ГОСТ 8742-75 Центры станочные вращающиеся. Типы и основные размеры (с Изменениями N 1, 2), ГОСТ от 14 ноября 1975 года №8742-75
ГОСТ 8742-75*
Группа Г27
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
Типы и основные размеры
Machine tool rotary centres. Types and basic dimensions
Дата введения 1978-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. N 2915 срок действия установлен с 01.01.78
ВЗАМЕН ГОСТ 8742-62
* ПЕРЕИЗДАНИЕ (март 1987 г.) с Изменениями N 1, 2, утвержденными в июне 1980 г., декабре 1982 г. (ИУС 9-80, 3-83).
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
(Измененная редакция, Изм. N 2).
2. Центры должны изготовляться двух типов:
А — с постоянным центровым валиком;
Б — с насадкой на центровой валик.
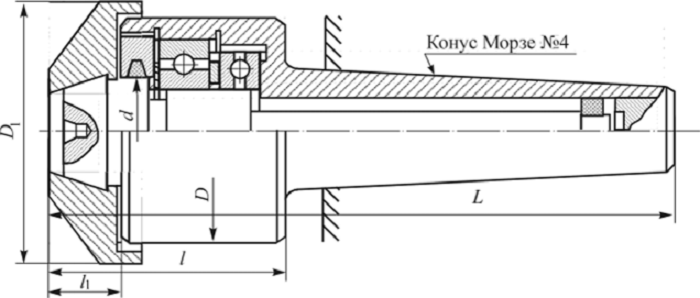
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.
Тип А
Тип Б
Примечание. Чертеж не определяет конструкцию центров.
мм
Конус Морзе | Серия | ||||||||
1-й ряд | 2-й ряд | 1-й ряд | 2-й ряд | ||||||
не более | не менее | ||||||||
2 | Нормальная | 22 | 56 | 160 | 90 | 56 | 24 | ||
3 | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 | |
4 | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 | |
5 | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 | |
4 | Усиленная | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
5 | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 | |
6 | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 | |
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности. Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ).
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
то же, усиленной серии:
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
(Измененная редакция, Изм. N 1, 2).
4. Центровой валик центров типа А на длине должен иметь твердость не менее 59 НRС.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее 59 НRС.
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее 51,5 НRС.
7. Твердость конуса Морзе хвостовика должна быть не менее 46,5 НRС.
(Измененная редакция, Изм. N 2).
8. Конусы Морзе — по ГОСТ 25557-82*.
_______________
* На территории Российской Федерации действует ГОСТ 25557-2006. — Примечание изготовителя базы данных.
9. Радиальное биение конуса, центрового валика центра не должно быть более:
для нормальной серии | 0,012 мм |
| для нормальной серии повышенной точности | 0,006 мм |
для усиленной серии | 0,016 мм |
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии | 0,030 мм |
для нормальной серии повышенной точности | 0,016 мм |
для усиленной серии | 0,040 мм |
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: Издательство стандартов, 1988
ГОСТ 8742-75
ГОСТ 8742-75*
Группа Г27
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
Типы и основные размеры
Machine tool rotary centres. Types and basic dimensions
Дата введения 1978-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. N 2915 срок действия установлен с 01.01.78
ВЗАМЕН ГОСТ 8742-62
* ПЕРЕИЗДАНИЕ (март 1987 г.) с Изменениями N 1, 2, утвержденными в июне 1980 г., декабре 1982 г. (ИУС 9-80, 3-83).
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
(Измененная редакция, Изм. N 2).
2. Центры должны изготовляться двух типов:
А — с постоянным центровым валиком;
Б — с насадкой на центровой валик.
Тип А
Тип Б
Примечание. Чертеж не определяет конструкцию центров.
мм
Конус Морзе | Серия | ||||||||
1-й ряд | 2-й ряд | 1-й ряд | 2-й ряд | ||||||
не более | не менее | ||||||||
2 | Нормальная | 22 | 56 | 160 | 90 | 56 | 24 | ||
3 | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 | |
4 | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 | |
5 | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 | |
4 | Усиленная | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
5 | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 | |
6 | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 | |
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности. Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ).
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
то же, усиленной серии:
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
(Измененная редакция, Изм. N 1, 2).
4. Центровой валик центров типа А на длине должен иметь твердость не менее 59 НRС.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее 59 НRС.
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее 51,5 НRС.
7. Твердость конуса Морзе хвостовика должна быть не менее 46,5 НRС.
(Измененная редакция, Изм. N 2).
8. Конусы Морзе — по ГОСТ 25557-82*.
_______________
* На территории Российской Федерации действует ГОСТ 25557-2006. — Примечание изготовителя базы данных.
9. Радиальное биение конуса, центрового валика центра не должно быть более:
для нормальной серии | 0,012 мм |
для нормальной серии повышенной точности | 0,006 мм |
для усиленной серии | 0,016 мм |
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии | 0,030 мм |
для нормальной серии повышенной точности | 0,016 мм |
для усиленной серии | 0,040 мм |
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: Издательство стандартов, 1988
Центры станочные вращающиеся. Типы и основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 8742-75
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ Типы и основные размеры Machine tool rotary centres Types and basic dimensions | ГОСТ |
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г № 2915 срок действия установлен
с 01.01.1978 г.
до 01.01.1983 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
(Измененная редакция, Изм. № 2)
2. Центры должны изготавливаться двух типов:
А — с постоянным центровым валиком;
Б — с насадкой на центровой валик.
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.
Примечание. Чертеж не определяет конструкцию центров.
(Измененная редакция, Изм. № 2)
мм
Конус Морзе | Серия | d | D | L | l | D1 | l1 | ||
1-й ряд | 2-й ряд | 1-й ряд | 2-й ряд | ||||||
Не более | Не менее | ||||||||
2 | Нормальная | 22 | 56 | 160 | 90 | 56 | 24 | ||
3 | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 | |
4 | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 | |
5 | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 | |
4 | Усиленная | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
5 | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 | |
6 | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 | |
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности.
Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ)
(Измененная редакция, Изм. № 2)
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
то же, усиленной серии:
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
(Измененная редакция, Изм. № 1, 2)
4. Центровой валик центров типа А на длине l1 должен иметь твердость не менее HRCэ 59.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее HRCэ 59.
(Измененная редакция, Изм. № 2)
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее HRCэ 51,5.
(Измененная редакция, Изм. № 2)
7. Твердость конуса Морзе хвостовика должна быть не менее HRCэ 46,5.
(Измененная редакция, Изм. № 2)
8. Конусы Морзе — по СТ СЭВ 147-75.
9. Радиальное биение конуса центрового валика центра не должно быть более;
для нормальной серии…………………………………………………………………… 0,0112 мм
для нормальной серии повышенной точности………………………………… 0,006 мм
для усиленной серии……………………………………………………………………… 0,016 мм
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии…………………………………………………………………… 0,0,30 мм
для нормальной серии повышенной точности………………………………… 0,016 мм
для усиленной серии……………………………………………………………………… 0,040 мм
ГОСТ 13214-79 Центры упорные. Конструкция (с Изменениями N 1, 2), ГОСТ от 28 июня 1979 года №13214-79
ГОСТ 13214-79
Группа Г27
ОКП 39 2844
Дата введения 1980-07-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
РАЗРАБОТЧИКИ Л.К.Гирин, В.В.Меньшиков, К.Н.Буре
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.06.79 N 2330
3. Срок проверки — 1996 г., периодичность проверки — 5 лет
4. Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 298-73 «Центры токарных станков. Размеры, обеспечивающие взаимозаменяемость» с дополнительными типоразмерами, отражающими потребности народного хозяйства
5. ВЗАМЕН ГОСТ 13214-67
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. ПЕРЕИЗДАНИЕ (апрель 1996 г.) с Изменениями N 1, 2, утвержденными в марте 1985 г., в ноябре 1991 г. (ИУС 6-85, 3-92)
1. Настоящий стандарт распространяется на упорные центры, применяемые при обработке деталей на металлорежущих станках, контрольных, разметочных и других работах.
Стандарт полностью соответствует международному стандарту ИСО 298-73.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2).
2. Центры должны изготавливаться двух исполнений:
1 — с закаленным рабочим конусом;
2 — с рабочим конусом из твердого сплава.
3. Конструкция и размеры упорных центров должны соответствовать указанным на чертеже и в таблице.
4. Рабочие конусы центров 60° исполнения 1 с конусом Морзе 6 допускается изготавливать наплавленными прутковым сормайтом по ГОСТ 21449.
Толщина наплавленного слоя не должна превышать 2,5 мм.
5. Технические требования и маркировка — по ГОСТ 13215.
3-5. (Измененная редакция, Изм. N 2).
Конструкция и размеры упорных центров
______________
* Размер для справок.
** Шероховатость рабочего конуса и конуса хвостовика для центров повышенной точности (ПТ) должна быть 0,32 мкм.
Размеры, мм
Обозначение центров | Исполнение | Конус |
| Номер пластины типа 34 | ||||
7032-0011* | 1 | Морзе | 0 | 70 | 50,0 | 9,045 | 9,2 | — |
7032-0012 | 2 | 34090 | ||||||
7032-0013* | 1 | 1 | 80 | 53,5 | 12,065 | 12,2 | — | |
7032-0014 | 2 | 34090 | ||||||
7032-0015* | 1 | 90 | — | |||||
7032-0016 | 2 | 34090 | ||||||
7032-0017* | 1 | 2 | 100 | 64,0 | 17,780 | 18,0 | — | |
7032-0018 | 2 | 34110 | ||||||
7032-0019* | 1 | 110 | — | |||||
7032-0020 | 2 | 34110 | ||||||
7032-0021* | 1 | 125 | — | |||||
7032-0022 | 2 | 34110 | ||||||
7032-0023* | 1 | 3 | 81,0 | 23,825 | 24,1 | — | ||
7032-0024 | 2 | 34130 | ||||||
7032-0025* | 1 | 140 | — | |||||
7032-0026 | 2 | 34130 | ||||||
7032-0027* | 1 | 160 | — | |||||
7032-0028 | 2 | 34130 | ||||||
7032-0029* | 1 | 4 | 102,6 | 31,267 | 31,6 | — | ||
7032-0030 | 2 | 34150 | ||||||
7032-0032 | 1 | 180 | — | |||||
7032-0033 | 2 | 34150 | ||||||
7032-0035* | 1 | 5 | 200 | 129,5 | 44,399 | 44,7 | — | |
7032-0036 | 2 | 34170 | ||||||
7032-0037 | 34190 | |||||||
7032-0039* | 1 | 220 | — | |||||
7032-0040 | 2 | 34170 | ||||||
7032-0041 | 34190 | |||||||
7032-0043* | 1 | 6 | 280 | 182,0 | 63,348 | 63,8 | — | |
7032-0044 | 2 | 34190 | ||||||
7032-0045 | 34210 | |||||||
7032-0047 | 1 | 320 | — | |||||
7032-0048 | 2 | 34190 | ||||||
7032-0049 | 34210 | |||||||
7032-0054* | 1 | Метри- | 80 | 196,0 | 80,0 | 80,4 | — | |
7032-0055* | 100 | 380 | 232,0 | 100,0 | 100,5 | |||
_______________
* Данные центры полностью соответствуют ИСО 298-73, приведенному в справочном приложении.
Пример условного обозначения упорного центра исполнения 1 нормальной точности с конусом Морзе 4:
Центр 7032-0029 Морзе 4 ГОСТ 13214-79
То же, повышенной точности:
Центр 7032-0029 Морзе 4 ПТ ГОСТ 13214-79
Пример условного обозначения упорного центра исполнения 2 повышенной точности с конусом Морзе 4 и пластиной из твердого сплава ВК8:
Центр 7032-0030 Морзе 4 ПТ ВК8 ГОСТ 13214-79
ПРИЛОЖЕНИЕ (справочное). РАЗМЕРЫ ЦЕНТРОВ, СООТВЕТСТВУЮЩИЕ ИСО 298-73
ПРИЛОЖЕНИЕ
Справочное
Элементы конструкции центров, | Элементы конструкции центров, |
Центры токарных станков с конусом Морзе N 0-6 или метрическим конусом 5%
Размеры, мм
Обозначение | Конусный хвостовик | Центр | |||
Тип | Номер | Конусность | |||
Метрический 5% | 4 | 1:20=0,05 | 4 | 23 | 4,1 |
6 | 1:20=0,05 | 6 | 32 | 6,2 | |
Морзе | 0 | 0,6246:12=0,05205 | 9,045 | 50 | 9,2 |
1 | 0,59858:12=0,04988 | 12,065 | 53,5 | 12,2 | |
2 | 0,59941:12=0,04995 | 17,780 | 64 | 18,0 | |
3 | 0,60235:12=0,05020 | 23,825 | 81 | 24,1 | |
4 | 0,62326:12=0,05194 | 31,267 | 102,5 | 31,6 | |
5 | 0,63151:12=0,05263 | 44,399 | 129,5 | 44,7 | |
6 | 0,62565:12=0,05214 | 63,348 | 182 | 63,8 | |
Метрический 5% | 80 | 1:20=0,05 | 80 | 196 | 80,4 |
100 | 1:20=0,05 | 100 | 232 | 100,5 | |
(Введено дополнительно, Изм. N 2).
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
Центры и полуцентры упорные: Сб. ГОСТов. —
М.: Издательство стандартов, 1996
Центр вращающийся — конструкция, применение, виды, ГОСТы
Токарный центр вращающийся применяется для фиксации заготовок имеющих тела вращения на задней бабке металлообрабатывающего станка. Конструкция данного типа оснастки позволяет производить обработку на высоких скоростях при минимальном биении. Вращающиеся центры могут быть использованы на токарных и шлифовальных станках с ручным, полуавтоматическим и числовым программным управлением.
Конструкция вращающихся центров
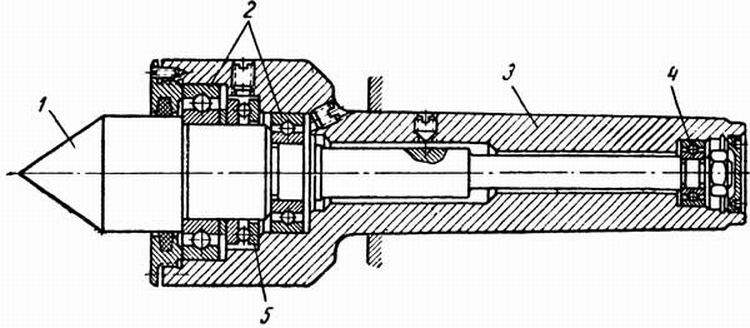
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.
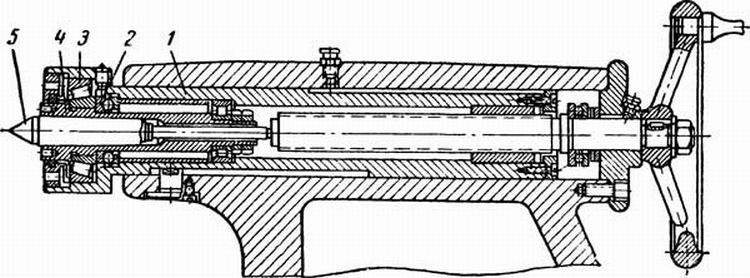
В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
Сфера применения и особенности
Центры вращающиеся применяются в токарных станках для обточки деталей при скорости вращения более 75 м/мин. При этой скорости начинается процесс повышенного износа конуса центра и центрового отверстия обрабатываемой заготовки. Частичным путем решения проблемы является применение смазки и твердосплавных напаек, но оптимальным вариант – применение вращающегося центра.
Основные преимущества оснастки:
- Универсальность. При использовании центров со сменной насадкой можно обрабатывать детали с различными конусными осевыми отверстиями.
- Высокие характеристики воспринимаемой нагрузки, значительно превышающие показатели упорных фиксаторов.
- Длительная эксплуатация благодаря уменьшенному износу.
- Возможность работы при высоких показателях нагрузки.
Основным недостатком является наличие радиального биения. Данная проблема решается применение оснастки с допустимым показателем биения, либо финишной обработкой на малых скоростях с использованием неподвижного центра.
Виды вращающихся центров

В зависимости от формы фиксирующей части выпускается два типа вращающихся центров:
- с рабочим конусом для крепления заготовок с центровыми отверстиями;
- с грибообразной насадкой для заготовок с внутренним отверстием – труб, полых валов и т. д.
По конструкции оснастка подразделяется на:
- Центр с постоянным валиком (тип А)
- Центр со сменной насадкой (тип Б)
Конус центрового валика проточен под 60° (исполнение 1) или может иметь дополнительную выточку под конус 30° (исп. 2).
Условное обозначение оснастки: Центр А-1-4-НП ГОСТ 8742-75
Тип А, исполнение 1 с конусом Морзе 4 повышенной точности и нормальной серии.
Таблица основных параметров оснастки
|
Центры вращающиеся станочные ГОСТ 8742-75 Тип А — с постоянным центровым валиком Тип Б — с насадкой на центровой валик |
||||||||||
|
Центр вращающийся тип-исполнение-конус морзе-серия |
||||||||||
|
Центр вращающийся А-1-2-Н |
Центр вращающийся А-2-2-Н |
Центр вращающийся Б-2-Н |
||||||||
|
Центр вращающийся А-1-3-Н |
Центр вращающийся А-2-3-Н |
Центр вращающийся Б-3-Н |
||||||||
|
Центр вращающийся А-1-4-Н |
Центр вращающийся А-2-4-Н |
Центр вращающийся Б-4-Н |
||||||||
|
Центр вращающийся А-1-5-Н |
Центр вращающийся А-2-5-Н |
Центр вращающийся Б-5-Н |
||||||||
|
Центр вращающийся А-1-4-У |
Центр вращающийся А-2-4-У |
Центр вращающийся Б-4-У |
||||||||
|
Центр вращающийся А-1-5-У |
Центр вращающийся А-2-5-У |
Центр вращающийся Б-5-У |
||||||||
|
Центр вращающийся А-1-6-У |
Центр вращающийся А-2-6-У |
Центр вращающийся Б-6-У |
||||||||
Особенности эксплуатации
Приведём основные правила эксплуатации вращающихся центров, необходимые для точной обработки деталей:
- При выборе класса точности оснастки необходимо оставить запас на покрытие погрешностей биения вследствие прочих причин – износ подшипников, малая жесткость и т. д.
- Важную роль играет правильная установка детали. Ось конуса должна с высокой точностью совпадать с осью вращения заготовки.
- Для проверки точности установки можно подложить под вращающийся центр белый лист бумаги и оценить соосность. Более точный контроль производится с помощью индикаторов.
- При наличии биения конус шлифуется по месту с проверкой по шаблону. Обработка осуществляется электроинструментом, расположенным в резцедержателе.
- Биение вращающихся центров приводит к биению полученной детали относительно оси. При установке этой детали на другой станок, имеющий другой показатель биения, может иметь место отклонение от соосности. Для устранения отклонений производится обработка с применением неподвижного центра.
Действующие ГОСТы
Основные параметры вращающихся центров регулирует ГОСТ 8742-75. Общий стандарт, регулирующий центры и полуцентры токарных станков – ГОСТ 13214-79.
Центры для токарных станков: вращающиеся, неподвижные, грибковые
Конструкция токарных станков предусматривает использование определенной оснастки. Только при наличии необходимого оснащения можно сделать деталь с нужными параметрами точности. При этом нужно приобрести специальное оснащение или сделать самодельный вариант исполнения. Стоит отметить, что своими руками можно создать не все для точного точения.
 Токарные вращающиеся центры
Токарные вращающиеся центрыФиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
- Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
- Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Виды токарных центров
Провести фиксацию необходимого инструмента в пиноли можно своими руками. Для выполнения этой работы понадобиться несколько минут, и выполнить ее можно самостоятельно. Согласно ГОСТ можно выделить следующие виды:
- упорный. ГОСТ определяет то, что наконечник и хвостовик имеют практически одинаковый диаметр. Устройство этой конструкции определяет то, что наконечник изготавливают из закаленной стали или твердого сплава согласно ГОСТ 13214-79.
- грибковый вариант несколько отличается от предыдущего. грибковый наконечник имеет согласно ГОСТ 8742-75 больший диаметр с усеченным рабочим конусом. согласно ГОСТ 8742-75 есть два типа наконечника, которыми обладает грибковый центр: с центрированным валиком или с насадкой для него. грибковый наконечник позволяет использовать рассматриваемое устройство для крепления тел вращения с полыми торцевыми отверстиями во время обработки.
При точении во время большой центробежной силе сделать наиболее благоприятные условия можно при применении центра, в конструкции которого есть подшипник. Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник.
Угол конуса может быть 60 или 90 градусов. Угол выбирается в зависимости от режима резания.
Существуют более сложные виды оснастки для установки в пиноли, которые могут иметь, к примеру, устройство для измерения прижимной силы. Сделать своими руками некоторые варианты центров для токарного станка невозможно. Обратный ход шпинделя не оказывает влияние на возможность использования пиноли.
Скачать ГОСТ 8742-75 «Центры токарные вращающиеся»
Скачать ГОСТ 13214-79 «Центры и полуцентры токарные»
Центр для токарного станка: неподвижный, вращающийся, грибковый
В процессе изготовления деталей на токарном станке практикуется применение дополнительной оснастки. При обработке длинных заготовок на большой скорости резания необходима дополнительная фиксация заготовки.
В большинстве случаев используется вращающийся центр, который устанавливается в пиноль задней бабки.

Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Особенности и преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Цена
| Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
|---|---|---|---|---|
| Неподвижный | JET | МК-3 | 500 | |
| Вращающийся | JET | МК-2 | 1800 | |
| Вращающийся | JET | МК-5 | 3000 | |
| Вращающийся | JET | для средних работ | МК-3 | 2000 |
| Вращающийся | JET | для легких работ | МК-2 | 2800 |
| Вращающийся | JET | для тяжелых работ | МК-5 | 3000 |
| Вращающийся | Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 |
| Вращающийся | Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки приспособления в заднюю бабку понадобится конус Морзе 5.
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
- Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.

- Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).

По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Действующие ГОСТы
Параметры вращающихся центров для токарного станка регулируются ГОСТом 8742-75. Общие стандарты и требования утверждены ГОСТом 13214-79.
Центр предназначен для создания дополнительной опоры во время обработки длинных или тяжелых деталей на токарном станке. Данная оснастка позволяет достичь высокой точности при минимальном биении. Приспособление подбирают исходя из габаритов детали, технических требований и режимов резания.
Противогрибковая устойчивость | Грибковые заболевания

Медицинская иллюстрация Candida spp., Представленная в CDC’s Antibiotic Resistance Threats in the United States, 2019 .
Проблема
Противогрибковые препараты лечат грибковые инфекции, убивая или останавливая рост опасных грибов в организме. У грибов, как и у бактерий, может развиться устойчивость к антибиотикам , , когда такие микробы, как бактерии и грибы, развивают способность побеждать лекарства, предназначенные для их уничтожения.Устойчивость к противогрибковым препаратам возникает, когда грибы больше не реагируют на противогрибковые препараты.
В настоящее время существует только три типа противогрибковых препаратов, поэтому устойчивость к противогрибковым препаратам может серьезно ограничить возможности лечения. Некоторые виды грибов, например Candida auris , могут стать устойчивыми ко всем трем типам лекарств. 1 Устойчивость особенно важна для пациентов с инвазивными грибковыми инфекциями — тяжелыми инфекциями, поражающими кровь, сердце, мозг, глаза или другие части тела, — потому что это серьезные инфекции, которые может быть труднее лечить, если они устойчивы. и если противогрибковое лечение ограничено.Например, устойчивые к лечению инфекции кровотока грибком Candida (дрожжевые грибки) могут вызвать серьезные проблемы со здоровьем, включая инвалидность и смерть.
Что вызывает противогрибковую устойчивость?
Некоторые виды грибов обладают естественной устойчивостью к лечению определенными видами противогрибковых препаратов. Например, препарат флуконазол не действует против инфекций, вызванных грибком Aspergillus , разновидностью плесени. Устойчивость также может развиваться со временем при воздействии на грибки противогрибковых препаратов.Эта резистентность может возникать при неправильном применении противогрибковых препаратов для лечения больных (например, при слишком низких дозировках или при недостаточно длительных курсах лечения) или даже при правильном применении противогрибковых препаратов. 2,3 Использование фунгицидов в сельском хозяйстве для профилактики и лечения грибковых заболеваний сельскохозяйственных культур также может способствовать устойчивости людей, подвергшихся воздействию этих фунгицидов.
Некоторые исследования показали, что антибиотики, в том числе противогрибковые препараты, также могут способствовать устойчивости к противогрибковым препаратам Candida .Это сопротивление могло происходить по-разному. Например, антибиотики могут уменьшить количество хороших и плохих микробов в кишечнике, что создает благоприятные условия для роста Candida . 4 Неизвестно, может ли сокращение использования всех или некоторых антибиотиков снизить инфекцию Candida , но правильное использование антибиотиков и противогрибковых препаратов является одним из наиболее важных факторов в борьбе с лекарственной устойчивостью.
Виды устойчивых грибов
Грибы, проявляющие устойчивость к противогрибковым препаратам, — это Aspergillus и некоторые виды Candida . Candida auris — это новый вид, который особенно устойчив к противогрибковым препаратам и может распространяться в медицинских учреждениях. Узнать больше:
.Менингит | Грибковый менингит | CDC
Причины
Грибковый менингит в США встречается редко. Он может развиться после того, как грибок распространяется из других частей тела в головной или спинной мозг.
Некоторые причины грибкового менингита включают Cryptococcus , Histoplasma , Blastomyces , Coccidioides, и Candida .
Как это распространяется
Некоторые грибы, вызывающие менингит, обитают в окружающей среде:
- Cryptococcus живет в почве, гниющей древесине и птичьем помете по всему миру.
- Histoplasma живет в среде с большим количеством помета птиц или летучих мышей. В США гриб в основном обитает в центральных и восточных штатах.
- Blastomyces живет во влажной почве, гниющей древесине и листьях. В Соединенных Штатах гриб в основном обитает в штатах Среднего Запада, Юга Центральной и Юго-Восточной Азии.
- Coccidioides обитает в почве на юго-западе США и в районах Центральной и Южной Америки.
Эти грибы слишком малы, чтобы их можно было увидеть без микроскопа. Люди могут заболеть, если они вдыхают споры грибка. Люди заболевают менингитом, если грибковая инфекция распространяется из легких в головной или спинной мозг. Грибковый менингит не передается между людьми .
Грибок Candida также может вызывать менингит. Candida обычно живет внутри тела и на коже, не вызывая никаких проблем. Однако у некоторых пациентов из группы риска Candida может попасть в кровоток или внутренние органы и вызвать инфекцию.
Факторы риска
Хотя грибковый менингит может заразиться любой человек, люди с ослабленной иммунной системой подвергаются повышенному риску. Определенные состояния здоровья, лекарства и хирургические процедуры могут ослабить иммунную систему. ВИЧ-инфекция и рак являются примерами состояний здоровья, которые могут ослабить иммунную систему. Лекарства, которые могут ослабить иммунную систему, включают:
- Стероиды (например, преднизон)
- Лекарства, принимаемые после трансплантации органов
- Препараты против TNF, которые иногда назначают для лечения ревматоидного артрита или других аутоиммунных состояний
Недоношенные дети с очень низким весом при рождении также подвержены повышенному риску заражения Candida инфекции кровотока, которая может распространиться на мозг.
Проживание в определенных районах Соединенных Штатов может увеличить риск грибковых инфекций легких, которые могут вызвать менингит.
Начало страницы
Признаки и симптомы
Признаки и симптомы грибкового менингита могут включать следующее:
- Лихорадка
- Головная боль
- Жесткая шея
- Тошнота и рвота
- Светобоязнь (глаза более чувствительны к свету)
- Изменение психического статуса (спутанность сознания)
Диагностика
Если врач подозревает менингит, он может собрать образцы крови или спинномозговой жидкости (жидкости, окружающей спинной мозг).Затем лаборатории могут провести специальные тесты в зависимости от типа подозреваемого грибка. Важно знать причину грибкового менингита, потому что врачи лечат разные типы грибков по-разному.
Лечение
Врачи лечат грибковый менингит длительными курсами высоких доз противогрибковых препаратов, часто вводимых непосредственно в вену через капельницу. После этого пациентам также необходимо принимать внутрь противогрибковые препараты. Общая продолжительность лечения зависит от иммунной системы пациента и типа грибка, вызывающего инфекцию.Лечение часто длится дольше для людей со слабой иммунной системой, например, больных СПИДом или раком.
Профилактика
Неизвестно о каких-либо конкретных действиях, вызывающих грибковый менингит. Людям со слабой иммунной системой следует избегать
- Большое количество помета птиц или летучих мышей
- Копание в почве
- Дасти активности
Это особенно верно, если они живут в географическом регионе, где существуют такие грибы, как Histoplasma , Coccidioides или Blastomyces .
Начало страницы
.