
Сборка болтовых и резьбовых соединений. Инструмент для сборки резьбовых соединений.
При сборке резьбовых соединений необходимо соблюдать следующие требования:
— соприкасающиеся поверхности собираемых деталей, а также торцы гаек, болтов должны иметь плотное прилегание;
— завертывание гаек и болтов при креплении крышек, фланцев, плит нужно выполнять в определенной последовательности, чтобы исключить деформации деталей и нарушение герметичности стыков;
— ответственные резьбовые соединения следует затягивать с определенным крутящим моментом.
Затяжка резьбовых соединений может быть осуществлена различными способами, выбор которых зависит от требуемой точности заданного усилия затяжки, размеров и конструктивных особенностей соединяемых деталей. При затяжке резьбовых соединений применяют градуированные ключи, рассчитанные на автоматическое отключение привода при достижении заданного усилия. Сейчас в промышленности используют пневматические, гидравлические, пневмогидравлические гайковерты, позволяющие заворачивать с требуемым усилием гайки. Болты, шпильки с диаметром резьбы до 64 мм. При ручной затяжке резьбы используют динамометрические ключи с встроенными указателями усилия затяжки.
Усилие затяжки в значительной степени зависит от трения в стыке, которое, в свою очередь, зависит от качества сопрягаемых поверхностей, их шероховатости, смазывания и др. Поэтому указанные выше способы не гарантируют точного усилия затяжки резьбового соединения. Затяжка поворотом гайки на определенный, заранее рассчитанный угол, после соприкосновения ее с сопрягаемой поверхностью дает более точные результаты. Однако наиболее точную градуированную затяжку резьбового соединения можно получить путем контроля удлинения болта или шпильки под действием прилагаемой нагрузки, так как их удлинение прямо пропорционально усилию затяжки. Удлинение болта можно замерять микрометром (рис.1.5.72, а).
С увеличением размера резьбовых деталей возможно применение конструкции, показанной на рис.1.5.72, б. Гайка 4 при ее затяжке упирается в торец детали 5 и удлиняет ножку болта 2. Измерительный стержень индикатора 3 касается контрольного стержня 1, длина которого остается неизменной. Разность показаний индикатора до и после затяжки соединения характеризует достигнутое усилие. При сборке крупных резьбовых соединений прибегают к предварительному удлинению стержня болта или шпильки с помощью гидравлических устройств или нагрева электрическими нагревателями. После затяжки гайки болт, охлаждаясь, укорачивается, при этом возрастает до расчетного значения усилие затяжки.
Особенно сложной операцией является затяжка крупногабаритных гаек машин. Такие гайки имеют значительные размеры и массу до 500 кг. На рис. 1.5.72 показаны приспособления для затяжки гаек при сборке гидравлического пресса. Приспособление (правая часть рисунка) состоит из шариковой опоры 2 и основания 5 с регулировочными винтами 1. Гайку 3 устанавливают на опору и выверяют ее соосность с резьбой колонны с помощью винтов 4. Затем с помощью винтов 1 поднимают основание с гайкой до захода последней в первую нитку резьбы, поворачивая шариковую опору, навертывают гайку на колонну. В другом приспособлении (левая часть рисунка) роль шариковой регулируемой опоры выполняют клинья 6.
Для облегчения и ускорения процесса сборки резьбовых соединений особенно крупногабаритные гайки делают разрезными. В этом случае последовательность сборки такова (рис.1.5.73): с помощью крана устанавливают обе половины гайки 1 на прокладку 3, предварительно стягивают половины гайки болтами 2; затем удаляют прокладку и заворачивают гайку до упора в торец А детали 4 и окончательно скрепляют половины гайки болтами. Затяжку резьбового соединения осуществляют гайкой 5 при приложении растягивающей нагрузки к колонне 6. Для образования зазора между гайкой 5 и торцом Б нагрузка должна быть на 15 – 20% больше расчетной эксплуатационной. После создания этой нагрузки гайку 5 заворачивают до соприкосновения с торцом Б.
Рис.1.5.73 Приспособления для Рис. 1.5.74 Схема затяжки резьбового
затяжки гаек соединения с разрезными
гайками
В ремонтных цехах промышленных предприятий производят разборку и сборка резьбовых соединений. Обычно эти операции выполняются одними и теми же инструментами. Исключение составляют динамометрические ключи, которые применяются только при сборке.
Самыми распространенными инструментами, применяемыми при разборке и сборке резьбовых соединений, являются гаечные ключи с открытым зевом, которые предназначены для закручивания и откручивания шестигранных и четырехгранных гаек, болтов и винтов с соответствующими головками. При выполнении этих операций можно применять также накидные гаечные ключи, которые более удобны и долговечны, имеют закрытый зев. Очень удобны в применении ключи гаечные комбинированные (с открытым и кольцевым зевами). Если доступ к гайке или головке болта или винта затруднен, то лучше всего применять торцевые ключи, которые выпускаются со сменными головками. Торцовые ключи изготавливаются нескольких видов: торцовые стержневые прямые односторонние и двусторонние, торцовые стержневые изогнутые односторонние. Очень распространены винты с цилиндрической головкой и шестигранным углублением под ключ, для развинчивания и завинчивания этих винтов лучше всего применять шестигранные ключи в виде изогнутого шестигранного прутка, а для круглых гаек – ключи со специальным выступом, который входит в отверстие гайки. Резьбовые соединения, имеющие плоские грани под ключ, развинчиваются разводными ключами.
Выпускаются также ключи, имеющие радиальные пазы или торцовые отверстия, которые применяются для отвинчивания круглых гаек. Эти ключи выпускаются двух видов: для круглых шлицевых гаек и ключ шарнирный для круглых шлицевых гаек.
Работы с резьбовыми соединениями в труднодоступных местах производится трещоточными и шарнирными ключами. Если при затяжке соединения необходимо приложить определенное усилие, то лучше всего применять динамометрические или предельные ключи.

Рис. 1.5.75. Ручной инструмент для сборки резьбовых соединений.
Ключи: а — односторонний; б — двухсторонний; в — накладной; г — разводной;
д — накидной открытый для круглых гаек; е — накидной закрытый для круглых гаек; ж — торцовый; з — торцовый шарнирный.
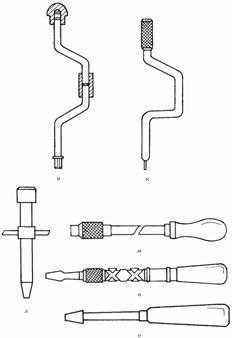
Рис. 1.5.76. Ручной инструмент для сборки резьбовых соединений.
Ключи: и – коловоротный. Отвертки: к – коловоротная;
л – воротковая; м – с направляющей втулкой; н – реверсивная; о – обычная.
cyberpedia.su
Инструмент для выполнения резьбовых соединений
Строительные машины и оборудование, справочник
Категория:
Инструмент для электромонтажных работ
Инструмент для выполнения резьбовых соединений
Ключ-отвертка. Монтажно-сборочные работы являются заключительным этапом в производственном процессе. Они выполняются различными методами и средствами в зависимости от масштаба производства. Индивидуальная сборка аппаратуры выполняется по принципу концентрации операции с минимальным количеством технологической оснастки, с применением механизированного и ручного инструмента. Основным ручным инструментом являются ключи и отвертки различных конструкций.
Новатор Я. И. Пархомчук разработал оригинальную конструкцию ключа-отвертки, которая обеспечивает отвинчивание, завинчивание и затяжку винтов и гаек МЗ, М4, М5 при монтаже электрооборудования.
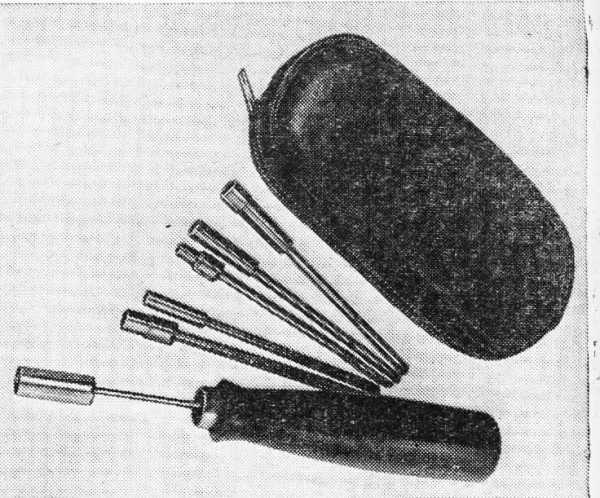
Рис. 1. Ключ-отвертка.
Это инструмент с шестикратным ускорителем и механизмом, автоматически меняющим крутящие моменты на шпинделе при смене насадок. Он состоит из приводной и тормозной частей, кулачков, шпинделя, втулки, насадки и футляра.
В верхней, приводной части установлен одноступенчатый планетарный редуктор с реверсивным храповым механизмом; в нижней, тормозной части — шпиндель с подпружиненной зубчатой муфтой, зажимными кулачками и сменными насадками (ключи или отвертки).
Для установки сменной насадки необходимо одной рукой вставить ее в шпиндель так, чтобы конус насадки вошел в щель зажимных кулачков, а другой рукой, надавливая на подпружиненную втулку, дослать сменную насадку до упора. Затем, отпустив втулку, нажать на сменную насадку. При этом втулка зафиксирует положение насадки в шпинделе. Чтобы снять сменную насадку, необходимо одной рукой нажать на втулку, а второй повернуть сменную насадку на 90° относительно ее оси.
Это взаимодействие происходит до момента затяжки резьбового соединения, т.е. до соприкосновения головки винта или гайки с опорной поверхностью. Как только момент затяжки возрастет, редуктор перестает участвовать в работе, и вращение передается непосредственно сменной насадке со скоростью приводной части ручки инструмента. При этом тормозная часть ручки вращается совместно с приводной частью.
При достижении предельного крутящего момента, соответствующего размеру завинчиваемого крепежа, происходит срабатывание зубчатой муфты, подвижная часть которой, преодолевая усилие пружины, проскальзывает. При этом слышится характерный звук, означающий окончание процесса затяжки. Изменение крутящих моментов осуществляется автоматически за счет сменных насадок с различными хвостовиками.
Изменение направления вращения шпинделя отвертки производится изменением вращения приводной части ручки инструмента.
Отвертка с изолированным стержнем (рис. 2). Новатором Б. А. Скворцовым разработана отвертка с изолированным стержнем и диэлектрической ручкой, предназначенная для отвинчивания и завинчивания винтов электрических устройств, находящихся под напряжением до 1000 В.
Диэлектрические покрытия отвертки должны выдерживать в течение одной минуты напряжение 6000 В переменного тока частотой 50 Гц без пробоя и перекрытий. В процессе эксплуатации отвертка подвергается проверке на прочность изоляции регулярно через каждые два месяца. Если диэлектрические покрытия отвертки не отвечают требованиям техники безопасности, то диэлектрический чехол должен быть снят, а сама отвертка может быть передана в дальнейшую эксплуатацию как обычный инструмент.
Рис. 2. Отвертка с изолированным стержнем.
Длина отвертки 125-400 мм, диаметр рукоятки 18- 26 мм, масса 0,040-0,182 кг.
Новатором С. А. Сабко предложена и внедрена в производство оригинальная электромеханическая отвертка (рис. 3) для завертывания и отвертывания винтов диаметром до 4 мм. Она рассчитана на работу в горизонтальном и вертикальном положениях.
Включение и реверсирование электродвигателя осуществляется парой длинных клавишей, проходящих почти вдоль всего корпуса, поэтому работать отверткой удобно в любом положении.
Легко сменяемое лезвие отвертки крепится в шпинделе при помощи накидной гайки. Конец шпинделя имеет форму конуса Морзе № 1а, что позволяет закреплять на нем сверлильный патрон, значительно расширяющий производственные возможности данного инструмента. Благодаря патрону с помощью отвертки можно производить развертывание отверстий под штифты, прогонку резьб и другие слесарно-монтажные работы.
Включают и реверсируют отвертку с помощью трех микровыключателей. Отвертка вращается от электродвигателя МН-250 при напряжении 27 В. Частота вращения шпинделя 250 об/мин.
Габаритные размеры: 40X190 мм; масса 0,4 кг.
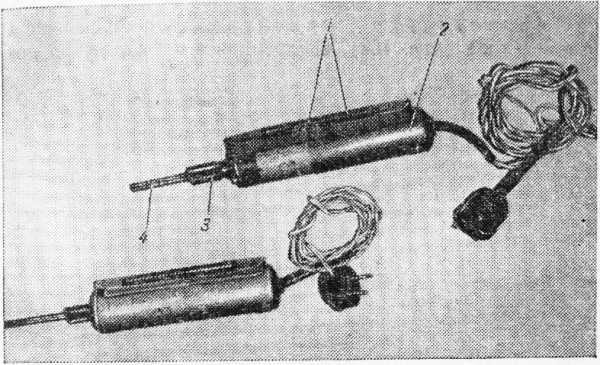
Рис. 3. Электромеханическая отвертка
Новатор М. П. Смыслов разработал и внедрил в производство малогабаритную электроотвертку для завертывания и отвертывания винтов диаметром до 5 мм. Она рассчитана на работу в вертикальном положении. Включение и выключение электродвигателя у отвертки осуществляется переключателем, направление вращения вала редуктора — правое и левое.
Электроотвертка проста в изготовлении и удобна В эксплуатации.
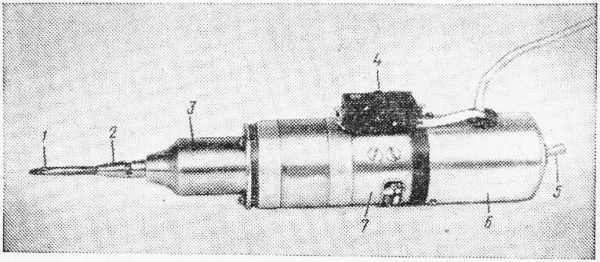
Рис. 4. Малогабаритная электроотвертка.
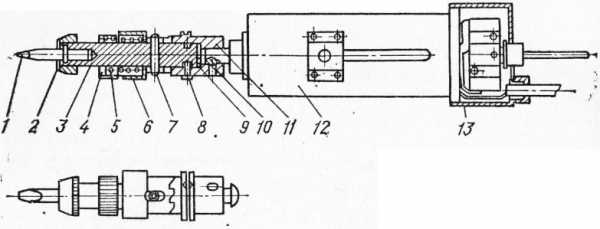
Рис. 5. Тарированная электромеханическая отвертка.
Отвертка вращается от электродвигателя. На выходной конец вала электродвигателя при помощи винта насажена втулка, изготовленная из углеродистой инструментальной стали марки УВА и закаленная до HRC 48-52. На торце втулки нарезаны кулачки.
В отверстии втулки установлен шпиндель, имеющий кольцевую выточку, в которую входят три штифта 8, соединяющие шпиндель с втулкой. Осевое усилие шпинделя воспринимается упорным подшипником, состоящим из сепаратора и шести шариков диаметром 1,5 мм.
На шпиндель насажена кулачковая муфта, имеющая два продольных паза, в которые входит запрессованный в шпиндель штифт для передачи крутящего момента от электродвигателя к шпинделю. В выточку кулачковой муфты заведена пружина, которая поджимается до необходимого усилия резьбовой втулкой. На торце шпинделя имеются отверстия и торцовый паз для установки наконечника отвертки, который крепится гайкой.
Включают отвертку с помощью двух микровыключлютелей, смонтированных на торце электродвигателя, к сети напряжением 27В. Ее подвешивают на рабочем месте при помощи скобы.
Смена рабочих инструментов осуществляется легко и быстро. Заменив лезвия торцовым гаечным ключом, электромеханическую отвертку можно использовать как гайковерт.
Отвертка проста по устройству, безопасна в работе.
Габаритные размеры: 300×60 мм; масса 0,31 кг.
При выполнении сборочных работ приходится затягивать резьбовые соединения с различными диаметрами резьб. Существующие гайковерты не позволяют одним и тем же гайковертом затягивать резьбовые соединения с различными диаметрами резьб без соответствующей регулировки, которая в условиях цеховой сборки затруднена и требует дополнительного рабочего времени.
Новатор Я. И. Пархомчук разработал ручной переносной электрогайковерт для завинчивания винтов, гаек и болтов диаметром резьбы от 3 до 5 мм. По своему назначению гайковерты должны обеспечивать соответствующий оптимальный крутящий момент, необходимый для затяжки крепежных деталей. Чрезмерная затяжка приводит к разрушению резьбовых соединения и вызывает выход из строя узла или целой машины. Слабая затяжка также недопустима.
Гайковерт данной конструкции позволяет Производить затяжку резьбовых соединений с различными диаметрами резьб. Крутящий момент на шпинделе гайковерта изменяется соответственно диаметру резьбы автоматически при смене ключа или отвертки независимо от исполнителя. Применение автоматического устройства в гайковерте исключает возможность некачественной сборки при затяжке крепежных изделий.
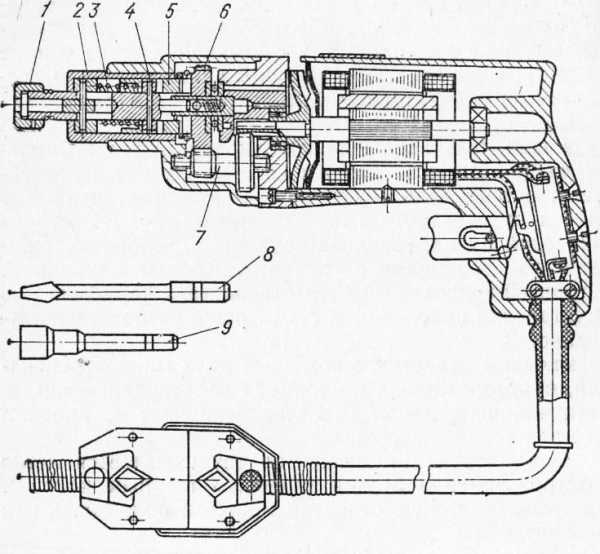
Рис. 6. Электрогайковерт.
Электрогайковерт состоит из корпуса, электродвигателя типа АП-21, редуктора с кулачковым механизмом и набора сменного инструмента. Питание электродвигатель получает от преобразователя частоты или от специальной сети частотой 200 Гц и напряжением 36В.
На переднем конце ротора нарезана косозубая шестерня, которая входит в зацепление с блоком шестерен. Последний входит в зацепление с шестерней ведущей полумуфты 6.
Кулачковый механизм предназначен для преобразования непрерывного крутящего момента в ударно-импульсный и состоит из ведущей полумуфты с двумя внутренними кулачками и ведомой полумуфты с наружными профильными кулачками. Ведомая полумуфта свободно насажена на шпиндель с помощью штифта для передачи крутящего момента.
На поверхности ведомой полумуфты расположены два продольных паза, обеспечивающие ее возвратно-поступательное движение. Шпиндель вращается вместе с ведомой полу муфтой и ползуном в подшипнике скольжения, роль которого выполняет втулка, запрессованная в корпусе шпинделя. Между ползуном и ведомой полумуфтой расположена тарированная пружина, которая настраивается на определенный крутящий момент хвостовиком сменного инструмента соответствующей длины.
Как только крутящий момент на шпинделе превысит определенную величину, между обеими полумуфтами возникают продольные усилия, которые преодолевают сопротивление пружины и автоматически выводят ведомую полумуфту из зацепления. Ведомая полумуфта, поджимаемая пружиной, возвращается в исходное положение и наносит удары по кулачкам ведущей полумуфты. Такое устройство кулачкового механизма позволяет создавать дополнительный крутящий момент на шпинделе и предохраняет электродвигатель от перегрузок. Крепление рабочего инструмента в шпинделе обеспечивается специальной гайкой.
Электропневмогайковерт. Новаторы В. И. Трусников, В. В. Чалов и А. В. Альбинский разработали унифицированный гайковерт для завертывания и отвертывания винтов, болтов и гаек (МЗ-М8).
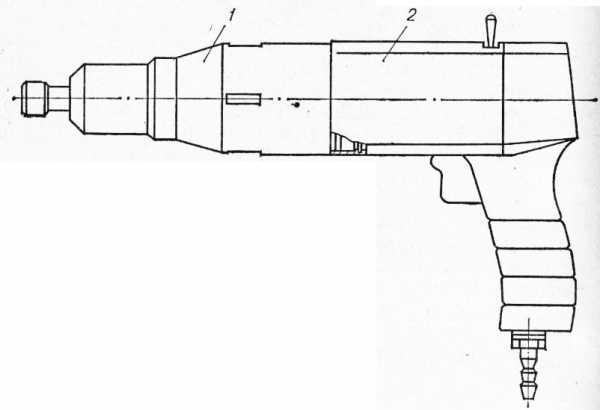
Рис. 7. Электропневмогайковерт
Гайковерт состоит из головки и электро или пневмопривода. Головка гайковерта собрана из корпуса, двухступенчатого планетарного редуктора с выходными валами-быстроходного и тихоходного, автоматического переключателя и ударно-импульсного механизма. Переключатель состоит из обоймы, поводка, обгонной муфты, роликов и круглых шпонок. Ударно-импульсный механизм состоит из кулачковой муфты, тарированных пружин, шпинделя с поворотной крышкой, пружины, упора и сменного рабочего инструмента (набор специальных торцовых ключей и отверток).
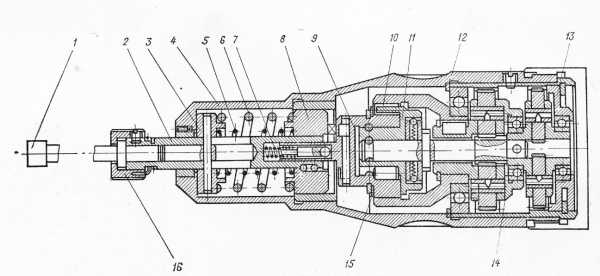
Рис. 8. Головка гайковерта
Электропривод состоит из электродвигателя и рукоятки. Сверху на рукоятке расположен переключатель для пуска и реверса. Пневмопривод имеет п невм оде и — гатель с рукояткой реверсирования.
Кулачковый механизм предназначен для преобразования вращательного движения шпинделя в ударно-импульсное. Шпиндель вращается вместе с кулачковой полумуфтой и ползуном в подшипнике скольжения, роль которого выполняет корпус.
Между ползуном и кулачковой полумуфтой расположены две тарированные пружины, которые настраиваются на определенный крутящий момент хвостовиком сменного инструмента соответствующей длины.
Как только величина крутящего момента на шпинделе превысит заданную, между кулачковой полумуфтой и штифтом возникнут продольные усилия, которые преодолевают сопротивление тарированных пружин и автоматически выводят кулачковую полумуфту из зацепления со штифтом.
Кулачковая полумуфта, поджимаемая пружиной, возвращается в исходное положение и наносит удары по штифту. Такое устройство кулачкового механизма позволяет создавать дополнительный крутящий момент на шпинделе и предохраняет электродвигатель от перегрузок. В нерабочем положении кулачковая полумуфга и штифт между собой не связаны. При нажиме на рукоятку гайковерта кулачковая полумуфта входит в зацепление со штифтом, и шпиндель начинает вращаться. Крепление рабочего инструмента в шпинделе обеспечивается специальной гайкой.
Применение гайковерта значительно повышает качество болтовых соединений различных устройств.
Торцовый ключ. При производстве электро-монтажных работ часто приходится собирать резьбовые соединения в труднодоступных местах.
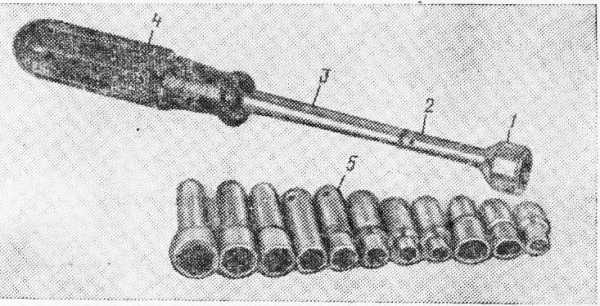
Рис. 9. Торцовый ключ со сменными головками.
Новатор Б. А. Скворцов разработал торцовый ключ со сменными головками, который предназначен для отвертывания и завертывания нормализованных шестигранных и сегментных гаек.
Конструкция ключа состоит из рукоятки, металлического стержня, сменной головни с шариковым замком винта для крепления сменных головок. В комплект ключа входят дополнительно сменных головок.
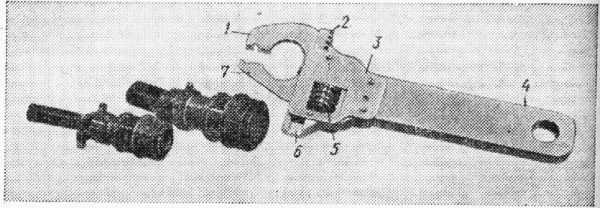
Рис. 10. Ключ для штепсельных разъемов.
На верхней неподвижной губке выполнены направляющая грань и две дугообразные выемки, плоские стороны которых образуют контактные поверхности с накидной гайкой штепсельных разъемов.
Нижняя подвижная губка ключа имеет рабочую плоскую грань и дополнительную грань, между которыми располагается дугообразная выемка. Рабочая грань нижней губки параллельна направляющей грани верхней губки.
При отвинчивании и завинчивании накидных гаек штепсельных разъемов данный ключ заменяет набор ключей. Ключ предварительно настраивается на определенный размер при помощи передвижной зубчатой рейки и специальной гайки.
Ключ прост по своей конструкции и удобен в эксплуатации.
Габаритные размеры: 200X65X20 мм; масса 0,3 кг.
Универсальный двусторонний ключ. При электромонтажных работах большие трудности возникают при отвинчивании накидных гаек, например, штепсельных разъемов типа 2РМ, а также гаек и болтов при угле поворота меньше 20°, что имеет место при работах в труднодоступных местах. Эта проблема усложняется еще и тем обстоятельством, что накидные гайки имеют разные размеры. Поэтому при производстве таких работ приходится использовать целый набор ключей в виде рукояток, снабженных дугообразными захватами с зубом под шлиц гайки, каждый из которых подходит только для гайки определенного размера, вследствие чего снижается производительность труда.
Рис. 11. Универсальный двусторонний ключ.
Автором разработан универсальный двусторонний ключ для выполнения этих работ. На рукоятке установлен держатель, способный перемещаться вдоль нее с помощью гайки. Держатель со стороны дугообразной скобы снабжен регулярно расположенными -пазами для штифта-упора, закрепленного на скобе. Головка ключа соединена с рукояткой при помощи оси и пружины. В головке ключа установлен храповик, закрытый крышкой. Внутри храповика, в зависимости от формы гайки или болта, имеется шестигранное или четырехгранное отверстие. На боковой поверхности храповика расположены зубцы, в которые упирается собачка при вращении храповика вокруг своей оси.
Такая конструкция ключа позволяет путем простого перемещения рычага вдоль рукоятки и последующей фиксации штифтом-упором использовать его для вращения гаек самого различного размера. Сменный храповик позволяет использовать ключ для вращения шестигранных или четырехгранных гаек и болтов в труд, недоступных местах.
Для вращения накидной гайки, снабженной шлицом, вывинчивают (не полностью) гайку, освобождая тем самым держатель, выводят упор из паза и устанавливают держатель в положение, соответствующее данному размеру накидной гайки. Затем, прижимая держан тель к рукоятке, вводят упор в оказавшийся напротив него паз и фиксируют это положение держателя гайкой. Зуб скобы вводится в шлиц гайки, и поворот, том рукоятки вокруг ее оси вывинчивается (или завинчивается гайка.
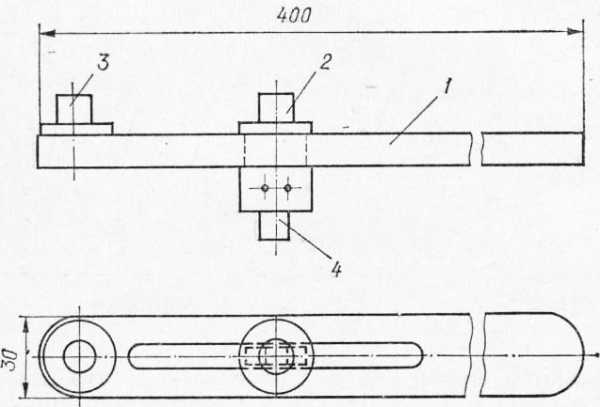
Рис. 12. Универсальный ключ для завинчивания и отвинчивания крышек фитингов.
Для вращения шестигранных или четырехгранных гаек в труднодоступных местах в головку устанавливают соответствующий храповик. Подпружиненный шарим при этом удерживает храповик от выпадания. В отверстие храповика вводится гайка, которая завинчивается (или отвинчивается) с помощью рукоятки.
Универсальный ключ заменяет набор ключей npq производстве электромонтажных работ. Ключ прост по своей конструкции и удобен в работе.
Габаритные размеры: 300X52X15 мм; масса 0,35 кг.
Универсальный ключ. Завинчивание и отвинчивание крышек фитингов различных типов, применяемых для протяжки и разветвления проводов, которые прокладываются в стальных трубках во взрывоопасных помещениях, производится ключами из специальных наборов.
Новатор А. П. Григорьев разработал и внедрил в производство ключ, заменяющий набор ключей для завинчивания или отвинчивания крышек фитингов ФП, ФТ, ФК, ФОД, ФПД, ФПЗ.
Он состоит из ручки, неподвижного и подвижного пальцев цилиндрической формы и четырехгранника, предназначенного для завинчивания или отвинчивания пробок в фитингах серии ФПЗ. Подвижный и неподвижный пальцы связаны так, что палец с четырехгранником свободно перемещается в прорези ручки.
Рис. 13. Накидной двусторонний ключ.
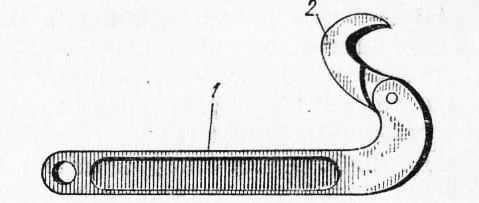
Рис. 14. Ключ с открытым зевом.
Передвижением пальца устанавливается расстояние от него до неподвижного пальца, равное расстоянию между центрами отверстий в крышке монтируемого фитинга, что позволяет вставить пальцы ключа в отверстие крышки и поворотом ключа завинтить или отвинтить ее.
Универсальный ключ достаточно прост в изготовлении и удобен в работе.
Габаритные размеры: 400X40X5 мм; масса 0,5 кг.
Накидной двусторонний ключ применяется при монтаже резьбовых соединений в стесненных условиях. Он состоит из ручки и двух шестигранных головок: большой и малой. Головки крепятся к ручке при помощи осей.
Рабочие головки выполнены из шести граней, причем две грани параллельны. Одна из параллельных граней укорочена. Грани смещены на угол 5-8° от нормального положения, так что угол между ними равен 120°. Такое исполнение головки ключа позволяет заменить набор ключей.
Ключ данной конструкции обеспечивает завинчивание и отвинчивание гаек и болтов размером от М24 до М42. Внедрение в производство накидкою двустороннего ключа повышает безопасность в работе и улучшает условия труда.
Габаритные размеры: 505X52X12 мм; масса 0,35 кг.
Ключ с открытым зевом новатора Н. Н. Баранова и друшх состоит из рукоятки и подвижной губки. На захватывающей части губки имеется насечка. Рабочий конец рукоятки имеет профиль с насечкой для лучшего захвата деталей.
Подвижная губка выполнена накидной я шарнирно соединена с рабочим концом рукоятки. Это исключает проскальзывание ключа во время зажима труб или болтов и не требует перестановки губок при монтаже деталей различных диаметров.
При работе ключ набрасывают губкой на трубу или другую подобную деталь, рукоятку нажимают вниз и деталь зажимают. Так как рабочий конец рукоятки и губка снабжены насечкой, то деталь не может проскользнуть. С помощью ключа данной конструкции работать можно одной рукой.
Читать далее: Инструмент для сращивания и оконцевания стальных тросов и антенных канатиков
Категория: — Инструмент для электромонтажных работ
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Инструмент для сборки и разборки резьбовых соединений
Инструмент для сборки и разборки резьбовых соединений
Категория:
Слесарно-механосборочные работы
Инструмент для сборки и разборки резьбовых соединений
Для сборки и разборки резьбовых соединений применяют Ручной и механизированный инструмент. Основным ручным инструментом являются гаечные ключи, которые делятся на открытые, накидные, торцовые, специальные для круглых гаек и ключи с регулируемым крутящим моментом.
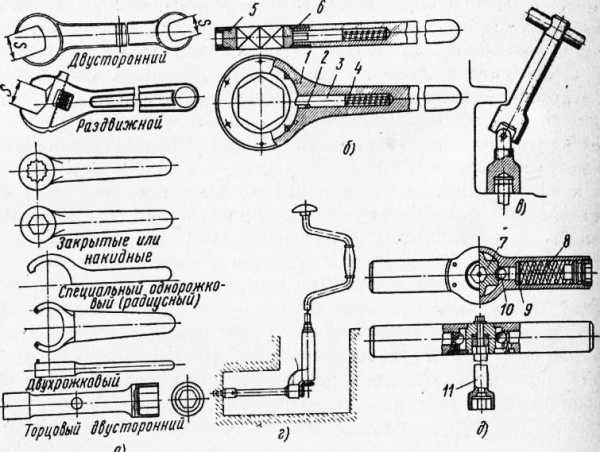
Рис. 1. Гаечные ключи: а — простые, б — трещоточный, в — шарнирный, г — коловоротный, д — с регулируемым крутящим моментом
Открыты еключи для шестигранных и квадратных гаек могут быть односторонними и двусторонними.
Накладные ключи имеют замкнутый зев, охватывающий все грани гайки. Такие ключи в работе более надежны и долговечны. Накладными ключами с 12-гранным зевом можно поворачивать при завертывании гайки на 30°, что важно при работе в труднодоступных местах.
Торцовые ключи применяют для завинчивания и отвинчивания гаек, когда обычным ключом завернуть гайку невозможно. Они значительно сокращают время, так как завертывать гайки можно, не переставляя ключ с грани на грань. Головки торцовых ключей выполняют или заодно с воротком, или съемными, а также с отогнутым воротком и с изогнутым стержнем.
Из специальных ключей широко применяют трещоточные, шарнирные, коловоротные. Трещоточный ключ устроен так. В корпусе между щеками поставлена вставка с шестигранным отверстием, имеющая снаружи пазы, в которые входит защелка, поджимаемая пружиной. Защелка удерживается от проворачивания штифтом. При вращении ключа по ходу часовой стрелки защелка упирается в паз вставки и заставляет гайку вращаться. Ключ в процессе работы не переставляют, что экономит время при затяжке гаек на 50 — 60% по сравнению с обычными ключами.
Шарнирный ключ применяют для завинчивания гаек в труднодоступных местах.
Коловоротные ключи используют при завинчивании гаек и болтов небольших размеров, расположенных в труднодоступных местах.
Ключи с регулируемым крутящим моментом применяют для затяжки гаек или болтов с одинаковым усилием. Это необходимо при сборке трубопроводов, фланцев, крышек, а также машин и механизмов, работающих с вибрациями. Устройство торцового ключа с регулируемым крутящим моментом показано на рис. 1, д. Кулачок со вставленным в него сменным торцовым ключом собран в рукоятке. При предельном усилии шарик отжимается кулачком, давит на тарелку и сжимает пружину и сцепление кулачка с рукояткой прекращается.
Читать далее:
Сборка шпоночных соединений
Статьи по теме:
pereosnastka.ru
|
Способ |
Привод |
Используемый инструмент |
ЗА |
ПРОТИВ |
|
Способ |
Ручной |
Ручные мультипликаторы крутящего момента, динамометрические ключи. |
Простота в применении; автономность, высокая надежность. Возможность точного контроля величины крутящего момента. Возможность развития мультипликатором большого, до 7500 Нм, крутящего момента. |
Максимальный крутящий момент, развиваемый инамометрическим ключом, не более 3000 Нм. Большой объем низкопроизводительного ручного труда. Ограничения по доступности рабочего пространства над гайкой. Трудности при работе с высокими шпильками. Высокие требования к квалификации оператора. |
|
Пневматический |
Ударные пневмогайковерты. |
Быстродействиеующий. Небольшой вес. |
Отсутствие контроля величины крутящего момента. Возможность повреждения компонентов резьбового соединения. Высокая травмоопасность (динамические нагрузки, вибрация). Сложность работы при низкой температуре. Затруднена работа с высокими шпильками и в ограниченном пространстве. |
|
|
Гидравлический |
Гидравлические гайковерты. |
Высокий крутящий момент, до 10000 Нм. Возможность контроля значения крутящего момента. Плавность и равномерность затяжки. Возможность работы с высоковыступающими над гайкой шпильками и в ограниченном пространстве. |
Относительно высокие начальные затраты на оборудование (необходима насосная станция). Высокие требования к квалификации оператора. |
|
|
Пневматический |
Мультипликаторы крутящего момента с пневмоприводом. |
Контролируемый крутящий момент, до 4000 Нм. Высокая скорость затяжки. Реверсивность. |
Ограничения по доступности рабочего пространства над гайкой. Трудности при работе с высокими шпильками. Высокие требования к квалификации оператора. Необходимость в блоке подготовки воздуха. |
|
|
Способ осевой вытяжки |
Гидравлический |
Гидравлические тензорные домкраты, гидрогайки. |
Высокая, контролируемая точность создания требуемого усилия затяжки. Единообразие остаточного усилия затяжки. Возможность синхронной затяжки. Высокий КПД вследствие отсутствия трения при затяжке. Высокое качество затяжки. |
Требуется некоторое пространство над гайкой для установки домкрата. Шпилька должна выступать над гайкой не менее, чем а 0,8d. Невозможность использования при нагретой шпильке. |
www.enerprom.ru
Инструмент для резьбовых соединений
Главная » Инструмент для резьбовых соединенийГайковерты гидравлические, пневматические и электрические
Мультипликаторы крутящего момента
Гайкорезы гидравлические
Домкраты тензорные (Шпильконатяжители)
Шпильковерты
Пружинные балансиры
Гидравлические гайки для осевой вытяжки (Гидрогайки)
Моментные (динамометрические) ключи
Сменные головки для гайковертов
Для работы с резьбовыми соединениями необходимо использовать специализированные инструменты. Их подбирают с учетом:
- интенсивности и частоты использования;
- доступности рабочего пространства;
- потребности в равномерной затяжке нескольких резьбовых соединений одновременно.


На практике применяют два метода обработки резьбовых соединений:
- затяжка гаек при помощи динамометрических ключей, мультипликаторов крутящего момента, гайковертов;
- применением методики осевой вытяжки болта или шпильки с привлечением тензорного домкрата и гидравлических гаек.
Гайковерты
Гайковерты используются для монтажа резьбовых соединений.
В зависимости от типа привода гайковерты делятся на:
- Электрические — работают от электросети.
- Гидравлические — изготовлены из сверхпрочного сплава титана.
Поршень гидроцилиндра соединен с храповым механизмом, который способен совершать возвратно–поступательные перемещения. - Пневматические — работают от пневмопривода.


Мультипликаторы крутящего момента
Используются для закручивания и откручивания гаек или болтов при работе с резьбовыми соединениями с большим контролируемым крутящим моментом в тех условиях, где недопустимо использование электропривода, а использование ручного инструмента не эффективно.
Гидравлические гайковерты
Гидравлические гайковерты обеспечивают безопасный демонтаж заржавевших или поврежденных гаек без повреждения резьбовой поверхности. Инструмент используется, когда традиционные методы демонтажа малоэффективны.
Пневматические и гидравлические гайковерты могут использоваться в комплекте со сменными головками.


Шпильконатяжители (тензерные домкраты)
Используются для закручивания и откручивания гаек в тяжело нагруженных резьбовых соединениях с тарированным усилием.
Шпильковерты
Шпильковерты используются для работы со шпилечными соединениями при диаметре шпильки от 12 до 180 мм. Могут применяться в комплекте с силовыми инструментами любой модификации имеющие выходной квадрат величиной: 21/2;11/2;1,3/4;1/2.


Балансиры пружинные
Пружинные балансиры применяются для подвешивания, центрирования, перемещения, фиксирования ручного инструмента и различных деталей, освобождая оператора от тяжёлой, утомительной работы, экономя рабочее пространство и предотвращая аварийные ситуации.
Гидрогайки (гайки гидравлические для осевой вытяжки)
Используются для монтажа с контролируемым усилием затяжки при осевой вытяжке шпильки болта с метрической резьбой. Гидрогайки обеспечивают равномерность приложения усилия при высоком качестве сборки.


Динамометрические (моментальные) ключи
Динамометрические ключи позволяют вести монтаж с точностью (+/- 3%) крутящего момента. Точность сохраняется примерно в 10 000 операциях. Возможные диапазоны показателей крутящего момента от 2500 до 3000 Нм.
techno-spb.ru
Инструменты для сборки и разборки резьбовых соединений
Статьи / Инструменты для сборки и разборки резьбовых соединений2011-10-25
В ремонтных цехах промышленных предприятий производят разборку и сборка резьбовых соединений. Обычно эти операции выполняются одними и теми же инструментами. Исключение составляют динамометрические ключи, которые применяются только при сборке.
Самыми распространенными инструментами, применяемыми при разборке и сборке резьбовых соединений, являются гаечные ключи с открытым зевом, которые предназначены для закручивания и откручивания шестигранных и четырехгранных гаек, болтов и винтов с соответствующими головками. При выполнении этих операций можно применять также накидные гаечные ключи, которые более удобны и долговечны, имеют закрытый зев. Очень удобны в применении ключи гаечные комбинированные (с открытым и кольцевым зевами). Если доступ к гайке или головке болта или винта затруднен, то лучше всего применять торцевые ключи, которые выпускаются со сменными головками. Торцовые ключи изготавливаются нескольких видов: торцовые стержневые прямые односторонние и двусторонние, торцовые стержневые изогнутые односторонние. Очень распространены винты с цилиндрической головкой и шестигранным углублением под ключ, для развинчивания и завинчивания этих винтов лучше всего применять шестигранные ключи в виде изогнутого шестигранного прутка, а для круглых гаек – ключи со специальным выступом, который входит в отверстие гайки. Резьбовые соединения, имеющие плоские грани под ключ, развинчиваются разводными ключами.
Выпускаются также ключи, имеющие радиальные пазы или торцовые отверстия, которые применяются для отвинчивания круглых гаек. Эти ключи выпускаются двух видов: для круглых шлицевых гаек и ключ шарнирный для круглых шлицевых гаек.
Работы с резьбовыми соединениями в труднодоступных местах производится трещоточными и шарнирными ключами. Если при затяжке соединения необходимо приложить определенное усилие, то лучше всего применять динамометрические или предельные ключи.
kampck.ru
Болтовые соединения — Miasstalc.com
Из разъемных соединений, применяемых при сборке узлов конструкций, наибольшее распространение в силу своей простоты и надежности в работе получили болтовые соединения, позволяющие довольно быстро соединять и разъединять узлы конструкций даже при отрицательных температурах. Болтовые соединения образуются с помощью крепежных деталей: болтов, гаек, шайб, шпилек, винтов.
Болт — крепежная деталь, обычно стержень с шестигранной или квадратной головкой и резьбой для навинчивания гайки. Болтовые соединения могут быть с зазором между болтом и отверстиями скрепляемых деталей и без зазора, в первом случае плотность соединения обеспечивается за счет предварительной затяжки гайки. При действии срезающих боковых нагрузок необходимо использовать специальные разгрузочные устройства — штифты, шпонки или клинья. Соединения без зазора в отверстии применяются в том случае, если они подвергаются боковым усилиям, а болты работают на срез. Такие соединения используются в головках шатунов, при укреплении поршней на штоках и т.д. Стержень болта должен сидеть в гнезде очень плотно, без зазоров. Болты могут выполняться в этом случае с цилиндрическим или коническим стержнем (призонные).
В металлических конструкциях устанавливают болты нормальной (черные) и повышенной (точеные) точности, в том числе и высокопрочные. Для надежной работы болтового соединения гайки закручивают, создавая в обычных болтах напряжение. Болты повышенной точности (точеные) делают диаметром, близким диаметру отверстия, зазор между стенкой болта и стенкой отверстия составляет 0,3-0,5 мм.
Гайка представляет собой деталь, имеющую цилиндрическое отверстие с резьбой на внутренней поверхности, образующую с винтом (болтом) винтовую пару. Самой распространенной формой гайки является правильная шестигранная призма со срезанными углами оснований.
Под гайку или головку болта обязательно подкладывается шайба. Назначение шайбы — увеличивать опорную поверхность под гайкой и предохранять поверхность скрепляемой детали от повреждения. Если обе скрепляемые детали состоят из мягкого материала, то шайбы подкладываются и под гайки, и под головки болтов.
При монтаже встречаются случаи, когда постановка болта невозможна или болты получаются очень длинными, что усложняет конструкцию. Крепление деталей тогда производится при помощи шпилек. Шпилька представляет собой стержень, имеющий на обоих концах нарезку.
Для крепления вспомогательных деталей или фиксирования одной детали относительно другой применяют крепежные или установочные винты — стержни с головкой и резьбой. Широко применяются винты, головки которых имеют прорезь под отвертку.
Инструмент для сборки и разборки болтовых соединений. Для сборки и разборки резьбовых соединений используют ручной и механизированный инструмент. Основным ручным инструментом являются гаечные ключи.
Открытые ключи для шестигранных и квадратных гаек могут быть односторонними и двусторонними. Открытые ключи для круглых гаек могут быть или со штифтом для гаек с отверстиями, или с шипами для гаек с пазами.
Раздвижные ключи позволяют регулировать расстояние между губками. Недостатком их является невозможность хорошей затяжки гаек в результате перекосов подвижной губки при затяжке.
Накидные ключи имеют замкнутый зев, охватывающий все грани гайки, поэтому в работе они более надежны и долговечны.
Торцовые ключи применяются для завинчивания и свинчивания гаек в случае, когда обычным ключом это сделать невозможно.
Из специальных ключей широко применяются трещоточные, шарнирные и коловоротные. Особенно удобны ручные ключи с трещоткой, ими можно завертывать гайки, не снимая ключ с головки болта зева.
Сборка болтовых соединений. В соединениях на высокопрочных болтах между соприкасающимися поверхностями соединяемых деталей при плотном их сжатии возникают силы трения, которые препятствуют сдвигу конструкций. Поэтому сборке болтового соединения предшествует подготовка соприкасающихся поверхностей соединяемых деталей. Их предварительно подвергают пескоструйной, огневой или химической зачистке, а заусенцы, брызги сварки и другие дефекты — удаляют. Поверхность заготовок, изготовленных прокаткой (уголки, листы, швеллеры и т.д.), обычно перед сборкой зачищают металлической щеткой, а поверхности литых или кованых деталей должны быть предварительно простроганы или профрезерованы.
Средства против самоотвинчивания. Для обеспечения определенного взаимного положения болта и гайки необходимо предусматривать средства против самоотвинчивания.
Стопорение контргайкой осуществляется за счет сил трения, возникающих в резьбе и по торцам гаек при затяжке второй гайки (так называемой контргайки), навинчиваемой после основной.
Стопорение шплинтомзаключается в том, что в отверстие болта и гайки вставляется шплинт, изготовленный из стальной проволоки полукруглого сечения, не позволяющий гайке поворачиваться относительно болта. Недостатком этого способа является ослабление сечения болта.
Стопорение деформируемыми шайбами — простой и надежный способ. Для этой цели применяются различной формы шайбы и пластины, имеющие один или два отгибающихся уса.
Стопорение разрезными пружинными шайбамиявляется наиболее распространенным способом. Пружинная шайба, помещенная между гайкой и основной деталью, все время стремится поджать гайку вверх, создавая дополнительное напряжение в резьбовом соединении.
Стопорение фигурной пластинойпозволяет стопорить гайку в двенадцати положениях. Способ применим в тех случаях, когда болт отстоит далеко от края детали и нельзя применить деформируемую шайбу.
Стопорение вязкой мягкой проволокой применяется при близком расположении двух крепежных болтов или шпилек.
ooo-metall-stroy.ru