Химический состав чугуна
Химический состав чугуна
Химический состав чугуна является очень важным фактором, обусловливающим механические свойства отливок. При этом механизм влияния элементов определяется, главным образом, изменением условий первичной и вторичном кристализации. Изменение же химического чугуна имеет меньшее значение, хотя легирование феррата повышает его прочность. Поэтому одним легированием твердого раствора, без соответственного изменения структуры чугуна, нельзя достичь значительного изменения прочности. По этой причине обычно и не применяется в качестве конструкционного материала легированный ферритный чугун, например ковкий.
Изменением химического состава других структурных составляющих (карбидов, графита, сульфидов, нитридов и т, д.) можно пренебречь с точки зрения механических свойств чугуна, так как действие подобных включений обусловливается только блокированием плоскостей скольжения, сужением сеченля и созданием надрезов. Поэтому главная роль величина, форма и распределение, а нехимический состав чугуна состав и механических свойств этих структурных составляющих.
Таким образом, основное влияние легирующих элементов на механический свойств определяется изменениями в условиях первичной и вторичной кристаллизации чугуна (количество, форма и распределение величина зерна, характер основной металлической массы), которые обусловливают химическим составом металла. Химический состав чугуна при изменении имеет подчиненное значение (вследствие высокого содержание в нем углерода), которым однако не всегда можно пренебречь.
а) Влияние углерода и кремния. С повышением содержания углерода и кремния увеличивается степень графитизации.
Рис.151. Влияние углерода на механические свойства и химический состав чугуна.
Весь химический состав чугуна и его механические свойства (рис. 151) составляют только циклическая вязкость и повышается количество графита и укрупняются его выделения, т. е. изменяются как структура основной металлической массы, так и количество формы графита в чугуне. Такое изменение структуры чугуна, как показывают исследования, сильно понижает.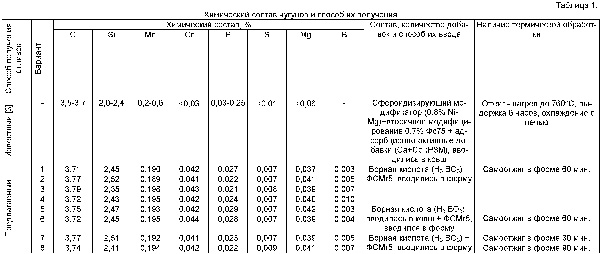
Особо большое влияние на механические свойства имеет содержание углерода. При этом в малоуглеродистом чугуне (2,75 — 3,0%), в противоположность высокоуглеродистому (3,3 — 3,5% С) механические свойства сначала повышаются с увеличенном содержания кремния до известного предела, а затем понижаются. Это объясняется наличием структурно-свободных карбидов или междендритного графита в чугуне, что понижает его механические свойства. Увеличение содержания кремния в этом случае, способствуя графитизации или устранению междендритного графита, повышает механические свойства чугуна. По этой же причине уменьшение содержания углерода тоже имеет целесообразный предел, ниже которого прочность чугуна понижается вследствие междендритной кристаллизации графита.
Так как общая закономерность зависимости структуры чугуна от содержания углерода и кремния выражается структурной диаграммы), то она естественно в состоянии отобразить и соответствующие изменения механических свойств чугуна, как это видно из приведенных и литературе данных. Максимальная прочность чугуна соответствует положению его в средней части перлитной области структурной диаграммы. И верхней ее части прочность понижается вследствие повышения степени эвтектичности увеличения количества углерода и графита: в нижией части — вследствие междендритной кристаллизации графита. В обычных условиях практики химические составы чугуна располагаются в верхней части перлитной области, поэтому, чем больше углеродный эквивалент (Са = С + 0,3 Si), тем ближе находится чугун по своему химическому составу к эвтектическому, тем крупнее выделения графита и тем ниже прочность чугуна.
Максимальная прочность чугуна соответствует положению его в средней части перлитной области структурной диаграммы. И верхней ее части прочность понижается вследствие повышения степени эвтектичности увеличения количества углерода и графита: в нижией части — вследствие междендритной кристаллизации графита. В обычных условиях практики химические составы чугуна располагаются в верхней части перлитной области, поэтому, чем больше углеродный эквивалент (Са = С + 0,3 Si), тем ближе находится чугун по своему химическому составу к эвтектическому, тем крупнее выделения графита и тем ниже прочность чугуна.
Рис. 152. Влияние кремния на механические свойства чугуна при разном содержании углерода.
Вместе с тем при этом наблюдается увеличение пластических деформаций: стрели прогиба и до известной степени — ударной вязкости чугуна. Вместе с тем пластические деформации степени — ударная вязкость чугуна.
При замене углерода кремнием так, чтобы структура основной металлической массы не изменилась, т. е. при сохранении условий: С Si const или С + nSi = const, углеродный эквивалент (С1 = С + 0,3Si) понижается. Поэтому понижение содержания углерода в чугуне при соответствуюшем повышении содержания кремния приводит не только к уменьшению количества графита при сохранении структуры основной массы чугуна, но и в размельчении графита вследствии понижения.
е. при сохранении условий: С Si const или С + nSi = const, углеродный эквивалент (С1 = С + 0,3Si) понижается. Поэтому понижение содержания углерода в чугуне при соответствуюшем повышении содержания кремния приводит не только к уменьшению количества графита при сохранении структуры основной массы чугуна, но и в размельчении графита вследствии понижения.
Рис. 153. Зависимость прочности чугуна от его положения на структурной диаграмме.
Следовательно, углерод и кремний нельзя считать равноценными в отношении их влияния на механические свойства чугуна и замена (до известного предела) углерода кремнием имеет своим следствием механические свойства в особенности в перлитном чугуне.
При повышении содержания кремния сверх 3% твердости чугуна начинает повышаться вследствии уменьшения количества графита и увеличения концентрации кремния в феррите, хотя прочность и пластичность при этом продолжают падать:
Для оценки чугуна, как конструкционного материала, имеет большое значение однородность его свойств в разных частях отливки. Металл с низкой однородностью может дать высокую прочность в тонких частях отливки и низкую — в толстых. Наоборот, металл с высокой однородностью в состоянии обеспечить высокую прочность во всех частях отливки и,следовательно, во всей детали в целом. Зависимость механических свойств от толшипы стопок отливки выражается показательной функцией:
Металл с низкой однородностью может дать высокую прочность в тонких частях отливки и низкую — в толстых. Наоборот, металл с высокой однородностью в состоянии обеспечить высокую прочность во всех частях отливки и,следовательно, во всей детали в целом. Зависимость механических свойств от толшипы стопок отливки выражается показательной функцией:
оD/оD0 = (D/D0)-d (123)
оD — соответствующее свойство бруска диаметром D; oD0 — соответствующее свойство бруска диаметром D0; d — коэффициент однородности.
Рис. 154. Зависимость механических свойств чугуна от величины углеродного эквивалента.
Чем больше абсолютное значение коэффциента однородности, тем больше неоднородность в свойствах различных частей отливки. Исследования показывают, что с увеличением содержания углерода и кремния абсолютное значение коэффициента однородности повышается, а именно:
а = 0,24 + 0,285 (С + 0,8 Si) — 4,2 (124)
Таким образом, с уменьшением содержания углерода и кремния механические свойства чугуна не только повышаются, но и выравниваются в разных частях отливки, охлаждающихся с равной скоростью, причем углерод и этом отношении сильнее кремния.
Уменьшение содержания углерода в ковком чугуне имеет еще большее значение для повышения механических свойств чем в сером чугуне. Как видно из рис. 140 и 144 параллельно с увеличением прочности повышается также и удлинение. Это объясняется уменьшением количества и улучшением формы углерода отжига при одной и той же структуре (ферритной) основной металлической массы.
О влиянии кремния на механические свойства ковкого чугуна существуют противоречия. Однако можно утверждать, что это влияние невелико, хотя все же отрицательно даже в том случае, когда повышение содержания кремния еще не вызывает выделения графита в сырых отливках. Поэтому повышение механических свойств чугуна чаше всего достигается за счет понижения содержания углерода, несмотря на то, что для сокращения времени отжига при этом увеличивают содержание кремния. Однако следует иметь в виду ухудшение литейных свойств чугуна с понижением содержания в нем углерода.
б) Влияние марганца и серы. Влияние марганца и серы на механические свойства чугуна определяется в основном соответствующим изменением структуры основной металлической массы (степень графитизации, дисперсность перлита), а также с изменением нормы графита и образованием включении сульсеидов.
Рис.155.Влияние марганца на механические свойства чугуна.
Это влияние сравнительно невелико и зависит от состава чугуна, вследствие чего литературные данные но этому вопросу часто противоречны. При средних и низких содержаниях углерода повышение содержания марганца 0,8 — 1,2 %, как показывают исследования увеличивается прочность чугупа (рис. 155). Дальнейшее увеличение содержания маргаца оказывает ужи отрицательное влияние. Понижение механических свойств наступает в тот момент, когда марганец начинает резко увеличивать количество связанного углерода с образованием структурно-свободных карбидов. Очевидно, что этот момент наступает чем скорее, чем меньше в чугуне углерода п кремния в чем хуже условия графитизации. В высокоуглеродистом же чугуне понижение прочности не наступает даже при 2,4% Мn.
Стрела прогиба и ударная вязкость имеют наивысшее значения при более низком содержании марганца (0,3 — 0,6%), обусловливающем максимум графтизации. Однако при высоком содержании углерода оптимальное содержание марганца повышается (до 2% и выше) вследствие размельчения графита и сравнительно слабом влиянии марганца на степень графитизации этих условиях. Как видно из рис. 155, увеличение содержания марганца влечет за собой также повышение твердости (тем больше, чем меньше содержание углерода и кремния в чугуне). Однако увеличение содержания марганца до оптимального баланса с самого начала понижает твердость чугуна. При дальнейшем увеличении содержания марганца твердость повышается из-за торможения графитизации и сорбитизации структуры. Особенно сильно повышается твердость при отбеливании чугуна или образовании структуры при достаточно высоком содержании марганца (около 5%), При образовании структуры (10%) твердость чугуна вновь понижается.
Однако при высоком содержании углерода оптимальное содержание марганца повышается (до 2% и выше) вследствие размельчения графита и сравнительно слабом влиянии марганца на степень графитизации этих условиях. Как видно из рис. 155, увеличение содержания марганца влечет за собой также повышение твердости (тем больше, чем меньше содержание углерода и кремния в чугуне). Однако увеличение содержания марганца до оптимального баланса с самого начала понижает твердость чугуна. При дальнейшем увеличении содержания марганца твердость повышается из-за торможения графитизации и сорбитизации структуры. Особенно сильно повышается твердость при отбеливании чугуна или образовании структуры при достаточно высоком содержании марганца (около 5%), При образовании структуры (10%) твердость чугуна вновь понижается.
Сопоставляя имеющиеся в литературе экспериментальные данные по влиянию серы, можно прийти к заключению, что сама по себе сера, в особенности в виде FeS, оказывает неблагоприятное действие на свойства чугуна, понижая характеристики прочнисти и пластичности (рис.
Поэтому в мягком чугуне вредное влияние серы даже перекрывается повышением колличества связанного углерода, в связи с чем прочность чугуна увеличивается.
Рис. 156. Влияние серы на механические свойства чугуна.
Что касается влияния марганца и серы на однородность механических свойств, то оно выражено в столь слабой форме, что им можно пренебречь. Содержание марганца в ферритом ковком чугуне всегда находится в надлежащем балансе с серой, поэтому влияние этих элементов на механические свойства весьма ограничено. В перлитном ковком чугуне повышение содержания марганца влечет за собой торможение графитизации и увеличение количества перлита в структуре, вследствие чего, как показал И. И. Хорошев, повышаются характеристики прочности и понижается пластичность (удлинение) чугуна (рис. 157).
157).
Рис. 157. Влияние марганца на структуру и механические свойства ковкового чугуна.
Рис. 158. Влияние фосфора на механические свойства чугуна.
Особенно резко прослеживается отрицательное влияние фосфора в высокоуглеродистом чугуне и в чугуне в значительным колличеством феррита в структуре. В перлитном же чугуне и при низком содержании углерода вредное влияние фосфора сказывается в меньшей степени, и ударная вязкость чугуна при однократном и многократном приложении нагрузки начинает падать только с 0,3% Р, как и статические свойства (рис. 159). Влияние фосфора на однородность механических свойств так же отрицательно, как и на структуру чугуна. Поэтому с увеличением содержания фосфора разница в механических свойствах толстых и тонких частей отливок увеличивается. Что касается ковкого чугуна, то повышение содержания фосфора свыше 0,2 — 0,25% увеличивает его хрупкость.
Рис. 159. Влияние фосфора на ударную вязкость перлитного чугуна.
г) Влияние легирующих элементов. Влияние легирующих элементов на механические свойства чугуна весьма разнообразно и зависит от состава металла, его перегрева и условии охлаждения.
Благоприятное влияние легирующих элементов в стали определяется, главным образом, повышением прочности феррита, изменением дисперсности карбидной фазы, увеличением прокаливаемости и устойчивости против отпуска, т. е. возможностью более эффективно использовать термическую обработку с соответствующим повышением пластичности при данной прочности. Однако чугунные отливки обычно не подвергаются термической обработке Кроме того, благодаря высокому содержанию углерода в чугуне упрочнение феррита легирующими элементами не имеет столь большого значения, как в стали.
Распространено мнение, особенно за границей, что применение легирующих элементов в чугуне не имеет большого значения и что обеспечение тех или иных механических свойств чугуна возможно другими способами, например понижением содержания углерода. Эта точка зрения неправильна. Легирование чугуна, как способ повышения механических способов, имеет практическое значение в производственном работе наших литейных и научно обосновывается следующими соображениями.
Эта точка зрения неправильна. Легирование чугуна, как способ повышения механических способов, имеет практическое значение в производственном работе наших литейных и научно обосновывается следующими соображениями.
Формирование вторичной структуры чугуна во время охлаждения в форме подобно тому, что происходит при процессе термической обработки. Поэтому влияние легирующих элементов на однородность чугуна в некотором смысле аналогично их влиянию на прокаливаемость стали и оказывается весьма полезным. Кроме того, легирующие элементы оказывают влияние на механические свойства чугуна путем изменении условии первичной и вторичной кристаллизации.
Изменение физических свойств жидкого раствора, образование тугоплавких соединений определенного строения с соответствующим уровнем поверхностной энергии и изменение сил взаимодействия между атомами раствора являются важными путями воздействия легирующих элементов на первичную кристаллизацию и графитизаиию чугуна. Наиболее интенсивно и благоприятно в этом отношении действуют ванадий, молибден, хром, титан.
Рис. 160. Влияние никеля на механические свойства чугуна.
Эти элементы размельчают выделения графита и повышают механические свойства чугуна. Еще большее значение имеет воздействие легирующих элементов на вторичную кристаллизацию, в частности па степень дисперсности перлита. В этом отношении действуют благоприятно почти все легирующие элементы вследствие уменьшения температуры пли скорости превращения. При этом карбидообразующие элементы (хром, молибден) оказывают влияние на фирму энтектоидных карбидов.
Оптимальные результаты можно получить при одновременном воздействий на первичную и вторичную кристаллизацию путем е комплексного легирования. По этой причине из двух групп легирующих элементов, образующих преимущественщо карбиды или твердые растворы, первая действует на механические свойства интенсивнее, чем вторая, так как параллельно с сорбитизацией структуры обычно благоприятно изменяет и форму графита. Экспериментальное сопоставление элементов по интенсивности воздействия на прочность чугуна располагает их в следующий ряд: Mo, V, Cr, Ni, Cu.
Наиболее слабым является влияние никеля и меди, что объясняется их графитизирующим действием. Как видно из опытов автора М. П. Симаповского и Г. М. Голуб (рис. 160), никель несколько повышает прочность, пластичность и вязкость чугуна вне зависимости от его эвтектичности. Твердость же чугуна может при этом повышаться или понижаться в зависимости от содержания никеля и характера исходной структуры. В чугуне, склонном к отбеливанию никель, способствуя графитизацди, уменьшает твердость в мягком же чугуне никель, сорбитизируя структуру, увеличивает твердость. Точно так же в зависимости от содержания никеля.
Рис. 161. Влияние меди на механические свойства.
Влияние меди примерно аналогично влиянию никеля в модифицированном чугуне больше, чем в обычном. Для повышения эффективности действия этих элементов неодновременное снижение содержания кремния, чтобы не увеличилась степень графитизации (иные механические свойства попытаются в малой степени).
Оптимальное же влияние никеля и меди обнаруживается при присадке их к половинчатому чугуну, когда графитизация в нем вызывается этими элементами.
Рис. 162. Влияние хрома на механические свойства чугуна.
Характерным для большинства легирующих элементов, в особенности для никеля и меди, является то обстоятельство, что они повышают главным образом прочность при растяжении, сжатии и срезе и в меньшей степени — прочность при изгибе, понижая, таким образом, отношение. Значительно сильнее влияют хром, молибден и ванадии как в отношении повышения прочности чугуна, так и отношении стрелы прогиба.
При этом, как показали наши исследования, благоприятное влияние хрома сказывается только до 0,5%, благоприятное же влияние молибдена — в пределах до 0,75 — 1,0% (рис. 162, 163 и 164). Все эти элементы особенно эффективно проявляют свое действие при содержании углерода. Как высоки могут быть механические свойства при легировании малоуглеродистого чугуна (после термообработки), показывают следующие данные:
Параллельно со статическими характеристиками прочности повышаются, конечно, и усталостные, причем соответствующий коэффциент эквивалентности обычно не изменяется легирующими элементами, за исключением молибдена, который его несколько повышает. При этом увеличивается также сопротивление усталостному удару. И в этом отношении особенно интенсивно действует молибден (рис. 148), повышение содержания которого до 0,5% значительно увеличивает сопротивление удару при многократном приложении нагрузки. В том же направлении, хотя и менее интенсивно, действует никель и до известного предела (~3%) — медь.
При этом увеличивается также сопротивление усталостному удару. И в этом отношении особенно интенсивно действует молибден (рис. 148), повышение содержания которого до 0,5% значительно увеличивает сопротивление удару при многократном приложении нагрузки. В том же направлении, хотя и менее интенсивно, действует никель и до известного предела (~3%) — медь.
Вместе с тем циклическая вязкость чугуна понижается обычно всеми с легирующими элементами, за исключением меди, которая при небольших напряжениях (15-20% предела прочности) несколько повышается. Это обстоятельство служит одной из причин применения медистого чугуна для коленчатых валов и других подобных деталей.
Рис. 163. Влияние молибдена на механические свойства чугуна.
Максимальное использование легирующих элементов и отношении повышения механических свойств возможно только при правильном их сочетании. Это достигается удачной комбинацией элементов: а) благоприятно влияющих на первичную и вторичную кристаллизацию, б) препятствующих и способствующих графитизации; в) образующих растворы с ферритом и цементитом; г) повышающих кристаллизацию и межкристалливую прочность.
Этими принципами удовлетворяет, например, сочетание никеля и хрома, так как никель способствует графитизации и образует твердый раствор с ферритом, упрочняя его, а хром препятствует графитизации, размельчает несколько графит и образует стойкие карбиды.
Рис. 164. Влияние ванадия на механические свойства чугуна.
При этом оба элемента сорбитизируют структуру. Поэтому никель и хром, действуя совместно, особенно интенсивно повышают механические свойства чугуна. Оптимальное соотношение между ними, как показывают некоторые исследования, зависит от состава чугуна и скорости его охлаждения и колеблется от 2 :1 до 5 : 1 (табл. 19).
Таблица 19. Оптимальное соотношение между никелем и хромом.
Медь также повышает эффективность своего действия при сочетании с элементами, препятствующими графитизации например с хромом, молибденом или марганцем, тем более, что при этом обычно, повышается растворимость меди в твердом расторе.
Молибден же, оказывающий сравнительно слабое влияние на графитизацию и образующий твердые растворы и с ферритом и с карбидами, можно комбинировать как с никелем или медью, так и с хромом или марганцем. В литературе обычно рекомендуются следующие отношения: Ni : Mo = 3:1, реже 2 :1 или 1:1; Сr : Мо = 1:1.
Большим преимуществом легированного чугуна, как было указано выше, является его высокая однородность. В этом отношении особенно благоприятно влияние никеля, меди и молибдена, с повышением содержания которых однородность свойств в разных частях отливок увеличивается:
По этой причине область состава чугуна в диаграмме, соотвестсвует максимальным свойствам значительно расширяется при легировании никелем и другими элементами. В отношении же остальных элементов можно отметить, что в тех пределах, в каких они встречаются в чугуне, их влияние весьма ограничено. Некоторое применение имеет иногда титан, реже цирконий и алюминий, способствующий графитизации и применяющиеся как дегазаторы и модификаторы. При эгом титан особенно полезен в высокоуглеродном чугуне, где препятствует образованию пыли, а также и малоуглеродистом чугуне, где он способствует графитизации. Несколько повышают механические свойства также вольфрам, бор, перий.
При эгом титан особенно полезен в высокоуглеродном чугуне, где препятствует образованию пыли, а также и малоуглеродистом чугуне, где он способствует графитизации. Несколько повышают механические свойства также вольфрам, бор, перий.
Рис 165. Влияние меди на механические свойства ферритного ковкого чугуна
Наоборот, сурьма, отчасти мышьяк, висмут, олово, кобальт и некоторые другие элементы понижают механические свойства чугуна. Легирующие элементы в ковком чугуне применяются главным образом при производстве чугуна перлитного класса, когда необходимо затормозить в той или иной мере вторую стадию графитизации. В этом случае легирующие элементы, подобно марганцу, повышают прочность, соответственно понижая пластичность чугуна. Например, добавки 0,05 — 0,1% V, 0,3 — 0,7 Мо или 0,1 — 0,2% Сг способствуют получению перлитного ковкого чугуна. При производстве же ферритного ковкого чугуна практическое применение в качестве легирующего элемента получила только медь, способствующая, согласно литературным данным, графитизации, размельчающая выделения графита и несколько повышающая механические свойства (рис.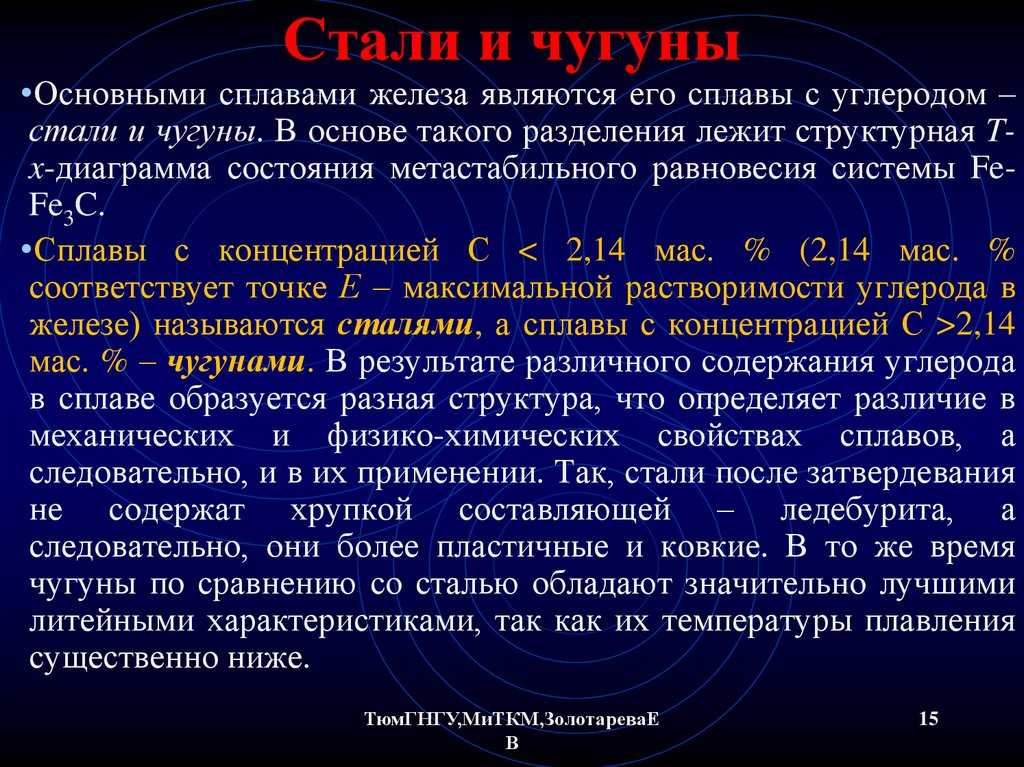 165).
165).
Химический состав ВЧШГ. Влияние элементов на свойства чугуна
В статье Виноградова О.Н. описаны требования предъявляемые к химическому составу высокопрочного чугуна с шаровидным графитом и влияние отдельных элементов на физико-механические свойства.
Физико-механические свойства материала отливки из ВЧШГ определяются химическим составом, технологией получения, условиями охлаждения, наличием легирующих элементов и др. Состав металла является одним из основных факторов, определяющих ме¬ханические свойства ВЧШГ. Рекомендуемый ГОСТ 7293-85 химический состав чугуна приведен в табл. 1.
Некоторые элементы – деглобуляторы препятствуют сфероидизации графита, поэтому их содержание в чугуне не должно превышать указанных значений (РЬ < 0,009%; Вi < 0,003%; Sb < 0,026%; As < 0,08%; Ti < 0,04; Sn < 0,013%; Al < 0,3%). При постоянном производстве ВЧШГ периодически, хоть раз в две недели стоит контролировать чугун на содержание этих элеметов.
Таблица 1. Рекомендуемый химический состав ВЧШГ
| Марка чугуна | Массовая доля элементов, % | |||||||||||
| C | Si | Mn | P | S | Cr | Cu | Ni | |||||
| Толщина стенки отливки, мм | Не более | |||||||||||
| до 50 | св. 50 до 100 | св. 100 | до 50 | св. 50 до 100 | св. 100 | |||||||
| ВЧ 35 | 3,3-3,8 | 3,0-3,5 | 2,7-3,2 | 1,9-2,9 | 1,3-1,7 | 0,8-1,5 | 0,2-0,6 | 0,1 | 0,02 | 0,05 | — | — |
| ВЧ 40 | 3,3-3,8 | 3,0-3,5 | 2,7-3,2 | 1,9-2,9 | 1,2-1,7 | 0,5-1,5 | 0,2-0,6 | 0,1 | 0,02 | 0,1 | — | — |
| ВЧ 45 | 3,3-3,8 | 3,0-3,5 | 2,7-3,2 | 1,9-2,9 | 1,3-1,7 | 0,5-1,5 | 0,3-0,7 | 0,1 | 0,02 | 0,1 | — | — |
| ВЧ 50 | 3,2-3,7 | 3,0-3,3 | 2,7-3,2 | 1,9-2,9 | 2,2-2,6 | 0,8-1,5 | 0,3-0,7 | 0,1 | 0,02 | 0,15 | — | — |
| ВЧ 60 | 3,2-3,6 | 3,0-3,3 | — | 2,4-2,6 | 2,4-2,8 | — | 0,4-0,7 | 0,1 | 0,02 | 0,15 | 0,3 | 0,4 |
| ВЧ 70 | 3,2-3,6 | 3,0-3,3 | — | 2,6-2,9 | 2,6-2,9 | — | 0,4-0,7 | 0,1 | 0,15 | 0,15 | 0,4 | 0,6 |
| ВЧ 80 | 3,2-3,6 | — | — | 2,6-2,9 | — | — | 0,4-0,7 | 0,1 | 0,01 | 0,15 | 0,6 | 0,6 |
| ВЧ 100 | 3,2-3,6 | — | — | 3,0-3,8 | — | — | 0,4-0,7 | 0,1 | 0,01 | 0,15 | 0,6 | 0,8 |
Является основным элементом – сфероидезатором. Для образования графита шаровидной формы остаточное содержание магния в чугуне должно быть не ниже 0,03%, в противном случае графит кристаллизуется в шаровидной форме только частично, вследствие чего механические свойства чугуна снижаются. При более низком содержании магния часть графита кристаллизуется в виде пластинок, что снижает механические свойства сплава. Толщина стенок отливок, а следовательно и и скорость охлаждения вносят коррективы на минимальное содержание магния в чугуне, чем выше толщина стенки отливки – тем требуется более высокое содержание Mg. Обычно магния в ВЧШГ поддерживают в пределах 0,04-0,08%.
Для образования графита шаровидной формы остаточное содержание магния в чугуне должно быть не ниже 0,03%, в противном случае графит кристаллизуется в шаровидной форме только частично, вследствие чего механические свойства чугуна снижаются. При более низком содержании магния часть графита кристаллизуется в виде пластинок, что снижает механические свойства сплава. Толщина стенок отливок, а следовательно и и скорость охлаждения вносят коррективы на минимальное содержание магния в чугуне, чем выше толщина стенки отливки – тем требуется более высокое содержание Mg. Обычно магния в ВЧШГ поддерживают в пределах 0,04-0,08%.
Содержание углерода обычно поддерживают на уровне 3,2—3,6%, Увеличение содержания углерода улучшает литейные свойства ЧШГ.
КремнийКремний оказывает значительное влияние на микроструктуру и на механические свойства ВЧШГ. При содержании З,0—3,3% кремний способствует получению устойчивой ферритной структуры в сыром состоянии; однако пластичность чугуна при этом снижается. С точки зрения пластичности лучше выдерживать содержание кремния в пределах 2,0-2,4%.
С точки зрения пластичности лучше выдерживать содержание кремния в пределах 2,0-2,4%.
С повышением содержания марганца уменьшается доля феррита и увеличивается количество перлита; при этом повышается предел прочности при растяжении и уменьшается относительное удлинение. При производстве ВЧШГ с ферритной структурой в литом состоянии содержание марганца не должно превышать 0,4%. Для повышения износостойкости содержание марганца увеличивают до 1,0-1,3%.
НикельНикель способствует увеличению количества перлита в ВЧШ, причем полностью перлитная структура получается уже при 4,8% Ni, а бейнитная структура — при 6,4% Ni. Влияет на тепло- и электропроводность, коррозионную стойкость и жаростойкость чугуна. С увеличением содержания никеля эти свойства повышаются.
МедьСи в количестве 1,0—1,5% приводит к образованию перлита, повышая прочность чугуна и понижая его пластичность. Содержание меди более 2% препятствует образованию в структуре сплава шаровидного графита.
Оказывает вредное влияние на ВЧШГ, способствуя образованию ПГ уже при содержании 0,2% и особенно при 0,25—0,6%.
МолибденСпособствует измельчению перлита и графитовых включений.
СераСамая вредная примесь. Чем выше содержание серы в “исходном чугуне”, тем труднее получить полностью (идеально) шаровидную форму графита и, следовательно, высокие механические свойства. Содержание серы в исходном жидком чугуне до модифицирования не должно превышать 0,03%, для внутриформенного модифицирования желательно иметь значение не выше 0,02% или даже ниже.
ФосфорПримесь. Оказывает существенное влияние на структуру и механические свойства, образую фосфидную эвтектику (ФЭ), снижает относительное удлинение и ударную вязкость. Чтобы получить чугун с высокой пластичностью, содержание фосфора не должно превышать 0,08%.
ХромПримесь. С увеличением содержания хрома, в определенных пределах, повышаются жаростойкость, коррозионная стойкость и износостойкость. Способствует образованию карбидов потому его содержание в ЧШГ не должно превышать 0,1%.
Способствует образованию карбидов потому его содержание в ЧШГ не должно превышать 0,1%.
Литература
- Энциклопедия неорганических материалов. В 2-х томах, том 1. Киев, «Высшая школа», 1977 г.
- Могилёв В.К., Лев О.И. Справочник литейщика. М.: Машиностроение, 1988. – 272 с.
- Справочник по чугунному литью./Под редакцией д.т.н. Н.Г. Гиршовича. – 3-е изд. перераб. и дополн. Л.: Машиностроение, 1978 – 758 с.
- Отливки из чугуна с шаровидным и вермикулярным графитом/Захарченко Э.В., Левченко Ю.Н., Горенко В.Г., Вареник П.А. – Киев: Наукова думка, 1986 – 248 с.
Влияние химического состава чугуна на его механические свойства
В.А. Изосимов, Р.Г. Усманов, М.Н. Канафин
(ООО «НПП «Технология», г. Челябинск)
Значительным достижением в развитии машиностроения является разработка способа получения высокопрочного чугуна с шаровидным графитом. В этом материале хорошо сочетаются высокие физико-механические и технологические свойства. В результате многочисленных исследований и большого производственного опыта установлено, что высокопрочный чугун (ВЧ) во многих случаях может успешно применяться взамен серого и ковкого чугуна, углеродистой и легированной стали.
В результате многочисленных исследований и большого производственного опыта установлено, что высокопрочный чугун (ВЧ) во многих случаях может успешно применяться взамен серого и ковкого чугуна, углеродистой и легированной стали.
Замена обычного серого чугуна высокопрочным позволяет значительно снизить вес отливок за счет уменьшения толщины их сечений, при сохранении и даже повышении эксплуатационной надежности.
Наиболее целесообразным в технико-экономическом соотношении является применение высокопрочного чугуна взамен стали для тонкостенных литых деталей сложной конфигурации. Этот чугун по сравнению со сталью обладает в 1,5-2,0 раза большей жидкотекучестью, не склонен к образованию горячих трещин и обеспечивает получение плотного металла в малых сечениях без применения «напусков». Вместе с тем стоимость литья из высокопрочного чугуна на 25-30% ниже стоимости стального литья.
Применение высокопрочного чугуна во многих случаях позволяет значительно снизить вес деталей и повысить коэффициент использования металла. Однако следует отметить что, несмотря на указанные преимущества высокопрочного чугуна по сравнению с другими литейными сплавами, область его применения и масштабы производства в России до последнего времени весьма ограничены. Это объясняется тем, что при организации массового производства отливок из этого чугуна встречаются значительные затруднения.
Однако следует отметить что, несмотря на указанные преимущества высокопрочного чугуна по сравнению с другими литейными сплавами, область его применения и масштабы производства в России до последнего времени весьма ограничены. Это объясняется тем, что при организации массового производства отливок из этого чугуна встречаются значительные затруднения.
Наиболее трудной задачей является получение отливок из чугуна марок ВЧ40 и ВЧ60 по ГОСТ 7293-85. Вместе с тем применение чугуна этих марок позволяет в наибольшей степени использовать его высокие физико-механические свойства.
Основное затруднение заключается в том, что полученный металл не всегда соответствует требованию по механическим свойствам, особенно по характеристикам пластичности и вязкости.
В отливках часто образуются дефекты в виде «черных пятен», значительно снижающих прочность деталей. Характерными для отливок из ВЧ являются также усадочные дефекты и мелкие поверхностные газовые раковины.
Значительную трудность представляет получение перлитной структуры для марки ВЧ60, в которой феррита должно быть не более 20%.
В целях преодоления указанных затруднений авторами в сотрудничестве с работниками ряда заводов выполнялись работы, по результатам которых разработан и внедрен технологический процесс изготовления отливок из ВЧ, предусмотренных ГОСТ 7293-85. Активное участие в этих работах принимали специалисты кафедры «Литейное производство» ЮУрГУ.
Химический состав, выплавка и разливка чугуна.
Многочисленные наблюдения показали, что при производстве ВЧ встречается несколько характерных типов микроструктуры графита. Условно они названы: шаровидный, вермикулярный и смешанный.
В результате исследований установлено, что чугун со смешанной формой графита получается при содержании магния менее 0,035% и содержании углерода в жидком чугуне менее 3,0-3,2% перед вводом магния.
Для получения чугуна с полностью шаровидным графитом необходимо обеспечить содержание магния в пределах 0,04-0,1%, а также достаточное содержание углерода, причем шаровидный графит получается тем более устойчиво, чем выше содержание углерода в металле перед вводом магния.
Указанная закономерность не всегда согласуется с литературными данными /1,2/, в которых указывается, что для обеспечения получения шаровидного графита в чугуне с увеличением в нем содержания углерода, нужно увеличивать дозировку магния.
Для устойчивого получения шаровидного графита необходимо также, чтобы содержание серы в металле до ввода магния было не более 0,02%. /3, 4/
Форма графита в ВЧ оказывает решающее влияние на его пластичность и вязкость и мало сказывается на характеристиках прочности, что видно на рис. 1,2, где показаны результаты испытания механических свойств этого чугуна множеством плавок.
Рис. 1. Влияние формы графита на механические свойства высокопрочного чугуна
Рис. 2. Влияние формы графита на механические свойства высокопрочного чугуна
Влияние микроструктуры металлической основы на механические свойства ВЧ общеизвестно. Однако возникла необходимость в уточнении количества допустимого перлита в ферритном чугуне, учитывая, что в результате отжига некоторое его количество во многих случаях сохраняется. В связи с этим производилось изучение микроструктуры и механических свойств чугуна в лабораторных и производственных условиях. Форма графита в этих чугунах была полностью шаровидной. Химический состав колебался в сравнительно небольших пределах.
В связи с этим производилось изучение микроструктуры и механических свойств чугуна в лабораторных и производственных условиях. Форма графита в этих чугунах была полностью шаровидной. Химический состав колебался в сравнительно небольших пределах.
Полученные результаты (рис.3) показывают, что в ферритном чугуне марки ВЧ40 допустимо 10-15% перлита, а в марке ВЧ60 феррита может быть не более 10%.
Рис. 3. Влияние количества перлита в металлической основе на механические
свойства высокопрочного чугуна
В перлитном и ферритном ВЧ совершенно недопустим цементит, т.к. даже весьма незначительное его количество понижает ударную вязкость до значения менее 1кгм/см2.
Исследования влияния химического состава ВЧ на его механические свойства проводились на чугуне, выплавленном в лабораторных условиях в индукционной печи, а также в различных производственных агрегатах (вагранки, дуговые электропечи) на ряде заводов Урала. Во всех случаях использовали данные только тех плавок, чугун которых имел полностью шаровидный графит и ферритную металлическую основу в литом состоянии или после отжига (не более 10% перлита). Обобщенные результаты представлены на рис. 4,5,6,7.
Во всех случаях использовали данные только тех плавок, чугун которых имел полностью шаровидный графит и ферритную металлическую основу в литом состоянии или после отжига (не более 10% перлита). Обобщенные результаты представлены на рис. 4,5,6,7.
Рис. 4. Влияние углерода на механические свойства высокопрочного чугуна.
Рис. 5. Влияние кремния на механические свойства высокопрочного чугуна.
Рис. 6. Влияние марганца на механические свойства высокопрочного чугуна.
Рис. 7. Влияние фосфора на механические свойства высокопрочного чугуна.
Как видно из данных рис.4 изменение содержания углерода от 2,4 до 3,9% не оказывает заметного влияния на все характеристики механических свойств ВЧ. Оно может выражаться лишь в том, что с понижением содержания углерода возрастает количество перлита, сохраняющегося после отжига. При этом вероятно также наличие структурного свободного цементита и графита нешаровидной формы.
С повышением содержания кремния от 2 до 3% механические свойства ВЧ также практически не изменяются (рис.5). Однако при дальнейшем повышении содержания кремния наступает заметное понижение относительного удлинения и повышение предела прочности при растяжении. Показатели ударной вязкости при этом резко падают в связи с наличием структурно свободных силицидов магния, происходит охрупчивание феррита, в особенности для чугуна ВЧ40.
Влияние марганца аналогично влиянию кремния. Резкое падение ударной вязкости и значительное снижение относительного удлинения наступает при содержании марганца более 0,6% (рис.6).
Влияние фосфора на понижение пластичности и вязкости ВЧ заметно проявляется при содержании его выше 0,08% (рис.7).
Получение чугунов марок ВЧ40, ВЧ45, ВЧ50, ВЧ60 вполне осуществимо в вагранках при правильном подборе модификаторов.
Многие сомневались в возможности получения ВЧ40 из вагранки на холодном дутье, обеспечивающей нагрев чугуна лишь до 1360-кС. Подтверждением стали сравнительные опыты получения ВЧ в индукционных и дуговых электропечах, а также в вагранке производительностью 3т/ч. Во всех плавках использовались одни и те же шихтовые материалы, поэтому полученный металл был практически одинакового химического состава. Отличие состояло лишь в том, что чугун в индукционной и дуговой электропечах нагревался до 1450-1500-кС, а в вагранке до 1360-кС. В связи с этим температура ваграночного чугуна при заливке в формы была 1280-1300-кС, а электропечного чугуна — 1340-1380-кС. Результаты механических испытаний полученного ВЧ (после отжига), приведенные в таблице 1, показывают, что чугун выплавленный в индукционной и дуговой электропечи имеет более высокие показатели относительного удлинения и ударной вязкости, что связано с повышенной температурой заливки и низким содержанием серы. Остальные характеристики механических свойств вполне удовлетворяют требованиям ГОСТа и для ваграночного чугуна.
Подтверждением стали сравнительные опыты получения ВЧ в индукционных и дуговых электропечах, а также в вагранке производительностью 3т/ч. Во всех плавках использовались одни и те же шихтовые материалы, поэтому полученный металл был практически одинакового химического состава. Отличие состояло лишь в том, что чугун в индукционной и дуговой электропечах нагревался до 1450-1500-кС, а в вагранке до 1360-кС. В связи с этим температура ваграночного чугуна при заливке в формы была 1280-1300-кС, а электропечного чугуна — 1340-1380-кС. Результаты механических испытаний полученного ВЧ (после отжига), приведенные в таблице 1, показывают, что чугун выплавленный в индукционной и дуговой электропечи имеет более высокие показатели относительного удлинения и ударной вязкости, что связано с повышенной температурой заливки и низким содержанием серы. Остальные характеристики механических свойств вполне удовлетворяют требованиям ГОСТа и для ваграночного чугуна.
При выплавке чугуна марок ВЧ40, ФЧ45, ВЧ50, ВЧ60 использовались обычные передельные чугуны ПЛ1 и ПЛ2, с пониженным содержанием фосфора и марганца.
Таблица 1
|
вфЖ п/п |
Плавильный агрегат |
Механические свойства |
|||
|
σв , МПа |
-д, % |
KCU , кДж/м2 |
HB , ГПа |
||
|
1 |
Индукционная печь |
470 |
18 |
990 |
170 |
|
2 |
Индукционная печь |
510 |
16 |
980 |
170 |
|
3 |
Индукционная печь |
55 |
22,2 |
124 |
18 |
|
Среднее |
51 |
18,7 |
1070 |
175,7 |
|
|
4 |
Дуговая печь |
535 |
18,1 |
1150 |
174 |
|
5 |
Дуговая печь |
523 |
24,8 |
1050 |
174 |
|
6 |
Дуговая печь |
544 |
18,4 |
860 |
174 |
|
7 |
Дуговая печь |
531 |
19 |
950 |
174 |
|
Среднее |
533,3 |
20,7 |
1002,5 |
174 |
|
|
8 |
Вагранка |
553 |
6,9 |
450 |
187 |
|
9 |
Вагранка |
540 |
15,4 |
550 |
170 |
|
10 |
Вагранка |
540 |
18,5 |
430 |
175 |
|
11 |
Вагранка |
507 |
13,8 |
710 |
192 |
|
12 |
Вагранка |
487 |
20,6 |
670 |
160 |
|
Среднее |
525,4 |
15 |
562 |
174 |
|
Опытами установлено, что при производстве отливок из ВЧ40 содержание хрома в шихте не должно быть более 0,1%; для всех других марок — содержание остаточного хрома допустимо до 0,2%.
Весь кремний, вводимый с кремнистыми модификаторами, практически полностью переходит в чугун, что следует учитывать при расчете шихты.
Для обеспечения повышенного содержания углерода в чугуне до его модифицирования, стальной лом в шихте следует применять не более 15-20%. Чугунный лом может использоваться в любом количестве, но при условии обеспечения требуемого химического состава чугуна.
При разливке металла в формы должны быть приняты меры предупреждающие образование «черных пятен», являющихся наиболее распространенным видом дефектов в отливках из ВЧ. В результате введения магниевой лигатуры значительная часть углерода (от 0,2 до 0,8%) переходит в шлак. Установлено, что «черные пятна» являются преимущественно скоплениями сульфидов магния и графита. На серных отпечатках они представляются в виде резко затемненных пятен — следов разложившихся при изготовлении шлифа сульфидов магния (рис.8 и 9).
При химическом анализе в местах «черных пятен» обнаруживается повышенное содержание углерода и серы (таблица 2).
Таблица 2
|
вфЖ п/п |
«черное пятно» |
чистый металл |
||
|
содержание, % |
||||
|
C |
S |
C |
S |
|
|
1 |
3 ,78 |
0,16 |
2,83 |
0,009 |
|
2 |
3,68 |
0,188 |
2,48 |
0,01 |
|
3 |
4,88 |
0,041 |
3,0 |
0,01 |
В качестве мер борьбы с дефектами отливок в виде «черных пятен» можно рекомендовать различные способы: повышение температуры заливки, обработка жидкого металла флюсами (карбонат натрия, «рефлой» и т. д.).Все эти способы уменьшают, но не устраняют полностью возможность образования «черных пятен» в отливках. Кроме того, каждый из них имеет отрицательные стороны, которые могут привести к неудовлетворительным результатам в отношении формы графита и механических свойств чугуна.
д.).Все эти способы уменьшают, но не устраняют полностью возможность образования «черных пятен» в отливках. Кроме того, каждый из них имеет отрицательные стороны, которые могут привести к неудовлетворительным результатам в отношении формы графита и механических свойств чугуна.
Для борьбы с «черными пятнами» можно использовать заливку ковшами с сифонной подачей металла в формы. Опыт показал, что для разливки металла больше одной тонны с успехом можно применять обычные стопорные ковши.
Снятием серных отпечатков с темплетов, залитых с применением сифонных или стопорных ковшей, было установлено полное отсутствие «черных пятен».
Весьма важным фактором, определяющим качество отливок из ВЧ, является установление оптимальной температуры заливки.
Были проведены опыты по изготовлению отливок различной толщины стенок, залитых при температурах 1250, 1280 и 1370-кС. Температура заливки оказывает значительное влияние на показатели относительного удлинения. Характеристики прочности при этом не изменяются. Данные рис.10 показывают, что влияние температуры заливки с уменьшением толщины стенки отливки возрастает. Оптимальной температурой заливки ВЧ следует считать 1320-1340-кС. Применение более высокой температуры заливки нецелесообразно, потому что это приводит к понижению усвоения магния, вследствие чего механические свойства чугуна получаются менее стабильными.
Характеристики прочности при этом не изменяются. Данные рис.10 показывают, что влияние температуры заливки с уменьшением толщины стенки отливки возрастает. Оптимальной температурой заливки ВЧ следует считать 1320-1340-кС. Применение более высокой температуры заливки нецелесообразно, потому что это приводит к понижению усвоения магния, вследствие чего механические свойства чугуна получаются менее стабильными.
Список литературы:
1. Шапранов И.А. О кристаллизации и механических свойствах высокопрочного чугуна с шаровидным графитом. В сб. Новое в теории и практике литейного производства. — М-Л., Машгиз, 1956. — С. 312-319.
2. Гиршович Н.Г. Кристаллизация и свойства чугуна в отливках. — Л., Машиностроение, 1966.
3. Кривошеев А.Е., Маринченко Б.В., Фетисов Н.М. Механические свойства чугуна с шаровидным графитом в отливках // Литейное производство. 1972, вфЖ5. — С. 34-35.
4. Захарченко Э.В., Левченко Ю.Н., Горенко В.Г., Вареник П. А. Отливки из чугуна с шаровидным и вермикулярным графитом. — Киев, Наукова думка, 1986.
А. Отливки из чугуна с шаровидным и вермикулярным графитом. — Киев, Наукова думка, 1986.
Чугуны: состав и свойства | сплавы | Утюг
РЕКЛАМА:
В этой статье мы обсудим:- 1. Введение в чугуны 2. Состав и скорость охлаждения чугунов 3. Сравнение свойств 4. Наука о развитии микроструктур.
Знакомство с чугунами:Чугуны — железоуглеродистые (и кремниевые) сплавы, имеющие углеродное или углеродное эквивалентное значение более 2% (фактически 2,11%), т. е. более максимальной твердой растворимости углерода в аустените, при которой происходит эвтектическая реакция во время затвердевания. Поскольку более высокое содержание углерода делает их более хрупкими, промышленные чугуны обычно содержат углерод в диапазоне от 2,11 до 4% и кремний от 0,5 до 3% (наряду с другими элементами, такими как марганец, сера и фосфор).
Чугуны, будучи хрупкими, не поддаются ковке, прокатке, волочению и т. д., а могут быть только «отлиты» в желаемые формы и размеры (с механической обработкой или без нее) путем заливки расплавленного сплава желаемого состава в форму желаемого состава. форму, а затем, позволяя ему затвердеть.
форму, а затем, позволяя ему затвердеть.
РЕКЛАМА:
Поскольку литье является единственным и исключительным подходящим процессом для придания формы этим сплавам, они называются чугунами. Чугуны являются наименее дорогими, легкоплавкими (1140–1200 °C) материалами с хорошей литейностью, хорошей обрабатываемостью, хорошей износостойкостью, высокой демпфирующей способностью, высокой прочностью на сжатие (в 3–5 раз выше предела прочности при растяжении), нечувствительными к надрезам (серые утюги) и хорошая коррозионная и термостойкость. Хотя чугуны уступают стали по механическим свойствам, они превосходят их по демпфирующей способности, качеству скольжения, износостойкости и, конечно же, стоимости.
Состав и скорость охлаждения чугунов:
Углерод в чугуне может быть в связанной форме в виде цементита или в свободной форме в виде графита, или в обеих формах.
В зависимости от химического состава (в том числе от наличия зародышей графита) и скорости охлаждения отливки из расплавленного состояния:
1. Состав чугунов:
Состав чугунов:
РЕКЛАМА:
(а) Углерод:
По мере увеличения содержания углерода температура плавления (по сравнению со сталями) снижается до 1200–1140°C, и, таким образом, углерод действует как графитизатор. Но чем больше образуется графита, тем ниже механические свойства.
(б) Кремний (0,5-3,0%):
Кремний в основном контролирует форму углерода, присутствующего в чугуне. Кремний является сильным графитизатором. В зависимости от своего содержания (и скорости охлаждения) кремний не только способствует осаждению графита во время затвердевания, но также может графитизировать как вторичный, так и эвтектоидный цементит. После того, как графитовая чешуйка сформировалась, ее форма не может быть изменена в дальнейшем никакими методами. Рис. 15.1 (б) иллюстрирует влияние углерода и кремния на структуру белого или серого чугуна.
РЕКЛАМА:
Кремний снижает эвтектический состав примерно на 0,30% углерода на каждый 1% кремния, т. е. эвтектический состав затем рассчитывается с помощью CEV. Кремний также снижает содержание эвтектоидного углерода. В зависимости от содержания кремния и скорости охлаждения содержание углерода в перлите уменьшается до 0,50% при 2,5% кремния.
е. эвтектический состав затем рассчитывается с помощью CEV. Кремний также снижает содержание эвтектоидного углерода. В зависимости от содержания кремния и скорости охлаждения содержание углерода в перлите уменьшается до 0,50% при 2,5% кремния.
Кремний смещает линию эвтектики графита вверх, так что температурный интервал между линией графита и линией цементита увеличивается с 6°C при 0% Si до 35°C при 2% Si (это увеличивает степень переохлаждения, чтобы способствовать образованию графита). ).
Характер чугуна, белого или серого, можно изменить, варьируя как углерод и кремний, так и скорость охлаждения. Для высокой прочности углерод остается на нижней стороне (чтобы иметь небольшой объем графита), а кремний — на более высокой стороне (сохранение баланса для получения хорошей обрабатываемости). Рис. 15.1 (а) показывает, что наибольшая структурная прочность достигается при содержании углерода около 2,75 % и кремния около 1,5 %, т. е. когда матрица полностью перлитная.
На рис. 15.2 показано, что перлитный серый чугун с CEV = 4,2 должен иметь размер пластины от 15 до 4,5 мм толщиной или от 30 до 8,5 мм в диаметре. бар, иллюстрирующий влияние скорости охлаждения. Легирующие элементы, добавляемые для придания особых свойств, влияют на холод. Некарбидообразующие элементы, такие как Ni, Al, Cu, способствуют образованию графита, тогда как карбидообразующие элементы, такие как Mn, Cr, Mo и т. д., способствуют образованию цементита.
В зависимости от потенции эффект обычно рассчитывается как эквивалент кремния:
Si экв. Значение- % Si + 3 (% C) + 0,3 (Ni % + % Cu) + 0,5 (% Al) + % P – 0,25 (% Mn) – 0,35 (% Mo) – 1,2 (% Cr) …(15,1)
(c) Сера и марганец:
РЕКЛАМА:
Сера (0,06-0,12%), когда она присутствует в виде FeS (который увеличивает склонность к хрупкости), способствует образованию цементита, т. е. замедляет графитизацию и увеличивает размер чешуек. Марганец (0,5-1,0%) является мягким карбидообразователем и регулирует действие серы, если присутствует достаточное количество Mn (одна часть серы на 1,72 части марганца), так как он имеет большее сродство к сере (чем Fe). с образованием MnS, который поднимается на поверхность отливки, чтобы соединиться со шлаком, тем самым устраняя краснокороткость эвтектики FeS.
с образованием MnS, который поднимается на поверхность отливки, чтобы соединиться со шлаком, тем самым устраняя краснокороткость эвтектики FeS.
косвенно способствует графитизации, так как удаляет серу (что способствует образованию цементита). Более прямые эффекты марганца включают сильное стабилизирующее цементит действие на эвтектоидную графитизацию (можно добавить около 1% Mn для получения перлитной матрицы в графитовых чугунах), упрочнение железа, измельчение зерен и увеличение прочности.
(г) Фосфор (0,1-0,9%):
При содержании фосфора менее 0,3% он растворяется в феррите, в противном случае образует Fe 3 P, образующий эвтектику (91,19 % Fe, 1,92 % C, 6,89 % P), называемую стедитом, хрупкий (вызывает хладноломкость, т. е. отливки не обладают ударопрочностью) и легкоплавкий, Т.пл. 960°С.
Это увеличивает интервал затвердевания эвтектики и, таким образом, способствует образованию графита и улучшает литейные свойства даже тонких и сложных профилей. 1% фосфора в железе приводит к образованию стедита, на долю которого приходится 10% объема отливки; очевиден охрупчивающий эффект стедита.
1% фосфора в железе приводит к образованию стедита, на долю которого приходится 10% объема отливки; очевиден охрупчивающий эффект стедита.
2. Скорость охлаждения чугуна :
В сплавах Fe-C, хотя графит является более стабильной фазой, образование цементита кинетически предпочтительнее, так как оно легче и быстрее (для разделения требуется только 6,67% атомов углерода) для образования цементита. Высокая скорость охлаждения предотвращает образование графита на всех стадиях (от жидкой до эвтектоидной реакции).
Однако при содержании кремния более 3% графит получается даже при быстром охлаждении отливки. На рис. 15.2 показано влияние размера сечения (т. е. скорости охлаждения) и значения углеродного эквивалента на тип структуры и, следовательно, на тип получаемого чугуна.
Присутствие модификаторов, таких как Ca, Al, Ti, Zr, SiC, CaSi и т. д., уменьшает размер чешуек и улучшает однородность их распределения, вероятно, потому, что зародыши способствуют зарождению первичного аустенита, тем самым уменьшая их зерно размер и, следовательно, размер хлопьев и лучшее распределение.
Сравнение свойств чугунов:
В таблице 15.6 сравниваются некоторые свойства некоторых чугунов. Серый чугун является самым дешевым и простым в литье для получения качественных отливок. Чугуны с компактным графитом обладают превосходными механическими свойствами даже при повышенных температурах, чем серый чугун, но они дороги и обычно не подвергаются термической обработке.
Миханитовые утюги лучше, чем серые, но немного дороже. Чугун SG страдает от большей усадки во время литья (требует больших стояков и т. Д.) И дорог, но приводит к гораздо более высокой прочности, пластичности и ударной вязкости. Ковкий чугун трудно отлить (как белый чугун), и существуют ограничения по размеру сечения, чем у чугуна SG.
Они обычно стоят дороже в окончательной форме, чем чугун с шаровидным графитом, но тонкие срезы из ковкого чугуна могут быть предпочтительнее для более высокой ударной вязкости; Железо SG может потребовать отжига для получения более однородной структуры.
Для различения утюгов, утюг SG дает отчетливый звон при ударе молотком (не такой чистый, как у сталей), тогда как серый утюг производит затухающий звук. Однако вдыхание свежеотполированной поверхности чугуна SG дает запах ацетиленового газа (его карбид магния реагирует с влагой дыхания).
Наука о развитии микроструктуры чугунов:
Графитовые чугуны имеют встроенный в стальную матрицу графит, т. е. различные пропорции феррита и перлита (от нуля процентов перлита до 100%). Свойства чугунов определяются свойствами как матрицы, так и количеством, размером, формой и распределением столь необходимых включений графита (для некоторых свойств, таких как обрабатываемость, демпфирующая способность, износостойкость и т. д.). Графитовые чешуйки в сером чугуне оказывают ослабляющее и охрупчивающее действие, поскольку графит можно представить как пустоты или острые трещины, нарушающие непрерывность пластичной матрицы.
Острые концы каждой чешуи действуют как внутренний надрез, который под нагрузкой действует как средство повышения напряжения, что позволяет легко распространять трещину в пластиковой матрице, образуя хрупкий, закопченный, серый излом при низких напряжениях от 150-400 МНм. -2 в зависимости от характера матрицы; максимальное значение имеет место, когда матрица состоит только из тонкого перлита.
-2 в зависимости от характера матрицы; максимальное значение имеет место, когда матрица состоит только из тонкого перлита.
Термическая обработка серого чугуна может привести к другим структурам матрицы, таким как мартенсит отпуска, который обычно обладает более высокими прочностными свойствами, но важные свойства, такие как предел прочности при растяжении, ударная вязкость и пластичность, сильно не меняются, поскольку чешуйки вызывают хрупкое разрушение . Прочностные свойства серого чугуна еще больше ухудшаются по мере увеличения объема графита и укрупнения чешуек. Замкнутая сеть графитовых чешуек приводит к худшим механическим свойствам.
Повышение прочности и ударной вязкости может быть достигнуто за счет более мелкого измельчения чешуек, например, в механитовом железе, и за счет уменьшения общего объема графита за счет меньшего содержания углерода и кремния. Затем прочность и ударная вязкость могут быть повышены путем термической обработки, т. е. путем изменения матрицы.
Охрупчивающее действие графита может быть резко снижено, если форма графита изменится с чешуйчатой на сфероидальную, так как круглые графитовые включения не создают резких концентраций напряжений, поскольку они не действуют как острые трещины в матрице (даже короткие чешуйки- графитовые стержни с закругленными краями в уплотненном графите (железо является меньшим концентратором напряжений).
Таким образом, чугуны С.Г. обладают более высокой прочностью на растяжение и изгиб наряду с пластичностью. При одной и той же стальной матрице пластичность (определяемая как % удлинения) чугунов изменяется в зависимости от заданной формы графита, т. е. пластичность оказывается более зависимой от формы и размера графита, чем от металлической матрицы в графитовых чугунах.
Твердость (макро) больше зависит от структуры матрицы и меньше от формы графита. Серый чугун обычно подвергают закалке и отпуску для повышения его сопротивления износу и истиранию за счет увеличения твердости за счет структуры, состоящей из графита, встроенного в твердый мартенсит. Чугун в целом никогда не подвергается закалке в воде (за исключением поверхностной закалки), поскольку он обладает относительно высокой прокаливаемостью для получения мартенсита закалкой в масле и не вызывает больших закалочных напряжений.
Чугун в целом никогда не подвергается закалке в воде (за исключением поверхностной закалки), поскольку он обладает относительно высокой прокаливаемостью для получения мартенсита закалкой в масле и не вызывает больших закалочных напряжений.
Поскольку желваковая форма графита в чугуне с шаровидным графитом (как и в ковком чугуне) не является резким концентратором напряжений и не ведет себя как трещина, изменение микроструктуры матрицы подходящей термической обработкой приводит к заметному увеличению прочностные свойства чугуна с шаровидным графитом (в том числе из ковкого чугуна) и поэтому подвергаются различной термообработке.
Когда графитовый чугун нагревают для термической обработки, он имеет тенденцию образовывать защитную атмосферу, если помещается в герметичную печь или в ящик, в противном случае происходит нежелательное сильное окисление. Образуется подшкала силиката железа, которую можно удалить только электролизом расплавленной соли (процесс Колене). Лучше использовать защитную газовую среду, особенно для чистовых деталей.
Нагрев графитового чугуна может изменить его матрицу. Когда его нагревают, то при температурах, приближающихся к нижней критической температуре, выше примерно 540°С, его кремний может вызывать диссоциацию цементита перлита на феррит и углерод. Углерод диффундирует к уже существующему графиту и откладывается на нем.
Нижняя критическая температура чугуна рассчитывается как:
Нижняя критическая температура, °С = 730 + 28 (% Si) – 25 (% Mn) …(15,2)
При нагревании этого чугуна выше критической температуры образуется аустенит, который за короткое время насыщается углеродом, растворенным из графита. Микроструктура чугуна при температуре чуть выше Т 2 должна иметь графит и аустенит точки состава С 1 , как показано на рис. 15.14.
Если чугун нагреть до более высокой температуры, из графита растворится больше углерода, чтобы насытить аустенит при новой температуре. Например, при температуре T (≈ 900°С), аустенит имеет содержание углерода около 1,1%. Таким образом, как только аустенит получен, чугуны могут быть подвергнуты большей части термической обработки, как и стали, при условии, что они экономически выгодны.
Таким образом, как только аустенит получен, чугуны могут быть подвергнуты большей части термической обработки, как и стали, при условии, что они экономически выгодны.
Химический состав также влияет на термообработку чугуна. Нелегированные чугуны содержат кремний и марганец. Кремний ускоряет различные реакции, протекающие при термообработке; уменьшает растворимость углерода в аустените, увеличивает скорость диффузии углерода в аустените; значительно повышает температуру аустенизации, как указано в уравнении 15.2; уменьшает объем цементита в перлите, т. е. содержание углерода в перлите менее 0,77 %, а при 2,5 % кремния может составлять 0,50 %.
Марганец оказывает противоположное действие – снижает температуру аустенизации; увеличивает растворимость углерода в аустените; уменьшает диффузию углерода в аустените; увеличивает объем цементита в перлите, т. е. увеличивает содержание углерода в перлите; стабилизирует перлитный карбид, тем самым увеличивая содержание перлита; уменьшает расстояние между перлитами, тем самым повышая прочность; повышает прокаливаемость, но обычно замедляет реакции термообработки.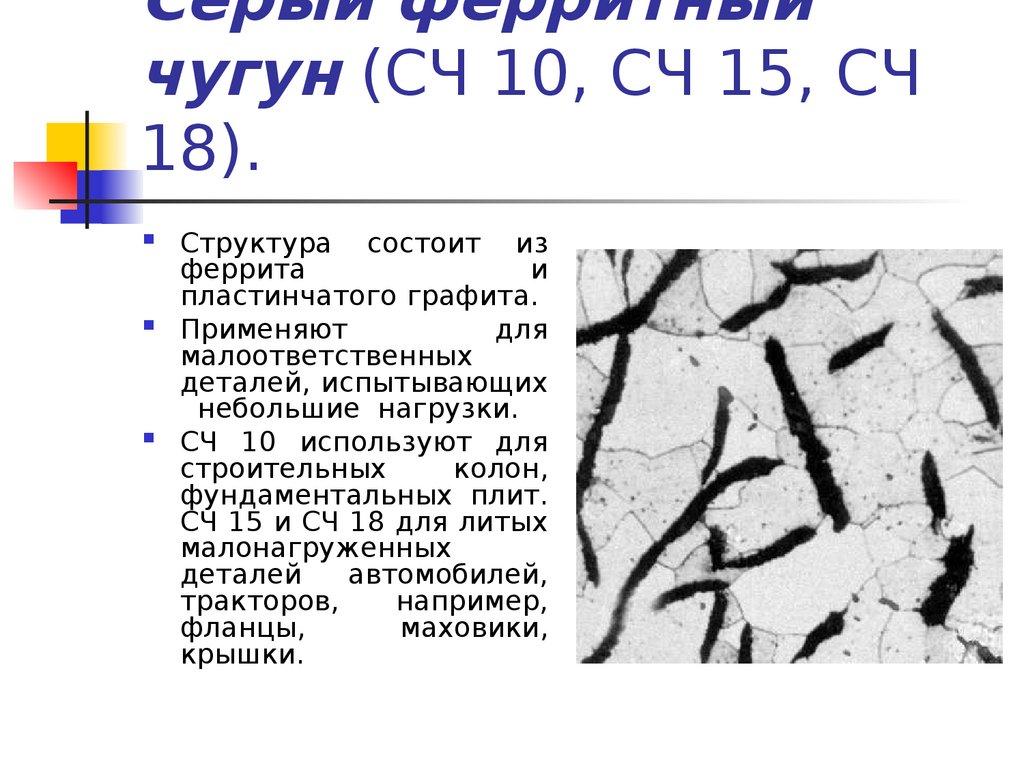
Главная ›› Металлургия ›› Чугун ›› Сплавы ›› Чугуны
Чугуны
ЧугуныЧугуны обычно содержат 2-4 мас.% углерода с высокой концентрацией кремния и большей концентрацией примесей, чем стали. Углеродный эквивалент (CE) чугуна помогает различать серый чугун, который при охлаждении превращается в микроструктуру, содержащую графит, и белый чугун, в котором углерод присутствует в основном в виде цементита. Углеродный эквивалент определяется как:
Высокая скорость охлаждения и низкий углеродный эквивалент способствуют образованию белого чугуна, тогда как низкая скорость охлаждения или высокий углеродный эквивалент способствуют образованию серого чугуна.
При затвердевании основная часть углерода осаждается в виде графита или цементита. Когда затвердевание завершается, выделившаяся фаза внедряется в матрицу аустенита, которая имеет равновесную концентрацию углерода около 2 мас.%. При дальнейшем охлаждении концентрация углерода в аустените уменьшается по мере выделения из твердого раствора большего количества цементита или графита. В обычных чугунах аустенит затем распадается на перлит при эвтектоидной температуре. Однако в серых чугунах, если скорость охлаждения через эвтектоидную температуру достаточно мала, получается полностью ферритная матрица с отложением избыточного углерода на уже существующем графите.
В обычных чугунах аустенит затем распадается на перлит при эвтектоидной температуре. Однако в серых чугунах, если скорость охлаждения через эвтектоидную температуру достаточно мала, получается полностью ферритная матрица с отложением избыточного углерода на уже существующем графите.
Белые чугуны твердые и хрупкие; они не могут быть легко обработаны.
Фазовая диаграмма железо-углерод, показывающая эвтектические и эвтектоидные реакции. Воспроизведено с разрешения Джуда Риди из Технологического института Джорджии. Совместное студенческое отделение ASM/TMS.
Серые чугуны более мягкие, с микроструктурой графита в преобразованной аустенитной и цементитной матрице. Чешуйки графита, которые представляют собой розетки в трех измерениях, имеют низкую плотность и, следовательно, компенсируют усадку при замораживании, что дает хорошие отливки без пористости.
Чешуйки графита обладают хорошими демпфирующими характеристиками и хорошей обрабатываемостью (поскольку графит действует как стружколом и смазывает режущие инструменты. В условиях износа графит полезен, поскольку помогает удерживать смазочные материалы. Однако чешуйки графита также являются концентраторами напряжений, что приводит к снижению ударной вязкости, поэтому рекомендуемое приложенное растягивающее напряжение составляет лишь четверть фактического предела прочности при растяжении.
В условиях износа графит полезен, поскольку помогает удерживать смазочные материалы. Однако чешуйки графита также являются концентраторами напряжений, что приводит к снижению ударной вязкости, поэтому рекомендуемое приложенное растягивающее напряжение составляет лишь четверть фактического предела прочности при растяжении.
Известно, что сера в чугунах способствует образованию графитовых чешуек. Графит можно заставить осаждаться в сфероидальной форме, удаляя серу из расплава с помощью небольшого количества карбида кальция. За этим следует незначительное добавление магния или церия, что отравляет предпочтительные направления роста и, следовательно, приводит к изотропному росту, приводящему к сфероидам графита. Обработка кальцием необходима перед добавлением магния, поскольку последний также имеет сродство как к сере, так и к кислороду, тогда как его сфероидизирующая способность зависит от его присутствия в растворе в жидком железе. Магний часто добавляют в виде сплава с железом и кремнием (Fe-Si-Mg), а не в виде чистого магния.
Однако магний имеет тенденцию способствовать осаждению цементита, поэтому также добавляется кремний (в форме ферросилиция), чтобы обеспечить осаждение углерода в виде графита. Ферросилиций известен как модификатор .
Чугун с шаровидным графитом обладает превосходной ударной вязкостью и широко используется, например, в коленчатых валах.
Последним прорывом в производстве чугуна является то, что матрица чугуна с шаровидным графитом представляет собой не перлит, а бейнит. Это приводит к значительному повышению жесткости и прочности. Бейнит получают изотермическим превращением аустенита при температурах ниже той, при которой образуется перлит.
Вы можете нажать на изображения, чтобы увеличить их. Также можно загрузить изображения очень высокого разрешения (по 6 Мбайт каждое), а также кристаллические структуры феррита, цементита, графита и аустенита.
Серый чугун, Fe-3,2C-2,5Si, % масс. , содержащий графитовые чешуйки в перлитной матрице. Пятнистые белые области представляют собой фосфидную эвтектику. Травка: Нитал 2% , содержащий графитовые чешуйки в перлитной матрице. Пятнистые белые области представляют собой фосфидную эвтектику. Травка: Нитал 2% | Серый чугун, Fe-3,2C-2,5Si, % масс., содержащий графитовые чешуйки в перлитной матрице. Можно разглядеть пластинчатую структуру перлита, состоящую из чередующихся слоев цементита и феррита. Пятнистые белые области представляют собой фосфидную эвтектику. Травка: Нитал 2% |
Химический состав чугуна аналогичен составу серого чугуна, но с содержанием магния 0,05 мас.%. Все образцы протравлены 2% ниталом.
Иллюстрация пластичности чугуна с шаровидным графитом. Фотография воспроизведена из Физическая металлургия инженерных материалов , Э. Р. Петти, с разрешения Института материалов. Р. Петти, с разрешения Института материалов. | Чугун с шаровидным графитом, Fe-3,2C-2,5Si-0,05Mg мас.%, содержащий графитовые узелки в перлитной матрице. Один из узелков окружен ферритом просто потому, что область вокруг узелка обезуглерожена в виде углеродистых отложений на графите. Травка: Нитал 2% |
Чугун с шаровидным графитом обычно имеет перлитную матрицу. Однако отжиг заставляет углерод в перлите осаждаться на существующий графит или формировать дополнительные мелкие частицы графита, оставляя после себя ферритную матрицу. Это придает железу еще большую пластичность. Все образцы протравлены 2% ниталом.
| Графитовые конкреции в ферритной матрице. | Графитовые конкреции в ферритной матрице. Также виден некоторый углерод, отложившийся во время отпуска. Травка: Нитал 2% Также виден некоторый углерод, отложившийся во время отпуска. Травка: Нитал 2% |
Химический состав чугуна Fe-3,52C-2,51Si-0,49Mn-0,15Mo-0,31Cu мас.%. Все образцы протравлены 2% ниталом. Цветные микрофотографии получают путем первого травления 2% нитала с последующей термообработкой металлографического образца на открытом воздухе при 270°С.0117 или С в течение 3 ч. Это окисляет образец и создает интерференционные цвета, зависящие от фазы.
| Ковкий чугун в литом состоянии. Узелки графита, перлита (темные островки) и феррита (светлый фон). Травка: Нитал 2% | Ковкий чугун в литом состоянии. Узелки графита, перлита (темные островки) и феррита (светлый фон). Травка: Нитал 2% Травка: Нитал 2% |
| Аустенизация 950°С, аустенизация 350°С в течение 64 мин. | Аустенизация при 950°С, аустенизация при 350°С в течение 64 мин. |
На следующих изображениях представлены автомобильные компоненты из ковкого чугуна после отпуска, предоставленные Институтом инженеров по литейным металлам. Во избежание деформации коленчатый вал спортивного автомобиля TVR подвергается черновой обработке после отливки, термообработке для получения бейнитной микроструктуры, а затем механической обработке. Сообщается, что он обладает отличными усталостными свойствами; его демпфирующие характеристики благодаря графиту снижают шум двигателя.
Рычаг подвески Ford Mustang был изготовлен из аустенитного ковкого чугуна с целью снижения веса, шума и стоимости. Он был разработан с использованием моделирования конечных элементов для оптимизации прочности и жесткости. Были рассмотрены алюминиевые сплавы, но они были отклонены, поскольку в этом случае компонент занимал бы гораздо больше места из-за их меньшей прочности.
Были рассмотрены алюминиевые сплавы, но они были отклонены, поскольку в этом случае компонент занимал бы гораздо больше места из-за их меньшей прочности.
Рычаг подвески прицепа грузовика изначально был изготовлен из сварной стали для использования при транспортировке по пересеченной австралийской глубинке. Они вышли из строя по сварным швам и были связаны с деформациями, которые привели к ускоренному износу шин. Подвеска из литого аустенитного ковкого чугуна оказалась намного прочнее.
| TVR Tuscan Speed 6, высокопроизводительный спортивный автомобиль с коленчатым валом из аустенитного чугуна. | Коленчатый вал из аустенитного ковкого чугуна для спортивного автомобиля TVR. |
| Рычаг подвески из ковкого чугуна Austempered для Ford Mustang Cobra | Рычаг подвески грузового прицепа, изготовленный из аустенитного ковкого чугуна, Steele and Lincoln Foundry.  |
- Больше изображений ковкого чугуна Austempered
- Скачать к.т.н. диссертация по ковкому чугуну с закалкой
- Остаточный аустенит в аустенитном ковком чугуне
- Физика остаточного аустенита в ковких чугунах, подвергнутых аустенитному отпуску
- Твердость аустенизированного ковкого чугуна
Blackheart производится путем нагревания белого чугуна при температуре 900-950 o C в течение многих дней перед медленным охлаждением. Это приводит к микроструктуре, содержащей неравномерные, хотя и равноосные узелки графита в ферритной матрице. Термин «черное сердце» происходит от того факта, что поверхность излома имеет серый или черный вид из-за присутствия графита на поверхности. Целью термической обработки является повышение пластичности чугуна. Однако этот процесс в настоящее время устарел, поскольку сфероидальный графит может быть получен непосредственно при отливке путем модифицирования магнием или церием. Все образцы протравлены 2% ниталом.
Целью термической обработки является повышение пластичности чугуна. Однако этот процесс в настоящее время устарел, поскольку сфероидальный графит может быть получен непосредственно при отливке путем модифицирования магнием или церием. Все образцы протравлены 2% ниталом.
| Чугун с черной сердцевиной. | Чугун Blackheart. Травка: Нитал 2% |
Этот чугун используется там, где требуется очень высокая износостойкость. Например, при бурном дроблении горных пород и полезных ископаемых. Он содержит комбинацию очень прочных карбидообразующих легирующих элементов. Таким образом, его химический состав Fe-2,6C-17Cr-2Mo-2Ni вес.%.
Все образцы протравлены реактивом Виллелы, представляющим собой смесь пикриновой кислоты, соляной кислоты и этанола. Материал, из которого были получены эти микрофотографии, был любезно предоставлен доктором Арнольдо Бедолла-Хакуинде из Мексики. Подробная информация о железе была опубликована в International Journal of Cast Metals Research, 13 (2001) 343-361.
Материал, из которого были получены эти микрофотографии, был любезно предоставлен доктором Арнольдо Бедолла-Хакуинде из Мексики. Подробная информация о железе была опубликована в International Journal of Cast Metals Research, 13 (2001) 343-361.
| Белая фаза представляет собой карбид с высоким содержанием хрома, известный как M 7 С 3 . Матрица состоит из дендритов аустенита, некоторые из которых могли превратиться в мартенсит. Также могут быть относительно небольшие количества карбидов из других сплавов. | Белая фаза представляет собой карбид с высоким содержанием хрома, известный как M 7 C 3 . Матрица состоит из дендритов аустенита, некоторые из которых могли превратиться в мартенсит. Также могут быть относительно небольшие количества карбидов из других сплавов. |
Процесс литья никогда не бывает идеальным, особенно при работе с крупными деталями. Вместо того, чтобы утилизировать дефектные отливки, их часто можно отремонтировать с помощью сварки. Естественно, очень высокая концентрация углерода в типичных чугунах вызывает трудности при внедрении хрупкого мартенсита в околошовную зону сварного шва. Поэтому необходим предварительный нагрев до температуры около 450°С с последующим медленным охлаждением после сварки во избежание растрескивания.
Вместо того, чтобы утилизировать дефектные отливки, их часто можно отремонтировать с помощью сварки. Естественно, очень высокая концентрация углерода в типичных чугунах вызывает трудности при внедрении хрупкого мартенсита в околошовную зону сварного шва. Поэтому необходим предварительный нагрев до температуры около 450°С с последующим медленным охлаждением после сварки во избежание растрескивания.
Материалы, используемые в качестве наполнителей при сварке, обычно содержат большое количество никеля, так что получаемый аустенитный металл сварного шва не чувствителен к поглощению углерода из чугуна. Отложения мягкие и могут быть обработаны для придания необходимой формы и отделки. Конечно, никель дорог, поэтому при крупном ремонте зазор сварки сначала покрывается («смазывается») наполнителем с высоким содержанием никеля, а затем оставшийся зазор заполняется менее дорогим присадочным металлом из мягкой стали.
Первый в мире мост из железа в 1779 году. Вся конструкция выполнена из чугуна. Фотографии любезно предоставлены Ёкотой Томоюки и его семьей.
Вся конструкция выполнена из чугуна. Фотографии любезно предоставлены Ёкотой Томоюки и его семьей.
| Железный мост из чугуна | Железный мост из чугуна | |
| Железный мост из чугуна | Железный мост из чугуна | |
| Железный мост из чугуна. На этой фотографии видна трещина. | Ущелье. | |
| Ближайшая электростанция. | Остатки доменной печи (Коулбрукдейл), построенной в 1708 году. | Еще фото Айронбридж |
Жетон полпенни Коулбрукдейл, 1792
На рисунках ниже показан жетон в полпенни, отчеканенный в 179 г. 2, на одной стороне изображен корабль, проходящий под первым в мире железным мостом. Железная руда и уголь транспортировались по каналу, но металлургический завод в Кетли находился на 22 м выше этого канала. Поэтому была построена «наклонная плоскость» (2-е изображение), чтобы лодки можно было поднимать через люльку и шлюз в верхнюю часть канала, ведущего к металлургическому заводу.
2, на одной стороне изображен корабль, проходящий под первым в мире железным мостом. Железная руда и уголь транспортировались по каналу, но металлургический завод в Кетли находился на 22 м выше этого канала. Поэтому была построена «наклонная плоскость» (2-е изображение), чтобы лодки можно было поднимать через люльку и шлюз в верхнюю часть канала, ведущего к металлургическому заводу.
Токен предоставлен Майклом Куком.
| | III |
Чугун на ощупь выглядит солидно и имеет привлекательный внешний вид. Есть много традиционных применений чугуна.
Следующие фотографии были любезно предоставлены Беном Деннисом-Смизером, Фрэнком Кларком и Мохамедом Шерифом.
| Вскрытие компьютерной мыши.  Интересный предмет — шарик-роллер. Интересный предмет — шарик-роллер. | Микроструктура шарика ролика, изготовленного из чугуна, Чешуйки графита окружены ферритом, коричневый цвет — пералитом, а также присутствует продукт эвтектики ледибурита, который не виден при этом увеличении. |
| | Перлит разрешен в некоторых областях, где плоскость разреза находится под углом скольжения к ламелям. Ледибуритовая эвтектика выделена стрелками. При высоких температурах это смесь аустенита и цементита, образующаяся из жидкости. Впоследствии аустенит распадается на перлит. |
| Шар сделан из чугуна, предположительно, потому что он относительно твердый. |
Следующие фотографии были любезно предоставлены Джимом Чарльзом.
| Древние украшения из чугуна | Старинные украшения из чугуна |
Узоры в чугунных компонентах и окружении
Фотографии предоставлены Мэтью Питом
Чугун в Буэнос-Айресе, Аргентина
| Пуэрот-Мадеро, Буэнос-Айрес, Аргентина | Пуэрот-Мадеро, Буэнос-Айрес, Аргентина.  Массивные чугунные причалы украшают берег, изготовленные в литейном цехе в Кардиффе, Уэльс, Великобритания Массивные чугунные причалы украшают берег, изготовленные в литейном цехе в Кардиффе, Уэльс, Великобритания | . Пуэрот-Мадеро, Буэнос-Айрес, Аргентина. Массивные чугунные причалы украшают берег, изготовленные в литейном цехе в Кардиффе, Уэльс, Великобритания | .
| Пуэрот-Мадеро, Буэнос-Айрес, Аргентина | Мост женщины (Пуэнте-де-ла-Мухер), Буэнос-Айрес, Аргентина |
Чугунные ворота дворца Гуэль работы Гауди в Барселоне
Следующие фотографии были любезно предоставлены Франсиской Кабальеро и Карлосом Капдевила Монтес.
| Ворота дворца Гуэль работы Гауди в Барселоне | Чугунные ворота дворца Гуэль работы Гауди в Барселоне |
| Чугунные ворота дворца Гуэль работы Гауди в Барселоне | Чугунные ворота дворца Гуэль работы Гауди в Барселоне |
| Чугунные ворота дворца Гуэль работы Гауди в Барселоне | Чугунные ворота дворца Гуэль работы Гауди в Барселоне |
| Чугунные ворота дворца Гуэль работы Гауди в Барселоне | Чугунные ворота дворца Гуэль работы Гауди в Барселоне |
Обзор книги о чугунах, содержащих редкоземельные элементы.
Графитизация
Металлография чугунов.
чугун — ISPATGURU
Чугуст
- Satyendra
- 28 марта 2013
- 0 Комментарии
- , Irdake, Irdake, Irdake, Irdake, Irdake, Lyrake, Lyrake, Lyrake, Lyrake, Irdake, Irdake, Irdake Com. Железо-углеродистая матостабильная система, ковкий чугун, чугун с шаровидным графитом, белый чугун,
Чугун
Термин «чугун» обозначает большое семейство ферросплавов. Чугуны представляют собой многокомпонентные сплавы железа, затвердевающие с эвтектикой. Они содержат основные элементы, такие как железо (Fe), углерод (C) и кремний (Si), второстепенные элементы (менее 0,1 %) и часто легирующие элементы (более 0,1 %). Чугун имеет более высокое содержание C и Si, чем сталь. Из-за более высокого содержания углерода структура чугуна, в отличие от стали, содержит богатую углеродом фазу.
Из-за более высокого содержания углерода структура чугуна, в отличие от стали, содержит богатую углеродом фазу.
Чугун в своей основной форме представляет собой хрупкий материал с очень низкой ударной вязкостью. По сравнению со сталями с низким содержанием углерода она имеет небольшую ударную вязкость или практически не имеет ее. Он имеет часть прочности на растяжение низкоуглеродистых сталей. Когда кусок чугуна выходит из строя, он не деформируется заметным образом и кажется, что он разваливается или ломается в манере, соответствующей щелчку. Нет раннего предупреждения о сбое.
Типичное процентное содержание С в чугуне колеблется от 2,5 % до 4 %. Чугун очень хрупок, не поддается деформации. Его легко отливать (из-за более низкой температуры плавления) в сложные формы, и это недорогой материал. С помощью легирования, хорошей литейной практики и термической обработки свойства чугуна можно варьировать в широком диапазоне.
В зависимости от состава, скорости охлаждения и обработки расплава чугун может затвердевать в соответствии с термодинамически метастабильной системой Fe-Fe3C (железо-карбид железа) или стабильной системой железо-графит (рис. 1). При следовании по метастабильному пути богатой фазой C в эвтектике является карбид железа (Fe3C). Когда идет стабильный путь затвердевания, богатой С-фазой является графит.
1). При следовании по метастабильному пути богатой фазой C в эвтектике является карбид железа (Fe3C). Когда идет стабильный путь затвердевания, богатой С-фазой является графит.
Рис. 1 Диаграмма железо-углерод, показывающая стабильные и метастабильные фазы , Si и другие легирующие элементы могут значительно изменить максимальную растворимость С в аустените. Следовательно, в исключительных случаях сплавы с содержанием углерода менее 2 % могут затвердевать с эвтектической структурой и, следовательно, по-прежнему принадлежат к семейству чугунов.
Образование стабильной или метастабильной эвтектики зависит от многих факторов, включая потенциал зародышеобразования жидкости, химический состав и скорость охлаждения. Первые два фактора определяют потенциал графитизации железа. Высокий потенциал графитизации приводит к получению чугунов с графитом в качестве богатой С-фазы, тогда как низкий потенциал графитизации приводит к чугунам с карбидом железа. Схема строения товарных сортов различных чугунов, а также обработки, необходимой для их получения, представлена на рис. 2.
2.
Рис. 2 Основные микроструктуры и обработка для получения товарных чугунов
Два основных типа эвтектики, а именно (i) стабильный аустенит-графит или (ii) метастабильный аустенит-карбид железа (Fe3C), имеют большие различия в их механических свойствах, таких как прочность, твердость, ударная вязкость и пластичность. Следовательно, основной объем металлургической обработки чугуна заключается в управлении типом, количеством и морфологией эвтектики для достижения желаемых механических свойств.
Исторически сложилось так, что первая классификация чугуна основывалась на его изломе. Первоначально были признаны два типа чугуна, а именно (i) белый чугун и (ii) серый чугун.
Белый чугун – имеет белую кристаллическую поверхность излома, так как разрушение происходит вдоль пластин из карбида железа. Это результат метастабильного затвердевания (эвтектика Fe3C).
Серый чугун – имеет серую поверхность излома, так как излом происходит вдоль графитовых пластин (чешуек). Это результат стабильного затвердевания (графитовая эвтектика).
Это результат стабильного затвердевания (графитовая эвтектика).
С появлением металлографии и по мере расширения знаний о чугуне стали возможными следующие другие классификации, основанные на микроструктурных особенностях.
Форма графита — По форме графита чугун классифицируется как пластинчатый (чешуйчатый) графит (FG), сфероидальный (шаровидный) графит (SG), уплотненный (вермикулярный) графит (CG) и отпущенный графит (TG). ). Темперированный графит возникает в результате твердофазной реакции (ковку).
Матрица . По матрице чугун подразделяется на ферритный, перлитный, аустенитный, мартенситный и бейнитный (аустенитный).
Эти классификации редко используются литейщиками. Наиболее широко используемой терминологией является коммерческая. Первый дивизион может быть проведен в двух категориях. Первый — это обычные чугуны, которые предназначены для общего применения, и это нелегированные или низколегированные чугуны. Второй — это специальные чугуны, которые предназначены для специальных применений и обычно представляют собой высоколегированные чугуны. Взаимосвязь между классификацией по назначению, микроструктурой и изломом чугуна после окончательной стадии обработки приведена в табл. 1.
Взаимосвязь между классификацией по назначению, микроструктурой и изломом чугуна после окончательной стадии обработки приведена в табл. 1.
 Классификация основных типов специальных чугунов представлена на рис. 3.9.0003
Классификация основных типов специальных чугунов представлена на рис. 3.9.0003 Микротвердость мартенсита может достигать 66 HRC, но обычно она составляет всего 54 HRC в сером чугуне (58 HRC в ковком чугуне).
Микротвердость мартенсита может достигать 66 HRC, но обычно она составляет всего 54 HRC в сером чугуне (58 HRC в ковком чугуне). Видно, что у чугунов С превышает максимальную растворимость С в аустените, что показано нижней пунктирной линией. Высокое содержание C увеличивает количество графита или Fe3C. Высокое содержание углерода и кремния увеличивает потенциал графитизации чугуна, а также его литейные свойства.
Видно, что у чугунов С превышает максимальную растворимость С в аустените, что показано нижней пунктирной линией. Высокое содержание C увеличивает количество графита или Fe3C. Высокое содержание углерода и кремния увеличивает потенциал графитизации чугуна, а также его литейные свойства. Из второстепенных элементов наиболее распространены и всегда присутствуют в составе P (фосфор) и S (сера). Эти элементы могут достигать 0,15 % для низкокачественных чугунов и значительно меньше для высококачественных чугунов, таких как ковкий чугун или чугун с уплотненным графитом.
Из второстепенных элементов наиболее распространены и всегда присутствуют в составе P (фосфор) и S (сера). Эти элементы могут достигать 0,15 % для низкокачественных чугунов и значительно меньше для высококачественных чугунов, таких как ковкий чугун или чугун с уплотненным графитом. 9.0003
9.0003 8 – 3.6
8 – 3.6 Графит типа С возникает в заэвтектических чугунах в результате затвердевания с минимальным переохлаждением. Графит типа D встречается в доэвтектических или эвтектических чугунах, затвердевающих при достаточно высоких скоростях охлаждения, а графит типа E характерен для сильно доэвтектических чугунов. Типы D и E связаны с сильным переохлаждением во время затвердевания. Важна не только форма графита, но и его размер, поскольку он напрямую связан с прочностью.
Графит типа С возникает в заэвтектических чугунах в результате затвердевания с минимальным переохлаждением. Графит типа D встречается в доэвтектических или эвтектических чугунах, затвердевающих при достаточно высоких скоростях охлаждения, а графит типа E характерен для сильно доэвтектических чугунов. Типы D и E связаны с сильным переохлаждением во время затвердевания. Важна не только форма графита, но и его размер, поскольку он напрямую связан с прочностью.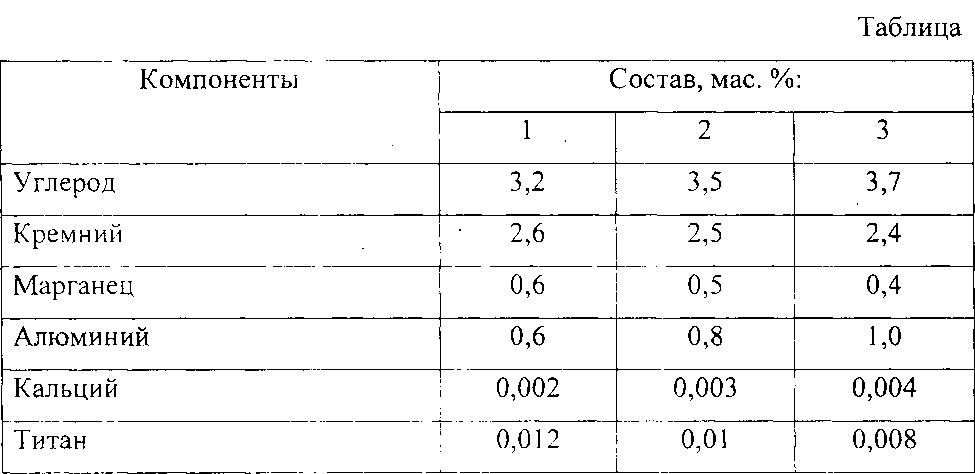 Эта классификация основана на термодинамическом анализе влияния третьего элемента на растворимость C в системе Fe-C-X, где X — третий элемент.
Эта классификация основана на термодинамическом анализе влияния третьего элемента на растворимость C в системе Fe-C-X, где X — третий элемент.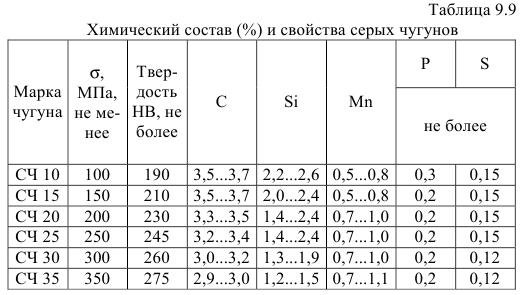
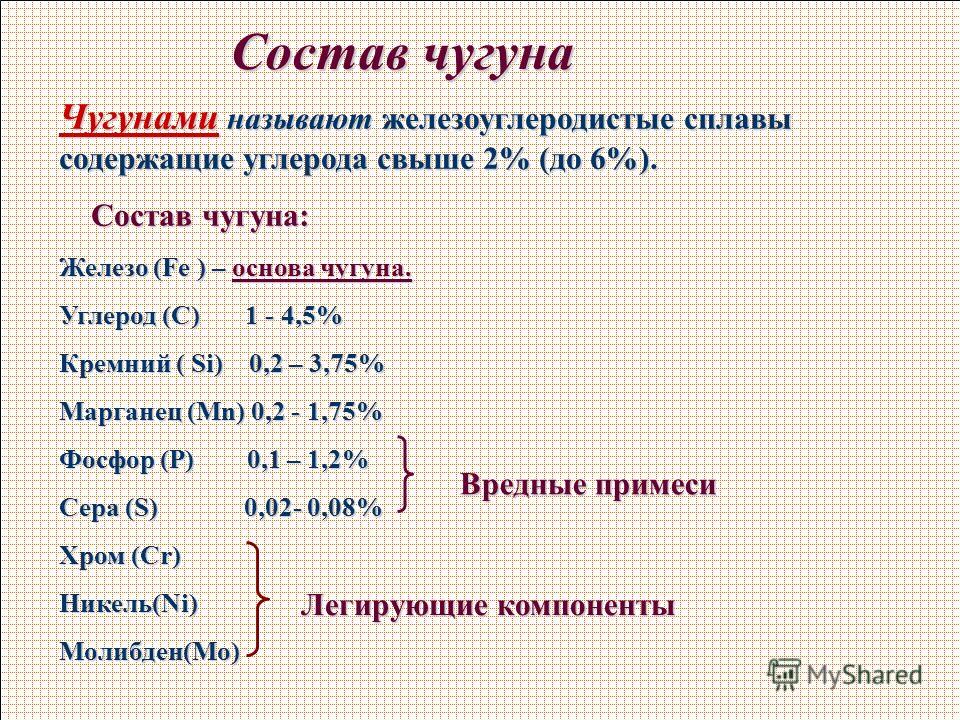 Влияние состава и скорости охлаждения на предел прочности при растяжении можно оценить с помощью эмпирического уравнения.
Влияние состава и скорости охлаждения на предел прочности при растяжении можно оценить с помощью эмпирического уравнения. Более высокий эквивалент C (CE) имеет аналогичные эффекты.
Более высокий эквивалент C (CE) имеет аналогичные эффекты.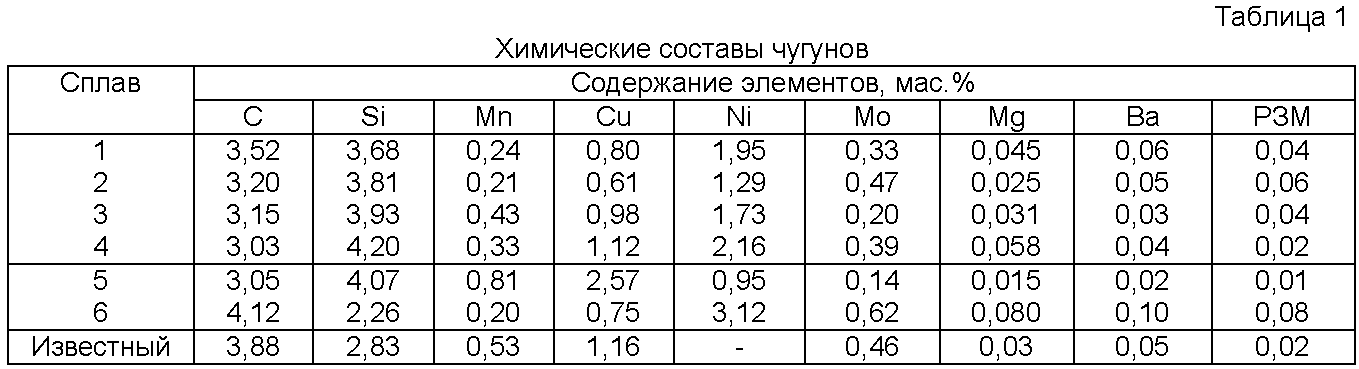 Это влияние более выражено в чугунах с низким CE.
Это влияние более выражено в чугунах с низким CE. Незначительные элементы могут способствовать сфероидизации графита или могут оказывать неблагоприятное влияние на форму графита. Говорят, что второстепенные элементы, которые отрицательно влияют на форму графита, ухудшают форму графита. Могут встречаться различные формы графита (рис. 6). Форма графита является наиболее важным фактором, влияющим на механические свойства чугуна.
Незначительные элементы могут способствовать сфероидизации графита или могут оказывать неблагоприятное влияние на форму графита. Говорят, что второстепенные элементы, которые отрицательно влияют на форму графита, ухудшают форму графита. Могут встречаться различные формы графита (рис. 6). Форма графита является наиболее важным фактором, влияющим на механические свойства чугуна. Наиболее широко используемым элементом для производства шаровидного графита является Mg. Количество остаточного магния, Mg (остаточного), необходимого для производства сфероидального графита, обычно находится в диапазоне от 0,03 % до 0,05 %. Точный уровень зависит от скорости охлаждения. Более высокая скорость охлаждения требует меньше Mg. Количество Mg, добавляемого в чугун, зависит от начального уровня S, S (начального) и степени извлечения Mg, а также от константы «K», зависящей от конкретного используемого процесса. Уравнение соотношения Mg (добавлено) = [0,75 S (исходное) + Mg (остаточное)]/K.
Наиболее широко используемым элементом для производства шаровидного графита является Mg. Количество остаточного магния, Mg (остаточного), необходимого для производства сфероидального графита, обычно находится в диапазоне от 0,03 % до 0,05 %. Точный уровень зависит от скорости охлаждения. Более высокая скорость охлаждения требует меньше Mg. Количество Mg, добавляемого в чугун, зависит от начального уровня S, S (начального) и степени извлечения Mg, а также от константы «K», зависящей от конкретного используемого процесса. Уравнение соотношения Mg (добавлено) = [0,75 S (исходное) + Mg (остаточное)]/K. Следовательно, установлены верхние пределы количества вредных элементов, допустимых в композиции. На эти значения может влиять сочетание различных элементов и присутствие редкоземельных элементов в составе. Кроме того, некоторые из этих элементов могут быть преднамеренно добавлены во время обработки жидкости, чтобы увеличить количество конкреций.
Следовательно, установлены верхние пределы количества вредных элементов, допустимых в композиции. На эти значения может влиять сочетание различных элементов и присутствие редкоземельных элементов в составе. Кроме того, некоторые из этих элементов могут быть преднамеренно добавлены во время обработки жидкости, чтобы увеличить количество конкреций. Два этапа жидкостной обработки ковкого чугуна: (i) модификация, которая состоит из обработки расплава сплавом Mg или Mg с целью изменения формы графита с чешуйчатой на сфероидальную, и (ii) модифицирование (обычно после модифицирования , то есть после лечения Mg), чтобы увеличить количество узелков. Увеличение количества конкреций является важной целью, поскольку большее количество конкреций связано с меньшей тенденцией к замерзанию и более высоким соотношением феррит/перлит в литом состоянии.
Два этапа жидкостной обработки ковкого чугуна: (i) модификация, которая состоит из обработки расплава сплавом Mg или Mg с целью изменения формы графита с чешуйчатой на сфероидальную, и (ii) модифицирование (обычно после модифицирования , то есть после лечения Mg), чтобы увеличить количество узелков. Увеличение количества конкреций является важной целью, поскольку большее количество конкреций связано с меньшей тенденцией к замерзанию и более высоким соотношением феррит/перлит в литом состоянии.
 Однако следует избегать высоких скоростей охлаждения из-за высокой склонности чугуна к закалке и большого количества конкреций в тонких срезах.
Однако следует избегать высоких скоростей охлаждения из-за высокой склонности чугуна к закалке и большого количества конкреций в тонких срезах. Структура матрицы зависит от скорости охлаждения после отжига.
Структура матрицы зависит от скорости охлаждения после отжига. Это, в свою очередь, приводит к сокращению времени отжига.
Это, в свою очередь, приводит к сокращению времени отжига. Отношение Mn/S также влияет на количество частиц темперированного графита. С этой точки зрения оптимальное отношение Mn/S составляет примерно от 2 до 4.
Отношение Mn/S также влияет на количество частиц темперированного графита. С этой точки зрения оптимальное отношение Mn/S составляет примерно от 2 до 4. Более сильное переохлаждение приводит к более тонкой структуре, что, в свою очередь, означает большую границу гамма-железо-Fe3C. Поскольку графит зарождается на границе гамма-железо-Fe3C, это означает большее количество мест зарождения графита. Более сильное переохлаждение во время затвердевания также предотвращает образование нежелательного эвтектического графита. Второй – путем добавления в расплав нитритобразующих элементов. Типичными элементами этой категории являются Al, B, Ti и Zr (цирконий).
Более сильное переохлаждение приводит к более тонкой структуре, что, в свою очередь, означает большую границу гамма-железо-Fe3C. Поскольку графит зарождается на границе гамма-железо-Fe3C, это означает большее количество мест зарождения графита. Более сильное переохлаждение во время затвердевания также предотвращает образование нежелательного эвтектического графита. Второй – путем добавления в расплав нитритобразующих элементов. Типичными элементами этой категории являются Al, B, Ti и Zr (цирконий).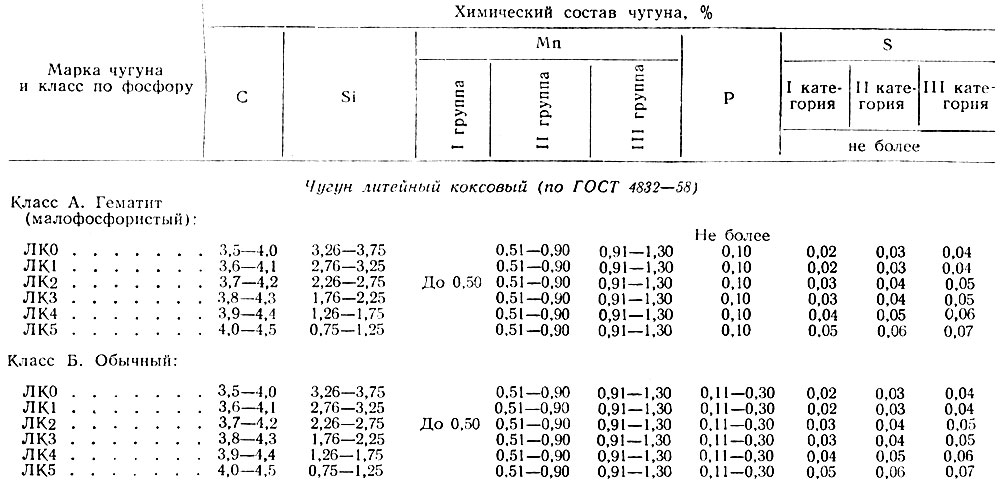 Это необходимо для обеспечения полной реакции аустенита с ферритом. При производстве перлитных чугунов могут применяться различные схемы. Целью обработки является достижение эвтектоидного превращения по реакции аустенита в перлит. В некоторых ограниченных случаях для ковких чугунов используется закалка-отпуск.
Это необходимо для обеспечения полной реакции аустенита с ферритом. При производстве перлитных чугунов могут применяться различные схемы. Целью обработки является достижение эвтектоидного превращения по реакции аустенита в перлит. В некоторых ограниченных случаях для ковких чугунов используется закалка-отпуск.