§ 3. Инструмент и приспособления для рубки металла / Глава II. Рубка металла / Слесарно-заготовительные операции / Санитарно-технические работы
Рубкой называется слесарная операция, при которой с помощью режущего инструмента с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части. При современных способах обработки материала или заготовок рубка металла — подсобная операция.
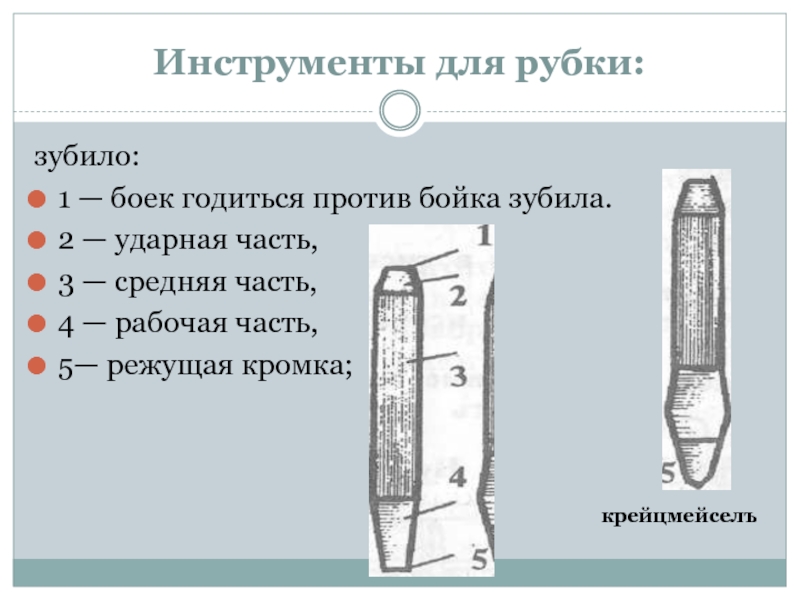
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
Рубка металла бывает
горизонтальная и вертикальная в зависимости от расположения зубила во время
операции. При горизонтальной рубке, производимой в тисках, заднюю грань зубила
устанавливают к плоскости губок тисков почти горизонтально, под углом не более
5°С. Вертикальную рубку выполняют на плите или наковальне. Зубило устанавливают
вертикально, а перерубаемый материал укладывают на плите горизонтально.
Рис. 3. Тиски параллельные:
1 — червячный винт, 2, 3 — подвижная и неподвижная губки, 4 — поворотный круг,
5 — винт поворотного круга, 6 — нижняя плита
Тиски бывают параллельные (рис. 3)—чугунные со стальными закаленными накладными губками 2, 3 и стуловые (рис. 4)—стальные. Материал перерубают преимущественно в стуловых тисках, так как они прочнее параллельных. На параллельных тисках разрешается перерубать только тонкую сталь.
Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках, а перерубку толстого металла или длинных 2 полос и прутков — на плите или наковальне.
Слесарные молотки, используемые при рубке, бывают с круглыми или квадратными бойками (рис. 5, а, б).
Рис. 4. Тиски стуловые:
1 — рычаг, 2,3— подвижная и неподвижная губки, 4 — втулка, 5—пружина, 6— лапа, 7 — распорная втулка
Молотки с круглыми бойками
применяют, когда требуется большая сила и меткость удара, а с квадратными— для
более легких работ.
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из древесины твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400—600 г равна 350 мм, массой 800 г —380—450 мм.
Рабочую часть зубила и крейцмейселя (рис. 5, е, г) закаливают на длину не менее 30 мм, а головку — слабее лезвия (на длину около 15—25 мм), чтобы при ударе молотком она не крошилась и не трескалась. Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
Рис. 5. Инструмент для рубки: а — Слесарный молоток с круглым бойком, б — слесарный молоток с квадратным бойком, в — слесарное зубило, г — крейцмейсель
Рис. 6. Заточка зубила на
заточном станке: а — Приемы держания зубила при заточке, б — шаблон
для проверки правильности угла заточки
6. Заточка зубила на
заточном станке: а — Приемы держания зубила при заточке, б — шаблон
для проверки правильности угла заточки
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют креицмеисели длиной 150—175 мм с лезвием шириной 5—10 мм. Головки зубила и креицмеиселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали —60°, для рубки латуни, меди и цинка —45°, для рубки очень мягких металлов (алюминия, свинца) — 35—45°.
Слесарный инструмент
затачивают на заточных станках с абразивными кругами. Во время заточки рабочая
часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При
отпуске твердость закалки теряется и инструмент становится негодным для
дальнейшей работы. Во избежание этого рабочую часть инструмента во время
заточки охлаждают водой. На рис. 6 показано, как надо держать зубило при
заточке и как проверять правильность заточки угла,
При
отпуске твердость закалки теряется и инструмент становится негодным для
дальнейшей работы. Во избежание этого рабочую часть инструмента во время
заточки охлаждают водой. На рис. 6 показано, как надо держать зубило при
заточке и как проверять правильность заточки угла,
6.2.1. Инструмент для рубки
Для рубки применяются зубило, крейцмейсель, канавочники.
Зубило (рис. 29, а) – режущий инструмент, изготовленный из инструментальной стали У7А, У8А, 7ХФ, 8ХФ в виде стержня овального сечения.
а б)
Рис. 29. Инструменты для рубки:
а – зубило; б — крейцмейсель
Зубило состоит
из трех частей: рабочей, средней и
ударной (бойка). Рабочую часть зубила,
заканчивающуюся клиновой частью, и
боек закаливают и отпускают. Зубила
изготовляют длиной 100-200 мм, ширину
режущей кромки соответственно выбирают
5-25 мм. Угол заострения зубила β в зависимости от обрабатываемого
материала затачивают на заточном
станке. Чем меньше угол заострения, тем
меньшую силу необходимо приложить для
резания. Для
обработки чугуна и бронзы зубило
затачивается под углом β = 70°, а для стали β = 60°. Боёк имеет вид усеченного
конуса с закруглением на конце. При
такой форме ударной части удар молотком
всегда будет приходиться в центре
закругленного конца.
Угол заострения зубила β в зависимости от обрабатываемого
материала затачивают на заточном
станке. Чем меньше угол заострения, тем
меньшую силу необходимо приложить для
резания. Для
обработки чугуна и бронзы зубило
затачивается под углом β = 70°, а для стали β = 60°. Боёк имеет вид усеченного
конуса с закруглением на конце. При
такой форме ударной части удар молотком
всегда будет приходиться в центре
закругленного конца.
Крейцмейсель (рис. 29, б) отличается от зубила более узкой режущей кромкой. Применяется для вырубания пазов, узких канавок и т.п. Углы заточки, твердость рабочей и ударной части крейцмесселя те же, что и у зубила.
Канавочник отличается от крейцмейселя только изогнутой формой режущей кромки и применяется для вырубания смазочных канавок во вкладышах и втулках подшипников и при других подобных работах.
Молоток при рубке может применяться с круглым
и квадратным бойком. Молотки с круглым
бойком обеспечивают большую силу и
меткость удара, чем молотки с квадратным
бойком. Масса молотка при рубке выбирается
исходя из длины режущей кромки. На один
миллиметр режущей кромки зубила должно
приходиться 40 г массы молотка, а для
крейцмейселя — 80 г. Средняя масса
применяемого при рубке молотка — 600 г.
Молотки с круглым
бойком обеспечивают большую силу и
меткость удара, чем молотки с квадратным
бойком. Масса молотка при рубке выбирается
исходя из длины режущей кромки. На один
миллиметр режущей кромки зубила должно
приходиться 40 г массы молотка, а для
крейцмейселя — 80 г. Средняя масса
применяемого при рубке молотка — 600 г.
В тисках производят рубку деталей небольших размеров. Крупные детали укладывают на верстак, деревянные козлы или пол.
Во время работы рабочий должен стоять вполоборота к тискам, выставив левую ногу вперёд, а правую слегка отодвинув назад. Ступни ног располагают примерно под углом 40° относительно друг друга (рис. 30).
Рис. 30. Положение рабочего
(основная стойка) при рубке
металла (положение корпуса и
ног работающего)
Заготовки с широкой
плоскостью укрепляют в тисках с
возвышением над уровнем тисков на 5-8
мм.
При рубке зубило удерживают в левой руке, а молоток в правой. Зубило охватывают пальцами левой руки за среднюю часть на расстоянии 20-25 мм от бойка и устанавливают под углом 30-35° относительно обрабатываемой поверхности, т.е. наполовину угла заточки (рис. 31). Изменение указанного угла в сторону увеличения приводит к сильному врезанию зубила в металл, а при уменьшении зубило стремится выйти из металла. И в том и другом случае толщина снимаемого слоя металла будет неодинаковой, а поверхность неровной.
Рис. 31. Рубка металла в тисках
В зависимости от
величины срезаемой стружки сила удара
молотком должна быть разной. Это зависит
от массы молотка и характера удара. При
снятии
малых слоев металла, когда требуется
небольшая сила удара, применяется
«кистевой удар», при этом в работе
участвует только кисть правой руки
(рис.
а) б) в)
Рис. 32. Виды ударов молотком:
а – «кистевой»; б – «локтевой»; в – «плечевой»
Во время рубки необходимо смотреть на режущую часть зубила и разметочную риску на заготовке, а не на головку зубила. Это даст возможность контролировать положение инструмента во время рубки и следить за величиной снимаемого слоя металла.
Чтобы рабочий не уставал, удары молотком должны наноситься равномерно, в темпе 30-60 ударов в минуту.
Для удобства
врезания зубила в начале заготовки
нужно срубить небольшую фаску под углом
45° так, чтобы начало фаски располагалось
у разметочной риски.
Широкие поверхности рубят в два приема. Сначала на поверхности на расстоянии длины лезвия зубила прорубают прямые канавки крейцмейселем (рис. 33), а затем оставшиеся выступы срубают зубилом.
Рис. 33. Приёмы рубки широких плоскостей
Хрупкие металлы следует рубить от края к середине, не доходя до противоположной кромки 15-20 мм. Оставшуюся часть металла срубают с противоположной стороны или надрубают с этой же стороны «выходную» фаску. В конце рубки, как правило, удар молотком должен быть слабее. Эти мероприятия предохраняют металл от скола и выкрашивания по краям детали.
При рубке листового и полосового материалов по уровню тисков зубило устанавливают под углом 30-35° относительно обрабатываемой поверхности и под углом 45° относительно оси тисков (рис. 34).
Рис. 34. Рубка по уровню тисков
Cutting Tools Inc.

Абразивы с покрытием
Шлифовальные круги
Вращающиеся щетки
Отрезные круги
Лепестковые колеса
Герметики и герметики
Составы для твердых поверхностей
Оборудование для дозирования клея
Клеи и цементы
Ленты
Магниты/размагничиватели
Тиски
Зажимы
Позиционирование
Токарные патроны, центры
Заготовки для режущих инструментов
Запасные части для режущего инструмента
Удаление заусенцев
Протяжка
Хранение инструментов
Ключи
Ручные пилы
Маркировочные инструменты
Скребки и мастерки
Дверная фурнитура
Крючки
Фурнитура для ворот и ограждений
Оборудование для машин и оборудования
Средства индивидуальной защиты
Матирование
Одноразовая одежда
Первая помощь и медицинское оборудование
Обнаружение газа
Сверление
Рассверливание
Скучно
C’Bore/C’Sinks
Фрезы для отверстий
Метлы, щетки и совки
Чистящие и моющие средства
Чистящие машины и пылесосы
Швабры, тряпки и чистящие салфетки
Тележки для уборки и держатели для принадлежностей
Системы охлаждения и принадлежности
Смазочное оборудование
Смазочные материалы, охлаждающие жидкости и промышленные химикаты
Смазочные насосы
Смазочное оборудование
Воздушные компрессоры и вакуумные насосы
Дробеструйные шкафы и вибрационное оборудование
Трубопроводы и трубы
Цифровое считывающее оборудование и аксессуары
Фильтрация и очистка воздуха
Шкафы
Цепи, тросы и тросы
Системы хранения и рабочие станции с ЧПУ
Контейнеры
Лестницы и леса
Твердый
Индексируемый
Наборы для фрезерования
Краски и морилки
Герметики, финишные покрытия и покрытия
Аэрозольные краски и грунтовки
Кисти, валики и аппликаторы
Распылители краски и аксессуары
Воздушные шланги и пневматические трубки
Шланговые катушки
Воздушные клапаны
Пневматические фильтры
Пневматические регуляторы, лубрикаторы и подготовка воздуха
Инструменты и оборудование для сноса
Инструменты для отделки и полировки
Термопистолеты, герметики и воздушные пистолеты
Электродрели
Инструменты для силового крепления
Кольцевые пилы
Ленточные пилы
Циркулярные пилы
Сабельные пилы
Папки и планшеты
Упаковочные и транспортировочные материалы
Офисная бумага и блокноты
Доски и мольберты
Аксессуары для канцелярских товаров
Оборудование для тестирования и измерения расхода жидкости
Оборудование для тестирования и измерения качества жидкости
Оборудование для измерения влажности
Автомобильное испытательное оборудование
Оборудование для измерения глубины
Метчики
Матрицы
Резьбовые фрезы
Держатели инструментов
Цанги
Принадлежности держателя инструмента
Наружная токарная обработка
Внутреннее точение
Канавка/точение и отрезка
Точение резьбы
Оборудование для дуговой сварки
Газосварочное оборудование
Сварочное оборудование MIG
Плазменные резаки
Инструменты и оборудование для пайки
Размер мирового рынка металлорежущих инструментов оценивается в 105,46 долларов США
Согласно отчету, опубликованному Fortune Business Insights, прогнозируется, что объем мирового рынка металлорежущих инструментов достигнет 105,46 миллиардов долларов США к 2029 году при среднегодовом темпе роста 4,8% в течение прогнозируемого периода.
 , 2022-2029
, 2022-2029| Источник: Бизнес-аналитика Fortune Бизнес-аналитика Fortune
Пуна, Индия, 14 февраля 2023 г. (GLOBE NEWSWIRE). По оценкам, к 2029 г. мировой рынок металлорежущих инструментов вырастет на 105,46 млрд долларов США, демонстрируя среднегодовой темп роста в 4,8% в течение прогнозируемого периода. Размер рынка оценивался в 73,29 млрд долларов США в 2021 году и 105,46 млрд долларов США в 2029 году. Эта информация представлена Fortune Business Insights в отчете «Рынок металлорежущих инструментов, 2022-2029 гг.».
Ключевое развитие отрасли:
Март 2022 г.: Sandvik Coromant объявила о выпуске сверла CoroDrill 860-PM, которое обеспечивает превосходную производительность при сверлении, а также обеспечивает повышенную прочность инструментов, увеличивая срок службы инструменты.
Запросить образец отчета об исследовании: https://www.fortunebusinessinsights.com/enquiry/request-sample-pdf/metal-cutting-tools-market-101751
Report Highlights:
| Report Coverage | Details |
| Forecast Period | 2022-2029 |
| Forecast CAGR | 4.8% |
| 2029 Value Projection | 105,46 млрд долларов США |
| Базовый год | 2021 |
| Объем рынка металлорежущих инструментов в 2021 году | 73,29 млрд долларов США |
| Historical Data | 2018-2020 |
| No. of Pages | 120 |
| Segments Covered | By Product, By Application, By Region |
| Metal Cutting Tools Market Growth Drivers | Высокий спрос на токарные станки с ЧПУ способствует росту рынка металлорежущих инструментов |
| Азиатско-Тихоокеанский регион сохранит свое доминирующее положение благодаря растущему спросу со стороны различных отраслей | |
| Инновационное объявление о выпуске продукции с помощью ключевых игроков, чтобы поддержать рост рынка | |
| Внедрение отрасли 4,0 до эскалатной прогрессии на рынке |
COVID-19 Влияние: COVID-19. Из-за COVID-19
Из-за COVID-19
Влияние вспышки коронавируса на рынок было сравнительно меньшим в восточных странах, таких как Китай, Южная Корея и Япония, в то время как западная часть земного шара испытала резкие последствия. Тем временем основное влияние в основном связано с нарушением производственной деятельности во всем мире. Массовость этих волнений возрастает по мере увеличения числа случаев на международном уровне.
Просмотрите сводку этого исследовательского отчета: https://www.fortunebusinessinsights.com/industry-reports/metal-cutting-tools-market-101751
Драйверы и ограничители: 31 7 Внедрение Индустрии 4.0 для ускорения продвижения на рынке
Спрос на автоматизацию на заводах растет благодаря использованию интеллектуальных производственных технологий для производственных процессов и расширения ассортимента продукции. Это связано с такими преимуществами, как повышенная эффективность, превосходство продукта и простота решения проблемы нехватки рабочей силы. В производственных и машинных функциях будет наблюдаться изменение парадигмы от традиционных процессов к интеллектуальным, связанным, а также оптимизированным машинным системам. Благодаря решениям «Индустрии 4.0» производители могут получить прибыль за счет экономии средств, рационального использования энергии, усовершенствованной и автоматической виртуальной метрологии, а также усовершенствованных человеко-машинных интерфейсов.
Это связано с такими преимуществами, как повышенная эффективность, превосходство продукта и простота решения проблемы нехватки рабочей силы. В производственных и машинных функциях будет наблюдаться изменение парадигмы от традиционных процессов к интеллектуальным, связанным, а также оптимизированным машинным системам. Благодаря решениям «Индустрии 4.0» производители могут получить прибыль за счет экономии средств, рационального использования энергии, усовершенствованной и автоматической виртуальной метрологии, а также усовершенствованных человеко-машинных интерфейсов.
Покрытие отчета:
Отчет о металлорежущих инструментах представляет собой целостное исследование рынка наряду с текущими тенденциями и будущими ожиданиями для получения непосредственной прибыли от инвестиций. В отчете также упоминается углубленный анализ любых предстоящих возможностей, угроз, конкуренции или движущих факторов. Пошагово предлагается тщательный региональный анализ. Воздействие COVID-19 было добавлено в отчет, чтобы помочь инвесторам и владельцам бизнеса лучше понять угрозы. В отчете определены ведущие игроки на рынке, и их стратегии по поддержке роста рынка представлены.
Воздействие COVID-19 было добавлено в отчет, чтобы помочь инвесторам и владельцам бизнеса лучше понять угрозы. В отчете определены ведущие игроки на рынке, и их стратегии по поддержке роста рынка представлены.
Список основных игроков, упомянутых в отчете:
- Yamazaki Mazak Corporation (Япония)
- Doosan Machine Tools Co., Ltd. (США)
- Am3 Tools 900ada Machine 900ada 900ada , Ltd (Япония)
- JTEKT Corporation (Япония)
- Okuma Corporation (Япония)
- Hyundai WIA (Южная Корея)
- FANUC America Corporation (Япония)
- Komatsu Ltd. (Япония)
- Makino
Quick Buy – Metal Cutting Tools Market Research Report: https://www.fortunebusinessinsights.com/checkout-page/101751
Segments:
Great Demand for CNC Lathe Machines для содействия росту рынка металлорежущих инструментов
В зависимости от продукта мировой рынок делится на обрабатывающие центры, токарные станки, расточные станки, шлифовальные станки, фрезерные станки и другие.
Прогнозируется, что сегмент токарных станков будет быстро развивающимся продуктом из-за спроса на металлорежущие инструменты.
Автомобильная промышленность для сохранения доминирующего положения на рынке во всем сегменте
В зависимости от области применения рынок подразделяется на автомобильную промышленность, общее машиностроение, точное машиностроение, транспортное оборудование и другие.
В последнее время автомобильный сегмент находится в авангарде приложений с точки зрения получения рыночных доходов.
В зависимости от региона объем исследования подразделяется на Северную Америку, Европу, Азиатско-Тихоокеанский регион, Ближний Восток и Африку и Латинскую Америку, которая далее делится на страны.
Региональные данные:
Азиатско-Тихоокеанский регион занимает основную долю рынка металлорежущих инструментов и, по прогнозам, сохранит свое доминирующее положение в течение прогнозируемого периода. Это связано с растущим спросом со стороны таких отраслей, как автомобилестроение, строительство, производство продуктов питания и напитков.
Это связано с растущим спросом со стороны таких отраслей, как автомобилестроение, строительство, производство продуктов питания и напитков.
В Европе и Северной Америке ожидается финансовый рост в течение прогнозируемого периода вследствие увеличения спроса на готовые металлические изделия.
902:40 Ожидается, что Ближний Восток и Африка будут развиваться за счет растущих инвестиций в ненефтяной бизнес. Прогнозируется, что рынок в Латинской Америке будет расти из-за растущего спроса со стороны автомобильного сектора.Конкурентная среда:
Объявление ключевых игроков о выпуске инновационного продукта для поддержки роста рынка
Известные производители металлорежущих инструментов используют несколько стратегий для укрепления своих позиций на рынке в качестве ведущих компаний. Одной из таких ключевых стратегий является приобретение компаний для повышения ценности бренда среди пользователей. Еще одна важная стратегия — периодический запуск инновационных продуктов с детальным изучением рынка и его целевой аудитории.
Еще одна важная стратегия — периодический запуск инновационных продуктов с детальным изучением рынка и его целевой аудитории.
Есть вопросы? Спросите наших экспертов: https://www.fortunebusinessinsights.com/enquiry/speak-to-analyst/metal-cutting-tools-market-101751
Основное содержание:
- Введение
03 Определение , По сегментам
- Методология исследования/подход
- Источники данных
- Макро- и микроэкономические показатели
- Движущие силы, ограничения, возможности и тенденции0004
- Влияние COVID-19
- Краткосрочное воздействие
- Долгосрочное воздействие
- Бизнес-стратегии, принятые ключевыми игроками
- Консолированный Swot Analysis of Key Players
- .
 Анализ Five Force
Анализ Five Force - Анализ цепочки поставок
- Анализ доли мирового рынка и матрица, 2019 г.
- Обзор
- Управление ключом
- Штаб -квартира и т. Д.
- Предложения/бизнес -сегменты
- Детали
- (ключи. доступности данных в открытом доступе и/или в платных базах данных)
- Количество сотрудников
- Основные финансовые показатели
- Прошлые и текущие доходы
- Валовая прибыль
- Географическая акция
- Бизнес-сегмент Акция
- Последние разработки
- Рыночные инструменты для сокращения металлов и прогнозирующие 2027
- По продукту (стоимость)
- Металлорежущие инструменты для розничной торговли
- Металлорежущие инструменты для финансовых операций
- Металлорежущие инструменты QSR
- Билеты и выставление счетов Металлорежущие инструменты
- Информация Металлорежущие инструменты
- Металлорежущие инструменты самообслуживания
- Прочее (фоторежущие инструменты и т.
 д.)
д.)
- По применению (стоимость)
- Розничная торговля
- B 40004 SI
- Развлечения и игры
- Аэропорты и отели
- ИТ/телекоммуникации
- Прочее (предметы роскоши и т. д.)
- По регионам (значение)
- Северная Америка
- Южная Америка
- Европа
- Ближний Восток и Африка
- Asia Pacific
- По продукту (стоимость)
Продолжение …
. Объем рынка камнедробильного оборудования , Доля отрасли и прогноз на 2030 год Объем рынка аренды башенных кранов , Доля отрасли, прогноз на 2030 год Объем рынка мельничных футеровок , Доля отрасли | Прогноз на 2030 год Размер рынка режущих инструментов из быстрорежущей стали , Отрасль Доля | Прогноз, 2030 г. Размер рынка оборудования для лазерной наплавки , доля отрасли, прогноз на 2030 г.