
Индукционные нагреватели: тигельная печь, котел своими руками
Индукционная печь изобретена давно, еще в 1887 г, С. Фарранти. Первая промышленная установка заработала в 1890 г. на фирме Benedicks Bultfabrik. Долгое время индукционные печи и в индустрии были экзотикой, но не вследствие дороговизны электричества, тогда оно было не дороже теперешнего. В процессах, происходящих в индукционных печах, было еще много непонятного, а элементная база электроники не позволяла создавать эффективные схемы управления ими.
В индукционно-печной сфере переворот произошел буквально на глазах в наши дни, благодаря появлению, во-первых, микроконтроллеров, вычислительная мощность которых превышает таковую персональных компьютеров десятилетней давности. Во-вторых, благодаря… мобильной связи. Ее развитие потребовало появления в продаже недорогих транзисторов, способных отдавать мощность в несколько кВт на высоких частотах. Они, в свою очередь, были созданы на основе полупроводниковых гетероструктур, за исследования которых российский физик Жорес Алферов получил Нобелевскую премию.
В конечном итоге, индукционные печки не только совершенно преобразились в промышленности, но и широко вошли в быт. Интерес к предмету породил массу самоделок, которые, в принципе, могли бы быть полезными. Но большинство авторов конструкций и идей (описаний которых в источниках много больше, чем работоспособных изделий) плоховато представляют себе как основы физики индукционного нагрева, так и потенциальную опасность неграмотно выполненных конструкций. Настоящая статья призвана прояснить некоторые наиболее смутные моменты. Материал построен на рассмотрении конкретных конструкций:
- Промышленной канальной печи для плавки металла, и возможности ее создания самостоятельно.
- Тигельных печей индукционного типа, самых простых в исполнении и наиболее популярных среди самодельщиков.
- Индукционных водогрейных котлов, стремительно вытесняющих бойлеры с ТЭНами.
- Бытовых варочных индукционных приборов, конкурирующих с газовыми плитами и по ряду параметров превосходящих микроволновки.
Примечание: все рассматриваемые устройства основаны на магнитной индукции, создаваемой катушкой индуктивности (индуктором), поэтому и называются индукционными. В них можно плавить/нагревать только электропроводящие материалы, металлы и т.п. Есть еще электроиндукционные емкостные печи, основанные на электрической индукции в диэлектрике между обкладками конденсатора, они применяются для «нежного» плавления и электротермообработки пластиков. Но распространены они гораздо меньше индукторных, рассмотрение их требует отдельного разговора, поэтому пока оставим.
Принцип действия
Принцип работы индукционной печи иллюстрирует рис. справа. В сущности она – электрический трансформатор с короткозамкнутой вторичной обмоткой:
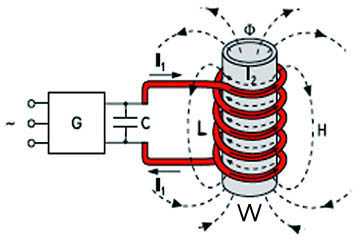
Принцип действия индукционной печи
- Генератор переменного напряжения G создает в индукторе L (heating coil) переменный ток I1.
- Конденсатор С совместно с L образуют колебательный контур, настроенный на рабочую частоту, это в большинстве случаев повышает техпараметры установки.
- Если генератор G автоколебательный, то С часто исключают из схемы, используя вместо него собственную емкость индуктора. Она у описанных ниже высокочастотных индукторов составляет несколько десятков пикофарад, что как раз соответствует рабочему диапазону частот.
- Индуктор в соответствии с уравнениями Максвелла создает в окружающем пространстве переменное магнитное поле с напряженностью H. Магнитное поле индуктора может как замыкаться через отдельный ферромагнитный сердечник, так и существовать в свободном пространстве.
- Магнитное поле, пронизывая помещенную в индуктор заготовку (или плавильную шихту) W, создает в ней магнитный поток Ф.
- Ф, если W электропроводящая, индуцирует в ней вторичный ток I2, то тем же уравнениям Максвелла.
- Если Ф достаточно массивна и цельная, то I2 замыкается внутри W, образуя вихревой ток, или ток Фуко.
- Вихревые токи по закону Джоуля-Ленца отдает полученную им через индуктор и магнитное поле от генератора энергию, нагревая заготовку (шихту).
Электромагнитное взаимодействие с точки зрения физики достаточно сильно и обладает довольно высоким дальнодействием. Поэтому, несмотря на многоступенчатое преобразование энергии, индукционная печь способна показать в воздухе или вакууме КПД до 100%.
Примечание: в среде из неидеального диэлектрика с диэлектрической проницаемостью >1 потенциально достижимый КПД индукционных печей падает, а в среде с магнитной проницаемостью >1 добиться высокого КПД проще.
Канальная печь
Канальная индукционная плавильная печь – первая из примененных в промышленности. Она и конструктивно похожа на трансформатор, см. рис. справа:
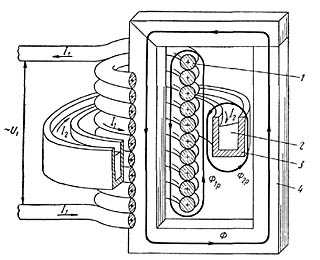
Канальная индукционная печь
- Первичная обмотка, питаемая током промышленной (50/60 Гц) или повышенной (400 Гц) частоты, выполнена из медной, охлаждаемой изнутри жидким теплоносителем, трубки;
- Вторичная короткозамкнутая обмотка – расплав;
- Кольцеобразный тигель из жаростойкого диэлектрика, в котором помещается расплав;
- Наборный из пластин трансформаторной стали магнитопровод.
Канальные печи используются для переплавки дюраля, цветных спецсплавов, получения высококачественного чугуна. Промышленные канальные печи требуют затравки расплавом, иначе «вторичка» не замкнется накоротко и нагрева не будет. Или между крошками шихты возникнут дуговые разряды, и вся плавка просто взорвется. Поэтому перед пуском печи в тигель наливают немного расплава, а переплавленную порцию выливают не до конца. Металлурги говорят, что канальная печь имеет остаточную емкость.
Канальную печь на мощность до 2-3 кВт можно сделать и самому из сварочного трансформатора промышленной частоты. В такой печи можно расплавить до 300-400 г цинка, бронзы, латуни или меди. Можно переплавлять дюраль, только отливке нужно по остывании дать состариться, от нескольких часов до 2-х недель, в зависимости от состава сплава, чтобы набрала прочность, вязкость и упругость.
Примечание: дюраль вообще был изобретен случайно. Разработчики, обозлившись, что легировать алюминий никак не удается, бросили в лаборатории очередной «никакой» образец и ушли в загул с горя. Протрезвились, вернулись – а никакой изменил цвет. Проверили – а он набрал прочность едва ли не стали, оставшись легким, как алюминий.
«Первичку» трансформатора оставляют штатной, она уже рассчитана на работу в режиме КЗ вторички сварочной дугой. «Вторичку» снимают (ее потом можно поставить обратно и использовать трансформатор по прямому назначению), а вместо нее надевают кольцевой тигель. Но пытаться переделать в канальную печь сварочный ВЧ-инвертор опасно! Его ферритовый сердечник перегреется и разлетится в куски из-за того, что диэлектрическая проницаемость феррита >>1, см. выше.
Проблема остаточной емкости в маломощной печке отпадает: в шихту для затравки кладут проволочку из того же металла, согнутую в кольцо и со скрученными концами. Диаметр проволоки – от 1 мм/кВт мощности печи.
Но появляется проблема кольцевого тигля: единственный подходящий для малого тигля материал – электрофарфор. В домашних условиях обработать его самому невозможно, а где взять покупной подходящий? Прочие огнеупоры не годятся вследствие высоких диэлектрических потерь в них или пористости и малой механической прочности. Поэтому, хотя канальная печь дает плавку высочайшего качества, не требует электроники, а ее КПД уже при мощности 1 кВт превышает 90%, у самодельщиков они не в ходу.
Под обычный тигель
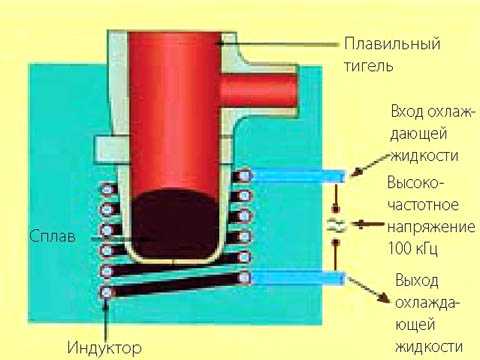
Устройство тигельной индукционной печи
Остаточная емкость раздражала металлургов – сплавы-то плавились дорогие. Поэтому, как только в 20-х годах прошлого века появились достаточно мощные радиолампы, тут же родилась идея: выкинуть на (не будем повторять профессиональные идиомы суровых мужиков) магнитопровод, а обычный тигель засунуть прямо в индуктор, см. рис.
На промышленной частоте так не сделаешь, магнитное поле низкой частоты без концентрирующего его магнитопровода расползется (это т. наз. поле рассеяния) и отдаст свою энергию куда угодно, только не в расплав. Компенсировать поле рассеяния можно повышением частоты до высокой: если диаметр индуктора соизмерим с длиной волны рабочей частоты, а вся система – в электромагнитном резонансе, то до 75% и более энергии ее электромагнитного поля будет сосредоточено внутри «бессердечной» катушки. КПД выйдет соответственный.
Однако уже в лабораториях выяснилось, что авторы идеи проглядели очевидное обстоятельство: расплав в индукторе, хотя бы и диамагнитный, но электропроводящий, за счет собственного магнитного поля от вихревых токов изменяет индуктивность нагревательной катушки. Начальную частоту понадобилось устанавливать под холодную шихту и менять по мере ее плавления. Причем в пределах тем больших, чем больше заготовка: если для 200 г стали можно обойтись диапазоном в 2-30 МГц, то для болванки с железнодорожную цистерну начальная частота будет около 30-40 Гц, а рабочая – до нескольких кГц.
Подходящую автоматику на лампах сделать сложно, «тянуть» частоту за болванкой – нужен высококвалифицированный оператор. Кроме того, на низких частотах сильнейшим образом проявляет себя поле рассеяния. Расплав, который в такой печи еще и сердечник катушки, до некоторой степени собирает магнитное поле возле нее, но все равно, для получения приемлемого КПД понадобилось окружать всю печь мощным ферромагнитным экраном.
Тем не менее, благодаря своим выдающимся достоинствам и уникальным качествам (см. далее) тигельные индукционные печи широко применяются и в промышленности, и самодельщиками. Поэтому остановимся подробнее на том, как правильно сделать такую своими руками.
Немного теории
При конструировании самодельной «индукционки» нужно твердо помнить: минимум потребляемой мощности не соответствует максимуму КПД, и наоборот. Минимальную мощность от сети печка возьмет при работе на основной резонансной частоте, Поз. 1 на рис. Болванка/шихта при этом (и на более низких, дорезонансных частотах) работает как один короткозамкнутый виток, а в расплаве наблюдается всего одна конвективная ячейка.
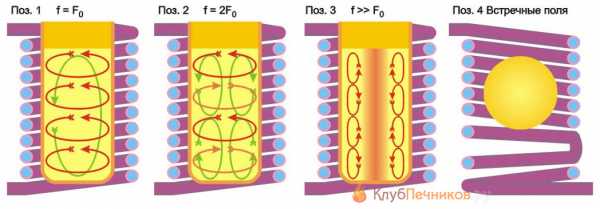
Режимы работы тигельной индукционной печи
В режиме основного резонанса в печке на 2-3 кВт можно расплавить до 0,5 кг стали, но разогрев шихты/заготовки займет до часа и более. Соответственно, общее потребление электричества от сети будет большим, а общий КПД – низким. На дорезонансных частотах – еще ниже.
Вследствие этого индукционные печи для плавки металла работают чаще всего на 2-й, 3-й и др. высших гармониках (Поз. 2 на рис.) Требуемая для разогрева/расплавления мощность при этом возрастает; для того же полкило стали на 2-й понадобится 7-8 кВт, на 3-ей 10-12 кВт. Но прогрев происходит очень быстро, за минуты или доли минут. Поэтому и КПД выходит высокий: печка не успевает «съесть» много, как расплав уже можно лить.
У печей на гармониках есть важнейшее, даже уникальное достоинство: в расплаве возникает несколько конвективных ячеек, мгновенно и тщательно его перемешивающих. Поэтому можно вести плавку в режиме т. наз. быстрой шихты, получая сплавы, которые в любых других плавильных печах выплавить принципиально невозможно.
Если же «задрать» частоту в 5-6 и более раз выше основной, то КПД несколько (ненамного) падает, но проявляется еще одно замечательное свойство индукционки на гармониках: поверхностный нагрев вследствие скин-эффекта, вытесняющего ЭМП к поверхности заготовки, Поз. 3 на рис. Для плавки этот режим используется редко, но для разогрева заготовок под поверхностную цементацию и закалку – милое дело. Современная техника без такого способа термообработки была бы просто невозможна.
О левитации в индукторе
А теперь проделаем фокус: накрутим первые 1-3 витка индуктора, затем перегнем трубку/шину на 180 градусов, и остальную обмотку навьем в обратном направлении (Поз 4 на рис.) Подключим к генератору, введем в индуктор тигель в шихтой, дадим ток. Дождемся расплавления, уберем тигель. Расплав в индукторе соберется в сферу, которая там останется висеть, пока не выключим генератор. Тогда – упадет вниз.
Эффект электромагнитной левитации расплава используют для очистки металлов путем зонной плавки, для получение высокоточных металлических шариков и микросфер, и т.п. Но для надлежащего результата плавку нужно вести в высоком вакууме, поэтому здесь о левитации в индукторе упомянуто только для сведения.
Зачем индуктор дома?
Как видим, даже маломощная индукционная печка для квартирной проводки и лимитов потребления мощновата. Для чего же стоит ее делать?

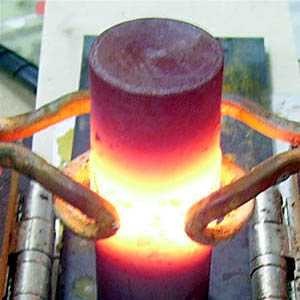
Индукционный нагрев для закалки
Во-первых, для очистки и разделения драгоценных, цветных и редких металлов. Берем, к примеру, старый советский радиоразъем с позолоченными контактами; золота/серебра на плакировку тогда не жалели. Кладем контакты в узкий высокий тигелек, суем в индуктор, плавим на основном резонансе (выражаясь профессионально, на нулевой моде). По расплавлении постепенно снижаем частоту и мощность, давая застыть болванке в течение 15 мин – получаса.
По остывании разбиваем тигелек, и что видим? Латунный столбик с ясно различимым золотым кончиком, который остается только отрезать. Без ртути, цианидов и прочих убийственных реагентов. Нагревом расплава извне любым способом этого не добиться, конвекция в нем не даст.
Индуктор для отпусковой индукционной печи
Ну, золото-золотом, а сейчас и черный металлолом на дороге не валяется. Но вот необходимость равномерного, или точно дозированного по поверхности/объему/температуре нагрева металлических деталей для качественной закалки у самодельщика или ИП-индивидуала всегда найдется. И тут опять выручит печка-индуктор, причем расход электричества будет посильным для семейного бюджета: ведь основная доля энергии нагрева приходится на скрытую теплоту плавления металла. А меняя мощность, частоту и расположение детали в индукторе, можно нагреть именно нужное место именно как надо, см. рис. выше.
Наконец, сделав индуктор специальной формы (см. рис. слева), можно отпустить закаленную деталь в нужном месте, на нарушая цементации с закалкой на конце/концах. Затем, где надо – гнем, плющим, а остальное остается твердым, вязким, упругим. В конце можно снова разогреть, где отпускали, и опять закалить.
Приступаем к печке: что нужно знать обязательно
Электромагнитное поле (ЭМП) воздействует на человеческий организм, хотя бы прогревая его во всем объеме, как мясо в микроволновке. Поэтому, работая с индукционной печью в качестве конструктора, мастера или эксплуатанта, нужно четко уяснить себе суть следующих понятий:
ППЭ – плотность потока энергии электромагнитного поля. Определяет общее физиологическое воздействие ЭМП на организм независимо от частоты излучения, т.к. ППЭ ЭМП одной и той же напряженности растет с ростом частоты излучения. По санитарным нормам разных стран допустимое значение ППЭ от 1 до 30 мВт на 1 кв. м. поверхности тела при постоянном (свыше 1 часа в сутки) воздействии и втрое-впятеро больше при однократном кратковременном, до 20 мин.
Примечание: особняком стоят США, у них допустимая ППЭ – 1000 мВт (!) на кв. м. тела. Фактически, американцы считают началом физиологического воздействия внешние его проявления, когда человеку уже становится плохо, а долговременные последствия облучения ЭМП полностью игнорируют.
ППЭ при удалении от точечного источника излучения падает по квадрату расстояния. Однослойная экранировка оцинковкой или мелкоячеистой оцинкованной сеткой снижает ППЭ в 30-50 раз. Вблизи катушки по ее оси ППЭ будет в 2-3 раза выше, чем сбоку.
Поясним на примере. Есть индуктор на 2 кВт и 30 МГц с КПД в 75%. Следовательно, наружу из него уйдет 0,5 кВт или 500 Вт. На расстоянии в 1 м от него (площадь сферы радиусом 1 м – 12,57 кв. м.) на 1 кв. м. придется 500/12,57=39,77 Вт, а на человека – около 15 Вт, это очень много. Индуктор нужно располагать вертикально, перед включением печи надевать на него заземленный экранирующий колпак, следить за процессом издали, а по его окончании немедленно выключать печь. На частоте в 1 МГц ППЭ упадет в 900 раз, и с экранированным индуктором можно работать без особых предосторожностей.
СВЧ – сверхвысокие частоты. В радиэлектронике СВЧ считают с т.наз. Q-диапазона, но по физиологии СВЧ начинается примерно со 120 МГц. Причина – электроиндукционный нагрев плазмы клеток и резонансные явления в органических молекулах. СВЧ обладает специфически направленным биологическим действием с долговременными последствиями. Достаточно получить 10-30 мВт в течение получаса, чтобы подорвать здоровье и/или репродуктивную способность. Индивидуальная восприимчивость к СВЧ крайне изменчива; работая с ним, нужно регулярно проходить специальную медкомиссию.
Пресечь СВЧ-излучение очень трудно, оно, как говорят профи, «сифонит» сквозь малейшую щелочку в экране или при малейшем нарушении качества заземления. Эффективная борьба с СВЧ-излучением аппаратуры возможна только на уровне его конструирования высококлассными специалистами.
К счастью, диапазон частот, в котором работают индукционные печи, до СВЧ не простирается. Но при неумелом конструировании или пользовании печь может войти в режим, при котором появляется паразитное СВЧ. Разумеется, этого следует всячески избегать.
Компоненты печи
Индуктор
Важнейшая часть индукционной печи – ее нагревательная катушка, индуктор. Для самодельных печей на мощность до 3 кВт пойдет индуктор из голой медной трубки диаметром 10 мм или медной же голой шины сечением не менее 10 кв. мм. Внутренний диаметр индуктора – 80-150 мм, количество витков – 8-10. Витки не должны соприкасаться, расстояние между ними – 5-7 мм. Также никакая часть индуктора не должна касаться его экрана; минимальный зазор – 50 мм. Поэтому для прохождения выводов катушки к генератору нужно предусмотреть окно в экране, не мешающее его снимать/ставить.
Индукторы промышленных печей охлаждают водой или антифризом, но на мощности до 3 кВт описанный выше индуктор при работе его в продолжении до 20-30 мин принудительного охлаждения не требует. Однако он сам при этом сильно нагревается, а окалина на меди резко снижает КПД печи вплоть до потери ею работоспособности. Сделать самому индуктор с жидкостным охлаждением невозможно, поэтому его придется время от времени менять. Применять принудительное воздушное охлаждение нельзя: пластиковый или металлический корпус вентилятора вблизи катушки «притянут» к себе ЭМП, перегреются, а КПД печи упадет.
Примечание: для сравнения – индуктор для плавильной печи на 150 кг стали согнут из медной трубы 40 мм наружным диаметром и 30 внутренним. Число витков – 7, диаметр катушки по внутри 400 мм, высота тоже 400 мм. Для его раскачки на нулевой моде нужно 15-20 кВт при наличии замкнутого контура охлаждения дистиллированной водой.
Генератор
Вторая главная часть печи – генератор переменного тока. Сделать индукционную печь, не владея основами радиоэлектроники хотя бы на уровне радиолюбителя средней квалификации, не стоит и пытаться. Эксплуатировать – тоже, ведь, если печка не под компьютерным управлением, настроить ее в режим можно, только чувствуя схему.
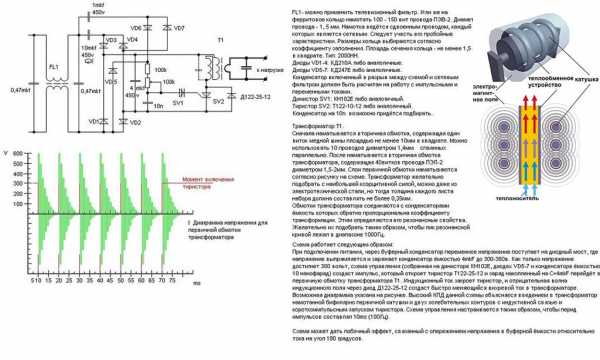
Схема генератора для индукционной печи, дающая паразитное СВЧ
При выборе схемы генератора следует всячески избегать решений, дающих жесткий спектр тока. В качестве антипримера приводим довольно распространенную схему на тиристорном ключе, см. рис. выше. Доступный специалисту расчет по прилагаемой к ней автором осциллограмме показывает, что ППЭ на частотах свыше 120 МГц от индуктора, запитанного таким образом, превышает 1 Вт/кв. м. на расстоянии 2,5 м от установки. Убийственная простота, ничего не скажешь.
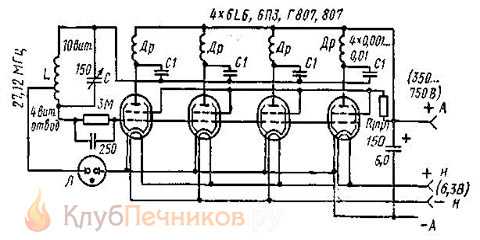
Схема лампового генератора для индукционной печи
В качестве ностальгического курьеза приводим еще схему древнего лампового генератора, см. рис. справа. Такие делали советские радиолюбители еще в 50-х годах, рис. справа. Настройка в режим – воздушным конденсатором переменной емкости С, с зазором между пластинами не менее 3 мм. Работает только на нулевой моде. Индикатор настройки – неоновая лампочка Л. Особенность схемы – очень мягкий, «ламповый» спектр излучения, так что пользоваться этим генератором можно без особых мер предосторожности. Но – увы! – ламп для него сейчас не найдешь, а при мощности в индукторе около 500 Вт энергопотребление от сети – более 2 кВт.
Примечание: указанная на схеме частота 27,12 МГц не оптимальна, она выбрана из соображений электромагнитной совместимости. В СССР она была свободной («мусорной») частотой, для работы на которой разрешения не требовалось, лишь бы устройство помех никому не давало. А вообще-то С можно перестраивать генератор в довольно широком диапазоне.
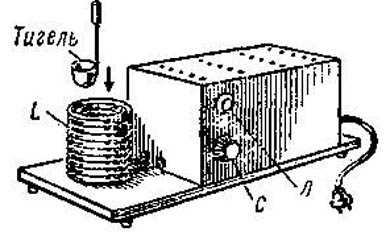
Самодельная тигельная индукционная печь 50-х годов.
На следующем рис. слева – простейший генератор с самовозбуждением. L2 – индуктор; L1 – катушка обратной связи, 2 витка эмалированного провода диаметром 1,2-1,5 мм; L3 – болванка или шихта. В качестве контурной емкости используется собственная емкость индуктора, поэтому эта схема не требует настройки, она автоматически входит в режим нулевой моды. Спектр мягкий, но при неправильной фазировке L1 мгновенно сгорает транзистор, т.к. он оказывается в активном режиме с КЗ по постоянному току в цепи коллектора.
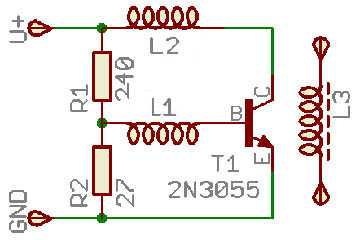
Схема простейшего генератора для индукционной печи
Также транзистор может сгореть просто от изменения наружной температуры или саморазогрева кристалла – каких-либо мер по стабилизации его режима не предусмотрено. В общем, если у вас завалялись где-то старые КТ825 или им подобные, то начинать эксперименты по индукционному нагреву можно с этой схемки. Транзистор должен быть установлен на радиатор площадью не менее 400 кв. см. с обдувом от компьютерного или ему подобного вентилятора. Регулировка можности в индукторе, до 0,3 кВт – изменением напряжения питания в пределах 6-24 В. Его источник должен обеспечивать ток не менее 25 А. Мощность рассеивания резисторов базового делителя напряжения не менее 5 Вт.
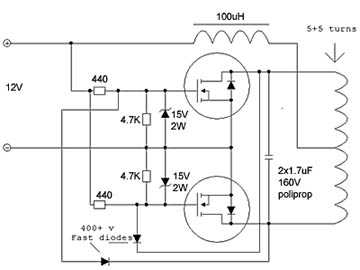
Генератор-мультивибратор для индукционной печи
Схема на след. рис. справа – мультивибратор с индуктивной нагрузкой на мощных полевых тразисторах (450 B Uk, не менее 25 A Ik). Благодаря применению емкости в цепи колебательного контура дает довольно мягкий спектр, но внемодовый, поэтому пригоден для разогрева деталей до 1 кг для закалки/отпуска. Главный недостаток схемы – дороговизна компонент, мощных полевиков и быстродействующих (граничная частота не менее 200 кГц) высоковольтных диодов в их базовых цепях. Биполярные мощные транзисторы в этой схеме не работают, перегреваются и сгорают. Радиатор здесь такой же, как и в предыдущем случае, но обдува уже не нужно.
Следующая схема уже претендует на звание универсальной, мощностью до 1 кВт. Это – двухтактный генератор с независимым возбуждением и мостовым включением индуктора. Позволяет работать на 2-3 моде или в режиме поверхностного нагрева; частота регулируется переменным резистором R2, а диапазоны частот переключаются конденсаторами С1 и С2, от 10 кГц до 10 МГц. Для первого диапазона (10-30 кГц) емкость конденсаторов С4-С7 должна быть увеличена до 6,8 мкФ.
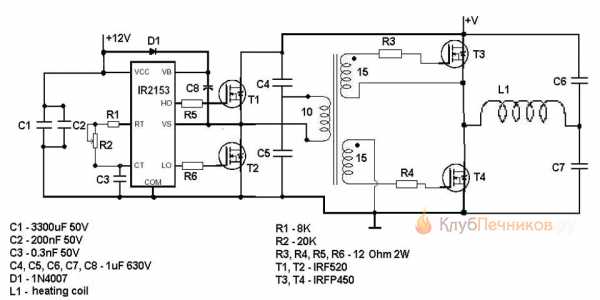
Схема универсального генератора для индукционной печи
Трансформатор между каскадами – на ферритовом кольце с площадью сечения магнитопровода от 2 кв. см. Обмотки – из эмалированного провода 0,8-1,2 мм. Радиатор транзисторов – 400 кв. см. на четверых с обдувом. Ток в индукторе практически синусоидальный, поэтому спектр излучения мягкий и на всех рабочих частотах дополнительных мер защиты не требуется, при условии работы до 30 мин в день через 2 дня на 3-й.
Видео: самодельный индукционный нагреватель в работе
Индукционные котлы
 Индукционные водогрейные котлы, без сомнения, вытеснят бойлеры с ТЭНами везде, где электричество обходится дешевле других видов топлива. Но их неоспоримые достоинства породили и массу самоделок, от которых у специалиста иной раз буквально волосы дыбом встают.
Индукционные водогрейные котлы, без сомнения, вытеснят бойлеры с ТЭНами везде, где электричество обходится дешевле других видов топлива. Но их неоспоримые достоинства породили и массу самоделок, от которых у специалиста иной раз буквально волосы дыбом встают.
Скажем, такая конструкция: пропиленовую трубу с проточной водой окружает индуктор, а он запитан от сварочного ВЧ-инвертора на 15-25 А. Вариант – из термостойкого пластика делают пустотелый бублик (тор), по патрубкам пропускают через него воду, а для нагрева обматывают шиной, образующий свернутый в кольцо индуктор.
ЭМП передаст свою энергию воде хорошо; та обладает неплохой электропроводностью и аномально высокой (80) диэлектрической проницаемостью. Вспомните, как стреляют в микроволновке оставшиеся на посуде капельки влаги.
Но, во-первых, для полноценного обогрева квартиры или частного дома зимой нужно не менее 20 кВт тепла, при тщательном утеплении снаружи. 25 А при 220 В дают всего 5,5 кВт (а сколько это электричество стоит по нашим тарифам?) при 100% КПД. Ладно, пусть мы в Финляндии, где электричество дешевле газа. Но лимит потребления на жилье – все равно 10 кВт, а за перебор нужно платить по увеличенному тарифу. И квартирная проводка 20 кВт не выдержит, нужно тянуть отдельный фидер от подстанции. Во что такая работа обойдется? Если еще электрикам далеко до перебора мощности по району и они ее разрешат.
Затем, сам теплообменник. Он должен быть или металлическим массивным, тогда будет действовать только индукционный нагрев металла, или из пластика с низкими диэлектрическими потерями (пропилен, между прочим, к таким не относится, годится только дорогой фторопласт), тогда вода непосредственно поглотит энергию ЭМП. Но в любом случае выходит, что индуктор греет весь объем теплообменника, а воде тепло отдает только внутренняя его поверхность.
В итоге, ценой больших трудов с риском для здоровья, получаем бойлер с КПД пещерного костра.
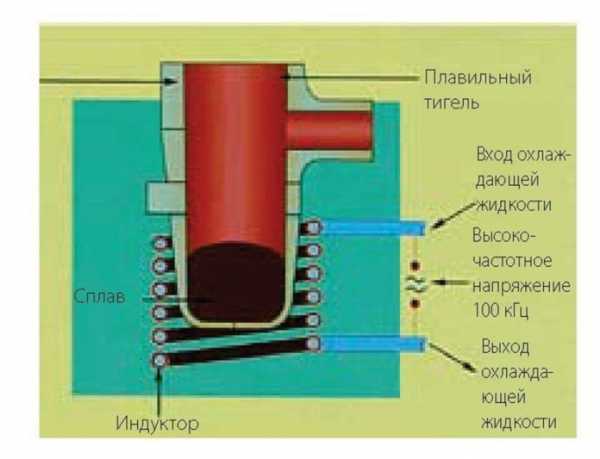
Индукционный котел отопления промышленного изготовления устроен совсем по-иному: просто, но в домашних условиях невыполнимо, см. рис. справа:
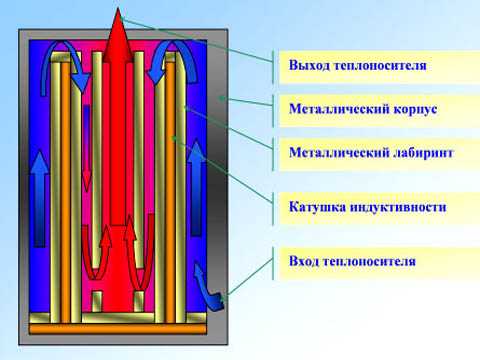
Схема индукционного водогрейного котла
- Массивный медный индуктор подключается непосредственно к сети.
- Его ЭМП греет также массивный металлический лабиринт-теплообменник из ферромагнитного металла.
- Лабиринт одновременно изолирует индуктор от воды.
Стоит такой бойлер в несколько раз дороже обычного с ТЭНом, и пригоден для установки только на пластиковые трубы, но взамен дает массу выгод:
- Никогда не сгорает – в нем нет раскаленной электроспирали.
- Массивный лабиринт надежно экранирует индуктор: ППЭ в непосредственной близости от 30 кВт индукционного бойлера – ноль.
- КПД – более чем 99,5%
- Абсолютно безопасен: собственная постоянная времени обладающей большой индуктивностью катушки – более 0,5 с, что в 10-30 раз больше времени срабатывания УЗО или автомата. Его еще ускоряет «отдача» от переходного процесса при пробое индуктивности на корпус.
- Сам же пробой вследствие «дубовости» конструкции исключительно маловероятен.
- Не требует отдельного заземления.
- Безразличен к удару молнии; сжечь массивную катушку ей не под силу.
- Большая поверхность лабиринта обеспечивает эффективный теплообмен при минимальном температурном градиенте, что почти исключает образование накипи.
- Огромная долговечность и простота пользования: индукционный бойлер совместно с гидромагнитной системой (ГМС) и фильтром-отстойником работает без обслуживания не менее 30 лет.
О самодельных котлах для ГВС
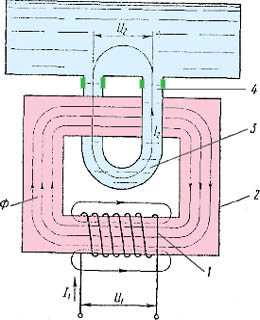
Схема индукционного водонагревателя для ГВС
Здесь на рис. приведена схема маломощного индукционного нагревателя для систем ГВС с накопительным баком. В ее основе – любой силовой трансформатор на 0,5-1,5 кВт с первичной обмоткой на 220 В. Очень хорошо подходят сдвоенные трансформаторы от старых ламповых цветных телевизоров – «гробов» на двухстержневом магнитопроводе типа ПЛ.
Вторичную обмотку с таких снимают, первичку перематывают на один стержень, увеличив количество ее витков для работы в режиме, близком к КЗ (короткому замыканию) по вторичке. Сама же вторичная обмотка – вода в U-образном колене из трубы, охватывающем другой стержень. Пластиковая труба или металлическая – на промчастоте все равно, но металлическая должна быть изолирована от остальной системы диэлектрическими вставками, как показано на рис, чтобы вторичный ток замыкался только через воду.
В любом случае такая водогрейка опасна: возможная протечка соседствует с обмоткой под сетевым напряжением. Если уж идти на такой риск, то в магнитопроводе нужно насверлить отверстие под болт-заземлитель, и прежде всего наглухо, в грунт, заземлить трансформатор и бак стальной шиной не менее 1,5 кв. см. (не кв. мм!).
Далее трансформатор (он должен располагаться непосредственно под баком), с подключенным к нему сетевым проводом в двойной изоляции, заземлителем и водогрейным витком заливают в одну «куклу» силиконовым герметиком, как моторчик помпы аквариумного фильтра. Наконец, крайне желательно весь агрегат подключить к сети через быстродействующее электронное УЗО.
Видео: “индукционный” котел на основе бытовой плитки
Индуктор на кухне

Варочная индукционная плита
Индукционные варочные поверхности для кухни стали уже привычными, см. рис. По принципу действия это та же индукционная печка, только в роли короткозамкнутой вторичной обмотки выступает днище любой металлической варочной посудины, см. рис. справа, а не только из ферромагнитного материала, как часто не знаючи пишут. Просто алюминиевая посуда выходит из употребления; медики доказали, что свободный алюминий – канцероген, а медная и оловянная давно уже не в ходу по причине токсичности.
Бытовая индукционная плитка – порождение века высоких технологий, хотя идея ее зародилась одновременно с индукционными плавильными печами. Во-первых, для изоляции индуктора от стряпни понадобился прочный, стойкий, гигиеничный и свободно пропускающий ЭМП диэлектрик. Подходящие стеклокерамические композиты появились в производстве сравнительно недавно, и на долю верхней пластины плиты приходится немалая доля ее стоимости.

Схема кухонной индукционной плиты
Затем, все варочные посудины разные, а их содержимое изменяет их электрические параметры, и режимы приготовления блюд тоже разные. Осторожным подкручиванием ручек до нужной моды тут и специалист не обойдется, нужен высокопроизводительный микроконтроллер. Наконец, ток в индукторе должен быть по санитарным требованиям чистой синусоидой, а его величина и частота должны сложным образом меняться сообразно степени готовности блюда. То есть, генератор должен быть с цифровым формированием выходного тока, управляемым тем самым микроконтроллером.
Делать кухонную индукционную плиту самому нет смысла: на одни только электронные компоненты по розничным ценам денег уйдет больше, чем на готовую хорошую плитку. И управлять этими приборами пока еще сложновато: у кого есть, тот знает, сколько там кнопочек или сенсоров с надписями: «Рагу», «Жаркое» и т.п. Автор этой статьи видал плитку, где значилось отдельно «Борщ флотский» и «Суп претаньер».
Тем не менее, индукционные плиты имеют массу преимуществ перед прочими:
- Почти нулевая, в отличие от микроволновок, ППЭ, хоть сам на эту плитку садись.
- Возможность программирования для приготовления самых сложных блюд.
- Растопка шоколада, вытапливание рыбьего и птичьего жира, приготовление карамели без малейших признаков пригорания.
- Высокая экономичность как следствие быстрого нагрева и почти полного сосредоточения тепла в варочной посуде.
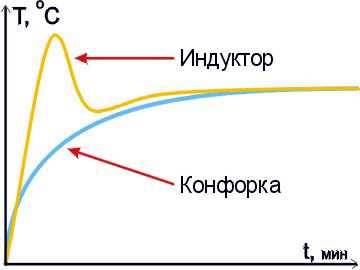
Разогрев варочной посуды на индукционной плите и газовой конфорке
К последнему пункту: взгляните на рис. справа, там графики разогрева стряпни на индукционной плите и газовой конфорке. Кто знаком с интегрированием, тот сразу поймет, что индуктор на 15-20% экономичнее, а с чугунным «блином» его можно и не сравнивать. Затраты денег на энергоноситель при приготовлении большинства блюд для индукционной плиты сравнимы с газовой, а на тушение и варку густых супов даже меньше. Индуктор пока уступает газу только при выпечке, когда необходим равномерный прогрев со всех сторон.
Видео: неудавшийся индукционный нагреватель из кухонной плиты
В заключение
Итак, индукционные электроприборы для подогрева воды и приготовления пищи лучше покупать готовые, дешевле и проще выйдет. А вот завести самодельную индукционную тигельную печку в домашней мастерской не помешает: станут доступными тонкие способы плавки и термообработки металлов. Нужно только помнить о ППЭ с СВЧ и строго соблюдать правила конструирования, изготовления и эксплуатации.
Загрузка…Обсуждение темы «Индукционная печь»
clubpechnikov.ru
Индукционные печи – принцип работы индукционной печи. Лабораторные индукционные печи
Принцип действия индукционных печей основан на токах, возникающих в расплаве с помощью специальных устройств — индукторов. При этом наведенные токи позволяют достигать температуры плавления в металлах, достигается высокая равномерность расплавов за счет перемешивания. Все элементы расплавов подвергаются вихревому воздействию токов, таким образом происходит движение слоев и достигается максимально возможное смешивание различных присадок и металлов. К основным достоинствам индукционных печей следует отнести простейший ремонт, высокий КПД, возможность получения сплавов, обладающих заданными характеристиками и выполнять термообработку в любом режиме.
Навигация:
- Промышленная печь индукционная
- Лабораторная индукционная печь
Индуктор, помимо создания электрического тока в обрабатываемом металле, воспринимает механические вибрационные и температурные нагрузки, поэтому при проектировании предусматривается необходимая прочность и тугоплавкость как токопроводящей, так и изолирующей части. В качестве изоляции может применяться воздушная прослойка, при этом должно быть обеспечено необходимое расстояние между витками и жесткое закрепление проводника.
Также применяют ленточную изоляцию, которая наносится поверх лакового покрытия. Лента должна обладать хорошими диэлектрическими свойствами, обеспечивающими надежную изоляцию витков.
Другим способом обеспечения необходимой диэлектрической изоляции витков индуктора является применение специального прокладочного материала, устанавливаемого между витками. Крепление прокладок осуществляется с помощью специального клея. Такой способ обычно применяется для изоляции индуктора большой мощности.
Компаундирование также служит для обеспечения нужного уровня изоляции. Данный способ не нашел широкого применения, поскольку индуктор в этом случае очень сложно отремонтировать.
Токопроводящая часть индуктора должна обладать хорошей электропроводностью, снижающей потери мощности. Кроме того, материал, используемый в электрической части индуктора должен быть немагнитным. Для того, чтобы обеспечить максимальную площадь со стороны, обращенной к обрабатываемому металлу и меньшую массу, используются различные сечения с внутренними полостями.
Каркас печи должен обеспечить жесткость всей конструкции и исключить поглощение мощности деталями. В промышленных печах обычно применяется цилиндрический каркас из листов стали со специальными технологическими отверстиями, обеспечивающими свободный доступ к индуктору.
Плавка металла в индукционной печи позволяет точно регулировать температурные режимы, поддерживать необходимую температуру в течение определенного времени. КПД индукционных печей очень высокий, поскольку отсутствуют дополнительно нагреваемые элементы, нагревается только обрабатываемый металл. По экологическим характеристикам индукционные печи являются наиболее безопасными, так как отсутствуют продукты сгорания топлива и вредные вещества, выделяющиеся при других способах плавки.
Индукционные печи применяются для выплавки цветных и черных металлов, закалки, отпуска, отжига, нормализации сталей. Конструктивно индукционные печи бывают канального типа и тигельные. Выпускаются печи, позволяющие производить плавку с доступом воздуха, в определенной газовой среде с избыточным давлением или вакууме.
Помимо цветных металлов, индукционные печи используют для плавки драгоценных металлов. При этом обычно требуется более низкая температура, чем для черных металлов. Плавка палладия в индукционной печи требует окислительной атмосферы, в отличие от других драгоценных металлов.
Выплавка стали в индукционных печах позволяет получать высоколегированные сорта, отвечающие самым жестким требованиям. В некоторых случаях применяется плавка стали в определенной газовой среде или вакууме, что позволяет получать дополнительные качества.
Плавка титана в индукционных печах дает возможность получения слитков или заготовок, обладающих равномерным составом по всему объему. Недостатком плавки в индукционных печах является сравнительно высокое содержание углерода в конечной продукции. Для уменьшения воздействия газов, выплавку титана производят в аргоновой среде или вакууме.
Следует учесть, что плавка влажных или содержащих лед металлов очень опасна, поэтому рекомендуется предварительная сушка. Наличие влаги в рабочей камере печи при появлении расплава вызовет разбрызгивание раскаленного металла, что может повлечь за собой травмы и выход из строя оборудования.
Схема простейшей индукционной печи:
Отлив металла из индукционной печи:

Промышленная печь индукционная
Проектирование промышленных печей осуществляется исходя из требований к технологическому процессу. Проект определяет максимально возможную температуру нагрева, возможность создания определенной газовой среды или вакуума, применение тиглей или канальное устройство рабочей части, степень автоматизации. Промышленные печи должны оборудоваться системами, обеспечивающими максимальную безопасность в процессе работы. Кроме того, так печи работают с применением переменного электрического тока, на мощность печи влияет его частота.
От того, какие температурные режимы требуются, какие виды металлов или сплавов планируется выплавлять, применяют различные виды футеровки. Футеровка индукционных печей может выполняться из огнеупорного материала, содержащего свыше 90% окиси кремния с небольшим количеством других окислов. Такая футеровка получила название кислой и может выдержать до 100 плавок.
Основная или щелочная футеровка изготавливается из магнезита с добавлением других окислов и жидкого стекла. Такая футеровка может выдержать до 50 плавок, в печах большого объема износ происходит намного быстрее.
Нейтральная футеровка применяется чаще других видов и может выдерживать свыше 100 плавок. Наиболее часто она применяется в тигельных печах. Следует учесть, что в результате проведения плавок происходит неравномерный износ футеровки. Таким образом изменяется рабочий объем и толщина стенки футеровки. Больший износ происходит в местах с большей температурой, обычно в нижней части печи.
Так как промышленные индукционные печи работают с большими нагрузками, обмотка индуктора в процессе работы может значительно нагреваться. Для предотвращения негативных последствий перегрева, обычно предусматривается водяная система охлаждения, отводящая излишки тепла от витков индуктора. При проектировании вопрос охлаждения индуктора является одним из важнейших, поскольку от эффективности системы зависит надежность и срок службы всей печи.
Максимально возможная автоматизация процессов термообработки является необходимым условием для нормальной работы промышленных индукционных печей. Правильно подобранная автоматика обеспечит различные режимы, позволяющие наиболее точно выполнить требования технологических процессов.
Производство промышленных печей осуществляется в строгом соответствии с требованиями заказчика и регулирующей НТД. Промышленные печи могут изготавливаться по типовым проектам или индивидуальным заказам. Обязательным условием является аттестация оборудования, которая должна выполняться не реже 1 раза в год.
Плавильная индукционная печь:

Лабораторная индукционная печь
Исследования, проводимые с различными металлами и сплавами, требуют создания определенных условий в процессе плавки или термообработки. Индукционная печь лабораторная служит для обеспечения заданных условий, поэтому степень автоматизации такого устройства очень высока. В зависимости от того, какие материалы планируется исследовать, лабораторные печи снабжаются дополнительным оборудованием. Некоторые модели предусматривают возможность плавки при избыточном давлении или вакууме.
В лабораторных печах для футеровки, помимо указанных выше материалов, могут применяться более современные теплоизолирующие материалы, такие как:
корунд, выдерживающий до 300 плавок;
различные термостойкие волоконные материалы;
керамические теплоизолирующие пластины.
К лабораторным печам можно отнести также ювелирные печи, служащие для обработки драгоценных металлов и стоматологические, предназначенные для изготовления протезов. Печи такого типа обычно не предназначены для получения высоких температур и обработки больших объемов металла, поэтому мощность их не высока.
Каркас лабораторных печей обычно имеет форму куба или параллелепипеда. Для изготовления ребер применяют различные немагнитные материалы (дюралюминий, специальная сталь, медь). Элементы каркаса закрываются асбоцементными листами, обеспечивающими дополнительную теплоизоляцию. Для уменьшения нагрева элементов каркаса применяют специальные изолирующие прокладки. Также они служат для предотвращения возникновения блуждающих токов. Крепление индуктора в этом случае осуществляется к верхним и нижним плитам.
Лабораторные индукторные печи, как и промышленные, требуют эффективного охлаждения обмотки. В некоторых моделях достаточно воздушного охлаждения, в работающих с высокими температурами индукторах применяется водяное.
Наличие необходимого уровня защиты от токов индукции в лабораторных печах является необходимым условием, обеспечивающим безопасность персонала. Для обеспечения нужного уровня безопасности, используются специальные электромагнитные экраны. Обычно они изготавливаются из листового алюминия или меди.
Небольшая индукционная печь:

vakuumtest.ru
Индукционные печи для кухни
Плита – ключевой элемент бытовой техники, без которого невозможно обойтись ни на одной кухне. И если раньше помощницами хозяек были электрические и газовые варочные панели, то сейчас популярность приобретают индукционные печи. И это оправданно, ведь они обладают массой неоспоримых преимуществ: пожаробезопасностью, экономичностью, высокой скоростью разогрева и приготовления пищи. Индукционные печи- самая современная бытовая техника для кухни
Индукционные печи- самая современная бытовая техника для кухни
Принцип работы индукционной печи
На рынке бытовой техники индукционная печь появилась в 80-х годах прошлого столетия, однако к изобретению отнеслись недоверчиво из-за высокой стоимости и непонятного принципа функционирования. Только после того, как рестораторы начали использовать индукционную панель и прочувствовали ее преимущества, их примером воспользовались хозяйки, желающие упростить и ускорить приготовление пищи.
Принцип работы индукционных плит основан на использовании энергии магнитного поля. Стеклокерамическая поверхность печки скрывает под собой медную катушку, при прохождении через витки которой электрический ток преобразуется в индукционный. При размещении на конфорке посуды с магнитным дном ток воздействует на электроны ее ферромагнитного материала, приводя их в движение. Вследствие этого процесса происходит выделение тепла, благодаря которому посуда нагревается и находящееся в ней содержимое приходит в стадию приготовления.
 Для приготовления пищи на индукционной плите нужна специальная посуда
Для приготовления пищи на индукционной плите нужна специальная посуда
Индукционные варочные панели принципиально отличаются от электрических и газовых, следующими аспектами:
- Нагрев покрытия. В традиционных печках в первую очередь нагревается конфорка, после чего передает тепло, стоящей на ней посуде. Индукционный нагрев предполагает разогрев непосредственно дна сковороды либо кастрюли. Стеклокерамическая панель при этом нагревается от посуды, а после ее снятия остывает в течение 5 минут.
- Коэффициент полезного действия. Индукционные электрические плиты имеют КПД 90% за счет того, что энергия не тратится на нагревание конфорки, а воздействует на дно кастрюли.
- Экономия электроэнергии. Регулировка температуры индукционной печи происходит практически моментально, что ведет к рациональному потреблению электроэнергии.
- Безопасность. При работе печки сама панель не нагревается, поэтому можно не бояться получения ожогов.
Особенности приготовления еды
Часто хозяйки преднамеренно отказываются от покупки электроиндукционных печей, поскольку опасаются сложностей при включении и готовке. На самом деле в том, чтобы включить индукционную плиту, нет ничего сложного.
После подключения прибора к источнику питания сработает сигнал, оповещающий о возможности включения варочной панели. Каждая зона имеет регулятор мощности и настраиваемый таймер.
 Необычный дизайн индукционной плиты
Необычный дизайн индукционной плиты
О том, как готовить на индукционной плите, подробно расписано в инструкции по ее применению. Там обозначены температурные режимы и параметры мощности, необходимые для конкретного процесса приготовления того или иного блюда. Например, закипание воды происходит на 7-9 уровне, тушение – 5 или 6.
Виды плит
На рынке бытовой техники представлены печи различной функциональности и стоимости. Пользователи могут приобрести как недорогие индукционные плиты для кухни, так и многофункциональные системы, монтируемые в кафе и ресторанах.
К основным видам этого оборудования относятся:
- компактные настольные индукционные плиты с одной или несколькими конфорками;
- встраиваемая техника либо отдельные варочные панели;
- комбинированные плиты – совмещают элементы, работающие на принципе магнитной индукции, и электрические нагревательные конфорки.
 Комбинированная индукционно-газовая плита
Комбинированная индукционно-газовая плита
При выборе печки на основе энергии магнитного поля стоит обращать внимание на возможности мощности и количество режимов. Функция интенсивного нагрева позволяет приготовить блюдо быстрее.
Инфракрасные сенсоры контролируют максимальный нагрев дна кастрюли и предотвращают пригорание пищи: на мой взгляд, эта функция необходима в приборе.
Задуматься стоит и о форме конфорки: она может быть плоской или углубленной. От этого будет зависеть возможность использования посуды с различным дном. Многофункциональные устройства, такие как индукционные плиты с духовым шкафом и большим количеством конфорок, позволят одновременно приготовить несколько блюд.
Технические характеристики
В зависимости от типа и стоимости электроиндукционные печи имеют следующие технические характеристики:
- максимальная температура нагрева составляет 60 градусов Цельсия;
- мощность колеблется в диапазоне 50-3500 Вт;
- количество режимов регулировки дифференцируется от 12 до 20 в зависимости от вида прибора;
- устройства оснащены сенсорной панелью;
- нагревательный элемент действует на основе индукции;
- прибор оснащен таймером.
 Переносная индукционная плитка
Переносная индукционная плитка
Как и любая техника, этот вид печей не застрахован от поломок, однако найти запчасти для индукционных плит не составит никакого труда. Кроме того, люди, разбирающиеся в законах физики, запросто смогут изготовить индукционную плиту своими руками. Однако, помните, что браться за это дело стоит лишь в случае наличия необходимых знаний и опыта.
Подбираем посуду для индукционной плиты
Многие хозяйки уверены, что всю посуду для индукционной плиты придется покупать заново, поскольку имеющаяся не подойдет. Это не совсем так.
Для приведения индукционной варочной панели в режим работы необходимо использовать посуду, обладающую ферромагнитными свойствами. Проверить это достаточно просто: нужно приложить магнит ко дну. Если он прилипнет, посуда подходит для использования на плите.
Ферромагнитными свойствами обладает железные, эмалированные и чугунные кастрюли. Стеклянные, керамические, фарфоровые и медные емкости не подходят для печи, использующей энергию магнитного поля.
В случае когда подходящих кастрюль и сковородок в наличии нет, выбрать посуду для индукционных плит не составит труда, если воспользоваться несколькими советами:
- дно индукционной посуды должно иметь диаметр не менее 12 см для обеспечения оптимальной площади соприкосновения с поверхностью печки;
- толщина днища сковороды гриль для индукционной плиты или другой емкости должна составлять не менее 2 и не более 6 мм;
- поверхность дна должна быть ровной, без изгибов;
- помочь в выборе правильной емкости может значок на посуде для индукционных плит, который выглядит как горизонтальная спираль и означает использование ферромагнитного материала.
Существует много фирм, занимающихся выпуском кастрюль, сковородок, сотейников, жаровен и даже турок для индукционных плит. Поэтому купить их не составит труда.
ПОСМОТРЕТЬ ВИДЕО
Если возможность приобрести полный набор специальной посуды отсутствует, можно воспользоваться адаптером для индукционной плиты. Он представляет собой диск толщиной 2-3 мм с различным диаметром в зависимости от размера кастрюль и сковородок. Принцип действия таков: катушка передает тепло переходнику для индукционной плиты, который, в свою очередь, нагревает стоящую на нем посуду. При использовании такого устройства не обязательно покупать специальный чайник для индукционной плиты, можно запросто пользоваться любимым керамическим.
obzorkuhni.ru
Устройство и принцип работы индукционных печей

Индукционная печь — по большей части является лишь дополнением крупных вакуумных систем, где требуются установки индукционного принципа действия, которые позволяют получать максимальную производительность в тех местах, где о ней не могло бы быть и речи.
Навигация:
- Промышленная индукционная печь
- Лабораторная индукционная печь

Ключевые элементы индукционных печей:
- Индуктор — элемент, который выполняет сразу несколько важных функций, от которых зависит работа всей системы.
- Наклонные элементы печи — это часть агрегата, благодаря которой удается регулировать уровень наклона и расположения самой печи. Этот элемент действительно очень важен в системе, так как без него, настроить агрегат под определенные задачи будет очень непросто.
- Камера нагрева — это ключевой элемент всей системы, так как именно здесь происходят все процессы, а именно: нагрев, плавка и даже отжиг металла. Так что по праву, эту часть системы можно называть ключевой.
Но это еще явно не все элементы, из которых состоят индукционные печи. В этом списке, мы не упоминали менее весомые элементы, которые не имеют определенных функций в системе. Так как если перечислять все самые мелкие детали, то на это уйдет слишком много времени.

Если же выделить из всех элементов какой-то самый важный для работы всего механизма, то, несомненно — это плавильный тигель, который находится в цилиндрическом отсеке, и имеет он форму цилиндра. Что касается индуктора, то он имеет подключение к источнику тока, и эта связь позволяет работать агрегату на полной мощности, при этом не иметь абсолютно никаких сбоев в работе. Также в системе есть такой элемент, как металлическая шихта, и погружен этот элемент во внутреннюю часть тигля, где выполняет целый ряд важных функций.
Индукционный нагрев начинает свой путь из электромагнитного поля, где весь процесс запускает тепловое действие, которое исходит из вихрей электрических токов. Это напряжение в свою очередь, направляется к обрабатываемому материалу, где с помощью индукции начинается процесс плавки. Нагрев таким способом позволяет достигать максимальных показателей температуры, благодаря чему, появляется возможность обработки более сложных по своей структуре материалов.
Сейчас мы поговорим о характерных преимуществах индукционных печей, которых к слову существует немало. Но вот насколько они могут быть полезными во время работы, мы сможем узнать лишь тогда, когда тщательнее с ними ознакомимся.
Преимущества индукционных печей:
- Легкое обслуживание индукционных печей — это весомое преимущество, так как во время поломки не будет возникать каких-то больших проблем. Подобные установки очень легко поддаются починке, причем занимает это вовсе немного времени и не требует огромного вложения средств. Для многих предприятий, этот факт является настолько весомым, что только из-за этого они готовы покупать подобные печи.
- Большое количество выделяемой энергии — это позволяет значительно ускорить процедуру нагрева, и накала металлов. Но, несмотря на ускорение, качество обработки становится только лучше, что также нельзя не назвать преимуществом данной системы.
- Наличие функции образования разных атмосфер внутри системы — к числу таких атмосфер можно отнести: нейтральную, окислительную и даже восстановительную.
- Высокие показатели производительности — об этом не стоит даже спорить, так как производительность у подобных устройств действительно на высоте и это уже неоднократно доказано десятками предприятий, которые платят за такие печи огромные деньги, лишь бы повысить показатели производительности труда.
Все эти преимущества на самом деле важны и если сравнивать эту печь с конкурентами, то не трудно заметить, что у них подобных преимуществ попросту нет, хотя и цена устройств может быть вполне сопоставима. Но дабы иметь более явные понятия, мы сейчас рассмотрим и недостатки индукционных печей, дабы узнать, чего же все-таки в этой системе больше.
Недостатки индукционных печей:
- Отсутствие в ассортименте разнообразия в плане габаритов — это действительно существенный недостаток, так как подобрать подобную установку под определенное место — это не самая легкая затея. Именно поэтому, многие пытаются искать альтернативу среди других устройств, что сделать также довольно проблематично.
- Высокий шумовой диапазон — этот недостаток также играет большую роль, если печь находится где-то в жилых помещениях. Главной причиной этого, является тот факт, что громкие звуки, которые исходят от устройства, могут мешать не только вам, а и соседям, которые живут рядом. Причем, при обработке определенных материалов бывают еще и большие вибрации, что не менее приятно.
- Низкий уровень температуры шлаков — это также существенная недоработка данного рода печей, так как из-за этого порой можно заметить определенные спады производительности. Подобные случаи происходят не так часто, но все-таки это бывает, и ничего хорошего в этом уж явно нет.
Промышленная индукционная печь
Промышленная индукционная печь, в отличие от стандартной вариации имеет совершенно другой принцип работы, который собственно и является главным отличием этих систем. Именно из-за особого принципа работы, подобные печи и стали пользоваться настоящей популярностью у предпринимателей, которые готовы отдавать за них весьма немаленькие деньги, лишь бы заполучить такие установки в свое пользование.

Данная категория печей имеет большое количество предназначений, главным из которых, является изготовление самых разных изделий. Проделывается все это с помощью потока тепловой энергии, благодаря которой печь имеет возможность производить такие обработки, как: отжиг металла, закалка, и плавка. Стоит отметить, что подобные печи это делают, не только быстро, а и качественно, что также является большим преимуществом подобных установок.
Не стоит забывать и об огромном спектре использования, так как они нашли себе применение чуть ли не во всех отраслях, куда их только можно было впихнуть. Если выделить несколько ключевых областей применения промышленных индукционных печей, то в первую очередь сюда войдут такие направления, как:
- Машиностроение
- Комическая промышленность
- Химическая промышленность
Это три ключевых направления, где сейчас происходит наиболее частое применение промышленных печей, где их функционал используется на все сто процентов. Но это еще только начало развития промышленных индукционных печей в этих направлениях, так как по словам экспертов, у них в этом плане очень большой потенциал.
Как мы ранее уже упоминали, данная категория печей в первую очередь отличается особенностью своей конструкции, так как в других установках совершенно другие принципы действия, которые в плане производительности менее эффективные. Главным элементом в данной категории печей является камера нагрева, которая имеет полную изоляцию, благодаря которой внутри системы удается долгое время выдерживать тепло.
Теплоотборник в данной категории устройств также имеет место быть. Так как после первичной обработки, любой элемент требует охлаждения, дабы не потерять форму. Теплоотборник в этом плане показывает себя только с лучшей стороны, ведь претензий по работе этого механизма практически нет, за исключением редких случаев.
Фундаментальная часть механизма — это также очень важный элемент, который берет на себя роль некой опоры, на которой крепится сам агрегат. Нужна эта опора для того, чтобы во время работы устройство не сдвигалось с места. Происходит подобное из-за чрезмерной мощности установки, если же её закрепить на фундаментальном элементе, то подобных случаев происходить уж явно не будет. Также эта стойка имеет свойства нейтрализации большей части вибраций, которые исходят от печи, что также не стоит оставлять без внимания.
Панель управления — это также очень важная часть системы, которую в какой-то мере можно назвать даже ключевой. Главной на то причиной, является возможность полной настройки и регулирования рабочего процесса, вплоть до самых мелких деталей. Причем ознакомление с панелью управления не занимает много времени, благодаря русскоязычному интерфейсу панели. Простая расстановка датчиков регулирования позволяет проводить даже определенные исследования перед тем, как начинать рабочий процесс. Делается это для того, чтобы рассчитать возможность агрегата, и понять какое количество продукции он сможет обработать за некий промежуток времени.
Лабораторная индукционная печь
Индукционная лабораторная печь — это устройство, которое имеет несколько ключевых задач, одной из которых является плавка металлов, сплавов и тому подобных материалов. Главной причиной использования таких печей в лабораториях, являются их компактные размеры и высокая производительность. Но стоит отметить, что проводить обработку продукции они могут лишь в малом количестве, так как делается это исключительно в целях эксперимента.

Но что касается того, насколько быстро и качественно производится этот процесс обработки, то это действительно очень сильно удивляет. Подобные системы работают на принципе термопары, которая находится во внутренней части тигля, где контроллеры регулируют весь процесс обработки без помощи каких-то дополнительных устройств.
Одним из не менее важных элементов в системе является пневматический подъемник, который позволяет продолжать работу устройства, переводя материал в следующий отсек для обработки в другой части системы. Но это лишь несколько элементов из всего механизма, а подобные печи работают на основе взаимодействия всей конструкции, благодаря которой удается достигать просто феноменальных показателей в плане эффективности.
hightermo.ru
схема, свойства, принцип работы сталеплавильного оборудования
Нагревание тел с помощью электромагнитного поля, возникающего от воздействия индуцированным током, называется индукционным нагревом. Электротермическое оборудование, или индукционная печь, имеет разные модели, предназначенные для выполнения задач разного назначения.
Конструкция и принцип действия
По техническим характеристикам устройство является частью установки, используемой в металлургической промышленности. Принцип работы индукционной печи зависит от переменного тока, мощность установки формируется назначением прибора, в конструкцию которого входит:
- индуктор;
- каркас;
- плавильная камера;
- вакуумная система;
- механизмы перемещения объекта нагревания и другие приспособления.
Современный потребительский рынок располагает большим количеством моделей приборов, работающих по схеме образования вихревых токов. Принцип работы и конструкционные особенности промышленной индукционной печи позволяет выполнять ряд специфических операций, связанных с плавкой цветного металла, термической обработкой изделий из металла, спекания синтетических материалов, очисткой драгоценных и полудрагоценных камней. Бытовые приборы используются для дезинфекции предметов быта и обогрева помещений.
Работа ИП (индукционной печи) заключается в нагревании помещенных в камеру предметов вихревыми токами, излучаемыми индуктором, представляющим собой катушку индуктивности, выполненную в форме спирали, восьмерки или трилистника с обмоткой проводом большого поперечного сечения. Работающий от переменного тока индуктор создает импульсное магнитное поле, мощность которого изменяется в соответствии с частотой тока. Предмет, помещенный в магнитное поле, нагревается до точки закипания (жидкости) или плавления (металл).
Установки, работающие с помощью магнитного поля, производятся в двух типах: с магнитным проводником и без магнитопровода. Первый тип приборов имеет в конструкции индуктор, заключенный в металлический корпус, обеспечивающий быстрое повышение температуры внутри обрабатываемого объекта. В печах второго типа магнитотрон находится снаружи установки.
Особенности индукционных приборов
Промышленные и бытовые агрегаты производятся в нескольких видах, каждый из которых обладает индивидуальными характеристиками и свойствами. Одним из видов приборов для термической обработки материалов являются индукционные тигельные печи, основными рабочими компонентами которых служат индукторы и генераторы.
Наиболее распространенной формой устройства является цилиндр, для изготовления которого используется огнестойкий материал. В конструкции отсутствует сердечник, индуктор тигельных ИП состоит из 8−10 витков медной трубки, тигель расположен в его полости. Установка работает от переменной сети. Для безопасности эксплуатации ИП оснащается системой звукового и светового оповещения, термометрами, датчиками давления, электронной панелью управления.
Достоинства тигельной установки
К положительным свойствам тигельной печи индукционного типа относится выделение тепловой энергии непосредственно при загрузке материала, однородность сплава при нагревании компонентов, возможность создания реакции окисления и восстановления без регулировки величины давления. Производительность прибора формируется удельной мощностью установки вне зависимости от частоты электромагнитного импульса.
При разогреве материала не требуется большого количества энергии, прерванный процесс плавки металла не влияет на качество конечного продукта. Оборудование просто в управлении и эксплуатации, выравнивание температуры в камере происходит по всему объему. Основным достоинством установки является экологическая безопасность для персонала и окружающей среды, электромагнитные волны не распространяются за пределы корпуса прибора.
Недостатки тигельной ИП
К отрицательным факторам устройства относится недостаточная температура шлака, применяемого при обработке зеркала расплава, невысокая стойкость футеровки при изменении температурного режима.
Несмотря на отрицательные качества, тигельные печи нашли применение в быту, а также разных областях производства и промышленности.
Самодельная индукционная печь
Для мастера, умеющего читать проектную документацию и собрать индукционную плавильную печь своими руками, схема доступна в интернете. Прибор может стать как помощником, так и опасным соседом, если в процессе сборки были допущены ошибки в выборе комплектующих деталей или расходных материалов. Основным условием создания функционального аппарата является знание основ физических свойств индукционного оборудования и меди для трубки.
От мастера также требуются навыки конструирования и монтажа электроприборов. Безопасность устройства индивидуальной сборки заключается в ряде особенностей:
- емкости оборудования;
- рабочей частоты импульса;
- мощности генератора;
- вихревых потерь;
- гистерезисных потерь;
- интенсивности тепловой отдачи;
- способа футеровки.
Обеспечить стабильную работу плавильного агрегата поможет профессиональная отделка или футеровка индукционной печи с целью возможных повреждений химическими средствами, термическими, механическими или физическими воздействиями. Для выполнения футеровки выбираются материалы с высокими огнеупорными свойствами с учетом метода нанесения облицовки.
Защитный слой обеспечивает качество плавильного процесса и химическую чистоту конечного продукта. Плавка стали в индукционных печах должна проводиться в безопасном для обслуживающего персонала режиме, иметь экономические показатели, мало потреблять электрической энергии, работать с недефицитными рабочими материалами, выделять минимальные отходы в производственном процессе.
Вакуумная плавильная установка
Для производства плавки и литья подходит вакуумный прибор индукционного типа, состоящий из камеры, индукционной печи и литейной формы. К положительным качествам устройства относится возможность получения высококачественной продукции при минимальных затратах на производство. Принцип действия вакуумной печи основан на усовершенствованной технологии плавки металлов с повышенной дегазацией, возможностью дозаргузки установки, регулировки температурного режима, изменения химического состава и раскисления материала в рабочем процессе.
Технологический процесс позволяет получать сплавы высокой чистоты, сокращать время нагрева и плавки, использовать любую форму сырья. Приборы вакуумного типа могут работать от переменной сети, конечным продуктом является сплав с пониженным процентом водорода и азота, чистота материала получается за счет откачки воздуха из плавильной камеры и очистки металла от летучих компонентов, присутствующих в шихте.
Канальное плавильное устройство
Канальный тип индукционной сталеплавильной печи имеет в конструкции электромагнитный сердечник. Принцип действия прибора заключается в движении переменного магнитного потока через магнитопровод. В кольце с жидким металлом происходит возбуждение электрического тока, разогревает шихту до заданной температуры. Технология применяется в литейном производстве, миксерах, пищевых раздаточных столах. Для увеличения магнитного потока используется магнитный проводник замкнутого вида из трансформаторной стали.
Свое название канальные печи получили за наличие в пространстве агрегата двух отверстий с каналом, образующим замкнутый контур. По конструкционным особенностям прибор не может работать без контура, благодаря которому жидкий алюминий находится в непрерывном движении. При несоблюдении рекомендаций завода изготовителя оборудование самопроизвольно отключается, прерывая процесс плавки.
По расположению каналов индукционные плавильные агрегаты бывают вертикальными и горизонтальными с барабанной или цилиндрической формой камеры. Барабанная печь, в которой можно плавить чугун, выполнена из листовой стали. Поворотный механизм оснащен приводными роликами, электродвигателем на две скорости и цепной передачей.
Жидкая бронза заливается через сифон, расположенный на торцевой стенке, присадки и шлаки загружаются и удаляются через специальные отверстия. Выдача готовой продукции осуществляется через V -образный сливной канал, сделанный в футеровке по шаблону, который расплавляется в рабочем процессе. Охлаждение обмотки и сердечника осуществляется воздушной массой, температура корпуса регулируется при помощи воды.
chebo.pro
Принцип работы индукционной печи | Индукционная печь
 Индукционный нагрев стал широко распространяться благодаря тому, что является довольно экономичным, мобильным и качественным способом нагрева электропроводящих поверхностей. Все больше предприятий стали заменять свои прежние плавильные печи на индукционные. Установки индукционного нагрева не просто так захватили внимание многих металлобработчиков, ведь принцип их работы настолько прост,
Индукционный нагрев стал широко распространяться благодаря тому, что является довольно экономичным, мобильным и качественным способом нагрева электропроводящих поверхностей. Все больше предприятий стали заменять свои прежние плавильные печи на индукционные. Установки индукционного нагрева не просто так захватили внимание многих металлобработчиков, ведь принцип их работы настолько прост,
что производственный процесс можно значительно увеличить, подняв объем производства на предприятии.
Принцип работы индукционной печи
Работа индукционной печи базируется на законе Ленца-Джоуля. Энергия электромагнитного поля проходит через нагреваемый объект и превращается в тепловую энергию, накаляя металлическую поверхность до нужной температуры.
За формирование электромагнитного поля в индукционной печи отвечает индуктор. Сам индуктор выглядит, как цилиндрическая катушка с витками проводящей электричество проволоки. Переменный ток проходит через индуктор и благодаря этому в катушке создается переменное магнитное поле.
Объект, который нуждается в нагреве, как правило, помещается внутри индуктора или рядом с ним (в зависимости от того какая мощность нагрева требуется). Вокруг металлической заготовки образуется электрическое поле, которое проходит через металл и позволяет нагреть его на нужную глубину при нужной мощности.
Почему стоит выбрать индукционную печь
Индукционная печь может выполнять несколько функций, таких как закалка металла, плавка, нагрев, но основная задача данной установки – плавка металла. Индукционная печь имеет высокую мощность, которой вполне достаточно для того, чтобы расплавить металл за короткий промежуток времени.
Остановить свой выбор на индукционной печи стоит хотя бы потому, что она обладает перечнем преимуществ, которые выводят ее на уровень выше всех конкурентов.
- Индукционная печь имеет сравнительно небольшие габариты и способна уместиться в цеху с маленькой площадью.
- Во время работы установки индукционного нагрева не выделяют в атмосферу запаха или дыма, а потому являются безопасными для работников.
- Корпус индукционной печи не накаляется, что позволяет поддерживать температуру в рабочем помещении комфортную для человека, а также делает данную установку пожаробезопасной.
- Индукционная печь может работать без участия человека в процессе плавки металла, что является немаловажным преимуществ, позволяя силы одного из работников направить во что-то более важное на предприятии.
- Индукционное оборудование позволяет значительно сберегать электрическую энергию, а это является отличной экономией средств из бюджета компании.
Купить индукционную печь можно уже сейчас, просто перейдя на вкладку «Подать заявку». Доверьтесь профессионалам, и индукционная печь прослужит вам в течение долгого времени.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
Индукционная печь для плавки металла своими руками
Многие люди считают, что процесс плавки металла требует огромных сооружений, практически заводов с большим количеством персонала. Но ведь есть ещё такая профессия, как ювелир и такие металлы как золото, серебро, платина и другие, используемые для изготовления ажурных и изысканных украшений, некоторые из которых по праву считаются настоящими произведениями искусства. Ювелирная мастерская – предприятие, не терпящее излишней масштабности. А процесс плавления в них просто необходим. Поэтому индукционная печь для плавки металла здесь необходима. Она и не большая, и очень эффективная, и проста в обращении.
Принцип действия
 Принцип работы индукционной печи для плавки металла
Принцип работы индукционной печи для плавки металлаПринцип работы индукционной печи является замечательным примером, как нежелательное явление используется с повышенным КПД. Так называемые вихревые индукционные токи Фуко, которые обычно мешают в любом виде электротехники, здесь направлены только на положительный результат.
Для того чтобы структура металла начала нагреваться, а затем и плавиться, его необходимо поместить под эти самые токи Фуко, а образуются они в индукционной катушке, чем по большому счёту и является печь.
Проще говоря, все знают, что во время работы любой электрический прибор начинает нагреваться. Индукционная печь для плавки металла использует этот нежелательных в других случаях эффект на полную мощность.Преимущества перед другими видами плавильных печей
 Компактная индукционная печь для плавки металла
Компактная индукционная печь для плавки металлаИндукционные печи – не единственное изобретение, используемое для плавления металлов. Есть ещё знаменитые мартены, домны и другие виды. Однако рассматриваемая нами печь имеет перед всеми остальными ряд неоспоримых преимуществ.
- Печи, работающие на принципе индукции, могут быть довольно компактными, и их размещение не доставит никаких трудностей.
- Высокая скорость плавки. Если другие печи для плавки металла требуют несколько часов только на разогрев, индукционная справляется с этим в несколько раз быстрее.
- Коэффициент полезного действия лишь немного не достигает отметки в 100 %.
- По чистоте расплава индукционная печь уверенно занимает первое место. В других устройствах приготовленная к расплаву заготовка непосредственно соприкасается с нагревательным элементом, что зачастую приводит к загрязнению. Токи Фуко нагревают заготовку изнутри, воздействуя на молекулярную структуру металла, и побочных элементов в неё не попадает.
Последнее преимущество просто необходимо в ювелирном деле, где частота материала повышает его ценность и уникальность.
Размещение печи
Компактная индукционная печь, в зависимости от размеров может быть напольной и настольной. Какой бы вариант вы не выбрали, есть несколько основных правил для выбора места, куда её поставить.
- При всей простоте обращения с печью – это всё-таки электрический прибор, который требует соблюдения мер безопасности. И первое, что необходимо учитывать при установке – наличие правильного источника питания, соответствующего модели аппарата.
- Возможность провести качественное заземление.
- Обеспечение установки подводом воды.
- Для настольных печей необходимо устойчивое основание.
- Но самое главное, во время работы ничего не должно мешать. Если даже расплав по объёму и массе не слишком большой, его температура больше 1000 градусов и случайно выплеснуть его из формы, значит, нанести очень сильную травму или себе или тому, что находится рядом.
Про то, что вблизи работающей индукционной печи не должно быть никаких горючих и тем более взрывоопасных материалов и говорить нечего. А вот пожарный щит в шаговой доступности абсолютно необходим.
Виды индукционных печей
 Тигельная индукционная печь
Тигельная индукционная печьШироко применяются два вида индукционных печей: канальный и тигельный. Отличаются они только по методу работы с ними. Во всём остальном, включая преимущества, такие плавильные печи очень схожи. Рассмотрим каждый вариант по отдельности:
- Канальная печь. Основное достоинство этого вида – непрерывный цикл. Загружать новую порцию сырья и выгружать уже расплавленный металл можно прямо во время нагрева. Единственная сложность может возникнуть при запуске. Канал, по которому жидкий металл будет выводиться из печи должен быть заполнен.
- Тигельная печь. В отличие от первого варианта каждую порцию металла придётся загружать отдельно. В этом и смысл. В термостойкий тигель помещается сырьё и ставится внутрь индуктора. После того, как металл расплавится, его сливают из тигля и только потом загружают следующую порцию. Такая печь идеальна для небольших мастерских, где не требуется больших масс расплавленного сырья.
Главное преимущество обоих вариантов в быстроте производства. Однако тигельная печь выигрывает и здесь. Кроме того её вполне можно смастерить своими руками в практически домашних условиях.
Самодельная индукционная печь не таит в себе никаких сложностей, чтобы её не смог собрать обычный человек, хоть немного знакомый с электротехникой. У неё всего три основных блока:
- Генератор.
- Индуктор.
- Тигель.
Индуктор – медная обмотка, которую можно смастерить самостоятельно. Тигель придётся искать или в соответствующих магазинах, или доставать иными способами. А в качестве генератора могут быть использованы: сварочный инвертор, собственноручно собранная транзисторная или ламповая схема.
Индукционная печь на сварочном инверторе
Самый простой и широко распространённый вариант. Усилия придётся затратить лишь на сооружения индуктора. Берётся медная тонкостенная трубка 8-10 см в диаметре, и загибается по нужному шаблону. Витки должны располагаться на расстоянии 5-8 мм, а их количество зависит от характеристик и диаметра инвертора. Закрепляется Индуктор в текстолитовом или графитовом корпусе, а внутрь установки помещается тигель.
Индукционная печь на транзисторах
В этом случае придётся поработать не только руками, но и головой. И побегать по магазинам в поисках нужных запчастей. Ведь понадобятся транзисторы разной ёмкости, парочка диодов, резисторы, плёночные конденсаторы, два разных по толщине медных провода и парочка колец от дросселей.
- Перед сборкой необходимо учитывать, что полученная в итоге схема во время работы будет сильно нагреваться. Поэтому необходимо использовать довольно большие радиаторы.
- Конденсаторы параллельно собираются в батарею.
- На дроссельные кольца наматывается медная проволока диаметром 1,2 мм. В зависимости от мощности, витков должно быть от 7 до 15.
- На цилиндрический предмет, подходящий по диаметру к размерам тигля, наматывают 7-8 витком медной проволоки диаметром 2 мм. Концы проволоки оставляют достаточно длинными для подключения.
- По специальной схеме всё монтируется на плату.
- Источником питания может быть 12-вольтовый аккумулятор.
- Если есть необходимость, можно изготовить текстолитовый или графитовый корпус.
- Мощность устройства регулируется путём увеличения или уменьшения витков обмотки индуктора.
Собрать такое устройство самостоятельно не просто. И браться за эту работу можно только в том случае, когда есть уверенность в правильности своих действий.
Индукционная печь на лампах
В отличие от транзисторной, ламповая печь получится намного мощнее, а значит, и обращаться и с ней и со схемой придётся осторожнее.
- Соединённые параллельно 4 лучевые лампы будут генерировать токи высокой частоты.
- Медную проволоку сгибают спиралью. Расстояние между витками 5 и более миллиметров. Сами витки диаметром 8-16 см. Индуктор должен быть такого размера, чтобы внутри легко помещался тигель.
- Индуктор помещают в корпус из материала, не проводящего ток (текстолит, графит).
- На корпус можно поставить неоновую лампу-индикатор.
- Так же можно включить в схему подстроечный конденсатор.
Изготовления обеих схем требует обладания некими знаниями, получить которые можно, но лучше, если этим займётся настоящий специалист.
Охлаждение
Этот вопрос, наверное, самый сложный из всех тех, которые ставятся перед человеком, решившим самостоятельно собрать плавильный аппарат на основе индукционного принципа. Дело в том, что ставить вентилятор непосредственно вблизи печи не рекомендуется. Металлические и электрические части охлаждающего устройства могут негативно сказаться на работе печки. Стоящий же в отдалении вентилятор может не обеспечить нужное охлаждение, что приведёт к перегреву.
Второй вариант – это провести водяное охлаждение. Однако качественно и правильно выполнить его в домашних условиях не только сложно, но и финансово не выгодно. В этом случае стоит задуматься: не экономнее ли будет приобрести промышленный вариант индукционной печи, выпущенный на заводе, с соблюдением всех необходимых технологий?
Техника безопасности при выплавке металла в индукционной печи
Сильно распространяться на эту тему не нужно, так как практически каждый знает основные положения техники безопасности. Следует остановиться лишь на тех вопросах, которые присущи исключительно этому виду оборудования.
- Начнём всё-таки с личной безопасности. При работе с индукционной печью следует хорошо понимать, что температуры здесь очень сильно повышены, а это риск получения ожогов. Так же прибор электрический и требует повышенного внимания.
- Если вы купили готовую печь, следует обратить внимание на радиус воздействия электромагнитного поля. В противном случае часы, телефоны, видеокамеры и другие электронные гаджеты могут начать сбоить или совсем поломаются.
- Рабочую одежду следует подбирать с неметаллическими застёжками. Их наличие наоборот будет влиять на работу печи.
- Особое внимание в этом отношении следует уделить ламповой печи. Все элементы с высоким напряжением должны быть упрятаны в корпус.
Конечно, в городской квартире вряд ли пригодится такая аппаратура, но радиолюбителям, которые постоянно занимаются лужением, и ювелирных дел мастерам без индукционной печки не обойтись никак. Для них эта вещь очень полезная, можно сказать незаменимая, а как она помогает в их работе, лучше спросить у них самих.
pechiexpert.ru