Холодная высадка на автоматах: WSD GmbH – Холодная высадка
Содержание
Холодновысадочные автоматы
При
движении ползуна 16 механизма отрезки
ролик ножевого штока скользит по пазу
кулачковой дорожки, а шток 14 ножом, укрепленным
на его конце, отрезает заготовку и переносит
ее на линию высадки к матрице 5. Головка
изделия высаживается в этой матрице пуансоном
13 за один ход высадочного ползуна 6. После
этого готовое изделие выталкивателем
4 удаляется из матрицы (выталкиватель
движется под действием качающегося рычага
3, связанного тягой с роликом 7, находящимся
в контакте с кулачком, укрепленным на
коленчатом валу).
Принцип
действия различных высадочных автоматов
примерно одинаков. Так, в одноударном
автомате с разъемной матрицей имеется
механизм для движения одной из полуматриц
до смыкания с другой неподвижной полуматрицей.
В двухударном автомате пуансонодержатель
вместе с высадочным ползуном получает
движение в поперечном направлении через
систему рычагов и тягу от эксцентрика,
укрепленного на валу, одновременно перемещая
в том же направлении высадочные пуансоны
на линию высадки.
Холодновысадочные
автоматы применяются для холодной
высадки из калиброванной проволоки или
прутка, заклепок, болтов, шурупов и т.
д. Холодновысадочные автоматы разделяются
на два вида — автоматы кривошипные и
автоматы коленорычажные. Наиболее распространены
кривошипные автоматы.
ГЛАВА
II. ПРОЦЕСС ХОЛОДНОЙ
ШТАМПОВКИ
2.1.
Характеристика метода
холодной штамповки
Холодной
пластической деформацией в практике
штамповочного производства называют
процесс, протекающий без принудительного
нагрева металла.
В
процессе деформации происходит механическое
упрочнение (наклеп), повышаются твердость
деформируемого металла, пределы прочности
и текучести и снижаются относительное
удлинение и сужение.
Процесс
деформации сопровождается нагревом металла
и инструмента, температура которых может
достигать 300° С. .
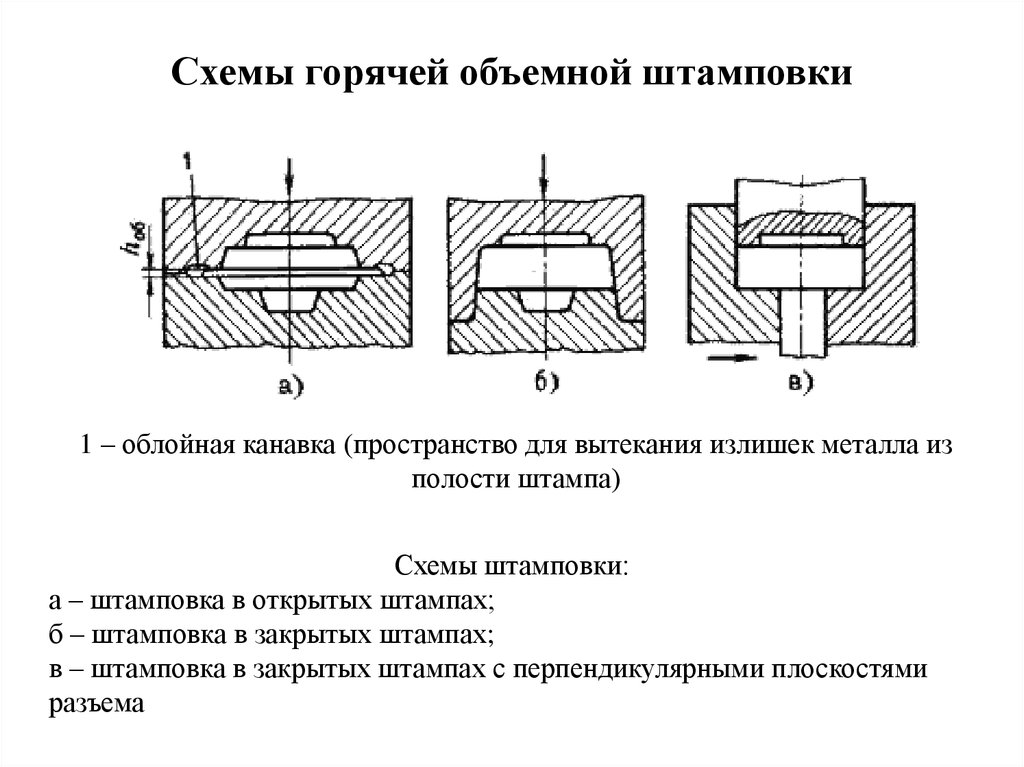
При
холодной объемной штамповке всей заготовке
придается заданная форма и размеры
путем заполнения материалом рабочей
полости штампов. Высадка, в отличие
от штамповки, заключается в осадке
части заготовки между подвижным
(пуансоном) и неподвижным (матрицей)
инструментом.
Основными
достоинствами холодной штамповки
являются высокая производительность,
точность размеров и чистота поверхности
изделий, повышенная прочность штампуемых
деталей, низкий расход металла, широкий
диапазон изготовляемых типоразмеров.
Холодной штамповкой изготовляются болты
с диаметром стержня до 30 мм. Однако в последнее
время таким способом изготовляют болты
с метрической резьбой, имеющие .стержень
диаметром до 52 мм.
Основной
недостаток холодной деформации —
снижение пластичности металла вследствие
наклепа и соответственно повышение опасности
хрупкого разрушения болтов при эксплуатации.
Особенно возрастает опасность хрупкого
разрушения для болтов из среднеуглеродистых
и легированных сталей, которые, как правило,
необходимо подвергать термообработке,
способствующей исключению неблагоприятных
последствий холодной деформации.
Процесс
штамповки болтов заключается в
том, чтобы из заготовки диаметром
меньше диаметра отверстия в матрице (на
величину зазора) и значительно меньше
диаметра наибольшего сечения головки
болта можно получить изделие необходимых
размеров.
При
выборе технологического процесса холодной
штамповки необходимо учитывать
следующие параметры:
1.
Отношение длины свободной осаживаемой
части заготовки к ее диаметру
lo/dy.
Под
свободно осаживаемой частью заготовки
понимается отрезок, заключенный между
матрицей и пуансоном, т. е. отрезок, не
контактирующий с инструментом. Величина
этого отношения характеризует трудность
процесса формообразования головки болта
и устойчивость свободного отрезка металла
к продольному изгибу. Чем меньше величина
lo/dy, тем легче протекает процесс деформации
и лучше оформление конечной заготовки.
При большой величине отношения возможен
изгиб стержня и нарушение правильной
конфигурации заготовки (возникновение
прогибов, складок), что ведет к браку продукции.
Для
предотвращения указанных нарушений
процесса высадки отношение длины свободной
осаживаемой части к диаметру не должно
превосходить определенной величины.
При превышении этой величины процесс
формообразования головки разделяется
на несколько переходов.
Следует
отметить, что при высадке болтов
с предельным отношением lo/do необходимо
обеспечить чистый срез заготовки и перпендикулярность
плоскости отреза к продольной оси. При
осадке заготовки с косым срезом торцовой
площадки возможен ее изгиб и, как следствие,
брак продукции.
Возможность
изгиба заготовки при осадке увеличивается
со снижением сил трения по контактируемым
поверхностям заготовки и пуансона. Поэтому
при неблагоприятных условиях для исключения
продольного изгиба заготовки ее концевую
часть защемляют в пуансоне.
2.2.
Технологические
процессы холодной
штамповки
Головку
можно получить обрезкой предварительно
высаженной цилиндрической головки, или
пластической деформацией .
Фаска на
конце стержня также может
выполняться как пластической деформацией
(при штамповке болтов), так и резанием.
Предпочтительным является образование
фаски резанием на встроенном в высадочный
автомат приспособлении, так как при образовании
фаски выдавливанием в матрице усложняется
изготовление матриц, а при накатке резьбы
на стержне с выдавленной фаской снижается
стойкость накатного инструмента.
При
получении фаски выдавливанием
на каждую длину болта требуется
своя матрица, в то время как при
штамповке без оформления фаски
перестройка автомата по длине болта
не влечет смены матрицы. Однако при штамповке
болтов из низкоуглеродистой стали и при
ограниченных перестройках автомата целесообразно
образование фаски выдавливанием.
Известны
следующие основные технологические
процессы штамповки болтов: без редуцирования;
с однократным редуцированием; с двукратным
редуцированием; с выдавливанием и редуцированием,стержня,
равным среднему диаметру резьбы (ГОСТ
7795—70, ГОСТ 7811—70), и коротких болтов с
резьбой до головки или с малой величиной
гладкого участка (ГОСТ 7796—70 и ГОСТ 7808—70)
из низкоуглеродистых сталей Юкп и 20 кп.
Болты изготовляются преимущественно
без термической обработки классов срочности
4.8, 5.8 и 6.8. Технологические переходы штамповки
приведены на рис. 5.
Цилиндрическая
головка высаживается за два удара,
размеры стержня изменяются незначительно.
При изготовлении болтов с направляющим
подголовком одновременно с высадкой
головки происходит образование подголовка.
Прочность
болтов, как правило, несколько ниже
прочности исходного калиброванного
металла, так как снижается вследствие
осадки предварительно упрочненного при
волочении металла (эффект Баушингера).
Достоинством
метода является простота изготовления
технологического инструмента.
Недостатками
процесса являются:
Невозможность
изготовления болтов с диаметром гладкой
части стержня, равным наружному диаметру
•резьбы (за исключением коротких болтов,
у которых гладкая часть стержня может
образоваться одновременно с высадкой
головки).
Большая степень
деформации при высадке головки и, как
следствие, большие нагрузки на инструмент
и повышенная опасность возникновения
трещин на головке, особенно при высадке
болтов из среднеуглеродистых и легированных
сталей, большая неравномерность свойств
головки и стержня.
Необходимость
обязательной термообработки болтов из
среднеуглеродистых сталей из-за значительного
охрупчивания металла и повышенной опасности
разрушения под головкой.
Трудность
изготовления болтов с нормальной головкой.
Недостатки
этого процесса штамповки болтов
привели к постепенному вытеснению его
более прогрессивными, включающими операцию
редуцирования стержня.
При
высадке с редуцированием на однопозиционных
автоматах (в одной матрице) редуцирование
стержня производится первым ударом одновременно
с высадкой конической головки. Окончательное
оформление головки происходит при втором
ударе.
Совмещение
на одной позиции операций высадки
головки с редуцированием нежелательно,
так как при этом увеличиваются
нагрузки на инструмент и снижается
его стойкость. Кроме того, при высадке
головки происходит раздача конца редуцированного
стержня, и при выталкивании заготовки
из матрицы это приводит к дополнительному
истиранию редуцирующего пояска.
Высадка
с редуцированием осуществляется, как
правило, на многопозиционных автоматах.
При многопозиционных процессах
заготовка штампуется в нескольких
матрицах. Эти процессы получили в настоящее
время наибольшее распространение в специализированном
производстве болтов.
3.1.
Холодная высадка
Холодная
высадка — это процесс увеличения
поперечных размеров части заготовки
за счет одновременного уменьшения ее
длины. Холодная высадка применяется для
формообразования головок заклепок, болтов,
винтов, шурупов, гаек, а также некоторых
деталей машин из стали и цветных металов. Без нагрева высаживают болты размером
до М20 и гайки размером до М27.
Высадка
выполняется обычно на холодновысадочных
автоматах одноударного, двухударного
и трехударного действия. Материалом
для высадочных работ служит проволока
или прутки соответствующего сечения.
Высадка за один удар применяется для
изготовления заклепок и винтов с полукруглой
головкой и других деталей, имеющих небольшую
относительную длину высаживаемой части
заготовки.
Цикл
одноударной высадки заклепки протекает
следующим образом. После подачи
материала (калиброванной проволоки) через
отрезную матрицу нож автомата отрезает
заготовку и переносит ее на линию высадки.
Высадочный пуансон заталкивает заготовку
в матрицу и после упора заготовки в выталкиватель
осуществляет высадку головки. В момент
возврата пуансона в исходное положение
высаженная деталь удаляется выталкивателем
из матрицы, и цикл повторяется.
Рис. 7. Схема холодной высадки
а—винт
с полупотайной головкой, полученный
за два удара на автомате б —
винт, полученный за четыре удара на
автомате.
Высадка
за два удара позволяет получить детали
с разнообразной формой головок при длине
высаживаемой заготовки, равной 3—6 диаметрам.
На рис. 45, а показана последовательность
высадки на двухударном автомате винтов
с полукруглой головкой, снабженной шлицем.
Пуансон с ребром, образующим шлиц, изготовляют
методом холодного выдавливания.
Лучшей
формой для предварительного набора
деформируемого металла является усеченный
конус. При отсутствии трех- или четырехударных
высадочных автоматов применяют
повторную высадку на одно- или двухударных
холодновысадочных автоматах.
3.2.
Холодное калибрование
Холодное
калибрование поковок и других заготовок
обеспечивает получение точности до
0,05 мм и гладкой поверхности с
шероховатостью до 7—8-го класса чистоты
(как при чистовом шлифовании).
Точность
и качество калибрования зависят
от точности изготовления штампа и
отделки его калибрующих поверхностей.
Рис.
8. Схемы калибрования
а
— плоскостного, б — объемного
Чеканкой
образуется выпукло-вогнутый рельеф на
поверхности детали за счет незначительного
перемещения металла. Во многих случаях
чеканка заменяет гравирование на металле.
При чеканке заготовка сдавливается между
двумя формующими частями штампа и получает
на поверхности оттиск его рельефа. Для
сохранения размеров и формы детали чеканка
выполняется обычно в закрытых штампах
без вытеснения металла из рабочей полости
матрицы. Производится она на чеканочных
прессах, обеспечивающих большое давление
и точную настройку зазора между торцом
пуансона и дном матрицы.
ЗАКЛЮЧЕНИЕ
Холодновысадочный
автомат служит для высадки головки изделия
(промежуточной или окончательной формы)
и оформления стержня (без резьбы). На обрезном
прессе производится оформление многогранной
головки обрезкой. Образование резьбы
осуществляется на резьбонакатном автомате.
При получении окончательной формы головки
изделия на холодновысадочном автомате
обрезной автомат в состав линии не включается.
ГЛАВА II.
ПРОЦЕСС ХОЛОДНОЙ ШТАМПОВКИ…………….….……….12
2.1.
Характеристика метода холодной
штамповки……………….…….12
2.2.
Технологические процессы холодной
штамповки………….…..…14
3.1.
Холодная высадка……………………………………………….……17
3.2.
Холодное калибрование………………………………………….…..18
ЗАКЛЮЧЕНИЕ……………………………………………………………. ..…..20
СПИСОК
ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ……………………………..22
ВВЕДЕНИЕ
Актуальность.
Ценность способов кузнечно-штамповочного
производства заключается в том, что при
обработке заготовок давлением их форма
изменяется в результате перераспределения
металла, а не за счёт удаления его излишка,
как при обработке металлов резанием,
что позволяет резко сократить отходы
и одновременно увеличить прочность материала.
Как
правила на кузнечно-штамповочном производстве
чаще применяют метод холодной штамповки
на холодновысадочных автоматах.
Производительность
холодновысадочных автоматов в 5—6
раз превосходит производительность
токарных автоматов, причём отходы металла
сокращаются в 2—3 раза. Замена механической
обработки штампованием при переработке
каждого млн. т проката позволяет экономить
до 250 тыс. т металла.
Холодная
высадка является одним из прогрессивных
методов получения узлов и деталей в различных
отраслях промышленности. Наиболее широко
холодная высадка применяется при изготовлении
крепежных изделий: болты, заклепки, шплинты
и т.д.
Холодновысадочные
автоматы являются быстроходными машинами.
Их нормальная работа определяется квалифицированным
обслуживанием: смазкоя, регулировкой,
своевременной заменой изношенных деталей.
Из холодновысадочных автоматов и других
машин составляют автоматические линии
для изготовления различных крепежных
деталей
(болтов, винтов, гаек) и небольших нормализованных
деталей, выпускаемых в массовых количествах.
Примером автоматической линии
может служить линия для производства
болтов, объединяющая холодновысадочный
автомат, автоматы для накатки
резьбы на теле болта, для
промывки болтов и нанесения
на них антикоррозионных покрытий,
для упаковки мерных количеств
болтов в тару.
Цель
данной работы изучить холодновысадочные
автоматы.
Для
достижения поставленной нами цели, были
разработаны следующие задачи:
2.
Изучить методы наладки холодновысадочных
автоматов;
3.
Ознакомиться с методами холодной штамповки;
4.
Изучить метод холодного калибрования;
5.
Изучить метод холодной высадки.
Объект
исследования – холодновысадочные
автоматы
Предмет
исследования – холодновысадочные
автоматы как средство производства.
Холодновысадочные
автоматыпредназначены для объемной
штамповки. Наиболее широко применяемыми
являются однопозиционные автоматы с
цельной или разъемной матрицей. Эти автоматы
могут быть одно-, двух- и трехударными.
На
рис. 1 представлена кинематическая схема
одноударного автомата с цельной матрицей.
От электродвигателя 1 вращательное движение
передается через зубчатую передачу 16
на коленчатый вал 2. На коленчатом валу
посажен эксцентрик 15, от которого приводится
фрикционная муфта 8 и желобчатые ролики
6 механизма подачи материала 7. С помощью
муфты 8 с храповиком осуществляется прерывистая
односторонняя подача.
Высадочный
ползун 13 с пуансоном 12 осуществляют возвратно-поступательное
движение. От коленчатого вала 2 передается
движение боковому ползуну 5, от которого
работает ножевой шток 3, переносящий заготовку
с отрезной матрицы 4 к высадочной матрице
11. Изделие после высадки выталкивается
выталкивателем 10 при повороте рычага
9, действующего от кулачкового механизма
14.
Однопозиционные
двухударные автоматы с цельной
матрицей по сравнению с одноударными
применяются чаще, так как они
позволяют изготовлять изделия с
повышенной точностью, с высоким классом
шероховатости поверхности.
Двухударные
автоматы с цельной матрицей изготовляют
различных моделей. Например, на автоматах
А1222А и А1223 установлена пневматическая
фрикционная муфта, сблокированная
с ленточным тормозом, а на автоматах
АА1216 и А1218А муфта и тормоз не установлены.
Кинематическая
схема двухударного автомата, в котором
нет муфты и тормоза, показана
на рис. 2. Заготовка-пруток 3 прерывисто
подается роликом 2 через отрезную матрицу
1 до упора 11, регулируемого на длину отреза.
Нож 8, отрезав стержень 9, переносит его
к высадочной матрице и держит до того
времени, пока пуансон предварительной
высадки 10 не втолкнет его в матрицу. После
этого нож возвращается в исходное положение.
При
первом ударе стержень высаживается
пуансоном 10 до упора-выталкивателя 6.
При втором ударе головка изделия
высаживается окончательно пуансоном
13. Движение пуансонов в продольном
направлении, по оси изделия, осуществляется
ползуном 19, действующим от коленчатого
вала 27.
Поперечное
перемещение пуансонов достигается
с помощью салазок 14, которые связаны
двуплечим рычагом 16, шатуном 18 и
роликами 20 с кулачковым механизмом
21. Кулачковый механизм смонтирован на
распределительном валу 22, получающем
вращательное движение через зубчатую
передачу 28.
Механизм
подачи пруткового материала 7 имеет
храповое устройство 4, с помощью
которого осуществляется прерывистое
вращение роликов подачи 2. Подача регулируется
изменением эксцентриситета диска 24 посредством
сухаря и винта. Привод выталкивателя
6 и рычага 5 осуществляется от кулака-выталкивателя
23, посаженного на распределительном валу.
Коленчатый
вал 27 приводится от электродвигателя
25 через клиноременную передачу
26. Ножевой шток 12 имеет такое же устройство
и привод, как и на одноударном автомате. Боковой ползун 17 снабжен копирной дорожкой,
в которую вставлен ролик 15, связанный
с ножевым штоком.
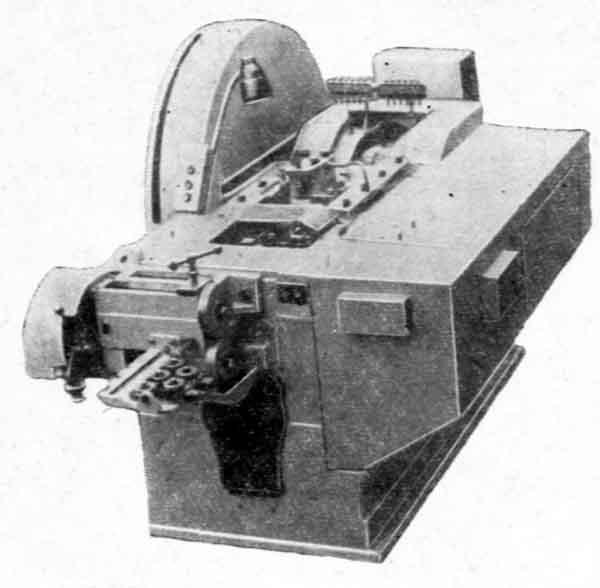
На
рис. 3 показан внешний вид двухударного
автомата АА1216 с цельной матрицей. Все
движущиеся части автомата имеют ограждение,
гарантирующее безопасность работы и
обслуживания. По желанию заказчика автомат
комплектуется устройством для размотки
калиброванной проволоки из бунта. Кроме
вышеуказанных, в СССР изготовляют и эксплуатируют
холодновысадочные автоматы с разъемной
матрицей (АА161, А1419, А1420, А1421 и др.), позволяющие
применять более длинные заготовки для
высадки. На таких автоматах заготовка
с помощью подающих роликов проталкивается
через раскрытые полуматрицы до поворотного
упора, затем при ходе разъемной матрицы
заготовка отрезается и подается на ось
высадки, зажатой в полуматрицы.
Рис.
3. Внешний вид двухударного автомата модели
АА1216:
1
— кожух привода, 2 — механизм высадки. 3 — зубчатая передача, 4- механизм подачи,
5 — механизм выталкивателя, 6 — лоток выгрузки
В
СССР применяют также шариковые
автоматы А142А, А145, АБ148, роликовые автоматы
А145А, АБ148А, многопозиционные автоматы
АБ1918, А1919, А1920, А1921 и др. На многопозиционных
автоматах осуществляется комплекс
технологических переходов: отрезка заготовок,
осадка, образование фасок, калибровка
торцов, редуцирование, прямое и обратное
прессование, высадка, формовка, накатка
резьбы.
1.2.
Наладка холодновысадочных
автоматов
Однопозиционные
холодновысадочные автоматы различных
моделей отличаются конструктивно, но
все они имеют следующие механизмы: подачи
материала, отрезки и переноса заготовки
с линии подачи на линию высадки, поворотов
пуансонной головки, высадки (ползун с
шатуном), выталкивания изделий из высадочной
матрицы, привода автомата.
Наладка
холодновысадочного автомата начинается
с установки и крепления инструмента. Инструмент подбирают по заданному
изделию, по чертежу и технологической
карте. После установки инструмента
конец проволоки из бунта заправляются
вручную через ряд правильных и задающих
роликов к приводным подающим роликам.
В
это время включают автомат на
наладочный режим и проволоку (заготовку)
замедленными толчками подают через
отрезную матрицу до регулируемого
упора. Далее автомат включают на автоматический
режим, при котором изготовляется пробная
партия изделий. По окончании изготовления
пробной партии изделий наладчик проверяет
их размеры по чертежу и при необходимости
дополнительно регулирует работу автомата.
Проверяет также надежность крепления
рабочего инструмента.
На
рис. 4 показано крепление пуансонов. Предварительный
1 и окончательный (чистовой) 2 пуансоны
закрепляют в обойме 6 болтами 4. Пуансоны
опираются на подкладку 5. Обойму прикрепляют
к салазкам болтами 3.
Рис. 4. Крепление пуансонов
Крепление
высадочной матрицы показано на рис.
5.
Рис.
5. Крепление высадочной матрицы
Посадочное
отверстие диаметр 20 (для автомата
А1214) рассчитано под высадку изделий
из проволоки диаметром от 1,5 до 2,6
мм. Для высокой стойкости перед
матрицей 3 устанавливают вставку 1 (из
твердого сплава) в прокладке 2. Матрицу
стопорят болтом 4 и контрят гайкой 5. Отрезную
матрицу устанавливают аналогично высадочной.
Нож прихватывают к штоку болтом. Пальцы
служат для удержания отрезанной заготовки
и переноса ее на линию высадки.
По
надежности и качеству холодновысадочных
автоматов имеются такие наблюдения:
погрешности
наладки составляют значительную часть
в перечне точности изготовления изделий;
большое число
ходов автомата приводит к нагреву инструмента
и увеличению его размеров и, следовательно,
к уменьшению межштамповой высоты. Для
применяемых размеров матриц и пуансонов
межштамповая высота изменяется в пределах
0,1 мм при этом высота изделия будет иметь
погрешность не более 0,02-0,05 мм;
предел прочности
материала одного бунта изменяется относительно
другого бунта в пределах 10%;
при отрезке
имеет значение колебание объема прутка
в единицу длины по причине неточной установки
ножа и частичного износа механизма отрезки.
При изнашивании втулки штока наблюдается
ухудшение качества отреза заготовки.
В
промышленности наиболее распространены
холодновысадочные одно- и двухударные
автоматы, названные так по числу
переходов, выполняемых в одной
матрице с автомаической перестановкой
пуансонов.
В
зависимости от технологического назначения
автоматы могут быть с цельными или разъемными
матрицами, Первые обеспечивают более
высокую точность изготовления изделий,
однако автоматы с разъемными матрицами
проще по конструкции, так как отпадает
необходимость в механизме выталкивания
изделий из матриц после штамповки, а заготовки
для них в виде катаных прутков не требуют
предварительной калибровки.
Рис
6. Кинематическая схема одноударного
холодновы-садочного автомата с цельной
матрицей
На
рис. 6 показана кинематическая схема одноударного
холодновы-садочного автомата с цельной
матрицей для высадки головок болтов,
заклепок и подобных изделий. Все механизмы
автомата приводятся в движение от электродвигателя
11 через пару зубчатых колес 9 и 10 и коленчатый
вал 12. Калиброванный пруток 1 (или проволока)
подается в отрезную матрицу 15 желобчатыми
роликами 17, которые приводятся в движение
от эксцентрика 8 через храповой механизм
2. Подача прутка прерывистая — после каждого
оборота коленчатого вала.
Управление давлением в кабине – системы наддува самолета (часть 4)
Режимы наддува
Наддувом кабины самолета можно управлять с помощью двух различных режимов работы. Первый — это изобарический режим, который работает для поддержания высоты кабины при одном давлении, несмотря на изменение высоты самолета. Например, летный экипаж может поддерживать высоту кабины 8000 футов (10,92 фунта на кв. дюйм). В изобарическом режиме давление в кабине устанавливается на уровне 8000 футов и остается на этом уровне.
Второй режим управления наддувом — режим постоянного перепада, который регулирует давление в кабине для поддержания постоянной разницы давлений между давлением воздуха внутри кабины и давлением окружающего воздуха независимо от изменения высоты полета самолета. Перепад давления в режиме постоянного перепада ниже, чем максимальный перепад давления, на который рассчитан планер, что позволяет сохранить целостность сосуда под давлением.
В изобарическом режиме система наддува поддерживает высоту кабины, выбранную экипажем. Это условие нормальной работы. Но когда самолет поднимается выше определенной высоты, сохранение выбранной высоты кабины может привести к тому, что перепад давления превысит тот, на который был рассчитан планер. При этом режим наддува автоматически переключается с изобарического на постоянный дифференциальный режим. Это происходит до того, как будет достигнут предел максимального перепада давления в кабине. В этом случае поддерживается постоянный перепад давления, независимо от выбранной высоты кабины.
В дополнение к режимам работы, описанным выше, также контролируется скорость изменения давления в кабине, также известная как скорость набора высоты или снижения в кабине. Это может быть сделано автоматически или вручную летным экипажем. Типичные скорости изменения давления в кабине составляют от 300 до 500 футов в минуту. Также обратите внимание, что режимы наддува могут также относиться к автоматическому, резервному или ручному режиму работы системы наддува.
Регулятор давления в кабине
Регулятор давления в кабине — это устройство, используемое для управления давлением воздуха в кабине. В старых самолетах для контроля давления в кабине используются строго пневматические средства. Выбор желаемой высоты в кабине, скорости изменения высоты в кабине и настройки атмосферного давления осуществляется непосредственно на контроллере давления с панели наддува в кабине. [Рисунок 1] 9Рис. 1. Контроллер давления для полностью пневматической системы управления давлением в кабине Регулятор управляет положением выпускного клапана (клапанов), обычно расположенных в задней части сосуда высокого давления самолета. Положение клапана определяет уровень давления в кабине.
Современные самолеты часто сочетают в себе пневматическое, электрическое и электронное управление наддувом. Высота в кабине, скорость изменения в кабине и барометрические настройки выполняются на селекторе давления в кабине на панели наддува в кабине. Электрические сигналы от селектора поступают на контроллер давления в кабине, который выполняет функцию регулятора давления. Он удаленно расположен вне поля зрения рядом с кабиной, но внутри герметичной части самолета. Сигналы преобразуются из электрических в цифровые и используются контроллером. Давление в кабине и давление окружающей среды также вводятся в контроллер, как и другие входы. [Рисунок 2]
по сути, это компьютер, обеспечивающий логику герметизации на различных этапах полета. На многих небольших транспортных и деловых самолетах электрический выходной сигнал контроллера приводит в действие моментный двигатель в первичном выпускном клапане. Это модулирует пневматический поток воздуха через клапан, который позиционирует клапан для поддержания графика повышения давления.
На многих самолетах транспортной категории используются два контроллера давления в кабине или один контроллер с резервной схемой. Расположенные в отсеке электронного оборудования, они получают электрический вход от селектора панели, а также входной сигнал давления окружающей среды и давления в кабине. Информация о высоте полета и высоте посадочного поля часто выбирается экипажем на панели управления наддувом. Высота кабины, скорость набора высоты и барометрические настройки устанавливаются автоматически благодаря встроенной логике и связи с ADC и системой управления полетом (FMS). Контроллеры обрабатывают информацию и посылают электрические сигналы двигателям, которые непосредственно позиционируют выпускной клапан (клапаны). [Рисунок 3]
Рис. 3. Эта панель наддува самолета Боинг 737 серии 800 имеет возможность выбора высоты полета и высоты посадки
панель управления наддувом, если таковые вообще имеются. При вводе или выборе плана полета в FMS некоторых самолетов контроллеру герметизации автоматически подаются параметры, необходимые для установления графика герметизации для всего полета. Никакого другого участия от экипажа не требуется.
Все системы наддува имеют ручной режим, который может преобладать над автоматическим управлением. Это можно использовать в полете или на земле во время технического обслуживания. Оператор выбирает ручной режим на панели управления наддувом. Отдельный переключатель используется для открытия или закрытия выпускного клапана для управления давлением в кабине. Переключатель виден на рис. 3, а также небольшой манометр, указывающий положение клапана.
Регулятор давления воздуха в кабине и выпускной клапан
Управление наддувом кабины осуществляется путем регулирования количества воздуха, выходящего из кабины. Выпускной клапан кабины открывается, закрывается или модулирует, чтобы установить величину давления воздуха, поддерживаемого в кабине. Некоторые выпускные клапаны содержат регулятор давления и клапанный механизм в одном блоке. Они работают пневматически в соответствии с настройками на панели наддува кабины, которые влияют на баланс между давлением в кабине и окружающим воздухом. [Рис. 4]
9Рис. 4. Полностью пневматический регулятор давления в кабине и выпускной клапан Он прост, надежен и избавляет от необходимости преобразовывать рабочие параметры давления воздуха в какую-либо другую форму. Диафрагмы, пружины, измерительные отверстия, струйные насосы, сильфоны и тарельчатые клапаны используются для измерения давления в кабине и окружающего воздуха и управления им для правильного позиционирования выпускного клапана без использования электричества. Выпускные клапаны, сочетающие использование электричества с пневматическим управлением, имеют полностью пневматический резервный и ручной режимы, как показано на рис. 2.
Механизм регулирования давления также можно найти в виде отдельного узла. Многие самолеты категории воздушного транспорта имеют выпускной клапан, который работает электрически, используя сигналы, отправленные от удаленно расположенного контроллера давления воздуха в кабине, который действует как регулятор давления. Контроллер позиционирует клапан (клапаны) для достижения настроек на селекторах панели наддува в кабине в соответствии с заранее определенными графиками наддува. Сигналы отправляются на электродвигатели для перемещения клапана по мере необходимости. На транспорте часто используются двигатели переменного тока с резервным двигателем постоянного тока для резервных или ручных операций. [Рисунок 5]
Рис. 5. Этот выпускной клапан на самолете транспортной категории обычно приводится в действие двигателем переменного тока, управляемым регулятором давления в отсеке электронного оборудования. Второй двигатель переменного тока на клапане используется в режиме ожидания. Двигатель постоянного тока, также установленный на клапане, используется для ручного управления
Эксплуатация предохранительного клапана давления воздуха в кабине
Системы наддува летательных аппаратов имеют различные функции для ограничения человеческого и структурного ущерба в случае неисправности или выхода из строя системы. Встроены средства предотвращения избыточного давления для обеспечения целостности конструкции самолета в случае потери контроля над системой наддува. Предохранительный клапан воздуха в кабине представляет собой предохранительный клапан, который открывается при заданном перепаде давления. Он позволяет воздуху выходить из кабины, чтобы внутреннее давление не превышало конструктивные ограничения. На рис. 6 показаны предохранительные клапаны давления воздуха в салоне самолета большой транспортной категории. На большинстве самолетов предохранительные клапаны открываются при давлении от 8 до 10 фунтов на квадратный дюйм. 9Рисунок 6. Два предохранительных клапана повышения давления показаны на Боинге 747 Они открываются при заданном перепаде давления и позволяют воздуху выходить из салона. Кабины широкофюзеляжных транспортных самолетов могут иметь более одного предохранительного клапана наддува кабины.
Некоторые выпускные клапаны имеют функцию предохранительного клапана. Это часто встречается на некоторых корпоративных самолетах, когда используются два выпускных клапана. Один выпускной клапан работает как первичный, а другой как вторичный. Оба имеют пилотный клапан, который открывается, когда перепад давления увеличивается до заданного значения. Это, в свою очередь, открывает выпускной клапан (клапаны) для предотвращения дальнейшего повышения давления. Выпускные клапаны, показанные на рисунке 2, работают таким образом.
Также используются ограничители высоты кабины. Они закрывают выпускные клапаны, когда давление в кабине падает значительно ниже нормального диапазона высоты кабины, предотвращая дальнейшее увеличение высоты кабины. Некоторые ограничительные функции встроены в выпускной клапан(ы). Пример этого можно увидеть на рис. 2. Другие ограничители представляют собой независимые сильфонные блоки, которые передают данные на выпускной клапан или являются частью логики контроллера наддува кабины.
Клапан сброса отрицательного давления входит в комплектацию герметичных самолетов, чтобы гарантировать, что давление воздуха снаружи самолета не превышает давление воздуха в кабине. Подпружиненный предохранительный клапан открывается внутрь, позволяя окружающему воздуху поступать в кабину, когда возникает такая ситуация. Слишком сильное отрицательное давление может вызвать трудности при открытии двери кабины. Если оно достаточно высокое, это может привести к повреждению конструкции, поскольку сосуд высокого давления рассчитан на то, чтобы давление в кабине превышало атмосферное.
Некоторые самолеты оснащены клапанами сброса давления. По сути, это предохранительные клапаны, которые приводятся в действие автоматически или вручную с помощью переключателя в кабине. Они используются для быстрого удаления воздуха и давления воздуха из кабины, как правило, в нештатной, ремонтной или аварийной ситуации.
Включение режима аварийного наддува встречается на некоторых самолетах. Клапан открывается, когда блоки кондиционирования воздуха выходят из строя или из кабины выбирается аварийное повышение давления. Он направляет смесь отбираемого и нагнетаемого воздуха в салон. Это в сочетании с полностью закрытыми выпускными клапанами позволяет сохранить некоторое давление в самолете.
Манометры
Хотя все системы герметизации немного различаются, обычно три индикатора в кабине вместе с различными сигнальными лампами и предупреждениями сообщают экипажу о параметрах герметизации. Это высотомер в кабине, индикатор скороподъемности или вертикальной скорости в кабине и индикатор перепада давления в кабине. Это могут быть отдельные датчики или объединенные в один или два датчика. Все они обычно расположены на панели наддува, хотя иногда они находятся в другом месте на приборной панели. Также распространены индикатор(ы) положения выпускного клапана. [Рисунок 7]
Рис. 7. Этот манометр кабины представляет собой тройной комбинированный манометр. Длинный указатель работает так же, как указатель вертикальной скорости с той же знакомой шкалой на левой стороне указателя. Он показывает скорость изменения давления в кабине. Оранжевый указатель PSI указывает перепад давления на правой боковой шкале. Индикатор ALT использует ту же шкалу, что и указатель PSI, но показывает высоту кабины, когда индикатор ALT движется против него
На современных самолетах, оснащенных цифровыми системами мониторинга самолетов с ЖК-дисплеями, такими как система индикации состояния двигателя и оповещения экипажа (EICAS) или электронный централизованный монитор самолета (ECAM), панель наддува может не содержать датчиков. Страница системы контроля окружающей среды (ECS) системы мониторинга выбрана для отображения аналогичной информации. Более широкое использование автоматического резервирования и расширенной операционной логики упрощает эксплуатацию системы наддува. Он почти полностью автоматический. Панель наддува кабины остается в кабине в основном для ручного управления. [Рисунок 8]
Рис. 8. Панель наддува и страница системы контроля окружающей среды на пассажирском самолете Bombardier CRJ200 50 не имеют датчиков. Традиционные данные по герметизации представлены в цифровом формате внизу страницы. Также можно выбрать режим ожидания. Это также обеспечивает автоматическое управление наддувом, обычно с различными входами, резервным контроллером или работой резервного выпускного клапана. Ручной режим доступен, если автоматический режим и режим ожидания не работают. Это позволяет бригаде напрямую позиционировать выпускной клапан с помощью пневматического или электрического управления, в зависимости от системы.
Координация всех компонентов наддува на различных участках полета имеет важное значение. Переключатель нагрузки на колеса (WOW), прикрепленный к шасси, и переключатель положения дроссельной заслонки являются неотъемлемой частью многих систем управления наддувом. Во время наземных операций и перед взлетом переключатель WOW обычно управляет положением предохранительного клапана наддува, который удерживается в открытом положении до взлета самолета. В усовершенствованной системе переключатель WOW может передавать данные контроллеру наддува, который, в свою очередь, управляет положением и работой всех компонентов наддува. В других системах переключатель WOW может напрямую управлять предохранительным клапаном или пневматическим клапаном источника, который заставляет предохранительный клапан оставаться открытым до тех пор, пока источник не отключится при взлете, когда переключатель WOW размыкается.
Переключатели положения дроссельной заслонки можно использовать для обеспечения плавного перехода из негерметичной кабины в герметичную. Частичное закрытие выпускного клапана (клапанов), когда переключатель WOW замкнут (на земле) и дроссельные заслонки постепенно выдвинуты вперед, инициирует повышение давления во время выкатывания. При взлете скорость набора высоты и график наддува требуют, чтобы выпускной клапан (клапаны) был полностью закрыт. Пассажиры не испытывают резких ощущений от полностью закрытых клапанов, потому что салон уже начал немного герметизироваться.
В полете контроллер наддува автоматически управляет последовательностью работы компонентов наддува, пока самолет не приземлится. Когда переключатель WOW снова закрывается при посадке, он открывает предохранительный клапан (клапаны), а в некоторых самолетах выпускной клапан (клапаны) делает невозможным повышение давления на земле в режиме автоматического повышения давления. Эксплуатационные испытания системы выполняются в ручном режиме. Это позволяет техническому специалисту контролировать положение всех клапанов с панели кабины.
Распределение воздуха
Распределение воздуха в салоне самолета с наддувом осуществляется с помощью системы воздуховодов, ведущих от источника наддува в салон и по всему салону. Как правило, воздух направляется в потолочные вентиляционные отверстия и выходит из них, где он циркулирует и выходит из вентиляционных отверстий на уровне пола. Затем воздух проходит через багажные отсеки и под пол. Он выходит из сосуда высокого давления через выпускной клапан (клапаны), установленный внизу, на кормовом гермошпангоуте или рядом с ним. Поток воздуха практически незаметен. Воздуховоды скрыты под полом салона, а также за стенами и потолочными панелями в зависимости от конструкции самолета и системы. Клапаны для выбора источника наддува воздуха, вентиляции, регулирования температуры воздуха, а также линейные вентиляторы и струйные насосы для увеличения потока в определенных зонах кабины — все это компоненты системы распределения воздуха. Также распространены датчики температуры, выключатели перегрева и обратные клапаны.
На самолетах с турбинными двигателями воздух с регулируемой температурой из системы кондиционирования воздуха используется для создания давления в кабине. Окончательное регулирование температуры этого воздуха иногда считается частью распределительной системы. Смешивание кондиционированного воздуха с отбираемым воздухом в воздуховоде или смесительной камере позволяет экипажу выбрать точную температуру, необходимую для кабины. Клапан для смешивания управляется в кабине или кабине с помощью переключателя температуры. Распространены централизованные коллекторы, из которых может распределяться воздух. [Рисунок 9]
Рисунок 9. Централизованные коллекторы, из которых может распределяться воздух, являются общими
Большие воздушные суда могут быть разделены на зоны для распределения воздуха. Каждая зона имеет свой собственный переключатель температуры и соответствующий клапан для смешивания кондиционированного и отбираемого воздуха, чтобы в каждой зоне можно было поддерживать температуру независимо от других.
В системе распределения воздуха на большинстве самолетов предусмотрена возможность подачи и циркуляции охлаждающего воздуха в отсеки для электронного оборудования. Он также содержит газовую систему подачи воздуха. Это воздуховод от коллектора или воздуховода холодного воздуха к регулируемому напорному патрубку на каждой пассажирской станции. Встроенный вентилятор, управляемый из кабины, обеспечивает стабильный поток воздуха для удушья, который можно регулировать или отключать с помощью нагнетательного сопла (сопел). [Рисунок 10]
Рис. 10. Система распределения кондиционированного воздуха на Боинге 737. Главный распределительный коллектор расположен под полом кабины. Вертикальные воздуховоды проходят горизонтально, а затем вертикально от коллектора к питающим воздуховодам, которые повторяют кривизну фюзеляжа и по которым кондиционированный воздух выбрасывается в кабину
обеспечить воздух для кондиционирования воздуха дорого. Это увеличивает срок службы этих дорогостоящих компонентов и ускоряет дорогостоящие обязательные капитальные ремонты, которые выполняются через определенные промежутки времени. Большинство высокопроизводительных, средних и крупных самолетов с газотурбинным двигателем оснащены приемным устройством в системе распределения воздуха. К этому наземный источник кондиционированного воздуха можно подключить через воздуховод. Салон может обогреваться или охлаждаться через воздуховоды самолета, используя воздух из наземного источника. Это ограничивает время работы двигателей и ВСУ. После того, как проверка перед боем и посадка пассажиров завершены, шланг воздуховода можно отсоединить для руления и полета. Обратный клапан используется для предотвращения попадания воздуха из грунта вверх по течению в систему кондиционирования воздуха. [Рисунок 11]
Рис. 11. Шланг воздуховода, установленный на этом авиалайнере, распределяет горячий или холодный воздух от наземного источника по всему салону с помощью собственных воздуховодов самолета
9 90 кабина Поиск и устранение неисправностей системы наддува
Хотя системы наддува на разных самолетах работают одинаково с аналогичными компонентами, нельзя предполагать, что они одинаковы. Даже системы, созданные одним производителем, вероятно, будут отличаться при установке на разных самолетах. При устранении неполадок в системе наддува важно проверять сервисную информацию производителя самолета. Неисправность, такая как отсутствие подачи давления или невозможность поддержания давления, может иметь множество различных причин. Настоятельно рекомендуется придерживаться шагов в процедурах устранения неполадок производителя для последовательной оценки возможных причин. Доступны комплекты для проверки системы наддува, или во время устранения неполадок самолет может быть опрессован обычными источниками. После технического обслуживания может потребоваться испытательный полет.
RELATED POSTS
Pressurization Issues — Aircraft Pressurization Systems (Part 2)
Sources of Pressurized Air — Aircraft Pressurization Systems (Part 3)
Pressurized Aircraft
Air Conditioning Systems
Aircraft Oxygen Systems
Кислородные системы и компоненты
Обслуживание кислородных систем
Предотвращение кислородных пожаров или взрывов
Кондиционирование воздуха
Главная > Системы для самолетов > Кондиционер
Поиск на этом веб-сайте:
Содержимое
Газовый вентилятор (1/200)
Вентилятор рециркуляции (3-900)
Проблемы с упаковкой
Рам Эйр
Охлаждение оборудования
Водоотделитель
Предварительно кондиционированный воздух
Схемы
Ограничения
Вся информация, фотографии и схемы с этого веб-сайта и многое другое теперь доступны в виде 374-страничной печатной книги или в электронном формате.
*** Обновлено 24 ноября 2022 г. ***
Твитнуть
См. также пневматика и системы повышения давления
ВСУ или двигатель 5 th и при необходимости 9 th Отбираемый со ступени воздух (горячий) перед подачей в блок предварительно охлаждается воздухом вентилятора. Внутри
блок, отбираемый воздух охлаждается набегающим воздухом через теплообменники и воздушный
цикл машина. Водоотделитель собирает воду, сконденсировавшуюся в процессе охлаждения.
во избежание обледенения.
Температура на выходе блока 3/5/6/700 серии
зависит от
контролируемый. Серия 4/8/900 работают в самой холодной из трех зон, две
затем более теплые зоны нагреваются отделочным воздухом
после смесительного коллектора. В обеих сериях воздух в кабине экипажа забирается перед
смесительный коллектор, однако воздух в кабине экипажа серии 4/8/900 может также содержать выравнивающий воздух.
ПЕРЕГРЕВ КАНАЛА
Причина: Температура воздуховода превысила 88°C. Устранение: Выберите температуру охладителя, а затем сброс отключения.
ТЕМП. ЗОНЫ (только -4/8/900)
Причина: Перегрев канала или неисправность контроллера температуры. Устранение: Выберите температуру охладителя, а затем выполните сброс отключения.
К сожалению, 737-800 доставили много неприятностей
уравновешивайте неисправности воздуха, даже после включения сервисного бюллетеня 737-21-1133. Там
представляет собой Бюллетень руководства по эксплуатации летного экипажа под названием «Временный свет зоны помех».
Освещение на самолетах 737-800. Процедура следующая:
После приземления, до первого включения питания: Воздушный выключатель дифферента ….. ВЫКЛ. Система кондиционирования воздуха … ____Упаковки, ВЫПУСК ВКЛ
Перед взлетом, после последней передачи мощности: Триммерный воздушный переключатель …….. ВКЛ.
Датчик температуры салона
Датчик температуры салона находится за малой решеткой
расположен прямо над верхним шкафчиком на правой стороне примерно в 3-м ряду.
Вот почему вы чувствуете запах гари перегрева воздуховода в салоне, когда вы
открыть передние двери в холодный день и ветер дует ледяной воздух через
салон самолета. В такой день лучше использовать ручное управление температурой, чтобы избежать этого.
Кроме того, если температура в салоне плохо регулируется в
полета, вы должны попросить инженера очистить поролоновый воздушный фильтр за этой решеткой.
Датчик температуры в кабине экипажа находится рядом с плафоном.
За датчиком температуры салона
-3/5/6/700 Панель кондиционирования воздуха
-400/800 Панель кондиционирования воздуха
-1/200 Панель кондиционирования воздуха
Панель кондиционера серии -1/200 была очень похожа на существующую панель NG, за исключением
что температуры также могут отображаться на левых и правых упаковках.
Газовый вентилятор (1/200)
Есть
в серии 1/200 не было рециркуляционного вентилятора, но был газоотводной вентилятор (см. справа).
Это был электровентилятор, предназначенный для повышения давления в газоотводной системе, т.е.
выпускные отверстия над пассажирскими сиденьями, в условиях низкого давления подачи или сильного холода
потребность в воздухе — обычно на земле в жаркий день. Вентилятор газа по-прежнему
эффективен, даже если пакеты отключены, так как воздух в салоне втягивается в распределитель
воздуховоды, вниз по стоякам, в главный коллектор и смесительную камеру, где
затем выдувается холодным воздухом в стояки и воздуховоды и из газоотводных вентиляторов.
Вентилятор рециркуляции (3-900)
Вентилятор рециркуляции просто рециркулирует отфильтрованную кабину
воздух обратно в кабину, чтобы уменьшить потребность в отбираемом воздухе.
Блок с ВЫСОКИМ потоком производит больше холодного воздуха, чем
нормальный, но потребность в отбираемом воздухе на 25 % выше. Примерно 25% салона
воздух рециркулирует для комфорта пассажиров по сравнению с 50% на 757/767 и ни одним на
МД80. Вентилятор рециркуляции выключится, если какой-либо блок
при высоком потоке, что дает чистое снижение скорости вентиляции на 15%, поэтому лучше всего
охлаждение достигается при включенном(ых) блоке(ах) AUTO и вентиляторе(ах) рециркуляции; это также уменьшает пакет
нагрузка, потребность в отводимом воздухе и расход топлива.
Скорость вентиляции 737-300 составляет 1900 кубических футов в секунду.
минута (CFM) или около 13 CFM на пассажира. Когда более крупный 737-400 был
был установлен дополнительный рециркуляционный вентилятор (также на 4/8/900) для
увеличить скорость вентиляции и, следовательно, уровень комфорта, для увеличения
пассажировместимость больших самолетов. К сожалению, второй вентилятор довольно
громко на кабине экипажа — как и вентилятор(ы) NG.
Проблемы с пакетом
ОТКЛЮЧЕНИЕ ПАКЕТА
Причина: Температура упаковки превысила лимит. (Обратите внимание, это пакет
temp not output temp) Устранение: Выберите более высокую температуру (чтобы блок работал менее интенсивно), затем выполните сброс отключения.
УПАКОВКА (только -4/8/900)
Причина: Температура пакета превысила предел или неисправность элементов управления пакетом. Устранение: выберите более высокую температуру (чтобы блок работал менее интенсивно), а затем выполните сброс отключения.
На земле: 1-500: используйте только один ранец из ВСУ, т.к.
больше всего работают при подаче холодного воздуха.
ВСУ NG более мощные, поэтому могут использовать оба блока для охлаждения или обогрева. В
тот факт, что использование обоих пакетов приводит к тому, что ВСУ сжигает немного меньше топлива, чем один пакет
операция.
Если один блок выходит из строя при переключении блока в AUTO,
другой будет регулировать высокий расход (если только заслонки не опущены). Примечание серии 1/200 сделать
не имеют режима AUTO, переключатель пакета просто ON / OFF.
Если вы отправляете с
один блок не работает, тогда максимальная высота FL250. Если пакет терпит неудачу, когда выше этого уровня, то вы
может продолжаться на более высоком уровне. Обратите внимание, если пакет выйдет из строя, даже на
максимальная сертифицированная высота самолета, он должен быть в состоянии поддерживать кабину
давление. Если оба пакета выйдут из строя, высота кабины увеличится, вероятно, между
2000 и 4000 футов в минуту в зависимости от состояния уплотнений самолета.
-3/5/6/700 Пневматическая панель
-400/800 Пневматическая панель
Промежуток между двумя лампочками RAM DOOR FULL OPEN был занят буквой F.
Индикатор ВЫПУСК ЗАКРЫТ на -1/200.
Напорный воздухозаборник — классический
Напорный воздухозаборник — NG
Рам Эйр
Напорный воздух контролируется входными дверями с изменяемой геометрией,
ТРДД, а на некоторых самолетах — регулируемые выхлопные жалюзи. Максимальный напорный воздух
доступны на земле и на взлете. В полете меньше охлаждения
требование, поэтому оно модулируется дверями и жалюзи, что снижает как
набегайте воздушного потока, а также перетащите. Дефлекторные дверцы выдвигаются всякий раз, когда
самолет находится на земле.
ДВЕРЬ RAM ПОЛНОСТЬЮ ОТКРЫТА
огни будут гореть на земле и должны погаснуть во время набора высоты.
Если их нет, то либо в салоне еще очень жарко и рюкзаки требуют
полный напорный поток воздуха для охлаждения или теплообменник может быть неисправен.
На этом фото показано расположение двух кондиционеров
пакеты под самолетом. Обратите внимание, что два воздухозаборника набегающего потока имеют свои
двери дефлектора убраны, потому что самолет находится в полете. Пакеты
доступ через две большие панели доступа между дверцами дефлектора и
колесная арка, эти панели шарнирно закреплены внутрь. За панелями доступа находятся
жалюзи на выходе воздуха, они дадут вам приятный теплый поток воздуха на ваши ноги
как вы стоите в колесной нише во время прогулки по холодному
зимний день!
Охлаждение оборудования
Панели кабины экипажа, блоки индикации, панели C/B и отсек E&E охлаждаются
замена теплого воздуха на холодный воздух из салона с помощью электровентиляторов. Приточные вентиляторы нагнетают воздух, а вытяжные вентиляторы прогоняют воздух через эти отверстия.
единицы измерения. Второй вентилятор был добавлен к оборудованному EFIS самолету для охлаждения.
ЭЛТ в 1986 году.
На земле воздух затем сбрасывается через клапан управления потоком
(классика) / бортовой выпускной клапан (НГ).
В полете при перепаде давления в салоне выше 2 фунтов на квадратный дюйм воздух используется для обогрева салона.
удержание вперед. Клапан закрывается
может
быть услышанным как внезапное шипение в кабине экипажа при наборе высоты или во время последнего захода на посадку
при 2psi.
Обратите внимание, что оба грузовых отсека также нагреваются за счет выпуска воздуха из салона.
их стены. Переднее удержание будет поддерживать не менее 40F, а кормовое
держите не менее 32F на расстоянии 8 дюймов от стен.
Оставил: 737-1/200 и без EFIS 737-300 Охлаждение оборудования
Справа: 737-300 и далее Оснащение охлаждением с отдельной подачей и
вытяжные вентиляторы.
Забортный выпускной клапан отсека E и E (NG)
Водоотделитель
Воздух, выходящий из машины с воздушным циклом, самый холодный, и любая влажность
содержит, будет конденсироваться вниз по течению. Это может привести к проблемам с обледенением или
коррозии, поэтому излишки воды удаляются водоотделителем.
Воздух поступает в водоотделитель и через полиэфирный коалесцирующий мешок фиксируется
на подставке, которая собирает водяной туман из воздуха. Туман становится водой
капли по мере того, как больше влаги проходит через мешок. Опора имеет слоты, которые перемещаются
воздух круговыми движениями. Воздух с каплями воды движется к
камера сбора, которая представляет собой перегородку, которая заставляет воду и воздух создавать
резкий изгиб. Это отделяет более тяжелые капли воды, но позволяет воздуху
уйти свободно.

 .
.



 Без нагрева высаживают болты размером
до М20 и гайки размером до М27.
Без нагрева высаживают болты размером
до М20 и гайки размером до М27. 7. Схема холодной высадки
7. Схема холодной высадки
 На обрезном
прессе производится оформление многогранной
головки обрезкой. Образование резьбы
осуществляется на резьбонакатном автомате.
При получении окончательной формы головки
изделия на холодновысадочном автомате
обрезной автомат в состав линии не включается.
На обрезном
прессе производится оформление многогранной
головки обрезкой. Образование резьбы
осуществляется на резьбонакатном автомате.
При получении окончательной формы головки
изделия на холодновысадочном автомате
обрезной автомат в состав линии не включается. ..…..20
..…..20 т металла.
т металла.


 Движение пуансонов в продольном
направлении, по оси изделия, осуществляется
ползуном 19, действующим от коленчатого
вала 27.
Движение пуансонов в продольном
направлении, по оси изделия, осуществляется
ползуном 19, действующим от коленчатого
вала 27.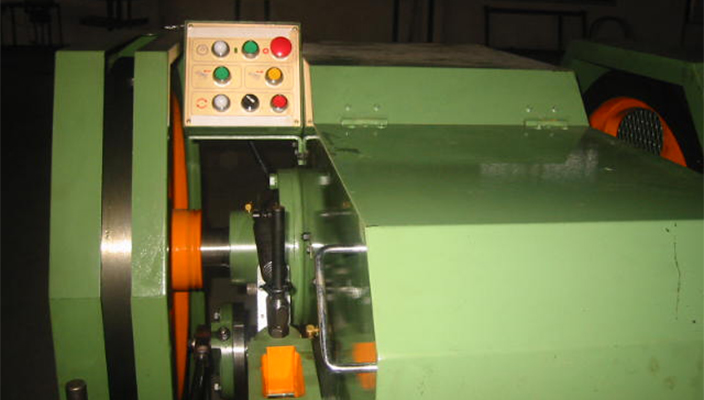 Боковой ползун 17 снабжен копирной дорожкой,
в которую вставлен ролик 15, связанный
с ножевым штоком.
Боковой ползун 17 снабжен копирной дорожкой,
в которую вставлен ролик 15, связанный
с ножевым штоком. 3 — зубчатая передача, 4- механизм подачи,
5 — механизм выталкивателя, 6 — лоток выгрузки
3 — зубчатая передача, 4- механизм подачи,
5 — механизм выталкивателя, 6 — лоток выгрузки Инструмент подбирают по заданному
изделию, по чертежу и технологической
карте. После установки инструмента
конец проволоки из бунта заправляются
вручную через ряд правильных и задающих
роликов к приводным подающим роликам.
Инструмент подбирают по заданному
изделию, по чертежу и технологической
карте. После установки инструмента
конец проволоки из бунта заправляются
вручную через ряд правильных и задающих
роликов к приводным подающим роликам.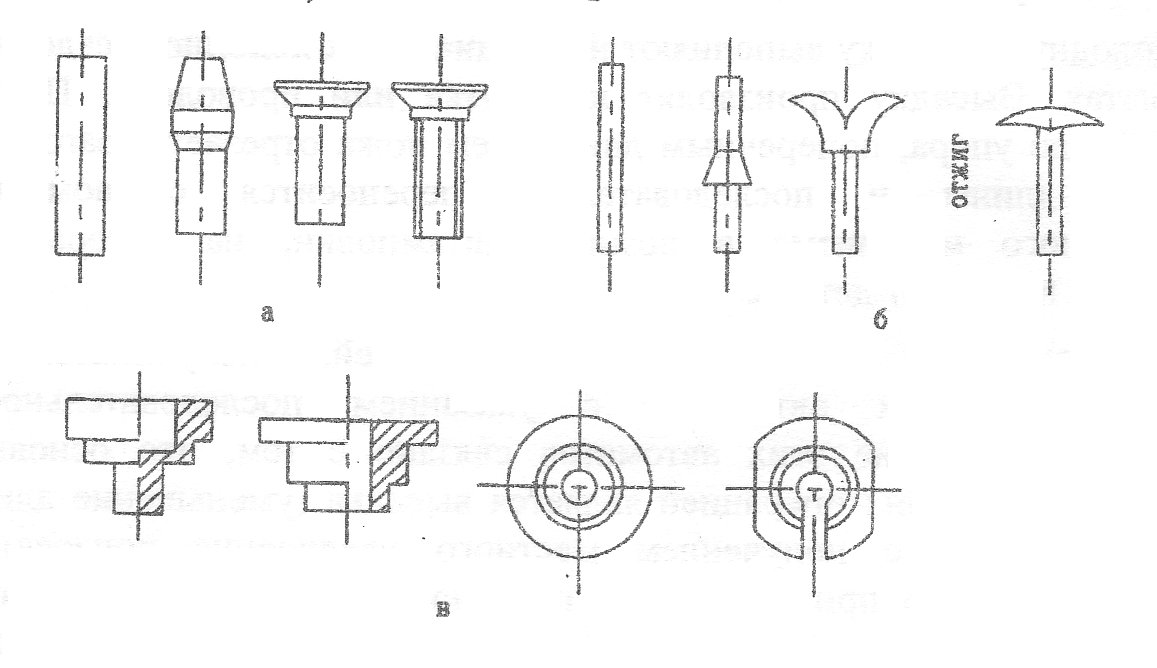 4. Крепление пуансонов
4. Крепление пуансонов  Для
применяемых размеров матриц и пуансонов
межштамповая высота изменяется в пределах
0,1 мм при этом высота изделия будет иметь
погрешность не более 0,02-0,05 мм;
Для
применяемых размеров матриц и пуансонов
межштамповая высота изменяется в пределах
0,1 мм при этом высота изделия будет иметь
погрешность не более 0,02-0,05 мм;
 Например, летный экипаж может поддерживать высоту кабины 8000 футов (10,92 фунта на кв. дюйм). В изобарическом режиме давление в кабине устанавливается на уровне 8000 футов и остается на этом уровне.
Например, летный экипаж может поддерживать высоту кабины 8000 футов (10,92 фунта на кв. дюйм). В изобарическом режиме давление в кабине устанавливается на уровне 8000 футов и остается на этом уровне. Это происходит до того, как будет достигнут предел максимального перепада давления в кабине. В этом случае поддерживается постоянный перепад давления, независимо от выбранной высоты кабины.
Это происходит до того, как будет достигнут предел максимального перепада давления в кабине. В этом случае поддерживается постоянный перепад давления, независимо от выбранной высоты кабины. [Рисунок 1] 9Рис. 1. Контроллер давления для полностью пневматической системы управления давлением в кабине Регулятор управляет положением выпускного клапана (клапанов), обычно расположенных в задней части сосуда высокого давления самолета. Положение клапана определяет уровень давления в кабине.
[Рисунок 1] 9Рис. 1. Контроллер давления для полностью пневматической системы управления давлением в кабине Регулятор управляет положением выпускного клапана (клапанов), обычно расположенных в задней части сосуда высокого давления самолета. Положение клапана определяет уровень давления в кабине. На многих небольших транспортных и деловых самолетах электрический выходной сигнал контроллера приводит в действие моментный двигатель в первичном выпускном клапане. Это модулирует пневматический поток воздуха через клапан, который позиционирует клапан для поддержания графика повышения давления.
На многих небольших транспортных и деловых самолетах электрический выходной сигнал контроллера приводит в действие моментный двигатель в первичном выпускном клапане. Это модулирует пневматический поток воздуха через клапан, который позиционирует клапан для поддержания графика повышения давления. [Рисунок 3]
[Рисунок 3]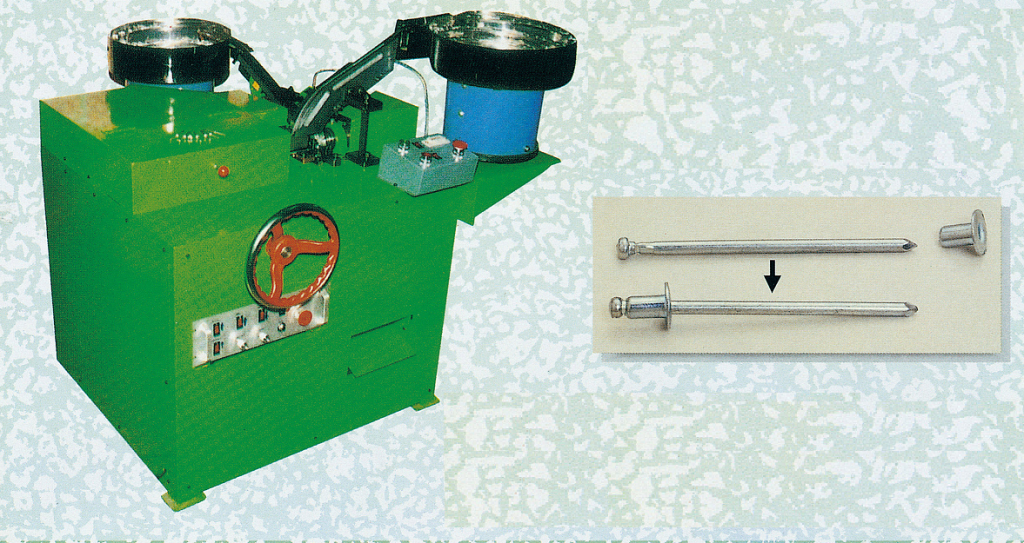
 Выпускные клапаны, сочетающие использование электричества с пневматическим управлением, имеют полностью пневматический резервный и ручной режимы, как показано на рис. 2.
Выпускные клапаны, сочетающие использование электричества с пневматическим управлением, имеют полностью пневматический резервный и ручной режимы, как показано на рис. 2. 5. Этот выпускной клапан на самолете транспортной категории обычно приводится в действие двигателем переменного тока, управляемым регулятором давления в отсеке электронного оборудования. Второй двигатель переменного тока на клапане используется в режиме ожидания. Двигатель постоянного тока, также установленный на клапане, используется для ручного управления
5. Этот выпускной клапан на самолете транспортной категории обычно приводится в действие двигателем переменного тока, управляемым регулятором давления в отсеке электронного оборудования. Второй двигатель переменного тока на клапане используется в режиме ожидания. Двигатель постоянного тока, также установленный на клапане, используется для ручного управления  На рис. 6 показаны предохранительные клапаны давления воздуха в салоне самолета большой транспортной категории. На большинстве самолетов предохранительные клапаны открываются при давлении от 8 до 10 фунтов на квадратный дюйм. 9Рисунок 6. Два предохранительных клапана повышения давления показаны на Боинге 747 Они открываются при заданном перепаде давления и позволяют воздуху выходить из салона. Кабины широкофюзеляжных транспортных самолетов могут иметь более одного предохранительного клапана наддува кабины.
На рис. 6 показаны предохранительные клапаны давления воздуха в салоне самолета большой транспортной категории. На большинстве самолетов предохранительные клапаны открываются при давлении от 8 до 10 фунтов на квадратный дюйм. 9Рисунок 6. Два предохранительных клапана повышения давления показаны на Боинге 747 Они открываются при заданном перепаде давления и позволяют воздуху выходить из салона. Кабины широкофюзеляжных транспортных самолетов могут иметь более одного предохранительного клапана наддува кабины.
 Это высотомер в кабине, индикатор скороподъемности или вертикальной скорости в кабине и индикатор перепада давления в кабине. Это могут быть отдельные датчики или объединенные в один или два датчика. Все они обычно расположены на панели наддува, хотя иногда они находятся в другом месте на приборной панели. Также распространены индикатор(ы) положения выпускного клапана. [Рисунок 7]
Это высотомер в кабине, индикатор скороподъемности или вертикальной скорости в кабине и индикатор перепада давления в кабине. Это могут быть отдельные датчики или объединенные в один или два датчика. Все они обычно расположены на панели наддува, хотя иногда они находятся в другом месте на приборной панели. Также распространены индикатор(ы) положения выпускного клапана. [Рисунок 7] Страница системы контроля окружающей среды (ECS) системы мониторинга выбрана для отображения аналогичной информации. Более широкое использование автоматического резервирования и расширенной операционной логики упрощает эксплуатацию системы наддува. Он почти полностью автоматический. Панель наддува кабины остается в кабине в основном для ручного управления. [Рисунок 8]
Страница системы контроля окружающей среды (ECS) системы мониторинга выбрана для отображения аналогичной информации. Более широкое использование автоматического резервирования и расширенной операционной логики упрощает эксплуатацию системы наддува. Он почти полностью автоматический. Панель наддува кабины остается в кабине в основном для ручного управления. [Рисунок 8]
 Частичное закрытие выпускного клапана (клапанов), когда переключатель WOW замкнут (на земле) и дроссельные заслонки постепенно выдвинуты вперед, инициирует повышение давления во время выкатывания. При взлете скорость набора высоты и график наддува требуют, чтобы выпускной клапан (клапаны) был полностью закрыт. Пассажиры не испытывают резких ощущений от полностью закрытых клапанов, потому что салон уже начал немного герметизироваться.
Частичное закрытие выпускного клапана (клапанов), когда переключатель WOW замкнут (на земле) и дроссельные заслонки постепенно выдвинуты вперед, инициирует повышение давления во время выкатывания. При взлете скорость набора высоты и график наддува требуют, чтобы выпускной клапан (клапаны) был полностью закрыт. Пассажиры не испытывают резких ощущений от полностью закрытых клапанов, потому что салон уже начал немного герметизироваться.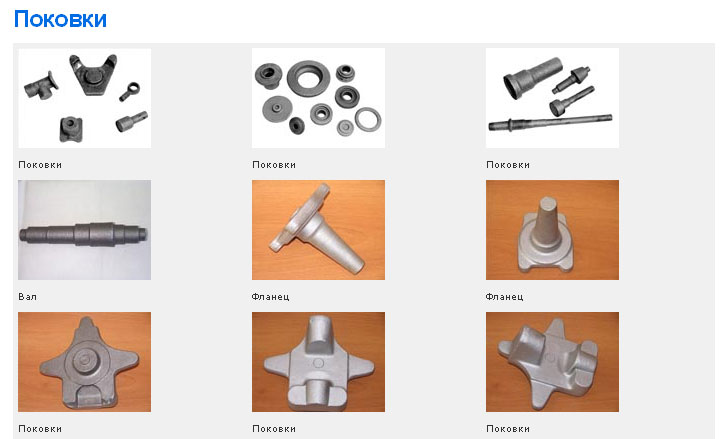 Как правило, воздух направляется в потолочные вентиляционные отверстия и выходит из них, где он циркулирует и выходит из вентиляционных отверстий на уровне пола. Затем воздух проходит через багажные отсеки и под пол. Он выходит из сосуда высокого давления через выпускной клапан (клапаны), установленный внизу, на кормовом гермошпангоуте или рядом с ним. Поток воздуха практически незаметен. Воздуховоды скрыты под полом салона, а также за стенами и потолочными панелями в зависимости от конструкции самолета и системы. Клапаны для выбора источника наддува воздуха, вентиляции, регулирования температуры воздуха, а также линейные вентиляторы и струйные насосы для увеличения потока в определенных зонах кабины — все это компоненты системы распределения воздуха. Также распространены датчики температуры, выключатели перегрева и обратные клапаны.
Как правило, воздух направляется в потолочные вентиляционные отверстия и выходит из них, где он циркулирует и выходит из вентиляционных отверстий на уровне пола. Затем воздух проходит через багажные отсеки и под пол. Он выходит из сосуда высокого давления через выпускной клапан (клапаны), установленный внизу, на кормовом гермошпангоуте или рядом с ним. Поток воздуха практически незаметен. Воздуховоды скрыты под полом салона, а также за стенами и потолочными панелями в зависимости от конструкции самолета и системы. Клапаны для выбора источника наддува воздуха, вентиляции, регулирования температуры воздуха, а также линейные вентиляторы и струйные насосы для увеличения потока в определенных зонах кабины — все это компоненты системы распределения воздуха. Также распространены датчики температуры, выключатели перегрева и обратные клапаны. Окончательное регулирование температуры этого воздуха иногда считается частью распределительной системы. Смешивание кондиционированного воздуха с отбираемым воздухом в воздуховоде или смесительной камере позволяет экипажу выбрать точную температуру, необходимую для кабины. Клапан для смешивания управляется в кабине или кабине с помощью переключателя температуры. Распространены централизованные коллекторы, из которых может распределяться воздух. [Рисунок 9]
Окончательное регулирование температуры этого воздуха иногда считается частью распределительной системы. Смешивание кондиционированного воздуха с отбираемым воздухом в воздуховоде или смесительной камере позволяет экипажу выбрать точную температуру, необходимую для кабины. Клапан для смешивания управляется в кабине или кабине с помощью переключателя температуры. Распространены централизованные коллекторы, из которых может распределяться воздух. [Рисунок 9]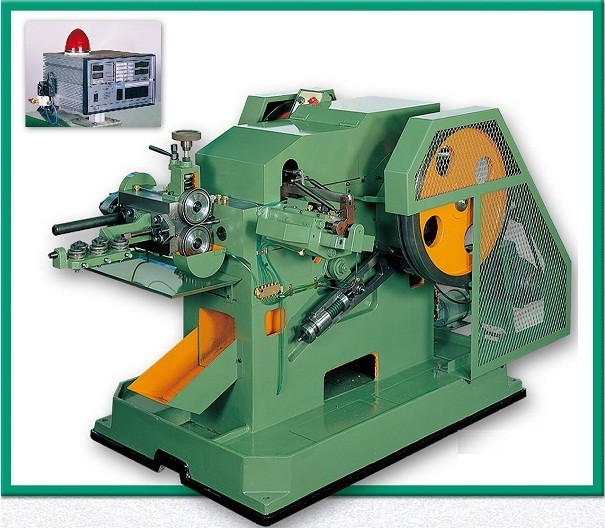
 Это увеличивает срок службы этих дорогостоящих компонентов и ускоряет дорогостоящие обязательные капитальные ремонты, которые выполняются через определенные промежутки времени. Большинство высокопроизводительных, средних и крупных самолетов с газотурбинным двигателем оснащены приемным устройством в системе распределения воздуха. К этому наземный источник кондиционированного воздуха можно подключить через воздуховод. Салон может обогреваться или охлаждаться через воздуховоды самолета, используя воздух из наземного источника. Это ограничивает время работы двигателей и ВСУ. После того, как проверка перед боем и посадка пассажиров завершены, шланг воздуховода можно отсоединить для руления и полета. Обратный клапан используется для предотвращения попадания воздуха из грунта вверх по течению в систему кондиционирования воздуха. [Рисунок 11]
Это увеличивает срок службы этих дорогостоящих компонентов и ускоряет дорогостоящие обязательные капитальные ремонты, которые выполняются через определенные промежутки времени. Большинство высокопроизводительных, средних и крупных самолетов с газотурбинным двигателем оснащены приемным устройством в системе распределения воздуха. К этому наземный источник кондиционированного воздуха можно подключить через воздуховод. Салон может обогреваться или охлаждаться через воздуховоды самолета, используя воздух из наземного источника. Это ограничивает время работы двигателей и ВСУ. После того, как проверка перед боем и посадка пассажиров завершены, шланг воздуховода можно отсоединить для руления и полета. Обратный клапан используется для предотвращения попадания воздуха из грунта вверх по течению в систему кондиционирования воздуха. [Рисунок 11] Даже системы, созданные одним производителем, вероятно, будут отличаться при установке на разных самолетах. При устранении неполадок в системе наддува важно проверять сервисную информацию производителя самолета. Неисправность, такая как отсутствие подачи давления или невозможность поддержания давления, может иметь множество различных причин. Настоятельно рекомендуется придерживаться шагов в процедурах устранения неполадок производителя для последовательной оценки возможных причин. Доступны комплекты для проверки системы наддува, или во время устранения неполадок самолет может быть опрессован обычными источниками. После технического обслуживания может потребоваться испытательный полет.
Даже системы, созданные одним производителем, вероятно, будут отличаться при установке на разных самолетах. При устранении неполадок в системе наддува важно проверять сервисную информацию производителя самолета. Неисправность, такая как отсутствие подачи давления или невозможность поддержания давления, может иметь множество различных причин. Настоятельно рекомендуется придерживаться шагов в процедурах устранения неполадок производителя для последовательной оценки возможных причин. Доступны комплекты для проверки системы наддува, или во время устранения неполадок самолет может быть опрессован обычными источниками. После технического обслуживания может потребоваться испытательный полет.
 Там
представляет собой Бюллетень руководства по эксплуатации летного экипажа под названием «Временный свет зоны помех».
Освещение на самолетах 737-800. Процедура следующая:
Там
представляет собой Бюллетень руководства по эксплуатации летного экипажа под названием «Временный свет зоны помех».
Освещение на самолетах 737-800. Процедура следующая:
 справа).
Это был электровентилятор, предназначенный для повышения давления в газоотводной системе, т.е.
выпускные отверстия над пассажирскими сиденьями, в условиях низкого давления подачи или сильного холода
потребность в воздухе — обычно на земле в жаркий день. Вентилятор газа по-прежнему
эффективен, даже если пакеты отключены, так как воздух в салоне втягивается в распределитель
воздуховоды, вниз по стоякам, в главный коллектор и смесительную камеру, где
затем выдувается холодным воздухом в стояки и воздуховоды и из газоотводных вентиляторов.
справа).
Это был электровентилятор, предназначенный для повышения давления в газоотводной системе, т.е.
выпускные отверстия над пассажирскими сиденьями, в условиях низкого давления подачи или сильного холода
потребность в воздухе — обычно на земле в жаркий день. Вентилятор газа по-прежнему
эффективен, даже если пакеты отключены, так как воздух в салоне втягивается в распределитель
воздуховоды, вниз по стоякам, в главный коллектор и смесительную камеру, где
затем выдувается холодным воздухом в стояки и воздуховоды и из газоотводных вентиляторов.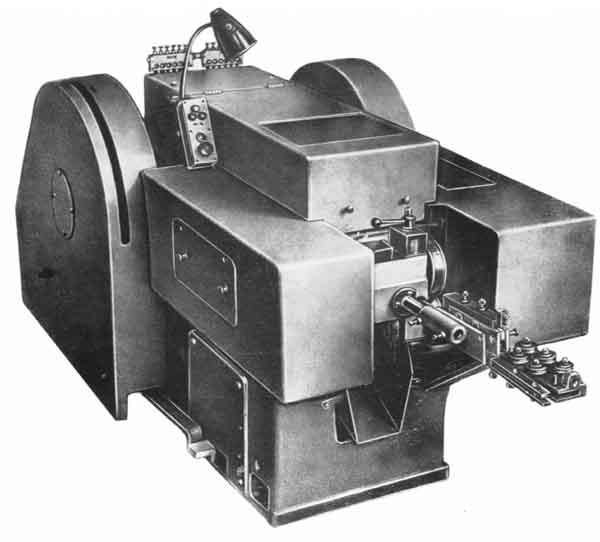 Вентилятор рециркуляции выключится, если какой-либо блок
при высоком потоке, что дает чистое снижение скорости вентиляции на 15%, поэтому лучше всего
охлаждение достигается при включенном(ых) блоке(ах) AUTO и вентиляторе(ах) рециркуляции; это также уменьшает пакет
нагрузка, потребность в отводимом воздухе и расход топлива.
Вентилятор рециркуляции выключится, если какой-либо блок
при высоком потоке, что дает чистое снижение скорости вентиляции на 15%, поэтому лучше всего
охлаждение достигается при включенном(ых) блоке(ах) AUTO и вентиляторе(ах) рециркуляции; это также уменьшает пакет
нагрузка, потребность в отводимом воздухе и расход топлива.
 Обратите внимание, если пакет выйдет из строя, даже на
максимальная сертифицированная высота самолета, он должен быть в состоянии поддерживать кабину
давление. Если оба пакета выйдут из строя, высота кабины увеличится, вероятно, между
2000 и 4000 футов в минуту в зависимости от состояния уплотнений самолета.
Обратите внимание, если пакет выйдет из строя, даже на
максимальная сертифицированная высота самолета, он должен быть в состоянии поддерживать кабину
давление. Если оба пакета выйдут из строя, высота кабины увеличится, вероятно, между
2000 и 4000 футов в минуту в зависимости от состояния уплотнений самолета. Максимальный напорный воздух
доступны на земле и на взлете. В полете меньше охлаждения
требование, поэтому оно модулируется дверями и жалюзи, что снижает как
набегайте воздушного потока, а также перетащите. Дефлекторные дверцы выдвигаются всякий раз, когда
самолет находится на земле.
Максимальный напорный воздух
доступны на земле и на взлете. В полете меньше охлаждения
требование, поэтому оно модулируется дверями и жалюзи, что снижает как
набегайте воздушного потока, а также перетащите. Дефлекторные дверцы выдвигаются всякий раз, когда
самолет находится на земле. Приточные вентиляторы нагнетают воздух, а вытяжные вентиляторы прогоняют воздух через эти отверстия.
единицы измерения. Второй вентилятор был добавлен к оборудованному EFIS самолету для охлаждения.
ЭЛТ в 1986 году.
Приточные вентиляторы нагнетают воздух, а вытяжные вентиляторы прогоняют воздух через эти отверстия.
единицы измерения. Второй вентилятор был добавлен к оборудованному EFIS самолету для охлаждения.
ЭЛТ в 1986 году.
