ГОСТ 11371-78: Шайбы. Технические условия
ШАЙБЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШАЙБЫ Технические условия Washers. Specifications | ГОСТ |
Дата введения 01.01.79
Настоящий стандарт распространяется на шайбы нормального ряда классов точности А и С для крепежных деталей диаметром резьбы от 1 до 48 мм.
Стандарт полностью соответствует СТ СЭВ 280-89, СТ СЭВ 281-87.
(Измененная редакция, Изм. № 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Шайбы должны изготовляться:
исполнения 1 — класса точности А и С
исполнения 2 — класса точности А
Исполнение 1 | Исполнение 2 |
мм
Диаметр резьбы крепежной детали d | d1 | d2 | S | |
Класс точности | ||||
C | А | |||
1,0 | 1,2 | 1,1 | 3,5 | 0,3 |
1,2 | 1,4 | 1,3 | 4,0 | |
1,4 | 1,6 | 1,5 | ||
1,6 | 1,8 | 1,7 | ||
2,0 | 2,4 | 2,2 | 5,0 | |
2,5 | 2,9 | 2,7 | 6,0 | 0,5 |
3,0 | 3,4 | 3,2 | 7,0 | |
3,5 | — | 3,7 | 8,0 | |
4,0 | 4,5 | 4,3 | 9,0 | 0,8 |
5,0 | 5,5 | 5,3 | 10,0 | 1,0 |
6,0 | 6,6 | 6,4 | 12,0 | 1,6 |
8,0 | 9,0 | 8,4 | 16,0 | |
10,0 | 11,0 | 10,5 | 20,0 | 2,0 |
12,0 | 13,5 | 13,0 | 24,0 | 2,5 |
14,0 | 15,5 | 15,0 | 28,0 | |
16,0 | 17,5 | 17,0 | 30,0 | 3,0 |
18,0 | 20,0 | 19,0 | 34,0 | |
20,0 | 22,0 | 21,0 | 37,0 | |
22,0 | 24,0 | 23,0 | 39,0 | |
24,0 | 26,0 | 25,0 | 44,0 | 4,0 |
27,0 | 30,0 | 28,0 | 50,0 | |
30,0 | 33,0 | 31,0 | 56,0 | |
— | 34,0 | 60,0 | 5,0 | |
36,0 | 39,0 | 37,0 | 66,0 | |
39,0 | — | 40,0 | 72,0 | 6,0 |
42,0 | 45,0 | 43,0 | 78,0 | 7,0 |
48,0 | 52,0 | 50,0 | 92,0 | 8,0 |
Примеры условного обозначения шайбы исполнения 1 класса точности А для крепежной детали с диаметром 12 мм, с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм хроматированным:
Шайба А.12.01.08кп.016 ГОСТ 11371-78
То же, исполнения 2:
Шайба 2.12.01.08кп.016 ГОСТ 11371-78
(Измененная редакции, Изм. № 3).
1.2. (Исключен, Изм. № 2).
1.3. Теоретическая масса шайб приведена в приложении.
(Введен дополнительно, Изм. № 1).
1.4. По согласованию между изготовителем и потребителем допускается изготовлять шайбы с другими толщинами.
(Введен дополнительно, Изм. № 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Технические требования — по ГОСТ 18123.
(Измененная редакция, Изм. № 1).
2.2, 2.3. (Исключены, Изм. № 1).
2.4. Твердость стальных шайб класса точности А должна составлять не менее 140 HV, класса точности С — не менее 100 НV.
(Измененная редакции, Изм. Изм. № 3).
2.5. Временная противокоррозионная защита, упаковка и маркировка тары — по ГОСТ 18160.
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки шайб — по ГОСТ 17769.
(Измененная редакция, Изм. № 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Методы контроля шайб — по ГОСТ 18123.
Разд. 5 (Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ
Справочное
МАССА СТАЛЬНЫХ ШАЙБ
Диаметр резьбы крепежной детали, мм | Теоретическая масса 1000 шт., кг, для исполнений | ||
1 | 2 | ||
Класс точности | |||
С | А | ||
1,0 | 0,020 | 0,020 | — |
| 1,2 | 0,026 | 0,026 | — |
1,4 | 0,025 | 0,025 | — |
1,6 | 0,024 | 0,024 | — |
2,0 | 0,036 | 0,037 | — |
2,5 | 0,085 | 0,088 | — |
3,0 | 0,115 | 0,119 | — |
3,5 | — | 0,155 | — |
4,0 | 0,299 | 0,308 | — |
5,0 | 0,430 | 0,443 | 0,413 |
6,0 | 0,990 | 1,016 | 0,925 |
8,0 | 1,725 | 1,828 | 1,706 |
10,0 | 3,438 | 3,571 | 3,333 |
12,0 | 6,066 | 6,270 | 5,824 |
14,0 | 8,377 | 8,612 | 8,089 |
16,0 | 10,976 | 11,295 | 10,491 |
18,0 | 13,976 | 14,697 | 13,782 |
20,0 | 16,361 | 17,156 | 16,157 |
22,0 | 17,470 | 18,339 | 17,285 |
24,0 | 31,058 | 32,315 | 30,211 |
27,0 | 39,438 | 42,298 | 39,898 |
30,0 | 50,456 | 53,612 | 50,917 |
33,0 | — | 75,303 | 70,809 |
36,0 | 87,350 | 92,033 | 87,078 |
39,0 | — | 132,513 | 124,748 |
42,0 | 175,088 | 182,680 | 171,256 |
48,0 | 283,956 | 294,013 | 276,397 |
Примечание. Для определения массы шайб, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент:
0,35 -для алюминиевого сплава;
0,97 — для бронзы;
1,08 — для латуни;
1,13 — для меди.
(Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.06.78 № 1674
3. Стандарт полностью соответствует СТ СЭВ 280-89 и СТ СЭВ 281-87
4. В СТАНДАРТ ВВЕДЕНЫ международные стандарты: ИСО 7089-83, ИСО 7090-83, ИСО 7091-83
5. ВЗАМЕН ГОСТ 11371-68
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7 Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
8 ПЕРЕИЗДАНИЕ с Изменениями № 1, 2, 3, утвержденными в ноябре 1983 г., мае 1988 г., мае 1990 г. (ИУС 2-84, 8-88, 8-90)
standartgost.ru
ГОСТ 6958-78 Шайбы увеличенные. Классы точности А и С. Технические условия
ГОСТ 6958-78
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШАЙБЫ УВЕЛИЧЕННЫЕ
КЛАССЫ ТОЧНОСТИ А и С
Технические условия
|
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ШАЙБЫ УВЕЛИЧЕННЫЕ КЛАССЫ ТОЧНОСТИ А и С Технические условия Enlarged washers. Product grades A and С. Specifications |
ГОСТ Взамен |
Издание с Изменениями № 1, 2. утвержденными в ноябре 1983 г., в марте 1988 г. (ИУС 2-84. 6-88).
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 июня 1978 г. № 1675 дата введения установлена
01.01.79
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на увеличенные шайбы классов точности А и С для крепежных деталей диаметром резьбы от 1 до 48 мм.
(Измененная редакция, Изм. № 1, 2).
1.1. Конструкция и размеры шайб должны соответствовать указанным на чертеже и в таблице.
мм
|
Диаметр резьбы крепежной детали |
d1 |
d2 |
s |
|
|
Класс точности |
||||
|
А |
С |
|||
|
1,0 |
1,1 |
1,2 |
4,0 |
0,3 |
|
1,2 |
1,3 |
1,4 |
4,0 |
0,3 |
|
1,6 |
1,7 |
|||
files.stroyinf.ru
ГОСТ 11371-78 Шайбы. Технические условия
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШАЙБЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 11371-78
(СТ СЭВ 280-89, СТ СЭВ 281-87)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШАЙБЫ Технические условия Vashers . Specifications |
ГОСТ ( СТ СЭВ
280-89, Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 июня 1978 г. № 1674 срок введения установлен
с 01.01.79
Проверен в 1983 г. Постановлением Госстандарта от 14.11.83 № 5375 срок действия продлен
до 01.01.89
(Измененная редакция, Изм. № 2, 3).
Настоящий стандарт распространяется на шайбы нормального ряда классов точности А и С для крепежных деталей диаметром резьбы от 1 до 48 мм.
Стандарт полностью соответствует СТ СЭВ 280-76, СТ СЭВ 281-87.
(Измененная редакция, Изм. № 1, 2).
1.1 . Шайбы должны изготовляться::
исполнения1-класса точности А и С
исполнения2-класса точности А
(Измененная редакция, Изм. № 3).
Исполнение 1
Исполнение
2
d ³ × 5 мм
(Измененная редакция, Изм. № 2, 3).
мм
|
Диаметр резьбы крепежной детали |
d1 |
d2 |
s |
|
|
Класс точности |
||||
|
1 |
2 |
|||
|
1,0 |
1,2 |
1,1 |
3,5 |
0,3 |
|
1,2 |
1,4 |
1,3 |
4,0 |
|
|
1,4 |
1,6 |
1,5 |
||
|
1,6 |
1,8 |
1,7 |
||
|
2,0 |
2,4 |
2,2 |
5,0 |
|
|
2,5 |
2,9 |
2,7 |
6,5 |
0,5 |
|
3,0 |
3,4 |
3,2 |
7,0 |
|
|
3,5 |
— |
3,7 |
8,0 |
|
|
4,0 |
4,5 |
4,3 |
9,0 |
0,8 |
|
5,0 |
5,5 |
5,3 |
10,0 |
1,0 |
|
6,0 |
6,6 |
6,4 |
12,0 |
1,6 |
|
8,0 |
9,0 |
8,4 |
16,0 |
|
|
10,0 |
11,0 |
10,5 |
20,0 |
2,0 |
|
12,0 |
13,5 |
13,0 |
24,0 |
2,5 |
|
14,0 |
15,5 |
15,0 |
28,0 |
|
|
16,0 |
17,5 |
17,0 |
30,0 |
3,0 |
|
18,0 |
20,0 |
19,0 |
34,0 |
|
|
20,0 |
22,0 |
21,0 |
37,0 |
|
|
22,0 |
24,0 |
23,0 |
39,0 |
|
|
24,0 |
26,0 |
25,0 |
44,0 |
4,0 |
|
27,0 |
30,0 |
28,0 |
50,0 |
|
|
30,0 |
33,0 |
31,0 |
56,0 |
|
|
33,0 |
— |
34,0 |
60,0 |
5,0 |
|
36,0 |
39,0 |
37,0 |
66,0 |
|
|
39,0 |
— |
40,0 |
72,0 |
6,0 |
|
42,0 |
45,0 |
43,0 |
78,0 |
7,0 |
|
48,0 |
52,0 |
50,0 |
92,0 |
8,0 |
(Измененная редакции, Изм. № 2, 3).
Примеры условного обозначения шайбы исполнения 1 класса точности А для крепежной детали с диаметром 12 мм с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм хроматированным:
Шайба А 12.01.08кп.016 ГОСТ 11371-78
То же, исполнения 2:
Шайба 2.12.01.08кп.016 ГОСТ 11371-78.
1.1 , 1.2. (Измененная редакции, Изм. № 1, 2).
1.3 . Теоретическая масса шайб приведена в приложении.
(Введен дополнительно, Изм. № 1 ).
1.4 . По согласованию между изготовителем и потребителем допускается изготовлять шайбы с другими толщинами.
(Измененная редакции, Изм. № 3).
2.1 . Технические требования — по ГОСТ 18123-82 .
(Измененная редакция, Изм. № 1).
2.2 , 2.3. (Исключены, Изм. № 1).
2.4 . Твердость стальных шайб класса точности А должна составлять не менее 140 HV , класса точности С — не менее 100 Н V .
(Измененная редакции, Изм. № 2, 3).
2.5 . Временная противокоррозионная защита, упаковка и маркировка тары — по ГОСТ 18160-72 .
(Измененная редакция, Изм. № 2).
3.1 . Правила приемки шайб — по ГОСТ 17769-83 .
(Измененная редакция, Изм. № 1).
4.1 . Методы контроля шайб — по ГОСТ 18123-82 .
(Разд. 5 исключен, Изм. № 2).
|
Диаметр резьбы крепежной детали, мм |
Теоретическая масса 1000 шт., кг, для исполнений |
||
|
1 |
2 |
||
|
Класс точности |
|||
|
С |
А |
||
|
1,0 |
0,020 |
0,020 |
— |
|
1,2 |
0,026 |
0,026 |
— |
|
1,4 |
0,025 |
0,025 |
— |
|
1,6 |
0,024 |
0,024 |
— |
|
2,0 |
0,036 |
0,037 |
— |
|
2,5 |
0,085 |
0,088 |
— |
|
3,0 |
0,115 |
0,119 |
— |
|
3,5 |
— |
0,155 |
— |
|
4,0 |
0,299 |
0,308 |
— |
|
5,0 |
0,430 |
0,443 |
0,413 |
|
6,0 |
0,990 |
1,016 |
0,925 |
|
8,0 |
1,725 |
1,828 |
1,706 |
|
10,0 |
3,438 |
3,571 |
3,333 |
|
12,0 |
6,066 |
6,270 |
5,824 |
|
14,0 |
8,377 |
8,612 |
8,089 |
|
16,0 |
10,976 |
11,295 |
10,491 |
|
18,0 |
13,976 |
14,697 |
13,782 |
|
20,0 |
16,361 |
17,156 |
16,157 |
|
22,0 |
17,470 |
18,339 |
17,285 |
|
24,0 |
31,058 |
32,315 |
30,211 |
|
27,0 |
39,438 |
42,298 |
39,898 |
|
30,0 |
50,456 |
53,612 |
50,917 |
|
33,0 |
— |
75,303 |
70,809 |
|
36,0 |
87,350 |
92,033 |
87,078 |
|
39,0 |
— |
132,513 |
124,748 |
|
42,0 |
175,088 |
182,680 |
171,256 |
|
48,0 |
283,956 |
294,013 |
276,397 |
Примечание . Для определения массы шайб, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент:
0 ,35 -для алюминиевого сплава;
0 ,97 — для бронзы;
1 ,08 — для латуни;
1 ,13 — для меди.
(Измененная редакция, Изм. № 2, 3).
СОДЕРЖАНИЕ
|
1. Основные параметры и размеры .. 1 2. Технические требования . 3 3. Правила приемки . 3 4. Методы контроля . 3 Приложение Масса стальных шайб . 3 |
Еще документы скачать бесплатно
www.gosthelp.ru
ГОСТ 18123-82: Шайбы. Общие технические условия
ГОСТ 18123-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШАЙБЫ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШАЙБЫ Общие технические условия Washers. General specifications | ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 2 июня 1982 г. № 2256 дата введения установлена
01.01.84
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на шайбы: плоские круглые по ГОСТ 6958-78; ГОСТ 9649-78; ГОСТ 10450-78; ГОСТ 11371-78, косые квадратные по ГОСТ 10906-78 и стопорные по ГОСТ 11872-89; ГОСТ 13463-77; ГОСТ 13464-77; ГОСТ 13465-77; ГОСТ 13466-77 классов точности А и С.
Стандарт полностью соответствует СТ СЭВ 219-75.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Шайбы должны изготовляться в соответствии с требованиями настоящего стандарта и стандартов на конкретные виды шайб.
1.2. Схема построения условного обозначения шайб приведена в обязательном приложении.
1.3. Марки материалов и их условные обозначения должны соответствовать указанным в табл. 1. По соглашению между потребителем и изготовителем допускается изготавливать шайбы из материала, не указанного в табл. 1.
Таблица 1
1.4. Шайбы изготовляют с покрытиями или без покрытий. Виды покрытий, их условное обозначение и толщина — по ГОСТ 1759.0-87, ГОСТ 1759.1-82, ГОСТ 1759.2-82, ГОСТ 1759.3-83, ГОСТ 1759.4-87, ГОСТ 1759.5-87. Допускается применять другие виды покрытий по ГОСТ 9.306-85.
1.3., 1.4. (Измененная редакция, Изм. № 1).
1.5. Технические требования к покрытиям — по ГОСТ 9.301-86.
1.6. Поверхности шайб должны быть без трещин, раковин, надрывов, острых кромок, заусенцев, ржавчины.
Допускаются риски, вмятины, замятые заусенцы и срывы металла на цилиндрической поверхности и дефекты поверхности, установленные техническими требованиями на исходный материал.
1.7. Параметр Ra шероховатости опорных поверхностей класса точности А — не более 3,2 мкм.
(Измененная редакция, Изм. № 2).
1.8. Поля допусков и предельные отклонения размеров, допуски формы и расположения поверхностей шайб должны соответствовать указанным в табл. 2.
Таблица 2
мм
Наименование размера и вид допуска | Поля допусков и предельные отклонения размеров, допуски, формы и расположения поверхностей или шайб класса точности | ||||
А | С | ||||
Отверстие | Н13 Н14 для s > 4 Шайбы для вальцов — Н11 Стопорные шайбы — Н12 | Н14 Н15 для s > 4 | |||
s | s1 не менее | — | |||
До 4,0 | 0,5 sном | ||||
Св. 4,0 | 0,3 sном | ||||
Наружный диаметр | h24 h25 для s > 4 | h26 | |||
Толщина | s | s | |||
Номин. | Пред. откл. | Номин. | Пред. откл | ||
До 0,5 Св. 0,5 до » 1,0 » 1,0 » 2,5 » 2,5 » 4,0 » 4,0 » 6,0 » 6,0 » 10,0 » 10,0 » 20,0 | ±0,05 ±0,10 ±0,20 ±0,30 ±0,60 ±1,00 ±1,20 |
До 1,0 Св. 1,0 до » 2,5 » 2,5» 4,0 » 4,0» 6,0 » 6,0 » 10,0 » 10,0 » 20,0 |
±0,2 ±0,3 ±0,6 ±1,0 ±1,2 ±1,6 | ||
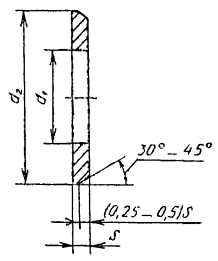
Фаска* | a от 30 до 45° еmin = 0,25s еmax = 0,50s | — | |||
Допуск параллельности для плоских круглых шайб | s | a, не более | s | a, не более | |
До 0,5 Св. 0,5 до » ,0 » 1,0 » 2,5 » 2,5 » 4,0 » 4,0 » 6,0 » 6,0 » 10,0 » 10,0 » 20,0 | 0,025 0,050 0,100 0,150 0,200 0,300 0,400 |
До 1,0 Св. 1,0 до » ,5 » 2,5» 4,0 » 4,0» 6,0 » 6,0 » 10,0 » 10,0 » 20,0 |
0,2 0,2 0,3 0,5 0,6 1,0 | ||
Допуск плоскостности для плоских круглых шайб | s | E | s | E | |
До 0,5 Св. 0,5 до » 1,0 » 1,0 » 2,5 » 2,5 » 4,0 » 4,0 » 6,0 » 6,0 » 10,0 » 10,0 » 20,0 | 0,05 0,10 0,20 0,30 0,40 0,60 1,00 |
До 1,0 Св. 1,0 до » 2,5 » 2,5» 4,0 » 4,0» 6,0 » 6,0 » 10,0 » 10,0 » 20,0 |
0,25 0,50 0,80 1,20 1,80 3,00 | ||
Допуск соосности | d2 | b | d2 | b | |
До 50 Св. 50 | 2 IT12 2 IT13 | До 50 Св. 50 | 2 IT15 2 IT16 | ||
_______
* Допускается вместо фаски скругление радиусом, равным e
Допуск перпендикулярности цилиндрических поверхностей к опорным поверхностям плоских круглых шайб толщиной свыше 3 мм — не более 6° для класса точности С и не более 3° для класса точности А; косых квадратных шайб — не более 5°.
(Измененная редакция, Изм. № 1, 2).
1.9. По требованию потребителя шайбы должны изготовляться термически обработанными.
1.10. Лапки стопорных шайб не должны ломаться и иметь трещин при их двукратном загибе и отгибе на угол 90°.
(Введен дополнительно, Изм. № 1).
1.11 Временная противокоррозионная защита, упаковка и маркировка тары — по ГОСТ 18160-72.
(Введен дополнительно, Изм. № 2).
2. ПРАВИЛА ПРИЕМКИ
2.1. Правила приемки шайб — по ГОСТ 17769-83.
При приемке шайб главными геометрическими параметрами следует считать: диаметр отверстия, наружный диаметр, толщину, соосность».
(Измененная редакция, Изм. № 2).
3. МЕТОДЫ КОНТРОЛЯ
3.1. Внешний вид шайб проверяют визуально. Допускается использовать лупу с увеличением 3×.
3.2. Контроль качества покрытий — по ГОСТ 9.302-88.
3.3. Шероховатость поверхности проверяют сравнением с образцами шероховатости по ГОСТ 9378-93 или приборами.
3.4. Размеры шайб проверяют предельными калибрами, шаблонами или универсальным измерительным инструментом.
3.5. Отклонение от перпендикулярности цилиндрических поверхностей шайб относительно опорных проверяют шаблонами или универсальным измерительным инструментом.
3.6. Отклонения от параллельности и плоскостности проверяют щупом, измеряя просвет между параллельными плитами, соприкасающимися с опорными поверхностями шайб, под действием усилия не более 20 Н (2 кгс).
Отклонение от плоскостности шайб допускается проверять универсальным измерительным инструментом.
Отклонение от параллельности шайб, изготовляемых штамповкой, допускается не контролировать.
(Измененная редакция, Изм. № 2).
3.7. Отклонение от соосности b диаметра отверстия относительно наружного диаметра определяют по разности размеров К и К1 (см. чертеж), измеряемых универсальным измерительным инструментом.
3.8. Для испытания на вязкость стопорную шайбу зажимают в тисках, лапки двукратно загибают и отгибают на угол 90 °.
(Введен дополнительно, Изм. № 1).
Раздел 4. (Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ
Обязательное
СХЕМА ПОСТРОЕНИЯ УСЛОВНОГО ОБОЗНАЧЕНИЯ ШАЙБ
1 — исполнение. Исполнение 1 не указывается; 2 — диаметр резьбы крепежной детали; 3 — толщина. Указывается для шайб с толщиной, не предусмотренной в стандартах на конкретные виды шайб; 4 — условное обозначение марки (группы) материала; 5 — марка материала. Указывается для групп 01; 02; 11; 32 и для материала, не предусмотренного в настоящем стандарте. Допускается в конструкторской документации не указывать марку материала для групп 01; 02; 11; 32; 6 — условное обозначение вида покрытия. Отсутствие покрытия не указывается; 7 — толщина покрытия. Для многослойного покрытия указывается суммарная толщина всех компонентов Условное обозначение покрытия, которое не предусмотрено в настоящем стандарте, — по ГОСТ 9.306-85; 8 — обозначение стандарта на конкретный вид шайбы.
Если стандарт на конкретный вид шайбы предусматривает для одного исполнения два класса точности А и С, то в условном обозначении шайбы перед исполнением должна указываться соответствующая буква.
Примеры условных обозначений:
Шайба исполнения 1 для крепежной детали с диаметром резьбы 12 мм, с толщиной, установленной в стандарте, из стали марки 15, с цинковым покрытием толщиной 9 мкм хроматированным:
Шайба 12.03.019 ГОСТ…
то же, из стали марки Ст3кп:
Шайба 12.02.Ст3кп.019 ГОСТ…
то же, исполнения 2, толщиной 4 мм, не предусмотренной в стандарте на конкретный вид шайбы, из стали марки 08Х18Н12Т, с титановым покрытием, не предусмотренным в настоящем стандарте:
Шайба 2.12´4.08Х18Н12Т.Ти9 ГОСТ…
(Измененная редакция, Изм. № 1).
СОДЕРЖАНИЕ
1. Технические требования 2. Правила приемки 3 Методы контроля Приложение (обязательное) Схема построения условного обозначения шайб |
standartgost.ru
ГОСТ 10906-78 Шайбы косые. Технические условия
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШАЙБЫ КОСЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
|
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ШАЙБЫ КОСЫЕ Технические условия Square taper
washers. |
ГОСТ Взамен |
Издание с Изменениями № 1, 2, утвержденными в ноябре 1983 г., в марте 1988 г. (ИУС 2-84, 6-88).
Постановлением Государственного комитета стандартов Совета Министров СССР от 6 июля 1978 г. № 1837 дата введения установлена
01.07.79
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на косые шайбы класса точности С, предназначенные для подкладывания под гайки или головки болтов с целью выравнивания 10 % уклонов полок швеллеров и 12 % уклонов полок двутавровых балок.
(Измененная редакция, Изм. № 1).
1.1. Конструкция и размеры шайб должны соответствовать указанным на чертеже и в таблице.
________
* Размер для справок.
мм
|
Диаметр резьбы |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
27 |
|
|
d |
6,6 |
9,0 |
11,0 |
13,0 |
15,0 |
17,0 |
19,0 |
22,0 |
24,0 |
26,0 |
30,0 |
|
|
В |
номин. |
16 |
20 |
30 |
40 |
50 |
||||||
|
пред. откл. |
+1,0 |
|||||||||||
files.stroyinf.ru
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
files.stroyinf.ru
Шайбы по гост 11371-78
Исполнение 1
| Пример условного обозначения шайбы исполнения 1, класса точности А, для крепёжной детали с диаметром резьбы 12мм, с толщиной, установленной в стандарте класса прочности 01, без покрытия. Шайба А.12.01 ГОСТ 11371-78 |
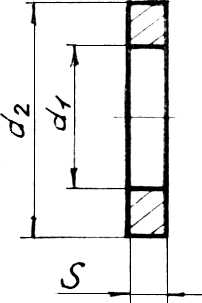
Таблица 1 в миллиметрах
Диаметр резьбы крепёжной детали d | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 48 | |
Класс точности d1 | А | 5,3 | 6,4 | 8,4 | 10,5 | 13 | 15 | 17 | 19 | 21 | 23 | 25 | 28 | 31 | 34 | 37 | 40 | 43 | 50 |
С | 5,5 | 6,6 | 9 | 11 | 13,5 | 15,5 | 17,5 | 20 | 22 | 24 | 26 | 30 | 33 | — | 39 | — | 45 | 52 | |
d2 | 10 | 12 | 16 | 20 | 24 | 28 | 30 | 34 | 37 | 39 | 44 | 50 | 56 | 60 | 66 | 72 | 78 | 92 | |
S | 1 | 1,6 | 1,6 | 2 | 2,5 | 2,5 | 3 | 3 | 3 | 3 | 4 | 4 | 4 | 5 | 5 | 6 | 7 | 8 | |
Винты по гост 17473-80
Исполнение 1
| Пример
условного обозначения винта с
полукруглой головкой класса точности А,
исполнения 1, диаметром резьбы d=8мм,
с крупным шагом резьбы, с полем допуска
резьбы 6д, длиной Винт А.М8-6д×50.48 ГОСТ 17473-80 |
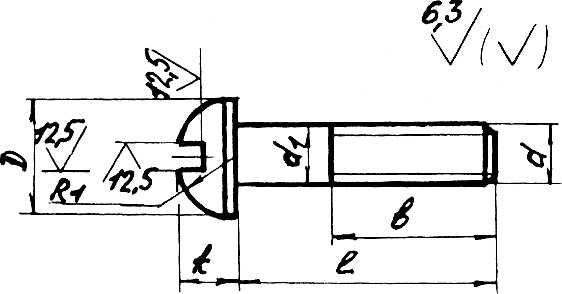
 =50мм,
нормальной длиной резьбыb=22мм,
класса прочности 4.8, без покрытия.
=50мм,
нормальной длиной резьбыb=22мм,
класса прочности 4.8, без покрытия.Таблица 1 в миллиметрах
Номинальный диам. резьбы d | 1 | 1,2 | 1,4 | 1,6 | 2 | 2,5 | 3 | 3,5 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
Шаг резьбы Р | Крупный | 0,25 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 |
Мелкий | — | — | — | — | — | — | — | — | — | — | — | 1 | 1,25 | 1,25 | 1,5 | 1,5 | 1,5 | 1,5 | |
Диаметр головки D | 2 | 2,3 | 2,6 | 3 | 3,8 | 4,5 | 5,5 | 6 | 7 | 8,5 | 10 | 13 | 16 | 18 | 21 | 24 | 27 | 30 | |
Высота головки k | 0,7 | 0,8 | 0,95 | 1,1 | 1,4 | 1,7 | 2,1 | 2,4 | 2,8 | 3,5 | 4,2 | 5,6 | 7 | 8 | 9,5 | 11 | 12 | 14 | |
Радиус сферы головки R1≈ | 1,1 | 1,3 | 1,4 | 1,6 | 2 | 2,4 | 2,9 | 3,1 | 3,6 | 4,4 | 5,1 | 6,6 | 8,1 | 9,1 | 10,6 | 12,1 | 13,6 | 15,1 | |
Длина резьбы b | Удлинённая | — | — | — | — | 16 | 18 | 19 | 20 | 22 | 25 | 28 | 34 | 40 | 46 | 52 | 58 | 64 | 70 |
Нормальная | 8 | 9 | 9 | 9 | 10 | 11 | 12 | 13 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | |
Винты по гост 17473-80
Номин. диам. резьбы d | Длина
винта | |||||||||||||||||||||
11 | 12 | 13 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 30 | 32 | 35 | 38 | 40 | 42 | 45 | 48 | 50 | 55 | 60 | 65 | |
1,6 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
2 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||||
2,5 | — | — | — | — | — | — | — | — | — | — | — | — | — | |||||||||
3 | — | — | — | — | — | — | — | — | — | — | — | |||||||||||
3,5 | — | — | — | — | — | — | — | — | — | |||||||||||||
4 | — | — | — | — | — | — | — | |||||||||||||||
5 | Стандартные длины | — | — | — | ||||||||||||||||||
6 | — | |||||||||||||||||||||
8 | — | |||||||||||||||||||||
10 | — | — | — | — | — | |||||||||||||||||
12 | — | — | — | — | — | — | — | |||||||||||||||
14 | — | — | — | — | — | — | — | — | ||||||||||||||
16 | — | — | — | — | — | — | — | — | — | — | ||||||||||||
18 | — | — | — | — | — | — | — | — | — | — | — | — | ||||||||||
20 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||||||
Примечание: подчёркнутые длины применять не рекомендуется. Удлинённая длина резьбы предпочтительна. Винты со стержнем длиной менее длины резьбы с учётом недореза изготовляют с резьбой по всей длине стержня.
studfiles.net