
| ГОСТ | Марки стали | Заменитель | Свариваемость |
| ГОСТ 380-94 | Ст0 | Сваривается без ограничений | |
| Ст2кп Ст2пс Ст2сп | Ст2сп Ст2пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3кп | Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3пс Ст3сп | Ст3сп Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3Гпс | Ст3пс Сталь 18Гпс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст4кп | |||
| Ст4пс | Ст4сп | Сваривается ограниченно | |
| Ст5пс Ст5сп | Ст6сп Ст4сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| Ст6пс | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | ||
| Ст6сп | Ст5сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| ГОСТ 801-78 | ШХ15 | Стали: ШХ9, ШХ12, ШХ15СГ | Способ сварки КТС |
| ШХ15СГ | Стали: ХВГ, ШХ15, 9ХС, ХВСГ | Способ сварки КТС | |
| ШХ4 | Способ сварки КТС | ||
| ГОСТ 1050-88 | 08 | Сталь 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 08кп 08пс | Сталь 08 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 10 | Стали: 08, 15, 08кп | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 10кп 10пс | Стали: 08кп, 15кп, 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 15 | Стали: 10, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 15кп 15пс | Стали: 10кп, 20кп | Сваривается без ограничений | |
| 18кп | Сваривается без ограничений | ||
| 20 | Сталь: 15, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 20кп 20пс | Сталь: 15кп | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 25 | Сталь: 20, 30 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 30 | Стали: 25, 35 | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 35 | Стали: 30, 40, 35Г | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 40 | Стали: 35, 45, 40Г | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 45 | Стали: 40Х, 50, 50Г2 | Трудно — свариваемая. Необходим подогрев и последующая термообработка | |
| 50 | Стали: 45, 50Г, 50Г2, 55 | Трудно — свариваемая. Необходим подогрев и последующая термообработка | |
| 55 | Стали: 50, 60, 50Г | Не применяется для сварных конструкций | |
| 58 (55пп) | Стали: 30ХГТ, 20ХГНТР, 20ХН2М, 12ХНЗА, 18ХГТ | Не применяется для сварных конструкций | |
| ГОСТ 1414-75 | А20 | Сталь А12 | Не применяется для сварных конструкций |
| А30 А40Г | Сталь: А40Г | Не применяется для сварных конструкций | |
| ГОСТ 1435-90 | У7, У7А | Сталь: У8 | Не применяется для сварных конструкций |
| У8, У8А | Сталь: У7, У7А У10, У10А | Не применяется для сварных конструкций | |
| У9, У9А | Стали: У7, У7А, У8, У8А | Не применяется для сварных конструкций | |
| У10, У10А | Не применяется для сварных конструкций | ||
| ГОСТ 4543-71 | 15Х | Сталь: 20Х | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 20Х | Сталь: 15Х, 20ХН, 18ХГТ | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 30Х | Сталь: 35Х | Ограниченно сваривается | |
| 35Х | Сталь: 40Х | Ограниченно сваривается | |
| 38ХА | Сталь: 40Х, 35Х | Трудно-свариваемая | |
| 40Х | Сталь: 45Х, 35ХА, 40ХС | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 45Х | Сталь: 40Х, 45Х, 50ХН | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 50Х | Сталь: 40Х, 45Х, 50ХН | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 15Г 20Г | Сталь: 20Г, 20, 30Г | Хорошо свариваемая | |
| 30Г | Сталь: 35, 40Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 35Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | ||
| 40Г | Стали: 45, 40Х | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 45Г | Стали: 40Г, 50Г | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
| 50Г | Стали: 40Г, 50 | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
| 10Г2 | Сталь: 09Г2 | Сваривается без ограничений. | |
| 35Г2 | Сталь: 40Х | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 40Г2 | Сталь: 45Г2, 60Г | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 45Г2 | Сталь: 50Г2 | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 50Г2 | Сталь: 45Г2, 60Г | Не применяется для сварных конструкций | |
| 47ГТ | Сталь: 40ХГРТ | Не применяется для сварных конструкций | |
| 18ХГТ 25 | Сталь: 30ХГТ, 25ХГТ, 12ХН3А, 12Х2Н4А, 20ХН2М, 20ХГР | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 20ХГР | Сталь: 20ХН3А, 20ХН24, 18Х1Т, 12ХН2, 12ХН3А | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 25Х1Т | Сталь: 18ХГТ, 30ХГТ, 25ХГМ | Требуется последующая термообработка | |
| 30ХГТ | Сталь: 18ХГТ, 20ХН2М, 25ХГТ, 12Х2Н4А | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 33ХС | Трудно-свариваемая | ||
| 38ХС 40ХС | Сталь: 40ХС, 38ХС, 35ХГТ | Трудно-свариваемая | |
| 15ХФ | Сталь: 20ХФ | Сваривается без ограничений (способ КТС) | |
| 40ХФА | Сталь: 40Х, 65Г, 50ХФА, 30Х3МФ | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 15ХМ | Сваривается без ограничений. Рекомендуется подогрев и последующая термообработка | ||
| 30ХМ 30ХМА | Сталь: 35ХМ, 35ХРА | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 35ХМ | Сталь: 40Х, 40ХН, 30ХН, 35ХГСА | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 38ХН | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | ||
| 20ХН | Сталь: 15ХГ, 20ХНР, 18ХГТ | Ограниченно свариваемая. | |
| 40ХН | Сталь: 45ХН, 50ХН, 38ХГН, 40Х, 35ХГФ, 40ХНР, 40ХНМ, 30ХГВТ | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 45ХН | Сталь: 40ХН | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 50ХН | Сталь: 40ХН, 60ХГ | Не применяется для сварных конструкций | |
| 20ХНР | Сталь: 20ХН | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 12ХН2 | Сталь: 20хнр, 20ХГНР, 12ХН3А, 18ХГТ, 20ХГР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 12ХН3А | Сталь: 12ХН2, 20ХН3А, 25ХГТ, 12Х2НА, 20ХНР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20ХН3А | Сталь: 20ХГНР, 20ХНГ, 38ХА, 20ХГР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 12Х2Н4А | Сталь: 20ХГНР, 12ХН2, 20ХГР, 12ХН3А, 20Х2Н4А | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20Х2Н4А | Сталь: 20ХГНР, 20ХГНТР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 30ХН3А | Сталь: 30Х2ГН2, 34ХН2М | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20ХГСА | Сталь: 30ХГСА | Сваривается без ограничений | |
| 25ХГСА | Сталь: 20ХГСА | Сваривается без ограничений | |
| 30ХГС, 30ХН2МА | Сталь: 40ХФА, 35ХМ, 40ХН, 35ХГСА | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 38Х2Н2МА | Не применяется для сварных работ | ||
| 40ХН2МА | Сталь: 40ХГТ, 40ХГР, 30Х3МФ, 45ХН2МФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 40Х2Н2МА | Сталь: 38Х2Н2МА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 38ХН3МА | Сталь: 38ХН3ВА | Не применяется для сварных конструкций | |
| 18Х2Н4МА | Сталь: 20Х2Н4А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХГСА | Сталь: 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 35ХГСА | Сталь: 30ХГС, 30ХГСА, 30ХГТ, 35ХМ | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХГСН2А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | ||
| 38ХГН | Сталь: 38ХГНМ | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20ХГНР | Сталь: 20ХН3А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20ХН2М | Сталь: 20ХГР, 15ХР, 20ХНР, 20ХГНР | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХН2МФА | Сталь: 30ХН2ВФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 36Х2Н2МФА | Трудно-свариваемая. | ||
| 38ХН3МФА | Не применяется для сварных конструкций | ||
| 45ХН2МФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | ||
| 20ХН4ФА | Сталь: 18Х2Н4МА | Не применяется для сварных конструкций | |
| 38Х2МЮА | Сталь: 38Х2ЮА, 38ХВФЮ, 38Х2Ю, 20Х3МВФ | Не применяется для сварных конструкций | |
| ГОСТ 5520-79 | 16К 18К | Сваривается без ограничений | |
| 20К | Сваривается без ограничений | ||
| 22К | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | ||
| ГОСТ 5632-72 | 40Х9С2 | Не применяется для сварных конструкций | |
| 40Х10С2М | Трудно-свариваемая. Необходим подогрев и последующая термообработка | ||
| 08Х13 12Х13 20Х13 25Х13Н2 | Сталь: 12Х13, 12Х18Н9Т Сталь: 20Х13 Сталь: 12Х13, 14Х17Н2 | Ограниченно свариваемая. Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкций | |
| 30Х13 40Х13 | Не применяется для сварных конструкций | ||
| 10Х14АГ16 | Сталь: 12Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т | Сваривается без ограничений | |
| 12Х17 | Сталь: 12Х18Н9Т | Не рекомендуется для сварных конструкций. Трудно-свариваемая | |
| 08Х17Т, 08Х18Т1 | Сталь: 12Х17, 08Х18Т1, 08Х17Т | Ограниченно свариваемая | |
| 95Х18 | Не применяется для сварных конструкций | ||
| 15Х25Т | Сталь: 12Х18Н10Т | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 15Х28 | Сталь: 15Х25Т, 20Х23Н18 | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20Х23Н13 | Ограниченно свариваемая | ||
| 20Х23Н18 | Сталь: 10Х25Т, 20Х23Н13 | Ограниченно свариваемая | |
| 10Х23Н10 | Ограниченно свариваемая | ||
| 20Х25Н20С | Ограниченно свариваемая | ||
| 15Х12ВНМФ | Трудно-свариваемая | ||
| 20Х12ВНМФ | Сталь: 15Х12ВНМФ, 18Х11МНФБ | Трудно-свариваемая | |
| 37Х12Н8Г2МФБ | Ограниченно свариваемая | ||
| 13Х11Н2В2МФ | Ограниченно свариваемая | ||
| 45Х14Н14В2М | Трудно-свариваемая | ||
| 40Х15Н7Г7Ф2МС | Трудно-свариваемая | ||
| 08Х17Н13М21 | Сталь: 10Х17Н13М21 | Хорошо свариваемая | |
| 10Х17Н3М2Т | Хорошо свариваемая | ||
| 31Х19Н9МВБТ | Трудно-свариваемая | ||
| 10Х14Г14Н4Т | Сталь: 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Сваривается удовлетворительно | |
| 14Х17Н2 | Сталь: 20Х17Н2 | Хорошо свариваемая | |
| 12Х18Н9 17Х18Н9 | Сталь: 20Х13Н4Г9, 10Х14Г14Н4Т, 20Х13Н4Г9 | Сваривается без ограничений | |
| 08Х18Н10 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т | Сталь: 12Х18Н10Т, Сталь: 15Х25Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т, 08Х17Т | Сваривается без ограничений | |
| 12Х18Н12Т | Сталь: 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т | Ограниченно сваривается | |
| 08Х18Г8Н2Т | Сталь: 12Х18Н9 | Сваривается без ограничений | |
| 20Х20Н14С2 | Сваривается без ограничений | ||
| 12Х25Н16Г7АР | Сваривается без ограничений | ||
| 08Х22Н6Т | Сталь: 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Сваривается без ограничений | |
| 06ХН28МДТ | Сплав: 03ХН28МДТ | Сваривается без ограничений | |
| ХН35ВТ | Трудно-свариваемая | ||
| ХН35ВТЮ | Трудно-свариваемая | ||
| ХН70Ю | Ограниченно сваривается | ||
| ХН70ВМЮТ | Трудно-свариваемая | ||
| ХН70ВМТЮФ | Трудно-свариваемая | ||
| ХН77ТЮР | Трудно-свариваемая | ||
| ХН78Т | Сплав: ХН38Т, Сталь: 12Х25Н16Г7АР, 20Х23Н18 | Трудно-свариваемая | |
| ХН80ТБЮ | Трудно-свариваемая | ||
| ГОСТ 5781-82 | 20ХГ2Ц | Сваривается без ограничений | |
| 35ГС 25Г2С | Сталь: Ст5сп, Ст6, Ст5пс | Сваривается без ограничений | |
| ГОСТ 5950-73 | ХВ4Ф | Не применяется для сварных конструкций | |
| 9Х1 | Сталь: 9х2 | Не применяется для сварных конструкций | |
| 9ХС | Сталь: ХВГ | Не применяется для сварных конструкций | |
| ХВГ | Сталь: 9ХС, 9ХВГ, ШХ15СГ | Не применяется для сварных конструкций | |
| 9ХВГ | Сталь: ХВГ | Не применяется для сварных конструкций | |
| Х6ВФ | Сталь: Х12Ф1, Х12М, 9Х5Ф | Не применяется для сварных конструкций | |
| Х12, Х12ВМФ | Сталь: Х12МФ | Не применяется для сварных конструкций | |
| Х12МФ Х12Ф1 | Сталь: Х6ВФ, Х12Ф1, Х12ВМФ Сталь: Х6ВФ, Х6ВФМ | Не применяется для сварных конструкций | |
| 7ХГ2ВМФ | Не применяется для сварных конструкций | ||
| 7Х3 8Х3 | Сталь: 8Х3 Сталь: 7Х3 | Не применяется для сварных конструкций | |
| 5ХНМ | Сталь: 5ХНВ, 5ХГМ, 4ХМФС, 5ХНВС, 4Х5В2ФС | Не применяется для сварных конструкций | |
| 5ХГМ | Сталь: 5ХНМ, 5ХНВ, 6ХВС, 5ХНС, 5ХНСВ | Не применяется для сварных конструкций | |
| 4ЗМФС | Не применяется для сварных конструкций | ||
| 4Х5МФС | Не применяется для сварных конструкций | ||
| 4ХМФ1С | Не применяется для сварных конструкций | ||
| 3Х3МХФ | Не применяется для сварных конструкций | ||
| 6ХС | Не применяется для сварных конструкций | ||
| 4ХВ2С | Сталь: 4Х5В2ФС, 4Х3В2М2 | Не применяется для сварных конструкций | |
| 5ХВ2СФ 6ХВ2С | Сталь: 6ХВ2С Сталь: 6ХЗФС | Не применяется для сварных конструкций | |
| 6ХВГ | Не применяется для сварных конструкций | ||
| ГОСТ 9045-80 | 08Ю | Сваривается без ограничений | |
| ГОСТ 14959-79 | 65 70 | Сталь: 60, 70 65Г | Не применяется для сварных конструкций |
| 75 | Сталь: 70, 80, 85 | Не применяется для сварных конструкций | |
| 85 | Сталь: 70, 75, 80 | Не применяется для сварных конструкций | |
| 60Г | Сталь: 65Г | Не применяется для сварных конструкций | |
| 65Г | Сталь: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2 | Не применяется для сварных конструкций | |
| 55С2 | Сталь: 50С2, 60С2, 35Х2АФ | Не применяется для сварных конструкций | |
| 60С2 60С2А | Сталь: 55С2, 50ХФА, 60С2Н2А, 60С2Г, 50ХФА | Не применяется для сварных конструкций | |
| 70С3А | Не применяется для сварных конструкций | ||
| 55ХГР | Не применяется для сварных конструкций | ||
| 50ХФА | Сталь: 60С2А, 50ХГФА, 9ХС | Не применяется для сварных конструкций | |
| 60С2ХА | Сталь: 60С2ХФА, 60С2Н2А | Не применяется для сварных конструкций | |
| 60С2ХФА | Сталь: 60С2А, 60С2ХА, 9ХС, 60С2ВА | Не применяется для сварных конструкций | |
| 65С2ВА | Сталь: 60С2А, 60С2ХА | Не применяется для сварных конструкций | |
| 60С2Н2А | Сталь: 60С2А, 60С2ХА | Не применяется для сварных конструкций | |
| ГОСТ 19265-73 | Р18 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | |
| Р6М5К5 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | ||
| Р9М4К8 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | ||
| ГОСТ 19281-89 | 09Г2 | Сталь: 09Г2С, 10Г2 | Сваривается без ограничений |
| 14Г2 | Сталь: 15ХСНД | Ограниченно свариваемая | |
| 12ГС | Сталь: 15ГС | Сваривается без ограничений | |
| 16ГС | Сталь: 17ГС | Сваривается без ограничений | |
| 17ГС | Сталь: 16ГС | Сваривается без ограничений | |
| 17Г1С | Сталь: 17ГС | Сваривается без ограничений | |
| 09Г2С | Сталь: 10Г2С, 09Г2 | Сваривается без ограничений | |
| 10Г2С1 | Сталь: 10Г2С1Д | Сваривается без ограничений | |
| 10Г2БД | Сталь: 10Г2Б | Сваривается без ограничений | |
| 15Г2СФД | Сваривается без ограничений | ||
| 14Г2АФ | Сталь: 16Г2АФ | Сваривается без ограничений | |
| 16Г2АФ | Сталь: 14Г2АФ | Сваривается без ограничений | |
| 18Г2ФАпс | Сталь: 15Г2ФАДпс, 16Г2АФ, 10ХСНД, 15ХСНД | Сваривается без ограничений | |
| 14ХГС | Сталь: 15ХСНД, 16ГС | Сваривается без ограничений | |
| 15Г2АФДпс | Сталь: 16Г2АФ, 18Г2АФпс, 10ХСНД | Сваривается без ограничений | |
| 10ХСНД | Сталь: 16Г2АФ | Сваривается без ограничений | |
| 10ХНДП | Сваривается без ограничений | ||
| 15ХСНД | Сталь: 16Г2АФ, 14ХГС, 16ГС | Сваривается без ограничений | |
| ГОСТ 20072-72 | 12МХ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | |
| 12Х1МФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | ||
| 25Х1МФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | ||
| 20Х3МВФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая | ||
| 15Х5М | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка |
acrossteel.ru
ГОСТ на сталь | Марки стали | Заменитель | Свариваемость |
ГОСТ 380-94 | Ст0 | Сваривается без ограничений | |
Ст2кп | Ст2сп | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
Ст3кп | Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
Ст3пс | Ст3сп | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
Ст3Гпс | Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
Ст4кп |
|
| |
Ст4пс | Ст4сп | Сваривается ограниченно | |
Ст5пс | Ст6сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
Ст6пс |
| Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
Ст6сп | Ст5сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
ГОСТ 801-78 | ШХ15 | Стали: ШХ9, ШХ12, ШХ15СГ | Способ сварки КТС |
ШХ15СГ | Стали: ХВГ, ШХ15, 9ХС, ХВСГ | Способ сварки КТС | |
ШХ4 |
| Способ сварки КТС | |
ГОСТ 1050-88 | 08 | Сталь 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки |
08кп | Сталь 08 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
10 | Стали: 08, 15, 08кп | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
10кп | Стали: 08кп, 15кп, 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
15 | Стали: 10, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
15кп | Стали: 10кп, 20кп | Сваривается без ограничений | |
18кп |
| Сваривается без ограничений | |
20 | Сталь: 15, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
20кп | Сталь: 15кп | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
25 | Сталь: 20, 30 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
30 | Стали: 25, 35 | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
35 | Стали: 30, 40, 35Г | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
40 | Стали: 35, 45, 40Г | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
45 | Стали: 40Х, 50, 50Г2 | Трудно — свариваемая. Необходим подогрев и последующая термообработка | |
50 | Стали: 45, 50Г, 50Г2, 55 | Трудно — свариваемая. Необходим подогрев и последующая термообработка | |
55 | Стали: 50, 60, 50Г | Не применяется для сварных конструкций | |
58 (55пп) | Стали: 30ХГТ, 20ХГНТР, 20ХН2М, 12ХНЗА, 18ХГТ | Не применяется для сварных конструкций | |
ГОСТ 1414-75 | А20 | Сталь А12 | Не применяется для сварных конструкций |
А30 | Сталь: А40Г | Не применяется для сварных конструкций | |
ГОСТ 1435-90 | У7, У7А | Сталь: У8 | Не применяется для сварных конструкций |
У8, У8А | Сталь: У7, У7А У10, У10А | Не применяется для сварных конструкций | |
У9, У9А | Стали: У7, У7А, У8, У8А | Не применяется для сварных конструкций | |
У10, У10А | Стали: У10, У10А | Не применяется для сварных конструкций | |
ГОСТ 4543-71 | 15Х | Сталь: 20Х | Сваривается без ограничений, кроме деталей после химико-термической обработки |
20Х | Сталь: 15Х, 20ХН, 18ХГТ | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
30Х | Сталь: 35Х | Ограниченно сваривается | |
35Х | Сталь: 40Х | Ограниченно сваривается | |
38ХА | Сталь: 40Х, 35Х | Трудно-свариваемая | |
40Х | Сталь: 45Х, 35ХА, 40ХС | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
45Х | Сталь: 40Х, 45Х, 50ХН | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
50Х | Сталь: 40Х, 45Х, 50ХН | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
15Г | Сталь: 20Г, 20, 30Г | Хорошо свариваемая | |
30Г | Сталь: 35, 40Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
35Г |
| Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
40Г | Стали: 45, 40Х | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
45Г | Стали: 40Г, 50Г | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
50Г | Стали: 40Г, 50 | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
10Г2 | Сталь: 09Г2 | Сваривается без ограничений. | |
35Г2 | Сталь: 40Х | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
40Г2 | Сталь: 45Г2, 60Г | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
45Г2 | Сталь: 50Г2 | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
50Г2 | Сталь: 45Г2, 60Г | Не применяется для сварных конструкций | |
47ГТ | Сталь: 40ХГРТ | Не применяется для сварных конструкций | |
18ХГТ | Сталь: 30ХГТ, 25ХГТ, 12ХН3А, 12Х2Н4А, 20ХН2М, 20ХГР | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
20ХГР | Сталь: 20ХН3А, 20ХН24, 18Х1Т, 12ХН2, 12ХН3А | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
25Х1Т | Сталь: 18ХГТ, 30ХГТ, 25ХГМ | Требуется последующая термообработка | |
30ХГТ | Сталь: 18ХГТ, 20ХН2М, 25ХГТ, 12Х2Н4А | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
33ХС |
| Трудно-свариваемая | |
38ХС | Сталь: 40ХС, 38ХС, 35ХГТ | Трудно-свариваемая | |
15ХФ | Сталь: 20ХФ | Сваривается без ограничений (способ КТС) | |
40ХФА | Сталь: 40Х, 65Г, 50ХФА, 30Х3МФ | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
15ХМ |
| Сваривается без ограничений. Рекомендуется подогрев и последующая термообработка | |
30ХМ | Сталь: 35ХМ, 35ХРА | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
35ХМ | Сталь: 40Х, 40ХН, 30ХН, 35ХГСА | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
38ХН |
| Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
20ХН | Сталь: 15ХГ, 20ХНР, 18ХГТ | Ограниченно свариваемая. | |
40ХН | Сталь: 45ХН, 50ХН, 38ХГН, 40Х, 35ХГФ, 40ХНР, 40ХНМ, 30ХГВТ | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка | |
45ХН | Сталь: 40ХН | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка | |
50ХН | Сталь: 40ХН, 60ХГ | Не применяется для сварных конструкций | |
20ХНР | Сталь: 20ХН | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
12ХН2 | Сталь: 20хнр, 20ХГНР, 12ХН3А, 18ХГТ, 20ХГР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
12ХН3А | Сталь: 12ХН2, 20ХН3А, 25ХГТ, 12Х2НА, 20ХНР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
20ХН3А | Сталь: 20ХГНР, 20ХНГ, 38ХА, 20ХГР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
12Х2Н4А | Сталь: 20ХГНР, 12ХН2, 20ХГР, 12ХН3А, 20Х2Н4А | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
20Х2Н4А | Сталь: 20ХГНР, 20ХГНТР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
30ХН3А | Сталь: 30Х2ГН2, 34ХН2М | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
20ХГСА | Сталь: 30ХГСА | Сваривается без ограничений | |
25ХГСА | Сталь: 20ХГСА | Сваривается без ограничений | |
30ХГС, | Сталь: 40ХФА, 35ХМ, 40ХН, 35ХГСА | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
38Х2Н2МА |
| Не применяется для сварных работ | |
40ХН2МА | Сталь: 40ХГТ, 40ХГР, 30Х3МФ, 45ХН2МФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
40Х2Н2МА | Сталь: 38Х2Н2МА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
38ХН3МА | Сталь: 38ХН3ВА | Не применяется для сварных конструкций | |
18Х2Н4МА | Сталь: 20Х2Н4А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
30ХГСА | Сталь: 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
35ХГСА | Сталь: 30ХГС, 30ХГСА, 30ХГТ, 35ХМ | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
30ХГСН2А |
| Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
38ХГН | Сталь: 38ХГНМ | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
20ХГНР | Сталь: 20ХН3А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
20ХН2М | Сталь: 20ХГР, 15ХР, 20ХНР, 20ХГНР | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
30ХН2МФА | Сталь: 30ХН2ВФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
36Х2Н2МФА |
| Трудно-свариваемая. | |
38ХН3МФА |
| Не применяется для сварных конструкций | |
45ХН2МФА |
| Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
20ХН4ФА | Сталь: 18Х2Н4МА | Не применяется для сварных конструкций | |
38Х2МЮА | Сталь: 38Х2ЮА, 38ХВФЮ, 38Х2Ю, 20Х3МВФ | Не применяется для сварных конструкций | |
ГОСТ 5520-79 | 16К |
| Сваривается без ограничений |
20К |
| Сваривается без ограничений | |
22К |
| Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
ГОСТ 5632-72 | 40Х9С2 |
| Не применяется для сварных конструкций |
40Х10С2М |
| Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
08Х13 | Сталь: 12Х13, 12Х18Н9Т | Ограниченно свариваемая. Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкций | |
30Х13 |
| Не применяется для сварных конструкций | |
10Х14АГ16 | Сталь: 12Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т | Сваривается без ограничений | |
12Х17 | Сталь: 12Х18Н9Т | Не рекомендуется для сварных конструкций. Трудно-свариваемая | |
08Х17Т, | Сталь: 12Х17, 08Х18Т1, 08Х17Т | Ограниченно свариваемая | |
95Х18 |
| Не применяется для сварных конструкций | |
15Х25Т | Сталь: 12Х18Н10Т | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
15Х28 | Сталь: 15Х25Т, 20Х23Н18 | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
20Х23Н13 |
| Ограниченно свариваемая | |
20Х23Н18 | Сталь: 10Х25Т, 20Х23Н13 | Ограниченно свариваемая | |
10Х23Н10 |
| Ограниченно свариваемая | |
20Х25Н20С |
| Ограниченно свариваемая | |
15Х12ВНМФ |
| Трудно-свариваемая | |
20Х12ВНМФ | Сталь: 15Х12ВНМФ, 18Х11МНФБ | Трудно-свариваемая | |
37Х12Н8Г2МФБ |
| Ограниченно свариваемая | |
13Х11Н2В2МФ |
| Ограниченно свариваемая | |
45Х14Н14В2М |
| Трудно-свариваемая | |
40Х15Н7Г7Ф2МС |
| Трудно-свариваемая | |
08Х17Н13М21 | Сталь: 10Х17Н13М21 | Хорошо свариваемая | |
10Х17Н3М2Т |
| Хорошо свариваемая | |
31Х19Н9МВБТ |
| Трудно-свариваемая | |
10Х14Г14Н4Т | Сталь: 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Сваривается удовлетворительно | |
14Х17Н2 | Сталь: 20Х17Н2 | Хорошо свариваемая | |
12Х18Н9 17Х18Н9 | Сталь: 20Х13Н4Г9, 10Х14Г14Н4Т, | Сваривается без ограничений | |
08Х18Н10 12Х18Н10Т | Сталь: 12Х18Н10Т, Сталь: 15Х25Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т, 08Х17Т | Сваривается без ограничений | |
12Х18Н12Т | Сталь: 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т | Ограниченно сваривается | |
08Х18Г8Н2Т | Сталь: 12Х18Н9 | Сваривается без ограничений | |
20Х20Н14С2 |
| Сваривается без ограничений | |
12Х25Н16Г7АР |
| Сваривается без ограничений | |
08Х22Н6Т | Сталь: 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Сваривается без ограничений | |
06ХН28МДТ | Сплав: 03ХН28МДТ | Сваривается без ограничений | |
ХН35ВТ |
| Трудно-свариваемая | |
ХН35ВТЮ |
| Трудно-свариваемая | |
ХН70Ю |
| Ограниченно сваривается | |
ХН70ВМЮТ |
| Трудно-свариваемая | |
ХН70ВМТЮФ |
| Трудно-свариваемая | |
ХН77ТЮР |
| Трудно-свариваемая | |
ХН78Т | Сплав: ХН38Т, Сталь: 12Х25Н16Г7АР, 20Х23Н18 | Трудно-свариваемая | |
ХН80ТБЮ |
| Трудно-свариваемая | |
ГОСТ 5781-82 | 20ХГ2Ц |
| Сваривается без ограничений |
35ГС | Сталь: Ст5сп, Ст6, Ст5пс | Сваривается без ограничений | |
ГОСТ 5950-73 | ХВ4Ф |
| Не применяется для сварных конструкций |
9Х1 | Сталь: 9х2 | Не применяется для сварных конструкций | |
9ХС | Сталь: ХВГ | Не применяется для сварных конструкций | |
ХВГ | Сталь: 9ХС, 9ХВГ, ШХ15СГ | Не применяется для сварных конструкций | |
9ХВГ | Сталь: ХВГ | Не применяется для сварных конструкций | |
Х6ВФ | Сталь: Х12Ф1, Х12М, 9Х5Ф | Не применяется для сварных конструкций | |
Х12, Х12ВМФ | Сталь: Х12МФ | Не применяется для сварных конструкций | |
Х12МФ Х12Ф1 | Сталь: Х6ВФ, Х12Ф1, Х12ВМФ | Не применяется для сварных конструкций | |
7ХГ2ВМФ |
| Не применяется для сварных конструкций | |
7Х3 | Сталь: 8Х3 | Не применяется для сварных конструкций | |
5ХНМ | Сталь: 5ХНВ, 5ХГМ, 4ХМФС, 5ХНВС, 4Х5В2ФС | Не применяется для сварных конструкций | |
5ХГМ | Сталь: 5ХНМ, 5ХНВ, 6ХВС, 5ХНС, 5ХНСВ | Не применяется для сварных конструкций | |
4ЗМФС |
| Не применяется для сварных конструкций | |
4Х5МФС |
| Не применяется для сварных конструкций | |
4ХМФ1С |
| Не применяется для сварных конструкций | |
3Х3МХФ |
| Не применяется для сварных конструкций | |
6ХС |
| Не применяется для сварных конструкций | |
4ХВ2С | Сталь: 4Х5В2ФС, 4Х3В2М2 | Не применяется для сварных конструкций | |
5ХВ2СФ | Сталь: 6ХВ2С | Не применяется для сварных конструкций | |
6ХВГ |
| Не применяется для сварных конструкций | |
ГОСТ 9045-80 | 08Ю |
| Сваривается без ограничений |
ГОСТ 14959-79 | 65 | Сталь: 60, 70 | Не применяется для сварных конструкций |
75 | Сталь: 70, 80, 85 | Не применяется для сварных конструкций | |
85 | Сталь: 70, 75, 80 | Не применяется для сварных конструкций | |
60Г | Сталь: 65Г | Не применяется для сварных конструкций | |
65Г | Сталь: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2 | Не применяется для сварных конструкций | |
55С2 | Сталь: 50С2, 60С2, 35Х2АФ | Не применяется для сварных конструкций | |
60С2 | Сталь: 55С2, 50ХФА, | Не применяется для сварных конструкций | |
70С3А |
| Не применяется для сварных конструкций | |
55ХГР |
| Не применяется для сварных конструкций | |
50ХФА | Сталь: 60С2А, 50ХГФА, 9ХС | Не применяется для сварных конструкций | |
60С2ХА | Сталь: 60С2ХФА, 60С2Н2А | Не применяется для сварных конструкций | |
60С2ХФА | Сталь: 60С2А, 60С2ХА, 9ХС, 60С2ВА | Не применяется для сварных конструкций | |
65С2ВА | Сталь: 60С2А, 60С2ХА | Не применяется для сварных конструкций | |
60С2Н2А | Сталь: 60С2А, 60С2ХА | Не применяется для сварных конструкций | |
ГОСТ 19265-73 | Р18 |
| При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая |
Р6М5К5 |
| При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | |
Р9М4К8 |
| При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | |
ГОСТ 19281-89 | 09Г2 | Сталь: 09Г2С, 10Г2 | Сваривается без ограничений |
14Г2 | Сталь: 15ХСНД | Ограниченно свариваемая | |
12ГС | Сталь: 15ГС | Сваривается без ограничений | |
16ГС | Сталь: 17ГС | Сваривается без ограничений | |
17ГС | Сталь: 16ГС | Сваривается без ограничений | |
17Г1С | Сталь: 17ГС | Сваривается без ограничений | |
09Г2С | Сталь: 10Г2С, 09Г2 | Сваривается без ограничений | |
10Г2С1 | Сталь: 10Г2С1Д | Сваривается без ограничений | |
10Г2БД | Сталь: 10Г2Б | Сваривается без ограничений | |
15Г2СФД |
| Сваривается без ограничений | |
14Г2АФ | Сталь: 16Г2АФ | Сваривается без ограничений | |
16Г2АФ | Сталь: 14Г2АФ | Сваривается без ограничений | |
18Г2ФАпс | Сталь: 15Г2ФАДпс, 16Г2АФ, 10ХСНД, 15ХСНД | Сваривается без ограничений | |
14ХГС | Сталь: 15ХСНД, 16ГС | Сваривается без ограничений | |
15Г2АФДпс | Сталь: 16Г2АФ, 18Г2АФпс, 10ХСНД | Сваривается без ограничений | |
10ХСНД | Сталь: 16Г2АФ | Сваривается без ограничений | |
10ХНДП |
| Сваривается без ограничений | |
15ХСНД | Сталь: 16Г2АФ, 14ХГС, 16ГС | Сваривается без ограничений | |
ГОСТ 20072-72 | 12МХ |
| Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка |
12Х1МФ |
| Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | |
25Х1МФ |
| Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | |
20Х3МВФ |
| Сваривается без ограничений. Рекомендуется подогрев и последующая термическая | |
15Х5М |
| Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка |
yaruse.ru
Сталь 35 — основные характеристики
2014-03-05
Учитывая свойства и параметры стали марки 35, она может полноценно замещать такие марки как сталь 30, 40, 35Г.
Поставляется в виде сортового и фасонного проката: калиброванный пруток, шлифованный пруток и серебрянка, лист толстый, лист тонкий, лента, полоса, проволока, поковки и кованые заготовки, трубы.
Основная функция стали 30 заключается в её использовании для изготовления деталей с невысокой прочностью, на которые влияет напряжение. Конкретнее, это: оси, цилиндры, коленчатые валы, шатуны, шпиндели, звёздочки, тяги, ободы, траверсы, бандажи, диски и прочие элементы.
По ГОСТу 1050-88 химический состав стали 35 включает в себя следующие элементы: углерод – 0,32-0,40%, кремний – 0,17-0,37%, марганец – 0,50-0,80%, хром – не более 0,25%, сера – не более 0,04%, фосфор – не более 0,035%, медь – 0,25%, никель – не более 0,25%, мышьяк – 0,08%.
Механические свойства проката:
- По ГОСТу 1050-74 горячекатаная сталь, кованая сталь, сталь калиброванная, а также серебрянка 2-й категории после нормализации демонстрирует следующие параметры: при сечение 25 мм предел прочности при разрыве составляет не менее 530 МПа, относительное удлинение после разрыва – 20 %, относительное сужение – 45%. Калиброванная сталь 5-й категории после нагартовки: предел прочности при растяжении – 590 МПа, относительное удлинение после разрыва – 6 %, относительное сужение – 35%. Калиброванная сталь 5-й категории после отжига или высокого отпуска: предел прочности при растяжении – 470 МПа, относительное удлинение после разрыва – 15 %, относительное сужение – 35%.
- По ГОСТу 10702-78 Калиброванная сталь, а также сталь калиброванная после сфероидизирующего отжига показывает следующие характеристики: предел прочности при растяжении – до 540 МПа, относительное удлинение после разрыва – отсутствует, относительное сужение – 45%, твёрдость по Бринеллю – 187 МПа.
www.stk-metal.ru
ст. 35
Главная страница » ст. 35
Скачать прайс-лист: Сталь конструкционная/качественная круги до 99мм. Скачать прайс-лист: Сталь конструкционная/качественная круги от D100мм.
Скачать прайс-лист: Сталь конструкционная квадрат. Скачать прайс-лист: Сталь конструкционная поковка.
Скачать прайс-лист: Чёрные листы, плита, полоса, лента.
Скачать прайс-лист: Труба стальная безшовная г/к и х/к, толстостенная, электросварная. Скачать прайс-лист: Проволока стальная.
Расшифровка марки 35: обозначение 35 свидетельствует о том, что в конструкционной стали содержится 0,35 % углерода, а остальные примеси очень незначительны.
Особенности стали 35: при изготовлении высокоточных металлических деталей основное место занимает механическая обработка резанием. В результате обработки резанием на поверхности изделий возникает пластически деформированный (наклепанный) слой. Последний аккумулирует около 3% энергии, затрачиваемой на его образование, которая расходуется на накопление искажений и дефектов кристаллической решетки. Наличие на поверхности изделий наклепанного слоя с нестабильной структурой и большим уровнем внутренних напряжений, зачастую существенно превышающим величину предела текучести неупрочненного материала, может приводить к значительному изменению размеров во времени, что особенно характерно для изделий сложной конфигурации и малой жесткости.
За счет рационального отжига наклепанного слоя можно значительно повысить сопротивление микропластическим деформациям и размерную стабильность тонкостенных деталей приборов. С этой целью произведена оценка изменения величины макронапряжений в поверхностном слое и исследовано влияние дорекристаллизационного отжига (отдыха) на сопротивление микропластическим деформациям, распространенных в приборостроении конструкционных сталей и сплавов после механической обработки резанием. Напряжения в наклепанном обработкой резанием слое определяли методом послойного стравливания поверхности образца.
На рисунке слева показано распределение напряжений в поверхностном слое стали 35, предварительно обработанной на твердость HRC 28-32. Наибольшие напряжения образуются после шлифования и достигают 146 кгс/мм2, что значительно превышает предел текучести основного материала. После фрезерования растягивающие напряжения составляют около 90 кгс/мм2.
Вследствие нестабильной структуры в наклепанном поверхностном слое релаксация напряжений в нем интенсивно протекает при достаточно низких температурах, в то время как в основном материале она относительно мала.
На рисунке справа представлены кривые релаксации напряжений при 150° С в шлифованных пластинчатых образцах из стали 35 толщиной 0,5 мм и в образцах, которые после механической обработки были подвергнуты термическому улучшению на аналогичную твердость (HRC 28-32). В то время как в образцах без наклепанного слоя интенсивная релаксация протекает лишь в течение первоначальных 100 ч и за 5000 ч испытаний составляет около 8%, в образцах с наклепанным слоем интенсивная релаксация протекает на протяжении всего периода испытаний и за 5000 ч достигает 90%. За 2000 ч при 100° С уровень напряжений в наклепанном слое ненагруженных образцов снизился более чем на 70%, за 3500 ч — на 83%.
В результате релаксации напряжений в наклепанном точением поверхностном слое цилиндрического стального образца происходит существенное изменение его размеров. После выдержки в течение 4 ч при 150° С размеры образца из стали 35 уменьшаются на 1,2 мкм, что соответствует релаксации растягивающих напряжений в поверхностном наклепанном слое на 25%.
Закупаем: сталь оцинкованную и с
полимерным покрытием
ia-trade.su
Предел упругости сталей и сплавов после механической обработки резанием в зависимости от температуры дорекристаллизационного отжига изменяется по кривой с максимумом. Температурный интервал максимальных значений предела упругости при отжиге механически обработанных образцов составляет для конструкционной углеродистой стали 350-400° С, для аустенитной стали 450° С, для медных сплавов 230-280° С, для титановых сплавов 500-600° С, для дюралюминия в закаленном и искусственно состаренном состоянии — 200° С. Таким образом, оптимальный отжиг после механической обработки обеспечивает повышение предела упругости различных по природе и структурному состоянию сплавов от 1,5 до 4 раз. Весьма активно возрастает предел упругости при отпуске механически обработанных образцов из закаленной высокоуглеродистой стали.
Как видно из рис. 97, после отпуска шлифованных образцов предел упругости значительно возрастает, в то время как твердость не изменяется.
Зависимость релаксационной стойкости металлов и сплавов после обработки резанием от температуры дорекристаллизационного отжига является аналогичной рассмотренной выше для предела упругости. Отжиг на максимальный предел упругости обеспечивает также и максимальную релаксационную стойкость. Например, для механически обработанных образцов из стали 35 максимальная релаксационная стойкость достигается после отжига при 400° С (рис. 98, 99).
Таким образом, результаты исследования показали, что поверхностный наклепанный слой после механической обработки резанием, обычно являющийся причиной размерной нестабильности изделий, может быть эффективно использован для значительного повышения сопротивления микропластическим деформациям и размерной стабильности тонкостенных деталей.
Наблюдаемое изменение сопротивления микропластическим деформациям механически обработанных образцов обусловлено процессами стабилизации тонкой структуры в наклепанном поверхностном слое в результате дорекристаллизационного отжига.
По-видимому, при оптимальной температуре отжига происходит достаточная стабилизация и закрепление атомами внедрения дислокационной структуры без существенного уменьшения плотности несовершенств, что обусловливает максимальные показатели сопротивления микропластическим деформациям наклепанного слоя. При нагреве выше оптимальной температуры отжига наряду со стабилизацией дислокационной структуры происходит существенное уменьшение плотности дислокаций, что приводит к снижению сопротивления течению в микрообъемах.
Краткие обозначения:
σв — временное сопротивление разрыву (предел прочности при растяжении), МПа
ε — относительная осадка при появлении первой трещины, %
σ0,05 — предел упругости, МПа
Jк — предел прочности при кручении, максимальное касательное напряжение, МПа
σ0,2 — предел текучести условный, МПа
σизг — предел прочности при изгибе, МПа
δ5,δ4,δ10 — относительное удлинение после разрыва, %
σ-1 — предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа
σсж0,05 и σсж — предел текучести при сжатии, МПа
J-1 — предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа
ν — относительный сдвиг, %
n — количество циклов нагружения
sв — предел кратковременной прочности, МПа R и ρ — удельное электросопротивление, Ом·м
ψ — относительное сужение, %
E — модуль упругости нормальный, ГПа
KCU и KCV — ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2 T — температура, при которой получены свойства, Град
sT — предел пропорциональности (предел текучести для остаточной деформации), МПа l и λ — коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С)
HB — твердость по Бринеллю
C — удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)]
HV
— твердость по Виккерсу pn и r — плотность кг/м3
HRCэ
— твердость по Роквеллу, шкала С
а — коэффициент температурного (линейного) расширения (диапазон 20o — T ), 1/°С
HRB — твердость по Роквеллу, шкала В
σtТ — предел длительной прочности, МПа
HSD
— твердость по Шору G — модуль упругости при сдвиге кручением, ГПа
Сталь 35 (СТ 35, СТ35)
Сталь 35 (СТ 35, СТ35) Сталь конструкционная углеродистая качественная
Сталь 35 ГОСТ1050-88. Расшифровка марки 35: обозначение 35 свидетельствует о том, что в конструкционной стали содержится 0,35 % углерода, а остальные примеси очень незначительны.Особенности стали 35: при изготовлении высокоточных металлических деталей основное место занимает механическая обработка резанием. В результате обработки резанием на поверхности изделий возникает пластически деформированный (наклепанный) слой. Последний аккумулирует около 3% энергии, затрачиваемой на его образование, которая расходуется на накопление искажений и дефектов кристаллической решетки. Наличие на поверхности изделий наклепанного слоя с нестабильной структурой и большим уровнем внутренних напряжений, зачастую существенно превышающим величину предела текучести неупрочненного материала, может приводить к значительному изменению размеров во времени, что особенно характерно для изделий сложной конфигурации и малой жесткости.За счет рационального отжига наклепанного слоя можно значительно повысить сопротивление микропластическим деформациям и размерную стабильность тонкостенных деталей приборов. С этой целью произведена оценка изменения величины макронапряжений в поверхностном слое и исследовано влияние дорекристаллизационного отжига (отдыха) на сопротивление микропластическим деформациям, распространенных в приборостроении конструкционных сталей и сплавов после механической обработки резанием. Напряжения в наклепанном обработкой резанием слое определяли методом послойного стравливания поверхности образца.
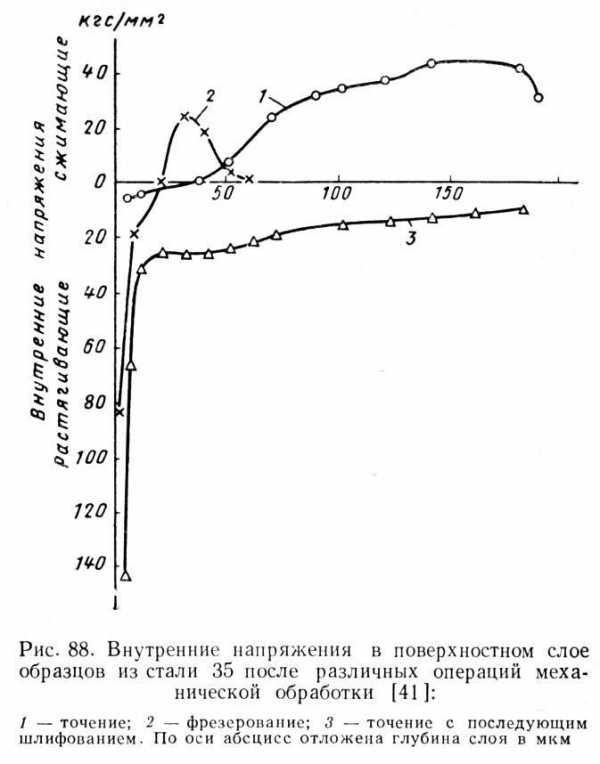
На рисунке 88 показано распределение напряжений в поверхностном слое стали 35, предварительно обработанной на твердость HRC 28-32. Наибольшие напряжения образуются после шлифования и достигают 146 кгс/мм2, что значительно превышает предел текучести основного материала. После фрезерования растягивающие напряжения составляют около 90 кгс/мм2.Вследствие нестабильной структуры в наклепанном поверхностном слое релаксация напряжений в нем интенсивно протекает при достаточно низких температурах, в то время как в основном материале она относительно мала.
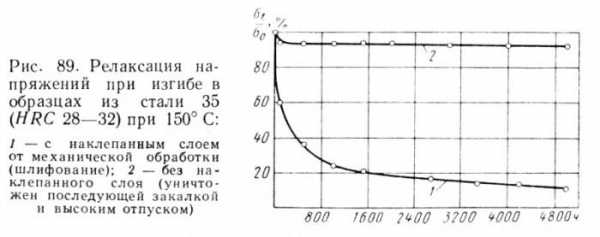 На рисунке 89 представлены кривые релаксации напряжений при 150° С в шлифованных пластинчатых образцах из стали 35 толщиной 0,5 мм и в образцах, которые после механической обработки были подвергнуты термическому улучшению на аналогичную твердость (HRC 28-32). В то время как в образцах без наклепанного слоя интенсивная релаксация протекает лишь в течение первоначальных 100 ч и за 5000 ч испытаний составляет около 8%, в образцах с наклепанным слоем интенсивная релаксация протекает на протяжении всего периода испытаний и за 5000 ч достигает 90%. За 2000 ч при 100° С уровень напряжений в наклепанном слое ненагруженных образцов снизился более чем на 70%, за 3500 ч — на 83%.В результате релаксации напряжений в наклепанном точением поверхностном слое цилиндрического стального образца происходит существенное изменение его размеров. После выдержки в течение 4 ч при 150° С размеры образца из стали 35 уменьшаются на 1,2 мкм, что соответствует релаксации растягивающих напряжений в поверхностном наклепанном слое на 25%. Закупаем: сталь оцинкованную и с полимерным покрытием ia-trade.su
На рисунке 89 представлены кривые релаксации напряжений при 150° С в шлифованных пластинчатых образцах из стали 35 толщиной 0,5 мм и в образцах, которые после механической обработки были подвергнуты термическому улучшению на аналогичную твердость (HRC 28-32). В то время как в образцах без наклепанного слоя интенсивная релаксация протекает лишь в течение первоначальных 100 ч и за 5000 ч испытаний составляет около 8%, в образцах с наклепанным слоем интенсивная релаксация протекает на протяжении всего периода испытаний и за 5000 ч достигает 90%. За 2000 ч при 100° С уровень напряжений в наклепанном слое ненагруженных образцов снизился более чем на 70%, за 3500 ч — на 83%.В результате релаксации напряжений в наклепанном точением поверхностном слое цилиндрического стального образца происходит существенное изменение его размеров. После выдержки в течение 4 ч при 150° С размеры образца из стали 35 уменьшаются на 1,2 мкм, что соответствует релаксации растягивающих напряжений в поверхностном наклепанном слое на 25%. Закупаем: сталь оцинкованную и с полимерным покрытием ia-trade.su
Предел упругости сталей и сплавов после механической обработки резанием в зависимости от температуры дорекристаллизационного отжига изменяется по кривой с максимумом. Температурный интервал максимальных значений предела упругости при отжиге механически обработанных образцов составляет для конструкционной углеродистой стали 350-400° С, для аустенитной стали 450° С, для медных сплавов 230-280° С, для титановых сплавов 500-600° С, для дюралюминия в закаленном и искусственно состаренном состоянии — 200° С. Таким образом, оптимальный отжиг после механической обработки обеспечивает повышение предела упругости различных по природе и структурному состоянию сплавов от 1,5 до 4 раз. Весьма активно возрастает предел упругости при отпуске механически обработанных образцов из закаленной высокоуглеродистой стали. Как видно из рис. 97, после отпуска шлифованных образцов предел упругости значительно возрастает, в то время как твердость не изменяется.Зависимость релаксационной стойкости металлов и сплавов после обработки резанием от температуры дорекристаллизационного отжига является аналогичной рассмотренной выше для предела упругости. Отжиг на максимальный предел упругости обеспечивает также и максимальную релаксационную стойкость.
Как видно из рис. 97, после отпуска шлифованных образцов предел упругости значительно возрастает, в то время как твердость не изменяется.Зависимость релаксационной стойкости металлов и сплавов после обработки резанием от температуры дорекристаллизационного отжига является аналогичной рассмотренной выше для предела упругости. Отжиг на максимальный предел упругости обеспечивает также и максимальную релаксационную стойкость. 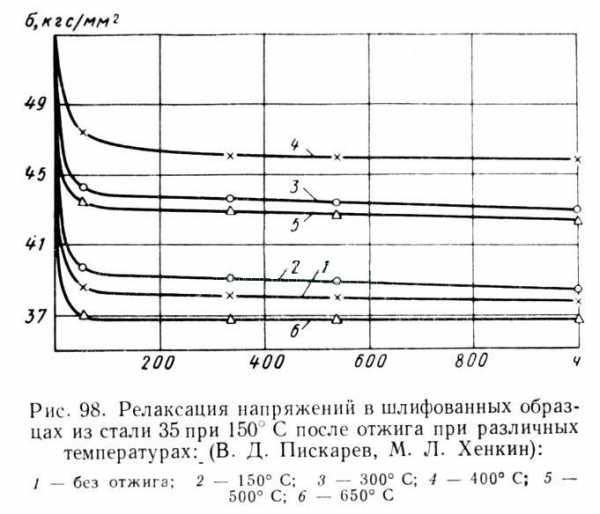
 Например, для механически обработанных образцов из стали 35 максимальная релаксационная стойкость достигается после отжига при 400° С (рис. 98, 99).Таким образом, результаты исследования показали, что поверхностный наклепанный слой после механической обработки резанием, обычно являющийся причиной размерной нестабильности изделий, может быть эффективно использован для значительного повышения сопротивления микропластическим деформациям и размерной стабильности тонкостенных деталей.
Например, для механически обработанных образцов из стали 35 максимальная релаксационная стойкость достигается после отжига при 400° С (рис. 98, 99).Таким образом, результаты исследования показали, что поверхностный наклепанный слой после механической обработки резанием, обычно являющийся причиной размерной нестабильности изделий, может быть эффективно использован для значительного повышения сопротивления микропластическим деформациям и размерной стабильности тонкостенных деталей.
Наблюдаемое изменение сопротивления микропластическим деформациям механически обработанных образцов обусловлено процессами стабилизации тонкой структуры в наклепанном поверхностном слое в результате дорекристаллизационного отжига. По-видимому, при оптимальной температуре отжига происходит достаточная стабилизация и закрепление атомами внедрения дислокационной структуры без существенного уменьшения плотности несовершенств, что обусловливает максимальные показатели сопротивления микропластическим деформациям наклепанного слоя. При нагреве выше оптимальной температуры отжига наряду со стабилизацией дислокационной структуры происходит существенное уменьшение плотности дислокаций, что приводит к снижению сопротивления течению в микрообъемах.
Скачать ГОСТ1050-88
Характеристика стали 35 (СТ 35, СТ35)
|
Заменители: 30, 35г, 40 |
|
|
Плотность |
7826 кг/м.куб. |
|
Назначение |
оси, фланцы — без термообработки; валики, винты, штифты — после закалки и низкого отпуска; детали применяются после нормализации, улучшения, закалк |
|
Модуль упругости |
E=206000 МПа |
|
Модуль сдвига |
G=74000 МПа |
|
Свариваемость |
Ограниченно свариваемая. Способы сварки РДС, АДС под флюсом и газовой защитой, ЭШС. Рекомендуется подогрев и последующая термообработка. КТС без ограничений. |
|
KVmet |
1.000 |
|
Xmat |
0.100 |
|
Kshl |
0.900 |
|
Температура ковки |
Начала 1280, конца 750. Заготовки сечением до 800 мм охлаждаются на воздухе. |
|
Химический состав |
Кремний:0.17-0.37, Марганец:0.50-0.80, Медь:0.25, Никель:0.25, Сера:0.04, Углерод:0.32-0.40, Фосфор:0.035, Хром:0.25, Мышьяк:0.08 |
|
Склонность к отпускной способности |
Не склонна |
Механические характеристики стали 35 (СТ 35, СТ35)
|
Состояние |
Сигма-В, МПа |
Сигма-Т, МПа |
Кси, % |
Дельта, % |
НВ |
Доп. |
|
нормализованная |
540 |
320 |
45 |
20 |
207 |
|
|
Закалка 850(вода),отпуск 200гр |
760 |
600 |
60 |
13 |
226 |
|
|
Нормализация |
470 |
245 |
48 |
22 |
163 |
|
|
Нормализация |
470 |
245 |
42 |
19 |
163 |
|
|
Нормализация |
470 |
245 |
35 |
17 |
163 |
|
Физические свойства стали 35 (СТ 35, СТ35)
|
T |
E 10-5 |
a106 |
l |
r |
C |
R 109 |
|
Град |
МПа |
1/Град |
Вт/(м·град) |
кг/м3 |
Дж/(кг·град) |
Ом·м |
|
20 |
2.06 |
|
|
7826 |
|
|
|
100 |
1.97 |
12.0 |
49 |
7804 |
469 |
251 |
|
200 |
1.87 |
12.9 |
49 |
7771 |
490 |
321 |
|
300 |
1.56 |
13.6 |
47 |
7737 |
511 |
408 |
|
400 |
1.68 |
14.2 |
44 |
7700 |
532 |
511 |
|
500 |
|
14.6 |
41 |
7662 |
553 |
629 |
|
600 |
|
15.0 |
38 |
7623 |
578 |
759 |
|
700 |
|
15.2 |
35 |
7583 |
611 |
922 |
|
800 |
|
12.7 |
29 |
7600 |
708 |
1112 |
|
900 |
|
13.9 |
28 |
7549 |
699 |
1156 |
Краткие обозначения:
σв - временное сопротивление разрыву (предел прочности при растяжении), МПа
ε - относительная осадка при появлении первой трещины, %
σ0,05 - предел упругости, МПа J
к - предел прочности при кручении, максимальное касательное напряжение, МПа
σ0,2 - предел текучести условный, МПа
σизг - предел прочности при изгибе, МПа
δ5,δ4,δ10 - относительное удлинение после разрыва, %
σ-1 - предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа
σсж0,05 и σсж - предел текучести при сжатии, МПа
J-1 - предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа
ν - относительный сдвиг, %
n - количество циклов нагруженияsв - предел кратковременной прочности, МПа
R и ρ - удельное электросопротивление,
Ом·мψ - относительное сужение, %
E - модуль упругости нормальный, ГПа
KCU и KCV - ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2
T - температура, при которой получены свойства, Град
T - предел пропорциональности (предел текучести для остаточной деформации), МПа
l и λ - коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С)
HB - твердость по Бринеллю C - удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг·град)]
HV- твердость по Виккерсу pn и r - плотность кг/м3
HRCэ- твердость по Роквеллу, шкала С а - коэффициент температурного (линейного) расширения (диапазон 20o - T ), 1/°С
HRB - твердость по Роквеллу, шкала В
σtТ - предел длительной прочности, МПа
HSD- твердость по Шору
G - модуль упругости при сдвиге кручением, ГПа
www.xn--18-qmc.xn--p1ai