Что собой представляет импульсная сварка
Процесс создания сплошных сварных швов посредством расплавления в определенных точках при последующем их покрытии получил название импульсной сварки. Оборудование, имеющее данную функцию, в перерывах между регулярно повторяемыми импульсами работает в состоянии дежурной дуги малой мощности, пропускающей только часть импульсного тока. Такая дуга в паузах между возбуждениями импульса не оказывает существенного влияния на глубину расплавления металла. За счет этого достигается устойчивое горения дуги в пространстве, целиком устраняются кратеры из сварных точек при уменьшении требуемых участков перекрытия в месте сварного шва. Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки.
Используя импульсную дугу в виде источника тепла, можно существенно расширить возможности традиционной сварки дугой в защитной газовой среде. Технология импульсно-дуговой сварки характеризуется режимами пульсации дуги (объемом и скоростью введения теплоты в заготовку). Они определяются определенной программой, исходя из толщин и свойств соединяемых материалов, а также положения швов в пространстве и др.
Если сварка ведется неплавящимися электродами, то импульсная (или пульсирующая) дуга служит инструментом воздействия на основной металл с образованием шва. При использовании плавящихся электродов она предназначается для регулирования операций плавления и перенесения металла электрода. В ходе процесса импульсно-дуговой сварки с помощью электродов из вольфрама пульсация дуги имеет постоянно заданное отношение импульсов к паузам. Получение сплошного соединения достигается посредством расплавления отдельно взятых точек при их покрытии впоследствии.
Применение имульсной сварки
К важнейшим параметрам, характеризующим этот процесс, относят продолжительности импульсов с паузами, всего цикла и шаг точек со скоростью сваривания. Способность к проплавлению пульсирующей дуги с заранее установленной продолжительностью цикла и импульса определяется импульсным режимом сварки, его жесткостью. Этот параметр технологии в своем крайнем значении характерен для дугового варианта сварки. При традиционной сварке дугой постоянного горения он равен нулю, а при точечной сварке дугой стремится к бесконечности. Регулируя импульсные характеристики, можно оказывать воздействие как на размер с формой зоны сваривания, процесс кристаллизации металлов, так и на образование швов, остаточные либо временные деформации, прочие характеристики хода сварки. При определении режима сварки этим способом немаловажное значение придается шагу точек, особенно при соединении тонколистовых материалов.

Способность к проплавлению пульсирующей дуги дает наибольший эффект при импульсной сварке алюминия с толщинами листов менее 3 мм. Возможность рационального применения поверхностного натяжения металлов в ходе импульсно-дуговой сварке создает необходимые условия для должного формирования шва независимо от его положения в пространстве. Этим объясняется активное применение свойств импульсной дуги при выполнении швов в потолочном, вертикальном либо горизонтальном положении на металлоизделиях самого большого диапазона толщин и для соединения автоматической сваркой участков труб с неповоротными стыками.
В аппаратах импульсной сварки в виде источника питания чаще всего применяются сварочные преобразователи, оснащенные регуляторами тока с прерывателями, работающие на постоянных токах. Использование в них плавящихся электродов целесообразно в ситуациях, когда горение дуги постоянно, а на обычный сварочный ток время от времени накладывается импульсный. Преобладание при этом электродинамической силы приводит к отделению капли. Таким образом осуществляется направляемый перенос металла по частоте соизмеримый с импульсами при значении тока, на порядок меньшем, чем критическое.

Поэтому, в отличие от применения неплавящихся электродов, точечная импульсная сварка с помощью плавящегося электрода намного производительнее и позволяет существенно снижать сварочную деформацию с равными качественными характеристиками получаемых соединений. Она наиболее эффективна в конструкциях важного назначения, выполненных из сталей различных марок, сплавов меди, никеля, алюминия и титана для швов любых пространственных ориентаций. Этот вариант сварки способствует хорошей стабилизации дуги в пространстве. Учитывая способность вылета электродов больших длин, его эффективно применять при осуществлении стыковых соединений при обработке кромок с узкими щелями из толстых листов металла.
Особенности магнитно-импульсной сварки
В принципе действия магнитно-импульсной сварки лежит использование силы электромеханического действия вихревых токов. При наведении на стенки обрабатываемого изделия они пересекаются с линиями магнитных сил импульсного поля и с магнитным потоком. Одновременно электроэнергия превращается в механическую, а импульсы давления магнитного поля воздействуют на детали напрямую, без помощи специальных передающих сред.
Процесс такой сварки предполагает мгновенную передачу давления обрабатываемой заготовке на скорости магнитных полей, а в движение приводятся не только определенные участки, а деталь полностью. Чтобы обеспечить последовательное передвижение контактирующей зоны, заготовки помещают соединяемыми кромками под углом друг к другу. Соединение формируется в ходе соударений сопряженных деталей. Одновременно происходит очищение кумулятивной струей соединяемых поверхностей от грязи и окислов и пластическая деформация поверхностных слоев материалов с образованием между ними химических связей.

Соединение магнитно-импульсным способом осуществляется по трем традиционным схемам импульсной сварки: обжатие изделий из трубчатых материалов, их раздача и деформирование листового материала. В первом случае используют индуктор, обхватывающий изделие, во втором – его помещают внутрь заготовки, а в третьем – применяется плоский индуктор. Во избежание деформаций тонкостенных деталей в ходе сварки во внутренность труб вставляются специальные металлические оправки, которые удаляются по завершении работ.
Применение данной технологии сварки наиболее эффективно в производстве различных конструкций из трубчатых деталей, свариваемых как между собой, так и в сочетаниях с другими заготовками. Использование возможностей импульсной лазерной сварки необходимо при соединении плоских заготовок по внутренним либо наружным контурам. При этом возможна сварка различных материалов в любых сочетаниях в широком диапазоне толщин.

promplace.ru
устройство сварочного аппарата, применение и принцип действия
Сварочные технологии никогда не отстают от скоростей научно-технического прогресса. Новые методы, материалы или оборудование постоянно пополняют и без того широкий список всевозможных способов соединения металлов и неметаллов.
Импульсная сварка – один из новых методов, который уже нашёл самое широкое применение в монтаже современных мощных трубопроводов и строительстве: как промышленном, так и гражданском.
Особенности импульсной сварки
Этому виду сварки под силу соединение таких капризных металлов как сплавы меди, сталь и многие другие цветные сплавы, в том числе алюминиевые. Импульсная сварка отлично справляется со сложными стыковыми швами при соединении металлических заготовок с толстыми краями.
Исторически импульсная сварка была изобретена и разработана в качестве конкурентного метода электродуговой технологии, у которой имеются определенные недостатки с точки зрения производительности и качества сварочного шва.
Суть процесса
Принцип импульсной сварки.
Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса — так называемая дежурная дуга невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Главная ее особенность – специальный режим включения и выключения дуги, которая обусловлена программой в зависимости от природы металлов соединяемых заготовок, толщины их кромок и положения швов в пространстве.
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.
Оборудование для импульсной сварки требуется особое – это особый специализированный — импульсный сварочный аппарат с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.

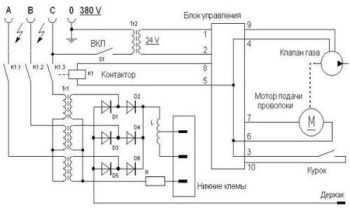
Электрическая схема устройства импульсной сварки.
Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла проволоки расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
Технические нюансы
До начала работы приёмник энергии нужно подключить к сети электропитания, чтобы зарядить его до нужного уровня. Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
При этом способе отлично контролируется и минимизируется малоприятное явление в виде разбрызгивания капель расплавленного металла. Имеется прекрасная возможность производить сварочные швы высокого качества практически в домашних условиях.
Швы формируются вследствие расплавления отдельных порций металла с последующим покрытием.
Важнейший момент – правильное выставление режима импульсной и дежурной дуги. Если режим верный, процесс пройдет быстро, правильно и, самое главное, безопасно, без всяких кратеров в ответственных стыковых участках.
Импульсная сварка на постоянном токе
Жесткость режима является технологической особенностью данного метода. Все дело в длительности импульса. Если его поменять, изменятся все параметры сварки.
Одно из важных преимуществ – возможность контролировать и минимизировать кристаллизацию металла. Можно изменять форму сварочной ванны. Дополнительно можно контролировать и снижать риск деформации сварочного шва.
Данный метод часто применяется для соединения металла с толщиной краев свыше 3-х мм.
Классификация видов
Импульсная сварка подразделяется на четыре вида:
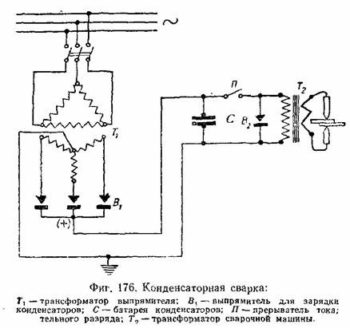
- конденсаторная
с применением аппаратов с огромным диапазоном силы тока. Отлично подходит для сварки алюминиевых деталей; - аккумуляторная
в которой используются устройства с щелочными аккумуляторами, отлично справляются с замыканиями в сети; - инерционная
с использованием кинетической энергии мощного маховика; - электромагнитная
с получением механической энергии с помощью магнитного поля. Элементы крепятся магнитными силами в сочетании с высоким давлением.
Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются электроды. Швы формируются исключительно качественными без каких-либо прожогов.
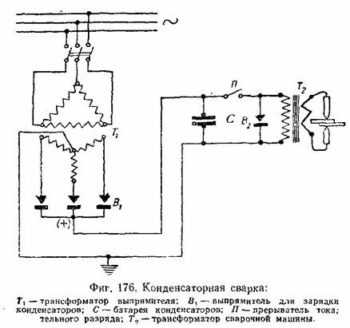
Схема конденсаторной сварки.
Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.
Проволока электрода должна быть хорошо разогрета. Это особенно важно при низких значениях тока.
Импульсный сварочный аппарат является чрезвычайно универсальным устройством: его можно применять в том числе и в газовой среде, для соединения металлических деталей самой разной толщины и конфигурации.
Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
Главные достоинства метода
Преимущества импульсной сварки:
- Первым делом это великолепное качество сварочного шва. Сразу же заметим, что импульсные устройства – вещи весьма недешевые. Но они того стоят и обязательно окупят все затраты в будущем.
- Импульс варит все: от стали до алюминия.
- Нужен минимум дополнительных инструментов и расходных материалов.
- Нет разбрызгивания металла.
- Не бывает прожогов и несплавлений.
- Возможность контролировать дугу.
- Отличная возможность управлять процессом переноса металла.
- Экономный расход материалов, в том числе сварочной проволоки и электродов.
- Легкая чистка шва в конце.
- Легкость для исполнения даже новичками.
Чертеж устройства импульсной сварки.
На сегодняшний день у данного метода есть лишь один конкурент по популярности и эффективности – это сварка полуавтоматом. Она отличается высокой производительностью и, что немаловажно, непрерывностью процесса.
Но серьезным недостатком является разбрызгивание металла, при котором теряется до 30% материала. Кроме потерь, эти брызги нужно чистить после сварки, что очень непросто и портит внешний вид сварочного шва. Сварка импульсом исключает такую беду.
Главная область применения метода – монтаж трубопроводов самого ответственного вида, где особенно важны прочность шва с крепко сформированным обратным валиком без финишной зачистки.
Недостатков у этого метода всего два:
- он не годится для больших сварочных площадей;
- всегда нужно серьезное охлаждение индуктора.
Микроимпульсная сварка
Представьте себе, этот метод нашел отдельное и очень широкое применение в стоматологии — протезировании зубов. Речь о микросварке с использованием титана в виде тонких листов. Специальный микроимпульсный аппарат способен сваривать дентальные сплавы, в том числе титановые.
Качество таких швов нисколько не уступает лазерному стоматологическому аппарату, зато стоимость его значительно ниже. По этой причине они весьма популярны в небольших стоматологических клиниках.
Импульсный сварочник своими руками
Устройство сварочного аппарата вполне позволяет сделать его в домашних условиях для бытового применения. Составные части легко купить, здесь нет никаких проблем. Но не нужно забывать о некоторых нюансах.
Особый фокус – на транзисторах, потому что они быстрее всего ломаются и выходят из строя. На них не экономить, а покупать четыре транзистора высокого качества.
Перед тем, как приступить к работе, нужно обдумать и высчитать силу сварочного тока и мощность устройства. Примеров с подобными расчетами огромное количество в сети, они могут помочь с выработкой верного решения.
tutsvarka.ru
Импульсная сварка — что это такое?
Сегодня успешно применяется множество сварочных технологий: контактная, электродуговая, импульсная, лазерная сварка, несколько узкоспециализированных техник сваривания металлов. Современным и наиболее эффективным методом считается импульсная высококачественная сварка, при которой используется специальное сварочное оборудование. Данная методика разрабатывалась как альтернатива дуговой сварки, более производительная и универсальная в применении.
Особенности импульсной методики сварки
Сущность данной технологии заключается в соединении металлов при помощи непродолжительных микроимпульсов, источником тока для которых является аккумулятор, подсоединенный к электрической цепи. Главная отличительная черта метода – возможность получать неразъемные соединения отдельных деталей, выполненных из металлов разного состава. Для осуществления сварочных работ с помощью импульсного тока нужно использовать специализированные инструменты: сварочник, расходники.
Сварочный агрегат – устройство, обеспечивающее дозировку энергии импульсов сварки.
Расходными материалами могут выступать неплавящиеся, плавящиеся электроды, зависимо от выбора которых сварочные работы могут производиться по двум вариантам:
- импульсной дугой с применением неплавящихся электродов;
- с применением плавящихся электродов осуществляется контроль над проплавлением, перенесением электродного металла в массу сварного шва, разбрызгиванием расплавленных частиц металла.
Импульсная сварка – это контролируемый цикличный процесс перенесения металла в защитной газовой среде:
- микроимпульс высокой мощности отделяет одну каплю электродного металла и переносит ее на металлическую заготовку;
- происходит падение силы тока до значения, которое позволяет лишь поддерживать сварочную дугу, но не позволяет осуществляться отделению капли металла, ее переносу;
- далее идет остывание изделия в сварочной ванне;
- рабочий цикл повторяется.
Принцип работы на импульсных установках основан на преобразовании напряжения сети в постоянное напряжение, а затем в высокочастотное. Сварочник включает:
- электронный блок управления;
- инвертор;
- низкочастотный, высокочастотный выпрямитель;
- трансформатор;
- рабочий шунт.
Параметры сварки импульсного типа
Схема достаточна простая, позволяет выполнять работы самостоятельно, при этом получать надежные, высокопрочные соединения изделий из разного состава сталей, цветных металлов, прочих материалов. Сварочный процесс не требует большого количества времени, для работы используется запас энергии аккумулятора (сетевого приемника), который предварительно подзаряжается от электросети до необходимого значения. Сварочные агрегаты импульсного типа не дают возможность разбрызгиваться расплавленным металлическим частицам, позволяют получать самодельные швы.
Дуга импульсная, дежурная должны выставляться в точном значении, чтобы рабочий процесс прошел максимально эффективно, безопасно, на участках стыковки отдельных металлических элементов не будут образовываться кратеры. Данная технология имеет собственные отличительные особенности, главной из которых является жесткость режима. Этот параметр характеризует продолжительность микроимпульса. Если сварщик поменяет некоторые настройки процесса сварки, он может изменить сварочные параметры. Плюс к этому форму сварочной ванны можно корректировать, а также можно контролировать кристаллизационный процесс металла. Существует возможность нормализации самодельного сварного шва, настраивать пределы возможной деформации благодаря некоторым функциям установок.
Импульсная сварка часто применяется для соединения листового металла толщиной более 3 мм. Технология идеально подходит для формирования шовных соединений в разных пространственных проекциях.
Для обеспечения источника питания в процессе выполнения сварочных работ применяются токовые преобразователи. Небольшие, но достаточно мощные микроимпульсы подаются в сварочную зону посредством аккумулятора-приемника.
Преимущества методики
Благодаря данной технологии соединения металлических образцов, рабочий режим которой настраивается сварщиком, можно отметить ее следующие достоинства:
- Высококачественный, прочный, идеально ровный сварной шов.
- При выполнении соединения отдельных деталей на весу образование прожогов практически исключается.
- Возможность перенесения металла при использовании плавящихся электродов.
Вывод
Применяя импульсный режим сварки, максимально эффективного результата можно достичь, пользуясь плавящимися электродами. Особенно важно пользоваться такой сваркой при необходимости наложения корневого слоя.
electrod.biz
Импульсная сварка
Импульсная сварка является одной из самых востребованных. Существует несколько типов сваривания, каждый из них пользуется успешностью и применяется в конкретном случае.

Классификация основных видов сварки.
Различают контактную, ручную дуговую, лазерную, импульсную сварку. Последняя является одним из самых продвинутых и успешных методов, в процессе скрепления деталей используется специализированный агрегат.
Данный метод был разработан для замещения обычного дугового сваривания.
Параметры сварки
Процесс можно произвести своими руками, методика позволяет получить надежные, прочные соединения (они могут быть выполнены из цветных металлов и различных стальных деталей). Сварочная операция не займет много времени, в процессе применяется запас энергии в приемнике. Приемник требуется подключить к сети электропитания и зарядить до определенного уровня, линии электропередач при этом не перегружаются.
Принципиальная схема импульсного сварочного аппарата для точечной сварки.
Сварочные аппараты не позволяют материалу разбрызгиваться. Благодаря новшествам импульсные аппараты дают возможность получать самодельные швы, которые образуются за счет расплавления отдельных компонентов с покрытием.
Дежурная и импульсная дуги должны быть выставлены в верном значении, благодаря этому сварка пройдет максимально правильно и безопасно, кратеров в местах стыка не будет. Сварка импульсная имеет свои технологические особенности, одна из основных — жесткость режима. Данный параметр указывает на продолжительность импульса. Если оператор изменит некоторые параметры сварочного процесса, он может поменять параметры сварки. Помимо этого, можно корректировать форму сварочной ванны. Имеется возможность контроля кристаллизации металла. Благодаря некоторым функциям можно нормализовать сварочный самодельный шов, отрегулировать пределы, в которых возможна деформация.
Импульсный сварочный аппарат часто необходим для скрепления металлических листов толщиной от 3 мм. Методика отлично подходит для создания швов в различных пространственных положениях. Технологии импульсной сварки используются при создании различных швов. Чтобы обеспечить источник питания во время сварки, необходимо использовать преобразователи тока. Аккумулятор-приемник подает импульсы в область сварочного соединения, импульсы при этом очень короткие, но мощные, в общих чертах процесс сваривания схож с привычными нам технологиями.
Вернуться к оглавлению
Особенности и разновидности импульсного сваривания
Импульсная сварка на постоянном токе.
В общих чертах выделяют конденсаторную импульсную сварку, инерционную, электромагнитную и аккумуляторную. Устройства, предназначенные для конденсаторной импульсной сварки, имеют большой разброс относительно диапазона тока. В них есть агрегаты, которые поддерживают ток малой мощности, имеются также аппараты с очень высоким уровнем мощности. Сварочный агрегат — это устройство, благодаря которому происходит дозированное распределение энергии, она уходит на затрату сварочных импульсов. Данная разновидность импульсной сварки должна быть в очень жестком режиме, детали при этом хорошо нагреваются. Конденсаторная сварка подходит для скрепления деталей из алюминия.
Как настроить импульсные параметры? В аккумуляторной сварке используются конструкции агрегатов, в которых есть щелочные аккумуляторы. Они имеют прочную, надежную систему и отличаются тем, что хорошо переносят замыкания, у аккумуляторов такого типа невысокое внутреннее сопротивление. Магнитно-импульсное оборудование необходимо для того, чтобы получить механическую энергию. Это происходит с участием магнитного поля, таким образом элементы скрепляются при помощи магнитных сил. В область соприкосновения подается высокое давление, в результате получается соединение для сваривания. Инверторные импульсные агрегаты используют массивный маховик, который имеет кинетическую энергию сращения, при выполнении сваривания частота оборотов уменьшается.
Вернуться к оглавлению
Этапы рабочего процесса
Сравнение традиционной сварки с инновационной импульсной технологией.
Перенос металла помогает улучшить качество сварки. Данный метод является одним из самых лучших и эффективных. Во время осуществления импульсной сварки разбрызгивания совершенно отсутствуют, не образуются несплавления.
Благодаря современным аппаратам есть возможность сваривать детали в любом пространственном положении, при этом происходит рациональный расход проволоки. В результате получается максимально качественное соединение, прожогов при этом не возникает. Перед тем как приступить в процессу сваривания, рекомендуется рассмотреть схемы.
Как работает сварочный инвертор? Если процесс осуществляется с применением импульсной технологии, происходит перенос металла электрода в имеющуюся ванну, при этом можно воспользоваться опцией высокоскоростного регулирования током.
Процедура начинается с того, что одна капля металла образуется на конце электрода сварки, затем сила тока повышается и капля сбрасывается в ванну. Горячая фаза должна быть заменена на холодную, далее происходит еще несколько операций. Импульсный процесс является высокоэффективным и надежным. При варке на низком токе специализированная проволока должна быть тщательно нагрета. Когда нужно осуществить сбор капли, ток возрастает до максимального значения, затем снова снижается.
Импульсный сварочный аппарат может использоваться в защитной газовой среде, его применяют для соединения деталей самой различной толщины. Агрегаты обеспечивают удобство при работе, на источнике имеется множество органов управления, благодаря которым можно осуществить тонкую настройку процесса. Устройства имеют очень удобное программное обеспечение, которое сэкономит усилия специалиста.
Вернуться к оглавлению
Основные преимущества технологии
В данном случае важно отметить отличное качество скрепляемых элементов. Стоит заметить, что импульсное оборудование стоит дорого, но его смело можно использовать в защитной газовой среде. Импульсное сваривание часто подходит для соединения стали и деталей из алюминия. При этом следует заметить, что работа выполняется с использованием минимума инструментов.
Процесс происходит без излишних брызг, и в этом заключается его главное достоинство. Расплавление проволоки происходит с определенными перерывами, поэтому производительность расплавления имеет верхнюю границу. Импульсная сварка является одним из самых продвинутых и перспективных методов, ее без проблем можно осуществить своими руками.
expertsvarki.ru
Импульсная сварка — Википедия
Материал из Википедии — свободной энциклопедии
Не путать с Импульсной контактной сваркой.
Стальная карточка из нержавеющей стали Stainess с двумя частями, соединенными импульсной сваркой. Сувенир компании Budd Company 1934 года.И́мпульсная сва́рка — разновидность дуговой сварки в защитных газах, при которой на основной (фоновый) сварочный ток накладываются, с некоторой частотой, дополнительные импульсы тока[1].
Этот вид сварки был изобретен инженером Earl J. Ragsdale в компании Budd Company в 1932 году для сварки нержавеющей стали. В компании его использовали для сварки в процессе изготовления дизельного железнодорожного поезда Pioneer Zephyr[2].
Циклограмма дуговой импульсной сварки.Импульсная сварка представляет собой разновидность дуговой сварки в защитных газах. На основной сварочный ток накладываются, с частотой в несколько десятков герц, дополнительные импульсы тока. При этом сила основного сварочного тока составляет 10—15 % от тока в импульсе.
Разработана также технология двойного импульса в модуляцией импульсов тока. Модуляция позволяет изменять формы импульса, углы наклона их фронта волны, что позволяет управлять мелкокапельным переносом металла при сварке[1].
Преимуществами импульсной сварки является устойчивое горения дуги, постоянство качества металла
ru.wikipedia.org
Импульсная сварка — обзор технологии и оборудования
Импульсная сварка (MIG)представляет собой модификацию дуговой сварки. Отличие импульсной сварки заключается в том, что сварочный постоянный ток модулируется переменным с частотой 20-250 Гц. Модулированный сигнал может менять форму и наклон волны, скважность и амплитуду. Это влияет на режимы и качество сварки. Инверторно-импульсный сварочный аппарат является прибором с гибкими характеристиками и имеет широкий спектр применения.
История технологии
В 1932 году компанией BuddCompany для соединения нержавеющей стали была впервые применена импульсная сварка.  Результаты оказались положительными и технология получила дальнейшее развитие. Впоследствии сварка импульсным напряжением стала популярной технологией.
Результаты оказались положительными и технология получила дальнейшее развитие. Впоследствии сварка импульсным напряжением стала популярной технологией.
Метод использует мелко-капельный перенос расплавленного металла в ванну без разбрызгивания. В момент импульса из проволоки формируется и выталкивается расплавленная капля. Во время спада напряжения обрабатываемая поверхность частично охлаждается, что позволяет работать с более тонкими листами, чем при стандартной дуговой сварке
За десятки лет разработано множество технологий сварки.
- TwinPulseTM (MIG/MAG) обеспечивает подачу тока с парными импульсами, что позволило изменять их форму и точно управлять процессами. Уменьшение капли до диаметра проволоки позволило уменьшить объем ванны. Это формирует обратный валик правильной формы и позволяет получать вогнутый сварочный шов без напряжений металла в зоне сварки.
- SpeedPulseTM — сварочный ток модулируется особым способом. Импульсы формируют перенос капли расплава в сварочную ванну за короткое время в столбе дуги. Дуга, работающая в режиме постоянного замыкания, формирует пульсирующую струю расплава. В результате применения технологии процесс сварки ускоряется на 40-45%. Также повышается экономичность процесса из-за снижения теплоемкости процессов.
- STT (SurfaceTensionTransfer) — использует силы поверхностного натяжения. Относительно мощное поверхностное натяжение расплава в сварочной ванне засасывает каплю с низким поверхностным натяжением, образовываемую на сварочной проволоке. Такой способ сварки снижает разбрызгивание и дымообразование.
- WaveformControlTechnology — технология управляет формой волны с заданными параметрами, индивидуально учитывая толщину сварочной проволоки, тип металла и условия работы. Это обеспечивает оптимальное качество швов. Например, можно ускорить нарастание импульса, что ускорит образования капли или изменить скорость убывания, что изменит условия смачивания.
Эти или иные технологии не обязательно воплощены в каждом сварочном аппарате, поэтому, при выборе оборудования, подбирайте аппарат с качествами наиболее близкими для его дальнейшего использования.
Благодаря современным технологиям и автоматизации процессов, не требуется повышенная квалификация сварщика. Это экономит финансы на образовании, но сама сварочная техника, использующая импульсный инвертор, значительно дороже.
Виды сварочной дуги
Несмотря на множество технологий, выделены четыре режима образования дуги, они указаны в таблице:

Капельная дуга формируется без короткого замыкания, что позволяет работать практически без каплеобразования. Для ее формирования требуется богатая аргоном среда и большая сила тока.
Для формирования длинной дуги потребуется высокая мощность и газовая среда с присутствием CO2 не менее 25%.
Во время короткого замыкания и свободного падения формируется смешанная дуга, которая образовывает обильное брызгообразование. Такой режим использовать не рекомендуется. Смешанная дуга образовывается при средней мощности в аргоновой смеси.
Импульсная дуга образовывается при работе с импульсным током. Характерен пинч-эффект. При каждом импульсе выделяется одна капля расплавленного металла. Образовывается во всем диапазоне мощностей. Легко регулируется частотой и силой тока. Работает с незначительным брызгообразованием. Удобно использовать при работе в стесненных условиях.
Существуют нестандартные формы перехода металлов. При выборе силы тока, превышающей стандартные значения тока дуги, появляется капельная дуга высокой мощности. Она имеет глубокое прорезающее действие. Использование такого режима может привести к деформированию шва. Если повысить напряжение, то дуга начинает вращаться, увеличивая область проплавления. Такую дугу применяют для ускорения процесса сварки толстостенных металлов. Метод рекомендуется использовать в условия полной механизации процесса.
Выбор оборудования
Импульсная сварка предполагает использование оборудования более мощного, чем обычная дуговая сварка. Это связано с тем, что в инверторно-импульсном сварочном аппарате образовывается ванна более крупного размера. Кроме того, большой мощности требует широкий диапазон скорости подачи проволоки и богатый выбор характеристик сварки.
При выборе оборудования, обратите внимание на следующие параметры:
- мощность — чем выше, тем лучше, но она не должна превышать возможности вашей электросети;
- наличие синергетического управления — снижает требования к образованию сварщика и упрощает обслуживание;
- наличие грелки с быстрым переключением типов работ — ускорит работу сварщика, выбирайте горелку большего размера с жидкостным охлаждением;
- наличие удаленного измерителя напряжения — сварочный аппарат может находиться далеко от работника и он не сможет контролировать напряжение на встроенном в аппарат приборе.
Регулировка амплитуды и формы волны импульсного сварочного аппарата повышает качество сварки и помогает создавать оптимальные режимы работы. 30-40 лет назад появились аппараты, в которых мощность настраивалась автоматически при помощи нажатия одной кнопки. Дополнительная кнопка служила для точной коррекции процесса. Современные приборы сохраняют в памяти настройки для разных процессов.
Выбирайте оптимальную длину кабеля. Длинные кабели (более 10 метров) придется скручивать кольцами, а это повышает индуктивность, из-за чего изменяется форма волны и снижается эффективность импульсной сварки.
Промышленность предлагает широкий выбор оборудования для полуавтоматической сварки. Полуавтомат от обычного аппарата отличается тем, что имеет механизм подачи сварочной проволоки, блок управления. В импульсном полуавтомате в качестве источника питания применяется сварочный инвертор.
Особенности MIG-сварки
Как и любой технологический процесс, импульсная сварка имеет свои плюсы и минусы. Среди преимуществ:
- экономия проволоки — за счет широкого диапазона скорости подачи проволоки не нужно иметь несколько катушек с разными диаметрами проволоки, достаточно одной со средним диаметром;
- экономия газа — можно использовать один и тот же состав для разных процессов;
- экономия затрат на аксессуары — не нужно иметь наборы наконечников, проволокопроводов, горелок;
- высокая скорость и качество — не тратится время на очистку деталей от брызг, шлифовку и вытяжку газа;
- контролируемое тепловложение — снижает деформации.
Технология позволяет сваривать листы металла с минимальной толщиной:
- 0,7 мм — нелегированная сталь;
- 1 мм — нержавеющая сталь;
- 2 мм — алюминиевые сплавы.
К сожалению, импульсная сварка не лишена некоторых недостатков:
- сварочный импульсный аппарат требует большего ухода;
- высокая цена.
Но качество сварки важнее любых недостатков
Применение импульсной сварки
В промышленности импульсная сварка используется повсеместно, но наиболее эффективно она используется для:
- монтажа трубопроводов разных диаметров;
- сборки автомобильных кузовов;
- изготовления железнодорожных вагонов;
- строительства мостов;
- производства кранов и землеройных машин;
- сварки корпусов и обшивок кораблей.
Возможности импульсной сварки практически неограниченны. Она умеет сваривать сталь, алюминий и его сплавы, медь и многие другие металлы. Сварочные швы, выполненные с помощью импульсного аппарата, содержат малое количество водорода. Это делает их менее хрупкими, поэтому технологию используют везде, где к изделию будут прилагаться существенные механические нагрузки.
Импульсные аппараты используются в небольших мастерских, малом производстве, автосервисах. Импульсная сварка является приоритетной практически во всех отраслях промышленности США.
Если вы заинтересовались темой или работаете с импульсной технологией, присоединяйтесь к дискуссии в блоке комментариев. Возможно, ваши знания будут кому-то полезны, или вы прочитаете что-то новое для себя.
wikimetall.ru
зачем нужна и что собой представляет?
На строительной площадке, в производственной отрасли применяется импульсная сварка металлов, так как данная технология способна выполнять сложные соединительные работы. Для производства сварочных соединений, швов применяется специальный сварочный аппарат, эксплуатационный режим которого выбирается сварщиком. Оборудование выполняет соединения посредством коротких импульсов. Для обработки металлических деталей используется расходный материал – плавящиеся или не плавящиеся электроды. Далее стоит затронуть основные ответы, касающиеся данной методики, на интересующие многих профессиональных и начинающих сварщиков вопросы.
Об источниках питания, преимуществах метода
Часто импульсная сварка производится с использованием специализированного оборудования, получающего электричество от специальных источников питания. Для данных целей подходят блоки, особенность которых заключается в возможности регулировки величины импульса, паузы. Иногда применяются также специальные генераторы, имеющие достаточно простую конструкцию (конструкция генераторов имеет управляемые выпрямители, конденсаторы).
Преимущества импульсной методики:
- Качественное соединение;
- Ровный, аккуратный сварочный шов;
- Прожог исключается даже при условии производства соединений на весу;
- Возможно перенесение детали в случае, если процедура производится посредством плавящегося катода.
Выше приведены несколько основных преимуществ импульсного режима сварки, относительно которых полезно знать сварщику. Стоит отметить, что данный способ производства соединений швов представляет собой достаточно сложный процесс, требующий определенной квалификации сварщика.
к меню ↑Импульсная обработка в режиме MIG
Импульсно-дуговая полуавтоматическая обработка металлических деталей в среде инертного (защитного) газа является особой методикой сварки. Способ позволяет контролировать точность выполняемых швов, управление переносом материала. Таким образом, данный способ — когда перенос материала проводится непрерывным расплавлением металла, который переносится сварочной дугой на изделие, без контакта сварочной проволоки с изделием.
 В рассматриваемом случае энергия в дугу поступает посредством импульсов уникальной формы. Так, сначала формируется импульс тока, который вызывает управляемое отделение, а также перенос только одной капли металла. После этого происходит формирование удерживающего тока, который поддерживает сварочную дугу, но без участия переноса материала: сварочная ванна остывает, при этом перенос частиц метала, находящегося в расплавленном состоянии, происходит без потерь, при этом равномерно.
В рассматриваемом случае энергия в дугу поступает посредством импульсов уникальной формы. Так, сначала формируется импульс тока, который вызывает управляемое отделение, а также перенос только одной капли металла. После этого происходит формирование удерживающего тока, который поддерживает сварочную дугу, но без участия переноса материала: сварочная ванна остывает, при этом перенос частиц метала, находящегося в расплавленном состоянии, происходит без потерь, при этом равномерно.
При сравнении двух процессов становится очевидным, что обработка металлов в импульсном режиме МИГ превосходит по скорости традиционную МИГ-сварку. При всем этом процесс переноса становится эффективнее, к тому же быстрее. Существенное уменьшение разбрызгивания, а также зоны термического влияния имеют следствие, выраженное в минимальном исправлении брака. Еще полезно знать, что импульсная МИГ-сварка в отличие от классического режима МИГ со струйным переносом существенно уменьшает выгорание материала.
Еще одним огромным преимуществом рассматриваемого метода обработки деталей является возможность создания аккуратных, ровных, надежных и долговечных соединений при различных пространственных положениях. Также производство надежных соединений с отличными параметрами возможно при малых сварочных токах, что выгодно отличает данный метод от традиционного метода МИГ-сварки (когда струйный перенос вовсе становится невозможен).
Секрет высокого качества и стабильности данного способа заключается в точном управлении энергией импульсов тока. Выбор оптимального значения, управление параметрами, корректировка каждой характеристики производится отдельно от остальных. Данная методика может использоваться в самых различных отраслях и сферах деятельности человека. В дугу оборудования производится подача большого числа импульсов частотой 50-100 Гц. Эффективность данной методики заключается в использовании плавящегося электрода.
Сегодня импульсная МИГ-сварка нашла наибольшее применение при необходимости производства соединений современных трубопроводов, где требуется высокопрочное и надежное сопряжение. Доступен этот результат стал благодаря высокотехнологичному оборудованию, для которого необходимо выбирать правильный режим.
к меню ↑Об оборудовании
Сварочные аппараты для импульсной обработки металлов представлены сегодня в двух вариантах исполнения: со встроенным механизмом для подачи проволоки и газовым охлаждением, аппараты с выносным механизмом подачи сварочной проволоки и жидкостным охлаждением. Данное оборудование способно контролировать частоту и размер перехода капель материала (расплавленного) в сварочную ванну во всем диапазоне тока. Импульсная дуга функционирует без короткого замыкания, к тому же при отсутствии брызг.
Особенности аппарата:
- Мягкий розжиг дуги;
- Стабилизация дуги;
- Плавная и удобная регулировка рабочего параметра;
- Защита от залипания катода;
- Автоматическая защита оборудования при КЗ, перегрузки по току, мощности;
- Контролирование выходной мощности, силы тока;
- Интуитивно понятное управление;
- Подойдет для автоматизированного, механизированного, промышленного использования;
- Стабильность, мягкость дуги при использовании протяженных проводов;
- Продуманная конструкция корпуса с улучшенными воздуховодами;
- Запрограммированные задания, управление.
Синергетическое управление устройств для импульсной обработки металлов способно обеспечить автоматическую настройку режимов в соответствии с толщиной металлических деталей, скоростью подачи сварочной проволоки, силой рабочего параметра. Специальная функция позволяет снизить производственные затраты наполовину.
Области применения:
- Сплошные и порошковые проволоки, покрытые катоды;
- Низкоуглеродистые, алюминиевые сплавы, медь и сплавы на основе меди, специализированные сплавы;
- Производственные и ремонтные работы, включая химическую промышленность, производство промышленных установок, машиностроительную отрасль, автомобилестроение, судостроение, вагоностроение, производство контейнеров и резервуаров и т. п.
Оборудование для импульсной обработки металлических деталей является высокотехнологичным достижением представителей научного мира. Благодаря подобному технологическому прорыву различные отрасли и сферы деятельности человека получили возможность создавать высококачественные и высокоточные соединения, швы.
Похожие статьиgoodsvarka.ru