Импульсная сварка своими руками: схема, устройство
Импульсная сварка — что это такое? По сути своей, это обычная электродуговая сварка, в процессе которой подаются дополнительные кратковременные импульсы. Просим не путать данный тип сварки с точечным. Импульсная точечная сварка и импульсно-дуговая сварка — два кардинально разных метода соединения металлов.

Но что, если вы хотите испробовать в своей практике данный метод соединения металлов, но не хотите тратить много денег на покупку качественного сварочного аппарата? Решение есть! Можно сделать самодельную импульсную сварку. Импульсная сварка своими силами собирается за полтора-два часа, а все комплектующие стоят недорого. В этой статье мы подробно расскажем, как своими руками сделать импульсную сварку и каков наш опыт использования самодельного сварочного аппарата.
Содержание статьи
Сборка импульсной сварки
Преобразователь
Начнем со сборки преобразователя. Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.
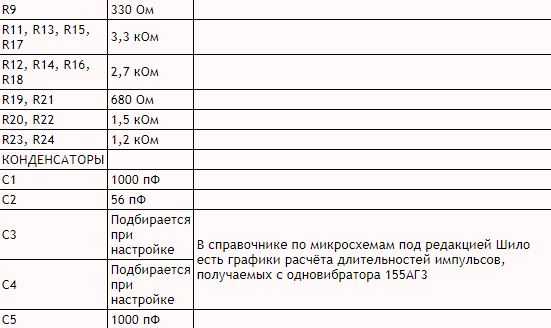
Также мы привели несколько таблиц со спецификациями используемых комплектующих.
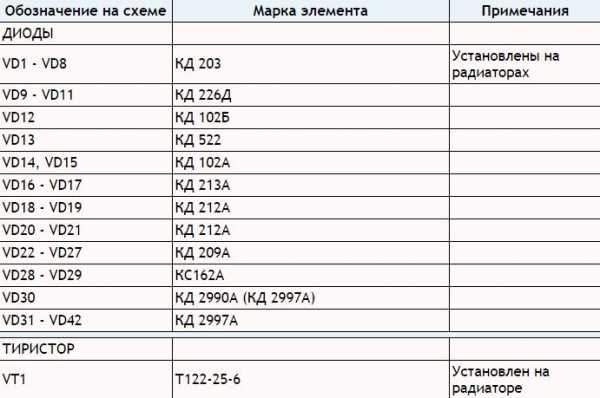

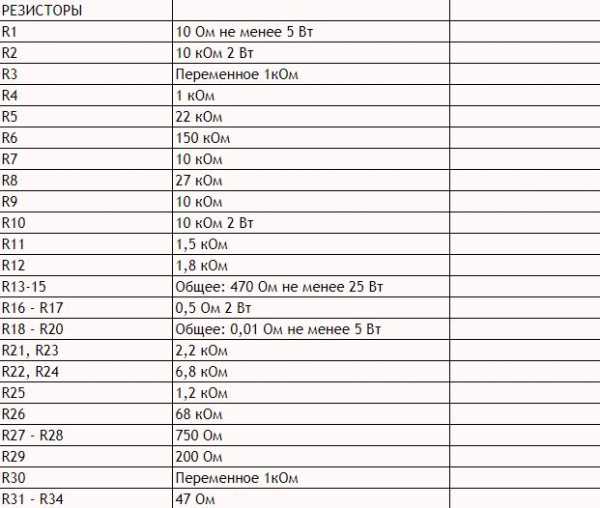

Схема управления
Ниже приведена понятная и рабочая схема управления, а также видна небольшая часть схемы запуска аппарата.

Как и при сборке преобразователя мы привели несколько таблиц со спецификациями используемых комплектующих.
Плата
Ниже вы можете видеть схематичное изображение печатной платы.

А вот схема расположения всех элементов на плате.
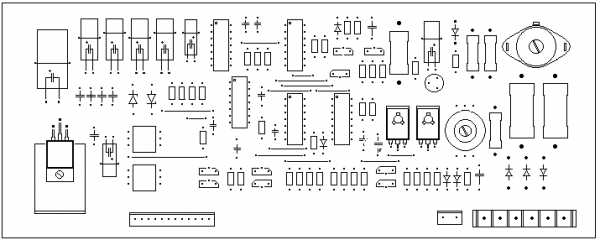
Обращаем ваше внимание, «мягкий запуск» размещается на плате управления.
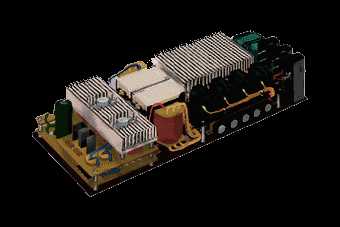
Прибор в сборе
Ниже вы можете видеть прибор в сборе. Это его простейший вид. Не хватает корпуса с вентиляторами, платы управления (ее нужно прикрепить к самому корпусу), разъема для сварочного тока, а также сетевого фильтра и предохранительного автомата (тоже крепится к корпусу).
Опыт применения
Наш опыт показал, что устройство, собранное по данным схемам, работает практически безотказно. Мы остались довольны функционалом и качеством получаемых швов. Конечно, с помощью такого агрегата вы не сможете выполнить профессиональные сварочные работы, но оно и не нужно. Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы. Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Собранный по данным схемам сварочник предназначен для работы в сети 220В. Но на нашей памяти случались ситуации, когда напряжение было нестабильным, особенно на даче. Тем не менее, дуга горела стабильно, зажигалась довольно просто. Да, это не профессиональная микроимпульсная сварка, но все же. Кстати, рекомендуем использовать в работе с таким самодельным аппаратом только плавящиеся электроды. Сварка плавящимся электродом куда эффективнее и неплохо стабилизирует горение дуги.
Естественно, для сборки нам понадобилось потратить свое личное время и силы. Но конечная стоимость самодельного аппарата для импульсной сварки оказалась в несколько раз ниже, тем у бюджетных моделей из магазина. При этом самодельное устройство отлично справляется со своими функциями.
Преимущества самодельного аппарата
Помимо цены у самодельного аппарата для импульсной сварки есть множество других преимуществ перед моделями, продающимися в магазине. Первое преимущество — малое потребление тока. Если вы включите обычный аппарат из магазина в бытовую розетку у себя на даче и сварите калитку, например, то вскоре получите счета за электроэнергию и неприятно удивитесь. К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
Не забывайте и о габаритах покупных аппаратов. Их просто невозможно спокойно перенести в руках с места на место. На заводах сварщики просто используют очень длинные провода, чтобы не перемещать такой аппарат по цеху. При этом цена на такие провода очень высока, и мы не думаем, что вы захотите тратить лишние 100$ на кабели. А вот самодельный аппарат весит немного и его можно легко перемещать.
Также у покупных аппаратов есть свои производственные возможности, и они редко превышают 80%. А зачастую находятся на отметке в 50%. Это значит, что такой аппарат просто не может раскрыть весь свой потенциал. Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.
У самодельного сварочника, собранного по нашим схемам, нет таких недостатков. В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
С помощью самодельного аппарат для импульсной сварки можно варить более 20 минут, что точно больше, чем положенные 2-3 минуты у аппарата их магазина. А вес такого самодельного прибора не превышает 10 килограмм. Это то, что нужно для домашнего мастера.
Какие еще есть достоинства? Ну вы можете на этапе сборки еще больше удешевить конструкцию. Например, в качестве сварочных кабелей использовать провода с меньшим сечением, достаточно 12 квадратных миллиметров. А для питания аппарата можно использовать провода от бытовых удлинителей.
Особенности
Сварка своими руками с применением самодельного сварочника имеет ряд особенностей. О них мы и поговорим ниже.
В ходе работ дуга может гореть нестабильно. Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится. Это, конечно, минус. Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
А вот у аппаратов, работающих на постоянном токе, сам ток стабилизируется благодаря отдельному дросселю. В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
Вывод очевиден: нужно, чтобы сварочник работал на постоянном токе. Но учтите, что необходимо следить за индуктивностью дросселя. Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно. Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Вместо заключения
Самодельный аппарат для импульсной дуговой сварки — это отличная вещь для всех дачных умельцев. При минимальных финансовых затратах вы получите удобный рабочий инструмент, который позволит вам выполнять большое количество самых разнообразных сварочных работ. Вам не придется просить соседа или искать какого-то сварщика на стороне, чтобы сварить теплицу или ворота. При этом самодельный прибор вполне надежен, поскольку в нем используются простые комплектующие. Можете добавить к ним прочный металлический корпус, и тогда вам аппарат будет служить долгие годы.
svarkaed.ru
Что такое импульсная сварка. Как сделать своими руками
В основе импульсной сварке лежит традиционный электродуговой метод, но ток на полюса подается в импульсном режиме. Что это такое с прикладной точки зрения – шов, образованный ровными каплями расплава. Режим импульсной сварки позволяет контролировать процесс образования ванны, значительно расширяет возможности традиционного дугового способа, применяется для разнородных металлов, образует диффузный стык.

Особенности импульсной сварки
Когда основной рабочий ток используется в фоновом режиме, а на его фоне импульсами увеличивается силовая нагрузка, капли расплава, образующиеся на электроде, падают упорядоченно. Главный закон технологии сварки: один импульс – одна – капля, из-за электродинамических сил сужается шейка капли, она отрывается от электрода. Регулируя величину пауз между каплями, можно контролировать:
- процесс образования ванны;
- размер наплавляемого валика;
- форму соединения.
Использование импульсов позволяет снизить рабочий ток до нижних пределов. Значительно экономится присадочный материал. Снижается риск непроваров. Направленный перенос расплава позволяет варить низкощелевые соединения любой толщины.
Разновидности импульсной сварки
Выбор параметров соединения в зависимости от вида сплавляемых металлов. Выделяют четыре возможных варианта аппаратов:
- Конденсаторные, они применяются для нержавеющих сплавов и алюминия. Различаются по мощностным характеристиками, есть модели свыше 100 кА. Характеризуются сильным, максимально дозированным энергетическим выплеском.
- Для магнитно-импульсной сварки характерно соединение деталей под большим давлением, возникающим из-за наведенного магнитного поля. Шов образуется под воздействием температуры и сжатия. Такой вариант аппаратов позволяет варить однородные и разнородные металлы с хорошей продуктивностью. В основе магнитно-импульсного вида сварки заложен принцип электромеханики вихревых токов. При пересечении их с магнитным полем возникает взаимное притяжение деталей, они с большой силой вдавливаются в зоне расплава, образуя гомогенную структуру. Кромки деталей располагают под углом относительно друг друга. В результате пластической деформации образуются химические связи.
- В инерционных моделях конструктивной особенностью является мощный маховик, приводимый в движение электродвигателем. Кинетическая энергия маховика передается импульсным токам, возникает инерционный резонанс.
- Аккумуляторные характеризуются прочной конструкцией, низким влиянием просадки сети на работу устройства. Короткие замыкания, возникающие при розжиге электрода или присадочной проволоки в полуавтоматах, мгновенно стабилизируются. В качестве электролитного наполнителя для аккумулятора применяют щелочь.
Микроимпульсная сварка
Для работы с дентальными титановыми сплавами в зубном протезировании разработаны аппараты дуговой микросварки, позволяющими соединять тонколистовые элементы не хуже лазеров. Микроимпульсная сварка образует качественное стыковое соединение, не требующее дополнительной обработки поверхности.
Компактное устройство очень удобное, недорогое. Приобретается небольшими зубопротезными лабораториями и крупными ортопедическими центрами. Закрытый корпус, удобный игольчатый наконечник со светодиодной подсветкой – таким аппаратом работают зуботехники, не имеющие опыта сварщика.
Достоинства и недостатки
Способ применяется при монтаже ответственных соединений, удобен при монтаже трубопроводов – работать электродом или присадочной проволокой можно в любом положении. Регулировка шага импульсных точек делает этот способ универсальным. У импульсной сварки есть преимущества и ряд возможностей. Плюсы:
- За счет кратковременного импульса капля ровно ложится в зону соединения металлов. Импульсные аппараты позволяют значительно увеличить скорость провара. Появляется возможность соединять детали, для которой обычная электродуговая сварка неприменима, например, соединения тонких листов алюминия.
- Отличное качество шва – валик образуется равномерный, с ровными кромками, он не нуждается в зачистке, дополнительной обработке, проковке.
- Снижается риск прожогов, непроваров, брак бывает в исключительных случаях при нестабильном напряжении.
- Устраняется разбрызгивание металла в ванне расплава.
- Снижается расход электродов или проволоки при работе полуавтоматом до двух раз.
- Расширяются возможности соединения: импульсной сваркой соединяют разнородные металлы.
- Точный контроль момента расплава присадки, стабильность рабочих режимов.
- Во время запуска устраняется риск короткого замыкания.
Минусы:
- Слишком греется преобразователь – необходимо предусматривать надежную систему охлаждения.
- Нельзя использовать на больших площадях.
- Не разработаны модели для бытового применения, промышленные слишком дорогие.
- У ТIG-режима низкий КПД, необходимо регулировать режим подачи присадки.
Импульсный сварочный аппарат своими руками
Основа самодельного аппарата для импульсной сварки – генерация рабочего тока высокой частоты до 150 А. Преобразователь состоит из нескольких блоков с различным функционалом:
- низкочастотный выпрямитель стандартного напряжения в постоянный ток, оснащенный выходным фильтром на основе конденсаторов;
- инверторный блок с транзисторными переключателями, генерирующий переменный ток с частотой до 75 кГц;
- трансформатор с понижающими обмотками с вторичным выпрямителем, выдающим параметры рабочего тока.
Блок управления стабилизирует процесс преобразования. Схема аппарата включает:
- низкочастотный выпрямитель по типу инвертора создается на базе четырех транзисторов, выполняющих функции коммутаторов;
- высокочастотный преобразователь трансформаторного типа;
- блок управления;
- силовой фильтр, отвечает за стабильное напряжение, устраняет паразитарные пульсации;
- рабочий шунт;
- система подачи проволоки.
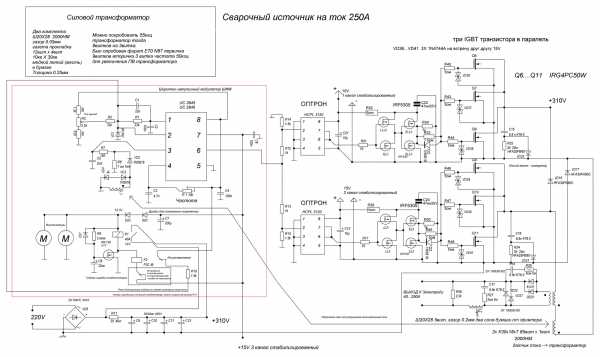
Принципиальная схема основного блока импульсного сварочного аппарата
Схема устройства на транзисторах представлена вместе со спецификацией. Для сборки понадобится не более двух часов. Аналогичным образом собирается блок управления.
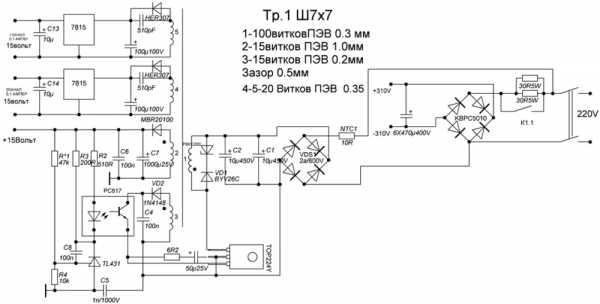
Схема блока питания
Трансформаторное устройство для импульсной сварки своими руками собирают на основе Ш-образного сердечника (Ш7х7 или Ш8х8). Для обмотки ферритовых стержней используют стандартный провод ПЭВ, его мотают на ширину всего каркаса. Элементы крепятся на плате из текстолита. Первичная обмотка состоит из 100 оборотов 0,3 мм проволоки. Вторичные:
- № 2 – толщина медной жилы 1 мм, делать нужно 15 витков;
- № 3 – ПЭВ 0,2, кол-во – 15;
- № 4 – ПЭВ 0,35, кол-во – 20;
- № 5 – ПЭВ 0,35, кол-во – 20.
Выходная частота такого самодельного трансформатора от 40 до 45 к Гц. Для увеличения частотности добавляют витков, можно добиться 55 кГц. Необходимо предусмотреть изоляцию обмоток промасленной бумагой, чтобы снизить риск возгорания. Допускается создание обмотки из многожильного медного кабеля от 0,4 до 0,6 мм. Необходимо учитывать, что при работе устройство сильно нагревается, поэтому в корпус монтируют вентилятор. Иногда используют радиаторы из компьютеров.
Самодельное устройство рассчитано на подключение к сети 220 В, оно достаточно надежное, поддерживает стабильную дугу даже при небольшой просадке напряжения. Популярность импульсной сварки объясняется высоким качеством швов и универсальностью: аппаратом варят любые металлы любой толщины.
svarkaprosto.ru
Как самостоятельно собрать импульсный сварочный аппарат
Функциональный и надёжный сварочный аппарат своими руками собрать не слишком сложно. Понадобятся элементарные навыки обращения с паяльником, умение читать электрические схемы. Впрочем, с помощью подробной инструкции даже новичок в состоянии сделать все необходимые действия правильно.
Компактный сварочный аппарат, созданный своими руками
Преимущества и особенности
С помощью сварки можно быстро создавать надёжные соединения металлических деталей, поэтому такая технология часто используется на практике.
Используя соответствующее оборудование, ремонтируют автомобили и садовую технику, восстанавливают целостность повреждённых конструкций и возводят новые сооружения. Наличие дома сварочного аппарата позволит не обращаться к дорогим услугам профессионалов. Но приобретение стандартного изделия в магазине сопряжено с достаточно большими затратами.
Сварочный аппарат фабричного производства
Если сделать сварочный аппарат дома самому, получится не только сэкономить. Личный подбор комплектующих, контроль выполнения рабочих операций, тщательная проверка – всё это обеспечит безупречное качество, ничем не уступающее фабричным аналогам. При возникновении неисправностей будет нетрудно восстановить функциональное состояние сварочного аппарата, без обращения в ремонтную мастерскую. Остаётся только правильно выбрать схему.
По многим параметрам предпочтительнее импульсный сварочный аппарат. Он вполне соответствует категории «мини», из-за компактных размеров.
Если собрать лёгкий и прочный корпус, оснастить его ремнём, то можно будет удерживать сварочный аппарат на плече в процессе сварки. Наиболее совершенные модели в состоянии дать ток 160-180 А, при маленьком весе. Аналогичный сварочный аппарат, собранный по «классической» схеме в несколько раз больше. Он весит от 12 кг и более.
Необходимый результат получают с помощью следующих преобразований:
- Ток из стандартной сети (220 V, 50-60 Гц) выпрямляется.
- Чтобы устранить паразитные пульсации используют фильтр.
- Далее с помощью транзисторов, выполняющих функции коммутаторов, ток преобразуется в переменный.
- Следующий этап, снижение напряжения, позволяет получить на выходе сварочного аппарата сильный ток, достаточный для сварочных процедур.
Чтобы упростить задачу, из состава оборудования исключают специальный механизм, который в автоматическом режиме обеспечивает подачу проволоки.
Следующая принципиальная схема сварочного аппарата нужна для создания в домашних условиях блока питания.
Схема блока питания, применяемая в домашних условиях
Чтобы трансформатор получился компактный и достаточно мощный, его наматывают на Ш-образном ферритовом сердечнике стандартным проводом ПЭВ.
Данные, которые обеспечат стабильность параметров сварочного аппарата
| Обмотка | Количество витков | Диаметр проводника, мм |
|---|---|---|
| Первичная | 100 | 0,3 |
| Вторичная №2 | 15 | 1 |
| Вторичная №3 | 15 | 0,2 |
| Вторичная №4 | 20 | 0,35 |
| Вторичная №5 | 20 | 0,35 |
Блок питания собран из стандартных деталей с применением типовых схемотехнических решений. Элементы крепят на плате из текстолита. Параметры единственного нестандартного изделия (трансформатора) приведены выше в таблице. При желании можно использовать иную принципиальную схему, обеспечивающую аналогичные параметры выходных токов и напряжений.
На рисунке ниже приведена принципиальная схема основного блока.
Импульсный сварочный аппарат – принципиальная схема
Особенности, которые нужно учитывать в процессе сборки основного блока сварочного аппарата дома:
- Если использовать стандартные данные, то выходная частота сварочного аппарата получится около 41-42 кГц. Чтобы повысить её на 8-10 кГц, можно сделать иное количество витков во вторичной обмотке трансформатора.
- Для намотки трансформатора сварочного аппарата используют широкие (40 мм) полоски из меди толщиной 0,3 мм. Их изолируют специальной промасленной бумагой. Такое решение применено с целью блокировки поверхностных токов. При высокой частоте они смещаются из центра проводника, что не позволяет использовать его оптимальным образом.
Дополнительной проблемой является одновременный сильный нагрев сварочного аппарата. Приходится существенно увеличивать слой изоляции, чтобы предотвратить пробой.
- Вторичная обмотка создаётся из медных полос, которые разделяют предварительно слоем плёнки, изготовленной из фторопласта. Этот материал устойчив к нагреву и обладает отличными изоляционными характеристиками.
- Несколько проще сделать вторичную обмотку трансформатора сварочного аппарата из многожильных проводов с диаметром жил от 0,4 до 0,6 мм. Такой вариант хуже. Между проводниками останутся промежутки воздуха, то есть участки с низким коэффициентом теплопередачи. Итоговая площадь обмотки (в сечении) получится гораздо больше.
Параметры изделий сварочного аппарата, которые необходимо собрать
| Изделие | Сердечник | Обмотки |
|---|---|---|
| Основной трансформатор | Ш20 х 28, феррит, 2000 нм | 12 и 4 витка, общая площадь сечений 10 и 30 мм. кв. соответственно |
| Дроссель (L2 на принципиальной схеме) | Ш20 х 28, феррит, 2000 нм | Пять витков, площадь сечения – 24 мм. кв. |
| Трансформатор токовый | Кольца ферритовые (2 шт.) 30 х 18 х 7 | Первичная – провод, проведённый через кольцо. Вторичная обмотка из провода 0,5 мм в диаметре, 86 витков. |
Мини-аппарат
При свободном расположении элементов на платах сварочного аппарата теплоотвод будет достаточным для нормального функционирования большинства деталей.
Хорошие условия для длительного сохранения работоспособности будут получены только при выполнении следующих условий:
- Для сборки силового моста используют два радиатора.
- Диоды сварочного аппарата HFA (25 и 30) можно изолировать типовыми прокладками из слюды.
- IRG4PC50W нагреваются сильнее, поэтому их крепят специальным составом ТС-10 или аналогом. Выполнять эту операцию будет удобнее, если приобрести термопасту в специальном шприце. Это приспособление пригодится для точного дозирования.
- В некоторых ситуациях импульсы тока способны создать резонансные колебания. Чтобы исключить такие явления сделать надо небольшую модернизацию стандартной схемы сварочного аппарата. Например, можно вставить сборку из конденсаторов между питанием 300 V и точкой соединения диодов моста.
- При покупке конденсаторов С15 (16) сварочного аппарата следует тщательно выбрать качественные изделия, созданные ответственными производителями. Затраты не будут чрезмерные. Но такая предусмотрительность снизит вероятность появления паразитных резонансных помех. Эти же конденсаторы, функционирующие полноценно, улучшат показатели производительности транзисторных ключей.
- Чтобы охлаждение сварочного аппарата было эффективным, помимо достаточного количества отверстий в корпусе, пригодится монтаж 2-3 вентиляторов.
Вентилятор, который применяется для охлаждения блока питания компьютера
Настройка и проверка мини-аппарата
Точное соблюдение инструкций поможет без ошибок собрать и настроить импульсный сварочный аппарат («мини») в домашних условиях:
- Начинают с подачи питающего напряжения на широтно-импульсный модулятор.
- Проверяют срабатывание реле сварочного аппарата К1 при полном заряде конденсаторного блока С9- С12. Эта цепь замыкает резистор R11, что снижает амплитуду скачка тока, когда аппарат включается. В нормальном состоянии реле срабатывает в интервале от 1 до 11 с., когда на ШИМ подано 15 V.
- На выходе этой платы проверяют наличие импульсов прямоугольной формы. Здесь понадобится осциллограф. Его можно взять в аренду, если нет планов последующего применения измерительной аппаратуры.
Как выглядит двухканальный осциллограф
- Далее надо посмотреть, какое напряжение на затворах транзисторов сварочного аппарата. Нормальный уровень будет в интервале от 15,9 до 16,1 V. Ниже – возможно. Превышение – недопустимо.
- В режиме холостого хода проверяется работа выпрямительного моста. Нужно, чтобы ток потребления не был больше 95 мА. Для этой операции используют напряжение 14-16 V.
- Чтобы убедиться в том, что фазы импульсов в обмотках соответствуют норме, также понадобится осциллограф. Сигнал для одного луча берут от первичной обмотки силового трансформатора сварочного аппарата. Для другого – от вторичной. При необходимости, корректируют амплитуды. Фазы (при разном напряжении) должны совпадать.
- Далее проверяют форму сигналов на выходе ключевых транзисторов сварочного аппарата. Максимальная амплитуда не должна превышать 325-335 V. Осциллограф подключается к эмиттеру и коллектору. На диодный мост подают питание через нагрузку. Её имитируют стандартной лампой накаливания мощностью 200 Вт. Частоту широтно-импульсного модулятора предварительно настраивают на 54 кГц. Это можно сделать с помощью осциллографа.
- Предыдущий пункт – предварительная настройка сварочного аппарата. После получения нужных параметров снижают медленно частоту модулятора до момента, пока на нижней половине импульса не образуется изгиб. Это свидетельство того, что трансформатор перенасыщен. На этом уровне фиксируют частоту. Её делят на два, полученное значение складывают с первичным параметром. Полученный результат – рабочая частота. Если 32 Гц – частота перенасыщения, то используют следующую цепочку вычислений: 32/2=16; 16+32=48 Гц (рабочая частота модулятора и трансформатора).
- В этом режиме замеряют ток потребления диодного моста сварочного аппарата. Он должен быть в пределах диапазона 140-160 мА. При пробое обмоток ток через нагрузку увеличится, контрольная лампа накаливания будет ярко светить.
- На выходе аппарата создают индуктивную нагрузку. Для этого подсоединяют проводник длиной 2-2,5 м.
- Увеличивают проверочную нагрузку сварочного аппарата с помощью потребителя большой мощности. Подойдёт обычный бытовой электрический чайник с нагревательным элементом более 2 кВт. При замкнутом выходе аппарата проверят напряжение на нижнем ключе диодного моста. Оно должно быть менее 360 V (амплитуда сигнала проверяется с помощью осциллографа).
- В этом же режиме прислушиваются. Если зафиксирован шум, проверяют правильность фазировки датчика тока сварочного аппарата (кольцо на ферритовых сердечниках).
- Источниками помех могут быть: дроссель L2, силовые провода, основной трансформатор. Их компенсировать можно изменением расстояний, или установкой специальных экранов. Чувствительные элементы, воспринимающие электромагнитные колебания, это модулятор и оптроны.
- Далее увеличивают ток, изменяя сопротивление резистором R Контролируют расширение импульса на нижнем транзисторном ключе сварочного аппарата. Когда достигнуто максимальное значение, амплитуда не должна превышать 540 V.
- Предыдущую процедуру повторяют, отключив нагрузку. В том и другом случае контролируется отсутствие шумов.
После завершения перечисленных выше действий приступают к практическим испытаниям сварочного аппарата. Время рабочих операций увеличивают постепенно. Проверяют температуру радиаторов и силового трансформатора.
Видео
Сделать дома сварочный аппарат можно. Для этого необходимо точно воспроизвести технологии, описанные в статье. Нужно внимательно относиться ко всем этапам процесса, тщательно выполнять настройку. Эту принципиальную схему можно модернизировать, изменяя рабочую частоту и некоторые другие параметры. Чтобы аппаратом было удобно пользоваться, необходимо продумать конструкцию наплечных ремней, обеспечить хорошую устойчивость оборудования на поверхности.
Оцените статью:elquanta.ru
Мини сварочный аппарат 12 В
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.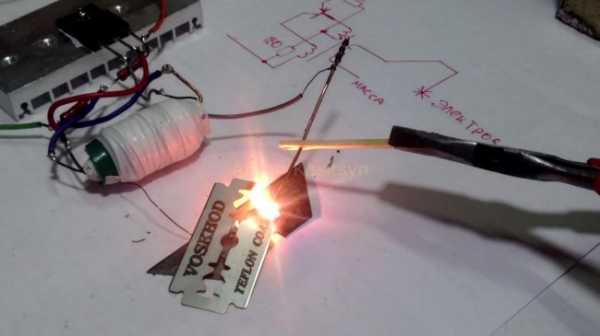
В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
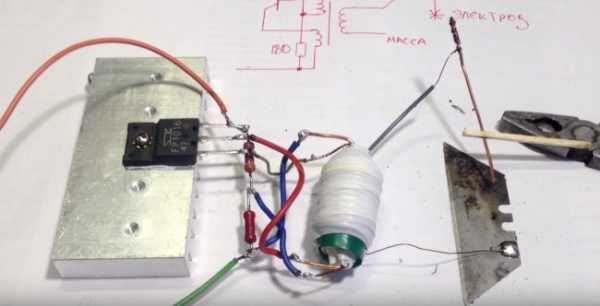
Схема мини сварочного аппарата

Необходимые детали:
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Транзистор обязательно нужно устанавливать теплоотвод. Хоть этого нет на схеме, но будет неплохо поставить фильтрующий конденсатор параллельно источнику, чтобы все помехи от работы блокинг-генератора не полезли в источник.
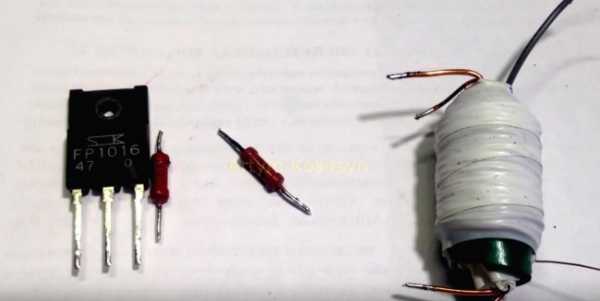
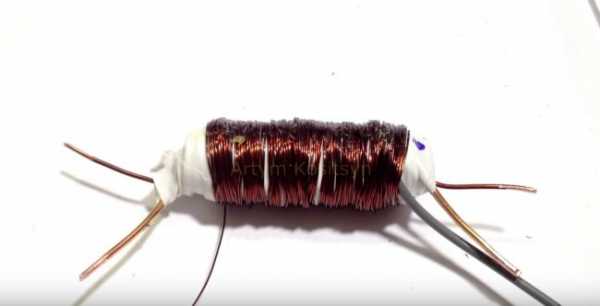
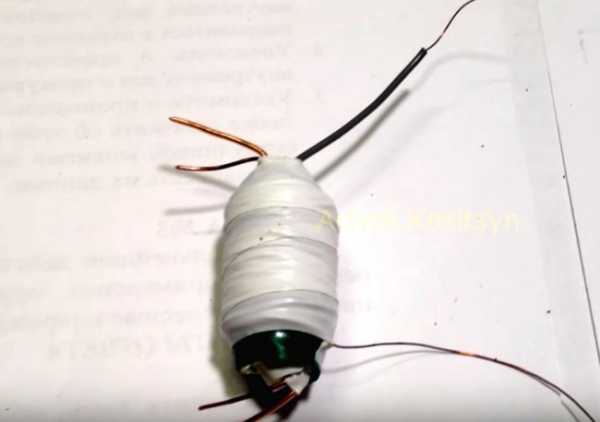
Изготовление трансформатора
Трансформатор намотан на куске ферритового стержня от радиоприемника.
- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.
Все обмотки мотаются в одну сторону. Сначала коллекторная обмотка, по верх неё обмотка базы. Затем следует трехслойная изоляция из белой изоленты. Далее наматываем высоковольтную обмотку, 1 слой 125 витков потом изоляция, затем повторяем. Итого должно получиться 4 слоя, что равно 500 виткам. Сверху так же изолируем белой изолентой в несколько слоев.





Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
Режем дугой лезвие от бритвы.
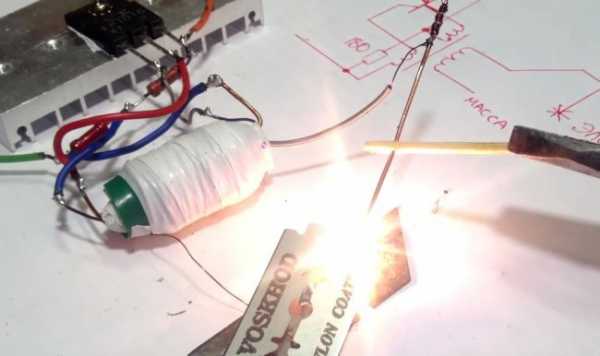
Сплавляем медные провода, толщиной до 1 мм.

В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.

Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – Простой индукционный нагреватель 12 В. В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
sdelaysam-svoimirukami.ru
технология, принцип действия аппарата и суть процесса, схема для сборки своими руками устройства-полуавтомат с импульсно-дуговым режимом – Дуговая сварка на Svarka.guru
Импульсная сварка или сварка аккумулированной энергией представляет собой модификацию электродуговой сварки.
История технологии
Впервые импульсная сварка была применена в 1932 году. Технология была опробована при соединении нержавеющей стали. После успешных испытаний, метод получил дальнейшее распространение.
Особенности
Отличительной особенностью данного метода является самостоятельный выбор режима сварки
Понятие «жесткости режима»
От грамотного выбора импульсного режима сварки зависит качество и внешний вид шва. Наиболее важным параметром является «жесткость». Она зависит он физических характеристик и параметров свариваемого материала, а также продолжительности тока. При равных величинах длительности тока, более жестким считается режим, применяемый в соединениях с большей толщиной. Жесткий режим имеет ряд преимуществ:
- большая производительность;
- экономичность;
- малые вмятины от электродов;
- высокая стойкость электродов.
При выполнении точечных или шовных работ соотношение базовых параметров настройки к толщине металла имеет линейную зависимость, что может существенно облегчить выбор сварочного режима.
Суть процесса
Сущность импульсной сварки заключается в соединении металлических поверхностей при помощи микроимпульсов. Источником энергии служить аккумулятор, подключенный к электрической цепи.Отличительная особенность метода заключается возможности создания сварочных соединений между металлами, имеющими различный химический состав. Выполнения работ требует специального оборудования – импульсного сварочного аппарата.
Технические нюансы
Перед началом работ, для достижения рабочего уровня зарядки, подключите источник тока к сети. Процесс сварки не займет много времени, поскольку используются запасы энергии приемника. Если вы знакомы с основами, то подобные работы возможно выполнять самостоятельно.
Важно! Перед тем, как приступить к работе обязательно ознакомьтесь с правилами безопасного проведения работ, во избежание случаев травматизма.
Формирование швов происходит за счет плавления отдельных порций металла с последующим покрытием.
Качество выполненных работ во многом зависит от правильного выбора режима сварки. С изменением длительности импульса меняются и параметры сварки. Регулировке поддаются и прочие параметры: форма сварочной ванны, контроль кристаллизации металла, толщина сварочного шва.
Классификация видов
Импульсную сварку делят на четыре основных вида: конденсаторную, инерционную, аккумуляторную и электромагнитную. Каждая имеет свои преимущества и особенности. Рассмотрим каждую разновидность отдельно.
Конденсаторная
Известна с 30-х годов ХХ века. Популярность вида обусловлена рядом факторов:
- простая конструкция сварочного оборудования;
- низкая энергоемкость рабочего процесса;
- высокая производительность;
- низкое термическое воздействие на соединяемые материалы;
- незначительные требования к квалификации сварщиков.
Основой технологии является контактная сварка. Отличие заключается в подаче тока, который подается короткими импульсами за счет конденсаторов большой емкости. Это позволяет сократить время термического воздействия свариваемых деталей и повысить качества шва путем увеличения мощности тока. Возможно выполнение работ неплавящимися электродами в среде защитного газа, например аргона.
Инерционная
Данный вид основан на использовании энергии, аккумулируемой маховиком сварочного генератора. Для разгона и вращения маховика используется электрический двигатель, питаемый от сети. В момент сварки маховика снижает число и передает запас энергии в виде импульса сварочного тока. На сегодняшний день находится в экспериментальной стадии, как и следующий вид.
Аккумуляторная
Источником энергии в данном случае служат щелочные аккумуляторные батареи специальной конструкции. Они спокойно переносят многочисленные короткие замыкания. А при малом внешнем замыкании способны дать разряд, достаточный для проведения работ.
Электромагнитная
Электромагнитная технология соединения является результатом преобразования электрической энергии в механическую. Энергия накапливается путем прохождения магнитных сил через трансформатор. Для накопления максимального количества энергии цепь трансформатора должна быть разделена воздушной прослойкой, величина которой рассчитывается отдельно.
Метод применяется при соединении любых материалов, вне зависимости от состава – от стали до алюминия. Большинство технологических решения магнитного метода были запатентованы еще в прошлом веке.
Алгоритм действий

Принцип действия импульсного сварочного инвертора заключается в переносе металла электрода в сварочную ванну с регулировкой вилы тока.
Горячий этап, который начинается с повышением силы тока и попаданием металла в сварочную ванну сменяется холодным, означающий начало остывания металла.
Данный процесс цикличен и может происходить не один раз. Проволока будет плавиться с перерывами – то есть покапельно.
При выполнении работ с низким значением тока следите за температурой проволоки электрода – она должна быть хорошо разогрета.
Главные достоинства метода
Основными достоинствами метода являются:
- высокое качество шва;
- отсутствие брызг металла;
- соединение любых металлов;
- нет вероятности прожога металла;
- контроль дуги и управление процессом;
- экономный расход вспомогательных материалов;
- выполнение работ не требует высокой квалификации.
Что выбрать – полуавтоматическую или импульсно-дуговую?
На сегодняшний день единственным конкурентом импульсного метода является сварка полуавтоматом. Основными технологическими преимуществами полуавтомата являются высокая скорость выполнения работ, широкий выбор защитных газов, а также постоянство процесса. Есть и недостатки:
- Выполнение работ сопровождается разбрызгиванием металла.
- Необходимость в зачистке околошовных участков.
- Интенсивное выгорание металла.
- Высокая зона температурного воздействия.
Подбор оборудования зависит от специфики проводимых работ. Если в списке требований на первом месте стоит качество сварочного шва с четким обратным валиком, выбор очевиден – импульсно-дуговая сварка. Полуавтомат лучше использовать при проведении работ на значительных площадях.
Микроимпульсная

Метод активно применяется стоматологами при протезировании зубов. Микроимпульсный сварочный аппарат способен сваривать тонкие титановые листы. Благодаря низкой стоимости работ, метод пользуется популярностью в небольших клиниках.
Основным недостатком использования импульсного инвертора является ограничение производительности расплавления металла, что негативно влияет на рабочую скорость. Перед сварщиком всегда стоит вопрос: стоит ли использовать сварку с меньшим количеством брызг при текущем темпе выполнения работ.
Импульсный сварочник своими руками
Схему устройства импульсной сварки своими руками можно найти на многих ресурсах. Запчасти для импульсного сварочного аппарата имеются в свободной продаже, а потому никто не сможет вам помешать изготовить аппарат дома. Аппарат для точечной сварки можно изготовить из обычной микроволновки.

Пример схемы импульсного сварочного аппарата
Перед изготовлением необходимо произвести расчет мощности и силы тока. Если поискать, примеры расчета найдете на специализированных форумах. Таким образом, собрать инверторный импульсный сварочный аппарат способен каждый. Главное — забывайте про соблюдение техники безопасности во время сборки.
Сварщик 6-го разряда Юренко Григорий Владимирович. Опыт работы -16 лет: «Я работаю на Донецком металлургическом заводе. Занимаюсь сваркой технологических трубопроводов различного давления. Импульсная сварка – оптимальное решение при работах на капитальном ремонте оборудования, требующих высокого качества».
svarka.guru
Легкий и мощный инвертор для контактной сварки своими руками
Доброго времени суток, уважаемые самоделкины!
В данной самоделке AKA KASYAN показывает подробности изготовления аппарата контактной сварки.

Аппарат инверторного типа. Но само устройство весьма непростое (в плане режима работы).

У автора возникла потребность приварить никелевые пластины к литиевым аккумуляторам.

Именно эта проблема и явилась стартером данного проекта.

Многие самоделкины знакомы с устройствами контактной сварки, которые представляют из себя громоздкий трансформатор, во вторичной обмотке которого намотано несколько витков медной шины или провода.

Обычно их делают на базе трансформатора от микроволновой печи.

Чтобы получить высокие токи сварки в несколько сотен, а иногда и тысяч ампер.

Пример китайского сварочного аппарата. Максимальный ток 500А. Приобрести — пара сотен баксов.


А вот и авторский сварочник, при его небольшом весе в 200гр способен кратковременно создавать токи 200 — 220 ампер.

Инверторный режим работы в данном классе устройств немного необычен. Для контактной сварки такую технологию применяют редко. В своем варианте исполнения автор задействует простую в реализации импульсную схему.

Вот так она жжет!

Бонусом является низковольтное питание устройства. Данный аппарат Вы сможете подключить к источникам постоянного тока (например обычного компьютерного блока питания).

При использовании 12В аккумулятора — вообще получится автономная и портативная сварка. Диапазон питающих напряжений — до 24 вольт.
Внешний вид аппарата на данный момент не очень. Он пока-что не обзавелся корпусом. (цитирую автора).
Автор собрал его для испытаний, засим на внешний вид не будем обращать внимание.
Если работа устройства устроит автора, то он запилит несколько доработок, в особенности касающиеся различных степеней защиты. Перегрев, передержка и в этом духе.
Судя по фотографиям — прожигает лезвие от ножа навылет. Значит контакт такой сварки не подлежит сомнениям.
Двухтактная схема является очень популярной. Автогенератор, о котором у автора есть множество роликов уже нет смысла пояснять принцип его работы.
В описании к видео есть ссылки на некоторые авторские видео с различными способами применения этой схемы.
Данная схема устройства создана при помощи сервиса EasyEDA.
Материалы и инструменты:
Два мощных полевых ключа


Импульсный трансформатор от компьютерного блока питания.
Конденсатор резонансный 1-2uF Х 300+ Вольт.


Включение устройства производится слабенькой кнопкой.

Паяльник, канифоль, припой, текстолит.
Медные провода.
Дроссель.

Частота работы прибора зависит от индуктивности первичной обмотки

и емкости резонансного конденсатора.

Удовлетворительный диапазон частот — от 20 до 50 кГц. Само собой, если ниже 20К то попадаем в слышимый диапазон частот.

Чем больше будет емкость конденсатора, тем выше ток в первичной обмотке.

Автор не советует устанавливать конденсаторы емкостью выше двух микрофарад.
Тогда частота работы устройства попадет в звуковой диапазон.
Это приведет к противному свисту трансформатора.
Транзисторы IRFP150, можно использовать и аналоги, с током от 40А и напряжением более 50В.
Автор рекомендует применять ключи в корпусе TO247. Можно и TO220.
К транзисторам прикрепляем небольшой радиатор. В виде пластинки.
Сами ключи обязательно изолируем от радиатора.
Дроссель просто необходим. Мотается в две полуторамиллиметровые жилы.


Количество витков в диапазоне от 10 до 30 штук.

Силовой импульсный трансформатор конфискован из классического компьютерного блока питания ATX 450Ватт.

Заводские обмотки удаляем. Для этого рекомендую нагреть его строительным феном.
Итак, перемотанная первичка состоит из двух петель по четыре витка каждая.

Наматывается жгутом 3-х проводов диаметром в 1 мм.

Суммарно квадратура первички должна составлять 2-4 квадрата. В принципе, можно мотать и из многожильного провода.


Сверху изолирует обмотку термостойким скотчем. Я бы делал лавсаном.

Вторичную петлю делает из медной шины 1,5мм Х 22мм


Медную ленту фиксирует эпоксидкой.

А к окончаниям обмотки припаивает клеммы,

Собственно в клеммы и вставляются одножильные 2-х миллиметровые медные электроды

Края электродов необходимо заострить.


Да, немного новшеств, вместо авторских медных электродов можно применить графитовые. Сделать их можно из строительного карандаша.

Корпус для автора пока не важен. После испытаний устройства корпус будет делаться из оргстекла или текстолита.

Посмотрим, на что способен агрегат.


Да уж, оторвать не получается.

Разве что лента рвется.

Питающие напряжения — от шести до 24 В. А это — автономность при наличии качественного аккумулятора с большим током на выходе.


Да хоть от шуруповерта аккум можно приколхозить.
Вопрос, возникающий у большинства читателей. Для чего же требуется схема, и почему нельзя варить прямо от аккумулятора? Ответ автора — схема понижает напряжение до 1,5 — 4В. Естественно и увеличивается ток сварки. А аккумулятор при работе на короткое замыкание — практически сразу превратится в хлам. Собственно это небезопасно.
Авторский вариант подходит по всем характеристикам.
Недавно автор изготовил похожий сварочный аппарат на основе конденсаторов.
Режимы работы устройства. На одну сварку — до двух секунд, после — перерыв 4 секунды.
Автор сжег несколько полевиков. Просто варил 5 секунд. Да и транзисторы были без охлаждающего радиатора.
Спасибо AKA KASYAN за проделанный труд!
Всем удачи и хороших идей!
Ссылка на оригинальное видео — под текстом кнопка «источник».
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
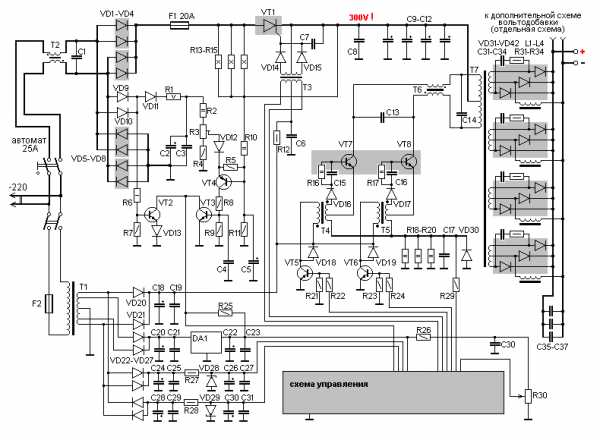
Сварочный аппарат постоянного тока своими руками: моя схема

20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Содержание статьи
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
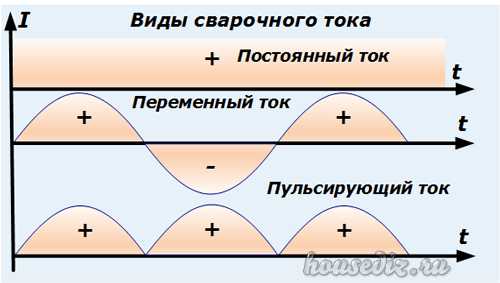
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.

Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см2.
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.

Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм2. Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.

Импульсный блок
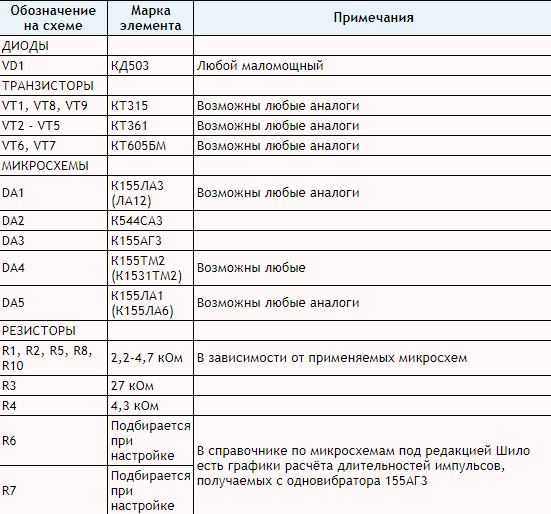
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
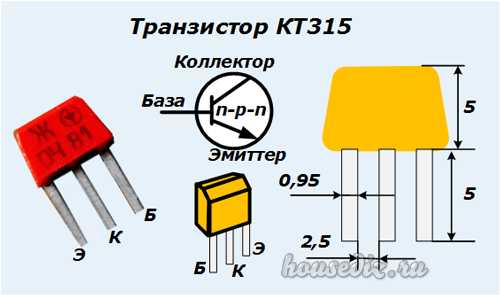
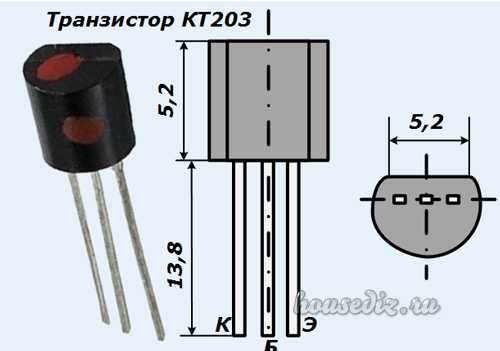
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.

Регулирование тока сварки
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.

А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
Полезные товарыhousediz.ru