Шпильки с полной и частичной резьбой ГОСТ 9066-75 – ООО ПКФ «КАТТЕР» Набережные Челны

Шпилька — крепёжное изделие в виде стержня с наружной резьбой, образующее соединение при помощи гайки или резьбового отверстия.
В компании ПКФ «КАТТЕР» Вы можете заказать изготовление различных шпилек требуемой марки стали.
Наиболее распространёнными стандартами являются: ГОСТ 22032-76, ГОСТ 22033-76, ГОСТ 22034-76, ГОСТ 22035-76, ГОСТ 22036-76, ГОСТ 22037-76, ГОСТ 22038-76, ГОСТ 22039-76, ГОСТ 22040-76, ГОСТ 22041-76, ГОСТ 22042-76, ГОСТ 22043-76
Мы гарантируем быстрое изготовление, низкую цену и высокое качество всех поставляемых изделий.
Шпилька ГОСТ 9066-75
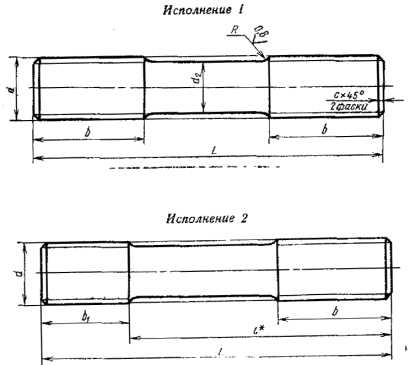
Настоящий стандарт распространяется на шпильки односторонние и двусторонние с номинальным диаметром резьбы от 10 до 160 мм. для фланцевых соединений паровых и газовых турбин, паровых котлов, трубопроводов и соединительных частей, арматуры, приборов, аппаратов и резервуаров с температурой среды от 0 до 650°С.
Шпилька ОСТ 26-2040-96
Шпилька ОСТ 26-2039-96
Шпильки с ввинчиваемым концом для фланцевых соединений.
Настоящий стандарт распространяется на шпильки нормальной точности с диаметром резьбы от 6 до 48 мм, ввинчиваемые в резьбовые отверстия деталей сосудов и аппаратов, применяемых в химической, нефтеперерабатывающей, нефтехимической, газовой, нефтяной и других смежных отраслях промышленности на условное давление Ру до 2,5 МПа (25 кгс/см2) и температуру от минус 70 до 300 °С.
В заявке необходимо указать:
- Обозначение по ГОСТ (размер; шаг резьбы; класс прочности; марку материала; покрытие)
- ГОСТ или другой нормативный документ (ОСТ, ТУ и др.)
- Количество продукции.
Вы можете у нас купить как черные, так и оцинкованные шпильки.
Тип А

Тип Б
Тип В
Тип Д

__________
* Размер для справки
Таблица 1
мм
Номинальный диаметр резьбы d | 10 | 12 | 16 | 20 | (22) | 24 | (27) | 30 | 36 | 42 | 48 | (52) | 56 | (60) | ||||
Шаг резьбы | крупный | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | |||||||
мелкий | 1,25 | 1,5 | 2 | 3 | 4 | |||||||||||||
Диаметр гладкой части | для шпилек типа А | d1 | По ГОСТ 1925.8-73 и ГОСТ 19256-73. | |||||||||||||||
для шпилек типов Б, В, Г, Д | d2 (пред. откл. по h12) | с крупным шагом | 7,8 | 9,5 | 13 | 16 | 18 | 20 | 22 | 24 | 30 | 35 | 40 | 44 | 48 | 52 | ||
с мелким шагом | 8 | 10 | 14 | 18 | 20 | 21 | 24 | 27 | 33 | 35 | 40 | 44 | 50 | 54 | ||||
— | ||||||||||||||||||
Диаметр осевого отверстия d3 для шпилек типов В, Г, Д | — | 10 | ||||||||||||||||
Диаметр резьбы осевого отверстия d4 для шпилек типов В, Г, Д | — | М12 | ||||||||||||||||
Диаметр расточки осевого отверстия для шпилек типов В, Г, Д | d5s | — | 13 | 17 | ||||||||||||||
d6 | — | |||||||||||||||||
Диаметр цилиндрического выступа d7 для шпилек типа Г | — | 24 | 30 | 34 | 39 | 43 | 48 | 52 | ||||||||||
Диаметр вписанной окружности d 8 для шпилек типа В | — | 14 | 20 | 25 | 30 | |||||||||||||
Диаметр описанной окружности d9 для шпилек типа В | — | 20 | 30 | 34 | 40 | |||||||||||||
Радиус перехода R для шпилек типов Б, В, Г, Д | 6 | 8 | 12 | |||||||||||||||
Глубина расточки осевого отверстия h1 для шпилек типов В, Г, Д | — | 7 | ||||||||||||||||
Высота головки «под ключ» h2 для шпилек типа В | — | 12 | 15 | 20 | ||||||||||||||
Глубина резьбы осевого отверстия из для шпилек типов В, Г, Д | — | 30 | ||||||||||||||||
Размер «под ключ» для шпилек типа В | S (пред. откл. по h12) | — | 13 | 22 | 27 | 32 | ||||||||||||
Длина ввинчиваемого резьбового конца b1 | номин. | 15 | 18 | 22 | 28 | 30 | 35 | 38 | 42 | 50 | 58 | 65 | 70 | 75 | 80 | |||
пред. откл. | +1,8 | +2,1 | +2,5 |
| +3,0 | +4,0 | ||||||||||||
Высота цилиндрического выступа l2 для шпилек типа Г | при нарезании резьбы | — | 15 | 25 | ||||||||||||||
при накатке резьбы | — | |||||||||||||||||
Высота головки 13 для шпилек типа В | — | 45 | 55 | 65 | 70 | 75 | 85 | |||||||||||
www.catter-group.ru
Шпильки. Сравнительная таблица DIN, ГОСТ и ISO
Тайвань Метиз Альянс
Энциклопедия крепёжных стандартов
Шпилька резьбовая — это крепёжное изделие в форме цилиндрического стержня с наружной резьбой на обоих концах или на всей длине стержня. Шпилечное соединение применяется при наличии резьбы в одном из соединяемых материалов. Фиксация производится с помощью гайки (при необходимости добавляется шайба). Шпильки резьбовые применяют вместо винтов в тех случаях, когда материал скрепляемой детали с нарезанным отверстием не обеспечивает требуемой долговечности резьбы при частых разборках и сборках соединений.
ШПИЛЬКИ
Сравнительная таблица DIN, ГОСТ и ISO
Изображение | Наименование по DIN и размеры | DIN | ГОСТ | ISO |
Шпилька приварная с гайкой, резьбовая стальная, М6-М36 | DIN 525 | ISO 2339 | ||
Шпилька резьбовая, ввинчиваемый конец = 2d, М6 — М16 | DIN 835 | ГОСТ 22038-76 | ||
Шпилька резьбовая, ввинчиваемый конец = 1d , диаметр от М5 до М36, длина от 16 до 200 | DIN 938 | ГОСТ 22033-76 | ||
Шпилька резьбовая, ввинчиваемый конец = 1.25d , диаметр от М6 до М36, длина от 16 до 220 | DIN 939 | ГОСТ 22034-76 | ||
Шпилька резьбовая оцинкованная метровая с метрической резьбой по всей длине от М2 до М56, длина 1000 и 2000 мм | DIN 975 | |||
Шпилька (штанга) резьбовая, оцинкованная, нержавеющая, метровая с метрической резьбой, диаметр М2 до М42, длина 1000, 2000, 3000 мм. Вместо бывшего DIN 975. | DIN 976-1 | |||
Шпилька резьбовая с метрической полной резьбой, форма В, оцинкованная, нержавеющая, диаметр М6 до М16, длина от 25 до 300 мм | DIN 976-1 | |||
Резьбовая шпилька (GS), с метрической резьбой по всей длине, диаметр от М6 до М20, длина от 40 до 300 мм | DIN 976 |
www.metiz.tw
Шпилька с полной резьбой Ст.20-45, 40Х
Написать нам
Написать нам
- О компании
- Сертификаты
- Перспективные разработки
- Устройство обогревающее
- Переносной парогенераторный модуль
- Установка вакуумно-компрессорная
- УСЛУГИ
- Изготовление крепежа по индивидуальному заказу
- Накатка резьбы
- Обработка металла
- Сервисное обслуживание и ремонт компрессоров
- Новости
- Контакты
- О компании
dsa-ural.ru
ГОСТ 9066-75 ШПИЛЬКИ ГОСТ 9066-75 ШПИЛЬКА ШПИЛЬКИ ДЛЯ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
ШПИЛЬКИ ДЛЯ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ С ТЕМПЕРАТУРОЙ СРЕДЫ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШПИЛЬКИ ДЛЯ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ Типы и основные размеры Studs for flanged connections with medium temperature from 0 to 650°C. Types and main dimensions |
ГОСТ 9066-75* Взамен ГОСТ 9066-69 |
Постановлением Государственного комитета стандартов Совета Министров СССР от 28 марта 1975 г. № 794 срок введения установлен
с 01.01.76
Проверен в 1985 г. Постановлением Госстандарта от 27.12.85 № 4667 срок действия продлен
до 01.01.96
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на шпильки односторонние и двусторонние для фланцевых соединений паровых и газовых турбин, паровых котлов, трубопроводов и соединительных частей, арматуры, приборов, фланцевых соединений аппаратов и резервуаров с температурой среды от 0 до 650°С.
Стандарт не распространяется на фланцевые соединения объектов, подведомственных Госгортехнадзору СССР, с условным давлением Ру менее 4 МПа (40кгс/см2).
(Измененная редакция, Изм. № 1).
2. Шпильки должны изготовляться следующих типов:
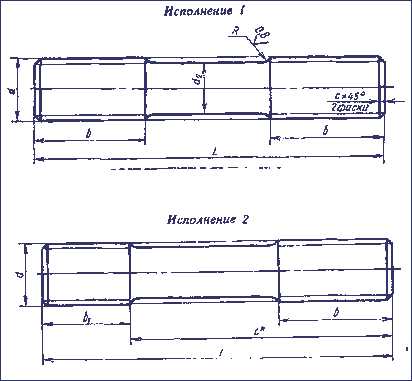
А-шпилька сплошная с одинаковыми номинальными диаметрами резьбы и гладкой части, применяемая для фланцевых соединений трубопроводов паровых котлов, паровых и газовых турбин, арматуры, приборов и резервуаров с температурой металла менее или равной 300°С;
Б-шпилька сплошная с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, применяемая для фланцевых соединений турбин, трубопроводов и соединительных частей паровых котлов, паровых и газовых турбин, арматуры, приборов, аппаратов и резервуаров с температурой металла свыше 300°С;
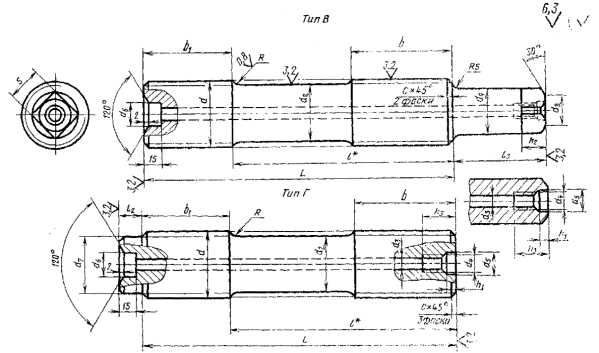
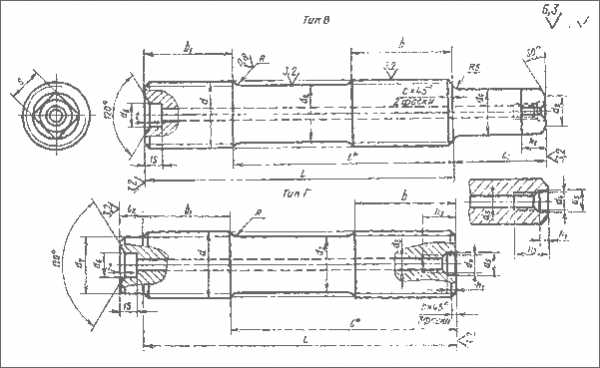
В-шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, и выступом четырехгранным «под ключ», затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, стопорных и регулирующих клапанов с контролируемым затягом шпильки и температурой металла от 0 до 650°С;
Г-шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, и цилиндрическим выступом на ввинчиваемом конце, затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, стопорных и регулирующих клапанов, арматуры с контролируемым затягом шпильки и температурой металла от 0 до 650°С;
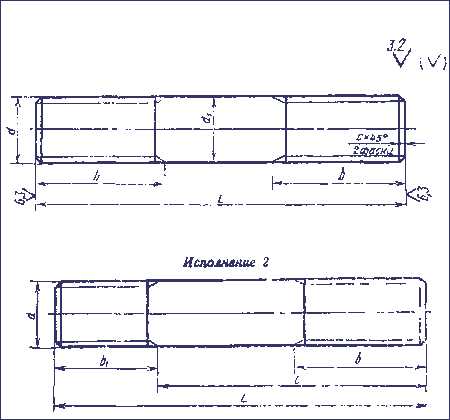
Д-шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, трубопроводов и соединительных частей, арматуры, стопорных и регулирующих клапанов с контролируемым затягом шпильки и температурой металла от 0 до 650°С.
3. Размеры шпилек должны соответствовать указанным на черт. 1-3 и в табл. 1, 2.
Тип А
Тип Б
__________
* Размер для справки
Черт. 1
Черт. 2
Тип Д
__________
* Размер для справки.
Черт. 3
Таблица 1
мм
Номинальный диаметр резьбы d |
10 |
12 |
16 |
20 |
(22) |
24 |
(27) |
30 |
36 |
42 |
48 |
(52) |
56 |
(60) |
||||
Шаг резьбы |
крупный |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5,5 |
|||||||
мелкий |
1,25 |
1,5 |
2 |
3 |
4 |
|||||||||||||
Диаметр гладкой части |
для шпилек типа А |
d1 |
По ГОСТ 1925.8-73 и ГОСТ 19256-73. |
|||||||||||||||
для шпилек типов Б, В, Г, Д |
d2 (пред. откл. по h12) |
с крупным шагом |
7,8 |
9,5 |
13 |
16 |
18 |
20 |
22 |
24 |
30 |
35 |
40 |
44 |
48 |
52 |
||
с мелким шагом |
8 |
10 |
14 |
18 |
20 |
21 |
24 |
27 |
33 |
35 |
40 |
44 |
50 |
54 |
||||
— |
||||||||||||||||||
Диаметр осевого отверстия d3 для шпилек типов В, Г, Д |
— |
10 |
||||||||||||||||
Диаметр резьбы осевого отверстия d4 для шпилек типов В, Г, Д |
— |
М12 |
||||||||||||||||
Диаметр расточки осевого отверстия для шпилек типов В, Г, Д |
d5s |
— |
13 |
17 |
||||||||||||||
d6 |
— |
|||||||||||||||||
Диаметр цилиндрического выступа d7 для шпилек типа Г |
— |
24 |
30 |
34 |
39 |
43 |
48 |
52 |
||||||||||
Диаметр вписанной окружности d8 для шпилек типа В |
— |
14 |
20 |
25 |
30 |
|||||||||||||
Диаметр описанной окружности d9 для шпилек типа В |
— |
20 |
30 |
34 |
40 |
|||||||||||||
Радиус перехода R для шпилек типов Б, В, Г, Д |
6 |
8 |
12 |
|||||||||||||||
Глубина расточки осевого отверстия h1 для шпилек типов В, Г, Д |
— |
7 |
||||||||||||||||
Высота головки «под ключ» h2 для шпилек типа В |
— |
12 |
15 |
20 |
||||||||||||||
Глубина резьбы осевого отверстия из для шпилек типов В, Г, Д |
— |
30 |
||||||||||||||||
Размер «под ключ» для шпилек типа В |
S (пред. откл. по h12) |
— |
13 |
22 |
27 |
32 |
||||||||||||
Длина ввинчиваемого резьбового конца b1 |
номин. |
15 |
18 |
22 |
28 |
30 |
35 |
38 |
42 |
50 |
58 |
65 |
70 |
75 |
80 |
|||
пред. откл. |
+1,8 |
+2,1 |
+2,5 |
|
+3,0 |
+4,0 |
||||||||||||
Высота цилиндрического выступа l2 для шпилек типа Г |
при нарезании резьбы |
— |
15 |
25 |
||||||||||||||
при накатке резьбы |
— |
|||||||||||||||||
Высота головки 13 для шпилек типа В |
— |
45 |
55 |
65 |
70 |
75 |
85 |
|||||||||||
Продолжение
мм
Номинальный диаметр резьбы d |
64 |
(68) |
72 |
(76) |
80 |
90 |
100 |
110 |
(120) |
125 |
140 |
160 |
||||||||||||||||
Шаг резьбы |
крупный |
6 |
|
|||||||||||||||||||||||||
мелкий |
4 |
4 и 6 |
||||||||||||||||||||||||||
Диаметр гладкой части |
для шпилек типа А |
D1 |
По ГОСТ 19268-73 и ГОСТ 19256-73 |
|||||||||||||||||||||||||
для шпилек типов Б, В, Г, Д |
d2 (пред откл. по h12) |
с крупным шагом |
54 |
56 |
|
|||||||||||||||||||||||
с мелким шагом |
58 |
62 |
66 |
70 |
74 |
84 |
94 |
104 |
114 |
119 |
134 |
154 |
||||||||||||||||
— |
64 |
68 |
72 |
80 |
92 |
102 |
112 |
116 |
132 |
152 |
||||||||||||||||||
Диаметр осевого отверстия d3 для шпилек типов В, Г, Д |
10 и 20 |
20 |
36 |
|||||||||||||||||||||||||
Диаметр резьбы осевого отверстия d4 для шпилек типов В, Г, Д |
М12 и М24 |
М24 |
М42 |
|||||||||||||||||||||||||
Диаметр расточки осевого отверстия для шпилек типов В, Г, Д |
d5 |
17 и 32 |
32 |
54 |
||||||||||||||||||||||||
d6 |
— |
40 |
85 |
|||||||||||||||||||||||||
Диаметр цилиндрического выступа d7 для шпилек типа Г |
56 |
60 |
64 |
68 |
72 |
82 |
92 |
102 |
112 |
116 |
132 |
152 |
||||||||||||||||
Диаметр вписанной окружности d8 для шпилек типа В |
30 |
32 |
35 |
42 |
50 |
60 |
70 |
75 |
||||||||||||||||||||
Диаметр описанной окружности d9 для шпилек типа В |
40 |
45 |
58 |
70 |
80 |
95 |
100 |
|||||||||||||||||||||
Радиус перехода R для шпилек типов Б, В, Г, Д |
12 |
16 |
||||||||||||||||||||||||||
Глубина расточки осевого отверстия h1 для шпилек типов В, Г, Д |
7 |
10 |
13 |
|||||||||||||||||||||||||
Высота головки «под ключ» h2 для шпилек типа В |
20 |
25 |
30 |
35 |
40 |
50 |
||||||||||||||||||||||
Глубина резьбы осевого отверстия h3 для шпилек типов В, Г, Д |
30 и 50 |
50 |
75 |
|||||||||||||||||||||||||
Размер «под ключ» для шпилек типа В |
S (пред. откл. по hl2) |
32 |
||||||||||||||||||||||||||
www.12821-80.ru
Резьбовые шпильки по DIN 975, 976, ГОСТ 9066, 22032. . Размеры, конструкция, правила монтажа

Конструкция
Крепежные детали, выполненные в виде стержня цилиндрической формы с нанесенной на полную или неполную его длину резьбой и фасками на концах, получили название шпилек резьбовых. Изделия могут иметь гладкую часть на середине стержня, выступы на краях для закручивания в соединениях, сквозные осевые отверстия с цилиндрическими и коническими проточками на концах.
Применение
Резьбовые шпильки изготавливаются по отечественным (ГОСТ), зарубежным (DIN, Германия), международным (ISO) стандартам, техническим условиям и специальным чертежам предприятий. Их применяют в качестве элементов фланцевых соединений при монтаже газовых турбин, паровых котлов, трубопроводов, аппаратов, эксплуатируемых в широком диапазоне температур.
Шпильками с резьбой можно соединять между собой детали с гладкими и резьбовыми (сквозными или глухими) отверстиями. Одни виды крепежных изделий могут быть использованы в качестве заготовок, которые можно резать или наращивать с помощью специальных удлиненных гаек. Другие применяют только согласно их основному предназначению.
Резьбовые шпильки изготавливают из различных марок сталей с нанесенным защитным покрытием или без покрытия.
Крепеж характеризуется различными классами прочности и классами точности. При выполнении монтажных работ шпильки с резьбой комплектуют плоскими шайбами нормальных ГОСТ 11371 (DIN 125) или увеличенных ГОСТ 6958 (DIN 9021) размеров и пружинными шайбами ГОСТ 6402 (DIN 127), шестигранными гайками DIN 934 и соединительными гайками DIN 6334.
Стандарты на резьбовые шпильки
Основные виды крепежных деталей приведены ниже.
-
DIN 975. Резьбовая шпилька класса точности А с метрической резьбой от М2 до М56 на всю длину стержня, выполненной с натягом для обеспечения жесткости соединений. Классы прочности: 4.6, 5.6, 5.8 и 8.8. Изготавливается длиной 1000 мм и 2000 мм. Материалы: углеродистая сталь с гальваническим цинковым покрытием и нержавеющие стали А2 (типа 08Х18Н10) и А4 (типа 10Х17Н13М2).
-
DIN 976. Аналог крепежной детали DIN 975 с полной резьбой стержня и длинами 1000, 2000 и 3000 мм. Выпускается с такими же классами прочности, покрытием и материалами стали.
-
ГОСТ 9066. Шпильки резьбовые для фланцевых соединений в оборудовании, эксплуатируемом в большом температурном диапазоне: от 0°С до 650°С. Выполнены с гладкой частью стержня посередине детали и метрической резьбой от М10 до М160 на концах. Изготавливаются из углеродистых, легированных, жаростойких и жаропрочных сталей.
-
ГОСТ 22032. Шпильки с резьбой от М2 до М48, ввинчиваемые в резьбовые отверстия деталей из углеродистой, нержавеющей стали, цветных металлов и их сплавов. Шаг резьбы – крупный и мелкий.
Шпилька резьбовая, в зависимости от назначения, вида покрытия и материала стали, получила такие популярные у строителей и монтажников названия: штанга резьбовая, монтажная шпилька, шпилька нержавеющая, шпилька высокопрочная, шпилька оцинкованная, шпилька омедненная и ряд других.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered by
www.rusbolt.ru
Межгосударственный стандарт ГОСТ 9066-75 «Шпильки для…
Действующий
Дата введения установлена 1 января 1976 г.
Взамен ГОСТ 9066-69
1. Настоящий стандарт распространяется на шпильки односторонние и двусторонние для фланцевых соединений паровых и газовых турбин, паровых котлов, трубопроводов и соединительных частей, арматуры, приборов, аппаратов и резервуаров с температурой среды от 0°С до 650°С.
Стандарт не распространяется на фланцевые соединения объектов, подведомственных Госгортехнадзору СССР, с условным давлением менее 4 МПа (40 ).(Измененная редакция, Изм. N 1).
2. Шпильки должны изготовляться следующих типов:
А — шпилька сплошная с одинаковыми номинальными диаметрами резьбы и гладкой части, применяемая для фланцевых соединений трубопроводов паровых котлов, паровых и газовых турбин, арматуры, приборов и резервуаров с температурой металла менее или равной 300°С;
Б — шпилька сплошная с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, применяемая для фланцевых соединений турбин, трубопроводов и соединительных частей паровых котлов, паровых и газовых турбин, арматуры, приборов, аппаратов и резервуаров с температурой металла свыше 300°С;
В — шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, и выступом четырехгранным «под ключ», затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, стопорных и регулирующих клапанов с контролируемым затягом шпильки и температурой металла от 0°С до 650°С;
Г — шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, и цилиндрическим выступом на ввинчиваемом конце, затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, стопорных и регулирующих клапанов, арматуры с контролируемым затягом шпильки и температурой металла от 0°С до 650°С;
Д — шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, трубопроводов и соединительных частей, арматуры, стопорных и регулирующих клапанов с контролируемым затягом шпильки и температурой металла от 0°С до 650°С.
3. Размеры шпилек должны соответствовать указанным на черт. 1-3 и в табл. 1, 2.1. Шпильки с размерами, заключенными в скобки, по возможности не применять.
2. Диаметр гладкой части шпилек типа А с мелкой резьбой, выполняемой накаткой, при d > 52 мм должен быть равен среднему диаметру резьбы. Допускается диаметр гладкой части шпилек типов Б, В, Г и Д выполнять размером среднего диаметра резьбы, выполненной методом накатки.3. Размеры радиусов перехода R и концевых фасок не распространяются на шпильки, резьба которых выполняется методом накатки.
4. Длину ввинчиваемого резьбового конца допускается выполнять равной 1,6 d или 1,8 d на шпильках всех типов.
5. Допускается на шпильках типов Г и Д не делать расточку осевого отверстия , при этом на шпильках типа Г цилиндрический выступ допускается выполнять по высоте , равной удвоенному шагу резьбы. 6. Допускается на шпильках типов В, Г и Д осевое отверстие выполнять диаметром , равным 6,7 мм для шпилек М30 и М36 и 8,5 мм для шпилек М42 и М48, размеры гнезда под рым-болт — по ГОСТ 4751-73. 7. Допускается уменьшение диаметра на величину шага резьбы. 8. Допускается для шпилек типов В, Г, Д с номинальным диаметром резьбы до М60 осевое отверстие и гнездо под рым-болт не выполнять. 9. Неуказанные предельные отклонения размеров: Н14, h24, по ГОСТ 25670-83.1. Шпильки с размерами, заключенными в скобки, по возможности не применять.
2. При применении шпилек с длиной более 750 мм длина резьбы шпилек должна соответствовать ряду Ra 40 ГОСТ 6636-69.
3. Длина l шпилек А2, Б2, В, Г и Д2 более 0,25 d + b по ряду Ra 40 и дополнительному ряду ГОСТ 6636-69.
4. Допускается для шпилек типов В, Г и Д уменьшение длины резьбового конца b, но не более чем на 0,25 d.
5. Длину шпилек типов А и Б необходимо выбирать так, чтобы выступание шпильки из гайки типа А в резьбовом соединении было не менее шага резьбы, включая фаску на конце шпильки.
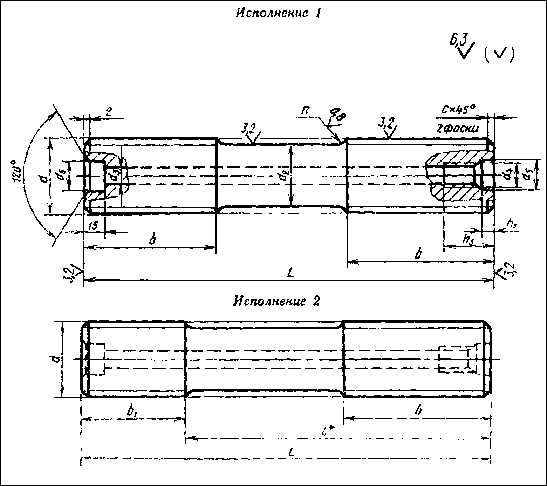
Примеры условных обозначений:
Шпилька типа А, исполнения 1, с диаметром резьбы 48 мм, с крупным шагом резьбы 5 мм, с полем допуска 6g, с длиной шпильки 200 мм, с длиной резьбового конца 90 из стали марки ЭП182, категории IV, группы качества 2, без покрытия:
То же, исполнения 2, с мелким шагом резьбы 3 мм, с полем допуска 6g, с длиной ввинчиваемого конца мм, с длиной резьбового конца мм, вакуумно-дугового переплава, без покрытия:То же, из стали 35, категории II, группы качества 3, с покрытием 02, толщиной 9 мкм:
dokipedia.ru
Шаг резьбы | крупный | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | |||||||
мелкий | 1,25 | 1,5 | 2 | 3 | 4 | |||||||||||||
Диаметр гладкой части | для шпилек типа А | d 1 | По ГОСТ 1925.8-73 и ГОСТ 19256-73. | |||||||||||||||
для шпилек типов Б, В, Г, Д | d 2 (пред. откл. по h 12) | с крупным шагом | 7,8 | 9,5 | 13 | 16 | 18 | 20 | 22 | 24 | 30 | 35 | 40 | 44 | 48 | 52 | ||
с мелким шагом | 8 | 10 | 14 | 18 | 20 | 21 | 24 | 27 | 33 | 35 | 40 | 44 | 50 | 54 | ||||
— | ||||||||||||||||||
Диаметр осевого отверстия d3 для шпилек типов В, Г, Д | — | 10 | ||||||||||||||||
Диаметр резьбы осевого отверстия d 4 для шпилек типов В, Г, Д | — | М12 | ||||||||||||||||
Диаметр расточки осевого отверстия для шпилек типов В, Г, Д | d 5 s | — | 13 | 17 | ||||||||||||||
d 6 | — | |||||||||||||||||
Диаметр цилиндрического выступа d7 для шпилек типа Г | — | 24 | 30 | 34 | 39 | 43 | 48 | 52 | ||||||||||
Диаметр вписанной окружности d8 для шпилек типа В | — | 14 | 20 | 25 | 30 | |||||||||||||
Диаметр описанной окружности d9 для шпилек типа В | — | 20 | 30 | 34 | 40 | |||||||||||||
Радиус перехода R для шпилек типов Б, В, Г, Д | 6 | 8 | 12 | |||||||||||||||
Глубина расточки осевого отверстия h 1 для шпилек типов В, Г, Д | — | 7 | ||||||||||||||||
Высота головки «под ключ» h2 для шпилек типа В | — | 12 | 15 | 20 | ||||||||||||||
Глубина резьбы осевого отверстия из для шпилек типов В, Г, Д | — | 30 | ||||||||||||||||
Размер «под ключ» для шпилек типа В | S (пред. откл. по h 12) | — | 13 | 22 | 27 | 32 | ||||||||||||
Длина ввинчиваемого резьбового конца b 1 | номин. | 15 | 18 | 22 | 28 | 30 | 35 | 38 | 42 | 50 | 58 | 65 | 70 | 75 | 80 | |||
пред. откл. | +1,8 | +2,1 | +2,5 | +3,0 | +4,0 | |||||||||||||
Высота цилиндрического выступа l 2 для шпилек типа Г | при нарезании резьбы | — | 15 | 25 | ||||||||||||||
при накатке резьбы | — | |||||||||||||||||
Высота головки 13 для шпилек типа В | — | 45 | 55 | 65 | 70 | 75 | 85 | |||||||||||
promtechmet.ru