Power Electronics • Просмотр темы
Часовой пояс: UTC + 4 часа |
Модераторы: Горшком назвали…, Evklid, s237
| Страница 1 из 1 | [ Сообщений: 14 ] |
|
| Автор | Сообщение | |||
|---|---|---|---|---|
| борода |
| |||
Зарегистрирован: 18-01, 00:43 Сообщения: 173 |
| |||
| Вернуться к началу |
| |||
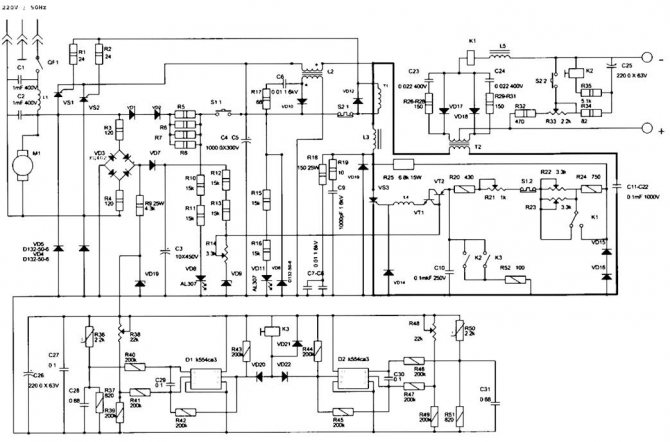
 При нагрузке напряжение повышается,аппарат варит,ток регулируется. Думал так и должно быть,но сравнив с другим вижу,что нет.Там напряжение ХХ 60В. Аппарат имеет два режима TIG и MMA. На рабочем аппарате при переключении в режим TIG напряжение на выходе уменьшается до 17В. Переключатель TIG/MMA исправен. Полной схемы нет,разобраться сложно.
При нагрузке напряжение повышается,аппарат варит,ток регулируется. Думал так и должно быть,но сравнив с другим вижу,что нет.Там напряжение ХХ 60В. Аппарат имеет два режима TIG и MMA. На рабочем аппарате при переключении в режим TIG напряжение на выходе уменьшается до 17В. Переключатель TIG/MMA исправен. Полной схемы нет,разобраться сложно.| Joha |
| |||
Зарегистрирован: 14-09, 20:56 Сообщения: 831 |
| |||
| Вернуться к началу |
| |||
 ..
..| batumi |
| |||
Зарегистрирован: 23-12, 16:02 Сообщения: 418 Откуда: Краснодарский край г.Тимашевск |
| |||
| Вернуться к началу |
| |||

| batumi |
| |||
Зарегистрирован: 23-12, 16:02 Сообщения: 418 Откуда: Краснодарский край г.Тимашевск |
| |||
| Вернуться к началу |
| |||
| Joha |
| |||
Зарегистрирован: 14-09, 20:56 Сообщения: 831 |
| |||
| Вернуться к началу |
| |||

| batumi |
| |||
Зарегистрирован: 23-12, 16:02 Сообщения: 418 Откуда: Краснодарский край г.Тимашевск |
| |||
| Вернуться к началу |
| |||

| filin1961 |
| |||
Зарегистрирован: 26-02, 12:56 Сообщения: 2 |
| |||
| Вернуться к началу |
| |||
 При нагрузке напряжение повышается,аппарат варит,ток регулируется. Думал так и должно быть,но сравнив с другим вижу,что нет.Там напряжение ХХ 60В. Аппарат имеет два режима TIG и MMA. На рабочем аппарате при переключении в режим TIG напряжение на выходе уменьшается до 17В. Переключатель TIG/MMA исправен. Полной схемы нет,разобраться сложно.
При нагрузке напряжение повышается,аппарат варит,ток регулируется. Думал так и должно быть,но сравнив с другим вижу,что нет.Там напряжение ХХ 60В. Аппарат имеет два режима TIG и MMA. На рабочем аппарате при переключении в режим TIG напряжение на выходе уменьшается до 17В. Переключатель TIG/MMA исправен. Полной схемы нет,разобраться сложно.| filin1961 |
| |||
Зарегистрирован: 26-02, 12:56 Сообщения: 2 |
| |||
| Вернуться к началу |
| |||
 При нагрузке напряжение повышается,аппарат варит,ток регулируется. Думал так и должно быть,но сравнив с другим вижу,что нет.Там напряжение ХХ 60В. Аппарат имеет два режима TIG и MMA. На рабочем аппарате при переключении в режим TIG напряжение на выходе уменьшается до 17В. Переключатель TIG/MMA исправен. Полной схемы нет,разобраться сложно.
При нагрузке напряжение повышается,аппарат варит,ток регулируется. Думал так и должно быть,но сравнив с другим вижу,что нет.Там напряжение ХХ 60В. Аппарат имеет два режима TIG и MMA. На рабочем аппарате при переключении в режим TIG напряжение на выходе уменьшается до 17В. Переключатель TIG/MMA исправен. Полной схемы нет,разобраться сложно.| anissim |
| |||
Зарегистрирован: 01-01, 21:13 Сообщения: 85 Откуда: Башкортостан,г.  Октябрьский. Октябрьский. |
| |||
| Вернуться к началу |
| |||
| neznaika |
| |||
Зарегистрирован: 26-08, 06:43 Сообщения: 162 |
| |||
| Вернуться к началу |
| |||
 И еще интересный момент:при включении периодически включался зеленый светодиод;
И еще интересный момент:при включении периодически включался зеленый светодиод;| anissim |
| |||
Зарегистрирован: 01-01, 21:13 Сообщения: 85 Откуда: Башкортостан,г.  Октябрьский. Октябрьский. |
| |||
| Вернуться к началу |
| |||
| Соков А.Г. |
| |||
Зарегистрирован: 15-04, 23:28 Сообщения: 786 Откуда: Н.Новгород |
| |||
| Вернуться к началу |
| |||
| Makarich |
| |||
Зарегистрирован: 16-12, 22:01 Сообщения: 8 Откуда: Славянск |
| |||
| Вернуться к началу |
| |||
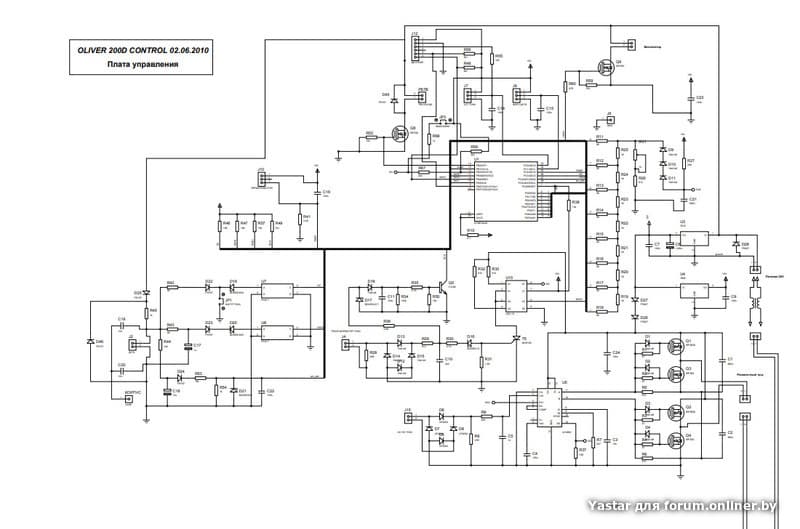
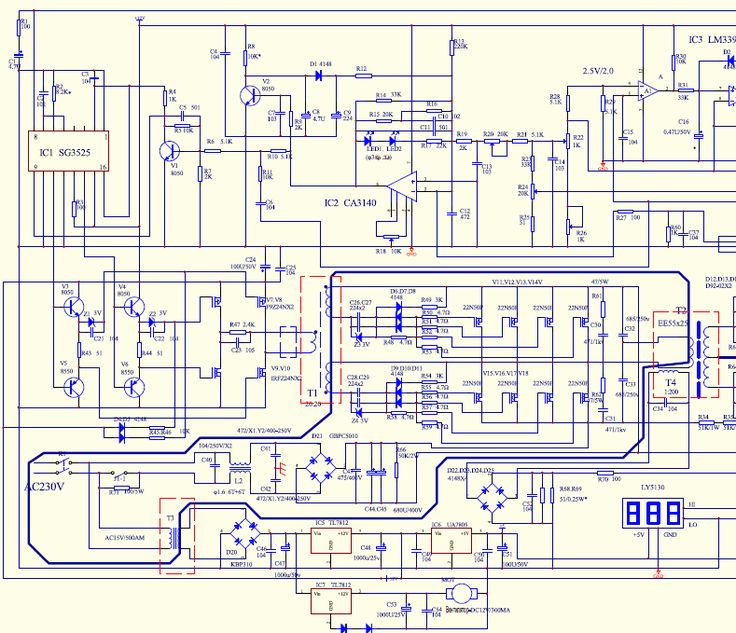 После замены аппарат включился ( естественно через лампочку), на выходе 13,3 в. Управляющих импульсов на затворах нет. Как выяснилось данный аппарат обладает функцией VRD и управляющих импульсов в режиме покоя не будет. После изучения мануала на этот аппарат перевёл плату управления в рабочий режим. Управляющие импульсы появились на всех восьми транзисторах как на затвор-исток так и на сток-исток. Всё в норме. После подключения нагрузки на выходные клеммы, аппарат превращается в «моргалик». Лампа, включенная последовательно с аппаратом в цепи 220в набирает яркость, потом аппарат выключается, лампа тухнет, затем снова включается.. итак далее, пока не снимешь нагрузку. Если включить без лампы напрямую к сети, то выгорят силовые транзисторы. Вроде всё пересмотрел. Импульсы есть, напряжения питания на плате управления тоже. Кто сталкивался с подобным, подскажите куда смотреть?
После замены аппарат включился ( естественно через лампочку), на выходе 13,3 в. Управляющих импульсов на затворах нет. Как выяснилось данный аппарат обладает функцией VRD и управляющих импульсов в режиме покоя не будет. После изучения мануала на этот аппарат перевёл плату управления в рабочий режим. Управляющие импульсы появились на всех восьми транзисторах как на затвор-исток так и на сток-исток. Всё в норме. После подключения нагрузки на выходные клеммы, аппарат превращается в «моргалик». Лампа, включенная последовательно с аппаратом в цепи 220в набирает яркость, потом аппарат выключается, лампа тухнет, затем снова включается.. итак далее, пока не снимешь нагрузку. Если включить без лампы напрямую к сети, то выгорят силовые транзисторы. Вроде всё пересмотрел. Импульсы есть, напряжения питания на плате управления тоже. Кто сталкивался с подобным, подскажите куда смотреть?| Makarich |
| |||
Зарегистрирован: 16-12, 22:01 Сообщения: 8 Откуда: Славянск |
| |||
| Вернуться к началу |
| |||
 Моргалик получается из-за того, что инвертор включен последовательно с лампочкой под нагрузкой. На лампе возникает падения напряжения и соответственно на питающем напряжении возникает просадка напряжения до момента отключения инвертора. Короче говоря, исключил лампочку, настроил сварочный ток ( мин-мах) на баласте. Всем спасибо за помощь!
Моргалик получается из-за того, что инвертор включен последовательно с лампочкой под нагрузкой. На лампе возникает падения напряжения и соответственно на питающем напряжении возникает просадка напряжения до момента отключения инвертора. Короче говоря, исключил лампочку, настроил сварочный ток ( мин-мах) на баласте. Всем спасибо за помощь!| Показать сообщения за: Все сообщения1 день7 дней2 недели1 месяц3 месяца6 месяцев1 год Поле сортировки АвторВремя размещенияЗаголовокпо возрастаниюпо убыванию |
| Страница 1 из 1 | [ Сообщений: 14 ] |
Часовой пояс: UTC + 4 часа |
Кто сейчас на конференции |
Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 0 |
| Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения |
цена, описание, отзывы в Днепре
 org/BreadcrumbList»>
org/BreadcrumbList»>Состояние: Новый
Код товара: 3917
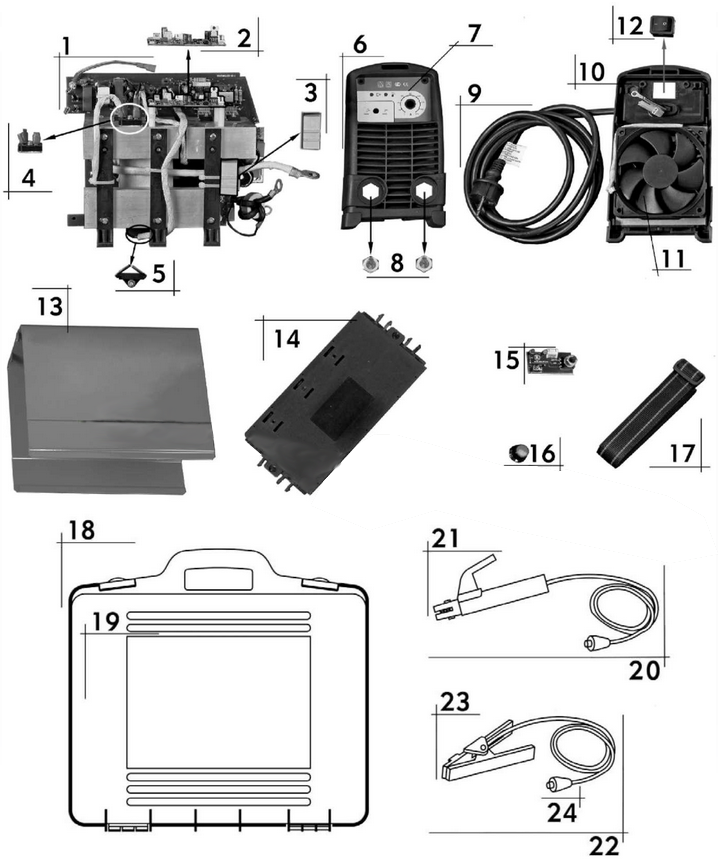
Переносной однофазный сварочный аппарат инверторного типа Hitachi W200A: С возможностью работать от генератора ;напряжение 230 В, сварочный ток 5-200 А, диаметр электрода 1,6-5 мм, потребляемая мощность 6 кВт, сварочный ток при 25% ПВ-200 А., вес 7 кг.
Полное описание и характеристики
Товар не поставляется
Сообщите мне о поступлении
Оплата
Вы можете оплатить любым способом: Visa/MasterCard, Наличными при получении, Приват24 или любой банк Украины. Работаем с юридическими лицами. Товары стоимостью до 500 грн. отправляются после получения предоплаты.
Работаем с юридическими лицами. Товары стоимостью до 500 грн. отправляются после получения предоплаты.
Возврат
Обмен или возврат товара в течение 14 дней.
Доставка
Доставляем «Новой почтой» во все регионы Украины: Киев, Харьков, Одесса, Днепр, Запорожье, Львов, Кривой Рог, Николаев, Мариуполь, Винница, Херсон, Полтава, Чернигов, Черкассы, Житомир, Сумы, Хмельницкий, Черновцы, Ровно, Каменское, Кропивницкий, Ивано-Франковск, Кременчуг, Тернополь, Луцк, Белая Церковь, Краматорск, Мелитополь, Никополь, Ужгород, Бердянск, Северодонецк, Лисичанск, Бровары
Гарантия качества
Официальная гарантия от производителя.
Рейтинги и Отзывы
( 0.0 / 5) — 0 отзыв(ы)
- Полное описание
- Характеристики
Сварочный инвертор MMA Hitachi W200 предназначается для сварки металлов разовыми покрытыми электродами. Это инвертор, и поэтому, он имеет небольшие габариты и вес, высокую надежность и устойчивость к колебаниям напряжения на линии. Аппарат хорошо подойдет для бытового применения, мобильных работ или для работ от бензогенератора. Оснащен специальными системами для облегчения труда сварщика и повышения качества работ. Мощность аппарата позволит работать электродами диаметром до 5 мм. С применением дополнительных приспособлений может применяться для сварки методом TIG.
Аппарат хорошо подойдет для бытового применения, мобильных работ или для работ от бензогенератора. Оснащен специальными системами для облегчения труда сварщика и повышения качества работ. Мощность аппарата позволит работать электродами диаметром до 5 мм. С применением дополнительных приспособлений может применяться для сварки методом TIG.
Комплектность:
- Сварочный аппарат
- Кабель заземления
- Кабель с электро-держателем
- Инструкция по эксплуатации
- Пластиковый кейс
Отличительные особенности сварочного инвертора Hitachi W200A
- Легкий старт
- Стабильная дуга
- Функция анти-залипания электрода
- Возможность работы от генератора
- С применением дополнительных приспособлений может применяться для сварки методом TIG.
- Защита от скачков напряжения, автоматический стабилизатор мощности
<palign=»justify»>Легкое зажигание дуги (Hot start). На начальном этапе сварочного процесса возникают сложности при поджиге дуги из-за того, что электрод и место соединения холодные.
На начальном этапе сварочного процесса возникают сложности при поджиге дуги из-за того, что электрод и место соединения холодные.
Гарантия — 1 год
Бренд — Япония
Производитель — Италия
| Напряжение | 220 В |
| Напряжение холостого хода | 67 |
| Диаметр сварочного электрода | 1.6 — 5 мм |
| Класс изоляции | B |
| Класс защиты | IP 21 |
* Вся информация и фото товаров на сайте являются исключительно ознакомительными. Технические характеристики, фото и комплектация могут меняться производителем. Уточняйте эти данные на сайте производителя, в инструкции или у нашего менеджера. Мы не несем ответственности за любой ущерб, возникший при использовании информации с нашего сайта.
Рейтинги и Отзывы
Ещё нет отзывов.
15 похожих товаров
- Возврат денег
- Обмен в магазине
- Оплата при доставке
- Бесплатная доставка
WJ200-002SF 0,25 л.
 с. 0,2 кВт 230 В однофазный частотно-регулируемый привод
с. 0,2 кВт 230 В однофазный частотно-регулируемый приводОписание
Отзывы покупателей
- Модель
- PWV2-03-1
- Ряд
ВДЖ200
- Лошадиные силы
0,250
- Номинальная мощность кВт
0,20
- Мощность кВА
0,60
 org/PropertyValue»>
org/PropertyValue»>200 — 240 +/- 10% (1P)
- Входная фаза
Одноместный
- Входной ток
3,0
- Выходное напряжение
200 — 240 +/- 10% (3P)
- Выходной ток
1,6000
 org/PropertyValue»>
org/PropertyValue»>13
- Ширина пакета
11
- Глубина упаковки
7
- Вес упаковки
7,0
- Высота продукта
5.
 0000
0000
 0000
0000- Ширина продукта
2,7000
- Глубина продукта
4.3000
- Описание
1/4 л.с., 1,6 А, 0,2 кВт, WJ200-002SF, векторный привод переменного тока без датчика постоянного крутящего момента, вход: 200–240 В переменного тока, однофазный
- Категория
Приводы
 org/PropertyValue»>
org/PropertyValue»>Приводы переменного тока
- Подподкатегория
Бессенсорный векторный ЧРП
- Корпус
NEMA 1 (IP20)
- Метод управления
Линейная синусоидальная волна с широтно-импульсной модуляцией (ШИМ) Управление
 org/PropertyValue»>
org/PropertyValue»>50 — 60
- Диапазон выходных частот
0,1–400 Гц
- Характеристики ВФ
V/F переменное управление V/F (постоянный крутящий момент, уменьшенный крутящий момент) Векторное управление без датчика
- Номинальный ток перегрузки
150% 60 секунд
 org/PropertyValue»>
org/PropertyValue»>0,1 — 6000 сек. (линейное/кривое ускорение/торможение) Двухступенчатое ускорение/торможение. настройка доступна
- Начальный крутящий момент
200% или более
- Торможение постоянным током
Время рабочей частоты и переменная тормозная сила.
- Панель оператора настройки частоты
Клавиши вверх(1) и вниз(2)/клавиши установки значений.
- Потенциометр настройки частоты
Аналоговая настройка
- Установка частоты Внешний сигнал
«0 ~ 10 В постоянного тока (входное сопротивление 10 кОм), 4 ~ 20 мА (входное сопротивление 250 кОм), потенциометр: переменный резистор от 1 кОм до 2 кОм, задание частоты — максимальная частота при 90,8 В для входного напряжения 0–10 В постоянного тока или при 19,6 мА для входного тока 4–20 мА. Если эта характеристика не подходит, свяжитесь со складом Drives.»
- FWD REV START STOP Оператор
Пуск/Стоп (переключение вперед/назад по команде)
 org/PropertyValue»>
org/PropertyValue»>Вперед ПУСК/СТОП Назад ПУСК/СТОП
- Интеллектуальные входные клеммы
«FW (команда прямого хода), RV (команда обратного хода, CF1~CF4 (многоступенчатая настройка скорости), JG (команда толчкового режима), 2CH (команда двухступенчатого ускорения/замедления), FRS (команда остановки свободного хода) , EXT (внешнее отключение), USP (функция USP), SFT (мягкая блокировка)»
- Производитель
Хитачи
Исследования и разработки: Hitachi
1.
 Технология измерения и визуализации навыков сварки с высокой точностью
Технология измерения и визуализации навыков сварки с высокой точностью Движение горелки *1 в сварочных операциях является важным элементом контроля качества при сварке наряду с другими условиями сварки. Анализ работы горелки в прошлом анализировался с использованием изображений с камеры, но сильное излучение света во время дуги *2 при сварке затруднило выполнение высокоточных измерений. Эта проблема породила потребность в новой технике, которая могла бы определять сварочные операции с высокой точностью. Поэтому мы разработали технологию использования нескольких камер и схем захвата движения для определения различных условий, таких как взгляд сварщика, положение, высота и скорость движения горелки, а также состояние зоны сварки. Мы также разработали технологию для количественной оценки этих сварочных работ и визуализации количественных данных. Эти технологии позволили проводить высокоточные измерения с разрешением порядка примерно ±0,1 мм по сравнению с разрешением порядка мм при обычном анализе изображений.
2. Технология преобразования сварочных работ в модель, необходимую для управления роботом
Включение точно измеренных движений сварщика в управление роботом требует, чтобы они были преобразованы в модель, применимую к управлению. Поэтому мы измерили действия, предпринимаемые сварщиком для адаптации к изменениям состояния сварки, и смоделировали эти движения. Например, между двумя свариваемыми элементами (стыкующимися поверхностями) может легко образоваться зазор из-за ошибок в размерах элементов или деформации, вызванной сваркой. Этот зазор является основным фактором, влияющим на качество сварки, поэтому сварщик будет перемещать горелку уникальным образом в соответствии с колебаниями зазора, чтобы предотвратить возникновение дефектов. Таким образом, измеряя адаптивные действия сварщика по отношению к тестовому образцу, имитирующему такой зазор, мы построили модель условий управления роботом, которая могла бы справиться с колебаниями зазора.
3. Алгоритм машинного обучения для обнаружения изменений состояния сварки с высокой точностью
Сварщик визуально обнаруживает зазор в разделке под сварку и управляет движением сварочной дуги в соответствии с этим изменением.