Марка стали 08Х18Н10Т характеристики, расшифровка, применение, плотность, хим состав, свойства
Содержание
- 1 Заменители стали 08Х18Н10Т
- 2 Иностранные аналоги
- 3 Расшифровка стали 8Х18Н10Т
- 4 Вид поставки
- 5 Свариваемость
- 6 Физические свойства
- 6.1 Коэффициент теплопроводности λ Вт/(м*К) при температуре испытаний, °С
- 6.2 Коэффициент линейного расширения α*106, К-1, при температуре испытаний, °С
- 7 Химический состав, % (ГОСТ 5632-2014)
- 8 Применение 08Х18Н10Т
- 9 Применение стали 08Х18Н10Т для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
- 10 Применение стали 08Х18Н10Т для крепежных деталей арматуры (ГОСТ 33260-2015)
- 11 Применение стали 08Х18Н10Т для изготовления шпинделей и штоков (ГОСТ 33260-2015)
- 12 Применение стали 08Х18Н10Т для сильфонов (ГОСТ 33260-2015)
- 13 Применение стали 08Х18Н10Т для узла затвора арматуры
- 14 Применение стали 08Х18Н10Т для прокладок
- 15 Стойкость стали 08Х18Н10Т к сульфидному коррозионному растрескиванию
- 16 Максимально допустимые температура применения стали 08Х18Н10Т в средах, содержащих аммиак
- 17 Максимально допустимые температура применения стали 08Х18Н10Т в водородосодержащих средах
- 18 Стойкость стали 08Х18Н10Т против щелевой эрозии
- 19 Применение стали 08Х18Н10Т для изготовления основных деталей арматуры атомных станций
- 20 Механические свойства
- 21 Ударная вязкость прутков сечением 12 мм
- 22 Механические свойства при повышенных температурах
- 23 Механические свойства при испытании на длительную прочность
- 24 Технологические свойства
- 25 Узнать еще
Заменители стали 08Х18Н10Т
Заменитель — по коррозионной стойкости и жаростойкости сталь близка к стали марки 12Х18Н10Т
Иностранные аналоги
| Германия DIN | Марка | X6CrNiTi18-10 |
| Номер | 1. 4541 4541 | |
| США (AISI, SAE, ASTM) | 321 | |
| Франция (AFNOR) | Z6CN18-10 | |
| Великобритания (BS) | 320S51 | |
| Швеция (SS) | 2337 | |
| Италия UNI | X6CrNiTi18-11 | |
ВАЖНО!!! Возможность замены определяется в каждом конкретном случае после оценки и сравнения свойств сталей
Расшифровка стали 8Х18Н10Т
Цифра 08 указывает среднее содержание углерода в сотых долях процента, т.е. для стали 08Х18Н10Т это значение равно 0,08%.
Буква «Х» указывает на содержание в стали хрома. Цифра 18 после буквы «Х» указывает примерное количество хрома в стали в процентах, округленное до
целого числа, т.е. содержание хрома около 18%.
Буква «Н» указывает на содержание в стали никеля. Цифра 10 после буквы «Н» указывает примерное количество никеля в стали в процентах, округленное
до целого числа, т.е. содержание никеля около 10%.
содержание никеля около 10%.
Вид поставки
Сортовой прокат, в том числе фасонный: ГОСТ 5949-75, ГОСТ 2590—88, ГОСТ 2591—88, ГОСТ 2879—88.
Калиброванный пруток ГОСТ 7417—75, ГОСТ 8559-75, ГОСТ 8560-78.
Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 18907-73.
Лист толстый ГОСТ 7350-77, ГОСТ 19903-74, ГОСТ 19904-90.
Лист тонкий ГОСТ 5582—75. Лента ГОСТ 4986—79. Полоса ГОСТ 4405—75, ГОСТ 103—76.
Поковки и кованые заготовки ГОСТ 1133—71, ГОСТ 25054—81.
Трубы ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 11068-81, ГОСТ 10498-82, ГОСТ 14162-79.
Свариваемость
Cпособы сварки cталь 08Х18Н10Т: РДС, АДС под флюсом и газовой защитой, АрДС, КТС и ЭШС.
Физические свойства
Плотность ρ при температуре испытаний, 20 °С — 7900 кг/см3
Модуль нормальной упругости Е, ГПа, при температуре испытаний 20°С — 196 ГПа
Коэффициент теплопроводности λ Вт/(м*К) при температуре испытаний, °С
| Сталь | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| 08Х18Н10Т | — | 16 | 18 | 19 | — | — | — | — | — | — |
Коэффициент линейного расширения
α*106, К-1, при температуре испытаний, °С| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 |
| 16,1 | — | 17,4 | — | 18,2 | — | 19,1 | — | — | — |
Химический состав, % (ГОСТ 5632-2014)
| С | Si | Mn | Cr | Ni | Ti | S | Р |
| не более | не более | ||||||
| 0,08 | 0,8 | 2,0 | 17,0-19,0 | 9,0-11,0 | 5,0-0,7 | 0,020 | 0,04 |
Применение 08Х18Н10Т
Сталь 08Х18Н10Т применяется для изготовления: сварной аппаратуры, работающей в средах повышенной агрессивности (растворах азотной, уксусной кислот, растворах щелочей и солей), теплообменниках, муфелей, труб, деталей печной арматуры, электродов искровых зажигательных свечей. Сталь коррозионностойкая и жаростойкая аустенитного класса.
Сталь коррозионностойкая и жаростойкая аустенитного класса.
Применение стали 08Х18Н10Т для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
| Марка стали | НД на поставку | Температура рабочей среды (стенки), °С | Дополнительные указания по применению |
| 08Х18Н10Т ГОСТ 5632 | Сортовой прокат ГОСТ 5949, Листы ГОСТ 7350 М3б, М2б. Трубы ГОСТ 9940, ГОСТ 9941. Поковки ГОСТ 25054 | От -270 до 610 | Для сварных узлов арматуры, работающих в агрессивных средах: HNO3, щелочей, аммиачной селитры, пищевых сред, сред спецтехники, судовой арматуры, криогенных сред, сероводородсодержащих сред; для мембран |
Применение стали 08Х18Н10Т для крепежных деталей арматуры (ГОСТ 33260-2015)
| Марка стали, по ГОСТ 1759.  0 0 | Стандарт или технические условия на материал | Параметры применения | |||||
| Болты, шпильки, винты | Гайки | Плоские шайбы | |||||
| Темпера- тура среды, °С | Давление номи- нальное Pn, МПа (кгс/см2) | Темпера- тура среды, °С | Давление номи- нальное Pn, МПа (кгс/см2) | Темпера- тура среды, °С | Давление номи- нальное Pn, МПа (кгс/см2) | ||
| 08Х18Н10Т | ГОСТ 5632 | От -196 до 600 | Не регламен- тируется | От -196 до 600 | Не регламен- тируется | От -196 до 600 | Не регламен- тируется |
Применение стали 08Х18Н10Т для изготовления шпинделей и штоков (ГОСТ 33260-2015)
| Марка стали | НД на поставку | Температура рабочей среды, °С | Дополнительные указания по применению |
| 08Х18Н10Т ГОСТ 5632 | Сортовой прокат ГОСТ 5949 | От -270 до 610 | Применяется для работы в агрессивных средах: азотной кислоте, щелочах, аммиачной селитре, пищевых средах, средах спецтехники, судпрома, криогенной техники и сероводородсодержащих средах.  Применяется Применяетсядля сварных узлов |
Применение стали 08Х18Н10Т для сильфонов (ГОСТ 33260-2015)
| Марка стали | НД на поставку | НД на изготовление сильфонов | Температура рабочей среды, °С | Давление рабочее Pp, МПа(кгс/см2), не более | Дополнительные указания по применению |
| 08Х18Н10Т ГОСТ 5632 | Лист ГОСТ 5582. Лента ГОСТ 4986, (для стали 1.4541) | ГОСТ 21744, ГОСТ 22388 | От -260 до 550 | От 0,6 до 25,0 (от 6 до 250) | Для воды, пара, инертных газов и для криогенных температур. Для сред слабой агрессивности — до температуры 350°С. Для коррозионных сред — до 150°С |
| Труба ГОСТ 10498. Труба- | От -260 до 465 | От 0,15 до 3,10 (от 1,5 до 31,0) |
ПРИМЕЧАНИЕ
В таблице указаны предельные величины по температурам и рабочим давлениям. Конкретные сочетания параметров применения (рабочее давление, осевой ход, температура и полный назначенный ресурс) приведены в нормативной документации на сильфоны.
Конкретные сочетания параметров применения (рабочее давление, осевой ход, температура и полный назначенный ресурс) приведены в нормативной документации на сильфоны.
Применение стали 08Х18Н10Т для узла затвора арматуры
| Марка стали | Температура рабочей среды, °С | Твердость | Дополнительные указания по применению |
| 08Х18Н10Т ГОСТ 5632 | От -100 до 300 | 155…170 HB | Работоспособность узла затвора обеспечивается при наличии наплавки или другого износостойкого покрытия в ответной детали |
Применение стали 08Х18Н10Т для прокладок
| Марка стали | Вид полуфабриката | Температура применения, °С | Дополнительные указания по применению | |
| Наименование | НД на поставку | |||
| 08Х18Н10Т ГОСТ 5632 | Листы толстые термически обработанные | ГОСТ 7350 | От -253 до 600 | Применяется для работы в коррозионных средах |
Стойкость стали 08Х18Н10Т к сульфидному коррозионному растрескиванию
| Метод формообразования заготовок | Наименование деталей |
| Поковки, штамповки, заготовки из проката | Корпус, крышка, шток, шпиндель, детали уплотнения затвора, концевые детали сильфона |
Максимально допустимые температура применения стали 08Х18Н10Т в средах, содержащих аммиак
| Марка стали | Температура применения сталей, °С при парциальном давлении аммиака, МПа (кгс/см ) | ||
Св. | Св. 2(20) до 5(50) | Св. 5(50) до 8(80) | |
| 08Х18Н10Т | 540 | 540 | 540 |
Максимально допустимые температура применения стали 08Х18Н10Т в водородосодержащих средах
| Марка стали | Температура, °С, при парциальном давлении водорода, Ph3, МПа (кгс/см2) | ||||||
| 1,5(15) | 2,5(25) | 5(50) | 10(100) | 20(200) | 30(300) | 40(400) | |
| 08Х18Н10Т | 510 | 510 | 510 | 510 | 510 | 510 | 510 |
ПРИМЕЧАНИЕ
- Параметры применения сталей, указанные в таблице, относятся также к сварным соединениям.
- Парциальное давление водорода рассчитывается по формуле:
Ph3 = (C*Pp)/100,
где C — процентное содержание в системе;
Ph3 — парциальное давление водорода;
Pp — рабочее давление в системе.
Стойкость стали 08Х18Н10Т против щелевой эрозии
| Группа стойкости | Балл | Эрозионная стойкость по отношению к стали 12X18h20T |
| Стойкие | 2 | 0,75-1,5 |
Применение стали 08Х18Н10Т для изготовления основных деталей арматуры атомных станций
| Марка стали | Вид полуфабриката или изделия | Максимально допустимая температура применения, °С |
| 08Х18Н10Т ГОСТ 5632, ГОСТ 24030 | Листы, трубы, поковки, сортовой прокат. Крепеж | 600 |
Механические свойства
| ГОСТ | Состояние поставки | Сечени | σ0,2, МПа | σв, МПа | δ5, % | ψ% |
| не менее | ||||||
| ГОСТ 5949-75 | Пруток. Закалка с 1020-1100 °С Закалка с 1020-1100 °Сна воздухе, в масле или в воде | 60 | 196 | 490 | 40 | 55 |
| ГОСТ 18907-73 | Пруток шлифованный, обработанный на заданную прочность | 1-30 | — | 590-830 | 20 | — |
| ГОСТ 7350-77 (образцы поперечные) | Лист горячекатаный и холодно-катаный: закалка с 1000-1080 °С в воде | Св. 4 | 206 | 509 | 43 | — |
| ГОСТ 5582-75 (образцы поперечные) | закалка с 1050-1080 °С в воде или на воздухе | До 3,9 | — | 520 | 40 | — |
| ГОСТ 25054-81 | Поковка. Закалка с 1050- 1000 °С | 196 | 490 | 35 | 40 | |
| ГОСТ 9940-81 | Труба бесшовная горячедефор- мированная без термообработки | 3,5-32 | — | 510 | 40 | — |
Ударная вязкость прутков сечением 12 мм
| Термообработка | КС, Дж/см , при температуре, °С | |
| +20 | -25 | |
| Закалка с 1050 °С в воде | 216/187 | 181/147 |
Примечание. В числителе — KCV; в знаменателе — КСТ.
В числителе — KCV; в знаменателе — КСТ.
Механические свойства при повышенных температурах
| tисп, °С | σ0,2, МПа | σв | δ5, % | ψ% | KCU, Дж/см2 |
| 20 | 275 | 610 | 41 | 63 | 245 |
| 300 | 200 | 450 | 31 | 65 | — |
| 400 | 175 | 440 | 31 | 65 | 313 |
| 500 | 175 | 440 | 29 | 65 | 363 |
| 600 | 175 | 390 | 25 | 61 | 353 |
| 700 | 160 | 270 | 26 | 59 | 333 |
Механические свойства при испытании на длительную прочность
| tисп, °С | Предел ползучести, МПа | Скорость ползучести, %/ч |
| 600 | 74 | 1/100000 |
| 650 | 29-39 |
| tисп, °С | С Предел длительной прочности, МПа | τ, ч | |
| 600 | 147 | 10000 | |
| 108 | 100000 | ||
| 650 | 78-98 | 10000 |
Технологические свойства
Температура ковки, °С: начала 1220, конца 900. Сечения до 300 мм охлаждаются на воздухе.
Сечения до 300 мм охлаждаются на воздухе.
Сталь 08Х18Н10Т — Полный марочник сталей и сплавов
Общие сведения
| Вид поставки |
| Сортовой прокат, в том числе фасонный: ГОСТ 5949-75, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69. Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 18907-73. Лист толстый ГОСТ 7350-77, ГОСТ 19903-74, ГОСТ 19904-74. Лист тонкий ГОСТ 5582-75. Лента ГОСТ 4986-79. Полоса ГОСТ 4405-75, ГОСТ 103-76. Поковки и кованые заготовки ГОСТ 1133-71, ГОСТ 25054-81. Трубы ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 11068-81, ГОСТ 10498-82, ГОСТ 14162-79. |
| Назначение |
Сварная аппаратура, работающая в средах повышенной агрессивности (растворах азотной, уксусной кислот, растворах щелочей и солей), теплообменники, муфели, трубы, детали печной арматуры, электроды искровых зажигательных свечей. Сталь коррозионно-стойкая и жаростойкая аустенитного класса. Сталь коррозионно-стойкая и жаростойкая аустенитного класса. |
Химический состав (по ГОСТ 5632-2014)
| Химический элемент | % |
| Углерод (C), не более | 0.08 |
| Кремний (Si), не более | 0.8 |
| Медь (Cu), не более | 0.30 |
| Марганец (Mn), не более | 2.0 |
| Никель (Ni) | 9.0-11.0 |
| Титан (Ti) | C*5-0.7 |
| Фосфор (P), не более | 0.035 |
| Хром (Cr) | 17.0-19.0 |
| Сера (S), не более | 0.020 |
Механические свойства
Механические свойства
| Термообработка, состояние поставки | Сечение, мм | σ0,2, МПа | σB, МПа | δ5, % | ψ, % |
Прутки. Закалка 1020-1100 °С, охлаждение на воздухе, в масле, воде. | 60 | 196 | 490 | 40 | 55 |
| Прутки шлифованные, обработанные на заданную прочность | 1-30 | 590-830 | 20 | ||
| Листы горячекатаные или холоднокатаные. Закалка 1000-1080 °С, вода или воздух. | >4 | 206 | 509 | 43 | |
| Листы горячекатаные или холоднокатаные. Закалка 1050-1080 °С, вода или воздух. | <3,9 | 520 | 40 | ||
| Поковки. Закалка 1050-1100 °С, вода или воздух. | 1000 | 196 | 490 | 35 | 40 |
| Трубы бесшовные горячедеформированные без термообработки | 3,5-32 | 510 | 40 | ||
| 275 | 610 | 41 | 63 | ||
| 200 | 450 | 31 | 65 | ||
| 175 | 440 | 31 | 65 | ||
| 175 | 440 | 29 | 65 | ||
| 175 | 390 | 25 | 61 | ||
| 160 | 270 | 26 | 59 |
Механические свойства при повышенных температурах
| t испытания, °C | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 |
| 196 | 490 | 40 | 55 | ||
| 590-830 | 20 | ||||
| 206 | 509 | 43 | |||
| 520 | 40 | ||||
| 196 | 490 | 35 | 40 | ||
| 510 | 40 | ||||
| 20 | 275 | 610 | 41 | 63 | 245 |
| 300 | 200 | 450 | 31 | 65 | |
| 400 | 175 | 440 | 31 | 65 | 313 |
| 500 | 175 | 440 | 29 | 65 | 363 |
| 600 | 175 | 390 | 25 | 61 | 353 |
| 700 | 160 | 270 | 26 | 59 | 333 |
Технологические свойства
| Температура ковки |
Начала 1220 °С, конца 900 °С. Сечения до 300 мм охлаждаются на воздухе. Сечения до 300 мм охлаждаются на воздухе. |
| Свариваемость |
| Способы сварки: РДС, АДС под флюсом и газовой защитой, АрДС, КТС и ЭШС. |
Ударная вязкость
Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка | +20 | +20 (KCV) | -25 | -25 (KCV) |
| Пруток сечением 12 мм. Закалка 1050 °С, вода. | 167 | 216 | 147 | 181 |
| Пруток сечением 12 мм. Закалка 1050 °С, вода. | 167 | 147 |
Физические свойства
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 196 | |||||||||
| Плотность, ρn, кг/см3 | 7900 | |||||||||
| Коэффициент теплопроводности Вт/(м ·°С) | 16 | 18 | 19 | |||||||
| Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Коэффициент линейного расширения (α, 10-6 1/°С) | 16. 1 1 | 17.4 | 18.2 | 19.1 |
Зарубежные аналоги Стали 08Х18Н10Т
| США | Германия | Япония | Франция | Англия | Евросоюз |
| — | DIN,WNr | JIS | AFNOR | BS | EN |
| 321 | 1,4541 | SUS321 | 321F00 | 321S12 | 1,4541 |
| S32100 | 1,4878 | Z6CN18-10 | 321S18 | X10CrNiTi18-10 | |
| X10CrNiTi18-9 | Z6CNT18-10 | 321S20 | X6CrNiTi18-10 | ||
| X12CrNiTi18-9 | 321S22 | ||||
| X6CrNiTi18-10 | 321S31 | ||||
| Италия | Испания | Китай | Польша | Чехия | Австрия |
| UNI | UNE | GB | PN | CSN | ONORM |
| X6CrNiTi18-11 | F. 3523 3523 | 0Cr18Ni11Ti | 0h28N10T | 17246 | X6CrNiTi18-10S |
| X8CrNiTi1811 | X6CrNiTi18-10 | 1Cr18Ni9Ti | 1h28N10T | 17247 | X6CrNiTi1810K-KW |
| OCr18Ni10Ti | 1h28N9T | 17248 |
Условные обозначения
| Механические свойства | |
| σB | временное сопротивление разрыву (предел прочности при растяжении), МПа |
| σ0,2 | предел текучести условный, МПа |
| σсж | предел прочности при сжатии, МПа |
| σсж0,2 | предел текучести при сжатии, МПа |
| σ0,05 | предел упругости, МПа |
| σизг | предел прочности при изгибе, МПа |
| σ-1 | предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа |
| δ5 , δ4 , δ10 | относительное удлинение после разрыва, % |
| ψ | относительное сужение, % |
| ν | относительный сдвиг, % |
| ε | относительная осадка при появлении первой трещины, % |
| τК | предел прочности при кручении, максимальное касательное напряжение, МПа |
| τ-1 | предел выносливости при испытании на кручение с симметричным циклом нагружения, МПа |
| KCU и KCV | ударная вязкость, определенная на образце с концентраторами вида U и V, Дж/см2 |
| HRCэ и HRB | твёрдость по Роквеллу (шкала C и B соответственно) |
| HB | твёрдость по Бринеллю |
| HV | твёрдость по Виккерсу |
| HSD | твёрдость по Шору |
| Физические свойства | |
| E | модуль упругости нормальный, ГПа |
| G | модуль упругости при сдвиге кручением, ГПа |
| ρn | плотность, кг/м3 |
| λ | коэффициент теплопроводности, Вт/(м∙°C) |
| ρ | удельное электросопротивление, Ом∙м |
| α | коэффициент линейного теплового расширения, 10-61/°С |
| с | удельная теплоёмкость, Дж/(кг∙°С) |
Поделиться:
Просмотров: 2 837
08Х18Н10Т :: Металлические материалы: классификация и свойства
Сталь 08Х18Н10Т ГОСТ 5632-72
Сталь аустенитного класса
Массовая доля элементов, % | |||||||||
Углерод | Кремний | Марганец | Хром | Никель | Титан | Железо | Сера | Фосфор | Медь |
Не более | |||||||||
Не более 0,08 | Не более 0,8 | Не более 2,0 | 17,0-19,0 | 9,0-11,0 | 5. | Осн. | 0,020 | 0,035 | 0,3 |
 С-0,7
С-0,7
Состояние поставки, режимы термической обработки | Сечение, мм | Предел текучести σ0,2 | Временное сопротивление σВ | Относительное удлинение δ5 | Относи- тельное сужение поперечного сечения ψ |
МПа | % | ||||
не менее | |||||
Прутки. 1020-1100оС, воздух, масло, вода. | 60 | 196 | 490 | 40 | 55 |
Прутки шлифованные, обработанные на заданную прочность | 1 – 30 | — | 590 — 830 | 20 | — |
Листы горячекатаные и холоднокатаные: закалка 1000-1080оС, вода или воздух закалка 1050-1080оС, вода или воздух | Св. 4 До 3,9 | 206 — | 509 520 | 43 40 | — — |
Поковки. 1050-1100оС, вода или воздух. | 1000 | 196 | 490 | 35 | 40 |
Трубы бесшовные горячедеформированные без термообработки | 3,5 – 32 | — | 510 | 40 | — |
 Закалка
Закалка Закалка
ЗакалкаУдарная вязкость прутков сечением 12мм
Показатель | Температура, оС | термообработка | |
+20 | -25 | ||
KCV, Дж/см2 | 216 | 181 | Закалка 1050оС, вода |
KCT, Дж/см2 | 167 | 147 | |
Временное сопротивление σВ, Н/мм2 (кгс/мм2) | Относительное удлинение δ, %, не менее |
590-830(60-85) | 20 |
Температура испытания, оС | Предел текучести σ0,2 | Временное сопротив- ление σВ | Относительное удлинение δ5 | Относи- тельное сужение попереч- ного сечения ψ | Ударная вязкость KCU, Дж/см2 |
МПа | % | ||||
20 | 275 | 610 | 41 | 63 | 245 |
300 | 200 | 450 | 31 | 65 | — |
400 | 175 | 440 | 31 | 65 | 313 |
500 | 175 | 440 | 29 | 65 | 363 |
600 | 175 | 390 | 25 | 61 | 353 |
700 | 160 | 270 | 26 | 59 | 333 |
Предел ползучести, МПа | Скорость ползучести, % /ч | Температура, оС |
74 | 1/10 0000 | 600 |
29 — 39 | 650 |
Предел длительной прочности, МПа | Длительность, ч | Температура, оС |
147 | 10 000 | 600 |
108 | 100 000 | |
78 – 98 | 10 000 | 650 |
Физические свойства | Температура испытания, оС | |||||||||
20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
Модуль нормальной упругости Е, ГПа | 196 | — | — | — | — | — | — | — | — | — |
Плотность ρn, кг/см3 | 7900 | — | — | — | — | — | — | — | — | — |
Коэффициент теплопроводности λ, Вт/(м · С) | — | 16 | 18 | 19 | — | — | — | — | — | — |
Физические свойства | Температура испытания, оС | |||||||||
20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 | |
Коэффициент линейного расширения α, 10-6, 1/оС | 16,1 | — | 17,4 | — | 18,2 | — | 19,1 | — | — | — |
Назначение: рекомендуется для изготовления сварных
изделий, работающих в средах более высокой агрессивности, чем сталь марок
12Х18Н10Т и 12Х18Н12Т. Трубы, детали печной арматуры, теплообменники, муфели,
реторты, патрубки и коллекторы выхлопных систем, электроды искровых
зажигательных свечей.
Трубы, детали печной арматуры, теплообменники, муфели,
реторты, патрубки и коллекторы выхлопных систем, электроды искровых
зажигательных свечей.
Примечание: сталь обладает повышенной сопротивляемостью межкристаллитной коррозии по сравнению со сталью 12Х18Н10Т и 12Х18Н12Т. Неустойчивы в серосодержащих средах. Применяются в случае, когда не могут быть применены безникелевые стали.
Температура начала интенсивного окалинообразования в воздушной среде – 850оС.
Рекомендуемая максимальная температура применения в течение длительного времени (до 10000 ч.) – 800оС.
Сталь преимущественно применяется как коррозионно-стойкая, а также применяется как жаростойкая.
Температура ковки, оС: начала 1220, конца 900. Сечения до 300 мм охлаждаются на воздухе.
Свариваемость – способы сварки: РДС, АДС под флюсом и газовой защитой
Сортамент, форма и размеры стали должны соответствовать требованиям:
горячекатаной круглой – ГОСТ 2590-88;
горячекатаной квадратной – ГОСТ 2591-88, ОСТ 14-2-205-87, отраслевого стандарта Минчермета СССР;
кованой круглой и квадратной – ГОСТ 1133-71;
горячекатаной и кованой полосовой – ГОСТ 4405-75;
горячекатаной полосовой – ГОСТ 103-76;
горячекатаной шестигранной – ГОСТ 2879-88;
калиброванной круглой – ГОСТ 7417-75;
калиброванной квадратной – ГОСТ 8559-75;
калиброванной шестигранной – ГОСТ 8560-78;
со специальной отделкой поверхности – ГОСТ 14955-77.
Сталь 08Х18Н10Т характеристики, аналог, расшифровка, ГОСТ
Нержавеющие стали стали широко распространены из-за причины большой стойкостью к разным агрессивным средам. Возникновение коррозии приводит к тому, что получаемые детали в течении определенного времени теряют собственную надежность и прочность. В рассматриваемую группу входит сталь 08Х18Н10Т. Данный материал отличается просто внушительным количеством самых разных привлекательных качеств, о которых дальше побеседуем детальнее.
Главные характеристики
Многие характеристики стали 08Х18Н10Т связаны с включением в состав немалого количества хрома и никеля. Главные особенности заключаются в приведенных ниже моментах:
- Высокая устойчивость к коррозии. Конкретный состав определяет то, что поверхность может держать влияние большой влажности и отдельных кислот, а еще иных веществ на основе химии. За счёт аналогичного качества сталь 08х18н10т применяется во время изготовления деталей, которые используются при трудных условиях.
 Особенный состав определяет то, что поверхность может держать влияние довольно различных веществ на основе химии.
Особенный состав определяет то, что поверхность может держать влияние довольно различных веществ на основе химии. - Немагнитные свойства. Анализируя сталь 08Х18Н10Т (ГОСТ определяет концентрацию всех дополнительных элементов химии) нужно сказать, что материал не реагирует на магнитное поле. Собственно поэтому сплав применяется при разработке разного оборудования. Впрочем, в определенных случаях требуется собственно сплав с магнитными качествами. В связи с этим необходимо учитывать данное свойство при подборе самой лучшей стали.
- Жаропрочная структура. Такое качество определяет то, что создаваемые изделия могут держать влияние большой температуры. Из-за трения или влияния внешней среды поверхность может разогреваться, благодаря чему ухудшаются главные характеристики эксплуатации: твердость, крепость, устойчивость к изнашиванию и остальные характеристики. Рекомендованная температура, при которой может использоваться сталь составляет 800 градусов по Цельсию. Более больший коэффициент будет причиной снижения рабочих свойств.

- Получаемая поверхность отличается тем, что ее очень легко обработать до зеркального состояния. Для этого используются специализированные шлифовальные инструменты. При этом поверхность из зеркала в течении определенного времени не будет покрываться коррозией. Процесс получения поверхности из зеркала весьма непрост в применении, так как для этого применяется специализированный абразивный материал и большая скорость обработки.
- Плотность нержавейки 08Х18Н10Т составляет 7900 кг/м 3 . Критерий плотности принимается во внимание в случае проведения изысканий инженеров. Связывают это с тем, что он определяет вес приобретаемых изделий. При повышении плотности изготавливающиеся изделия становятся более тяжёлыми, что не дает возможность применять металл при разработке летательных аппаратов.
- С целью улучшения параметров стали проходит термообработка. В рассматриваемом случае проходит закалка при температуре примерно 1000 градусов по Цельсию. Охлаждение как правило проходит на чистом воздухе или в специализированной обстановке.
 Охлаждение на чистом воздухе проходит в случае если обрабатываемая заготовка имеет внушительные размеры. Также охлаждение может проходит в масле и воде. В наши дни вода практически не используется, так как неравномерность охлаждения приводит к возникновению окалины и прочих недостатков. Использование масла дает возможность решить проблему с возникновением внутренних и поверхностных недостатков. Впрочем, масло может возгораться и приводит к возникновению ядовитого газа.
Охлаждение на чистом воздухе проходит в случае если обрабатываемая заготовка имеет внушительные размеры. Также охлаждение может проходит в масле и воде. В наши дни вода практически не используется, так как неравномерность охлаждения приводит к возникновению окалины и прочих недостатков. Использование масла дает возможность решить проблему с возникновением внутренних и поверхностных недостатков. Впрочем, масло может возгораться и приводит к возникновению ядовитого газа. - Критерий твердости составляется 179 МПа. Критерий может варьировать в зависимости от температуры воздуха. После термообработки твердость значительно увеличивается.
- Степень свариваемости очень высокая. Для получения хорошего шва не необходимо выполнять подогрев структуры. Сварку можно проводить дома при использовании обыкновенного преобразователя напряжения.
Свойства стали 08х18н10т
Вышеприведенные характеристики формируют то, что металл может использоваться для создания самых всевозможных изделий. Состав в большинстве случаев определяет свойства сплава. Используемые нормы на территории бывших советских республик дают возможность определить концентрацию важных элементов.
Состав в большинстве случаев определяет свойства сплава. Используемые нормы на территории бывших советских республик дают возможность определить концентрацию важных элементов.
Расшифровка 08Х18Н10Т
Расшифровка стали 08Х18Н10Т дает возможность определить то, какие детали входят в состав. В основном, большая концентрация хрома приводит к значительному повышению устойчивости к коррозии. Нержавеющая сталь 08Х18Н10Т (ГОСТ определяет наличие и иных элементов) обладает следующим химическим составом:
- Важный элемент предоставлен углеродом, определяющий характерности структуры получаемого сплава. В нержавеющей стали критерий составляет не больше 0,08%. Необходимо учесть, что невысокая концентрация углерода приводит к уменьшению твердости и прочности структуры, однако при этом увеличивается свариваемость.
- Хром считается вторым значительным веществом в составе. Для увеличения рабочих свойств концентрация выдерживается в границе от 17 до 19%. Слишком большая концентрация отражается также плохо на рабочих свойствах.
- Третьим по важности элементом химии считается никель. Он включается в состав при концентрации 9-11%.
- В состав включаются кремний, марганец и молибден. Их концентрация не большая, находится в границе 0,9%.
Состав ст 08х18н10т
Нержавеющая сталь 08x18h20t отличается тем, что в состав включается титан. Такой элемент может значительно скорректировать характеристики эксплуатации сплава, в рассматриваемом случае его около 0,7% в составе.
Область использования стали 08Х18Н10Т
Область использования ст 08Х18Н10Т очень обширна. Связывают это с тем, что материал может держать значительное влияние влаги и отдельных агрессивных веществ на основе химии. Использование стали 08Х18Н10Т следующее:
- Получение сварной арматуры и электродов для сварки, искровых зажигательных свечей.
- Огромную популярность получили бесшовные трубы из нержавейки, которые делаются из тонкого металлического проката.
- Получение деталей, которые используются в обстановке очень высокой агрессивности.

- Детали, распространенные в химической промышленности. Примером можно назвать разные емкости и магистрали из труб, которые контактируют с щелочной и кислой средой.
- Во время изготовления деталей, которые как правило будут работать в диапазоне температуры до 800 градусов по Цельсию. Примером можно назвать печную арматуру, корпуса паровых котлов и детали самых разных трубных змеевиков.
- Нефтегазовая промышленность. Разные химические вещества могут оказывать неблагоприятное воздействие на металлическую поверхность. Во время изготовления резервуаров и цистерн довольно практически всегда используется собственно рассматриваемая нержавеющая сталь.
- Как раньше было отмечено, если понадобится поверхность может полироваться до поверхности из зеркала. После чего сталь 08Х18Н10Т используется для получения самых разных элементов декора.
Анализируя область использования необходимо учесть, что сталь 08Х18Н10Т очень сложен в получении. Собственно поэтому его не всегда лучше всего использовать во время изготовления деталей и механизмов, которые не будут использоваться в трудных условиях.
Собственно поэтому его не всегда лучше всего использовать во время изготовления деталей и механизмов, которые не будут использоваться в трудных условиях.
Аналоги стали 08Х18Н10Т
Производством нержавеющей стали занимаются очень разные изготовители. Рассматриваемый металл считается предложением изготовителей из нашей страны. Аналог может маркироваться при использовании иных параметров, но важные характеристики схожи:
- В Германии выпускают 1.4541 и 1.4878.
- Японский аналог только один SUS.
- В Англии выпускают 321S12 и 321S.
- Швейцарский аналог 2337.
В основном, заграничные предложения обходятся значительно дороже, что связано с более хорошим качеством и расходами на перевозку. При рассмотрении ключевых параметров во многих случаях уделяют много внимания устойчивости к коррозии и твердости, а еще жаропрочности.
Напоследок напомним, что нержавеющая сталь сегодня используется в разных промышленных отраслях. Термообработка в данном случае проходит очень нечасто, так как состав значительно затрудняет процесс перестроения кристаллической решётки. В промышленность проходит поставка сортового и листа горячей прокатки, калиброванного прутка и кованых заготовок.
Термообработка в данном случае проходит очень нечасто, так как состав значительно затрудняет процесс перестроения кристаллической решётки. В промышленность проходит поставка сортового и листа горячей прокатки, калиброванного прутка и кованых заготовок.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
12Х18Н10Т сталь — характеристики, расшифровка, аналог, химический состав, применение
Основные области применения стали 12Х18Н10Т
12Х18Н10Т
используется для производства деталей, которые работают при температурах до +600˚С. Применяется сталь при изготовлении изделий, которые можно эксплуатировать в условиях разбавленных кислот, средне агрессивных щелочных и солевых растворов – например, резервуаров и сварных агрегатов. Этому способствуют характеристики 12х18н10т.
Маркировка стали 12Х18Н10Т
12х18н10т расшифровка
: «12» – 0,12% углерода, «Х18» – 18% хрома, «Н10» —никеля – 10%, «Т» — титан. Отсутствие цифры при титане означает его содержание не превышает 1,0%−1,5%.
Отсутствие цифры при титане означает его содержание не превышает 1,0%−1,5%.
Химический состав в % стали 12Х18Н10Т
| C | Si | Mn | P | S | Cr | Mo | Ni | V | Ti | Cu | W | Fe |
| <0,12 | <0,8 | <2,0 | <0,035 | <0,02 | 17,0-19,0 | <0,5 | 9,0-11,0 | <0,2 | <0,8 | <0,4 | <0,2 | Остальное |
Химический состав 12Х18Н10Т регламентирует ГОСТ 5632-72
:
- Достаточно большой процент хрома (17%–19%).

- Легирующая добавка никеля (9%–11%).
- Углерод в сплаве – небольшая концентрация (0,1 %).
- Легирующий элемент – титан.
- Кремний (0,8 %).
Влияние химсостава на свойства стали 12Х18Н10Т
Основные добавки сложнолегированной стали значительно влияют на ее свойства:
- Хром повышает антикоррозийные качества.
- Благодаря введению никеля, сталь входит в разряд аустенитов, и сочетает все технологические и эксплуатационные свойства нержавеющих сталей.
- Введение в сплав алюминия, титана и кремния придает 12Х18Н10Т качества ферритной стали.
- Титан создает карбидообразующий эффект, и предотвращает риск межкристаллитной коррозии.
- Марганец позволяет изготавливать сталь с мелкозернистой структурой.
- Кремний увеличивает плотность и улучшает степень текучести. В то же время он снижает уровень пластичности, что усложняет прокатку холодным способом.
- Содержание фосфора не должно превышать 0,035 %, так как он провоцирует снижение механических свойств, что осложняет использование стали в криогенной области.

Сталь 12Х18Н10Т легирующие элементы
Сталь марки 12х18н10т – нержавеющая титаносодержащая сталь аустенитного класса. Хим. состав марки утверждён ГОСТ 5632-72 нержавеющих сталей аустенитного класса. Основные преимущества 12х18н10т: большая пластичность и ударная вязкость. Наилучшей термической обработкой для сталей этого класса является закалка с температурой 10500С-10800С в воде, после процесса закалки мех. свойства стали отличаются высокой вязкостью и пластичностью, но низкими прочностью и твёрдостью. Стали аустенитного класса используют как жаропрочные при температурах до 6000С Главными легирующими элементами являются Хром и Никель. Однофазные стали имеют устойчивую структуру однородного аустенита с небольшим содержанием карбидов Tитана (для избежания межкристаллитной коррозии. Подобная структура образуется после процесса закалки с температур 10500С-10800С). Аустенитные и и аустенитно-ферритовые стали обладают относительно небольшим уровнем прочности (700-850МПа).
Механические свойства материала 12Х18Н10Т
Механические свойства стали при повышенных температурах
| Температура испытаний, °С | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость KCU при 20°С, Дж/см2 |
| 20 | 225 — 315 | 550 — 650 | 46 — 74 | 66 — 80 | 215 — 372 |
| 500 | 135 — 205 | 390 — 440 | 30 — 42 | 60 — 70 | 196 — 353 |
| 550 | 135 — 205 | 380 — 450 | 31 — 41 | 61 — 68 | 215 — 353 |
| 600 | 120 — 205 | 340 — 410 | 28 — 38 | 51 — 74 | 196 — 358 |
| 650 | 120 — 195 | 270 — 390 | 27 — 37 | 52 — 73 | 245 — 353 |
| 700 | 120 — 195 | 265 — 360 | 20 — 38 | 40 — 70 | 255 — 353 |
Ударная вязкость из стали, KCU, Дж/см2
| Термообработка | Т= +20 °С | Т= -40 °С | Т= -75 °С |
| Полоса 8х40 мм в состоянии покоя | 286 | 303 | 319 |
Чувствительность стали к охрупчиванию при старении
| Время, часы | Температура, °С | Ударная вязкость, KCU, Дж/см2 |
| Исходное состояние | — | 274 |
| 5000 | 600 | 186 — 206 |
| 5000 | 650 | 176 — 196 |
Жаростойкость стали
| Среда | Температура, ºС | Группа стойкости или балл |
| Воздух | 650 | 2 — 3 |
| Воздух | 750 | 4 — 5 |
Основные характеристики стали 12Х18Н10Т
12Х18Н10Т
является высокоуглеродистой стойкой к коррозии, немагнитной, титаносодержащей сталью. Группа аустенитов. Относится к сложнолегированным сплавам. За счет наличия в составе сплава хрома и никеля, эту сталь еще называют стабилизированной хромоникелевой сталью. На сегодняшний день она представляет собой самую используемую и распространенную сталь из всех марок нержавеющих сталей. Главные достоинства стали
Группа аустенитов. Относится к сложнолегированным сплавам. За счет наличия в составе сплава хрома и никеля, эту сталь еще называют стабилизированной хромоникелевой сталью. На сегодняшний день она представляет собой самую используемую и распространенную сталь из всех марок нержавеющих сталей. Главные достоинства стали
12Х18Н10Т
– высокая прочность, твердость, ударная вязкость и пластичность. Характеризуется прекрасной свариваемостью, гигиеничностью. Из преимуществ – жаростойкость и жаропрочность, криогенные качества – пределы температурных возможностей для эксплуатации (без потери свойств), огромны,
от -196˚С до +600˚С
.
Нержавеющая сталь 12Х18Н10Т
Заменители
Заменитель — стали 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08X17Т, 15Х25Т, 12Х18Н9Т.
Иностранные аналоги
| Германия DIN | Марка | X10CrNiTi18-9 |
| Номер | 1.4541 | |
| США (AISI, SAE, ASTM) | 321 | |
| Франция (AFNOR) | Z10CN18 | |
| Великобритания (BS) | 320S31 | |
| Швеция (SS) | 2337 | |
| Италия UNI | — | |
| Япония | SUS321 | |
ВАЖНО!!! Возможность замены определяется в каждом конкретном случае после оценки и сравнения свойств сталей
Расшифровка стали 12Х18Н10Т
Цифра 12 указывает среднее содержание углерода в сотых долях процента, т. е. для стали 12Х18Н10Т это значение равно 0,12%.
е. для стали 12Х18Н10Т это значение равно 0,12%.
Буква «Х» указывает на содержание в стали хрома. Цифра 18 после буквы «Х» указывает примерное количество хрома в стали в процентах, округленное до целого числа, т.е. содержание хрома около 18%.
Буква «Н» указывает на содержание в стали никеля. Цифра 10 после буквы «Н» указывает примерное количество никеля в стали в процентах, округленное до целого числа, т.е. содержание никеля около 10%.
Буква «Т» указывает на содержание в стали титана. Содержание титана в стали не превышает 1,5%.
Вид поставки
Cортовой прокат, в том числе фасонный: ГОСТ 5949-75, ГОСТ 2590-88, ГОСТ 2879-88. Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 18907-73. Лист толстый ГОСТ 7350—77. Лист тонкий ГОСТ 5582—75. Лента ГОСТ 4986—79. Проволока ГОСТ 18143—72. Поковки и кованые заготовки ГОСТ 25054—81, ГОСТ 1133-71. Трубы ГОСТ 9940-72, ГОСТ 9941-72, ГОСТ 14162-79.
Свариваемость
Сталь 12Х18Н10Т является свариваемой без ограничений. Способы сварки: РДС, ЭШС и КТС (Контактно Точечная Сварка). Рекомендуется последующая термообработка.
Способы сварки: РДС, ЭШС и КТС (Контактно Точечная Сварка). Рекомендуется последующая термообработка.
Технологические свойства
Температура ковки, °С: начала 1200, конца 850. Сечения до 350 мм охлаждаются на воздухе. Обрабатываемость резанием — Kv тв.спл = 0,85 и Kv б.ст = 0,35 в закаленном состоянии при НВ 169 и σв = 610 МПа. Флокеночувствительность — не чувствительна.
Химический состав, % (ГОСТ 5632-2014)
| Сталь | C | Si | Mn | Cr | Ni | Ti | S | P |
| 12Х18Н10Т | не более 0,12 | не более 0,80 | не более 2,00 | 17,0-19,0 | 9,0-11,0 | 5,0-8,0 | не более 0,02 | не более 0,40 |
Применение 12Х18Н10Т
Назначение — детали, работающие до 600 °С; сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от -196 до +600 °С, а при наличии агрессивных сред — до +350 °С.
Сталь коррозионностойкая (нержавеющая) аустенитного класса и преимущественно применяется как коррозионостойкая, но может применяться и как жаростойкая и жаропрочная. По жаростойкости близка к стали 12Х18Н9Т.
Применяется для изготовления свариваемой аппаратуры в разных отраслях промышленности.
Примерное применение как жаростойкой стали
Назначение — трубы, детали печной арматуры, теплообменники, муфели, реторты, патрубки и коллекторы выхлопных систем, электроды искровых зажигательных свечей. Рекомендуемая максимальная температура применения в течение длительного времени (до 10000 ч), 800°С.
Температура начала интенсивного окалинообразования в воздушной среде, 850°С.
Неустойчива в серосодержащих средах. Применяются в случаях, когда не могут быть применены безникелевые стали.
Примерное применение как жаропрочной стали
Детали выхлопных систем, трубы, листовые и сортовые детали.
Рекомендуемая максимальная температура применения, 600°С.
Срок службы — Весьма длительный.
Температура начала интенсивного окалинообразования в воздушной среде, 850°С.
Применение стали 12Х18Н10Т для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
| Марка стали | НД на поставку | Температура рабочей среды (стенки), °С | Дополнительные указания по применению |
| 12Х18Н10Т ГОСТ 5632 | Сортовой прокат ГОСТ 5949. Листы ГОСТ 7350. Поковки ГОСТ 25054. Трубы ГОСТ 9940, ГОСТ 9941 (из 12Х18Н10Т) | От -270 до 350 | Для сварных узлов арматуры, работающих в агрессивных средах: HNO3, щелочей, аммиачной селитры, пищевых сред, сред спецтехники, судовой арматуры, криогенных сред, сероводородсодержащих сред; для мембран |
| Св. 350 до 610 | Для сварных узлов арматуры при отсутствии требования стойкости к межкристаллитной коррозии |
Применение стали 12Х18Н10Т для крепежных деталей арматуры (ГОСТ 33260-2015)
Марка стали, по ГОСТ 1759. 0 0 | Стандарт или технические условия на материал | Параметры применения | |||||
| Болты, шпильки, винты | Гайки | Плоские шайбы | |||||
| Темпера- тура среды, °С | Давление номи- нальное Pn, МПа (кгс/см2) | Темпера- тура среды, °С | Давление номи- нальное Pn, МПа (кгс/см2) | Темпера- тура среды, °С | Давление номи- нальное Pn, МПа (кгс/см2) | ||
| 12Х18Н10Т | ГОСТ 5632 | От -196 до 600 | Не регламен- тируется | От -196 до 600 | Не регламен- тируется | От -196 до 600 | Не регламен- тируется |
Применение стали 12Х18Н10Т для изготовления шпинделей и штоков (ГОСТ 33260-2015)
| Марка стали | НД на поставку | Температура рабочей среды, °С | Дополнительные указания по применению |
| 12Х18Н10Т ГОСТ 5632 | Сортовой прокат ГОСТ 5949 | От -270 до 350 | Применяется для работы в агрессивных средах: азотной кислоте, щелочах, аммиачной селитре, пищевых средах, средах спецтехники, судпрома, криогенной техники и сероводородсодержащих средах. Применяется для сварных узлов Применяется для сварных узлов |
| Сортовой прокат ГОСТ 5949 | Св. 350 до 610 | Применяется для работы в средах, не вызывающих межкристаллитной коррозии |
Применение стали 12Х18Н10Т для сильфонов (ГОСТ 33260-2015)
| Марка стали | НД на поставку | НД на изготовление сильфонов | Температура рабочей среды, °С | Давление рабочее Pp, МПа(кгс/см2), не более | Дополнительные указания по применению |
| 12Х18Н10Т ГОСТ 5632 | Лист ГОСТ 5582. Лента ГОСТ 4986, (для стали 1.4541) | ГОСТ 21744, ГОСТ 22388 | От -260 до 550 | От 0,6 до 25,0 (от 6 до 250) | Для воды, пара, инертных газов и для криогенных температур. Для сред слабой агрессивности — до температуры 350°С. Для коррозионных сред — до 150°С |
| Труба ГОСТ 10498 | От -260 до 465 | От 0,15 до 3,10 (от 1,5 до 31,0) |
ПРИМЕЧАНИЕ В таблице указаны предельные величины по температурам и рабочим давлениям. Конкретные сочетания параметров применения (рабочее давление, осевой ход, температура и полный назначенный ресурс) приведены в нормативной документации на сильфоны.
Конкретные сочетания параметров применения (рабочее давление, осевой ход, температура и полный назначенный ресурс) приведены в нормативной документации на сильфоны.
Применение стали 12Х18Н10Т для узла затвора арматуры
| Марка стали | Температура рабочей среды, °С | Твердость | Дополнительные указания по применению |
| 12Х18Н10Т ГОСТ 5632 | От -100 до 300 | 155…170 HB | Работоспособность узла затвора обеспечивается при наличии наплавки или другого износостойкого покрытия в ответной детали |
Применение стали 12Х18Н10Т для винтовых цилиндрических пружин
| Марка стали | НД на поставку | Температура применения, °С | Дополнительные указания по применению |
| 12Х18Н10Т ГОСТ 5632 | Проволока | От -253 до 400 | Предохранительные, регулирующие клапаны, маломагнитные пружины |
Применение стали 12Х18Н10Т для прокладок
| Марка стали | Вид полуфабриката | Температура применения, °С | Дополнительные указания по применению | |
| Наименование | НД на поставку | |||
| 12Х18Н10Т ГОСТ 5632 | Листы толстые термически обработанные | ГОСТ 7350 | От -253 до 600 | Применяется для работы в коррозионных средах |
Стойкость стали 12Х18Н10Т к сульфидному коррозионному растрескиванию
| Метод формообразования заготовок | Наименование деталей |
| Поковки, штамповки, заготовки из проката | Корпус, крышка, шток, шпиндель, детали уплотнения затвора, концевые детали сильфона |
Максимально допустимые температура применения стали 12Х18Н10Т в средах, содержащих аммиак
| Марка стали | Температура применения сталей, °С при парциальном давлении аммиака, МПа (кгс/см ) | ||
Св. 1(10) до 2(20) 1(10) до 2(20) | Св. 2(20) до 5(50) | Св. 5(50) до 8(80) | |
| 12Х18Н10Т | 540 | 540 | 540 |
Максимально допустимые температура применения стали 12Х18Н10Т в водородосодержащих средах
| Марка стали | Температура, °С, при парциальном давлении водорода, Ph3, МПа (кгс/см2) | ||||||
| 1,5(15) | 2,5(25) | 5(50) | 10(100) | 20(200) | 30(300) | 40(400) | |
| 12Х18Н10Т | 510 | 510 | 510 | 510 | 510 | 510 | 510 |
ПРИМЕЧАНИЕ
- Параметры применения сталей, указанные в таблице, относятся также к сварным соединениям.
- Парциальное давление водорода рассчитывается по формуле: Ph3 = (C*Pp)/100, где C — процентное содержание в системе; Ph3 — парциальное давление водорода; Pp — рабочее давление в системе.
Коэффициент относительной эрозионной стойкости деталей арматуры из стали 12Х18Н10Т
| Детали проточной части арматуры | Материал деталей | Коэффициент эрозионной стойкости относительно стали 12X18h20T | Максимальный перепад давления, при котором отсутствует эрозионный износ, МПа |
| Корпус, патрубки, шток, плунжер (шибер), седло | 12Х18Н10Т | 1,0 | 4,0 |
ПРИМЕЧАНИЕ
- Коэффициент эрозионной стойкости материала представляет собой отношение скорости эрозионного износа материала к скорости эрозионного износа стали 12Х18Н10Т (принятой за 1).

- Материалы являются эрозионностойкими, если коэффициент относительной эрозионной стойкости Kn не менее 0,5 и твердость материала HRC≥28.
Стойкость стали 12Х18Н10Т против щелевой эрозии
| Группа стойкости | Балл | Эрозионная стойкость по отношению к стали 12X18h20T |
| Стойкие | 2 | 0,75-1,5 |
Стойкость стали 12Х18Н10Т против ударной эрозии
| Балл стойкости | НВ не более | Материалы |
| 5 | 150 | Аустенитная хромоникелевая нержавеющая сталь марки 12Х18Н10Т |
Применение стали 12Х18Н10Т для изготовления основных деталей арматуры атомных станций
| Марка стали | Вид полуфабриката или изделия | Максимально допустимая температура применения, °С |
| 12Х18Н10Т ГОСТ 5632, ГОСТ 24030 | Листы, трубы, поковки, сортовой прокат. Крепеж | 600 |
Характеристики
Плотность ρ при температуре испытаний, 20 °С — 7900 кг/см3
Коэффициент теплопроводности λ Вт/(м*К) при температуре испытаний, °С
| Сталь | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| 12Х18Н10Т | 15 | 16 | 18 | 19 | 21 | 23 | 25 | 27 | 26 | — |
Удельное электросопротивление ρ, нОм*м, при температуре испытаний °С —
| Сталь | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| 12Х18Н10Т | 725 | 792 | 861 | 920 | 976 | 1028 | 1075 | 1115 | — | — |
Удельная теплоемкость c, Дж/(кг*К), при температуре испытаний, °С
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 |
| 462 | 496 | 517 | 538 | 550 | 563 | 575 | 596 | — | — |
Коэффициент теплопроводности λ, Вт/(м*К), при температуре испытаний, °С
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| 15 | 16 | 18 | 19 | 21 | 23 | 25 | 27 | 26 | — |
Коэффициент линейного расширения α*106, К-1, при температуре испытаний, °С
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 |
| 16,6 | 17,0 | 17,2 | 17,5 | 17,9 | 18,2 | 18,6 | 18,9 | 19,3 |
Модуль нормальной упругости Е, ГПа, при температуре испытаний °С
| Сталь | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| 12Х18Н10Т | 198 | 194 | 189 | 181 | 174 | 166 | 157 | 147 | — | — |
Модуль упругости при сдвиге на кручением G, ГПа, при температуре испытаний °С
| Сталь | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| 12Х18Н10Т | 77 | 74 | 71 | 67 | 63 | 59 | 57 | 54 | 49 | — |
Механические свойства
| ГОСТ | Состояние поставки | Сечение, мм | σ0,2, МПа | σb, МПа | δ5, % | ψ% |
| не менее | ||||||
| ГОСТ 5949-75 | Пруток. Закалка с 1020-1100 °С на воздухе, в масле или в воде Закалка с 1020-1100 °С на воздухе, в масле или в воде | 60 | 196 | 510 | 40 | 55 |
| ГОСТ 18907-73 | Пруток шлифованный, обработанный на заданную прочность | — | — | 590-830 | 20 | — |
| Пруток нагартованный | До 5 | — | 930 | — | — | |
| ГОСТ 7350-77 (образцы поперечные) | Лист горячекатаный и холодно-катаный: | |||||
| закалка с 1000-1080 °С в воде или на воздухе | Св.4 | 236 | 530 | 38 | — | |
| ГОСТ 5582-75(образцы поперечные) | закалка с 1050-1080 °С в воде или на воздухе | До 3,9 | 205 | 530 | 40 | — |
| нагартованный | До 3,9 | — | 880-1080 | 10 | — | |
| ГОСТ 25054-81 | Поковка. Закалка с 1050— 1100 °С в воде или на воздухе | До 1000 | 196 | 510 | 35 | 40 |
| ГОСТ 18143-72 | Проволока термообработанная | 1,0-6,0 | — | 540-880 | 20 | — |
| ГОСТ 9940-81 | Труба бесшовная горячедеформированная без термообработки | 3,5-32 | — | 529 | 40 | — |
Механические свойства при повышенных температурах
| tисп, °С | σ0,2, МПа | σa, МПа | δ5, % | ψ% | KCU, Дж/см2 |
| 20 | 225-315 | 550-650 | 46-74 | 66-80 | 215-372 |
| 500 | 135-205 | 390-440 | 30-42 | 60-70 | 196-353 |
| 550 | 135-205 | 380-450 | 31-41 | 61-68 | 215-353 |
| 600 | 120-205 | 340-410 | 28-38 | 51-74 | 196-358 |
| 650 | 120-195 | 270-390 | 27-37 | 52-73 | 245-353 |
| 700 | 120-195 | 265-360 | 20-38 | 40-70 | 255-353 |
Примечание.
Закалка с 1050—1100 °С на воздухе.
Механические свойства при испытании на длительную прочность (ГОСТ 5949-75)
| tисп, °С | Предел ползучести, МПа, не менее | Скорость ползучести, %/ч |
| 600 | 74 | 1/100000 |
| 650 | 29-39 |
| tисп, °С | Предел длительной прочности, МПа, не менее | τ, ч |
| 600 | 147 | 10000 |
| 650 | 78-98 |
Ударная вязкость KCU
| Состояние поставки | KCU, Дж/см2, при температуре, °С | ||
| +20 | -40 | -75 | |
| Полоса 8×40 мм | 286 | 303 | 319 |
Примечание.
Предел выносливости σ-1 = 279 МПа при n = 107.
Чувствительность к охрупчиванию при старении
| Время, ч | Температура, °С | KCU, Дж/см2 |
Исх. сост. | Исх. сост. | 274 |
| 5000 | 600 | 186-206 |
| 5000 | 650 | 176-196 |
Жаростойкость
| Среда | Температура, °С | Группа стойкости или балл |
| Воздух | 650 | 2-3 |
| 750 | 4-5 |
Узнать еще
Сталь конструкционная низколегированная для сварны…
Некоторые зарубежные аналоги сталей и сплавов…
Сталь 20Х13 коррозионостойкая, жаропрочная, мартен…
Нержавеющая сталь 08Х18Н10Т
Физические свойства
| Температура, °С | Модуль упругости, E 105,МПа | Коэффициент линейного расширения, a 10 6, 1/°С | Коэффициент теплопроводности, l, Вт/м·°С | Удельная теплоемкость, C, Дж/кг·°С | Удельное электросопротивление, R 10 9, Ом·м |
| 20 | 1,98 | — | 15 | — | 725 |
| 100 | 1,94 | 16,6 | 16 | 462 | 792 |
| 200 | 1,89 | 17,0 | 18 | 496 | 861 |
| 300 | 1,81 | 17,2 | 19 | 517 | 920 |
| 400 | 1,74 | 17,5 | 21 | 538 | 976 |
| 500 | 1,66 | 17,9 | 23 | 550 | 1028 |
| 600 | 1,57 | 18,2 | 25 | 563 | 1075 |
| 700 | 1,47 | 18,6 | 27 | 575 | 1115 |
| 800 | — | 18,9 | 26 | 596 | — |
| 900 | — | 19,3 | — | — | — |
Технологические свойства
| Удельный вес | 7920 кг/м3 |
| Термообработка | Закалка 1050 — 1100oC, вода |
| Температура ковки | Начала 1200 °С, конца 850 °С. Сечения до 350 мм охлаждаются на воздухе Сечения до 350 мм охлаждаются на воздухе |
| Твердость материала | HB 10 -1 = 179 МПа |
| Свариваемость материала | Без ограничений, способы сварки: РДС (электроды ЦТ-26), ЭШС и КТС. Рекомендуется последующая термообработка |
| Обрабатываемость резанием | В закаленном состоянии при HB 169 и σв=610 МПа, Кu тв. спл=0,85, Кu б. ст=0,35 |
| Флокеночувствительность | Не чувствительна |
| Жаростойкость | В воздухе при Т=650 °С 2-3 группа стойкости, при Т=750 °С 4-5 группа стойкости |
| Предел выносливости | σ-1=279 МПа, n=107 |
Технологические способности и обработка стали 12Х18Н10Т
Такие качества, как свариваемость, пластичность и ударная вязкость значительно повышаются закалкой в обычной воде, но при этом снижается твердость. Так что оптимальная термообработка – закалка при 1050°С–1080°С.
Сталь 12Х18Н10Т
отлично сваривается, и не имеет никаких ограничений. А для повышения прочности и надежности швов, необходима термообработка, так как область швов также должна отличаться стойкостью к коррозии межкристаллитного типа.
А для повышения прочности и надежности швов, необходима термообработка, так как область швов также должна отличаться стойкостью к коррозии межкристаллитного типа.
Формы поставки материала
| Обработка металлов давлением. Поковки | ГОСТ 25054-81; |
| Сортовой и фасонный прокат | ГОСТ 2879-2006; ГОСТ 1133-71; ГОСТ 2591-2006; ГОСТ 2590-2006; |
| Листы и полосы | ГОСТ 103-2006; ГОСТ 19904-90; ГОСТ 19903-74; |
| Сортовой и фасонный прокат | ГОСТ 18907-73; ГОСТ 8560-78; ГОСТ 8559-75; ГОСТ 7417-75; ГОСТ 5949-75; |
| Листы и полосы | ГОСТ 10885-85; ГОСТ 51393-99; ГОСТ 7350-77; ГОСТ 5582-75; ГОСТ 4405-75; |
| Ленты | ГОСТ 4986-79; |
| Трубы стальные и соединительные части к ним | ГОСТ 11068-81; ГОСТ 19277-73; ГОСТ 14162-79; ГОСТ 9941-81; ГОСТ 9940-81; |
| Проволока стальная легированная | ГОСТ 18143-72; |
| Сетки металлические | ГОСТ 3187-76; ГОСТ 3306-88; ГОСТ 9074-85. |
Применение стали 12Х18Н10Т с учетом характеристик и свойств
Марка стали 12Х18Н10Т
имеет весьма разнообразную область применения, что, прежде всего, показывает расшифровка стали 12х18н10т. За счет стойкости к агрессивным средам (кроме серосодержащих сред) она востребована в химической промышленности – при производстве сосудов, работающих под высоким давлением.
Изготавливают из стали 12Х18Н10Т
трубопроводы для транспортировки разбавленных растворов фосфорной, азотной, уксусной кислот, агрессивных оснований и солей, трубы для соединения оборудования с повышенной радиацией. Трубы нержавеющие бесшовные
12Х18Н10Т
незаменимы во всех областях пищевой промышленности, в нефтяной и нефтеперерабатывающей, в химической и топливно-энергетической отраслях. Активно используется в автомобильной, кораблестроительной, авиационной и промышленных областях.
Кроме того, 12Х18Н10Т
используют в криогенной технике при крайне низких температурах – до -269˚С, что не мешает ее применению при высоких температурах (как в дуговых печах).
Листы 12Х18Н10Т
используют в качестве строительного, и отделочного металла. Не менее популярны трубы из
12Х18Н10Т
, поковки деталей для машиностроения, проволока, круг, лента, и пр. Проволоку используют для сварочных работ. В виде нитей или шнуров сталь подходит для изготовления сеток, пружин, тросов и канатов.
Ударная вязкость нержавеющей стали 12Х18Н10Т
| Состояние поставки, термообработка | Полоса 8×40 мм в состоянии поставки | |
| Ударная вязкость, KCU, Дж/см2 | 20 | 286 |
| -40 | 303 | |
| -75 | 319 | |
Предел выносливости
| -1, МПа | 279 |
| n | 1Е+7 |
Ближайшие эквиваленты (аналоги) стали 12Х18Н10Т
| США (ASTM/AISI) | 321, 321H, S32100, S32109 |
| Германия (DIN, WNr) | 1. 4541, 1.5878, X10CrNiTi18-10, X12CrNiTi18-9, X6CrNiTi18-10 4541, 1.5878, X10CrNiTi18-10, X12CrNiTi18-9, X6CrNiTi18-10 |
| Япония (JIS) | SUS321 |
| Франция (AFNOR) | Z10CN18-10, Z10CN18-11, Z6CN18-10, Z6CNT18-12 |
| Англия (BS) | 321S31, 321S51, 321S59, LW18, LW24, X6CrNiTi18-10 |
| Евронормы (EN) | 1.4541, 1.4878, X10CrNiTi18-10, X6CrNiTi18-10KT |
| Италия (UNI) | X6CrNiTI18-11, X6CrNiTi18-11KG, X6CrNiTi18-10KT |
| Испания (UNE) | F.3523, X6CrNiTi18-10 |
| Китай (GB) | 0Cr19Ni10Ti, 0Cr18Ni11Ti, 0Cr18Ni9Ti, 1Cr18Ni11Ti, H0Cr20Ni10Ti |
| Швеция (SS) | 2337 |
| Болгария (BDS) | 0Ch248N10T, Ch28N12T, Ch28N9T, X6CrNiTi18-10 |
| Венгрия (MSZ) | H5Ti, KO36Ti, KO37Ti, X6CrNi18-10 |
| Польша (PN) | 0h28N10T, 1h28N10T, 1h28N12T, 1h28N9T |
| Румыния (STAS) | 10TiNiCr180, 12TiNiCr180 |
| Чехия (CSN) | 17246, 17247, 17248 |
| Австрия (ONORM) | X6CrNiTi18-10KKW, X6CrNiTi18-10S |
| Австралия (AS) | 321 |
| Южная Корея (KS) | STS321, STS321TKA, STSF321 |
| Россия (ГОСТ) | 10Х14Г14Н4Т, Х14Г14Н3Т |
Технические характеристики легированной стали 12Х18Н10Т: твердость, аналоги
Класс нержавеющей стали включает в себя всего около 50 наиболее используемых марок. Их подразделяют на техническую нержавейку с содержанием только хрома, и аустенитную нержавейку — дополнительно легированную никелем. Среди последних марок — 12Х18Н10Т, характеристики стали отличаются особо удачным соотношением элементов, что определяет высокую технологичность и стойкость к межкристаллитной коррозии (неизлечимая болезнь высоколегированной нержавейки аустенитного класса).
Их подразделяют на техническую нержавейку с содержанием только хрома, и аустенитную нержавейку — дополнительно легированную никелем. Среди последних марок — 12Х18Н10Т, характеристики стали отличаются особо удачным соотношением элементов, что определяет высокую технологичность и стойкость к межкристаллитной коррозии (неизлечимая болезнь высоколегированной нержавейки аустенитного класса).
Кроме коррозионной стойкости в водной среде, эта марка устойчива к агрессивным средам при высоких температурах, что позволяет ее использовать в:
- нефтегазовой промышленности в виде бесшовных труб;
- медицине и фармацевтике для изготовления инструментов и емкостей;
- химической отрасли;
- для криогенных аппаратов и сосудов глубокой заморозки, работающих при t от -269 до +600 С;
- строительстве – для особо ответственных конструкций;
- машиностроении – для изготовления деталей и узлов механизмов;
- металлоконструкциях в виде канатов и тросов высокого качества.

ГОСТ и другие нормативные документы на сталь
Нержавеющая сталь 12Х18Н10Т изготавливается согласно требованиям ГОСТ:
- 1133-71 — методом ковки круглого и квадратного сечения;
- 18143-72 — проволока;
- 18907-73 — прутки;
- 25054-81 — поковки, поставляются в отожженном состоянии;
- 4986-79 — лента холоднокатаная;
- 9940-81 — трубы бесшовные горячекатаные;
- 9941-81 — трубы бесшовные катаные в холодном и теплом состоянии;
- 2879-2006 — шестигранник горячекатаный.
Кроме вышеперечисленных, используется еще ряд стандартов для изготовления профилей высокой точности, а также изделий и деталей из коррозионностойкой жаропрочной стали.
Преимущества и недостатки
Марка нержавеющей стали 12Х18Н10Т является единственной в своем роде, сочетающей большое количество преимуществ, благодаря которым она приобрела такую распространенность.
- Сталь выплавляется методом электрошлакового переплава — одним из самых недорогих на сегодня и высоким выходом годного металла.
 Сквозное производство позволяет выпускать сталь в больших количествах (объем одной плавки – 60-160 тн), с последующей прокаткой и термической обработкой, что определяет высокую производительность. Для легирования используются небольшое количество доступных элементов. Все эти факторы обеспечивают доступную стоимость изделий и заготовок из получаемой стали.
Сквозное производство позволяет выпускать сталь в больших количествах (объем одной плавки – 60-160 тн), с последующей прокаткой и термической обработкой, что определяет высокую производительность. Для легирования используются небольшое количество доступных элементов. Все эти факторы обеспечивают доступную стоимость изделий и заготовок из получаемой стали. - Данное соотношение хрома и никеля при точном соблюдении технологических режимов позволяет получить сталь с высокой стойкостью к межкристаллитной коррозии.
- Обладает хорошей способностью к свариванию всеми видами ручной и автоматической сварки.
- Деформируется как в горячем, так и в холодном состоянии (допускаются высокие степени деформации).
- Работа в очень агрессивных кислотах и щелочах при температуре до 800° С.
- Высокая износостойкость и прочность.
Из недостатков стоит отметить высокие требования к выдержке температурных и временных интервалов при обработке, которые зависят от точного химического состава. Особенно это касается нагрева под высокотемпературный отпуск для стабилизации структуры.
Особенно это касается нагрева под высокотемпературный отпуск для стабилизации структуры.
Поскольку термическая обработка должна быть контролируемой, то для проведения операции требуются специализированное оборудование, в том числе и для проведения экспертизы.
Сортамент
Свойства стали 12Х18Н10Т используются для получения изделий, работающих в агрессивных средах, при температурах от -269 до 600° С. Основными потребителями является нефтегазовая промышленность, где используются бесшовные трубы.
Также используется эта сталь для конструкций, получаемых сварным методом. Это всякого рода емкости, детали механизмов (насосов, арматуры) и оборудования (теплообменного, емкостного).
Химические и физические свойства, состав
Механические свойства стали 12х18н10т зависят от химического состава. Для каждого изделия, в зависимости от сечения, способа производства, проводится термообработка, которая и определяет окончательные параметры.
Хром — самый твердый металл, обладает способностью образовывать оксиды в объеме, не превышающем сам атом хрома. Они создают на поверхности плотную пленку, толщиной всего в 2-3 атома, которая не допускает проникновения кислорода. При механическом повреждении пленки сразу же образуются новые оксиды. При повышенных температурах образуются карбиды хрома на границах зерен. Это приводит к упрочнению и последующей межкристаллитной коррозии. Чтобы исключить этот процесс, стали легируют никелем. Он стабилизирует аустенит при комнатной температуре: присущая ему кристаллическая решетка способна растворить большое количество углерода, который в этом состоянии не образовывает карбиды. Кроме того, аустенит обладает повышенной ударной вязкостью, что и определяет высокую способность к пластической деформации в холодном состоянии (сталь способна деформироваться до толщины 1 мм).
Они создают на поверхности плотную пленку, толщиной всего в 2-3 атома, которая не допускает проникновения кислорода. При механическом повреждении пленки сразу же образуются новые оксиды. При повышенных температурах образуются карбиды хрома на границах зерен. Это приводит к упрочнению и последующей межкристаллитной коррозии. Чтобы исключить этот процесс, стали легируют никелем. Он стабилизирует аустенит при комнатной температуре: присущая ему кристаллическая решетка способна растворить большое количество углерода, который в этом состоянии не образовывает карбиды. Кроме того, аустенит обладает повышенной ударной вязкостью, что и определяет высокую способность к пластической деформации в холодном состоянии (сталь способна деформироваться до толщины 1 мм).
Для стойкости в агрессивных средах присаживается титан, свойства которого идентичны хрому.
Технические свойства
Сталь обладает высокой технологичностью — т. е. способностью к механической обработке:
- резанием;
- ковкой;
- свариванием.

При обработке принимается во внимание точный химический состав стали, а именно содержание феррита. Его концентрация может достигать 20 % и влияет на температурный интервал, в котором можно получить непоправимый дефект. Зависимости t нагрева от содержания феррита:
- 20 % — 1240-1250° С;
- 16-19 % — до 1255° С;
- До 16 % — до 1270° С.
Обработка Ме давлением проводится в диапазоне 1180-850° С. Скорость охлаждения до комнатных температур не лимитируется. Закалка на мартенсит проводится в диапазоне отрицательных температур. Высокая твердость достигается после проведения закалки и низкотемпературного отпуска.
Для сварки используются электродную проволоку марки Св-08 с содержанием хрома, никеля, ниобия, титана. Флюс – марки АН-26 или АН-18. В качестве ручных электродов: ЭА-1Ф2 марок: ГЛ-2, ЦЛ-2Б2, ЭА-606/11.
Термообработка, режимы, твердость
Наиболее распространенная технологическая обработка — ВТМО. Проводится при нагреве стали до t 1180° С. Нагрев до рекристаллизационных температур позволяет не только снять внутренние напряжения, но также получить измельченное зерно. Такая структура обладает наименьшей плотностью дислокаций, отсутствием дендритной ликвации.
Нагрев до рекристаллизационных температур позволяет не только снять внутренние напряжения, но также получить измельченное зерно. Такая структура обладает наименьшей плотностью дислокаций, отсутствием дендритной ликвации.
При комнатной температуре структура состоит из аустенита (состав феррита нежелателен, но может достигать 20 %), с понижением t ниже 20° С, аустенит начинает распадаться. Изменение параметров происходит при закалке, которую проводят в масло, воздух или воду с t нагрева 1100-1050° С. У такой стали снижаются относительное удлинение, предел текучести и повышается твердость.
Пример расшифровки маркировки
В Российском ГОСТ наименование включает в себя аббревиатуру легирующих элементов, придающих основные свойства сплава. Расшифровать марку стали 12Х18Н10Т можно следующим образом:
- Углерод — как обязательный элемент, указывается в маркировке только его содержание, которое варьируется в диапазоне от 1 до 1,2 %;
- Х — хром — 17-19 %;
- Н — никель — 9-11 %;
- Т — титан — до 0,8 %.

Остальные элементы добавляются по требованиям стандартов, но не указываются в марке. Это:
- марганец — до 2 %;
- кремний — до 0,8 %.
Допускается содержание вредных примесей:
- Р — фосфор — до 0,035 %;
- S — серы — до 0,02 %.
Чем можно заменить (аналоги)
Марка стали 12Х18Н10Т ГОСТ 5632-72 предполагает использование около 50 марок нержавеющей стали, которые обладают схожими свойствами. Но самые близкие аналоги — это:
- 12Х18Н9Т;
- 08Х18Н10;
- 08Х18Н10Т.
Для нержавеющих сталей отсутствуют общие стандарты Евросоюза и выпускается сталь согласно требованиям стандартов каждой страны. Мировая классификация основных производителей:
- США — 321; 321Н; S32100;
- Япония — SUS321;
- Ю Корея — STS 321;
- Китай — 0Cr18NiTi18-11;
- Швеция — 2337.
Трубы бесшовные нержавеющие ГОСТ 9941-81, 9940-81
Требования к бесшовным трубам нержавеющим, изготовленным методом холодной или горячей прокатки, предусматривают использование ограниченного количества сплавов, которые закреплены ГОСТами.
Одним из способов производства труб из нержавеющей стали является бесшовный способ. Конечный продукт получают из трубной заготовки в результате химико-термической обработки, последовательности механических деформаций. По содержанию производственного процесса бесшовные трубы изготавливаются по технологии холодной или горячей прокатки.
Трубы бесшовные из нержавеющей стали холодно- и термически деформированные
Холодная технология имеет существенные преимущества:
- Минимальные потери металла.
- Возможность получения широкого ассортимента типоразмеров труб из однотипных заготовок.
- Позволяет производить изделия со стенкой от 0,2 мм.
- Минимизация отклонений по толщине стенки.
- Превосходное качество поверхности готовой продукции.
- Прочность.
Требования к трубам по ГОСТ 9941-81
Поверхность изделий не должна иметь трещин, плен, закатов. Внешние повреждения, возникшие в результате деформации подложки, подлежат зачистке (шлифовке), не выходя за нормативные пределы. Эти показатели отражены в таблицах 1 и 2.
Эти показатели отражены в таблицах 1 и 2.
Для изделий размеров (диаметр х толщина стенки, мм):
- 100-102 х 1,5-2,9;
- 108-120 х 1,5-3,2;
- 130-150 х 2-3,2;
- 160-200 х 2,5-3,5;
- 220 х 3-3,5;
- 250 х 3-4 —
Предельные отклонения указаны специально и приведены в таблице 3.
Стандарт устанавливает требования к параметру кривизны изделий, изготавливаемых бесшовным холоднокатаным методом. Это значение указано на 1 м трубы и для диаметра:
- менее 15 мм: 1 мм.
- более 15 мм: 2 мм.
Для изделий диаметром до 15 мм и стенкой до 0,5 мм предельная кривизна стандартом не установлена: она может быть любой, без изгибов.
Поверхность труб светлая. Особенности производственного процесса и марка металла могут дать тусклый цвет.
Трубные холоднодеформированные изделия должны выдерживать ряд испытаний:
- растяжение при температуре 350 градусов С;
- сплющивание/растекание по расчетным параметрам;
- гидравлическое давление при 40% прочности на растяжение стального типа;
- на межкристаллитную коррозию; Ультразвуковой контроль
- .

Технология производства холоднокатаных труб
Деформированию заготовок предшествует химическая подготовка — травление. Стали с легированным содержанием хрома травят щелочными расплавами и растворами кислот. В результате происходит трансформация и удаление оксидов железа и накипи.
Далее трубы промывают горячей и холодной водой, сушат при температуре 170 градусов С и наносят специальные покрытия, предотвращающие появление дефектов при дальнейших деформациях. При прокатке через стан заготовки не вступают в непосредственный контакт с инструментами оснастки.
Заготовки проходят через прокатные станы несколько раз. На промежуточных стадиях они подвергаются дополнительным химическим воздействиям. Существенную роль играет термическая обработка до 700-800 градусов С, в результате которой снижается твердость металла (отжиг). После деформаций проводится термическое упрочнение, в результате которого повышаются механические свойства изделий.
Размеры бесшовных труб по ГОСТ 9941-81 — таблица
Трубы стальные бесшовные горячедеформированные
Горячий процесс придает готовому изделию следующие преимущества:
- Идеальные антикоррозионные свойства.

- Прочность и устойчивость к ударам.
- Позволяет изготавливать изделия со стенкой до 32 мм.
- Конкурентоспособная цена.
Нормы на трубы по ГОСТ 9940-81
Горячедеформированные трубы очищены от окалины, не имеют наружных дефектов на обеих поверхностях. Если изделия подлежат дальнейшей сварке, то нормативно ограничивается массовая доля серы в материале — 0,02 %.
Кривизна готовых горячедеформированных изделий устанавливается нормативом. Эта величина указывается относительно толщины стенки на 1 м трубы и составляет:
- при толщине стенки менее или равной 10 мм: 1,5 мм;
- со стенкой 10-20 мм: 2 мм;
- со стенкой более 20 мм: 4 мм.
Требования стандарта к прохождению гидравлического испытания, испытания на растяжение и другие аналогичны испытаниям, установленным для изделий, изготовленных методом наклепа.
Технология горячекатаного проката
В отличие от метода холодной прокатки, предусматривающего термическую обработку заготовок и изделий на некоторых стадиях, метод горячей прокатки полностью осуществляется на нагретом металле. Для этого используются специальные печи с так называемым шагающим подом, в которых создается избыточное давление до 29,4 Па.
Для этого используются специальные печи с так называемым шагающим подом, в которых создается избыточное давление до 29,4 Па.
- обжимной станок;
- прошивной стан, в котором заготовка превращается в трубу со стенками;
- прокатка на непрерывном стане; Станция индукционного нагрева и редуцирования
- .
После обжатия готовые трубы охлаждают и нарезают на требуемую длину.
Размеры бесшовных труб ГОСТ 9940-81 — таблица
ГОСТ
ввел дополнительные ограничения на диаметр изделий для некоторых марок стали:
- 108 мм — 08Х20Н14С2, 08Х22Н6Т, 08Х18Н12Б.
- 140 мм — 08Х17Н15М3Т.
- 168 мм — 10Х23х28.
- 219 мм — 10Х17х23М2Т, 15Х28, 08Х17Т, 12Х17.
Основные марки нержавеющей стали для бесшовных труб
ГОСТ 9940 и 9941 содержат 20 марок сплавов, которые могут быть использованы для изготовления нержавеющих бесшовных труб. Из них наиболее используемые представлены ниже.
Сталь 12х18н10т
Сталь обладает отличными антикоррозионными свойствами, устойчива к окислению при температуре до 900 градусов С, обладает высокой жаростойкостью.
Свойства труб из стали 12х18н10т методом холодной/горячей прокатки:
- Сопротивление, кгс/кв.мм: 56/54;
- удлинение, %: 35/40; Плотность
- , г/куб.см: 7,95/7,9.
Трубные изделия из этой стали применяются для транспортировки окислительных сред, органических растворителей и некоторых видов органических кислот, в криогенных технологиях при температурах, близких к абсолютному нулю.
Сталь марки 08х18н10т
Нержавеющая сталь этой марки характеризуется еще лучшими свойствами по транспортировке агрессивных сред, чем предыдущий вид. Он находит свое применение в химической промышленности, так как обладает высокими показателями стойкости к межкристаллитной коррозии.
Механические свойства трубной продукции из стали 08х18н10т методом холодной/горячей прокатки:
- Прочность, кгс/кв.
 мм: 54/52;
мм: 54/52; - удлинение, %: 37/40; Плотность
- , г/куб.см: 7,9.
Трубы из данной марки стали могут эксплуатироваться при любом давлении и температуре до 600 град С.
Сталь 10х17Н13М2Т
Марка стали содержит 3% молибдена, что придает ей дополнительные свойства, которых нет у сталей 12х18 и 08х18. Трубы из 10х17х23М2Т устойчивы к хлору. В кислых средах в зависимости от вида кислоты, ее концентрации и температуры годовая скорость коррозии не превышает 0,1 мм. Механические свойства изделий из стали 10х17Н13М2Т методом холодной и горячей прокатки одинаковы и составляют:
- Сопротивление, кгс/кв.мм: 54;
- удлинение, %: 35;
- плотность, г/куб.см: 8
Сталь марки 06хН28МДТ
Нержавеющая сталь содержит молибден (до 3%), повышенное количество никеля (до 29%) и хрома (до 25%). Применяется в промышленных установках, требующих транспортировки кислот и других агрессивных сред. В соответствии со стандартом данная марка стали используется при производстве труб методом холодной прокатки. Механические свойства продуктов следующие:
Механические свойства продуктов следующие:
- сопротивление, кгс/кв.мм: 50;
- удлинение, %: 30;
- плотность, г/куб.см: 7,96
Для холоднокатаных труб из стали 06хН28МДТ устанавливаются специальные допускаемые отклонения по диаметру и стенке (таблица 8).
Сталь 10х23Н18
Относится к группе жаропрочных сплавов. Может применяться для работы с агрессивными средами с температурой до 1000 градусов С. При более высоких температурах на воздухе подвергается интенсивному окислению.
Свойства труб, изготовленных из 08х18н10т методом холодной/горячей прокатки:
- Прочность, кгс/кв.мм: 54/50;
- удлинение, %: 35/37; Плотность
- , г/куб.см: 7,95.
Среды, транспортируемые под высоким давлением при температуре до 1000 градусов С, приводят к сокращению срока службы изделий до 1-10 тыс. часов.
Область применения стальных бесшовных труб
Бесшовная технология является одним из основных способов изготовления тонкостенных и толстостенных нержавеющих труб с прецизионным проходным сечением. Применяются:
Применяются:
- в установках высокого давления;
- в силовых установках;
- в машиностроении и авиационной промышленности;
- в химической и пищевой промышленности;
- в газонефтепроводах.
Сфера их применения широка и охватывает узкоспециализированные виды производства и промышленности.
Электросварные трубы из нержавеющей стали
Второй способ производства труб из нержавеющей стали – это более простой и экономичный метод электросварки.
Способы изготовления сварных труб
Основное отличие сварного способа от бесшовного заключается в том, что он предусматривает изготовление трубы не из готовой заготовки путем многочисленных деформаций, термической и химической обработки, а сваркой стального листа. лист согнут в трубу. Далее проводят водяное охлаждение, калибровку, резку, контрольные мероприятия. При необходимости провести деформацию спинки.
Значительное удешевление производства изделий из нержавеющей стали сварным способом позволило использовать их в быту: для трубопроводов, в декоративных и строительных целях.
Петриченко Юлия, эксперт
Нормативные документы на трубы сварные нержавеющие
Технические условия на электросварные изделия из коррозионностойкой стали установлены ГОСТ 11068-81. Спецификация труб квадратного и прямоугольного сечения содержится в ГОСТ 8639-82 и ГОСТ 8645-68 соответственно.
Размеры электросварных труб из нержавеющей стали
| Наружный диаметр, мм | Толщина стенки, мм | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,8 | 1,0 | 1,2 | 1,4 | 1,5 | 1,8 | 2,0 | 2,2 | 2,5 | (2,8) | 3,0 | (3,2) | 3,5 | 4,0 | |
| 8 | НС | НС | НС | — | — | — | — | — | — | — | — | — | — | — |
| 9 | НС | НС | НС | — | — | — | — | — | — | — | — | — | — | — |
| 10 | НС | НС | НС | — | — | — | — | — | — | — | — | — | — | — |
| 11 | — | НС | НС | НС | НС | НС | — | — | — | — | — | — | — | — |
| 12 | НС | НС | НС | НС | НС | НС | НС | — | — | — | — | — | — | — |
| 14 | НС | НС | НС | НС | НС | НС | — | — | — | — | — | — | — | — |
| 15 | — | НС | НС | НС | НС | НС | — | — | — | — | — | — | — | — |
| 16 | НС | НС | НС | НС | НС | НС | НС | НС | — | — | — | — | — | — |
| (17) | — | НС | НС | НС | НС | НС | НС | НС | — | — | — | — | — | — |
| 18 | — | НС | НС | НС | НС | НС | НС | НС | — | — | — | — | — | — |
| (19) | — | НС | НС | НС | НС | НС | НС | НС | — | — | — | — | — | — |
| 20 | — | НС | НС | НС | НС | НС | НС | НС | — | — | — | — | — | — |
| 22 | — | НС | НС | НС | НС | НС | НС | НС | — | — | — | — | — | — |
| 25 | — | НС | НС | НС | НС | НС | НС | НС | НС | — | — | — | — | — |
| 28 | — | — | НС | НС | НС | НС | НС | НС | НС | — | — | — | — | — |
| 30 | — | — | НС | НС | НС | НС | НС | НС | НС | — | — | — | — | — |
| 32 | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 33 | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 34 | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 35 | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 36 | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 38 | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 40 | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 42 | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 43 | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 45 | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 48 | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 50 | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 51 | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 53 | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 55 | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 56 | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 57 | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 60 | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 63 | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | — | — |
| 65 | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС |
| 70 | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС |
| 76 | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС | НС |
| 83 | — | — | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС |
| 89 | — | — | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС |
| 102 | — | — | — | — | — | НС | НС | НС | НС | НС | НС | НС | НС | НС |
Немерная длина электросварных трубных изделий может составлять от 1,5 до 9 м. Измеряемая длина должна быть в пределах 5-9 м.
Измеряемая длина должна быть в пределах 5-9 м.
Трубы нержавеющие бесшовные – надежные изделия широкого применения. Их стоимость выше, чем у сварных аналогов, которые больше подходят для бытового использования.
Вы когда-нибудь имели дело с бесшовными трубами? Какие марки стали, на ваш взгляд, наиболее востребованы? Поделитесь своим мнением в комментариях.
Экспертиза — Инженер-сметчик
Задать вопрос эксперту
Труба бесшовная нержавеющая ГОСТ 9941-81, 9940-8 из стали 12х18н10т, 08х18н10т — требования к продукции, размеры — печатное исполнение
х8т
3 Удельный вес. Плотность нержавеющей стали
Удельный вес стали нержавеющей 12х18н10т — sovetskyfilm.ru
«Нержавеющие» в машиностроении — достаточно большая группа марок сталей, включающая в себя несколько групп сталей со специфическими свойствами, не ограничивающимися одной лишь коррозионной стойкостью.
Так, например, наиболее распространенные марки нержавеющей стали, такие как 12Х18х20Т и 12Х18х22Т, отнесены одновременно к коррозионностойким, жаростойким, криогенным и конструкционным сталям, а по химическому составу соответственно к группам сталей с добавками хрома, никеля и титана.
Для выполнения отдельных видов работ необходимо учитывать качественные характеристики материалов. Нержавеющая сталь, как один из самых популярных видов металлопроката, имеет различный химический состав, механические и другие свойства, которые определяют ее практическое применение.
Методы расчета веса нержавеющей стали
Стандартная формула используется для расчета удельного веса нержавеющей стали. Соотношение между массой и объемом металла из нержавеющей стали и будет его удельным весом.
В свою очередь, для расчета массы проката имеющийся удельный вес умножается на площадь поперечного сечения проката и его длину.
Рассмотрим расчет массы нержавеющей стали на конкретных примерах:
Пример 1. Рассчитываем массу кругов диаметром 50 мм из стали 12Х18х20Т, длиной 4 метра, в количестве 120 штук.
Рассчитываем массу кругов диаметром 50 мм из стали 12Х18х20Т, длиной 4 метра, в количестве 120 штук.
Найдите площадь поперечного сечения окружности S = πR 2 значит S = 3,1415 2,5 2 = 19.625 см 2
Найдем массу одного стержня, зная, что удельный вес марки 12Х18х20Т = 7,9 г/см 3
М = 1&.6259middot; 4009средняя точка; 7,9 = 62,015 кг
Общий вес всех стержней M = 62,015 120 = 7441,8 кг
Пример 2. Рассчитываем массу трубы диаметром 60 мм и толщиной стенки 5 мм из стали 08Х13, длиной 6 метров, в количестве 42 штук.
Находим площадь поперечного сечения трубы, для этого определяем площадь поперечного сечения трубы как бы окружности и отнимаем площадь внутренней пустое место
S = 3,1415 3 2 — 3,1415 2,5 2 = 28,2735 — 19,625 = 8,6485 см 2
Следовательно, при удельном весе марки 08Х13 = 7,76 г/см 3 0 масса одной трубы 0 будет равна 90
М = 8,6485 7,769мидточка; 600 = 40,267 кг
Суммарный вес всех труб М = 40,267 42 = 1691,23 кг
Пример 3. Рассчитаем массу листов толщиной 2 мм и размером сечения 500х500 мм из стали 15Х25Т, в сумме 6 шт.
Рассчитаем массу листов толщиной 2 мм и размером сечения 500х500 мм из стали 15Х25Т, в сумме 6 шт.
Объем одного листа V = 2 5009мидточка; 500 = 500000 мм 3 = 500 см 3
Вес листа исходя из удельного веса марки 15Х25Т = 7,7 г/см 3
М = 500 7,7 = 3850 грамм = 3,850 кг, следовательно
масса всего проката М = 3,85 6 = 23,1 кгНержавеющая сталь может быть отнесена к
1. по микроструктуре,
2. по химическому составу,
3. по способу и виду производства,
4. по объему.
Ниже приведены данные об удельном весе некоторых наиболее распространенных типов сталей, которые рассчитываются по этой формуле:
Включение различных химических элементов в нержавеющую сталь позволяет улучшить некоторые ее характеристики:
ударная вязкость,
антикоррозионная стойкость,
Кроме того, марганец, алюминий, хром и углерод снижают удельный вес нержавеющей стали, а никель, вольфрам и медь, наоборот, повышают. Узнать о его составе можно по маркировке.
Область применения нержавеющей стали сложно переоценить, так как нет ни одной производственной или бытовой сферы, где бы она не использовалась в том или ином виде. Медицина, пищевая промышленность, электроника, электроэнергетика, бытовая техника, автомобилестроение и машиностроение, химическая и нефтегазовая промышленность, строительство – нержавеющая сталь востребована в каждой из этих отраслей, поскольку сочетает в себе уникальные характеристики.
Обладая непревзойденными антикоррозионными и антиокислительными свойствами, нержавеющая сталь остро нуждается в пищевой и фармацевтической промышленности. Благодаря ему удается поддерживать чистоту химического состава продуктов питания и лекарств, органические элементы которых не вступают в реакцию с «нержавеющей9рако; элементы оборудования, инструменты и специальные емкости.
В строительстве конструкции из нержавеющей стали позволяют снизить нагрузку на капитальный фундамент. Строительство многоэтажных небоскребов стало возможным благодаря конструкциям из нержавеющей стали.
Говоря о практической ценности нержавеющей стали, нельзя забывать и о ее эстетических характеристиках. Внешний вид изделий из нержавеющей стали настолько эффектен, что этот материал сейчас активно используется архитекторами и дизайнерами не только для придания прочности конструкции, но и в качестве декоративных элементов.
Для расчета массы нержавейки по удельному весу — есть специальный калькулятор металла.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
2009-2017 © Любое копирование материалов без активной ссылки на metallicheckiy-portal. ru запрещено! Использование материалов в печатных изданиях только с разрешения администрации портала.
ru запрещено! Использование материалов в печатных изданиях только с разрешения администрации портала.
Плотность нержавеющей стали, как и других металлов, а также материалов и веществ – характеристика, о существовании которой многие даже не подозревают, давно забыв почти все, что изучалось на уроках физики в школе. Между тем, без этого параметра не обойтись любому, кому необходимо знать точный вес металлопроката из высоколегированных сплавов.
- Плотность 12Х18х20Т и ряда других распространенных нержавеющих сталей
Плотность (Р) – физическая величина, определяемая для однородного материала или вещества их массой (в г, кг или т) в единице объема (1 мм 3 , 1 см 3 или 1 м 3 ). То есть вычисляется путем деления массы на объем, в котором она заключена. В результате получается определенное значение, которое для каждого материала и вещества имеет свое значение, меняющееся в зависимости от температуры. Плотность также называют удельным весом. Используя этот термин, легче понять суть этой характеристики.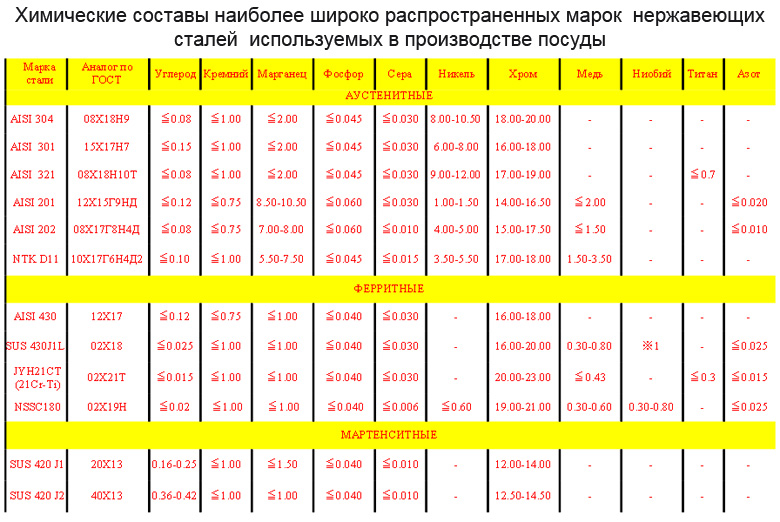 То есть это масса, которой обладает единица объема материала или вещества.
То есть это масса, которой обладает единица объема материала или вещества.
Удельный вес нержавеющей стали
А для расчета теоретического (расчетного номинального) веса 1 погонного или квадратного метра любого металлического изделия используется эта физическая величина — плотность, разумеется, для соответствующего металла. А во всех ГОСТах сортамента, где приведены основные характеристики проката, после таблиц, в которых указаны теоретические массы 1 погонного или квадратного метра изделий разных размеров, необходимо указывать, какое значение плотности было принято в расчет. Зачем и когда нужно узнать вес 1 метра металлопродукции. все, кому это нужно, знают. Этот параметр используется для расчета общей массы одного изделия или всей партии по их общей длине или площади. Но зачем и когда нужно знать плотность стали, в частности нержавейки?
Дело в том, что для всех видов металлопродукции теоретическая масса 1 метра, приведенная в ГОСТах и справочниках, рассчитывалась с использованием того или иного среднего значения плотности. Для стального проката наиболее распространенным показанием является значение 7850 кг/м 3 или 7,85 г/см 3 , что одинаково. А фактическое Р стали, в зависимости от сплава, используемого для производства изделия, может варьироваться от 7600 до 8800 кг/м 3 . масса уголка (или изделия из другого вида стального проката), изготовленного не из углеродистой или другой стали плотностью 7850 кг/м 3 , а из другой более тяжелой (например, стали 12Х18х20Т) или легкого сплава. Для небольших объемов проката и когда не требуется точного определения веса, разница не будет существенной. То есть будет оправдан примерный расчет общей массы металлопродукции на основании табличных данных из ГОСТа на вес ее 1 метра. Кроме того, при отгрузке, как правило, производится взвешивание для определения фактического веса продукции для точности взаиморасчетов между поставщиком и покупателем.
Для стального проката наиболее распространенным показанием является значение 7850 кг/м 3 или 7,85 г/см 3 , что одинаково. А фактическое Р стали, в зависимости от сплава, используемого для производства изделия, может варьироваться от 7600 до 8800 кг/м 3 . масса уголка (или изделия из другого вида стального проката), изготовленного не из углеродистой или другой стали плотностью 7850 кг/м 3 , а из другой более тяжелой (например, стали 12Х18х20Т) или легкого сплава. Для небольших объемов проката и когда не требуется точного определения веса, разница не будет существенной. То есть будет оправдан примерный расчет общей массы металлопродукции на основании табличных данных из ГОСТа на вес ее 1 метра. Кроме того, при отгрузке, как правило, производится взвешивание для определения фактического веса продукции для точности взаиморасчетов между поставщиком и покупателем.
Плотность стали 12Х18х20Т и некоторых других наиболее распространенных нержавеющих сплавов указана в таблицах ниже. В последней колонке таблиц приблизительный коэффициент плотности равен 7850 кг/м 3 (7,85 г/см 3 ).
В последней колонке таблиц приблизительный коэффициент плотности равен 7850 кг/м 3 (7,85 г/см 3 ).
Листы нержавейки
Трубогиб ручной TR и другие марки — рассматриваем виды этого приспособления
В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать вручную, используя только мускулы.
Виды сварочных аппаратов — обзор популярных моделей
Статья расскажет, какое специальное оборудование имеет смысл приобрести, если вы планируете работать на нем.
Ленточнопильный станок (ленточнопильные станки)
Цветные металлы и сплавы
Конструкционные стали и сплавы
Главная » Металлопрокат » Нержавеющая сталь » Как определить массу нержавеющей стали: метод расчета
Что удельный вес для?
Рассчитываем массу трубы
- значение удельного веса 7900 умножаем на диаметр: 7&00*0.1=790;
- умножить на длину и толщину стенки: 7&0*10*0,001=7,9;
листовой материал
Перила и ограждения
Добавить комментарий
Как рассчитывается плотность?
p=8 г/см3 или 7,93
Нержавеющая сталь — легированная сталь, устойчивая к коррозии в агрессивных средах и атмосферах. Этот вид стали делится на три группы: коррозионностойкая, жаропрочная и жаропрочная. Эти группы специально разделены для решения определенных задач.
Этот вид стали делится на три группы: коррозионностойкая, жаропрочная и жаропрочная. Эти группы специально разделены для решения определенных задач.
Таким образом, коррозионно-стойкие стали применяют там, где требуется высокая коррозионная стойкость материалов, как в бытовых условиях, так и при производственных работах. Жаропрочные стали используются в ситуациях, когда требуется хорошая коррозионная стойкость при высоких температурах, например, на химических предприятиях. Жаропрочные стали – там, где требуется высокая механическая прочность при высоких температурах.
При работе с нержавеющей сталью крайне важно знать показатель качества. Помочь определить этот параметр поможет такая характеристика, как удельный вес нержавеющей стали.
Таблица удельного веса нержавеющей стали
Ниже представлена таблица значений, которая поможет вам произвести все необходимые расчеты при работе с нержавеющей сталью, включая вес нержавеющей стали.
Удельный вес и масса 1 м3 нержавеющей стали в зависимости от единиц измерения
От 7650 до 7950
Расчет удельного веса
Для того чтобы провести все необходимые расчеты, необходимо определить само понятие этой характеристики. Итак, удельный вес – это отношение веса к объему искомого материала или вещества. Расчеты ведутся по следующей формуле: y=p*g, где y — удельный вес, p — плотность, g — ускорение свободного падения, которое в нормальных случаях является константой и равно 90,81 м/с*с. Результат измеряется в ньютонах, разделенных на кубический метр (Н/м3). Для перевода в систему СИ результат умножается на 0,102.
Итак, удельный вес – это отношение веса к объему искомого материала или вещества. Расчеты ведутся по следующей формуле: y=p*g, где y — удельный вес, p — плотность, g — ускорение свободного падения, которое в нормальных случаях является константой и равно 90,81 м/с*с. Результат измеряется в ньютонах, разделенных на кубический метр (Н/м3). Для перевода в систему СИ результат умножается на 0,102.
Плотность – это значение массы искомого материала или вещества, измеряемое в килограммах, которое помещается в кубический метр. Это очень неоднозначная величина, которая зависит от многих факторов. Например, температуры. Итак, плотность нержавеющей стали составляет 7950 кг/м3.
Внимание, только СЕГОДНЯ!
советскийфильм.ру
Плотность нержавеющей стали 12Х18х20Т и других марок +Видео
Плотность (Р) — физическая величина, определяемая для однородного материала или вещества по их массе (в г, кг или т) в единице объема (1 мм3, 1 см3 или 1 м3). То есть вычисляется путем деления массы на объем, в котором она заключена. В результате получается определенное значение, которое для каждого материала и вещества имеет свое значение, меняющееся в зависимости от температуры. Плотность также называют удельным весом. Используя этот термин, легче понять суть этой характеристики. То есть это масса, которой обладает единица объема материала или вещества.
В результате получается определенное значение, которое для каждого материала и вещества имеет свое значение, меняющееся в зависимости от температуры. Плотность также называют удельным весом. Используя этот термин, легче понять суть этой характеристики. То есть это масса, которой обладает единица объема материала или вещества.
А для расчета теоретического (расчетного номинального) веса 1 погонного или квадратного метра любого металлического изделия используется эта физическая величина — плотность, разумеется, для соответствующего металла. А во всех ГОСТах сортамента, где приведены основные характеристики проката, после таблиц, в которых указаны теоретические массы 1 погонного или квадратного метра изделий разных размеров, необходимо указывать, какое значение плотности было принято в расчет. Зачем и когда необходимо узнать вес 1 метра металлопродукции, знает каждый, кому это нужно. Этот параметр используется для расчета общей массы одного изделия или всей партии по их общей длине или площади. Но зачем и когда нужно знать плотность стали, в частности нержавейки?
Но зачем и когда нужно знать плотность стали, в частности нержавейки?
Дело в том, что для всех видов металлопродукции теоретическая масса 1 метра, приведенная в ГОСТах и справочниках, рассчитывалась с использованием того или иного среднего значения плотности. Для стального проката наиболее распространено указание 7850 кг/м3 или 7,85 г/см3, что то же самое. А фактическое Р стали, в зависимости от сплава, используемого для производства изделия, может варьироваться от 7600 до 8800 кг/м3.
При желании несложно подсчитать, какая будет погрешность, если рассчитать массу уголка (или изделия из другого вида проката), изготовленного не из углеродистой или другой стали плотностью 7850 кг/м3 , а из другого более тяжелого (например, стали 12Х18х20Т) или легкого сплава. Для небольших объемов проката и когда не требуется точного определения веса, разница не будет существенной. То есть будет оправдан примерный расчет общей массы металлопродукции на основании табличных данных из ГОСТа на вес ее 1 метра.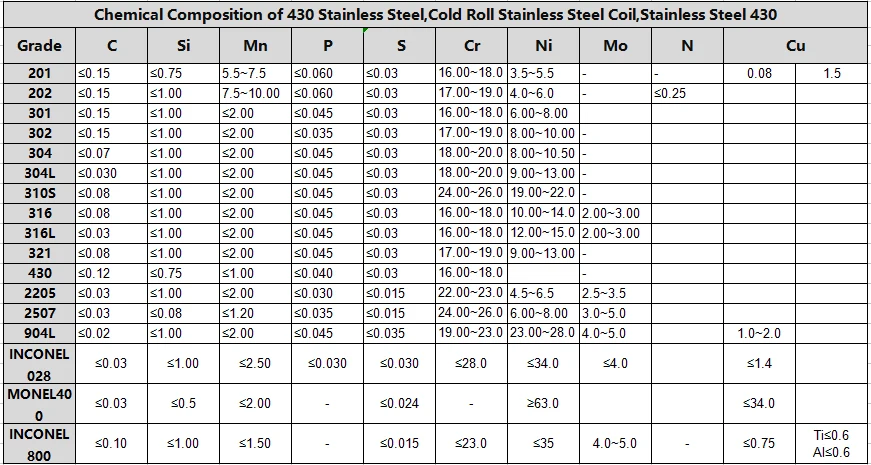 Кроме того, при отгрузке, как правило, производится взвешивание для определения фактического веса продукции для точности взаиморасчетов между поставщиком и покупателем.
Кроме того, при отгрузке, как правило, производится взвешивание для определения фактического веса продукции для точности взаиморасчетов между поставщиком и покупателем.
Но часто необходимо знать точный, хотя и теоретический, вес еще на этапе оформления заказа на поставку проката, а для проектно-конструкторских расчетов это обязательное условие. Именно в таких случаях определяют плотность сплава, из которого изготовлено металлическое изделие, а затем, исходя из этих данных, делают поправку на вес 1 метра, взятый из ГОСТа. И только потом рассчитывать общий вес проката. О том, как отрегулировать вес 1 метра, рассказано ниже.
Зачем рассчитывать плотность металлопроката? Скорее всего, он никогда не понадобится. Однако могут возникнуть обстоятельства, когда расчет плотности может оказаться единственным быстродоступным методом, позволяющим приблизительно определить, к какой группе сплавов (марки стали) относится металл, из которого изготовлено интересующее немаркированное изделие. В соответствии с приведенным выше определением плотности ее расчет для сплава того или иного проката достаточно прост. Вы должны разделить его массу на его объем. Первая величина определяется взвешиванием, а вторая рассчитывается после измерения всех необходимых размеров изделия.
В соответствии с приведенным выше определением плотности ее расчет для сплава того или иного проката достаточно прост. Вы должны разделить его массу на его объем. Первая величина определяется взвешиванием, а вторая рассчитывается после измерения всех необходимых размеров изделия.
Один из способов расчета плотности стали
Также достаточно просто скорректировать теоретическую массу 1 метра металлопроката, взятую из таблиц ГОСТ или справочников. Делить ее нужно на плотность, которая указывается в используемом стандарте или справочнике, обычно до или после таблиц с размерами изделий. Как правило, там написано, что плотность металла берется равной такому-то значению. Затем умножаем полученное значение на фактическое P сплава, из которого изготовлено интересующее изделие.
Также для корректировки можно использовать коэффициент пересчета, полученный путем деления фактической плотности на ту, которая использовалась для расчета теоретического веса 1 метра.
Приводится в ряде ГОСТов и справочников на некоторые марки сплавов. В этом случае достаточно будет умножить теоретическую массу, взятую из эталона, на этот коэффициент. Однако необходимо иметь в виду, что такая корректировка будет менее точной, чем при использовании предыдущего метода, так как коэффициенты приблизительны из-за округления до сотых долей.
В этом случае достаточно будет умножить теоретическую массу, взятую из эталона, на этот коэффициент. Однако необходимо иметь в виду, что такая корректировка будет менее точной, чем при использовании предыдущего метода, так как коэффициенты приблизительны из-за округления до сотых долей.
3 Плотность стали 12Х18х20Т и ряда других распространенных нержавеющих сталей
Плотность стали 12Х18х20Т и некоторых других наиболее распространенных нержавеющих сплавов указана в таблицах ниже. В последней колонке таблиц приблизительный коэффициент плотности равен 7850 кг/м3 (7,85 г/см3).
Листы из нержавеющей стали
Таблица 1. Плотность отечественных марок нержавеющей стали
Марка нержавеющей стали | Плотность р, кг/м3 (г/см3, кг/дм3) | Коэффициент К, равный p/7850 (ρ/7,85) |
| 08Х22Н6Т | ||
| 08Х13 | ||
| 04Х18Н10 | ||
| 08Х18Н12Т | ||
| 06HN28MDT | ||
| 10Х17х23М2Т | ||
| 08Х17Н15М3Т |
Таблица 2. Плотность некоторых марок нержавеющей стали по стандарту AISI
Плотность некоторых марок нержавеющей стали по стандарту AISI
tutmet.ru
ПЛОТНОСТЬ нержавеющей стали | плотность 12х18н10т, AISI 304 и др.
Нержавеющая сталь это тот же сплав железа и углерода, но с добавлением легирующих элементов. В зависимости от того, что туда было добавлено, меняются характеристики металла, в том числе и плотность.
Вообще говоря, плотность нержавеющей стали колеблется в пределах 7701-7900 кг/м³, более подробную информацию см. в таблицах ниже.
| 20 ° | 100 ° | 200 ° | 300 ° | 400 ° | 500 ° | 700 ° | 800 ° | 903 | |
| 08Х13 | 7760 | 7740 | 7710 | ||||||
| 08Х17Т | 7700 | ||||||||
| 08X18h20 | 7850 | ||||||||
| 08Х18х20Т | 7900 | ||||||||
| 10х24Г14Н4Т | 7800 | ||||||||
| 12X13 | 7720 | 7700 | 7670 | 7640 | 7620 | 7580 | 7520 | 7490 | 7500 |
| 12X17 | 7720 | ||||||||
| 12Х18х22Т | 7900 | 7870 | 7830 | 7780 | 7740 | 7700 | 7610 | ||
| 12Х18Н9 (айси 304) | 7900 | 7860 | 7820 | 7780 | 7740 | 7690 | 7600 | 7560 | 7510 |
| 12Х18Н9Т | 7900 | 7860 | 7820 | 7780 | 7740 | 7690 | 7600 | 7560 | 7510 |
| 14X17h3 | 7750 | ||||||||
| 15X25T | 7600 |
Как рассчитывается плотность?
Для этого просто умножьте ширину на высоту и на толщину. Полученное число умножаем на 7,85 (теоретическая, удельная масса)
Полученное число умножаем на 7,85 (теоретическая, удельная масса)
Характеристики 12Х18х20Т
Обладает высокой коррозионной стойкостью, жаростойкостью. Широко используется в промышленности. Отличный нагрев: при температуре 1030 — 1100 oC (охлаждение в воде). Ковка может производиться при температуре 1200°C. Имеет предел выносливости σ-1=279МПа, n=107
Плотность нержавеющей стали 12Х18х20Т равна 7900 или, другими словами: 7,9·10³ кг/м³.
p=8 г/см3 или 7,93
Отлично «варится», обладает высокой пластичностью и коррозионной стойкостью. Из него изготавливают мойки и другой кухонный инвентарь. Благодаря своей жаростойкости его часто используют в строительстве и для создания различных резервуаров. Кислотостойкость.
Видео, показывающее этапы производства.
the-pipe.ru
Физические характеристики нержавеющей стали AISI (ГОСТ). Расчет веса и плотности нержавеющей стали. |
Основными физическими характеристиками нержавеющей стали, которые учитываются при проектировании изделий и конструкций из нержавеющей стали, являются масса единицы измерения (метр погонный) и плотность. Эта статья поможет вам разобраться с этим вопросом, а приведенные ниже таблицы помогут произвести необходимые расчеты.
Эта статья поможет вам разобраться с этим вопросом, а приведенные ниже таблицы помогут произвести необходимые расчеты.
Расчет веса нержавейки
Рассчитать вес нержавейки любой марки стали (айси, или ГОСТ) помогут формулы, известные нам из школьного курса физики. Для расчета необходимо знать геометрические размеры и плотность марки стали, из которой изготовлено данное изделие. Умножая площадь сечения на длину изделия и плотность стали, получаем вес нержавейки.
Ниже приведены простейшие формулы расчета массы нержавейки: круг, круглая труба, лист. Для расчета массы более сложных форм (шестигранник, уголок, нержавеющая профильная труба или двутавр) можно воспользоваться металлургическим калькулятором или специальными таблицами.
- Расчет массы нержавеющего круга (прутка):
- Расчет массы погонного метра нержавеющей трубы:
- Расчет массы листового металла:
π — 3,14 (значение постоянное), ρ — плотность металла или сплава, г/см3, d — наружный диаметр, мм, t — толщина стенки, мм, h — ширина, мм, l — длина, мм, * Окончательное значение веса указано в граммах. Для перевода в килограммы результат необходимо разделить на 1000. * Расчет веса нержавеющей трубы и круга производится на 1 метр, чтобы получить общую массу необходимого вам метража, необходимо умножить результат по л.
Для перевода в килограммы результат необходимо разделить на 1000. * Расчет веса нержавеющей трубы и круга производится на 1 метр, чтобы получить общую массу необходимого вам метража, необходимо умножить результат по л.
Таблица плотности
Плотность – это масса вещества на единицу объема. В силу своего химического состава (низкое или высокое содержание углерода и легирующих элементов) разные марки нержавеющей стали имеют разную плотность. Плотность нержавейки необходимо учитывать при расчете массы нержавейки, которая будет использоваться для ваших целей.
Таблица плотности некоторых марок нержавеющей стали по ГОСТ
| Марка нержавеющей стали (по ГОСТ) | Плотность стали ρ, г/см3 (кг/дм3) | Коэффициент К, ρ/7,85 |
| 08Х22Н6Т | 7,60 | 0,97 |
| 08Х13 | 7,70 | 0,98 |
| 08Х17Т | 7,70 | 0,98 |
| 12X13 | 7,70 | 0,98 |
| 12X17 | 7,70 | 0,98 |
| 04Х18Н10 | 7,90 | 1,00 |
| 08X18h20 | 7,90 | 1,00 |
| 08Х18х20Т | 7,90 | 1,00 |
| 08Х20Н14С2 | 7,70 | 0,98 |
| 08Х18Н12Т | 7,95 | 1,01 |
| 08X18N12B | 7,90 | 1,00 |
| 10X23h28 | 7,95 | 1,01 |
| 06HN28MDT | 7,96 | 1,01 |
| 10Х17х23М2Т | 8,00 | 1,02 |
| 08Х17Н15М3Т | 8,10 | 1,03 |
Таблица плотности некоторых марок нержавеющей стали по стандарту AISI
Таблицы веса различных марок нержавеющей стали
Предлагаем Вам таблицы для пересчета веса нержавеющей стали различных марок. Эти таблицы представлены для предварительных расчетов и не охватывают весь ассортимент нержавеющих сталей. Для более точного расчета веса нержавейки, которую вам необходимо купить, предлагаем вам скачать калькулятор металлопроката.
Эти таблицы представлены для предварительных расчетов и не охватывают весь ассортимент нержавеющих сталей. Для более точного расчета веса нержавейки, которую вам необходимо купить, предлагаем вам скачать калькулятор металлопроката.
Стол для расчета веса круга (круглого прутка) из нержавеющей стали.
| Диаметр нержавеющего круга (прутка), мм | Масса погонного метра, кг |
| 3 | 0,056 |
| 4 | 0,099 |
| 5 | 0,154 |
| 6 | 0,222 |
| 7 | 0,302 |
| 8 | 0,395 |
| 9 | 0,499 |
| 10 | 0,617 |
| 11 | 0,746 |
| 12 | 0,888 |
| 13 | 1 042 |
| 14 | 1 208 |
| 15 | 1 387 |
| 16 | 1 578 |
| 17 | 1 782 |
| 18 | 1 998 |
| 20 | 2 466 |
| 22 | 2 984 |
| 24 | 3 551 |
| 25 | 3 853 |
| 26 | 4 168 |
| 28 | 4 834 |
| 30 | 5 549 |
| 32 | 6 313 |
| 35 | 7 553 |
| 36 | 7,99 |
| 40 | 9 865 |
| 42 | 10,88 |
| 45 | 12,48 |
| 50 | 15,41 |
| 55 | 18,65 |
| 57 | 20,03 |
| 60 | 22,19 |
| 65 | 26,05 |
| 70 | 30,21 |
| 75 | 34,68 |
| 80 | 39,46 |
| 82 | 41,46 |
| 85 | 44,55 |
| 90 | 49,94 |
| 95 | 55,61 |
| 100 | 61,65 |
| 105 | 68 |
| 110 | 74,6 |
| 120 | 88,8 |
| 130 | 104,14 |
| 140 | 120,78 |
| 150 | 138,65 |
Таблица для расчета веса листа нержавеющей стали
Таблица для расчета веса листа нержавеющей стали *
*Для обычного/матового/зеркального листа нержавеющей стали. Вес гофрированного или перфорированного листа нержавеющей стали рассчитывается по приведенным выше формулам в зависимости от его размеров и плотности.
Вес гофрированного или перфорированного листа нержавеющей стали рассчитывается по приведенным выше формулам в зависимости от его размеров и плотности.
| Толщина листа | Резка (стандартная) | Вес погонного метра, кг |
| 0,5 | 1000×2000 | 8 |
| 0,6 | 9,6 | |
| 0,8 | 12,8 | |
| 1 | 16 | |
| 1,25 | 20 | |
| 1,5 | 24 | |
| 2 | 32 | |
| 2,5 | 40 | |
| 3 | 48 | |
| 4 | 64 | |
| 5 | 80 | |
| 6 | 96 | |
| 0,5 | 1250×2500 | 12,5 |
| 0,6 | 15 | |
| 0,8 | 20 | |
| 1 | 25 | |
| 1,25 | 31,25 | |
| 1,5 | 37,5 | |
| 2 | 50 | |
| 2,5 | 62,5 | |
| 3 | 75 | |
| 4 | 100 | |
| 5 | 125 | |
| 6 | 150 | |
| 0,8 | 1500×3000 | 28,8 |
| 1 | 36 | |
| 1,25 | 45 | |
| 1,5 | 54 | |
| 2 | 72 | |
| 2,5 | 90 | |
| 3 | 108 | |
| 4 | 144 | |
| 5 | 180 | |
| 6 | 16 |
Таблица для расчета веса круглой нержавеющей трубы
| Диаметр трубы | Полка | Вес погонного метра, кг |
| 6 | 1 | 0,13 |
| 8 | 1 | 0,18 |
| 1,5 | 0,262 | |
| 10 | 1 | 0,23 |
| 1,5 | 0,32 | |
| 2 | 0,397 | |
| 12 | 1 | 0,28 |
| 1,5 | 0,39 | |
| 2 | 0,496 | |
| 14 | 1 | 0,33 |
| 1,5 | 0,47 | |
| 2 | 0,601 | |
| 15 | 1 | 0,35 |
| 1,5 | 0,51 | |
| 16 | 1 | 0,38 |
| 1,5 | 0,54 | |
| 2 | 0,7 | |
| 17,2 | 1,6 | 0,62 |
| 2 | 0,76 | |
| 2,3 | 0,86 | |
| 18 | 1 | 0,43 |
| 1,5 | 0,62 | |
| 2 | 0,8 | |
| 20 | 1 | 0,48 |
| 1,5 | 0,69 | |
| 2 | 0,9 | |
| 3 | 1,28 | |
| 21,3 | 1,6 | 0,79 |
| 2 | 0,97 | |
| 2,6 | 1,22 | |
| 3 | 1 375 | |
| 22 | 1,5 | 0,77 |
| 2 | 1 | |
| 23 | 1,5 | 0,81 |
| 25 | 1 | 0,6 |
| 1,5 | 0,88 | |
| 2 | 1,15 | |
| 3 | 1,65 | |
| 25,4 | 1,5 | 0,9 |
| 26,67 | 3,9 | 2,23 |
| 26,9 | 1,6 | 1,01 |
| 2 | 1,25 | |
| 2,5 | 1,53 | |
| 2,6 | 1,58 | |
| 3 | 1,8 | |
| 28 | 1 | 0,67 |
| 1,5 | 1 | |
| 2 | 1,29 | |
| 30 | 1,5 | 1,07 |
| 2 | 1,4 | |
| 2,6 | 1,78 | |
| 3 | 2,03 | |
| 31,8 | 1,2 | 0,92 |
| 1,3 | 0,96 | |
| 32 | 1,2 | 0,93 |
| 1,5 | 1,15 | |
| 2 | 1,5 | |
| 2,5 | 1,85 | |
| 33 | 1,5 | 1,18 |
| 33,4 | 2 | 1,57 |
| 33,7 | 2 | 1,59 |
| 2,5 | 1,95 | |
| 3,2 | 2,44 | |
| 34 | 1 | 0,83 |
| 1,2 | 0,99 | |
| 1,5 | 1,22 | |
| 35 | 1,5 | 1,26 |
| 2 | 1,65 | |
| 38 | 1,2 | 1,11 |
| 1,5 | 1,37 | |
| 2 | 1,8 | |
| 2,5 | 2,22 | |
| 3 | 2,63 | |
| 38,1 | 1,2 | 1,11 |
| 1,5 | 1,37 | |
| 40 | 1 | 0,98 |
| 1,5 | 1,45 | |
| 2 | 1,9 | |
| 42,4 | 1,5 | 1,54 |
| 2 | 2,02 | |
| 2,5 | 2 498 | |
| 2,6 | 2,59 | |
| 3 | 2,99 | |
| 3,2 | 3,14 | |
| 44,5 | 2 | 2,13 |
| 2,9 | 3,02 | |
| 45 | 1,5 | 1,63 |
| 2 | 2,15 | |
| 2,5 | 2 669 | |
| 3 | 3 155 | |
| 48 | 2,5 | 2 867 |
| 48,26 | 2 | 2,32 |
| 3,7 | 4,11 | |
| 48,3 | 2 | 2,32 |
| 2,5 | 2,87 | |
| 3 | 3,4 | |
| 3,2 | 3,61 | |
| 3,6 | 4,03 | |
| 50 | 1,5 | 1,82 |
| 2 | 2,4 | |
| 4 | 4,61 | |
| 50,8 | 1,2 | 1,49 |
| 1,6 | 1,97 | |
| 2 | 2,44 | |
| 51 | 1,2 | 1,5 |
| 1,5 | 1,86 | |
| 2 | 2,45 | |
| 3 | 3 606 | |
| 52 | 1 | 1,28 |
| 1,5 | 1,9 | |
| 2 | 2,5 | |
| 53 | 1,5 | 1,93 |
| 54 | 1,5 | 1,97 |
| 2 | 2,6 | |
| 57 | 1,5 | 2,08 |
| 2 | 2,75 | |
| 2,5 | 3,41 | |
| 2,9 | 3,93 | |
| 3 | 4,06 | |
| 3,6 | 4,81 | |
| 4 | 5,31 | |
| 60,3 | 1,5 | 2,21 |
| 1,6 | 2,35 | |
| 2 | 2,92 | |
| 2,6 | 3,76 | |
| 3 | 4,3 | |
| 3,6 | 5,11 | |
| 4 | 5,64 | |
| 6 | 8,16 | |
| 60,33 | 2,8 | 3,99 |
| 63,5 | 1,5 | 2,33 |
| 2 | 3,08 | |
| 2,6 | 3,96 | |
| 65 | 5 | 7,51 |
| 70 | 2 | 3,41 |
| 73 | 3 | 5,26 |
| 5 | 8,51 | |
| 76,1 | 2 | 2,8 |
| 1,5 | 3,71 | |
| 2,5 | 4,61 | |
| 2,9 | 5,32 | |
| 3 | 5,49 | |
| 3,2 | 5,84 | |
| 3,6 | 6,54 | |
| 4 | 7,22 | |
| 5 | 8,9 | |
| 80 | 2 | 3,91 |
| 84 | 2 | 4,11 |
| 85 | 2 | 4,16 |
| 88,9 | 2 | 4,35 |
| 2,5 | 5,41 | |
| 3 | 6,45 | |
| 3,2 | 6,87 | |
| 3,6 | 7,69 | |
| 4 | 8,5 | |
| 5 | 10,5 | |
| 5,5 | 11,49 | |
| 101,6 | 2 | 4,99 |
| 3 | 7,41 | |
| 4 | 9,78 | |
| 6 | 14,36 | |
| 103 | 1,5 | 3,81 |
| 104 | 1,5 | 3,85 |
| 2 | 5,11 | |
| 106 | 3 | 7,74 |
| 108 | 2 | 5,31 |
| 3 | 7,89 | |
| 4 | 10,42 | |
| 5 | 12,9 | |
| 114,3 | 2 | 5,62 |
| 2,5 | 7 | |
| 3 | 8,36 | |
| 3,2 | 8,9 | |
| 4 | 11,05 | |
| 4,5 | 12,37 | |
| 5 | 13,68 | |
| 6 | 16,27 | |
| 128 | 1,5 | 4,75 |
| 129 | 1,5 | 4,79 |
| 2 | 6,36 | |
| 133 | 2,5 | 8,17 |
| 3 | 9,77 | |
| 4 | 12,92 | |
| 139,7 | 2 | 6,9 |
| 3 | 10,27 | |
| 4 | 13,59 | |
| 153 | 1,5 | 5,69 |
| 154 | 1,5 | 5,73 |
| 2 | 7,61 | |
| 3 | 11,34 | |
| 156 | 3 | 11,49 |
| 159 | 2 | 7,86 |
| 3 | 11,72 | |
| 4 | 15 524 | |
| 204 | 2 | 10 116 |
| 219 | 3 | 16 233 |
| 273 | 3 | 20 282 |
| 4 | 26 843 | |
| 324 | 4 | 32 041 |
| 406 | 3 | 30 304 |
Таблица для расчета веса трубы нержавеющая профильная
| Труба нержавеющая профильная прямоугольная | Полка | Вес погонного метра, кг |
| 10×10 | 1 | 0,29 |
| 15×15 | 1 | 0,45 |
| 1,2 | 0,56 | |
| 1,5 | 0,66 | |
| 20×10 | 1,2 | 0,53 |
| 1,5 | 0,66 | |
| 20×20 | 1 | 0,61 |
| 1,2 | 0,73 | |
| 1,5 | 0,9 | |
| 2 | 1,18 | |
| 25×15 | 1,5 | 0,9 |
| 2 | 1,02 | |
| 25×25 | 1 | 0,77 |
| 1,2 | 0,92 | |
| 1,5 | 1,14 | |
| 2 | 1,49 | |
| 30×15 | 1,5 | 1,05 |
| 2 | 1,34 | |
| 30×20 | 1,2 | 0,92 |
| 1,5 | 1,14 | |
| 2 | 1,49 | |
| 30×30 | 1 | 0,93 |
| 1,2 | 1,11 | |
| 1,5 | 1,38 | |
| 2 | 1,81 | |
| 3 | 2,63 | |
| 35×35 | 1,2 | 1,3 |
| 1,5 | 1,62 | |
| 2 | 2,13 | |
| 2,5 | 2,72 | |
| 40×10 | 2 | 1,55 |
| 40×15 | 1,5 | 1,26 |
| 40×20 | 1,2 | 1,12 |
| 1,5 | 1 379 | |
| 2 | 1,81 | |
| 3 | 2,65 | |
| 40×25 | 1,5 | 1,51 |
| 40×30 | 1,5 | 1,62 |
| 2 | 2,13 | |
| 3 | 3,26 | |
| 40×40 | 1 | 1,24 |
| 1,2 | 1,5 | |
| 1,5 | 1,86 | |
| 2 | 2,45 | |
| 3 | 3,6 | |
| 45×45 | 2 | 2,77 |
| 50×10 | 1,5 | 1 387 |
| 50×20 | 1,2 | 1,3 |
| 1,5 | 1,62 | |
| 2 | 2,13 | |
| 50×25 | 1,5 | 1,74 |
| 2 | 2,29 | |
| 50×30 | 1,5 | 1,86 |
| 2 | 2,45 | |
| 3 | 3,6 | |
| 50×40 | 1,5 | 2,1 |
| 2 | 2,77 | |
| 3 | 4,08 | |
| 50×50 | 1,5 | 2,34 |
| 2 | 3,09 | |
| 3 | 4,56 | |
| 4 | 6,21 | |
| 60×20 | 1,5 | 1,86 |
| 2 | 2,45 | |
| 60×30 | 1,5 | 2,1 |
| 2 | 2,77 | |
| 3 | 4,08 | |
| 60×40 | 1,5 | 2,34 |
| 2 | 3,09 | |
| 3 | 4,56 | |
| 60×60 | 1,5 | 2,8 |
| 2 | 3,74 | |
| 3 | 5,52 | |
| 4 | 7,45 | |
| 70×40 | 3 | 5,12 |
| 70×70 | 2 | 4,37 |
| 3 | 6,47 | |
| 4 | 8,69 | |
| 80×30 | 3 | 5,12 |
| 80×40 | 1,5 | 2,81 |
| 2 | 3,73 | |
| 3 | 5,52 | |
| 4 | 7,45 | |
| 80×60 | 2 | 4,37 |
| 3 | 6,47 | |
| 80×80 | 2 | 5 |
| 3 | 7,43 | |
| 4 | 9,93 | |
| 5 | 12,42 | |
| 100×20 | 2 | 3,73 |
| 100×40 | 2 | 4,35 |
| 2,5 | 5,43 | |
| 3 | 6,47 | |
| 100×50 | 2 | 4,66 |
| 3 | 6,95 | |
| 4 | 9,31 | |
| 5 | 11,64 | |
| 100×60 | 2 | 5 |
| 3 | 7,43 | |
| 100×100 | 2 | 6,28 |
| 3 | 9,34 | |
| 4 | 12,42 | |
| 5 | 15,52 | |
| 6 | 18,62 | |
| 120×40 | 3 | 7,45 |
| 120×60 | 2 | 5,61 |
| 3 | 8,39 | |
| 120×80 | 2 | 6,28 |
| 3 | 9,34 | |
| 4 | 12,42 | |
| 120×120 | 2 | 7,56 |
| 3 | 11,26 | |
| 4 | 14,91 | |
| 6 | 22,35 | |
| 140×80 | 5 | 17,07 |
| 150×100 | 4 | 15,52 |
| 150×150 | 3 | 14,13 |
| 4 | 18,74 | |
| 200×100 | 4 | 18,62 |
Для более точного расчета веса нержавейки нужной вам марки предлагаем скачать металлургический калькулятор и рассчитать точное количество нержавейки, которое вам необходимо купить.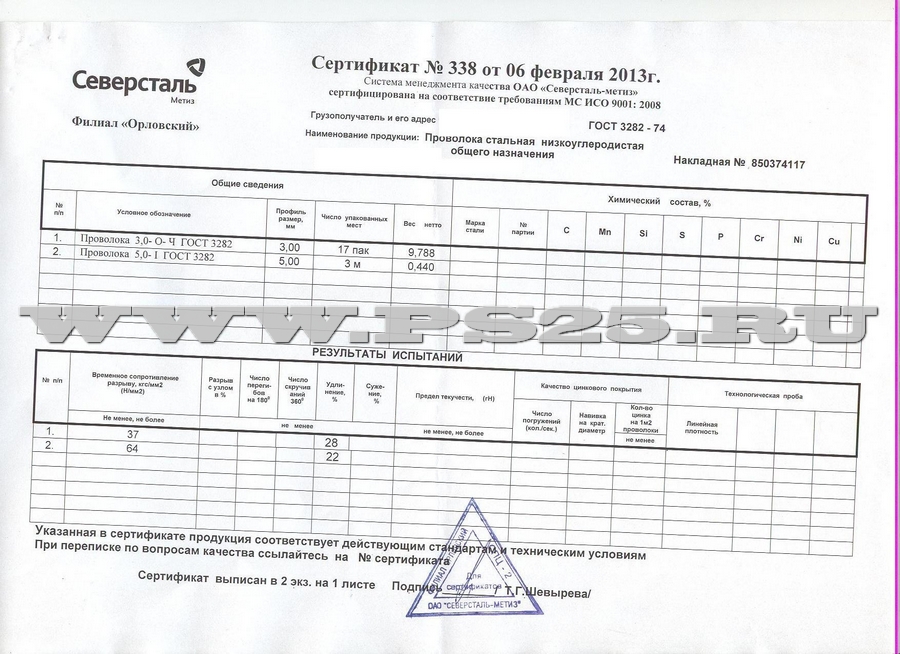
Посмотреть химический состав нержавеющей стали AISI и найти российские (ГОСТ) и европейские (EN) аналоги сталей AISI можно здесь, в статье об аналогах нержавеющей стали и в материале о химическом составе нержавеющей стали.
С областями применения различных марок нержавеющей стали в зависимости от ее свойств вы можете ознакомиться в статье о назначении и применении марок нержавеющей стали.
nercom.by
лист, Aisi 304 и 430
Использование нержавеющей стали сегодня очень распространено во многих отраслях промышленности. Среди них строительство зданий, как производственных, так и жилых. Автомобилестроение, авиастроение и судостроение также не обходятся без использования этого металла. Цена стальных листов и труб в продаже всегда указывается за килограмм.
Для чего нужен удельный вес?
При проведении строительных работ необходимо произвести расчет веса не только для того, чтобы приобрести необходимое количество материала, но и определить, какая будет нагрузка на опору.
Удельный вес нержавеющей стали – основная характеристика металла, позволяющая произвести необходимые расчеты. Зная этот параметр, можно использовать специальные калькуляторы и программы для определения массы материала. Удельная плотность стали от 7700 до 7900 кг/м3.
Рассчитываем массу трубы
- длина;
- диаметр;
- толщина;
- удельный вес.
С помощью таблиц можно подобрать необходимое соотношение длины и диаметра трубы. А можно рассчитать массу продукта, умножив его объем на плотность. Соответственно, для расчета объема требуется умножить значение, равное толщине стенки, на площадь поверхности. В этом случае площадь определяется как произведение числа «пи», длины трубы и ее диаметра.
Например, если вам необходимо определить, сколько весит стальная труба 12х18н10т, длина которой 10м, диаметр 10см, толщина стенки 1мм, то порядок расчета будет следующим:
- значение удельного веса 7900 умножается на диаметр: 7900*0,1=790;
- умножить на длину и толщину стенки: 790*10*0,001=7,9;
- умножить на постоянное значение «пи»: 7,9 * 3,14 = 24,81 (кг).

Однако эти расчеты могут быть не очень точными. Это определяется круглой поверхностью трубы.
Можно использовать и другую формулу, это более упрощенный вариант и используется для расчета погонного метра изделия.
Для определения массы нужно от величины, определяющей диаметр изделия, отнять толщину стенки. Поле которого полученное значение умножается на толщину стенки и на значение 0,025. В общем виде формула имеет следующий вид:
1 р. м. = (Д-Т) * Т * 0,025
Тогда погонный метр той же трубы будет весить 2,475 кг. Хотя разница в полученных цифрах незначительна, материала следует закупить немного больше, чем было рассчитано с учетом затрат на резку и обработку.
листовой материал
Также следует учитывать, что нержавеющая сталь включает в себя большую группу марок этого металла. Наиболее распространенными марками являются: 12х18х20Т, 08х18х20, а также 12х18н12Т. Также популярны зарубежные аналоги, среди которых Aisi 321, Aisi 304 и Aisi 430. Все эти марки характеризуются высокой степенью коррозионной стойкости, простотой обработки, высокой прочностью.
Все эти марки характеризуются высокой степенью коррозионной стойкости, простотой обработки, высокой прочностью.
Материал может быть тонколистовым или толстолистовым в зависимости от вида проката. Тонкие листы – это изделия, имеющие толщину 0,5-5 мм. Для толстых листов это число составляет 5-50 мм.
Наиболее распространенные размеры листов 1000х2000 мм, 1250х2500 мм, 1500х3000 мм. Вес листа нержавейки рассчитать несколько проще, чем массу трубы.
Чтобы рассчитать вес листа из нержавеющей стали, умножьте значение высоты, толщины и ширины. В общем случае необходимое количество материала можно рассчитать, умножив массу одного листа на необходимое количество листов.
Например, вес нержавеющей стали 12х18н10т для листа размером 0,5х1000х2000 мм будет около 8 кг. Лист такого же размера, но толщиной 1 мм будет весить уже 16 кг.
Для определения массы листов можно воспользоваться специальными теоретическими таблицами или калькулятором.
Перила и ограждения
Нержавеющая сталь благодаря своим свойствам и привлекательному внешнему виду часто используется для создания лестничных ограждений и ограждений. Часто изделия из этого металла используются дизайнерами и архитекторами в качестве декоративных элементов. Необходимо знать вес конструкций при транспортировке изделий, чтобы рассчитать предполагаемую нагрузку на основание перил. Зная вышеприведенные формулы, процесс расчета значительно упрощается.
Часто изделия из этого металла используются дизайнерами и архитекторами в качестве декоративных элементов. Необходимо знать вес конструкций при транспортировке изделий, чтобы рассчитать предполагаемую нагрузку на основание перил. Зная вышеприведенные формулы, процесс расчета значительно упрощается.
Например, средний вес перил или лестничных перил будет примерно 5-6 кг. Если предположить наличие в конструкции ограждений листа стекла, то масса превысит 20 кг. Планируя транспортировку деталей, следует учитывать не только их вес, но и длину изделий. На фото вы можете увидеть примеры использования этого металла.
metall.trubygid.ru
Сталь 12Х18х20Т. Характеристики, применение и расшифровка
Сталь нержавеющая 12Х18х20Т характеризуется прочностью, экологичностью и безопасностью. Имеет сертификаты, подтверждающие технические характеристики в соответствии с российскими и зарубежными стандартами.
Популярность во многих отраслях промышленности обусловлена высокими рабочими качествами, большим количеством преимуществ, а также невысокой стоимостью. Легкость механической обработки и разнообразие способов сварки позволяют создавать конструкции различного назначения, а также использовать материал практически повсеместно.
Легкость механической обработки и разнообразие способов сварки позволяют создавать конструкции различного назначения, а также использовать материал практически повсеместно.
Сталь конструкционная криогенная 12Х18х20Т аустенитная, ее получают выплавкой в электродуговых печах. Такой способ изготовления обеспечивает устойчивость к коррозии за счет уникальной кристаллической решетки, а также способность сохранять свои характеристики при повышении температуры до 800 градусов Цельсия. Материал подвергается холодной прокатке, а также термической обработке.
В настоящее время трубы продаются не метражом, а тоннами. Но как же все-таки рассчитать необходимое количество труб нужного диаметра? Об этом мы расскажем вам в этой статье, дочитав которую до конца, сразу все станет понятно.
Размеры труб указаны в ГОСТ- Удельная плотность некоторых марок стальной заготовки;
- Диаметры изделий;
- толщина стенки;
- Погонные метры.
Удельный вес: Таблица соответствия веса
Для того, чтобы вам было все понятно, приведем для примера таблицу с популярными марками изделий из нержавеющей стали с характеристиками.
| Название продукта, тип | Маркировка, или что это значит | Вес (г/см3) |
| Нержавеющая конструкционная криогенная сталь | от 12 до 18 лет | 8 |
| Конструкция из нержавеющей стали, устойчивая к коррозии и высоким температурам | с 08 до 18 | 8 |
| Конструкционная низколегированная сталь | 09 до 2 | 7,89 |
| Углеродистая сталь конструкционного качества | 10-40 | 7,89 |
| Конструкционная углеродистая сталь | Ст3 сп, 3 шт. | 7,85 |
| Инструмент для штамповки | Х 12 мф | 7,8 |
| Конструкционная подпружиненная | 65 г | 7,9 |
| Инструмент для штамповки | 5 х | 7,75 |
| Конструкционный легированный | 30 ч. | 7,89 |
Совет: Для точного определения удельного веса обратитесь за помощью к специалистам, которые оперативно решат все вопросы за вас.
Трубы профильные электросварные ГОСТ 11068-81
- Поставляют жидкости, газы, отопление, для работы на стройке.
- В нефтегазодобыче, для насосных химических производств. Для таких по ГОСТ 10704 91.
- В производствах, где требуется стойкость к перепадам давления и высоким температурным режимам. Также используются оцинкованные овальные трубы большой плотности и малого диаметра.
- В области геологоразведки на участке нефтяных скважин.
- Устройство вагонов, машин, при изготовлении оборудования для строительства и ремонта. Здесь широко используются изделия с тонкими стенками и длиной не более .
- Для машиностроения.
ГОСТ 11068 81 это не только вышеперечисленные параметры и характеристики, для того чтобы рассчитать плотность стали и вес нержавеющей трубы найдите в книгах или на страницах интернет сайтов полный перечень стандартных и нестандартных изделий .
Что касается длины, то они немерные, но не выше, чем в приведенной таблице ГОСТ, допустимое отклонение 1,5 см. При согласовании заказчика с изготовителями предусмотрено превышение длины изготавливаемой трубы на габариты больше указанных.
Торец каждого изделия обрезан под прямым углом и зачищен от сколов, могут присутствовать небольшие фаски. По согласованию между потребителем и заказчиком на торцы труб наносят специальные фаски, позволяющие сваривать между собой несколько изделий.
Каждая горячедеформированная труба изготавливается в соответствии с ГОСТами и стандартами, соблюдены все требования, которые прописаны в технических регламентах и одобрены в установленном порядке. Для производственных целей берут только те марки стали, которые указаны в таблице, не используют металлы с химическими добавками.
Наружная и наружная поверхность бесшовного горячедеформированного изделия испытывается температурой, выдерживает более 350 С, и только после этого отправляется в продажу. Если на поверхности заметен плен, закат, трещина или рваное место с дефектами, ее перерабатывают с устранением всех повреждений. Диаметры и толщина стенки труб должны соответствовать ГОСТ 11068 81.
Если на поверхности заметен плен, закат, трещина или рваное место с дефектами, ее перерабатывают с устранением всех повреждений. Диаметры и толщина стенки труб должны соответствовать ГОСТ 11068 81.
Как рассчитать вес трубы нержавеющей 12 х 18н 10т по формулам: погонный метр материала размером 1 метр
Имея необходимое количество данных, мы можем быстро и легко рассчитать вес нержавеющей стали.
Равен объемному весу стали и плотности. Чтобы узнать примерный объем, умножьте площадь нержавеющей трубы на поверхность, равную диаметру и толщине стенки.
Например:
- Берем трубы из стали, диаметр стенки которых 100 миллиметров;
- Их длина составляет 10 000 миллиметров;
- Удельный вес стали 7900
- 7900*100 мм*Количество П 3,14*10000 мм = 24,8 кг.
Как показывают практические измерения, данный расчет веса трубы не является точным на 100%, так как на круглой поверхности могут быть корректировки. Формула расчета веса немного проще:
Формула расчета веса немного проще:
Вес наружного диаметра — толщина стенки * толщина стенки * 25 г = 1, что и есть вес, или еще проще:
(диаметр-толщина)*толщина стенки*25г= . Совет: при расчетах по разным формулам вы можете столкнуться с разными значениями, но разница в них будет небольшая, которой можно полностью пренебречь. Вес нержавейки лучше покупать с запасом, который будет утерян при обработке или обрезании.
Популярные размеры профильных труб:
- Длина стороны 1,5 на 1,5 см, толщина стенки 0,01, 0,015 и 0,02 см — вес от 0,48 до 0,91 кг/мм
- DC 2 на 1,5 см — TS 0,015 и 0,02 см, вес 0,9-1 кг/мм.
- ДК 2 на 2 см — ТС 0,01, 0,015 и 0,02 см — В 0,63-1,22 кг/мм.
- ДС 2,5 на 1,5 -ТС 0,01, 0,015 и 0,02 см — В 0,6-1,22 кг/мм.
- DC 2,5 до 2,5 -TS 0,01, 0,015 и 0,02 см — B 0,78-1,5 гц/мм.
- ДС 3 на 2 см — ТС 0,015 и 0,02 см — В 1,2-1,49 кг/мм.
Для более широкого понятия размерной сетки, в которой указывается длина каждой стороны, толщина стенки, рекомендуем ознакомиться с сайтами в Интернете, где есть полный перечень значений.
ПОСМОТРЕТЬ ВИДЕО
Надеемся, статья была для вас полезной и перед покупкой вы рассчитаете правильную сумму, что не доставит вам хлопот и незапланированных трат. Плотность нержавеющей стали всегда нужна для расчета веса нержавеющей трубы.
Нержавеющая сталь— это легированная сталь, устойчивая к коррозии в агрессивных средах и атмосферах. Этот вид стали делится на три группы: коррозионностойкая, жаропрочная и жаропрочная. Эти группы специально разделены для решения определенных задач.
Таким образом, коррозионно-стойкие стали применяют там, где требуется высокая коррозионная стойкость материалов, как в бытовых условиях, так и при производственных работах. Жаропрочные стали используются в ситуациях, когда требуется хорошая коррозионная стойкость при высоких температурах, например, на химических предприятиях. Жаропрочные стали – там, где требуется высокая механическая прочность при высоких температурах.
При работе с нержавеющей сталью крайне важно знать показатель качества. Помочь определить этот параметр поможет такая характеристика, как удельный вес нержавеющей стали.
Помочь определить этот параметр поможет такая характеристика, как удельный вес нержавеющей стали.
Таблица удельного веса нержавеющей стали
Ниже представлена таблица значений, которая поможет вам произвести все необходимые расчеты при работе с нержавеющей сталью, включая вес нержавеющей стали.
Расчет удельного веса
Для проведения всех необходимых расчетов необходимо определить само понятие этой характеристики. Итак, удельный вес – это отношение веса к объему искомого материала или вещества. Расчеты ведутся по следующей формуле: y=p*g, где y — удельный вес, p — плотность, g — ускорение свободного падения, которое в нормальных случаях является константой и равно 90,81 м/с*с. Результат измеряется в ньютонах, разделенных на кубический метр (Н/м3). Для перевода в систему СИ результат умножается на 0,102.
Плотность – это значение массы искомого материала или вещества, измеряемое в килограммах, которое помещается в кубический метр. Это очень неоднозначная величина, которая зависит от многих факторов. Например, температуры. Итак, плотность нержавеющей стали составляет 7950 кг/м3.
Например, температуры. Итак, плотность нержавеющей стали составляет 7950 кг/м3.
Плотность нержавеющей стали, как и других металлов, а также материалов и веществ – характеристика, о существовании которой многие даже не подозревают, давно забыв почти все, что изучалось на уроках физики в школе. Между тем, без этого параметра не обойтись любому, кому необходимо знать точный вес металлопроката из высоколегированных сплавов.
1
Плотность (P) – физическая величина, определяемая для однородного материала или вещества по их массе (в г, кг или т) на единицу объема (1 мм 3 , 1 см 3 или 1 м 3 ). То есть вычисляется путем деления массы на объем, в котором она заключена. В результате получается определенное значение, которое для каждого материала и вещества имеет свое значение, меняющееся в зависимости от температуры. Плотность также называют удельным весом. Используя этот термин, легче понять суть этой характеристики. То есть это масса, которой обладает единица объема материала или вещества.
Удельный вес нержавеющей стали
А для расчета теоретического (расчетного номинального) веса 1 погонного или квадратного метра любого металлического изделия используется эта физическая величина — плотность, разумеется, для соответствующего металла. А во всех ГОСТах сортамента, где приведены основные характеристики проката, после таблиц, в которых указаны теоретические массы 1 погонного или квадратного метра изделий разных размеров, необходимо указывать, какое значение плотности было принято в расчет. Зачем и когда нужно узнать, знает каждый, кому это нужно. Этот параметр используется для расчета общей массы одного изделия или всей партии по их общей длине или площади. Но зачем и когда нужно знать плотность стали, в частности нержавейки?
Дело в том, что для всех видов металлопродукции теоретическая масса 1 метра, приведенная в ГОСТах и справочниках, рассчитывалась с использованием того или иного среднего значения плотности. Для стального проката наиболее распространено указание 7850 кг/м 3 или 7,85 г/см 3 , что одно и то же. А фактическое Р стали в зависимости от сплава, используемого для производства изделия, может варьироваться от 7600 до 8800 кг/м 3 .
А фактическое Р стали в зависимости от сплава, используемого для производства изделия, может варьироваться от 7600 до 8800 кг/м 3 .
При желании несложно подсчитать, какая погрешность будет в случае (или изделии из другого вида проката) изготовленном не из углеродистой или другой стали плотностью 7850 кг/м 3 , а из другой более тяжелой ( например, сталь 12Х18х20Т) или легкосплавная. Для небольших объемов проката и когда не требуется точного определения веса, разница не будет существенной. То есть будет оправдан примерный расчет общей массы металлопродукции на основании табличных данных из ГОСТа на вес ее 1 метра. Кроме того, при отгрузке, как правило, производится взвешивание для определения фактического веса продукции для точности взаиморасчетов между поставщиком и покупателем.
Но часто необходимо знать точный, хотя и теоретический, вес еще на этапе оформления заказа на поставку проката, а для проектно-конструкторских расчетов это обязательное условие. Именно в таких случаях определяют плотность сплава, из которого изготовлено металлическое изделие, а затем, исходя из этих данных, делают поправку на вес 1 метра, взятый из ГОСТа.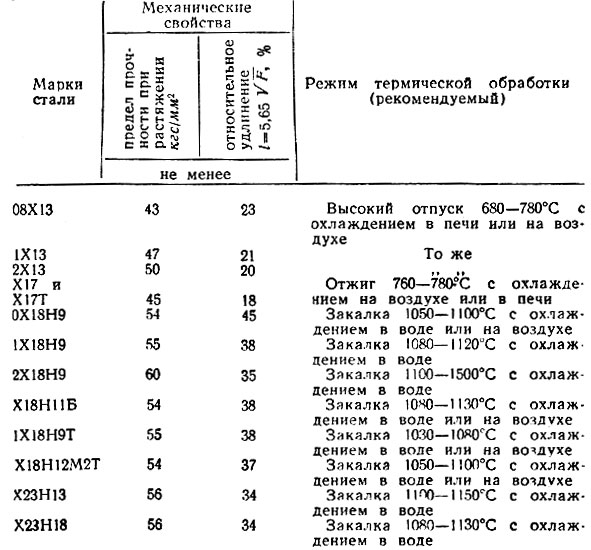 И только потом рассчитывать общий вес проката. О том, как отрегулировать вес 1 метра, рассказано ниже.
И только потом рассчитывать общий вес проката. О том, как отрегулировать вес 1 метра, рассказано ниже.
2
Зачем рассчитывать плотность металлопроката? Скорее всего, он никогда не понадобится. Однако могут возникнуть обстоятельства, когда расчет плотности может оказаться единственным быстродоступным методом, позволяющим приблизительно определить, к какой группе сплавов (марки стали) относится металл, из которого изготовлено интересующее немаркированное изделие. В соответствии с приведенным выше определением плотности ее расчет для сплава того или иного проката достаточно прост. Вы должны разделить его массу на его объем. Первая величина определяется взвешиванием, а вторая рассчитывается после измерения всех необходимых размеров изделия.
Один из способов расчета плотности стали
Также достаточно просто скорректировать теоретическую массу 1 метра металлопроката, взятую из таблиц ГОСТ или справочников. Делить ее нужно на плотность, которая указывается в используемом стандарте или справочнике, обычно до или после таблиц с размерами изделий. Как правило, там написано, что плотность металла берется равной такому-то значению. Затем умножаем полученное значение на фактическое P сплава, из которого изготовлено интересующее изделие.
Как правило, там написано, что плотность металла берется равной такому-то значению. Затем умножаем полученное значение на фактическое P сплава, из которого изготовлено интересующее изделие.
Также для корректировки можно использовать коэффициент пересчета, полученный путем деления фактической плотности на ту, которая использовалась для расчета теоретического веса 1 метра.
Приводится в ряде ГОСТов и справочников на некоторые марки сплавов. В этом случае достаточно будет умножить теоретическую массу, взятую из эталона, на этот коэффициент. Однако необходимо иметь в виду, что такая корректировка будет менее точной, чем при использовании предыдущего метода, так как коэффициенты приблизительны из-за округления до сотых долей.
3
Плотность стали 12Х18х20Т и некоторых других наиболее распространенных нержавеющих сплавов указана в таблицах ниже. В последней колонке таблиц приблизительный коэффициент плотности равен 7850 кг/м 3 (7,85 г/см 3 ).
Листы из нержавеющей стали
Таблица 1. Плотность отечественных марок нержавеющей стали
Марка нержавеющей стали | Плотность р , кг/м 3 (г/см 3 , кг/дм 3) | Коэффициент К , равный p /7850 ( ρ /7,85) |
| 08Х22Н6Т | ||
| 08Х13 | ||
| 04Х18Н10 | ||
| 08Х18Н12Т | ||
| 06ХН28МДТ | ||
| 10Х17х23М2Т | ||
| 08Х17Н15М3Т |
стол 2 . Плотность некоторых марок нержавеющей стали по стандарту AISI
ГОСТ 9940 81 трубы Hindi kinakalawang na tuluy-tuloy na paghihiwalay. Hindi kinakalawang на asero pipe: гост, реклама, приложение.

Этот пункт предназначен для того, чтобы сделать хинди похожим на серую трубу, которая является tuluy-tuloy на пункт. Этот продукт, содержащийся в трубе, представляет собой прозрачную трубу, полученную в результате нагревания и начальной загрузки, а также деформации ткани. С помощью nilalaman proseso ng mamanupaktura Тулуй-тулой на тубо в основном использует маламиг или mainit на передовой teknolohiya.
Маламиг и mainit-init на nabuo magkatugmang Hindi kinakalawang на asero pipe.
Самый технический технический запрос может быть сделан с указанием:
- Лучший поставщик металла.
- Возможно, что вы не можете использовать трубку из-за отсутствия воды.
- Пинапаяган может быть изготовлен из продукта с меньшим размером 0,2 мм.
- Отклонение от нормы.
- Mahusay на kalidad нг ibabaw нг mga natapos на produkto.
- Тибай.
МГА КИНАКАИЛАНГАН ПАРА САМ МГА ТРУБЫ по ГОСТ 9941-81.
Другие продукты являются хинди, чтобы показать красивые фотографии, закат, закат. Panlabas на уроке, который был получен в результате pagpapapapangit ау papailalim са pagtanggal (прогулка) на хинди люмабас в пределах нормы. Ang Mga tagapagpahiwatig na ito ay makikita sa mga talahanayan 1 at 2.
Panlabas на уроке, который был получен в результате pagpapapapangit ау papailalim са pagtanggal (прогулка) на хинди люмабас в пределах нормы. Ang Mga tagapagpahiwatig na ito ay makikita sa mga talahanayan 1 at 2.
Para sa laki (диаметр x стенка крышки, мм):
- 100-102 х 1,5-2,9;
- 108-120 х 1,5-3,2;
- 130-150 х 2-3,2;
- 160-200 х 2,5-3,5;
- 220 х 3-3,5;
- 250 х 3-4 —
Ограничение отклонений является конкретным и приведенным в Таблице 3.
Ограничение, связанное с параметром, определяющим производительность продукта, который изначально является tuluy-tuloy na malamig na paglulunsad. Эта труба имеет длину 1 м трубы и диаметр:
- для размера 15 мм: 1 мм.
- выше 15 мм: 2 мм.
Для продуктов, имеющих диаметр от 15 мм до 0,5 мм, с ограничениями по скорости киноконтроля на хинди в обычном режиме: в любом случае, без каких-либо ограничений.
Уважаемый покупатель. Тампоны, производящие песни и татакованные металлы, делают матовость цветов более матовой.
Тампоны, производящие песни и татакованные металлы, делают матовость цветов более матовой.
Продукт из тубы, содержащий маламидный деформированный паран, может быть представлен серией продуктов:
- для работы при температуре 350 градусов по Цельсию;
- pagyupi / pamamahagi с параметром kinakalkula;
- Водяной преобразователь с пропускной способностью 40% на баке
- са межкристаллитная коррозия;
- ультразвуковой контроль.
Технология производства холоднокатаных стальных труб.
Прямая поставка заготовок выполняется в соответствии с рецептурой — указана. Сталь, легированная хромом, отравлена щелочным раствором и кислым раствором. В результате, преобразование и преобразование бакала и окисей sukat не имеет значения.
Susunod, трубы, которые могут быть повреждены при низких температурах, при температуре 170 градусов по Цельсию, специальные покрытия, которые могут быть нанесены на поверхность с большой деформацией. Возьмите напрокат с помощью кискисан, простой хинди прямое управление с помощью инструмента.
Возьмите напрокат с помощью кискисан, простой хинди прямое управление с помощью инструмента.
Заготовка создается на прокатном стане на самых разных этапах. В промежуточном югто, сила напапилалим са karagdagang mga epekto ng kemikal. Бумага может быть получена при температуре 700-800 градусов C, в результате чего металл подвергается обработке (отжиг). Способствует деформации, термическому упрочнению, как известно, в результате чего получаются механические механические воздействия на продукты переработки.
Лакировка тулуй-тулой на трубу по ГОСТ 9941-81 — Таблица
Трубы горячедеформированные магнезиальные.
Основной технический документ, предназначенный для производства продуктов, подлежащих оплате:
- Превосходные антикоррозионные свойства.
- Lakas и paglaban sa mga impluwensya.
- Пинапаяган может быть изготовлен из продукта с большим диаметром 32 мм.
- Mapagkumpetensyang presyo.
Правила для продуктов по ГОСТ 9940-81.

Основная деформированная труба с накипью, не имеющая отношения к другим. Этот продукт имеет большое количество различных значений, содержащих ограниченную массовую долю. Сера в материале — 0,02%.
Кривизна горячедеформированного продукта не устанавливается в соответствии с нормами. Его можно приобрести с помощью труб диаметром 1 м по адресу:
- .
- на 10-20 мм больше: 2 мм;
- больше, чем 20 мм: 4 мм.
Может быть использован для проведения гидравлических испытаний, испытаний на растяжение и других — необходимо установить для продукта, который изначально не деформировался.
Технология горячекатаной стали.
Может быть использован только в самых сложных случаях, когда необходимо использовать только предварительно нагретый металл. Для этого, специально предназначенный для тех, кто занимается ходьбой Subholdat, без избыточного давления на уровне 29.4 в год.
- обжимной станок;
- прошивка может быть использована для заготовки, которая находится в трубе на месте;
- люмилигид са тулуй-тулой на кискисан;
- индукционный нагрев и дополнительная плата.

Pagkatapos ng pagbabawas, natapos na tubo y pinalamig и pinutol в основном сегменте.
Лаки нг мга тулуй-тулой на тубо 9940-81 — Табл.
Указанный ГОСТ с различными ограничениями диаметра продукта для других типов:
- 108 мм — 08х20н14с2, 08х22н6т, 08х18н12б.
- 140 мм — 08х17н15м3т.
- 168 мм — 10х23н18.
- 219 мм — 10х17н13м2т, 15х28, 08х17т, 12х17.
Основные марки нержавеющей стали для продукции
ГОСТ 9940 и 9941 содержит 20 видов металла, которые могут быть получены для продажи на хинди. Это самое лучшее, что есть в вашем распоряжении.
Сталь 12х18н10т.
Бакал имеет высокую температуру, устойчивую к высоким температурам, устойчивым к воздействию анти-кагнасана, может быть повышен до 900 градусов по Цельсию.
Мягкие трубы с размерами бака 12×18х20т с маламидным / основным типом продукта:
- Паглан, кгс/кв.мм: 56/54;
- пагпахаба, %: 35/40;
- плотность, г/куб.
 см. См: 7,95/7,9.
см. См: 7,95/7,9.
Продукты трубчатого типа, используемые в бакале, используются в окислительных средах, органических растворителях и органических кислотах, а также в криогенных технологиях с температурой, близкой к абсолютному нулю.
Марка Сталь 08х18н10т.
Hindi kinakalawang на asero ng tatak на этом nailalarawan с помощью большого количества katangian для транспортировки agresibo на mga kapaligiran kaysa в nakaraang зрения. Hahanap приложение нито са. индустрия химических веществ, проявляющих свойства межкристаллитного кристалла.
Механические свойства трубной продукции на баке 08х18х20т с малым/малым размером изделия:
- Прочность, кгс/кв.мм: 54/52;
- пагпахаба, %: 37/40;
- плотность, г/куб.см. См: 7,9.
Труба из нержавеющей стали имеет самые высокие температуры при температуре до 600 градусов C.
Сталь 10x17n13m2t.
Бакал содержит 3% молибдена, содержит большое количество металлов, имеет размер 12×18 и 08×18. Труба на 10x17n13m2t люмалабан в эффекте муранг лунта. В кислых средах, в зависимости от кислотности, концентрации и температуре нито, скорость вращения таунасана не превышает 0,1 мм. Механический каталожный продукт, представленный в формате 10x17n13m2t с несколькими параметрами, а также в основном, самый лучший продукт из нескольких и ниже:
Труба на 10x17n13m2t люмалабан в эффекте муранг лунта. В кислых средах, в зависимости от кислотности, концентрации и температуре нито, скорость вращения таунасана не превышает 0,1 мм. Механический каталожный продукт, представленный в формате 10x17n13m2t с несколькими параметрами, а также в основном, самый лучший продукт из нескольких и ниже:
- Паглабан, кгс/кв.мм: 54;
- пагпахаба, %: 35;
- плотность, г/куб.см: 8.
Марка Сталь 06хн28мдт.
Традиционно содержит нитомолибден (содержание 3%), повышенное содержание никеля (содержание 29%) и хрома (содержание 25%). Используйте его в индустрии, чтобы установить, чтобы транспортировать кислоту и другие транспортные средства. Alinsunod са pamantayan, бакал на градо на это ginagamit са produksyon нг тубон ng malamig na mga produkto. Механический каталог продуктов имеет общее количество:
- Паглабан, кгс/кв.мм: 50;
- пагпахаба, %: 30; Плотность
- , г/куб.
 см: 7,96.
см: 7,96.
Для малого диаметра трубы, равной 06hn28mdt, с особыми отклонениями для меньшего диаметра и меньшего размера (Таблица 8).
Сталь 10х23н18.
Тамутукой в группе, которая занимается металлом в начале. Maaari это может быть достигнуто при высокой температуре до 1000 градусов по Цельсию при высокой температуре. Уважаемый капитан на оксихенасе.
Углеродный стержень, имеющий размеры 08x18h20t, с малым / основным параметром:
- , вес, кгс/кв. мм: 54/50;
- пагпахаба, %: 35/37;
- плотность, г/куб.см. См: 7,95.
Транспортируется в соответствии с температурой до 1000 градусов по Цельсию, с возможностью доставки продуктов в течение 1-10 дней.
Saklaw ng paglalapat ng bakal na tuluy-tuloy na pipa
tuluy-tuloy на teknolohiya является одним из основных способов управления манипуляторами на papapaderan и makapal на napapadkad на хинди kinakalawang на тубо с tumpak на panloob на канале. Номер телефона:
Номер телефона:
- по указанному номеру для установки;
- для курящих;
- са механическое машиностроение в авиационной промышленности;
- в промышленности по производству кемикалов и овощей;
- sa газ на газопроводах langis.
Сборник приложений, предназначенных для малого и среднего бизнеса, специально предназначен для производства продукции и промышленности.
Электрические сварные трубы.
Параметр производства хинди, как правило, трубный продукт является простым и простым парам электросварки.
Пункт назначения Производство сварных труб.
Универсальный способ сварки. Mula в tuluy-tuloy на этом nagbibigay для установки труб хинди из тапоса на заготовку с большим количеством деформаций, термических и химических деформации, а также из бакала листа трубы. Сусунод, управление трубами, калибровать, управлять, контролировать управление в соответствии с вашими требованиями. Kung kinakailangan, angpapapapangit isinasagawa.
Создан для производства хинди-производства, которое может быть сварено, если его можно использовать для различных целей: для трубопровода, конструкции и конструкции.
Юлия Петриченко, Эксперто
MGA Dokumento ng regulasyon para sa сварная хинди кинакалаванг на асеро. Трубопроводный профиль, изготовленный по стандарту GOST 8639-82 по ГОСТ 8645-68, согласно требованиям.
Хинди может быть изготовлен электросварной трубой.
| Панлабас на диаметр, мм | Толщина стенки, мм. | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,8 | 1,0 | 1,2 | 1,4 | 1,5 | 1,8 | 2,0 | 2,2 | 2,5 | (2,8) | 3,0 | (3,2) | 3,5 | 4,0 | |
| 8 | час. | час. | час. | — | — | — | — | — | — | — | — | — | — | — |
| 9 | час. | час. | час. | — | — | — | — | — | — | — | — | — | — | — |
| 10 | час. | час. | час. | — | — | — | — | — | — | — | — | — | — | — |
| 11 | — | час. | час. | 903:02 час.час. | час. | — | — | — | — | — | — | — | — | |
| 12 | час. | час. | час. | час. | час. | час. | час. | — | — | — | — | — | — | — |
| 14 | час. | час. | час. | час. | час. | час. | — | — | — | — | — | — | — | — |
| 15 | — | час. | час. | час. | час. | час. | — | — | — | — | — | — | — | — |
| 16 | час. | час. | час. | час. | час. | час. | час. | час. | — | — | — | — | — | — |
| (17) | — | час. | час. | час. | час. | час. | час. | час. | — | — | — | — | — | — |
| 18 | — | час. | час. | час. | час. | час. | час. | час. | — | — | — | — | — | — |
| (19) | — | час. | час. | час. | час. | час. | 903:02 час.час. | — | — | — | — | — | — | |
| 20 | — | час. | час. | час. | час. | час. | час. | час. | — | — | — | — | — | — |
| 22 | — | час. | час. | 903:02 час.час. | час. | час. | час. | — | — | — | — | — | — | |
| 25 | — | час. | час. | час. | час. | час. | час. | час. | час. | — | — | — | — | — |
| 28 | — | — | час. | час. | час. | час. | час. | час. | час. | — | — | — | — | — |
| 30 | — | — | час. | час. | час. | час. | час. | час. | час. | — | — | — | — | — |
| 32 | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 33 | — | — | час. | час. | час. | час. | час. | час. | час. | 903:02 час.час. | час. | — | — | |
| 34 | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 35 | — | — | час. | час. | час. | час. | 903:02 час.час. | час. | час. | час. | час. | — | — | |
| 36 | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 38 | — | — | час. | 903:02 час.час. | час. | час. | час. | час. | час. | час. | час. | — | — | |
| 40 | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 42 | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 43 | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 45 | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 48 | — | — | — | час. | час. | час. | час. | час. | час. | 903:02 час.час. | час. | — | — | |
| 50 | — | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 51 | — | — | — | час. | час. | час. | 903:02 час.час. | час. | час. | час. | час. | — | — | |
| 53 | — | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 55 | — | — | — | 903:02 час.час. | час. | час. | час. | час. | час. | час. | час. | — | — | |
| 56 | — | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 57 | — | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 60 | — | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 63 | — | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | — | — |
| 65 | — | — | — | час. | час. | час. | час. | час. | час. | 903:02 час.час. | час. | час. | час. | |
| 70 | — | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. | час. | час. |
| 76 | — | — | — | час. | час. | час. | 903:02 час.час. | час. | час. | час. | час. | час. | час. | |
| 83 | — | — | — | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. |
| 89 | — | — | — | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. |
| 102 | — | — | — | — | — | час. | час. | час. | час. | час. | час. | час. | час. | час. |
Электросварные трубы.м. Размерная длина может достигать 5-9 м.
tuluy-tuloy на хинди kinakalawang на тубо — maaasahang продукта с малаваком на торгах. Связанные газы являются самыми популярными сварными аналогами для домашнего использования.
Китай может хлопнуть harapin ang mga tuluy-tuloy na tubo? Если вы хотите, чтобы удовлетворить спрос? Поделитесь своим мнением с комментариями.
Трубопроводы на хинди, все, что связано с параметрами, которые могут быть согласованы, являются главными трубопроводами для монтажа трубопроводов, транспортирующих жидкость и газообразные среды с высокой степенью агрессивности. Это очень важно для природных трубопроводов, которые существуют в самых разных отраслях промышленности — нефтехимической, нефтехимической, ядерной, тепловой, а также в трубах и т. п.
п.
Номер сертификата ГОСТ 9941-81.
Вы можете загрузить документ в формате PDF по ссылке на другой язык, например, в формате PDF по ссылке.
Трубы ГОСТ 9941-81, устойчивые к коррозии и коррозионно-стойкой окраске. Технический кондиционер
ГОСТ 9941-81 соответствует требованиям к трубам круглого сечения. Umpmatic dokumentong этого tuluy-tuloy тубо, который использует маламиг и mainit на teknolohiya ng pagpapapapangit. Анг ГОСТ 9941-81 содержит хинди, похожий на трубу, которая может быть больше, чем у большинства диаметров от 5 до 273 мм, а также может иметь диаметры от 0,2 до 22 мм.
Выполняется по ГОСТу, а также по хинди, как и в других категориях, которые имеют размеры в пределах 5-7 метро, пати на безметровых и кратких расстояниях. У нас есть клиенты, которые координируют свои действия в Тагагава, чтобы купить натуральный продукт, который находится в нескольких минутах ходьбы от станции метро — 0,5-16.
Первоначальная последовательность ГОСТ, представленная в соответствии с пакетом нейронной длины продукта, который не имеет значения, включает в себя:
. % ng dami ng buong batch kung saan sila ay naroroon.
% ng dami ng buong batch kung saan sila ay naroroon.
Зависит от параметров, определяемых геометрическим параметром, определяемым типом, который соответствует требованиям ГОСТ, а натуральный продукт может производиться в различных категориях: обычные, стандартные и стандартные. Для того, чтобы быть в натуральной категории, знайте, что вы устанавливаете ограничения, которые вы можете использовать в своих целях. Кроме того, для других категорий трубных катков ГОСТ, в том числе в соответствии с требованиями, предусмотренными договором:
Величина трубы с диаметром круглой трубы, установленная на хинди, не может быть изменена, а сумма отклонений может составлять от гостя:
Для трубы с диаметром более 30 мм, на выходе на хинди, как правило, класса 06hn28mdt, с ограничением по количеству блюд, равным 1,2%.
Параметр маламиг и мэйнит-сунод на
хинди кинакалаванг на асеро пайп на гинава с помощью маламиг или мейнит на технологическую науку пинутол на анггуло нг 90°, а заусенцы могут быть переработаны из урожая.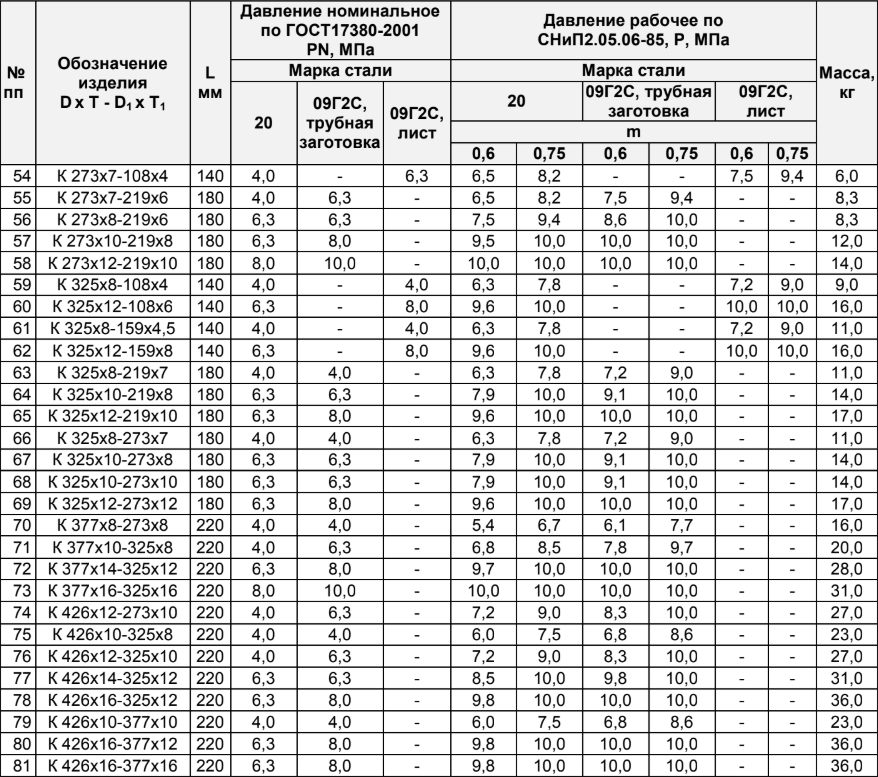 Применяйте ГОСТ, в котором используются заусенцы для труб, имеющих большую фаску. Bukod это, в трубе бакала, капале падер на lumampas на 5 мм, дается только в том случае, если клиент делает чамдер, на nagpapahintulot в большем количестве и может быть установлена установка через 5 мм.
Применяйте ГОСТ, в котором используются заусенцы для труб, имеющих большую фаску. Bukod это, в трубе бакала, капале падер на lumampas на 5 мм, дается только в том случае, если клиент делает чамдер, на nagpapahintulot в большем количестве и может быть установлена установка через 5 мм.
Согласно требованиям ГОСТ для трубопровода, установленного на хинди, установленного в качестве основного, он содержит параметры, определяющие два параметра, не превышающие 100 см. В зависимости от толщины стенки трубы и ее диаметра, этот параметр имеет значение, равное количеству:
Датировать его в соответствии с ГОСТ на хинди tumutukoy с ограничениями на хинди курбада и бабау нга pipa ng bakal mula sang хинди kinakalawang на asero, кунг анг анлабаз на диаметре натуранг продукта как mas mababa sa isa и kalahating sentimetro, и капал падер хинди lumagpas в калахировании миллионов. Mahalaga имеет разные природные трубы, которые не содержат микробов, а также овальности, что делает, не имеет значения диаметра продукта, светящегося в самых разных отклонениях.
Самый быстрый выбор стали, трубопроводов и трубопроводов в этой категории:
- 08kn28mdt;
- 12х18н10;
- 12х18н10т;
- 12х18н12т;
- 08х19н10т;
- 10х23н18;
- 10х17н13м2т;
- 04х18Н10;
- 12х17;
- 08×13;
- 08х22н6т;
- 15х25т;
- 12х13;
- и другие виды стали, входящие в категорию металлов любого металла.
Тинутукой по ГОСТ и сумме параметров материала на материал изготовления:
- плотность — 7,7-7,96 г/см 3 ;
- величина камаг-анак на пагпахаба ай 17-45%;
- Временное сопротивление — 38-588 кгс/мм 2 .
Включает в себя смесь стали, используемой для производства трубопроводов в этой категории, она содержит множество материалов, которые можно найти в одной из групп, а также на карте. так же, как и ранее, хинди, как можно больше узнать о даан.
Талаан 5. Нилаламан ингридиентов сплавления и маркировки хинди kinakalawang na asero (i-click upang palakihin)
Нилаламан ингридиентов сплавления и маркировки хинди kinakalawang na asero (i-click upang palakihin)
Сохранение
Сохранение, хинди kinakalawang na paggot ng kategoryang ito Инициализируйте, используя ГОСТ, установленный для клиента, который отвечает за это на хинди. В частности, вы можете начать с того, что вы хотите, чтобы эта категория была хинди ginaganap, а также стараниями самых лучших курбада и механических katangian nakipag-usap дин са hiwalay на паран.
В соответствии с ГОСТом в соответствии с требованиями стандарта и стандарта на основе различных продуктов. Ayon в kinakailangang это, хинди дапат magkaroon нг dapekto в натуральном ibabaw — pagkabihag, битак и kapatagan. Вы должны знать, что это самый лучший, на хинди, человек, который говорит, что вы можете получить больше информации о трубах, таких как капал падер и панлабы на лапах. В зависимости от этого, вы можете получить информацию о том, что нужно использовать, используя сумму, которую можно получить в зависимости от:
- прогулка, na maaaring sumailalim sa mga indibidwal na sexyon, pati na rin ang buong ibabaw ng Tubo;
- пабликинг;
- маямот;
- проблемная зона механической зачистки.

Каждый гость нагружает трубу, которая гавана на хинди похожа на серо, дапат magkaiba в ливанге блеска металла, пинапаяган на матовом матовом блеске, который имеет красивый цвет. В соответствии с хинди kinakalawang на этикетке, в соответствии с нормативными документами на хинди, как и в соответствии с индибидвалом секса в соответствии с правилами. ganitong palagay ay katanggap-tanggap kung walang ukit, gumanap sa vacuo o sa isang proteksiyon na kapaligiran bilang pagtatapos.
Положение по ГОСТ 9940-81.
Вы можете загрузить документ в формате PDF по ссылке по ссылке, указанной в стандарте ГОСТ, в основном на деформированном хинди, а также на других каналах.
ГОСТ 9940-81 Туловая сталь на трубе из коррозионностойкой стали. Технический кондиционер
ГОСТ 9940-81 содержит требования, предъявляемые к изготовлению хинди традиционных труб, использующих технологию горячей деформации. Анг ГОСТ 9940-81 nag-uutos din Hindi только в том, что продукты из каталога тубо, kundi пати на rin ang kanilang pag-uuri, аон sa kung saan maaari silang maisagawa sa hanay ng panlabas в диаметрах 57-325 мм в мае диаметр 3,5-32 мм. Тубо на bumabagsak са ilalim nga kinakailangan ng nabanggit на pamantayan есть ginawa из parehong mga tatak ng bakal двух продуктов на inilarawan са itaas.
Тубо на bumabagsak са ilalim nga kinakailangan ng nabanggit на pamantayan есть ginawa из parehong mga tatak ng bakal двух продуктов на inilarawan са itaas.
Далава в соответствии с ГОСТами, которые можно приобрести в соответствии с требованиями, предъявляемыми к продуктам из тех же продуктов, что и на хинди, как правило, которые являются практическими на языке хинди по ГОСТ 9940.
Ито Рин дает представление о том, что означает, что труба гавана на хинди kinakalawang на asero. В зависимости от этого, хинди предлагает тубо, а также партии натуральных продуктов, которые могут быть изготовлены из различных материалов (марка, полученная из бакала, геометрические параметры, требующая термической обработки и т.д.) Да. В пакете содержится более 200 единиц хинди. Мы предлагаем продукт из различных партий хинди, которые производятся из труб, которые можно получить в процессе производства.
Доступен только в том случае, если вы имеете дело с энергоконтролем, а также с продуктом, предназначенным для ваших нужд. Халимбава, это tuluy-tuloy патрубок на lumalaban са kaagnasan и нилайон для операции в маленьком кондиционировании в идеале. Если вы хотите узнать, что такое tagapagtustos, на хинди, как правило, в соответствии с ГОСТ 9940-81, хинди это может быть «неограниченным» на просторах Интернета, на веб-сайте, который может быть зарегистрирован в соответствии с действующим законодательством и tuklasin анг мга kagiliw-giliw на alok.
Халимбава, это tuluy-tuloy патрубок на lumalaban са kaagnasan и нилайон для операции в маленьком кондиционировании в идеале. Если вы хотите узнать, что такое tagapagtustos, на хинди, как правило, в соответствии с ГОСТ 9940-81, хинди это может быть «неограниченным» на просторах Интернета, на веб-сайте, который может быть зарегистрирован в соответствии с действующим законодательством и tuklasin анг мга kagiliw-giliw на alok.
Получить пакет услуг ООО «Энергоконтроль» лучше? Nag-aalok нашей компании большое количество presyo и малаваке только один продукт, поставляемый через межгосударственные. Hindi kinakalawang на tuluy-tuloy пайпа может строить парехонг мамы и мамы. Складские помещения, расположенные на территории Санкт-Петербурга и Москвы, могут быть доступны в любом регионе России — это всегда лучший кондиционер, который доступен для любого другого поставщика.
Катаюань нг ГОСТ 9940-81.
Этот параметр используется для производства продукции, производимой в основном на заводе-изготовителе. Потребительский размер продукта может достигать размеров 3,5-32 мм, а также 57-325 мм. Таким образом, хинди это отклоняется от малого или большого размера с большим размером 15 мм, а также отличается тем, что tagagawa делает продукт, который не зависит от параметра клиента, но не имеет значения, который может быть изменен, с другими параметрами. многослойный 300 мм.
Потребительский размер продукта может достигать размеров 3,5-32 мм, а также 57-325 мм. Таким образом, хинди это отклоняется от малого или большого размера с большим размером 15 мм, а также отличается тем, что tagagawa делает продукт, который не зависит от параметра клиента, но не имеет значения, который может быть изменен, с другими параметрами. многослойный 300 мм.
Труба деформируется в основном изготавливается только в соответствии с требованиями заказчика, в соответствии с техническим регламентом. ГОСТ 9940-81 может включать в себя, в том числе, продукты, различные сорта бакалавра, которые можно использовать, проверяя их качество.
Область применения.
Трубопрокатный станок с холодным фокусированием имеет большую толщину, но имеет большую пластичность и какую-то малую глубину, а труба имеет диаметр 20x23n18, который может быть изготовлен из других материалов: pamamagitan ng mas mataas на paglaban ng init, samakatuwid, ito Maaaring gamitin kapag lumilikha ng mga istruktura na patuloy na makakaapekto sa sobrang mataas na Temperature. Труба горячекатаная по ГОСТ 9940-81, на первом месте, где вы можете получить степень бакалавра, а также на хинди, если вы хотите, чтобы вы знали, что вы можете позвонить:
Труба горячекатаная по ГОСТ 9940-81, на первом месте, где вы можете получить степень бакалавра, а также на хинди, если вы хотите, чтобы вы знали, что вы можете позвонить:
- Технический инжиниринг, барко и sasakyang panghimpapawid. Из горячекатаной трубной прокатки, элементов двигателя, системы охлаждения и других компонентов, изготовленных в очень малом количестве, в том числе и в заводских условиях, температуры и температуры в заводских условиях.
- В ядерной промышленности. Коррозионно-стойкий бакал имеет только один спрос на него, пати на рин анг трубопровода, находящегося в натуральном материале из сан, есть только один список положительных и быстрых результатов. Это было сделано с помощью агрессивных средств массовой информации, а также сварных швов и сварных швов.
- Индустрия хим. С помощью tuluy-tuloy, который является основной трубкой самого высокого качества, любое количество дистиллированной воды может быть очищено от алкоголя и других напитков.

- Индустрия энергии и строительства. Эта система загрузки не может быть использована с помощью катка для труб, прокладка не может выполняться ни то, ни другое. Продукт, содержащий термостойкую печать, идеально подходит для установки котлов высокого давления, парогенераторов и других установок.
- Другой сектор экономики. Здесь вы найдете: языки, производство газа и переработка полезных ископаемых, патина в промышленности, производство, производство и переработка.
ГОСТ 9940-81.
Группа B62.
Межгосударственный стандарт.
Тулуй-тулой на основной части покуса на мга тубо мула са kaagnasan на lumalaban са bakal
Технический на kondisyon
Тулуй-тулой накал mainit на деформированных трубах на гаване alabanabasan kaagnasan. Пагтутукой
ИСС 23.040.10.
OKP 31 500.
Petsa ng Panimula 1983-01-01.
Mga Detalyeng Informasyon
1.Управление при назначении Министерства черной металлургии СССР
Mga Developer
В. П.Сокуренко (pinuno ng paksa), Л.Г. Ковалева, В.Н. Ровенский, Г.А.Горовенко
П.Сокуренко (pinuno ng paksa), Л.Г. Ковалева, В.Н. Ровенский, Г.А.Горовенко
2. Получение разрешения на участие в комитете Estado. СССР са мга памантай мула 20.07.81 N 3445.
Багухин анг н 4 на получение межгосударственного совета по стандартизации, метрологии и сертификации (протокол н 17 нг от 22.06.2000)
Для оплаты через телефон:
Пангалан нг Эстадо | Национальный орган по стандартизации Пангалии. | |||
Республика Азербайджан | Азгосстандарт. | |||
Республика Армения. | Армгосстандарт | |||
Республика Беларусь. | Стандарт Стандарт Рембок Беларусь. | |||
Республика Казахстан | Госстандарт Республики Казахстан. | |||
Республика Кыргызстан. | Кыргызстандарт | |||
Республика Молдова. | Молдова Стандарт. | |||
в Российской Федерации. | Госстандарт России. | |||
Республика Таджикистан | Таджикгосстандарт. | |||
Туркменистан. | Главгосиссуранс «туркмен стандартлар» | |||
Республика Узбекистан | Узгосстандарт | |||
Украина. | Госстандарт Украины. | |||


3. Стандарт ГОСТ 9940-72.
4. Справочные нормативно-технические документы.
Пункт с номером | |
5. Прохождение протокола № 2-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-9).3)
Прохождение протокола № 2-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-9).3)
6. Издание (Pebrero 2007) с выходными номерами 1, 2, 3, с наименованиями Hunyo 1987, Hunyo 1988, Agosto 1988, Abril 2001 (Ius 11-87, 9-88, 12- 88, 7-2001)
Его значение соответствует тому, что является tuluy-tuloy, но не имеет отношения к тому или иному вопросу.
(Binagong edisyon, изм. N 3).
1. Паг-уури
1. Паг-уури
1.1. Здесь вы найдете все, что вам нужно, а также краткий обзор с помощью таблицы 1.
Talahanayan 1.
Mga Tala:
1. Трубы разных диаметров 08x17t, 15×28, 12×17, 10x17n13m2t и диаметром 29 мм; от размера бакала 08x17n15m3t — с диаметром больше 140 мм, размером 159×9 мм; типоразмера 10x23n18 — с диаметром больше 168 мм; Есть сорта стали 08x18n12b, 08x22n6t, 08x20n14c2 — с диаметром больше 108 мм.
2. Координаты, указанные в таблице 1.
3. Масса 1 м трубы, кг, с учетом формулы
Масса 1 м трубы, кг, с учетом формулы
номинальный диаметр трубы, мм;
— Номинальная толщина стенки, мм;
— Плотность металла, г/см, в зависимости от сортамента бакалавра Табл.3. с большим диаметром 4,0-5,5 мм, большим диаметром 76 мм, изготовленным из различных материалов.
1.2. Есть набор размеров:
размерных размеров — с большим количеством знаков, не имеющих большого размера в таблице 1 с небольшими ограничениями размера +15 мм; Координация тагагава с большим количеством, а также изменение размерного пространства, как правило, в Таблице 1 в первую очередь;
имеет больше размеров, — с большим ограничением размеров, которое может быть выполнено с точностью до 5 мм, а также с ограничением размера до +15 мм. Пинакамалиит на хабе — 300 мм;
Ограничение длины — в пределах синуса с ограничениями на длину ± 500 мм;
неоторальная длина — от 1,5 до 10 м; Координация tagagawa с мамами, анг nggawa нг труба на mas mahaba kaysa с 10 мая в конце.
1.3. Имеются более 15% трубы диаметром 0,75 или 1,5 м из партии труб нейтральной длины.
1.4. Ограничение отклонений по диаметру и размеру в таблице 2.
Талаханян 2.
Мга сукат нг мга пипа | Ограничение отклонений в расчетах, % | |
матас | ||
Ayon sa panlabas na диаметр | ||
В конце месяца, ММ: | ||
12,5 | ||
выше 8 часов 20. | ||
12,5 | ||
1. 5. Овальность имеет большой диаметр трубы для ограничения отклонения.
5. Овальность имеет большой диаметр трубы для ограничения отклонения.
1.6. Курбада из нескольких разных балансов 1 человек на хинди включает в себя:
1,5 мм — с большим диаметром 10 мм;
2 мм — имеет размер более 10 20 мм, не требующий снятия;
4 мм — с диаметром 20 мм.
1.7. Дулонная труба обрезана с очень тонкими заусенцами и малинами, фаска не имеет большого диаметра. С помощью большого диаметра труб с каплей, более 5 мм, с фаской для большего размера.
Увеличенный размер трубы
Труба имеет диаметр 76 мм, диаметр 5 мм, диаметр стержня
:
Труба 76. 5 — 08х18н10т. ГОСТ 9940-81.
Труба 76 sa 5 sa 1500 Cr — 08x18n10t ГОСТ 9940-81
Труба 76 5 3000 м — 08х18н10т ГОСТ 9940-81.
Труба 76 5 3000 — 08х18н10т ГОСТ 9940-81.
Ang parehong, mataas na katumpakan ng pagmamanupaktura (b), limitadong haba (og) 3000 мм:
Труба 76 са 5 са 3000 ог — 08х18н10т ГОСТ 9940-81
2.
 Mga Kinakailangan sa Teknikal
Mga Kinakailangan sa Teknikal2.1. Этот набор включает в себя первоначальное описание этого метода и его технический регламент, основанный на установке, установленной в соответствии с таблицей 3, в соответствии с составом, соответствующим ГОСТ 5632, с помощью микровода редкоземельного металла.
nilalaman ng asupre в bakal na inilaan para paggawa nga dubo upang maging hinang, na ipinahiwatig sa pagkakasunud-sunod, на хинди соответствует 0,020%.
Ang Mga Tubo Ay Ginawa нг термически напросесо или walang init на paggamot alinsunod са pagkakasunud-sunod.
(Binagong edisyon, изм. N 1, 4).
2.2. Механика с каталожными номерами в таблице 3.
Таблица 3.
бакал на градо | Временное сопротивление, Н/ММ (КГФ/ММ) | Камаг-анак добавочный номер | Плотность, г/см. |
хинди кукулангин | |||
08х17н15м3т. | |||
08х18н10т. | |||
08х18н12б. | |||
08х18н12т. | |||
08x20n14c2. | |||
10х17н13м2т. | |||
12х18н10т. | |||
12х18н12т. | |||



Mga Tala:
1. Para sa pipe na may katumbas o mas mababa sa 8, gawa sa bakal marka 04х18h20, 08x20n14c2, 10x17n13m2t, 08x18n12t, 10x23n18, 08x18n10, 08x18n10t, 08x17n15m3t, 12x18n10t, 12x18n12t, 12x18n9, 17х18н12т, 12х18н9, 17х18Н9, 08х22Н9, 17х18н9, 08х22Н6Т. мм (2 кгс/мм).
2. Сохраняйте мамимили пункт са тубо на гавай са татак бакал 12x18n10t, 12x18n12t, 08x18n10t pagpapasiya нг lakas нг ани.
3. Другие варианты для марки стали 12x18h20T имеют толщину 216,0 Н/мм (22 кгс/мм).
4. Укажите, какие лакасы нужны для того, чтобы выбрать один из следующих уровней: 12x18h22t и 08x18h20T, который необходимо установить, чтобы координировать работу для вас.
(Binagong edisyon, изм. N 1, 2, 3, 4).
2.3. Выдерживает испытания на растяжение при температуре 623 K (350 ° C).
Все права защищены, а также все, что связано с координацией действий для всех.
(Binagong edisyon, изм. N 1, 3).
2.4. В панлабах и панорамах на различных трубах хинди пинапаяган, ravanins, закат, битак. Соединение между собой в местном масштабе, tuloy-tuloy или локальное прохождение, прокладка и калеса, с кондиционированием величины промысла, прохождение или твердая прокладка на хинди, устанавливая диаметр и диаметр, падающий на лампу в пределах своих ограничений. ng minus, at ang lokal na pagtanggal o paggiling — Ang kapal ng pader na lampas sa mga limitasyon ng minus отклонения ipinahwatig Table 2.
Если нет зачистки, так долго, panganib, panganib, бакас ng pagtitiwalag нг шкалы, ай пинапаяган, с кондиционированием на хинди нила dalhin анг капал падер за минус предельные отклонения.
Sa kahilingan ng mamimili, dapat na malinis ang nag-iisang bihag.
(Binagong edisyon, изм. N 2).
2.5. Вы можете найти много, самый лучший из ваших любимых.
2.6. В соответствии с основными требованиями, в том числе в соответствии с требованиями стандарта ГОСТ 3845, содержащими 40% растворов, содержащихся в воде, для градации бакалавра.
Какая-то труба, чтобы составить карту гидравлического масла, которое включает в себя технологическую продукцию.
2.7. On demand ng bakal pipe consumer markang pang 04h28N10, 08h30N14S2, 10X17h23M2T, 08h28N12B, 10h33N18, 08h28N10, 08Cr18Ni10Ti, 08h28N12T, 08h27N15M3T, 12X18h20T, 12h28N12T, 12h28N9, 17h28N9, 08h32N6T dapat mapaglabanan pagyupi upang makakuha ng sa pagitan ng mga distansya ibabaw () mm , киналькула alinsunod са Формула.
номинальная толщина стенки, мм;
— Номинальный диаметр стержня, мм,
или
или 10-процентный стержень с конусностью 30°; Пинапайаган делает это с помощью оправок с углом наклона 6° на 12°.
2.8. Sa kahilingan ng mamimili, na ipinahiwatig sa pagkakasunud-sunod, ang mga tubo na gawa sa bakal ay 10x17n13m2t, 08x17n15m3t, 08x18n10t, 08x18n10, 08x18n10t, 12x18n9, 08x18n12t, 12x18n12t, 08x18n12b ay dapat na lumalaban laban sa intercrystalline corrosion.
2.9. С помощью маммили, трубка контролирует ультразвук. Этот sukat ng Artipisyal na depekto yinatag с помощью pag-координата в tagagawa в вашей семье.
3. Mga Panuntunan ng Pagtanggap
3.1. Музыка из партии. Партии, включающие в себя двойные трубы, такие как диаметр и диаметр, имеют разные уровни качества, а также начальный уровень, и могут быть изменены в соответствии с требованиями, а также в соответствии с требованиями, предъявляемыми к документу по ГОСТ 1069.2, с дополнением: композиция кемикал — Алинсунод в документацию по качеству черной трубы.
Две трубы из партии доступны на хинди более чем на 200 ПК.
3.2. Контролируйте другие, сукат, гидролитическое давление, ультразвуковой контроль на трубе.
3.3. Чтобы контролировать количество партий, выберите номер:
, чтобы получить имя для каждого;
isang pipe — sa pagyupi o pamamahagi;
Далаванг труба — са межкристаллитной коррозии.
С помощью хинди kasiya-siya на получение результатов, хинди баба в том же tagapagpahiwatig, который представляет собой двойное количество каналов, набранных из нескольких партий.
В результате чего паулит-улит на Mga Susulit ay nalalapat в одной партии.
(Binagong edisyon, изм. N 4).
3.4. (Хинди касама, измер. № 4).
4. Мгновенный платеж
4.1. Для контроля качества из нескольких напильников трубы, образец является выводом для каждого шага.
4.2. Инспекция различных труб является исходным кодом.
4.3. Трубы проходят проверку по правилам ГОСТ 7502 ..
4.6. Испытание на растяжение проводится по ГОСТ 10006, ГОСТ 19040 (при температуре 623 К).
Быстрый рывок на 10 мм в течение 1 мин. Пинапайаган это интенсивный в течение нескольких секунд в 40 мм в течение 1 минуты, когда вы делаете все возможное.
Технический каталог содержит самые важные сведения о правилах и технических документах.
Соответствует хинди-коду, полученному в соответствии с требованиями ГОСТ 10006.
(Binagong edition, изм. N 1).
4.7. Подшипник имеет толщину 10 мм по ГОСТ 8694.
(Binagong edisyon, изм. N 1).
4.8. Упаковки для пагьюпи, как известно, в трубах, имеющих толщину 10 мм в соответствии с ГОСТ 8695.
. можно использовать, если вы хотите получить образец из паровой трубы, которая может быть использована в зависимости от того, насколько велики ограничения, связанные с капалом падера, но не выше 0,2 мм из твердого материала, полученного в результате.
4.9. Гидравлическая труба соответствует требованиям ГОСТ 3845, состоящим из запорной трубы 10 сек.
4.9.1. В соответствии с требованиями стандарта гидравлического масла, установленного в соответствии с требованиями стандарта ГОСТ 17410 и нормативами и техническими документами от 01/01/90.
(Ипинакила дин, изм. N 1).
4.10. Ультразвуковой контроль. Согласно ГОСТ 17410 и нормативным и техническим документам.
4.11. Соответствие требованиям, предъявляемым к межкристаллитной коррозии, соответствует требованиям AM или AMU согласно ГОСТ 6032. При возникновении разногласий в отношении результатов, связанных с AM, требуется подтверждение.
По согласованию с другими производителями, в соответствии с требованиями по межкристаллитной коррозии стали 12х18х20Т и 08х18х20Т по методу ПТ согласно ГОСТ 9.914. В случае возникновения разногласий в соответствии с результатами, предусмотренными стандартом AM по ГОСТ 6032.
(Binagong edisyon, изм. N 4).
5. Марка, упаковка, транспортировка и импорт
5.1. Маркировка, упаковка, транспортировка и импорт — по ГОСТ 10692.
Электронный текст документа.
зарегистрирован в АО «Кодекс» и пробурен по номеру:
, официальная редакция
М.: Староинформ, 2007.
ГОСТ Союза ССР.
Пеца нг пангангасива 01.01.83
Упомянутый это налалапат са tuluy-tuloy на mainit на тубо мула са pangkalahatang лайунина на lumalaban са kaagnasan.
(Binagong edisyon, baguhin ang No. 3).
1.1. Пипа всегда вместе с панлабасами на лапах и капал падер с может sukat на tinukoy sa.
1.2. Номер телефона:
размерный размер без метра, но более узкий, с небольшими ограничениями, равными + 15 мм; Координация тагагава с мамами, управление размерной хабы маминой тинукой са пинапаяган;
, более широкий размер, — с небольшим ограничением размеров с допустимым размером в 5 мм и с небольшим ограничением в размере + 15 мм. Минимальная высота марамиханга 300 мм;
limitadong haba — sa loob ng isang sinusukat na may limitasyon sa paglihis kasama ang haba ± 500 мм;
неоторальная длина — от 1,5 до 10 м; Он координирует работу с мамами, устанавливая трубку на 10-метровой махабе Кайсы в течение 10 м.
Диаметр панели, мм | Длина трубы, м, вал, может быть меньше, мм | ||||||||||||||||||||||||||||||
3,5 | 4 | 4,5 | 5 | 5,5 | 6 | 6,5 | 7 | 7,5 | 8 | 8,5 | 9 | 9,5 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 22 | 24 | 25 | 26 | 28 | 30 | 32 | |
57 | Координация tagagawa sa. | ||||||||||||||||||||||||||||||
60 | |||||||||||||||||||||||||||||||
68 | |||||||||||||||||||||||||||||||
73 | |||||||||||||||||||||||||||||||
76 | |||||||||||||||||||||||||||||||
83 | Координация действий потребителей. | ||||||||||||||||||||||||||||||
89 | |||||||||||||||||||||||||||||||
95 | |||||||||||||||||||||||||||||||
102 | |||||||||||||||||||||||||||||||
108 | |||||||||||||||||||||||||||||||
114 | |||||||||||||||||||||||||||||||
121 | |||||||||||||||||||||||||||||||
127 | |||||||||||||||||||||||||||||||
133 | |||||||||||||||||||||||||||||||
140 | |||||||||||||||||||||||||||||||
146 | |||||||||||||||||||||||||||||||
152 | |||||||||||||||||||||||||||||||
159 | Координация действий потребителей. | ||||||||||||||||||||||||||||||
168 | 7 | 6,5 | 6,5 | 6,5 | 6 | 6 | 5,5 | 5,5 | 5 | 4,5 | 4,5 | 4,5 | 3 | 3 | |||||||||||||||||
180 | — | — | — | — | — | — | — | — | — | 8 | 8 | 7,5 | 7,5 | 7 | 7 | 6,5 | 6,5 | 6,5 | 6 | 6 | 5,5 | 5,5 | 5 | 4,5 | 4,5 | 4,5 | 4 | 3,5 | 3,5 | ||
194 | — | — | — | — | — | — | — | — | — | — | — | 8 | 7,5 | 7 | 7 | 6,5 | 6,5 | 6,5 | 6 | 6 | 5,5 | 5,5 | 5 | 4,5 | 4,5 | 4,5 | 4 | 3,5 | 3,5 | ||
219 | — | — | — | — | — | — | — | — | — | — | — | — | — | 8 | 8 | 7,5 | 7,5 | 7 | 6,5 | 6,5 | 5,5 | 5,5 | 5 | 4,5 | 4,5 | 4,5 | 4 | 3,5 | 3,5 | ||
245 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | 8 | 8 | 7,5 | 7 | 7 | 6,5 | 6 | 5,5 | 5 | 4,5 | 5 | 4,5 | 4,5 | — | — | — | — |
273 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | 8 | 8 | 7,5 | 7 | 6,5 | 6 | 5,5 | 5,5 | 5 | 4,5 | — | — | — | — | — | — | — |
325 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | 6,5 | 6 | 5,5 | 5 | 5 | — | — | — | — | — | — | — | — | — | — | — |
Мга Тала:
1. Трубы разных размеров: 08×17, 15×28, 12×17, 10×17, 13 м2, диаметром 219 мм; с размером бакала 08x17n15m3t — с диаметром больше 140 мм, размером 159´
9 мм; типоразмера 10x23n18 — с диаметром больше 168 мм; Есть сорта стали 08x18n12b, 08x22n6t, 08x20n14c2 — с диаметром больше 108 мм.
2. Вы можете узнать, что вам нравится, это самое лучшее, что вы можете сделать с трубкой, которую можно услышать на хинди.
3. Масса 1 м трубы, кг, расчетная формула
,
Сан Д. сущ. — Номинальный диаметр поддона, мм;
с. — Номинальная толщина стенки, мм;
— Плотность металла, г/см 3 , в зависимости от степени бакалавра.
4. Трубы диаметром от 76 до 95 мм и диаметром от 3,5 до 4,0 мм, диаметром от 133 до 152 мм и диаметром от 4,0 до 5,5 мм, диаметром от 76 мм до 76 мм. анг кагамитан.
1.3. Имеются более 15% трубы диаметром 0,75 или 1,5 м из партии труб нейтральной длины.
1.4. Ограничение отклонений в большинстве случаев и в зависимости от того, что вам нужно. 2.
Мга сукат нг мга пипа | Ограничение отклонений в расчетах, % | |
нормальный | матас | |
Ayon sa panlabas с диаметром | ± 1,5 | ± 1,0 |
Часовня, MM: | ||
8 часов мабаба | +20,0 | +12,5 |
-15,0 | -15,0 | |
выше 8 часов 20. | ± 15,0 | +12,5 |
-15,0 | ||
выше 20 сб. | +12,5 | |
-15,0 | ± 12,5 | |
1.5. Овальность имеет большой диаметр трубы для ограничения отклонения.
1.6. Курбада из нескольких разных балансов 1 человек на хинди с номером:
1,5 мм — крышка с диаметром 10 мм;
2 мм — больше, чем 10 штук 20 мм, надеваемых;
4 мм — с крышкой больше, чем 20 мм.
1.7. Дулонная труба обрезана с очень тонкими заусенцами и малинами, фаска не имеет большого диаметра. С помощью большого диаметра труб с каплей, более 5 мм, с фаской для большего размера.
Mga halimbawa ng maginoo na pagtatalaga
Труба имеет диаметр 76 мм, диаметр трубы 5 мм, диаметр кромки, размер 08x18h20T:
Труба 76. ´ 5 — 08х18н10т ГОСТ 9940-81.
Ang parehong, mataas na katumpakan ng pagmamanupaktura (b), maramihang haba (cr) 1500 мм:
Труба 76В. ´
5в. ´
1500кр — 08х18н10т ГОСТ 9940-81.
Размер, размер 3000 мм:
Труба 76. ´ 5 ´ 3000м — 08х18н10т ГОСТ 9940-81.
Парехонг, точный размер упаковки, размер 3000 мм с номером:
Труба 76. ´ 5 ´ 3000 — 08х18н10т ГОСТ 9940-81.
Ang parehong, mataas na katumpakan ng pagmamanupaktura (b), limitadong haba (og) 3000 мм:
Труба 76В. ´ 5в. ´ 3000ого — 08х18н10т ГОСТ 9940-81.
2.1. Тубо есть ginawa alinsunod са начальных значений этого и для технической регламентации на входе в исходный паран, от штампа bakal на tinukoy sa
15х28.
441(45)
17
7,60
15х25т.
441(45)
17
7,60
04х18н10.
441(45)
40
7,90
10х23н18.
491(50)
37
7,95
08х17н15м3т.
510(52)
35
8,10
08х18н10.
510(52)
40
7,90
08х18н10т.
510(52)
40
7,90
08х18н12б.
510(52)
38
7,90
08х18н12т.
510(52)
40
7,95
08x20n14c2.
510(52)
35
7,70
10х17н13м2т.
529(54)
35
8,00
12х18н9.
529(54)
40
7,90
12х18н10т.
529(54)
40
7,90
12х18н12т.
529(54)
40
7,95
17х18н9.
568(58)
40
7,90
08х22н6т.
588(60)
24
7,60
Мга Тала:
1. Para sa mga pipa na may ratio D. сущ. / С. Katumbas o mas mababa sa 8 сталь градо 04х18х20, 08х20н14с2, 10х17н13м2т, 08х18н10, 08х18н10т, 08х18н15м3т, 12х18н9, 17х18н9, 08х22н6т. 2).
2. Сохраняйте мамимили пункт в трубе, чтобы получить больше бакала 12x18n10t, 12x18n12t, 08x18n10t pagpapasiya lakas ng ani.
3. Другие варианты для стали Марка 12×18х20Т имеют толщину 216,0 Н/мм 2 (22 кгс/мм 2).
4. Укажите, какие лаки нужны для того, чтобы выбрать один из следующих уровней: 12x18h22t и 08x18h20T, который необходимо установить, чтобы координировать работу для вас.
(Binagong edisyon, pagbabago. Хинди. 1, 2, 3, 4).
2.3. Выдерживает испытания на растяжение при температуре 623 K (350 ° Мула са).
Все права защищены, а также все, что связано с координацией действий для всех.
(Binagong edisyon, baguhin ang No. 1, 3).
2.4. Са лабас ко. Panloob на другой трубе является хинди последние фотографии, буто-буто, закат, битак. Соединение между собой в местном масштабе, tuloy-tuloy или локальное прохождение, прокладка и калеса, с кондиционированием величины прокладки, прохождение или твердая прокладка на хинди, устанавливающая диаметр и диаметр, падающий на лампу в пределах своих ограничений Минус, а также местные изменения или изменения — Ограничение на лампы, ограничивающие минусовые отклонения в соответствии с.
Если нет зачистки, так долго, panganib, panganib, бакас ng pagtitiwalag нг шкалы, ай пинапаяган, с кондиционированием на хинди нила dalhin анг капал падер за минус предельные отклонения.
Sa kahilingan ng mamimili, dapat na malinis ang nag-iisang bihag.
(Binagong edisyon, baguhin ang No. 2).
2.5. Вы можете найти много, самый лучший из ваших любимых.
2.6. Sa kahilingan mga pipa ng mamimili ay dapat makatiis ng haidrolik presyon P 1. Алинсунод в соответствии с ГОСТ 3845, с максимальным значением, 40% кратности срабатывания, в зависимости от того, какой уровень выше.
Какой-то труба, чтобы составить карту гидравлического масла, включает в себя технологическую продукцию.
2.7. SA Kahilingan NG Pipes Consumer Gawa Sa Bakal Marka 04х18H20, 08x20n14c2, 10x17n13m2t, 08x18n12b, 10x23n18, 08x18n10, 08x18n10t, 08x18n12t, 08x17n15m3t18n10t, 08x18n12t, 08x17n15m3t, 12x18T, 12x18t, 12x18t, 12x18t, 12x18t, 08x18n12t, 08x17n15m3t, 12x18t18n10t, 08x18n12t, 08x17n15m3t., 08x18n10, 17x18n9, 08x22t, 17x18n9, 08x22n6t, идущие в комплекте с дальним расстоянием ( N. ), мм по формуле
по — Номинальная толщина стенки, мм;
D. — Номинальный диаметр лотка, мм,
или диаметр кромки 10% с углом конусности 30° ; Пинапаяган с креплением оправок с угловой лентой 6 на 12 ° .
2.8. С помощью большого количества файлов, предназначенных для загрузки, а также трубок, содержащих бакал 10x17n13m2t, 08x17n15m3t, 08x18n10t, 08x18n10, 08x18n10t, 12x18n9, 08х18н12т, 12х18н12т, 08х18н12б защищены от межкристаллитной коррозии.
2.9. С помощью маммили с помощью ультразвукового контроля. Laki ng Artipisyal na depekto itinatag с помощью pag-координата в tagagawa в вашей семье.
3.1. Музыка из партии. Партии имеет отношение к трубам, которые соединяются между собой в диаметре и диаметре, а также в бакале, который имеет градуировку и в начальной стадии, и в том, что многие из них — являются естественными и наиболее достоверными документами по трубе.
Две партии на хинди имеют более 200 ПК.
3.2. Контролируйте другие, сукат, гидролитическое давление, ультразвуковой контроль на трубе.
3.3. Чтобы контролировать количество партий, выберите номер:
, чтобы получить имя для каждого;
isang pipe — sa pagyupi o pamamahagi;
Далаванг труба — са межкристаллитной коррозии.
С помощью хинди kasiya-siya на основе результатов, хинди баба в том же tagapagpahiwatig, который представляет собой двойное количество каналов, набранных из нескольких партий.
Полученный результат паулит-улит на пагсусулит ай налалапат в одной партии.
(Binagong edisyon, baguhin ang No. 4)
3.4. Касама хинди (багухин номер 4)
4.1. Для контроля качества из нескольких напильников трубы, образец является выводом для каждого шага.
4.2. Инспекция различных труб является исходным кодом.
4.3. Эта труба имеет рулетку, соответствующую ГОСТ 7502.9.0003
(Binagong edisyon, baguhin ang No. 4)
4.4. Курбад из труб включает в себя калибровку по ГОСТ 8026 и проверку документации по нормативным документам.
(Binagong edisyon, baguhin ang No. 3, 4).
4.5. Трубка диаметра и овальности с киноконтролем изготовлена микрометром типа МК по ГОСТ 6507, пластинчатым кронштейном по ГОСТ 18360, ГОСТ 18365.0003
(Binagong edisyon, baguhin ang No. 4)
4.6. Испытание на растяжение проводится по ГОСТ 10006, ГОСТ 19040 (при температуре 623 К).
Быстрый рывок на 10 мм в течение 1 мин. Пинапайаган это интенсивный в течение нескольких секунд в 40 мм в течение 1 минуты, когда вы делаете все возможное.
Технический каталог содержит самые важные сведения о правилах и технических документах.
Соответствует хинди правилам, полученным в соответствии с требованиями ГОСТ 10006.
(Большое издание, ошибка № 1).
4.7. Подтвержденный в соответствии с ГОСТ 8694.
(Большой выпуск, пакет № 1).
4.8. Подшипники для труб, изготовленных из труб с высокой толщиной 10 мм по ГОСТ 8695.
Капага накита это са pipi нг mga maliliit на depekto, на kinahinatnan нг panlabas на depekto на pinapayagan nang walang pagtanggal, представляет собой образец образца из parehong pipe, который может быть paunang pagtanggal ngsa labaw hanggang Ограничения, связанные с более низким капалом, имеют более высокие хинди на 0,2 мм в большом количестве, но не имеют значения.
4.9. Гидравлический затвор соответствует требованиям ГОСТ 3845 с использованием трубных затворов по стандарту 10C.
4.9.1. В соответствии с требованиями стандарта гидравлического масла, установленного в соответствии с требованиями стандарта ГОСТ 17410 и нормативами и техническими документами от 01/01/90.
(Ипинакилала дин, изм. хинди. 1).
4.10. Ультразвуковой контроль соответствует ГОСТ 17410 и нормативно-технической документации.
4.11. В соответствии с нормами межкристаллитной коррозии, основанными на AM или AMU согласно ГОСТ 6032. В соответствии с требованиями, предъявляемыми к результатам, проверяемыми на основе AM паран.
В соответствии с требованиями, предъявляемыми к основным материалам, обеспечивающим межкристаллитную коррозию стали 12х18н10т и 08х18н10т, а также в соответствии с параметрами ПТ ГОСТ 9.914. В случае возникновения разногласий, связанных с рассмотрением результатов, в соответствии с требованиями AM по ГОСТ 6032.
(Binagong edition, baguhin ang No. 4)
5.1. Марка, упаковка, транспортировка и импорт — по ГОСТ 10692.
Детали Импорта
1. Динисенйо и ипинасок Министерство черной металлургии СССР.
Мга проявитель
В.п. Сокуренко. (упаковка), L.G. Ковалева, В.Н. Ровно, г.а. Gorovenko
2. Naaprubahan в Ipinakilala Resolusyon ng Государственный комитет СССР SA MGA Pamantayan NG 20,07,81 № 3445
3 3 ANG DALAS NG PAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -VAG -6000 нг ГОСТ 9940-72.
5. Справочная нормативно-техническая документация.
6. Продление срока действия протокола Консехонг Межгосударственный стандарт, метрология и сертификация (IUS 2-93)
7. Печать нескольких сообщений № 1, 2, 3 ,4, na naaprubahan noong Hunyo 1987, Hunyo 1988, Agosto 1988, Abril 2001. (Ius 11-87, 9-88, 12-88, 7-2001)
Шифровая технология сварки.
Требования безопасности и окружающей среды Technical Committee on Standardization
«Pipe fittings and bellows»
(TK 259)
Closed joint-stock company
«Scientific and Production Company
«Central Design Bureau of Armat Grouting»
Standard ЦКба
Предисловие
1 Разработан ЗАО «Научно-производственная фирма «Центральное конструкторское бюро Армат Граунд» (ЗАО НПФ «Цкба»).
2 утвержден и введен в действие приказом от 27 сентября 2007 г. № 53.
3 Согласен:
Технический комитет по стандартизации «Трубопроводная арматура и трубопроводы» (ТК 259).
Стандарт ЦКба
Стандарт распространяется на арматуру трубопроводов Ру до 20,0 МПа (200 кгс/см 2 ) и Ду от 10 до 1600 мм и устанавливает конструктивные элементы Разделка кромок, требования к подготовке кромок, требования к контролю кромок для приварки литых деталей, методы контроля и оценки дефектов, а также основные технологические мероприятия по приварке арматуры трубопровода к трубопроводу и переходников (мотков) к арматуре и трубопроводу.
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты и нормативные документы:
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 9941-81 Трубы бесшовные холодно- и термически деформированные из коррозионно-стойкой стали. Технические условия
СТ Цкба 025-2006 Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ТУ 14-3-197-89 Трубы бесшовные из коррозионностойких марок стали с высоким качеством поверхности
ТУ 14-3-1573-96 Трубы стальные электросварные диаметром 530 — 1020 мм с толщиной стенки до 32 мм для магистральных газопроводов, нефтепроводов и нефтепродуктов
ТУ 14-3-1698- 2000 Трубы стальные электросварные Тариф прямые
ТУ 14-3-1973-98 Трубы стальные электросварные из низколегированной стали с наружным покрытием для строительства магистральных нефтепроводов
ТУ У27.2-001-010:2005 Стальные электросварные трубы расширенные D 1067 и 1220 мм из стали классов К56 и К60 для магистрального трубопровода Восточная Сибирь — Тихий океан.
3 Конструктивные кромочные режущие элементы
3.1 Конструктивные элементы режущих кромок патрубков, ответных фланцев трубопроводной арматуры, переходников приведены в таблице 1.
Таблица 1
Символ | Конструктивные элементы приварной арматуры трубопровода | Толщина стенки арматуры s, мм | Дополнительные инструкции |
До версии 2.0 включительно. | До 5 мм включительно возможна калибровка (разводка) концов трубопровода | ||
Св. 2.0 на 3.0 вкл. | |||
Применяется по согласованию с заказчиком | |||
До 15 шт. | Наружный и внутренний диаметры арматуры соответствуют диаметрам трубопровода | ||
До 15 шт. в комплекте. | Если внутренний диаметр арматуры отличается от диаметра трубопровода, то производят расточку по внутреннему диаметру. Остальные элементы нарезки на С6 | ||
Если внутренний диаметр арматуры отличается от диаметра трубопровода, то расточку производят по внутреннему диаметру | |||
До 15 шт. в комплекте. | Если внутренний диаметр арматуры отличается от диаметра трубопровода, то расточку производят как по внутреннему, так и по наружному диаметру | ||
Примечания: 1 А — размер для крепления трубы или переходного кольца, мм; S — толщина стенки трубопровода; C — ширина кольца матового; B – высота фаски. 2 В = 9 мм на 15 22. 3 С = (1,8 ± 0,8) мм 4 При применении кулачковых колец по п.3.3 высечки необходимо доработать в соответствии с рисунками 1 и 2. | |||
3.2 Обрезка кромок арматуры, переходников (мотков) для приварки к трубопроводу определяется заказчиком и аналогична разделке трубопровода. В приложении А указаны стандарты на трубы, допускаются другие стандарты. При этом заказчик должен указать размер труб — максимальный и минимальный внутренний диаметр и толщину стенки или полученный диаметр расточки ( Д П. ). При отсутствии вышеперечисленных данных диаметр расточки ( D п. ) рекомендуется определять по формуле:
D р = (D + 1,6) мм. ,
где Д. — Максимальный внутренний диаметр трубы на НД для подачи.
3.3 Приварку арматуры с трубопроводом и переходниками (змеевиками) можно производить для всех указанных в таблице 1 сварных соединений без подкладочных колец «на весу» или на остальных подкладочных кольцах как на цилиндрических, так и на конических, если нет специальных указаний Заказчика о недопустимости их Заявок, отсутствии ограничений по носителю или другим признакам.
Материал кольца подкладки должен соответствовать материалу трубопровода или марки материала конца присоединяемой арматуры или переходника (змеевика).
При сварке из сталей перлитного класса разных марок заправочное кольцо изготавливают из менее легированной стали.
3.4 Длина адаптера (змеевик) л. В зависимости от наружного диаметра арматуры (D 0) (рисунок 3):
При D 0 > 100 мм л. ? 100 мм
При d 0? 100 мм л. не менее d 0 с учетом наличия контроля ультразвуковым методом и рентгенографическим.
Другие размеры допускаются по указанию заказчика или исходя из конструктивной необходимости.
Рисунок 3.
3.5 Допускается смещение внутренних кромок трубы арматуры и труб при сборке сваркой по таблице 2.
таблица 2
, имеет место разводка или растачивание трубы под углом (10±30)°С или врезкой штуцера, фланца и т.п., т.е. ответные детали.
3.6 Если номинальная толщина стенки концов арматуры по наружному диаметру превышает не более чем на 30 % толщину стенки трубопровода и не превышает 5 мм, допускается применение сварных соединений без утонения стенки арматуры, а наклон поверхности шва должен обеспечивать плавный переход от арматуры к трубопроводу.
3.7 Разность толщин свариваемых деталей сверх значений, указанных в п. 3.6 настоящего стандарта (п. 3.6 не распространяется на разделку С10, С11 — см. табл. 1), по окончании разделки Арматура, имеющая большую толщину по наружному диаметру, должна быть изготовлена с расчетной толщиной, как указано на рисунке 4.9.0003
Рисунок 4.
3.8 При сварке арматуры с трубопроводом из штампов разнородной стали необходимо предусмотреть на заводе проектор для приварки переходников к арматуре из стали трубопроводной или стали той же класс, который приваривается к трубопроводу без подогрева и последующей термической обработки.
Допускается по согласованию с потребителем не приваривать переходники.
3.9 По требованию заказчика допускаются другие огранки с соблюдением требований настоящего стандарта.
4 Технические требования
4.1 Подготовку кромок труб, фланцев под приварку арматуры к трубопроводу из поковок, штамповок, труб, сортового проката и литья следует производить механическим способом. При этом внутреннюю и наружную поверхность необходимо обрабатывать механически обрабатываемым или зачищенным чистым металлом с шероховатостью не более R a = 12,5 на ширине не менее 20 мм от границы кромки разделки или на другую чистоту поверхности по НД на конкретно указанные методы контроля.
Радиографический контроль кромок отливок следует производить после механической обработки или зачистки отливкой (шероховатость поверхности должна соответствовать требованиям чертежа) перед разделкой кромки под сварку или после разделки компенсационными кольцами или планками.
4.2 Кромки литых деталей, привариваемых к трубопроводу, на линии L от конца кромки по всему периметру (см. рисунок 5) перед сваркой должны быть проконтролированы по п. 13.2 СТС 025 и указаны в компакт-диск, из числа перечисленных ниже:
Визуально-измерительный контроль, который осуществляется невооруженным глазом, а в сомнительных случаях с использованием лупы от четырехкратного до семикратного увеличения;
Капиллярный контроль;
Радиографический контроль;
Ультразвуковая дефектоскопия.
При этом необходимо предусмотреть величину близлежащей зоны рентгенографического контроля, которая указывается по ГОСТ 7512 п. 5.7. и составляет с толщиной свариваемых кромок:
а) до 5 мм — не менее 5 мм;
б) свыше 5 мм до 20 мм — не менее толщины свариваемых кромок;
в) свыше 20 мм — не менее 20 мм.
Уменьшение значения L допускается, если прямой участок имеет ограниченную длину или по другим причинам.
Рисунок 5.
4.3 Дефекты, выявленные в кромках под сварку с визуальным контролем, капиллярной дефектоскопией, радиографическим контролем, ультразвуковой дефектоскопией на участке шириной L. не должны превышать нормы ССВА 025.
Оценка дефектов может производиться в соответствии с другими НД или другими стандартами, указанными в компакт-диске.
4.4 Обязателен визуальный контроль. При визуальном контроле дефекты не допускаются.
4.5 Капиллярный контроль кромок литых деталей проводят по III классу РД 5п. 9537 или ГОСТ 18442.
Дефекты не допускаются.
4.6 при давлении выше 6,3 МПа (63 кгс/см 2 ) при отличии условий работы от указанных в п. 13.2 СТС 025 или по указанию КД металл на участке Л (рисунок 4) должен быть контроль рентгенологическим или ультразвуковым (узким) методами Контроль.
4.7 с радиографическим контролем, при отсутствии указания в КД дефекты допускаются до VII класса дефектности по ГОСТ 23055. отсутствуют указания в КД, должны удовлетворять следующим показателям:
Дефектам подлежат дефекты с эквивалентной площадью S 0 = 30 мм 2 ;
Дефекты S 1 > 60 мм 2 не допускаются;
Общее количество дефектов на участке длиной 100 мм не должно превышать:
Для стен толщиной 20 — 25 мм — 3 шт.;
26 — 34 мм — 4 шт.;
35 — 65 мм — 5 шт.
с минимальным условным расстоянием между дефектами 10 мм.
Протяженные дефекты условной длиной, превышающей длину контрольного отражателя S 1 = 60 мм 2 , не допускаются.
4.9 Результаты рентгенографического и ультразвукового контроля с указанием размеров и расположения дефектов должны быть указаны в документации, передаваемой заказчику, и при оценке качества сварного соединения не учитываются.
4.10 Недопустимые дефекты, выявленные при контроле металла отливки методом Л (рисунок 4) по КД, необходимо устранить и произвести сварку согласно технологической документации (инструкция, типовой процесс и т.п.).
4.11 При обнаружении трещин для определения полноты их удаления отбор под сварку рекомендуется подвергать капиллярному контролю или магнитоэлектрической дефектоскопии, либо локальному травлению 15% раствором азотной кислоты в спирте.
4.12 В случае большого объема исправления дефектов кромок литой арматуры проектировщик со специалистами по литью и сварке изготовителя арматуры принимает решение о целесообразности применения переходников ( из трубного, сортового проката и др.) из стали одинаковой (или класса) марки 4 Трубопроводная сталь, либо по наплавке кромок, либо другим способом, обеспечивающим качество привариваемого к трубопроводу металла.
5 Основные технологические инструкции по приварке арматуры к трубопроводу, переходникам (моткам) к арматуре и к трубопроводу
5.1 Приварку арматуры к переходникам (змеевикам) в заводских условиях, а также контроль качества сварных соединений следует производить по ССВА 025.
По требованию заказчика на переходники и их приварку к трубопроводам, другим конструкционным и Можно использовать сварочные материалы, не указанные в CCBA 025. При этом технология сварки и контроль качества выполняются по ССВА 025 с дополнительными требованиями заказчика или по НД заказчика.
Для магистральных нефтепроводов сварку производят по РД 08.00-60.30.00-КТН-050-1.
5.2 При приварке арматуры к трубопроводу необходимо предохранять от нагрева, если это указано в кД, внутренние детали с учетом температуры их эксплуатации.
Для этого необходимо примыкающую к шву зону (или контролируемую зону) со стороны арматуры закрыть мокрым шишкой или мокрым асбестом (постоянно охлаждая их в холодную воду), сухими медными радиаторами или сухим льдом или другими способами, и производить сварку с охлаждением каждого ролика (после каждого прохода) до охлаждения металла в зоне восстановления сварки не выше 100°С. Кроме того, необходимо контролировать температуру нагрева в контролируемом зона, точки измерения температуры устанавливаются на PDD.
5.3 При сварке фитингов с трубопроводом или фитингов с переходниками или переходников с трубопроводом в случае необходимости зачистки концов разделки на внутренней и наружной поверхностях либо разделки разделки, либо зачистки корня шва при приварке переходника и т. д. Необходимо защитить внутреннюю поверхность арматуры от попадания граф, пыли и других загрязнений.
Приложение А.
(Справочник)
Таблица А.1 – Перечень стандартов для труб
| сталь марки | Диаметр (D) и толщина (S), мм | |||
13ГС, 13ГСУ, 12ГСБ, 09ГСФ, 10ГНБ | S от 10 до 16 | |||
Трубы стальные электросварные | ||||
ГОСТ Р52079-2003 | Не указывается | К34, К38, К42, К48, К50, К52, К54, К55, К56, К60 | Д от 114 до 1420 S от 3 до 40 | |
Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктов на Т от 50 до — 60°С | ||||
с т/с в | ||||
27. | -010:2005Не указывается | |||
Трубы стальные электрические раскрученные D 1067 и 1220 мм из стали классов К56 и К60 для магистрального трубопровода «Восточная Сибирь — Тихий океан» | С 11 по 27 | |||
17g1c, 10g2fb, 20 | К56, К60, С70 | Д 530, 630, 720, 820, 1020, 1120 | ||
Трубы стальные электросварные спиральшотошовные из низколегированной стали с наружным покрытием для строительства магистральных нефтепроводов | ||||
S с 7 до 14 | ||||
12G2C, 09G2C и т. д. | К50, К52, К54, К55, К56, К60 | |||
Трубы стальные электросварные прямошовные диаметром 530 — 1020 мм с толщиной стенки до 32 мм для магистральных газопроводов, нефтепроводов и нефтепродуктов. | ||||
ГОСТ 9941-81 | 12х18н10т, 08х18н10т, 10х17н13м2т | По требованию потребителя | ||
Трубы бесшовные холодного и теплого формования из коррозионностойкой стали. Технические условия | S от 0,2 до 22 | |||
ТУ 14-3-197-89 | ||||
Трубы бесшовные из коррозионностойкой стали марки с высоким качеством поверхности | S от 6 до 12 |
Регистрационный лист изменений
Документ:
СТ ЦКБА 025-2006
Наименование:
Сварка и контроль качества сварных соединений. Технические требования
Аннотация (область применения):
Настоящий стандарт распространяется на сварные узлы и конструкции трубопроводной арматуры из сталей и железопоникелевых сплавов:
— опасные производственные объекты, поднадзорные Ростехнадзору;
— приказы Минобороны РФ;
— используемые в технологических процессах объектов использования атомной энергии (ОИАЭ) и/или размещаемые и эксплуатируемые на их территории, не отнесенные к первому, второму или третьему классу безопасности общими положениями, обеспечивающими безопасность соответствующего ОИАЭ;
— общепромышленного назначения, работающих в различных промышленных условиях.
разработан с учетом требований ПБ 03-576-03, ПБ-03-585-03, ПБ 10-574-03, ПБ 10-573-03, ПБ 03-273-99, РД 03-613-03, РД 03-614-03, РД 03-615-03, НП-044-03, НП-045-03, НП-046-03.
Стандарт устанавливает основные требования к подготовке кромок под сварку, сборку, сварку и термическую обработку сварных соединений, а также устанавливает методы, объем контроля и норму оценки качества сварных соединений при проектировании, изготовлении и ремонт сварных соединений трубопроводов.
В данном стандарте используются ссылки на следующие нормативные документы:
ГОСТ 2.312-72 ECCD. Условные изображения и обозначения сварных соединений
ГОСТ 2.314-68 Обозначения на чертежах по маркировке и клеймению изделий
ГОСТ 380-94 Сталь углеродистая суставная качественная. Марки
ГОСТ 535-88 Прокат сортовой и фасонный из углеродистой качественной стали. Общие технические условия
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающих заводов и нефтехимической промышленности. Технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой высококачественной конструкционной стали. Общие технические условия
ГОСТ 1577-93 Прокат толстостенный и широкополосный универсальный из конструкционной высококачественной стали. Технические условия
ГОСТ 2246-80 Проволока сварочная стальная
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5264-80 Швы сварных соединений. Ручная дуговая сварка. Основные типы, конструктивные элементы и размеры
ГОСТ 5520-79 Сталь матовая углеродистая низколегированная для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие жаростойкие и жаропрочные. Марки
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионно-стойкая, жаропрочная и жаропрочная. Технические условия
ГОСТ 6032-2003 Стали и сплавы коррозионностойкие. Методы испытаний на стойкость против межкристаллитной коррозии
ГОСТ 6996-66 Соединения сварные. Методы определения механических свойств
ГОСТ 7350-77 Сталь толстолистная коррозионно-стойкая, жаропрочная и жаропрочная. Технические условия
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 углекислый газ газообразный и жидкий. Технические условия
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Технические условия
ГОСТ 8713-79 Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы, конструктивные элементы и размеры
ГОСТ 8731-74 Трубы стальные бесшовные горячефокусные. Технические требования
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9466-75 Электроды покрытые металлом для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования
ГОСТ 9467-75 Электроды покрытые металлом для ручной дуговой сварки конструкционных и жаропрочных сталей
ГОСТ 10052-75 Электроды покрытые металлом для ручной дуговой сварки высоколегированных сталей со специальными свойствами
ГОСТ 10157- 79 Аргон Газообразный и жидкий. Технические условия
Сплавы прецизионные ГОСТ 10994-74. Марки
ГОСТ 11036-75 Сталь сортовая электротехническая нелегированная. Технические условия
ГОСТ 11533-75 Сварка дуговая автоматическая и полуавтоматическая под флюсом. Соединения сваривают под острыми и тупыми углами. Основные виды. Конструктивные элементы и размеры
ГОСТ 11534-75 Сварка дуговая ручная. Соединения сваривают под острыми и тупыми углами. Основные виды. Конструктивные элементы и размеры
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14771-76 Дуговая сварка в среде защитных газов. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Ультразвуковые методы
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19281-89 Прокат стальной повышенной прочности. Общие технические условия
ГОСТ 20072-74 Сталь жаропрочная. Технические условия
ГОСТ 23055-78 Классификация сварных соединений по результатам радиографического контроля
ГОСТ 24297-87 Входной контроль Изделие
ГОСТ 24982-81 Прокат листовой из коррозионно-стойких, жаропрочных и жаропрочных сплавов. Технические условия
ГОСТ 25054-81 Поковки из коррозионностойких сталей и сплавов. Общие технические условия
ОСТ 5Р.0170-81 Контроль неразрушающий. Металлические конструкции. Методы контроля газа и жидкости
ОСТ 5.9224-75 Электроды покрытые металлом для дуговой сварки и наплавки
ОСТ 5Р.9370-81 Электроды покрытые металлом марок ЭА-400/10У, ЭА-400/10Т, ЭА-898/21Б, ЭА-400/13, ЭА-902/14, ЗИО-8 для дуговой сварки
Окт Б5П. 9374-81 Электроды покрытые металлом марок ЭА-112/15, ЭА-395/9, ЭА-606/11 , ЭА-981/15 и ЭА-48М/22 для ручной дуговой сварки
ОСТ 5.9768-89 Контроль неразрушающий. Соединения сварные. Ультразвуковой метод
ОСТ 108.030.113-87 Поковки из углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных электростанций. Технические условия
ПБ 03-273-99 Правила аттестации сварщиков и специалистов по сварке
ПБ 03-440-02 Правила аттестации персонала в области неразрушающего контроля
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
ПБ 03-585-03 Правила устройства и безопасной эксплуатации технологических трубопроводов
ПБ 10-573-03 Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды
ПБ 10-574-03 Правила устройства и безопасной эксплуатации паровых и водогрейных котлов
ПНАЭ Г-7-030-91 Ультразвуковой контроль. Контроль сварных соединений и наплавки
НП-044-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением для объектов атомной энергетики
НП-045-03 Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды для использования атомной энергии
НП-046-03 Правила для устройство и безопасная эксплуатация паровых и водогрейных котлов объектов использования атомной энергии
РД 03-444-02 Положение о порядке подготовки и аттестации работников организаций, осуществляющих деятельность в области промышленной безопасности Опасные производственные объекты, подконтрольные Госгортхнадзору России
РД 03-495-02 Технологический регламент Аттестация сварщиков и специалистов по сварке
РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств опасных производственных объектов
РД 03- 614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств опасных производственных объектов
РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 5п. 9537-80 Неразрушающий контроль. Полуфабрикаты и металлоконструкции. Капиллярные методы и средства контроля качества поверхности
СТС Цкба 005.1-2003 Арматура трубопроводная. Металлы, используемые в армировании. Часть 1. Основные требования к выбору материалов
СТС ЦКБА 014-2004 Арматура трубопроводная. Стальные отливки. Общие технические условия
СТС Цкба 016-2005 Арматура трубопроводная. Термическая обработка деталей, заготовок и сварных узлов трубопроводной арматуры из высоколегированных сталей, коррозионностойких и жаропрочных сплавов
ТУ 5.965-111-87-85 Марки ЭА-855/51 и ЭА-582/23 и ЭА-582/23. Технические условия
ТУ 14-1-88-79 Сталь сортовая коррозионностойкая марок х32н8 (ЭП263), х32н8-ВД (ЭП263ВД)
ТУ 14-1-272-74 Прутки и полосы из жаропрочных сплавов марок ХН35В (ЭИ 612), ХН35КВ (ЭИ 612К), ХН75ТБУ (ЭИ 869)
ТУ 14-1-286-72 Стержни из жаропрочного сплава ХН60В (ЭИ 868)
ТУ 14-1-463-72 Стержни стальные марка 09х16Н4Б-Ш (ЭП 56-ш)
ТУ 14-1-952-74 Сталь Вортерн Коррозионностойкая Марка 07х21г7
ТУ 14-1-1141-74 сталь сортовая коррозионностойкая марка 07х21г7ан5
ТУ 14-1-1541-73 Сталь коррозионностойкая углеродистая стойкая сажа 03х17н14м3 (ЭИ66), 03х23н6 (ЭИ68), 03х22н6м2 (ЭИ67)
ТУ 14-1-1554-75 сталь сортовая коррозионно-стойкая марок 03х23Н6 (ЭИ68) и 03х22н6м2 (ЭИ67)
ТУ 14-1-1665-76 Прутки сортовые из сплава марки ХН25В-ВД (ЭИ612-ВД)
ТУ 14-1 -1880-76 Проволока стальная сварочная марок СВ-06Х15Н35Г7М6Б (ЭП582). Технические условия
ТУ 14-1-2143-77 Проволока стальная сварочная марок СВ-03Х15Н35Г7Н6Б (ЭП855). Технические условия
ТУ 14-1-2260-77 Прутки из коррозионностойкого сплава Х70МВФ-ВИ (ЭП 814-W)
ТУ 14-1-2864-80 Сталь толстолистовая горячекатаная коррозионно-стойкая марок 03х23н6 и 03х22н6м2
ТУ 14- 1-2674-79 Сталь сортовая из стали марок 08х18х20Т-ВД (ЭП 914-ВД), 10х18н10т-ВД (ЭП 502-ВД)
ТУ 14-1-2878-80 Лист тонкий из сплава Х65М-З (ЭП 982-ВД) В)
ТУ 14-1-3018-80 Фигуры из стали марки 09х16Н4Б-Ш (ЭП 56-ш)
ТУ 14-1-3239-81 Стержни из коррозионно-стойкого сплава ХН65МВ (ЭИ 567)
ТУ 14-1-3570-83 Стали кованые коррозионностойкие марок 07х16н4б и 07х16н4б-ш
ТУ 14-1-3573-83 Прутки из коррозионностойких сталей марок 07х16н4б и 07х16н4б-ш
ТУ 14-1-3581-83 Стержни из стали марок 12х18н9т-ВД, 12х18н10т-ВД, 08х18х20Т-ВД
ТУ 14-1-3587-83 СВЕТОДИОД ПОЛНЫЙ ИЗ ХН65МВА (ЭП 760)
ТУ 14-1-4296-87 листы толстостенные горячекатаные из проката -стойкие и жаропрочные стали и сплавы
ТУ 14-1-4300-87 лист толщиной из стали марки 09х16Н4Б-Ш
ТУ 14-1-4684-89Светодиод Толстый из коррозионностойкого сплава Х70МВФ-ВИ (ЭП 814-W)
ТУ 14-1-4719-89 Лист толстый из сплава Х65М-ВИ (ЭП 982-W)
ТУ 14-3-460-75 Трубы стальные бесшовные для паровых котлов и трубопроводов
ТУ 14-4-715-75 Электроды марки ОЗЛ-17У
ТУ 14-134-380-2000 Стержни из сплава ХН65МВА-ВЭ (ЭП 760-В)
ТУ 26-02- 19-75 Отливки стальные для оборудования аппаратуры и нефтехимических производств
ТУ 108-11-216-77 Заготовка из нержавеющей стали аустенитного класса
ТУ 108. 11.937-87 Заготовка из стали марки 10х18н9, 10х18н9-ВД, 10х18Н9-ш
5.6. Кромки литых деталей подлежат сварке по ширине L. С торца кромки (см. рис. 1) перед сваркой необходимо контролировать, способы, указанные в КД, из числа перечисленных ниже:
Визуально-измерительные контроль, который осуществляется невооруженным глазом, а в сомнительных случаях с помощью лупы от четырехкратного до семикратного увеличения;
Капиллярный контроль; рентгенографический контроль.
Рис. 1 – Литая кромка
6.1.2 Сварочные материалы, применяемые для сварки узлов и конструкций арматуры стальных трубопроводов опасных производственных объектов, поднадзорных Ростехнадзору, должны быть аттестованы в соответствии с требованиями РД 03-613-03.
6.1.3 Сварочные материалы, применяемые при изготовлении и ремонте арматуры, должны соответствовать требованиям соответствующих стандартов или тому и иметь сертификат.
6.2.4 Входной контроль качества сварочных материалов включает проверку сопроводительной документации, проверку упаковки и состояния сварочных материалов, контроль металла шва.
6.3.4. После фиксации электроды и флюсы следует хранить в сушильных шкафах при температуре от 60°С до 100°С или в герметичной таре. При соблюдении указанных условий хранения применение прокаленных электродов и флюсов не ограничивается. Допускается хранение прокаленных электродов и флюсов в специальных складских помещениях при температуре воздуха не ниже 15°С при относительной его влажности не более 50%. При этом применение электродов и флюсов ограничено и должно соответствовать сроку, указанному в таблицах 2 и 3.
| Электроды, тип по ГОСТ, ТУ (рекомендуемые марки) | Температура трекера, °С | Время выдержки, ч | Срок годности при условии хранения в складских помещениях, сут |
| Э42, Э42А, Э46, Э46А ГОСТ 9467 (Вони-13/45, Вони-13/45а) * Э50А ГОСТ 9467 (Вони-13/55) Э-09Х1МФ ГОСТ 9467 (ТМЛ-3У, ТСЛ-29, ТСЛ-20 ) | 380 — 420 | ||
| 200 — 250 | |||
| Э-10х25н13г2 ГОСТ 10052 (ОЗЛ-6, ЗИО-8) Э-10х15Н25м6Аг2Гуд 10052 (ЭА-395/9) | 200 — 250 | ||
| Ан-348а, ОСТС-45, Ан-32, Ан-26С, Ан-26 | 380 — 420 |
Электрод Blac может изготавливаться не более трех раз по , не считая прокаливания с их изготовлением, после которого электроды варятся. Количество флюсовых барьеров не ограничено.
6.3.6 Электроды должны быть изготовлены сварщиками в количестве, необходимом для одной работы. Неиспользованные электроды возвращаются.
6.2.4.1. Для качества качества газозащиты Аргона сварщик должен выполнить накатку (без добавки) на пластину или отрезок трубы из стали 08х18Н10Т, 12х18Н9Т или 12х18Н10Т. При хорошей защите дуга горит спокойно, поверхность выполненного валика светлая или цвета страсти без налета.
11.3.4. В качестве неразрешающего электрода следует использовать стержни из лантанизированного или иттрированного вольфрама. Допускается применять стержни из чистого вольфрама.
6.4.2. Электроды установлены на станке с обоих концов под углом, длина заточки L. , равный 2-3 диаметрам электрода ( Д. ).
8.1.1. К сварочным работам При изготовлении и ремонте арматуры стальных труб сварщики с аттестацией I уровня могут проходить профессиональную подготовку В соответствии с ПБ 03-273-99 и имея аттестат аттестата, в котором указывается, как сварщик (способ сварки, наименование продукции , стальная группа, положение шва в пространстве к каким видам работ применяется.
9.2. Подготовка кромок и поверхностей под сварку должна производиться механическим способом.
Допускается подготовку кромок деталей из необработанной стали класса перлита производить газовой резкой с обязательной последующей зачисткой кромок до чистого металла, т.е. до полного удаления следов резки. Подготовку кромок деталей из сталей аустенитного класса допускается производить плазменной, воздушно-дуговой или газофлюсовой резкой с последующей механической обработкой или зачисткой наждачным кругом до полного удаления следов резания на глубину не менее 1 мм. .
9.6. Правильность подготовки кромок под сварку должен контролировать ОТБ.
10.4. При сборке под автоматную сварку непосредственно перед сваркой следует контролировать снаружи и внутри качество зачистки и обезжиривания подготовленных к сварке кромок и примыкающего к ним основного металла на ширину не менее 20 мм.
10.7. Метки должны выполняться сварщиками на сварных соединениях, на которых изготавливается отвод.
10.9. На практике допускается выполнение аргонно-дуговым способом независимо от способа выполнения сварных швов с применением сварочных материалов в соответствии с настоящим стандартом.
10.13. Собранный узел подлежит приемке службой ОТВ. Результаты приемки должны быть зарегистрированы в журнале сварки.
11.1.8. Зажигание дуги необходимо производить в разделке шва или на ранее наплавленном металле.
11.1.11. Сварку угловых швов, к которым на чертеже предъявляются требования герметичности, следует выполнять не менее чем в два слоя.
11.1.17. Клейма сварщиков следует ставить с внешней стороны сварных соединений на расстоянии от 30 до 50 мм от кромки прироста шва.
11.2.4. Сварку узлов арматуры из высоколегированных сталей аустенитного класса необходимо производить без перегрева узкими роликами (не более трех диаметров электродов). Каждое последующее прохождение шва проводят после охлаждения предыдущего до температуры не выше 100°С, а при нормативном содержании ферритной фазы допускается до 250°С.
11.3.7. Для обеспечения качественной защиты вылет вольфрамового электрода из форсуночной горелки не должен превышать 15 мм.
11.3.11. Сварку следует производить узкими валиками так, чтобы ширина ванны не превышала внутреннего диаметра сопла горелки. По окончании сварки подача аргона в горелку не должна прекращаться до потемнения сварочной ванны и вольфрамового электрода
11.4.2. Сварку следует выполнять на постоянном токе обратной полярности с использованием источника питания с жесткой или взвешивающей внешней характеристикой.
Для автоматической сварки: аргон (92 — 95)%, кислород — остальное, или аргон (85 — 92)%, СО2 — остальное;
Смешивание газов может производиться мешалками любых типов. Дозировку в процессе смешения газов следует контролировать ротаметром. Допускается использование готовых газовых смесей в баллонах.
11.3.11 Сварку производить узкими валками так, чтобы ширина ванны не превышала внутреннего диаметра сопла горелки. По окончании сварки подача аргона в горелку не должна прекращаться до потемнения сварочной ванны и вольфрамового электрода.
11.4.2 Сварку следует выполнять на постоянном токе обратной полярности с использованием источника питания с жесткой или взвешивающей внешней характеристикой.
Для АФ: Аргон (92 — 95)%, кислород — остальное, или аргон (85 — 92)%, углекислый газ — остальное;
Для механизированной сварки: Аргон (75 — 85)%, углекислый газ остальное.
11.7.3. При сварке деталей аустенитного класса с деталями из несоставной стали перлитного класса толщиной более 10 мм на свариваемых деталях выполняют однослойную формовку из стали перлитного класса. Толщина наплавки должна быть равна (6±2) мм для ручной электродуговой сварки и (9± 2) мм при автоматической и механизированной сварке под флюсом.
11.7.4. При сварке деталей из сталей аустенитного класса с деталями из стержневой стали пеллитного класса толщиной более 6 мм детали из стали перлитного класса выполняют кромками из стали марки перлита (9 ± 2) мм при толщине первого слоя (3 ± 1) мм.
12.3. При наличии твердых износостойких наплавок (Стеллит, ЦН-12, ЦН-6 и др. ) охлаждение сварных узлов после термической обработки следует производить с печью или до температуры от 200°С до 300°С. , то в воздухе, что должно быть указано в техпроцессе.
12.19 Контроль за соблюдением режимов термической обработки должен осуществлять представитель цеха ДВТ.
13.2.6. Порядок применения этих методов контроля определяется технологическим процессом, при этом визуально-измерительный контроль должен предшествовать любому методу контроля, а испытания на вакуум-плотность (испытание на герметичность) и капиллярный контроль, как правило, следует проводить после гидравлические испытания.
13.3.2.2. Предварительные прижимные кромки деталей из стали перлитного класса Аустенитные сварочные материалы подлежат капиллярному контролю.
13.3.2.7. Сварные соединения деталей из сталей парфюмерного класса подлежат магнитному контролю при наличии указаний на чертеже.
13.4.2.2. Для металлографического исследования следует сделать не менее двух притирок от каждого контрольного шва.
14.1. Исправление дефекта на одном и том же участке ул. Соединения проводят не более трех раз.
14.1.4. Оформление дефектов сварных соединений допускается производить путем полного удаления сварного шва с последующей подготовкой кромок механическим способом и выполнением сварного соединения заново. При этом новое сварное соединение считается неисправленным.
14.1.6. Исправление дефектных участков сварного соединения должны производить сварщики, аттестованные в соответствии с требованиями раздела 8.1, в том же разряде, что и сварщики, сварившие промышленные сварные соединения.
14.2.1. Удаление дефектных участков в сварных соединениях из углеродистых и низколегированных сталей должно производиться после отпуска. В сварных соединениях из углеродистых и низколегированных неплавящихся сталей и сталей аустенитного класса допускается вмятина дефектных участков наклона воздушной дуги с последующей зачисткой абразивным инструментом до устранения забоя, но на глубину не менее 1 мм и при плетении дуги.
Как минимизировать общую стоимость отдельных перелетов в одно и то же место, а также, при желании, проживание
В Киеве полиция задержала 34-летнего местного жителя, который за три месяца трижды .
Читайте также
- Ильичевский районный суд Мариуполя приговорил 46-летнего жителя Старобешевского района Донецкой области к 8 годам лишения свободы. Его признали виновным по части 1 статьи 258-3 Уголовной… 11:14
- В Запорожье в четверг вечером грузовик Volvo перевернулся на мосту через железнодорожные пути. Из грузовика на рельсы вывалились три двухтонных мотка троса. Их сбил грузовик… 10:46
- В Тернополе на заводе «Стройиндустрия» в 19:20 в четверг произошел взрыв. «На территории завода «Стройиндустрия», в ЖБИ этого предприятия, произошел взрыв… 08:55
- За минувшие сутки в результате вражеских обстрелов на Донбассе двое украинских военных получили ранения, еще двое получили боевые ранения. На Луганском направлении вечером противник из .
 .. 08:18
.. 08:18 Наталья Машталер
15 сундук. День 25. Розказу Руслана Лоцмана. Наталья Машталер поддерживает проект «Усні історії Майдану» с ОО «Фонд сохранения истории Майдана» с 2014 года. Все сломанные материалы оформлены… 08:00- Мальчик 2015 года рождения погиб в результате пожара в городе Каменское (бывший Днепродзержинск) Днепропетровской области в модульном городке для временных переселенцев. Об этом… 21:13
- В Одессе 51-летний мужчина зарезал сына во время празднования его дня рождения. Полиция задержала убийцу на месте преступления. Как сообщает пресс-служба… 20:53
- Возле Амуро-Нижнеднепровского районного суда Днепра в четверг взорвался прокурорский автомобиль «Мерседес», который прибыл на заседание. По данным ТСН, прокурор был стороной обвинения… 18:31
- С начала дня российско-террористические отряды осуществили восемь точечных ударов по позициям сил АТО. На Луганском направлении зафиксировано два факта нарушения режима прекращения огня. В середине… 18:10
- В центре Киева на улице Кудрявской, 6 (Шевченковский район) горят склады. Об этом сообщило сообщество «Киевское Оперативное» в Facebook. Напомним, что 12 декабря на Русановском… 17:09
- На Дергачевском полигоне под Харьковом трактор насмерть задавил женщину. Об этом сообщает пресс-служба местной полиции. Предварительно установлено, что погибшему 42 года… 16:45
- В Тернополе правоохранители на 15 минут задержали поезд Интерсити по маршруту Перемышль-Киев из-за того, что в одном из вагонов кто-то бросил в мусорное ведро корпус гранаты. Сообщается… 16:29
- Во Львове из-за падения фрагмента балкона на ул. Шевченко, 4а пострадала девочка 1999 года рождения, сообщается на сайте мэрии. Скорая помощь доставила пострадавшего с диагнозом закрытая черепно-мозговая… 16:18
- Гилель — это организация, с которой вы вместе уже 20 лет. Расскажите, как все начиналось и какие изменения произошли за это время. Уже даже 22 года. Для меня все началось неожиданно… 14:40 900:11 В пятницу, 15 декабря, в Киеве будет облачно, без осадков, ветер юго-западный, 7-12 м/с.
Температура воздуха ночью +1…+3 градуса, днем +4…+6 градусов. Об этом сообщила Гидрометслужба… 14:02разум въедливый
Как минимизировать общую стоимость отдельных перелетов в одно и то же место, а также, при желании, проживания?
Моя девушка и я в настоящее время живем в разных странах и время от времени встречаемся на несколько дней каждый месяц или около того. Нам все равно, куда мы поедем, если нам не нужна виза (мы оба в ЕС), просто мы в одном и том же месте и через пару дней.
Короче говоря:
я лечу из аэропорта AAA она летит из аэропорта BBB нам нужно найти аэропорт XXX (не эвфемизм!), который вообще самый дешевый в полете.
Бонусная миссия: сначала рейсов, и мы могли бы жить в более дорогом жилье, если бы могли легко входить и выходить. Так как стоимость проживания сравнима со стоимостью перелета при столь коротком пребывании, хотелось бы иметь примерное представление о том, сколько мы будем платить за определенный тип размещения, например, трехзвездочный отель.
pnuts
Я удивлен, что одному не дешевле посетить другого (возможно, по очереди).
Ответы
Марк Мэйо
Хотя я не могу помочь с комбинацией перелет + отель, тем не менее, я могу предложить сайт flyfox.com (не аффилированный, я просто соревнуюсь там) для полетов. Вы можете настроить свой запрос, чтобы вы могли попросить людей найти самый дешевый двухместный рейс для вас (ваш и ее), чтобы вы могли встретиться. По крайней мере, это было бы интересное соревнование… просто мысль.
В противном случае я использовал Skyscanner в Европе и вводил Лондон в источнике, устанавливал дату и нажимал кнопку «Перейти». Затем (без указания пункта назначения) отображаются самые дешевые страны, доступные на эти даты.
Вы можете сделать это для обоих исходных местоположений (вашего и ее) в двух разных окнах и посмотреть, где совпадают самые дешевые направления.
mts
Добро пожаловать в Travel SE! Это отличный инструмент и отличный ответ, +1 от меня. Вы можете добавить несколько скриншотов сюда, чтобы проиллюстрировать функциональность. Кроме того, всегда указывайте, что это ваш веб-сайт (как вы уже делаете), чтобы его не приняли за спам.
Кэтрин Гибсон
У нас с моим парнем прекрасные отношения, и мы решили создать веб-сайт, чтобы помочь людям в этой ситуации: www.tripmatch.org
Введите два направления, и вы найдете дешевые направления, которые подходят вам обоим. можно лететь.
WGroleau
Я думаю, это может сработать:
На сайте skyscanner.com введите AAA вместо BBB. Пропускать результаты без промежуточных остановок. Первый, у которого есть одна или несколько остановок, может быть вашим XXX. Ищите снова от AAA там и BBB там для подтверждения.
Кроме того, щелкните значок спреда, чтобы проверить от BBB до AAA. Иногда он идет разными путями, когда идет в противоположном направлении.
ОБНОВЛЕНИЕ: вероятно, не поможет ОП три года спустя,…
Но мне пришло в голову, что эта функция Азуона может помочь:
Как увидеть все возможные остановки, соединяющие аэропорты X и Y
Перейдите в расширенный режим, создайте единую цепочку, содержащую два узла X и Y, каждый на одной линии (если Y недоступен, убедитесь, что опция отключенных цепочек активна), а затем выберите строку, содержащую X.
У нас вы можете купить трубу нержавеющую 20Х23х28 изготовленную по ГОСТ и ГОСТ. На странице указан вес погонного метра и сколько метров содержится в тонне. Труба нержавеющая 20Х23Н В нашей компании вы можете купить трубу нержавеющую 20Х23Н Вся продукция изготавливается по ГОСТ на холоднокатаную и ГОСТ на теплокатаную и горячекатаную. Цены одни из лучших. Сделаем скидку на оптовые заказы!
ГОСТ Группа Б МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ. ГОСТ Трубы бесшовные горячедеформированные из коррозионностойкой стали. Технические характеристики(с изменениями N). Этот документ представлен в виде сканированной копии, которую вы можете скачать в формате pdf или djvu. ГОСТ Дата введения в действие Настоящий стандарт распространяется на бесшовные горячедеформированные трубы из коррозионностойкой стали общего назначения. Примеры символов.
Труба наружным диаметром 76 мм, толщиной стенки 5 мм, обычной точности изготовления, произвольной длины, из стали марки 08Х18х20Т: Труба 76´5 — 08Х18х20Т ГОСТ То же, высокой точности изготовления (в), длина кратная ( кр) мм: Труба 76в´ 5в’ кр — 08Х18х20Т ГОСТ То же, обыкновенной точности изготовления, мерная длина (м) мм: Труба 76’5′ м — 08Х18х20Т ГОСТ То же, обыкновенной точности изготовления, мерная длина мм с остальными.
Труба 08х13 по ГОСТ Труба стальная холоднодеформированная нержавеющая. Труба сталь 12х18н10т, ГОСТ Труба сталь 08х18н10т, ГОСТ Труба сталь 10х17н13м2т, ГОСТ Труба сталь 03х17н13м2т, ГОСТ Труба сталь 03х17н14м3, ГОСТ Труба сталь 08х17н15м3т, ГОСТ Труба сталь 06хн28мдт, ГОСТ Труба сталь 12х17н13м2т, ГОСТ Труба 57×5 сталь 20х23н18, ГОСТ 20х23н ГОСТ Труба нержавеющая ГОСТ Труба ГОСТ стальная 12х18н10т. Труба ГОСТ сталь 08х18н12т. Труба ГОСТ сталь 08х18н10т. Труба ГОСТ стальная 10х17н13м2т. Труба ГОСТ стальная 08х17н15м3т.
Труба ГОСТ сталь 06хн28мдт. Труба ГОСТ стальная 12х17н13м2т. Труба ГОСТ сталь 10х23н Труба ГОСТ сталь 20х23н Труба ГОСТ сталь 08х16н13м2б.
Труба ГОСТ сталь 08х22н6т. Труба ГОСТ стальная 03х17н14м3. Труба ГОСТ сталь 08х Труба нержавеющая ГОСТ Труба ГОСТ сталь 12х18н10т. Импортный заменитель (стандарт ASTM). Способ производства. ГОСТ. 20х23н Айси т/д и х/д. г/д. т/д — труба термодеформированная. холоднодеформированная труба. з/д — труба горячедеформированная.