангу или кулачковый патрон для небольших сверл и приспособить его к обычной бытовой дрели.
Хлорид железа можно заменить другими химическими веществами, в том числе теми, которые, вероятно, уже есть у вас дома. Например, подойдет раствор лимонной кислоты в перекиси водорода. Информацию о том, как приготовить альтернативные композиции хлористого железа для травильных плит, можно без проблем найти в Интернете.Единственное, на что стоит обратить внимание, это емкость для такой химии — она должна быть пластиковой, акриловой, стеклянной, но не металлической.
Более подробно о паяльнике, припое и жидком флюсе рассказывать не приходится. Если к вопросу изготовления печатной платы дошел радиолюбитель, то, вероятно, он уже знаком с этими вещами.
Разработка и перенос чертежа платы в шаблон
Когда все вышеперечисленные инструменты, приспособления и расходные материалы подготовлены, можно приступать к разработке платы.Если производимое устройство не является уникальным, то его проект будет намного проще скачать из сети. Подойдет даже обычное изображение в формате JPEG.Если хотите пойти более сложным путем — нарисуйте доску самостоятельно. Этот вариант часто неизбежен, например, в ситуациях, когда у вас нет точно таких же радиодеталей, которые необходимы для сборки оригинальной платы. Соответственно, заменяя комплектующие на аналоги, нужно выделить для них место на стеклопластике, отрегулировать отверстия и гусеницы.Если проект уникальный, то доску придется разрабатывать с нуля. Для этого необходимо вышеупомянутое программное обеспечение.
Когда макет платы готов, остается только перенести его на прозрачный шаблон. Полиэтилен крепится непосредственно к монитору скотчем. Далее просто переводим имеющийся рисунок — дорожки, пятна контакта и так далее. Для этих целей лучше всего использовать тот же перманентный маркер. Он не стирается, не растекается и хорошо виден.
Подготовка фольги из стекловолокна
Следующий этап — подготовка стеклопластика. Для начала нужно его обрезать под размер будущей доски. Лучше делать это с небольшим запасом. Для резки фольгированного стекловолокна можно использовать один из нескольких методов.Во-первых, материал отлично распиливается ножовкой по металлу. Во-вторых, если у вас есть гравер с отрезными кругами, им будет удобно пользоваться. В-третьих, стеклопластик можно разрезать канцелярским ножом по размеру. Принцип резки такой же, как и при работе стеклорезом — в несколько проходов наносится леска, затем материал просто обламывается.
Теперь необходимо в обязательном порядке очистить медный слой стекловолокна от защитного покрытия и оксида. Для этой задачи нет лучшего способа, чем наждачная бумага. Размер зерна взят от 1000 до 1500 единиц. Цель — получить чистую блестящую поверхность. Очищать медный слой до зеркального блеска не стоит, так как небольшие царапины от наждачной бумаги увеличивают сцепление поверхности, что понадобится в дальнейшем.
В заключение осталось только очистить фольгу от пыли и следов пальцев.Для этого используется спирт или ацетон (жидкость для снятия лака). После обработки не трогайте медную поверхность руками. Для последующих манипуляций захватываем стеклоткань за края.
Комбинация шаблона и стекловолокна
Теперь наша задача — совместить узор, полученный на полиэтилене, с подготовленным стеклопластиком. Для этого пленка размещается в нужном месте и позиционируется. Остатки оборачиваются с обратной стороны и скрепляются таким же скотчем.
Сверление отверстий
Перед сверлением рекомендуется каким-либо образом закрепить стеклотекстолит с шаблоном на поверхности. Это обеспечит большую точность, а также исключит резкое поворачивание материала во время прохода сверла. Если у вас есть сверлильный станок для этой работы, то описанной проблемы не возникнет вообще.Просверливать отверстия в стекловолокне можно на любой скорости. Кто-то работает на малых оборотах, кто-то на высоких.Опыт показывает, что сами сеялки служат намного дольше при работе на малых скоростях. Из-за этого их труднее сломать, согнуть и повредить заточку.
Отверстия просверливаются прямо в полиэтилене. Будущие пятна контакта, нарисованные на шаблоне, будут служить ориентирами. Если этого требует проект, оперативно меняем сверла на нужный диаметр.
Отрисовка дорожек
Далее шаблон удаляется, но не выбрасывается. Мы по-прежнему стараемся не трогать медное покрытие руками.Для рисования треков мы используем маркер, всегда постоянный. Это хорошо видно по следу, который он оставляет. Рисовать лучше за один проход, так как после застывания лака, входящего в состав перманентного маркера, вносить правки будет очень сложно.В качестве ориентира мы используем тот же полиэтиленовый шаблон. Вы также можете рисовать перед компьютером, ссылаясь на исходный макет, на котором есть отметки и другие пометки. По возможности лучше использовать несколько маркеров с разной толщиной наконечника.Это позволит улучшить рендеринг как тонких контуров, так и больших полигонов.
После нанесения рисунка обязательно выждите некоторое время, необходимое для окончательного застывания лака. Можно даже сушить феном. От этого будет зависеть качество будущих треков.
Офорт и очистка следов от маркера
Теперь самое интересное — травление доски. Есть несколько нюансов, о которых мало кто упоминает, но они существенно влияют на качество результата.В первую очередь готовим раствор хлорного железа согласно рекомендациям на упаковке. Обычно порошок разбавляют водой в соотношении 1: 3. И вот первый совет. Сделайте раствор более насыщенным. Это поможет ускорить процесс, а нарисованные дорожки не отвалятся, пока все не проржавело.Сразу вторая наводка. Ванну с раствором рекомендуется погрузить в горячую воду. Можно разогреть в металлической посуде. Повышение температуры, как мы знаем из школьной программы, значительно ускоряет химическую реакцию, которой является травление нашей доски.Сокращение времени процедуры играет нам на руку. Дорожки, отмеченные маркером, довольно нестабильны, и чем меньше они закиснут в жидкости, тем лучше. Если при комнатной температуре травить плату в хлорном железе около часа, то в теплой воде этот процесс сокращается до 10 минут.
В заключение еще один совет. Во время процесса травления, хотя он и ускоряется нагревом, рекомендуется постоянно перемещать доску, а также счищать продукты реакции малярной кистью.Совмещая все вышеперечисленные манипуляции, вытравить лишнюю медь вполне возможно всего за 5-7 минут, что для данной технологии просто отличный результат.
По окончании процедуры доску необходимо тщательно промыть под проточной водой. Потом сушим. Остается только смыть следы с маркера, который все еще покрывает наши дорожки и пятна. Делается это тем же спиртом или ацетоном.
Лужение печатных плат
Перед лужением обязательно еще раз зачистите слой меди наждачной бумагой.Но теперь делаем это очень аккуратно, чтобы не повредить гусеницы. Самый простой и доступный метод лужения — традиционный, с использованием паяльника, флюса и припоя. Также можно использовать розовые или древесные сплавы. Также на рынке есть так называемое жидкое олово, которое может значительно упростить задачу.Но все эти новые технологии требуют дополнительных затрат и некоторого опыта, поэтому классический метод лужения тоже подходит впервые. На очищенные дорожки наносится жидкий флюс.Далее припой собирается на жало паяльника и распределяется по меди, оставшейся после травления. Здесь важно прогреть дорожки, иначе припой может не «прилипнуть».
Если у вас все еще есть сплавы Rose или Wood, то их можно использовать без технологий. Они просто замечательно плавятся паяльником, легко распределяются по дорожкам, не теряются комками, что будет только плюсом для начинающего радиолюбителя.
Заключение
Как видно из вышесказанного, бюджетная технология изготовления печатных плат в домашних условиях действительно доступна и недорого.Ни принтера, ни железа, ни дорогой фоторезистивной пленки не нужно. Воспользовавшись всеми вышеперечисленными советами, вы легко сможете сделать самые простые электронные, не вкладывая в это много денег, что очень важно на ранних этапах радиолюбительства.Чем резать текстолит дома
Как сделать паяльник своими руками в домашних условиях? Сегодня это довольно актуальный вопрос.
Паяльник — один из основных инструментов мастера, наряду с молотком, плоскогубцами и, конечно же, отверткой.
Конечно, паяльники разные, а их модель и функционал различаются в зависимости от назначения.
Один вид паяльника понадобится для радиатора вашего автомобиля, а совсем другой легко справится с такими повседневными задачами, как пайка проводов при их удлинении, восстановление слетевших сетевых разъемов и многое другое.
Для всего этого подойдет небольшой паяльник малой мощности, всего 25-40 Вт который можно изготовить самостоятельно (при наличии времени и желания).
Плюс его будет еще и в том, что качество такого паяльника будет на порядок выше, чем качество многих товаров народного потребления, имеющихся в торговых сетях, а цена на порядок ниже.
Сделать в домашних условиях небольшой электрический паяльник не составляет особого труда.
Этот инструмент полезен для работы с миниатюрными деталями. например, при пайке различных типов микросхем, электронных часов, различного рода микроэлементов.
Используется в электронике; Кроме того, с помощью самодельного паяльника можно легко собрать зарядное устройство для мобильного телефона.
Способ №1. Как сделать маленький паяльник и как сделать паяльник с батарейным питанием ?Для изготовления электрического паяльника не нужно огромное количество подручных инструментов и материалов.
Все, что нам нужно, это кусок медной проволоки, из которой мы сделаем жало нашего паяльника;
Кусок медной фольги, нихромовая проволока небольшой длины, а также трубка из олова (служит кожухом электронагревателя).
Дополнительно понадобится термостойкая пластиковая ручка, надежно изолированный электрический шнур; обыкновенный силикатный клей и немного талька для создания электроизоляционной массы.
Пожалуй, ничего из вышеперечисленного, кроме, пожалуй, медной фольги, не способно вызвать затруднения при приобретении
Однако, если вам все же не удалось достать этот материал, не отчаивайтесь. Вместо медной фольги вполне подойдет стеклоткань, покрытая фольгой. тот, из которого сделаны печатные схемы и платы.
Чтобы отделить фольгу от стеклопластика, необходимо нагреть ее утюгом: просто зацепите край фольги и движением утюга намотайте фольгу на заранее подготовленный круглый стержень.
Самое важное — это гладкое и равномерное снятие пленки .
Далее нам понадобится электролит (газ, конечно, тоже подойдет), обычные пинцеты, плоскогубцы, слесарные щипцы, подставки для покрытия деталей липкой массой, тряпка для протирания инструментов и рук.
Источником питания будущего электрического паяльника будет обычная электросеть, пониженная через преобразователь 220/12 вольт; вторичная обмотка этого устройства должна компенсировать электрический ток 1А в 12-омной нагрузке.
Для этого нам вполне может подойти трансформатор НДР-110К, который используется для сканирования персонала в устаревших телевизорах на ламповых транзисторах.
Как известно, современный LCD телевизор нам не пригодится.
Итак, вооружившись отрезком медной проволоки, приступаем к изготовлению жала для будущего миниатюрного паяльника.
Заточка в форме двугранного угла с радиусом 40˚ на одном из концов отрезка. Края полученного уголка, являющиеся «щеками» будущего жала, следует залудить.
Полученное жало найдет свое применение в нагревательном элементе паяльника.
Далее. сделаем электроизоляционную массу. На примере обычного мучного теста смешиваем жидкое стекло (силикатный клей) и тальк. до густой консистенции.
Полученную массу тонким слоем нанести на цилиндрическую поверхность.«Кисточкой» для этого будет пинцет или тарелка.
Следует отметить, что масса, полученная при замешивании, очень липкая, и, во избежание прилипания инструмента, ее необходимо обильно присыпать сухим тальком .
Теперь «наденем» на наше жало трубку (длиной 30 мм) из медной фольги.
Это будет основа нагревательного элемента нашего паяльника (длина наконечника жала, который будет выступать из этой трубки, должна быть не более 10 мм).
Трубку необходимо смазать тонким слоем электроизоляционной массы.После этого нужно тщательно просушить ее над горелкой газовой плиты (при температуре не менее 100-150 ° C ) до полного «спекания» электроизоляционной массы.
Итак, у нас есть основание ТЭНа, которое мы обматываем нагревательной спиралью из нихромовой проволоки (длина 350 мм, диаметр 0,2 мм).
По очереди эта база должна быть очень тугой.
Важно отметить, что концы выводов провода должны быть прямыми, длина одного из них 30 мм, а другого («намотанного») — 60 мм.
Обмотка должна быть покрыта электроизоляционной массой и снова в том же объеме просушена над огнем.
После высыхания изоляционного слоя, покрывающего обмотку, длинный конец провода нужно завернуть и прижать к трубке.
Далее. Наносится еще один, третий слой изоляционного раствора и снова проводится сушка.
Результатом нашей деятельности стал нагревательный элемент электрического паяльника.
Концы провода, выходящие из нагревательного элемента, также должны быть покрыты (50% длины) электроизоляционным раствором (свободная длина впоследствии будет доведена до жил электрического шнура).
Этот процесс требует особого терпения и кропотливой работы.
Наконец, последний шаг на пути к созданию электрического паяльника своими руками — это его сборка.
Через термостойкую ручку необходимо продеть шнур в термостойкую изоляцию, а концы нихромового электронагревателя прикрутить к его оголенным жилам.
Заключительная процедура — повторное покрытие и сушка.
Необходимо заизолировать оголенные концы стыка ТЭНа с электрическим шнуром.Будьте осторожны, чтобы не обжечься или не получить удар электрическим током.
И, наконец, интегрируем наш электронагреватель в соответствующий защитный жестяной футляр, который совместим с ручкой. Далее следует контрольное включение устройства. Это один из вариантов изготовления миниатюрного паяльника. Для других задач потребуется другая конструкция устройства. Рассмотрим ряд интересных идей.
Способ №2. С помощью резистора
Самым удачным и несложным решением проблемы самостоятельного изготовления электрического паяльника станет использование резисторной техники.В этом случае сетевое напряжение не требуется. Устройство будет работать в диапазоне от 6 до 24 вольт, поэтому питание будет осуществляться как от гальванических элементов, так и от автомобильных аккумуляторов. Это делает дизайн мобильным. Если использование паяльника стационарное, то можно подавать питание от обычной сети через понижающий трансформатор 220 / 12В. Для изготовления устройства своими руками вам потребуется:
Видео: чем резать текстолит дома
1. Резистор мощностью 7 Вт и сопротивлением 20 Ом.
2. Текстолит листовой. Из него получится удобная ручка.
3. Круг медный различных диаметров. Больший диаметр должен соответствовать внутреннему диаметру отверстия в резисторе. Меньшая планка послужит жало паяльника.
4. Пружина, соответствующая внешнему диаметру большего стержня. Винт и шайба.
Самостоятельное изготовление паяльника в домашних условиях предполагает выполнение следующих операций:
- Просверлите отверстие большего диаметра на конце стержня и нарежьте резьбу до размера выбранного винта.Вырежьте канавку по всей толщине пружинной проволоки. Отрезать от пружины одно кольцо, оно будет служить фиксатором.
- С другой стороны, просверлите отверстие в конце стержня большого диаметра, равное внешнему размеру стержня меньшего диаметра. Он будет выполнять функцию жала паяльника. Для обеспечения максимальной точности данные операции желательно выполнять на токарном станке. Если таковой нет под рукой, нужно проявить все навыки и знания сантехника.
- Далее собираем конструкцию, как показано на фото.
- Вставляем стержень паяльника до защелки и закрепляем винтом с шайбой с обратной стороны.
- Из листа печатной платы сделайте удобный держатель из двух половинок. Для этого вырежьте две одинаковые детали. Просверлите в них сквозные отверстия для крепежных болтов, а затем в одной из подушек просверлите отверстия для гаек так, чтобы они были заподлицо с поверхностью держателя. На внутренней стороне пластин необходимо сделать подборку выводов резистора и питающего провода.
- Подключите провод питания к клеммам нагревательного элемента.
- Наконец соберите паяльник и проведите тестовое включение.
Еще одна интересная идея — это миниатюрный паяльник.
Способ №3. Шариковая ручка. возрождение
Иногда в фильме мы видим, как другой агент из подручных материалов создает уникальный специальный инструмент, способный вывести его из, казалось бы, безвыходной ситуации.Оказывается, не нужно быть супергероем, чтобы собрать в быту уникальное полезное устройство, паяльник из подручных средств, которое потом пригодится в быту.
Используя все, что есть под рукой, можно сконструировать электрический паяльник:
2. Элемент сопротивлением 10 Ом и мощностью 0,5 Вт.
3. Ленточные конструкционные материалы с электроизоляционными свойствами.
4. Проволока миллиметровая медная.
5.Пруток стальной диаметром 0,8 мм средней твердости.
6. Питающий провод.
Все это легко найти в любой домашней мастерской. Теперь немного усилий для выполнения несложных операций по сборке самопаяльника:
- Удалить краску с резистивного элемента, если не вышло, желательно подключить к регулируемому источнику питания и нагреть.
- Возьмите резистор с одной стороны, разрезав, снимите провод и просверлите на конце сверлом отверстие по диаметру медной проволоки.Важный! Ни в коем случае провод не должен касаться чашки резистора. Далее нужно зенковать отверстие более толстым сверлом, как показано на фото. Кроме того, сделайте надрез на чашке резистора для токоподвода .
- Из стальной проволоки аккуратно вбейте кольцо диаметром, равным надрезу на чашке.
- Затем, следуя примеру, изображенному на фото, своими руками вырежьте аналогичную плату из полосы печатной платы.
- Теперь нужно собрать паяльник из ручки.Это определенная элементарная операция.
- Установите жало в подготовленное место. Чтобы не поджечь резистор с медной проволокой, необходимо установить кусок огнестойкого материала между задней стенкой и жалом в качестве предохранительного элемента.
- Последним шагом будет подключение суперустройства к источнику питания 12 В.
Вам удалось собрать миниатюрный инструмент своими руками. электрический паяльник. Интересны идеи следующих паяльников.
Метод № 4. Импульс высокой мощности
Это относительно простой электрический паяльник, но для сборки такой модели необходимо иметь знания в области электротехники и навыки чтения в электрических схемах. Схема, представленная ниже, послужила проектом для создания мощной импульсной модели.
Данная модель имеет то преимущество, что рабочий элемент паяльника нагревается непродолжительное время. Уже через 5 секунд после включения питания припой можно расплавить.
Как и в ранее предложенных вариантах, главное условие — возможность изготовления в домашних условиях, своими руками и из подручных материалов. В нашем случае основой будущего паяльника станет модернизированный импульсный блок питания для люминесцентной лампы. Кроме того, рассмотрим и другие комплектующие для нашего устройства:
— ферритовый фильтр, выполненный в виде кольца из импульсного преобразователя. На первичной обмотке должно быть 100, 120 витков медного провода, 0.Толщиной 5 мм снимите предыдущую вторичную обмотку и самостоятельно сделайте один виток медной шины диаметром не более 3,5 мм.
проволока диаметром 1,5. 2 мм из меди для рабочего элемента (жала).
Изготовление паяльника заключается в подключении жала ко вторичной обмотке и выводов балласта к сетевой обмотке трансформатора. Паяльник готов.
Будет полезной информацией, как сделать подставку для паяльника с терморегулятором.Посмотреть видео
Если нужно что-то быстро припаять, помимо электрического, можно использовать газовый паяльник, сделанный из обычной газовой зажигалки, отрезка медной проволоки и изоленты. Подробное описание процесса ниже в видео.
Подведем итог: если вы не доверяете производителям электрооборудования, наводнившим рынок дешевым некачественным инструментом, не стоит тратить на это деньги.
Что ты умеешь делать самому, или тебе просто интересно что-то сделать своими руками, а именно паяльником, потратив немного сил и времени, ты легко сможешь сделать дело «на себя».
Для ваших конкретных целей и потребностей, простой в использовании и использовании, который прослужит вам долгое время и может быть легко заменен новым самодельным качественным инструментом.
Самодельный паяльник, благодаря приведенным здесь советам и рекомендациям, прослужит вам долгое время и позволит вам гордиться собственным умением и мастерством.
Теперь вопрос «Как сделать паяльник в домашних условиях» вам больше не будет мешать!
BYTEKS »ЛАМИНАТЫ
Описание:
Наша компания производит подшипники и полуподшипники из пластикового термореактивного материала, который производится из хлопка, покрытого фенольной смолой, благодаря тому, что он обладает хорошими механическими и электрическими изоляционными свойствами.Изготовляем детали по предоставленному чертежу.
Описание:
Наша компания производит подшипники и полуопоры из полиэфирных труб скольжения. Этот материал обладает хорошими механическими и электроизоляционными свойствами, также он слабо истирается. Изготовляем детали по предоставленным чертежам.
Описание: Наша компания занимается дистрибуцией и продажей конструкционных материалов из пластиковых плит, труб и прутков различной толщины, размеров и диаметров.Эти материалы могут работать при постоянной температуре от 120 до 220 градусов Цельсия (в зависимости от типа материала), они характеризуются низкой водопоглощающей способностью и хорошими механическими и диэлектрическими свойствами. Ламинат может работать на воздушных, масляных, высоковольтных машинах в качестве подшипников. Мы также специализируемся на производстве этих элементов.
Описание: Материал, изготовленный из стеклоткани, покрытой эпоксидной смолой, характеризуется высокими диэлектрическими, механическими и электрическими свойствами, которые могут работать при различных температурах и времени в зависимости от своего класса.Этот материал использовался при строительстве самых разных конструкций, даже самых сложных, используемых в военной промышленности. Наша компания занимается продажей и обработкой материалов, таких как пластины, трубы и прутки разных размеров и диаметров.
Описание: Материал, изготовленный из стеклоткани, покрытой эпоксидной смолой, с высокой диэлектрической прочностью и более низкой водопоглощающей способностью, с выдержкой времени-температуры до 130 градусов Цельсия.
Описание: Материал, изготовленный из стеклоткани, покрытой эпоксидной смолой, с высокой диэлектрической прочностью и низкой водопоглощающей способностью, с непрерывной температурно-временной работой до 130 градусов Цельсия, имеющий класс воспламеняемости FV0.
Описание: Материал изготовлен из стеклоткани, покрытой эпоксидной смолой, с высокой диэлектрической прочностью и низкой водопоглощающей способностью, с непрерывной температурно-временной работой до 155 градусов Цельсия.
Описание: Материал, изготовленный из стеклоткани, покрытой эпоксидной смолой, с высокой диэлектрической прочностью и низкой водопоглощающей способностью, с непрерывной температурно-временной работой до 180 градусов Цельсия.
Описание: Материал, изготовленный из стеклоткани, покрытой эпоксидной смолой, с высокой диэлектрической прочностью и низкой водопоглощающей способностью, с непрерывной температурно-временной работой до 200 градусов Цельсия.
Описание: Материал, изготовленный из стеклоткани, покрытой эпоксидной смолой, с высокой диэлектрической прочностью и низкой водопоглощающей способностью, с непрерывной температурно-временной работой до 220 градусов Цельсия.
Описание: Материал изготовлен из стеклоткани, покрытой эпоксидной смолой, с высокой диэлектрической прочностью и низкой водопоглощающей способностью, с непрерывной температурно-временной работой до 155 градусов Цельсия.
Описание: Материал, произведенный из хлопчатобумажной ткани, покрытой фенольной смолой, характеризуется очень хорошими механическими и механическими свойствами, с непрерывной температурно-временной обработкой до 120 градусов Цельсия.
Описание: Материал, изготовленный из бумаги, покрытой фенольной смолой, характеризуется непрерывной температурно-временной работой до 120–120 градусов по Цельсию, находит применение в строительстве и электричестве при низком напряжении.
Описание: Материал, изготовленный из бумаги, покрытой фенольной смолой, характеризующийся непрерывной температурно-временной работой до 120–120 градусов Цельсия, находит применение в строительстве и электричестве при низком напряжении.
Описание: Материал, изготовленный из стеклоткани, покрытой эпоксидной смолой, с высокой диэлектрической прочностью и более низкой водопоглощающей способностью, с выдержкой времени-температуры до 130 градусов Цельсия.
Описание: Материал, изготовленный из стеклоткани, покрытой эпоксидной смолой, с высокой диэлектрической прочностью и низкой водопоглощающей способностью, с непрерывной температурно-временной работой до 130 градусов Цельсия, имеющий класс воспламеняемости FV0.
.